доступные способы сваривать, чем лучше, как дома, чем тонкую
Главная страница » О сварке » Сварка нержавейки » Чем варят нержавейку: выбирайте способ по возможностям
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.

Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.

Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
Вольфрамовыми электродами
 Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье «Сварка нержавейки электродами».
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.

Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки — 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
 Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода — микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника «беспучкового сопла» с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.

Достоинства: стабильность и «жесткость» дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома — следует ознакомиться со следующей информацией.
 Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
weldelec.com
Чем варить нержавейку — выбираем лучший сварочник
Сварка нержавеющей стали отличается некоторой сложностью, которая вызвана особенностью химического состава. По сути, нержавеющая сталь — это сплав железа с хромом с добавлением углерода, марганца, магния, ванадия и прочих элементов в количестве от нескольких сотых до 1-2%. В то же время содержание хрома находится в диапазоне 13-30%.
Сварочный аппарат для сварки нержавейки может применяться любой конструкции — ММА, DC/AC TIG, MIG, но он должен иметь более широкий диапазон регулировок, чем установка для сваривания обычной низколегированной и углеродистой стали. Заслугой тому особые свойства нержавейки:
- низкая теплопроводность;
- высокая химическая активность в зоне расплава;
- значительный коэффициент термического расширения;
- низкая температура плавления.
Учитывая эти особенности, сварочный трансформаторный или инверторный аппарат для нержавеющей стали должен иметь возможность сварки при пониженном токе. В таком случае к зоне шва поступает намного меньше тепла — металл не прогорает и не нарушается его структура.
Также сварочный аппарат для нержавейки должен работать как в прямой, так и в обратной полярности, переключаться на переменный ток и обладать способностью вести сварочные работы в импульсном режиме. Не очень много моделей даже профессиональных аппаратов сочетают в себе все эти возможности, поэтому для работы исключительно с нержавейкой аппарат выбрать довольно сложно.
Кроме сварки электрической дугой, для нержавейки активно применяется и лазерная, но преимущественно в промышленных условиях. На бытовом уровне или в небольших мастерских встретить лазерный сварочный аппарат для нержавеющей стали довольно сложно. Это очень сложное и дорогое оборудование, но есть умельцы, которые в собственных гаражах строят вполне работоспособные установки для работы с лазером.
Особенности сварки ММА
Работать с нержавеющей сталью могут как трансформаторные, так и инверторные аппараты. Особенно такая сварка распространена на бытовом уровне и в небольших цехах, где налажено мелкосерийное производство не слишком ответственных изделий из нержавеющих сталей. Как уже упоминалось, сварочный аппарат для сварки нержавеющей стали может быть любой конструкции, даже любительский. В ММА-сварке важен правильный выбор электродов.
Электроды
Для работы с нержавеющей сталью подходят два вида электродов — основные ( типа СЭЗ ЗИО-8 d4,0) и рутиловые (Lincoln Electric Omnia 46 D3,0). Первые — это покрытые электроды с внешним слоем из карбоната магния или кальция. Они предназначены для постоянного тока обратной полярности. Это значит, что к электроду подключается «+» аппарата, а к свариваемой детали «—». Диаметр электрода выбирается по толщине свариваемой стали и ее марке.
Рутиловые электроды защищенные двуокисью титана (TiO2). Работать с ними можно как при постоянном токе с такой же полярностью, как и в первом случае, так и с переменным током. Они отлично держат дугу и практически не создают брызг металла, что характерно для основных электродов.
Таблица 1. Выбор электродов для нержавейки при сварке ММА

