Схема и описание конденсаторной сварки своими руками: общие сведения, изготовление устройства
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
 высокая производительность;
высокая производительность;- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
 высокая производительность;
высокая производительность;Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
 Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
 За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
 В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
rusenergetics.ru
виды, сборка аппарата своими руками, технический процесс
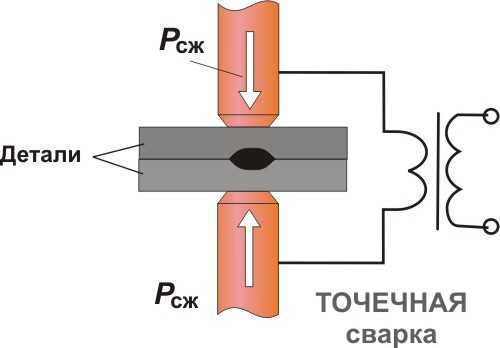
Конденсаторную сварку используют для сплавления металла кратковременными импульсами тока продолжительностью в тысячные доли секунды. Этого времени достаточно, чтобы необходимое для сваривания тепло распространилось на малую глубину. Конденсаторная сварка эффективна для листов толщиной менее 2 мм: возникает несоответствие частоты импульса и глубины провара. Для заготовок толще 2 мм применяют контактные сварочные машины.
Применяются две технологии:
- Без использования трансформатора – когда конденсаторы разряжаются на деталь непосредственно.
- С трансформатором – разрядка происходит на первичную обмотку, вторичная цепь – заготовки для сваривания.
Виды конденсаторной сварки
По методу образования шва способ подразделяется на такие виды, как:
- Стыковая – производится оплавлением или сопротивлением:
- в первом случае между деталями возникает электрический разряд, вызывающий дугу. Под её воздействием место соединения оплавляется;
- во втором – разряд и сваривание заготовок происходит при их соприкосновении.
- Точечная используется в приборостроении, предпочтительна для соединения тонких изделий с толстыми.
- Роликовая – применяют для сваривания мембран и электровакуумных приборов. Роль электродов выполняют ролики, шов получается сплошным и герметичным.
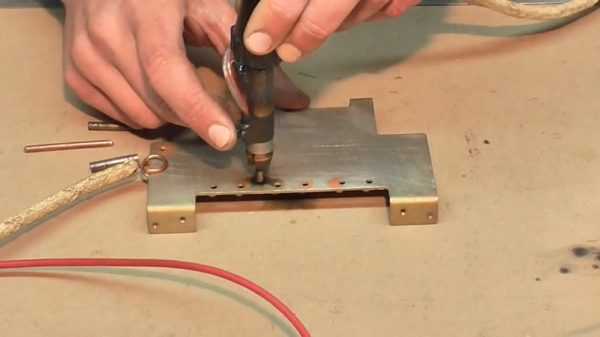
Точечная конденсаторная сварка своими руками
Пример сборки аппарата:
- берут 8 конденсаторов на 25 вольт, ёмкостью 15 000 микрофарад;
- для удобства работы конденсаторы склеивают между собой так, чтобы получилось два ряда по четыре штуки;
- соединяют их двумя отрезками медной проволоки последовательно, проволоку припаивают к контактам, соединяют в цепь;
- один конец цепи соединяют с аккумулятором, который будет давать зарядку конденсаторной батарее;
- второй – к миниатюрному электроду с двумя контактами в виде вилки с пластиковой изолирующей ручкой.
Установка готова.
Ещё один пример изготовления настольного сварочного аппарата:
- берут блок питания от старого компьютера;
- вентилятор крепят снаружи корпуса;
- оставляют разъём для подключения сети 220 вольт;
- в электрическую цепь устанавливают трансформатор на 150 ватт от старого усилителя;
- из трансформатора идёт 12 вольт, дальше – умножитель на 4, на выходе – 48 вольт;
- далее в цепи 6 конденсаторов по 10000 микрофарад на 50 вольт;
- конденсаторы устанавливают на текстолитовую площадку, снизу – спайка в батарею;
- для соединения с электродом используют гибкий многожильный звуковой провод в пластиковой изоляции;
- с батареи напряжение идёт на 4 тиристора ТПС-12;
- тиристоры открываются с помощью батарейки на 1,5 вольта;
- делают кнопку, лучше на длинном проводе, достающем до пола, чтобы нажимать ногой;
- на конце звукового провода – два отрезка толстой медной проволоки в качестве электродов.