Выбирать электроды, зная марку свариваемой стали, лучше всего по ГОСТ 10052, где для каждого металла из марочника высоколегированных сталей указан точно подобранный электрод.
Почему так важен подбор электродов? Хром, находящийся в составе стали, очень активно взаимодействует с кислородом атмосферы и образует пленку толщиной в несколько атомов, которая, тем не менее, препятствует соединению расплава из разных частей соединяемых деталей. Покрытие электрода, сгорая, создает защитную атмосферу, которая не допускает в сварочную ванну кислород и азот. Но для нержавейки следует подбирать специальный состав защитной атмосферы, поэтому не все виды электродов подходят.
Аппараты для сварки нержавейки
Выбор, каким аппаратом варить нержавейку, зависит от уподобаний и квалификации сварщика. Но, по мнению подавляющего большинства профессионалов, лучше всего для РДС высоколегированных марок сталей подходят инверторные аппараты. При покупке обращайте внимание на такие основные параметры, которые очень сильно влияют на результат работы с нержавейкой:
- Рабочий диапазон температур. Некоторые инверторы не способны работать при отрицательных температурах. У качественного инвертора для нержавейки диапазон начинается от -10 0С и ниже.
- Сила сварочного тока достаточна в пределах 30-180А;
- Наличие Hot Start, Anti-Stick и Arc Force — обязательно;
- Мощность аппарата должна обеспечивать возможность применения электродов диаметром до 4 мм.
Если ориентироваться на конкретные модели, то для сваривания нержавейки в бытовых и полупрофессиональных условиях отличными характеристиками обладают однофазные аппараты Сварог PRO ARC, ПАТОН ВДИ-200P, Сварог TECH ARC. Они не являются самыми лучшими, но их характеристики можно использовать, как ориентиры при выборе среди моделей других производителей. Для профессиональной работы вполне подойдут WM Pico 162, Lincoln Electric, KEMPPI Minarc.
В семействе трехфазных лучшим выбором будут Сварог ARC 315 Lincoln Electric, EWM Pico, BRIMA ARC.
Аргоновая сварка AC/DC TIG
Не менее распространенным оборудованием для сварки нержавеющих сталей в полупрофессиональном и профессиональном сегменте являются аппараты AC/DC TIG, работающие в атмосфере аргона. Электродом в этом случае выступает вольфрамовый стержень, обязательно использование присадочной проволоки специальных марок, которые превосходят свариваемый металл по уровню легированности, например, ER 308.
При сварке тонкого металла, под нержавейку можно установить медную пластину для отвода тепла. После окончания сварки необходимо оставить подачу газа на несколько секунд, так называемый режим Post flow. Это позволяет металлу остыть в достаточной степени без окисления и предотвратить подгорание электрода из вольфрама.
Аппараты для AC/DC TIG способны работать со многими металлами, например, алюминием и его сплавами. В самых современных используется технология Soft Switch, позволяющая резко уменьшить уровень тепловых потерь, настройки баланса тока, изменение частотных характеристик при сварке на переменном токе, режим пульсации.
Особенно интересный режим MIX TIG, который используется в полупрофессиональных и профессиональных аппаратах и представляет собой комбинацию поочередного применения сварки при постоянном и переменном токах. При этом переменный разбивает оксидную пленку без перегрева металла, а постоянный производит расплав и сваривание. Практически все аппараты имеют режим Spot Arc — точечную сварку, позволяющую сделать прихватку металла, точно выполнять лицевые швы.
Лучшие сварочные аппараты — TRITON ALUTIG , Aurora PRO INTER, Сварог PRO TIG, Aurora IRONMAN, Fubag INTIG. Они находятся в разных ценовых категориях, но позволяют выполнять сварку нержавейки приблизительно на одном уровне качества, отличаясь только временем непрерывной работы и ограничениями по мощности.
Сварка нержавейки МИГ/МАГ
Полуавтоматическая сварка нержавейки доступна даже при не слишком больших профессиональных навыках и умениях. Но в руках профессиональных сварщиков аппараты MIG творят настоящие чудеса, справляясь как с тончайшими листами, так и с громоздкими рельефными деталями.
Аппарат МИГ/МАГ должен иметь возможность настроек для работы короткой дугой (для тонких листов), струйным переносом и в импульсном режиме. Газ используется вместе с монолитной нержавеющей проволокой, при сварке порошковой — газ не обязателен. Но порошковая проволока может применяться только при не слишком ответственных работах — со временем шов может покрываться налетом ржавчины. Идеальный случай — нержавеющая проволока по ГОСТ 2246-70 в атмосфере аргона или аргона и гелия.
Лучшие аппараты — Сварог EASY MIG, ФЕБ НОРМА, BRIMA, TRITON MIG 300, профессиональные — EWM Picomig, KEMPPI Minarc MIG EVO 170, Lincoln Electric.
Приглашаем читателей поделиться собственным опытом сварочных работ с нержавейкой. Практические навыки, собственные находки, нестандартные подходы к использованию оборудования — пишите нам обо всем.
wikimetall.ru
Точечная сварка
Способы точечной сварки и области ее применения.
Точечной контактной сваркой соединяют детали от 0,05 до 6 мм. Диапазон можно расширять от 10 микрон до 30 микрон.
Под точечную сварку детали изготавливают из листовых материалов, прессованных полуфабрикатов, штампованных, литых, кованных и обработанных резанием заготовок, чаще всего после штамповки.
Выбор того или иного способа сварки определяется толщиной детали, материалом, конструкцией узла, масштабом и характером производства, требованиями, предъявляемыми к качеству соединения, а также требованиями производительности процесса.
В зависимости от качества одновременно свариваемых точек и способа подвода тока на заготовку применяют разные способы точечной сварки.
1. Одноточечная двухсторонняя сварка.
2. Одноточечная односторонняя сварка.
Применяется чаще всего для приварки подшивки к каркасу.
3. Одноточечная односторонняя сварка пистолетом, прижимаемым вручную.
Нестабильное качество сварки. Применяется при приварке громоздких узлов в труднодоступных местах.
4. Двухточечная односторонняя сварка на медной подкладке.
Чем толще первая деталь, тем больше ток шунтирования. осуществляет сварку. Часть тока шунтирует через верхнюю деталь. Чтобы снизить сопротивление для сварочного тока применяют сварочную подкладку.
5. Двухточечная односторонняя сварка без шунтирования тока.
По такому принципу работают все контактные многоточечные мешины, созданные для сварки арматурных сеток на заводах ЖБИ.
Для листовых конструкций , для арматурных .
6. Двухточечная двухсторонняя сварка со спаренными трансформаторами.
Если шунтирование тока не значительное, то сварка крупногабаритных ответственных узлов в крупносерийном и массовом производстве.
7. Многоточечная односторонняя сварка с питанием от одного трансформатора с двумя раздельными вторичными обмотками.
Чередующиеся подключения через одно способствуют исключению шунтирования тока через верхнюю деталь.
8. Многоточечная односторонняя сварка с питанием от нескольких трансформаторов.
Два или три трансформатора отдельных при той же мощности потребляют меньше тока из силовой сети и равномернее нагружают ее фазы. .
9. Многоточечная двухсторонняя сварка с питанием от нескольких трансформаторов.
Если геометрия конфигурации свариваемой детали позволяет, то этот способ сварки является предпочтительным, т.к. .
Конструирование узлов и соединений точечной шовной сварки.
Конструктивные требования к узлам соединений определяются конструктивным процессом точечной шовной сварки и применяемым оборудованием.
Наиболее дешевым является универсальное оборудование. При его использовании желательно учитывать следующее:
1. Сечение детали и приспособлений из ферромагнитных сталей, вводимых в контур машины должно быть минимальным, т.к. магнитная сталь увеличивает индуктивное сопротивление контура в связи с тем, что магнитное поле контура, создаваемое током, наводит в этих сталях вихревые токи, на что расходуется энергия.
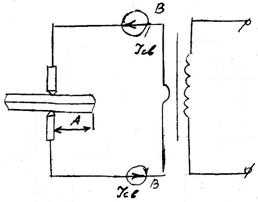
Разница сварочного тока 30-40%. С увеличением величины А при введении ферромагн. в контур сварочный ток будет уменьшаться.
2. При проектировании самих деталей необходимо предусматривать свободный доступ электродов к свариваемой зоне.

3. Толщина детали в зоне сварки под электродом не должна существенно отличаться, т.к. при соотношении толщин более 3:1 требуется применение технических приемов.
4. Желательно, чтобы все точки в узле можно было сварить в любой последовательности при минимальном шунтировании тока и деформации детали.
5. Если усилие от электродов воспринимается всем узлом, то его жесткость длжна быть достаточной, чтобы не вызвать деформацию.

6. Точки не должны располагаться в труднодоступных местах или вблизи ребер.
7. В пакете свариваемых деталей желательно иметь не более двух. Допустима сварка трех деталей для сварки неответственных изделий.
8. Нахлесточные соединения должны быть спроектированы при строгом соблюдении номинальных размеров литого ядра, шага между точками и величины нахлестки.
Относительная величина проплавления детали:
Глубина отпечатка:
Уменьшение проплавления А снижает надежность соединения, а увеличение деформации от электрода С приводит также к снижению прочности (снижается рабочее сечение).
Минимальное tш выбирают с учетом шунтирования тока в предыдущую точку.
Величина нахлестки lн должна быть в пределах 4dя с целью исключения выхода литого ядра за пределы кромок детали.
Чем выше теплопроводность металла, больше его толщина, тем больше должен быть шаг между точками.
Конструктивно, чем выше , тем лучше, но иногда возникает требование уменьшить до минимальных размеров с целью увеличения прочности. Поэтому в случае необходимости вместо точечной сварки надо переходить на рельефную и применяют плоские электроды на тех же контактных машинах.
При сварке Al сплавов увеличивается на 20%, а Cu сплавов – на 30-40%.
Подготовка деталей под сварку.
Точечная шовная сварка.
1.1 Подготовка поверхностей деталей:
-очистка;
-промывка;
-пассивирование ( т.е. создание коррозионностойкой защитной пленки).
1.2. Подгонка и правка.
1.3. Сборка и прихватка.
1.4. Антикоррозионная защита – иногда проводится перед сборкой и прихваткой.
1. Подготовка.
Детали из горячекатаной стали очищают дробеструйной и пескоструйной обработкой, щетками, травление в 10% h3SO4 с последующей промывкой водой и нейтрализацией щелочью.
Холоднокатаную сталь промывают холодной водой с последующей сушкой в камере.
При мелкосерийном и штучном производстве окалину можно удалить горелками с ацетилено-кислородным пламенем.
Алюминиевые сплавы травят в растворе KOH и NaOH, промывают, иногда пассивируют в растворах солей фосфора. После травления детали хранятся в пакетах в течение 5 суток.
Титановые сплавы очищают окислом HNO3 и HCl с промывкой и сушкой.
Медные сплавы – также HNO3 и HCl с промывкой и протиркой мест под сварку.
2. Правка.
На специальных приспособлениях, прессах или оправках, можно молотком.
Детали с малой жесткостью не требуют правки, если сборочно-сварочные операции обеспечивают требуемые свойства.
Подгонка обычно совмещается с правкой.
Качественной считается сборка, если отсутствует зазор или находится в пределах допустимого.
Проверить можно шаблоном
3. Прихватка.
Обязательна при сварке длинных деталей (150-200 мм) и деталей сложной формы, для сварки титановых и нержавеющих сталей (50-80 мм), направление – от середины к краям или от мест с наибольшей к местам с наименьшей жесткостью.
4. Антикоррозионная защита
С точки зрения коррозионной стойкости нахлесточные соединения – самые чувствительные к коррозии.
Для изделий, подвергающихся агрессивному воздействию, необходима антикоррозионная защита.
Лучше всего наносить перед сборкой. Это электропроводные смолы, грунты, клеи с длительным периодом полимеризации.
Кузова автомобилей варят сваркой по клею. Хорошо работает при знакопеременных нагрузках.
Автомобильные кузова варят по электропроводному грунту.
Применяют металлические защитные покрытия.
Применяют цинк, свинец, гафний, олово.
При сварке деталей, покрытых защитными металлическими покрытиями, возникают проблемы, связанные с тем, что цинк, олово, свинец плавятся при (гораздо) более низких температурах.

Низкая температура плавления защитных металлических покрытий приводит к тому, что покрытие в контакте деталь-деталь плавится при t=400-1100, и по этому жидкому слою растекаются линии тока, снижая плотность тока в зоне контакта, и стальные детали при выдавливании этого жидкого покрытия, попадая в контакт, не расплавляются.
Сварочные усилия 1,5-2р и ток 1,5-2р – надо приложить для формирования литого ядра между деталями.
При сварке несколькими импульсами задается число импульсов, длительность и время паузы.
Режим сварки обычно выбирают в зависимости от толщины и вида материала по таблицам.
Выбранный режим устанавливается на контактной машине и свариваем образец.
Сила сварочного тока зависит от толщины металла, удельного сопротивления
Для машин переменного тока =6500, ориентировочно, где
– толщина одной детали, мм (более тонкого)
С увеличением толщины деталей плотность тока снижается.
j=80-160 А/мм – на мягких режимах
j=200-500 А/мм – на жестких режимах
Длительность протекания сварки зависит от теплофизических свойств.
При сварке с термообработкой длительность 2 и 3 импульса больше сварочного, амплитуда меньше.
Усилие сжатия зависит от толщины и механических свойств материала детали, а также жаропрочных свойств.
С увеличением толщины и жаропрочности усилие сварки возрастает.
Вычисляется по удельному давлению P:
p=50-120 Н/мм^2 – низкоуглеродистыеу стали
p=90-180 Н/мм^2 – нержавеющие и титановые сплавы
Форма и диаметр рабочей поверхности электрода: с плоской или сферической рабочей поверхностью.
Особенности сварки деталей различной толщины.
При сварке деталей резко различной толщины возникает проблема со смещением литого ядра в более толстую деталь.

При этом тонкая может быть не проплавлена вообще.
Чтобы сместить ядро нужно увеличить плотность тока и уменьшить теплоотвод из тонкой детали в электрод.
Проще это сделать, уменьшив диаметр электрода со стороны тонкой детали, тогда теплоотвод будет уменьшен благодаря малым размерам электрода.