Закрывают корпус – аппарат готов к работе
Технический процесс
Сначала, если есть необходимость, проводят подготовку свариваемых поверхностей. Затем прикладывают электрод в месте соединения, нажатием кнопки подают на него импульс. Через 1-2 секунды контакт убирают от детали, сваривают следующее звено. Длина промежутков между точками зависит от толщины изделий, обычно шаг сварки от 20 до 60 мм.
Главные преимущества технологии:
- возможность сваривать тонкие, почти как фольга, листы металла;
- простота – работать может неподготовленный человек;
- минимальные затраты электроэнергии;
- используемая сила тока безопасна для работающего.
Процесс точечной сварки состоит из трёх этапов:
- предварительное сжатие изделий между электродом и плоскостью заготовок;
- нагрев деталей до температуры плавления;
- охлаждение места сварки при увеличенном усилии сжатия.
( 1 оценка, среднее 5 из 5 )
Понравилась статья? Поделиться с друзьями:
elsvarkin.ru
Конденсаторная сварка своими руками: схема и описание
Контактная или конденсаторная сварка является одним из самых распространенных видов соединения изделий и деталей из металла. Ее широко применяют не только в промышленных, но и в домашних условиях. Именно поэтому вопрос о сборке аппарата конденсаторной сварки своими руками остается актуальным и интересует многих умельцев.
Как работает конденсаторная сварка
Сварочный аппарат конденсаторной сварки представляет собой корпус, оснащенный выступающими рабочими клешнями. На каждой имеются электроды. Соединение прутков и металлических пластин происходит за счет расположения электродов напротив друг друга.
Технология конденсаторной сварки
Процесс начинается с зажима свариваемых заготовок между клешнями. После включения аппарата через электроды и свариваемые детали проводят ток с большой силой. В результате в нужном месте происходит образование жидкого ядра, разрушение решетки молекул и их соединение. Толщина сварочного шва зависит от мощности тока и используемых электродов. Материал расплавляется и сжимается.
Конденсаторную точечную сварку успешно применяют в бытовых, домашних условиях. Благодаря трансформатору можно преобразовывать ток из сети, понижая и усиливая его до необходимых параметров. Аппарат создает импульс тока, длительность которого всего 0,1-1,5 сек. За это короткое время образуется точка, скрепляющая две металлические части. Образовавшийся бугорок зачищают щеткой или болгаркой, придавая изделию эстетичный вид.
Преимущества
Самостоятельная конденсаторная сварка известна целым рядом преимуществ:
Принципиальная схема конденсаторной сварки
- возможно соединение мелких и тонких элементов;
- быстрое выполнение соединения;
- надежность соединительного шва;
- аккуратность шва;
- соединение разных видов металлов;
- экономичность;
- доступность для начинающих мастеров.
При помощи точечной или конденсаторной сварки можно соединять очень тонкие детали без перегрева и подрезов. Аппарат сконструирован таким образом, что процесс не занимает много времени. Создается достаточная сила электрического тока, надежно соединяющая детали.
Шов выглядит аккуратно, без верхнего слоя наплавленного материла. Для улучшения внешнего вида изделия достаточно зачистить место сплава щеткой. Соединять можно даже драгоценные металлы. Для выполнения сплава нет необходимости использовать присадочные материалы, что снижает стоимость метода. Обучение и выполнение сварочных работ доступно широкому кругу работников.
Схема самостоятельной сборки аппарата
Составляющие конденсаторной сварки достаточно просты, поэтому агрегат можно собрать самостоятельно, следуя определенной схеме. Основным элементом является трансформатор, способный значительно понижать силу электрического тока из бытовой сети. Оптимальными параметрами являются цифры – 10-12 V. При этом необходимо добиться силы электричества в 300-500 А. С такими показателями возможно выполнение конденсаторной сварки в домашних условиях.
Схема сварочного конденсаторного аппарата
Работа аппарата основана на преобразовании используемого напряжения и его передаче на накопители. Накопителями в данном случае являются конденсаторы, емкость которых должна быть в пределах 46 мкФ. Конструкция оснащается диодным мостом и диодами в количестве две штуки. Управление сварочным процессом происходит при помощи реле РЭК 74. Это устройство подает ток на встроенные электроды, таким способом осуществляя процесс.