Можно взять электроды с разной теплопроводностью: со стороны тонкой детали – с высокой, со стороны толстой – с низкой.
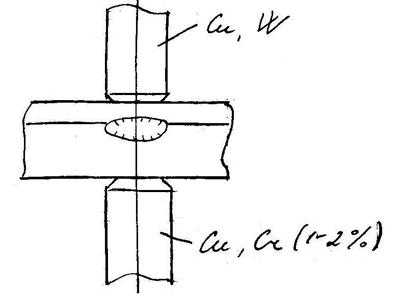
Особенности сварки разнородных материалов.

1. Меньший диаметр электрода со стороны латуни.

2. Электрод с вольфрамовой вставкой со стороны латуни.

3. Теплоотражающий экран.
Особенности шовной сварки обечаек.

При сварке цилиндрических обечаек площадь контакта нижнего электрода с нижней деталью в несколько раз больше площади контакта верхнего электрода с верхней деталью.
Плотность тока в нижнем электроде меньше, а теплоотвод выше от нижней детали, поэтому литые ядра будут смещаться в верхнюю деталь.
Нужно взять нижний ролик намного меньшего диаметра, чем верхний.
Можно уменьшить ширину и радиус рабочей поверхности контактирующей детали.
Проблемы усугубляются, когда приходится варить разнотолщинные или разнородные детали.
Поэтому часто приходится уменьшать диаметр ролика, ширину и радиус рабочей поверхности и применять ролики с различными теплофизическими свойствами.
Также по теме:
Шовная контактная сварка. Описание и прараметры шовной сварки.
Рельефная сварка. Технология и разновидности рельефной контактной сварки.
svarder.ru
Сварка нержавеющей стали

Абсолютно в каждом доме есть какие-то изделия, которые изготовлены из нержавеющей стали. Вставки в бытовой технике, столовые приборы, различная посуда, ведра, проволока и т.д. Все это сделано из нержавеющей стали. Однако многие люди при поломке какого-то предмета не знают, как его отремонтировать. В этом им может помочь сваривание нержавейки. Очень часто такому ремонту подвергается внешняя часть труб водопровода, она, как правило, создается именно из такой стали. Сварка помогает экономить финансы, согласитесь, лучше отремонтировать что-либо, чем покупать новое.
Свойства нержавеющей стали
По стандартам ГОСТ, в состав этого материала входит сталь и дополнительные примеси, в число которых входят: хром, молибден и ниобий. Такой комплект веществ в составе помогает улучшить стойкость стали к коррозии. После того как атомы кислорода сконтактируют с атомами хрома, на поверхности металла возникает особое защитное покрытие. Именно оно не даёт материалу ржаветь.

Толщина слоя из хрома минимально, однако его атомы находятся в скрученном состоянии, поэтому слой стабильно крепкий. Нержавеющее покрытие на стали имеет свойство регенерации. Если по каким-то причинам покрытие подвергнется механическому воздействию, стойкость к коррозии исчезнет. Но как только на предмет начнёт действовать кислород, который находится в атмосфере, покрытие восстанавливает свои функции. То есть, говоря простым языком, стойкость к коррозии имеется всегда. Данное свойство было открыто в оружейной промышленности.
Во время процесса повышения качества оружия, исследователи создали сплав хрома и стали. В итоге они получили отличный материал, который смог самостоятельно защищаться от негативного воздействия окружающего мира. Примесь из хрома наделила сталь огромной устойчивостью к коррозии. Именно этот сплав сделал нержавеющую сталь популярной не только в военной сфере, а также в быту. На сегодняшний день очень много предметов делается из нержавейки. Однако это не только предметы быта, данный материал активно используется во многих отраслях. По ГОСТу в нержавеющую сталь можно добавлять дополнительные примеси меди, азота, латуни и титана.

Свариваемость нержавеющей стали
Одним главных свойств сваривания, является особый способ создания шва. Сплав двух металлов разного типа или же двух частей одного металла, а точнее его состав после остывания должен быть примерно одинаковым. Химические и физические свойства также должны быть одинаковыми. Соблюдение данных показателей напрямую влияет на состояние шва.

Свойства свариваемости нержавеющей стали:
- Имеется склонность к появлению коррозии между кристаллами. Чаще всего она появляется в металле с повышенным содержанием хрома. Это металл, при воздействии температуры в 550 градусов по Цельсию высвобождает карбидные частицы железа и хрома. Для того чтобы предотвратить появление этого свойства после сварки с использованием аргона шов быстро охлаждают всеми возможными методами. Также не исключается возможность заливки шва охлаждённой жидкостью, но это не всегда возможно физически.
- Высокая линейная усадка. Её появления приводит к незначительному изменению размера в месте сваривания. Если деталь большая, то это разница компенсируется шириной и толщиной шва. Если же заготовки имеют большую ширину, перед процессом сварки необходимо обеспечить создание пропорционального зазора. Если этого не сделать, шов получится не ровным и появятся сколы и разломы.
- Нержавеющая сталь имеет довольно низкую теплопроводность. Она примерно в два раза ниже, чем у обычной углеродистой стали. Это свойство мешает равномерному распределению нагрева, из-за чего основная температура скапливается в месте шва. Для того чтобы избавиться от излишнего нагрева, необходимо уменьшить силу тока в сварочном аппарате примерно на одну пятую часть.



Нержавеющая сталь сваривается с использование аргона точечной, контактной или же лазерной сваркой. Основные требования, которые должны соблюдаться для качественного шва – это пониженный ток, наличие дополнительного зазора и очень быстрое охлаждение. Только после того как все вышеописанные требования будут соблюдены, можно будет приступать к полировке детали. В быту чаще всего используется сварка с помощью инвертора. Но и в домашних условиях особых требований ко шву не требуется, поэтому этот способ не требует наличия особых навыков у сварщика.
Сварка нержавейки

Для того чтобы обеспечить качественный шов при сваривании нержавеющей стали, нужно обеспечить условия, которые должны быть созданы с учётом высокой электропроводности, которая примерно в шесть раз больше чем у обычной стали. Также стоит учитывать довольно низкую точку плавления, она практически на сотню градусов меньше чем у стали.
Сварка нержавейки на промышленном уровне, выполняется с помощью электродов, которые плавятся в инертном газе с аргоновыми примесями. Если необходимо сварить небольшие трубы или же листы малой толщины, в этом случае используется сварка дуговым методом также с использованием аргона. В бытовых условиях аргон не применяется.

Проволока, которая используется для сварки в быту инвертором, значительно экономит количество используемых электродов, а также обеспечивает более высокую прочность соединения. С развитием традиционного дугового метода сварки было установлено, что аргон можно без особых проблем заменить азотом, который лучше защищает шов. Использование азота рекомендуется при сваривании деталей из нержавеющей стали с широким краем. Изначально, такой метод сварки применялся только для сваривания нержавейки определённого типа. Но с развитием технологий было предложено использовать сварку с использованием азота для сваривания нержавейки и серебра (включая все его сплавы), медью и т.д.
Холодная сварка нержавейки

Этот метод, единственный из всех, который не предполагает наличия каких-то определённых знаний и умений, а также использования дополнительных инструментов. По своей натуре холодная сварка это не что иное, как клей. В отличие от обычной, холодная сварка состоит из двух компонентов, которые начинают действовать только после смешивания. Она используется для небольших ремонтных работа и заделывания отверстий. Клей «холодная сварка» продаётся в небольших цилиндрах. Использовать её очень просто.
Перед проведением процедуры, необходимо очистить обе склеиваемые поверхности от следов жира и масел, после чего нужно смешать компоненты и можно приступать к склеиванию. Также перед склеиванием нержавеющей стали нужно очистить края от сколов и заусениц. Чаще всего этот метод используется для заделывания отверстий труб и ёмкостей, причём применять её можно как на пустых, так и на заполненных сосудах. Компоненты клея нужно смешивать строго в равных пропорциях, далее их надо перемешать сминая.