Конденсаторный аппарат должен содержать специальный автомат, который будет срабатывать во время перегрузки. Для предотвращения перегрева используется кулер, который встраивают сзади конденсаторной конструкции. На клешнях устанавливают пусковую кнопку, с помощью которой осуществляют запуск сварочного процесса. Сварщик зажимает соединяемые стороны изделия между клешнями, совершает конденсаторную сварку точечным способом.
Сварочный процесс
Процесс сварки конденсаторным агрегатом начинается с подготовки изделий. Стороны соединения очищают от всех имеющихся загрязнений. Если этого не сделать, шов может получиться недостаточно надежным.
Процесс сварки конденсаторным аппаратом
Подготовленные элементы соединяют в нужном месте, помещают между двумя электродами, один из которых подвижный, а другой находится в неподвижном состоянии. С помощью клешней с электродами металлические свариваемые детали сдавливаются с силой. После нажатия на кнопку пуска происходит подача электрического разряда.
В том месте, где соединяются электроды, образуется сварочный шов. Клешни следует разжимать через некоторое время – необходимо дать остыть и кристаллизоваться сварочному соединению под действием давления. Затем детали перемещают для соединения следующего участка. Для удобства проведения конденсаторной сварки необходимо обзавестись пассатижами, наждачной бумагой, отверткой, ножом и болгаркой.
Контактный блок и последовательность действий
Самодельное устройство для конденсаторной сварки
Блок для проведения конденсаторной сварки своими руками можно собрать в домашних условиях. Многие используют в качестве трансформатора элемент от микроволновки. Чтобы прибор справлялся со своими функциями – снижение напряжения и увеличение ампер – первичный слой обмотки удаляют. Вместо нее заводят кабель для сварки. Пространства хватает для выполнения трех витков.
Выполнив основу, приступают к установке реле и диодного моста. Все детали необходимо монтировать в непосредственной близости от трансформатора. Блок укомплектовывают автоматом. К задней стенке крепят кулер или маленький вентилятор, необходимый для охлаждения агрегата. Для расположения элементов советуют использовать диэлектрическую основу.
Рабочие органы изготавливают из профиля или бруса. Нижняя деталь с электродом неподвижна. Верхнюю деталь фиксируют с помощью стержня между стойками, она является подвижной. Верхний элемент находится в поднятом положении, в котором его фиксирует прикрепленная пружина.
Конденсаторная сварка своими руками — схема
Толщина медных электродов должна соответствовать толщине кабеля для сварки вторичной обмотки. Их крепят на клешни болтовым соединением. Сюда же подсоединяют клеммы от трансформатора. Кнопку для запуска конденсаторного сварочного процесса выводят на корпус так, чтобы удобно было ее включить.
На первом этапе работы детали очищают от посторонних частиц. Затем их соединяют и помещают в сварочное поле, образуемое электродами. Кнопкой запускают аппарат, подавая импульс. По завершении контакта электроды раздвигают.
Видео по теме: Самодельная конденсаторная сварка
specnavigator.ru
Сварочный аппарат на конденсаторах своими руками
Устройство, которые мы представим в этой статье носит название “конденсаторная сварка”. Этой сваркой можно соединять очень мелкие или тонкие предметы и детали.  Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине.
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.

Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Обсуждение
Урнфры ывовля
+azim meex вы когда-нить дотрагивались за выводы заряженного конденсатора на 3, 8 мкф 250 в? В начале ролика было сказано: 30000 мкф напряжение поступает 70 вольт, в итоге получаем 73, 5 джоуля, это как минимум. Диапазон 10-50 дж в импульсе, уже теряет свою не летальность, и может вызвать электротравмы, несовместимые с жизнью (фибрилляция сердца, смерть).
Урнфры ывовля
+azim meex
70 вольт -это напряжение минимальное у конденсатора, так как питает он от 70. Причем здесь падение? Ты проверь, а потом мне расскажешь о путях его протекания.
Алексей грачёв
+toyama tokanava во влажном помещение с кучей металлических приборов кругом? При том и напряжение наверно указывается не постоянное, а переменное, верно? Не, убиться при желании можно и 12-ю вольтами, но я что-то таких людей не встречал. И потом, практически вся трансформаторная сварка работает на напряжении порядка 70 вольт и проблем особых не возникает.
toyama tokanava
Я даже не против, но есть определенные правила для использования, говорю как бывший сварщик и бывший электрик. Правила техники безопасности вам в помощь.