После того как вы получите однородную массу, можно приступит к заделыванию отверстий или же склеиванию деталей. После того, как соединения полностью затвердеет (срок высыхания написано в инструкции, для каждой марки оно разное) можно приступать к обработке детали.
Особенности клея «холодная сварка»:
- Ремонт на короткое время. Холодная сварка может применяться только для временного ремонта и только в том случае, когда он экстренный. Соединения, полученное этим методом очень слабое на разрыв, поэтому при первой же возможности шов холодной сварки нужно будет заменить на классическую.
- Не рекомендуется использовать этот метод для соединения двух металлических деталей среднего и большого размера. Простота в использовании делают холодную сварку популярной для применения в домашних условиях.
Сварка нержавеющей стали с другими металлами
Практически во всех отраслях промышленности используются сплавы разнородных материалов. При сваривании таких материалов необходимо учитывать физические и химические характеристики каждого материала. Также нужно подобрать необходимые электроды и режим сварочного аппарата. Все свойства передаются от материалов к сварочному шву.
Если какая-то часть материала выгорит, то свойства шва будут неодинаковыми. Сварка нержавеющей стали имеет несколько особенностей, соблюдение которых помогут предотвратить дефекты шва.
Если их игнорировать соединение будет не прочным, а если его задачей будет являться ещё и выдержка разрыва, то оно очень быстро придёт в негодность. Разломы от нагрева достаточно легко предотвратить. Они появляются из-за аустенитного состава шва. Склонность металла к ломкости возникает из-за длительного чрезмерного нагревания. Использование проволоки в качестве присадки, позволит вам избежать всевозможных разломов от нагрева и обеспечит сварной шов высокой прочности. Если использовать короткий дуговой метод сваривания, также можно защититься от появления разломов.
svarkagid.com
методы, их отличия и описание, как сварить электродом
Сварка изделий из нержавейки является довольно сложной в технологическом плане операцией, которую невозможно качественно выполнить без учёта физических свойств и химического состава материала. Подобный подход к выполнению работы является единственно правильным и позволит создать максимально надежное и качественное соединение.
Особенности сварки деталей из нержавейки
Основные трудности, возникающие при сварке нержавейки, связаны с тем, что этот материал относится к группе высоколегированных сплавов, а потому содержит в своем составе множество разных элементов, определяющих его основные свойства. Так, в ее составе присутствует такое соединение, как хром. Его доля в сплаве может достигать 12−30%. Хром, как и другие элементы, содержащиеся в составе нержавейки — молибден, марганец, титан и никель, обеспечивает этого металлу антикоррозионные свойства. Но при этом от него нержавейка получает и ряд особенностей, которые влияют на ее свариваемость.
Поэтому при сварке нержавейки необходимо учитывать ряд характеристик этого материала.
- Высокий коэффициент линейного расширения. Из-за этой особенности во время сваривания деталей из нержавейки они неизбежно подвергаются значительной деформации. Иногда вызванное этим свойством деформация может вызвать появление крупных трещин, если подготовленные для соединения детали имеют большую толщину и между ними отсутствует зазор.
- Низкая теплопроводность. В отличие от низкоуглеродистых сплавов нержавейка имеет в полтора — два раза ниже показатель теплопроводности. Из-за этой особенности при сварке детали проплавляются даже при токах меньшей величины, чем при соединении деталей из низкоуглеродистой стали.
- Межкристаллитная коррозия. В условиях, когда нержавейка во время сварки подвергается сильному нагреву (до температуры +500 градусов Цельсия и выше), приходится наблюдать такое явление, как межкристаллитная коррозия. Она возникает из-за того, что по краям зерен структуры металла образуются прослойки, состоящие из карбида хрома и железа.
Но предотвратить это явление можно, если с особой тщательностью подходить к выбору режима сварки, а также в принудительном порядке остужать соединяемые элементы, с чем легко может справиться обычная вода. Но важно помнить, что такой метод охлаждения можно применять только в отношении изделий из хромоникелевых сталей, обладающих аустенитной внутренней структурой.
- Перегрев электродов с хромоникелевыми стержнями. Учитывая, что свариваемые материалы имеют низкие показатели теплопроводности и повышенное электрическое сопротивление, во время их соединения электроды, стержни которых состоят из хромоникелевого соединения, часто нагреваются до критических температур. Предотвратить подобное явление можно только при условии применения для сварки электродов, имеющих длину не более 35 см.
Популярные методы сварки
В случае необходимости соединения изделий из нержавеющей стали с повышенным содержанием хрома их сваривание может быть выполнено несколькими способами. К настоящему моменту наибольшее распространение получили следующие виды сварки:
- Аргонодуговая. При этом виде сварки применяют вольфрамовые электроды и режимы AC/DC TIG.
- Сварка, проводимая покрытыми электродами в режиме MMA.
- Полуавтоматическая электродуговая сварка. Проводится в аргоновой среде с использованием режима MIG, а также проволоки из нержавейки.
- Холодная сварка, которую выполняют под высоким давлением.
- Шовный метод сваривания и контактная точечная сварка.
Перед началом работ по свариванию нержавейки необходимо в обязательном порядке обезжирить их поверхности, для чего может применяться авиационный бензин или ацетон. Это делают с целью уменьшения пористости создаваемого шва, а также для обеспечения повышенной устойчивости сварочной дуги. Только когда эта операция будет выполнена, можно приступать непосредственно к свариванию заготовок выбранным способом.
Для сваривания элементов из нержавейки можно использовать несколько способов, среди которых имеются как получившие наибольшее распространение, так и применяемые в редких случаях. Конечный выбор наиболее подходящего метода должен осуществляться с учетом конкретных условий и требований, которым должно отвечать выполняемое соединение.
Покрытыми электродами
Чаще всего сварку заготовок из нержавеющей стали выполняют методом ММА, предусматривающим использование покрытых электродов. Главными его достоинствами является простота и универсальность, что позволяет использовать его даже в бытовых условиях, хотя он и не в состоянии обеспечить шов высокого качества.
Несмотря на то что этот тип сварки нержавейки электродами ММА подходит для использования в домашних условиях, чтобы им воспользоваться, придется приобрести специальный сварочный аппарат — инвертор.
Для надежного соединения изделий из нержавейки с помощью инвертора важно правильно выбрать электроды. На сегодняшний день всё разнообразие электродов, используемых для соединения нержавейки, можно представить в виде двух групп:
- С рутиловым покрытием на основе двуокиси титана. При использовании таких электродов минимизируется количество образующихся во время работы брызг металла, а также обеспечивается стабильность дуги, но их применение возможно только при постоянном токе и обратной полярности.
- С покрытием на основе карбоната магния и кальция. При работе этими электродами сварка выполняется при постоянном токе и обратной полярности.
Ручная и полуавтоматическая в среде аргона
При сварке изделий из нержавеющей стали ручным способом в аргоновой среде обычно используют электроды из вольфрама. Подобный способ соединения деталей подходит для использования и в домашних условиях, обеспечивая качественное и надежное соединение изделий, имеющих небольшую толщину. Чаще всего этот тип электродов применяют при выполнении работ по прокладке коммуникаций из труб, предназначенных для доставки в условиях высокого давления газов или различных жидкостей.
Эта технология имеет ряд особенностей, о которых также не помешает узнать перед использованием:
 Во время сварочных работ важно, чтобы вольфрам, из которого выполнены электроды, не попал в расплавленный металл в зоне сварки. Решается эта задача путем поджигания дуги бесконтактным способом. В том случае, если это невозможно сделать на детали, дугу можно зажечь на отдельной угольной плите, а затем осторожно ее переместить на соединяемые заготовки.
Во время сварочных работ важно, чтобы вольфрам, из которого выполнены электроды, не попал в расплавленный металл в зоне сварки. Решается эта задача путем поджигания дуги бесконтактным способом. В том случае, если это невозможно сделать на детали, дугу можно зажечь на отдельной угольной плите, а затем осторожно ее переместить на соединяемые заготовки.- Этот метод сваривания изделий из нержавейки может использоваться как при постоянном, так и переменном токе.
- При выборе оптимального режима сварки в расчет берется толщина соединяемых деталей. Говоря о режимах, речь идет о количестве расходуемого защитного газа, показателях тока, выбранной для сваривания присадке, диаметре проволоки, сечении вольфрамового электрода.
- Используемая для сваривания присадочная проволока должна иметь более высокий уровень легирования, нежели соединяемые заготовки.
- Во время сварочных работ электроды для нержавеющих сталей должны сохранять устойчивое положение. При несоблюдении этого требования возможно нарушение сварочной зоны и окисление металла в ее области.
Одним из плюсов использования этого метода сварки является то, что он позволяет значительно экономить вольфрамовые электроды. Для этого после завершения сварочных работ нужно примерно на 15 секунд не отключать подачу аргона. Такой прием позволяет защитить раскаленный вольфрамовый электрод от активного окисления.
Электродами полуавтоматическим способом
Этот метод сваривания изделий из нержавейки в аргоновой среде практически не отличается от классического ручного. Разница между ними состоит лишь в том, что проволока в сварочную зону поступает посредством специального оборудования. Механизация этого процесса позволяет повысить его точность и скорость.
если есть полуавтоматическое оборудование, специалист может воспользоваться следующими способами сваривания изделий из нержавейки:
 Метод струйного переноса. Главным его достоинством является то, что с его помощью можно создавать надежные соединения при работе с деталями значительной толщины.
Метод струйного переноса. Главным его достоинством является то, что с его помощью можно создавать надежные соединения при работе с деталями значительной толщины.- Сварка короткой дугой. Предназначена преимущественно для соединения заготовок небольшой толщины.
- Импульсная сварка. Универсальный метод соединения деталей, который гарантирует получение качественных и надежных соединений и максимальную экономию на расходных материалах.
Какими электродами варить нержавейку
Чтобы разобраться, какой тип электродов лучше всего подойдёт для сваривания нержавейки, необходимо обратиться к ГОСТу 10052−75, из которого можно узнать об особенностях существующих типов расходных материалов и рекомендациях по их выбору для работы с металлом определенного химического состава. Определиться с наиболее подходящим типом электродов для сваривания нержавейки, соответствующим требованиям данного ГОСТа, можно, если знать марку металла, элементы из которого необходимо соединить.
Другие способы сварки нержавеющей стали
В ряде ситуаций специалистам приходится рассматривать альтернативные методы сварки изделий из нержавейки, которые позволяют создавать надежные соединения только в особых условиях. К ним можно отнести следующие методы, предусматривающие использование специального сварочного оборудования.
Лазерным лучом
 Из достоинств, которыми обладает этот метод соединения деталей из нержавейки, следует отметить сохранение изначальных показателей прочности металла в сварочной зоне по причине повышенного температурного воздействия, минимальное время, необходимое для остывания, отсутствие трещин после сварки, а также формирование минимального размера зерен в его структуре. Сам рассматриваемый метод, как и оборудование, которое позволяет его реализовать, активно используется в самых разных отраслях промышленности, в том числе при прокладке коммуникаций, в автомобилестроении и др.
Из достоинств, которыми обладает этот метод соединения деталей из нержавейки, следует отметить сохранение изначальных показателей прочности металла в сварочной зоне по причине повышенного температурного воздействия, минимальное время, необходимое для остывания, отсутствие трещин после сварки, а также формирование минимального размера зерен в его структуре. Сам рассматриваемый метод, как и оборудование, которое позволяет его реализовать, активно используется в самых разных отраслях промышленности, в том числе при прокладке коммуникаций, в автомобилестроении и др.
Холодная под большим давлением
При этом способе соединения деталей из нержавейки материал не подвергают плавлению. Соединение заготовок обеспечивается за счет особого взаимодействия их кристаллических решеток. В зависимости от того, какое соединение необходимо получить и с деталями какой формы предстоит работать, давление может оказываться на одну или сразу на обе детали.
Контактная сварка изделий из нержавейки
При этом способе соединения изделий из нержавейки может применяться точечная или роликовая технология. Он позволяет соединять тонкие листы из нержавеющей стали, имеющие толщину до 2 мм. Примечательно, что при сваривании деталей этим способом применяют то же оборудование, что и при сваривании других металлов.
Нержавеющая сталь является одним из наиболее популярных материалов, из которого изготавливается множество разнообразных металлоизделий и конструкций. Однако процесс сваривания деталей имеет свои особенности, которые обязательно нужно учитывать каждому специалисту. Особенно это касается домашних мастеров, многие из которых не знают, как сварить нержавейку инвертором в домашних условиях.
От низкоуглеродистых сталей этот материал отличается содержанием определенного набора элементов, которые создают определенные трудности при соединении деталей из нержавейки. Это является одним из главных моментов, о котором необходимо знать перед началом сварочных работ. Дело в том, что каждый входящий в состав нержавейки элемент обладает особыми свойствами, что напрямую влияет на характеристики, которые демонстрирует нержавейка во время сварки. Особые физические свойства и химический состав нержавейки требуют использования определенных методов сваривания изделий, выполненных из этого металла.
Выбор наиболее подходящего способа должен осуществляться с учётом характеристик соединяемых деталей, а также используемых электродов. Это также может в значительной степени повлиять на качество и надежность создаваемого соединения.
tokar.guru
Сварка нержавейки инвертором — что нужно знать
Наличие у домашнего мастера сварочного инвертора (компактного и дружественного в применении аппарата) позволяет в бытовых условиях выполнять достаточно сложные в техническом отношении операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах подобного вида сварки.
Особенности инверторного аппарата
Обычные установки для сварки генерируют повышенные значения сварочного тока за счет высокой потребляемой мощности. В бытовых условиях это не только невыгодно экономически, но и опасно для обычных электрических сетей, пусковые автоматы которых, как правило, рассчитываются на токи не более 20-30 А.
Любой сварочный инвертор для сварки нержавейки предусматривает увеличение тока до требуемых значений вследствие поступательного инвертирования (преобразования) исходной вольтамперной характеристики энергоносителя. Вначале в первичную цепь инвертора поступает исходный переменный ток напряжением 220 В, который далее преобразуется в постоянный. Затем во вторичной цепи выполняется обратное преобразование, в ходе которого частота тока существенно увеличивается, а напряжение, наоборот, уменьшается. Такое преобразование происходит автоматически, по критерию стабильности горения сварочной дуги. При этом сила тока увеличивается до 150-200 А (конкретные значения определяются мощностью инвертора).
Технической особенностью инвертирования является нагрев рабочих плат, что неизбежно вследствие естественных потерь мощности. Поэтому фактический КПД любого сварочного инвертора не превышает 85-90%, а сам агрегат в процессе работы существенно нагревается. Поэтому продолжительная сварка инвертором невозможна, а каждая модель характеризуется определенным значением параметра ПВ (продолжительности включения). Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Таким образом, инвертор для сварки нержавеющей стали должен отличаться следующим набором опций:
- Наличием режима «Форсаж», который позволяет кратковременно снижать рабочее напряжение на дуге при одновременном увеличении силы сварочного тока.
- Значением ПВ, которое не должно быть менее 40%.
- Длиной соединительного кабеля — не более 5-6 м, поскольку в противном случае непроизводительные потери мощности резко увеличиваются, а сам кабель перегревается.
- Максимально большим диапазоном рабочих значений входного напряжений, как минимального, так и максимального: от этого будет зависеть стабильность инверторной сварки нержавейки.
Рекомендуется перед использованием/приобретением сварочного инвертора изучить инструкцию к аппарату. В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс).  При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.
Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
- При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
- Снижается мощность, затрачиваемая на сварку;
- Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
- Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11.  Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±50.
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
wikimetall.ru
Сварка тонкой нержавейки аргоном — технологии и виды сварки листов
Сварка тонкой нержавейки является одним из самых сложных сварочных процессов. Нержавейка достаточно проблематична в сваривании, так как у нее весьма низкая температура плавления, а металл в сварочной ванной ведет себе не так как стандартный, тягучий и податливый, а подобно воде. Металл быстро растекается во все стороны и не может образовать плотный валик. Чтобы это хоть как-то смягчить этот эффект, стараются использовать пониженный ток.

Сварка тонкой нержавеющей стали
При работе с тонкими деталями все эти негативные факторы только усиливаются, так что возникает вероятность образования прожига, который потом будет проблематично заварить все по тем же причинам. Тонкие листы больше подвергаются деформации, поэтому, аккуратность проведения процедуры должна быть максимальной. Чтобы сварка тонколистовой нержавейки прошла максимально качественно, мастер должен обладать достаточным опытом. Здесь используются исключительно тонкие электроды и сварочная проволока.
Способы сварки тонкой нержавейки
Самым простым способом является использование стандартных сварочных аппаратов и электродов из нержавеющей стали с соответствующим защитным покрытием. Преимущество данного способа состоит в том, что для него не требуется большого количества дополнительных процедур и инструментов. Но это весьма опасный метод, так как его качество оставляет желать лучшего, а вероятность появления дефектов только увеличивается.
Сварка тонкой нержавейки аргоном является более безопасным способом. Аргон позволяет защитить от влияния кислорода, что помогает избежать брака, а также обеспечивает нормальный подогрев области сваривания для снятия напряжения. Это более качественный способ, но он же имеет более высокую себестоимость, что усложняет его применение для домашних условий.
Что нужно учитывать при сварке тонколистовой нержавейки
Сварка толстостенной нержавейки проходит по обыкновенным условиям, но для тонкостенной следует применять щадящие режимы, которые минимизируют риск прожига. В данном случае, если сварщик замедлится на секунду, то может образоваться дыра. Это же может случиться из-за неправильного растекания материала по поверхности, и из-за свойств самой нержавеющей стали. По причине небольшой толщины подогреву областей нужно уделять особое внимание, так как напряжения могут привести к появлению трещин и разрывов, а большие перепады температур к деформации листа. Внимание нужно обратить и на фиксацию заготовок, чтобы, они не сдвинулись во время процесса соединения.

Появление трещины при сварке тонкой нержавейки
Выбор способа
Если требуется сварить что-то быстро в домашних условиях, то можно использовать и обыкновенные нержавеющие электроды. Для этого нужно подбирать минимальные режимы сварки, но с учетом того, что ответственность работы является небольшой, то даже незначительные дефекты не сыграют большой роли.

Сварка тонкой нержавеющей стали электродами
В случае, если материал будет применяться при нагрузках и должен соответствовать каким-либо стандартам качества, то сварка тонкостенной нержавейки должна проводится в среде защитных газов. Это может быть как газовая сварка, которая даже предпочтительнее, благодаря своей относительно низкой скорости, или аргонно-дуговая, которая дает более высокое качество соединения, но оказывается более трудоемкой. «Обратите внимание! Вне зависимости от способа, температурные режимы могут быть одинаковыми.»
Режимы сварки тонкой нержавейки
Для каждой толщины металла следует подбирать свои параметры настройки оборудования, а также расходных материалов. Чтобы результат порадовал своим качеством, следует придерживаться следующих параметров:
| Толщина металла, мм | Ток | Сила тока, А | Величина напряжения, В | Диаметр электрода, мм | Скорость прохождения, см/мин | Количество аргона, л/мин |
| 1 | Постоянный | 30…60 | 11 | 1 | 12/28 | 2,5 |
| 1,5 | Постоянный | 40…70 | 12 | 1 | 9-19 | 2,7 |
| 2 | Переменный | 50…80 | 13 | 2 | 14-13 | 2,9 |
| 2,5 | Постоянный | 60…90 | 14 | 2 | — | 3 |
Технология сварки тонкой нержавейки
Перед тем как будет происходить сварка листов нержавейки, следует подготовить материал к этому процессу. Листы нужно очистить, пока на них не появится металлических блеск. Помимо того, что на них не должно быть мусора, следует позаботиться об отсутствии налета, жировых пленок и прочего. Все это можно очистить при помощи щетки по металлу, что уберет все лишнее, а потом можно пройтись ацетоном или другим растворителем, чтобы обезжирить место соединения.

Обработка ацетоном нержавейки перед сваркой
«Обратите внимание!
При работе с очень тонкими листами, не следует счищать слишком толстый слой металла щеткой.»
После подготовки поверхности на нее следует выложить флюс, который улучшит свойства сваривания. Затем нужно подогревать металлическую заготовку до температуры, примерно, в 250 градусов Цельсия, пока поверхность не начнет менять цвет. Это не только сделает процесс сваривания более удобным, но и убережет от образования напряжений.

Разогрев нержавейки перед сваркой
После этого уже можно приступать к непосредственному свариванию. Аккуратными движениями электрод подается на заготовку. Действовать следует достаточно быстро и четко, чтобы не прожечь поверхность металла. Постепенно и равномерной требуется пройти всю длину шва, чтобы не получилось неравномерных деформаций. Как только шов будет закончен, необходимо принудительно быстро остудить его, так как в ином случае будет вероятность появления ржавчины в этих местах. После остывания его можно зачистить и придать более эстетический вид.
Контроль качества сварного шва
Вне зависимости от того, какие виды сварки нержавейки стали применялись, следует проконтролировать результат. Все это проводится по ГОСТ 15467-79. Существует несколько основных методов, которые помогают сделать проверку без разрушения:
- Амиак. Принцип данного способа основан на различной окраске индикаторов, когда на них начинает действовать данное вещество;
- Керосин. Здесь применяется принцип капиллярного проникновения вещества сквозь материал шва;
- Гидравлическое давление. Помогает не только определить герметичность, но и качество прочности сделанного соединения.
«Важно!
За счет использования тонких листов, метод с разрушением не стоит применять.»
Меры безопасности
При разогревании металла горелкой нужно следить, чтобы поблизости не было легковоспламеняющихся предметов. Также нужно выставлять баллон с газом на безопасное расстояние от открытых источников огня и следить за его герметичностью. При использовании электро-дуговой сварки нужно следит за соблюдением электробезопасности. Здесь часто идет работа с горячими предметами, так что спецодежда и защитные перчатки также не будут лишними.
svarkaipayka.ru