Vladimir lokot
+алексей грачёв полностью заряженный конденсатор в сто раз меньшей емкости при разряде через палец делает в нем 2 прожженные дырочки, довольно глубокие кстати, это в принципе не смертельно, но чертовски больно. Даже не знаю с чем сравнить – куда болезненнее чем укус осы к примеру. А вот какие “дырочки” прожжет эта дура я честно говоря боюсь представить.
Алексей грачёв
+vladimir lokot так всё зависит от напряжения. Можно и сотню фарад зарядить в 30 вольт и при контакте с пальцем только щипнет, а можно и одну микрофараду зарядить тысячей вольт и тогда мало не покажется, будут и дырочки и всё что угодно. Закон ома, будь он неладен.
Vladimir lokot
+алексей грачёв там поболее 30 вольт, но даже 30 вольт хватает для нормального пробоя кожи. Да и в данном случае важен заряд по сути, а он напрямую зависит от емкости конденсаторной батареи.
Алексей грачёв
+vladimir lokot да, там 70 вольт. Не раз ощущал это напряжение на себе, так как регулярно варю как переменным, так и постоянным током, в последнем случае через диодный мост и конденсаторы. Ощутимо конечно, но явно не на всю мощность сварочника, чай я не железный человек. Так что закон ома рулит и ему без разницы, чем питается цепь – электростанцией, батарейками или конденсаторами.
Vladimir lokot
+алексей грачёв не охота с вами спорить, но 70 вольт от сварочника, это фигня по сравнению с мгновенным разрядом конденсаторной батареи хорошей емкости; даже 220в от сетевой розетки фигня. И закон ома который вы тут всуе упомянули 2 раза, отлично описывает почему, если немного подумать. При мгновенной разрядке такого конденсатора получается кратковременно, но очень большой ток, и это весьма и весьма серьезно.
Алексей грачёв
+vladimir lokot да, разряжаются они быстро, вспомним ту же молнию, но если замкнуть их через сопротивление или вольтметр (который сам является сопротивлением по сути), процесс замедлится в зависимости от количества ом, указанном на резисторе.
Vladimir lokot
+алексей грачёв не хочу вас переубеждать, но проведите простой эксперимент: зарядите конденсатор хотя бы 50-100 мкф до 50-100в и прикоснитесь пальцем к его ножкам. Потом расскажите как сопротивление кожи влияет на скорость разряда конденсатора нет влиять то оно конечно будет, это безусловно. Есть вон люди которые скручивают провода 220 держась за 2 провода и из оно пощипливает только. Или которые полицейский электрошокер напрочь игнорируют. Но это скорее исключения.
Алексей грачёв
+vladimir lokot несколькими сообщениями выше я уже писал про наличие сварки с конденсаторами. То, что 70 вольт ощутимо бьют ещё ничего не доказывает. Прощайте.
Sergey pn
Опасная. Можно все этой хреновиной по голове кого нибудь ударить и будет плохо. А так ничего опасного, зачем молоть языком то в чем не разбираемся.
Sapar malikov
Я постоянно ремонтирую усилителей там +/-100 вольт постоянного тока и конденсаторы у современных усилителей минимум 4 шт по 10000 мкф на 100 вольт иногда забываем разрядит конденсаторы током сильно ударит конечно но никаких дырочки не будет тем более постаянка не очень так вредно на жизнь
alexandr developer
50 или 100? Разница как бы в два раза. У всех конечно по разному но я спокойно держался за клеммы лабораторного бп когда на нем было 90. Мне тогда было лет 13 и ничего. (Не советую конечно повторять особенно если бп без защиты по току или тем более если бп – импульсник. Или вы стоите на металлическом полу босиком). По теме – решительно не понимаю зачем там 70в. Думаю что при разряде конденсаторы переключаются в параллельное соединение – емкость и ток разряда при этом увеличиваются а напряжение падает. К тому же заряд там ограничен и по идеи эти 70 вольт которые приходят должны идти через гальваническую развязку (трансформатор) – если стоять босыми ногами на металле и при этом не приложить или плохо приложить второй электрод то потрясти может, но точно не убить.
Сергей псг
схема.
Https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852249
https://fotki.Yandex.Ru/next/users/ink740/album/41349/view/852248
схема. Лично я собирал бы так.
Если исключить диод между 1 и 2 и перемычку между 3 и 4, то можно вставить диодный мост. Подсказка как внизу рисунка. Лень рисовать 2 ж ды одинаковое.
Номиналы деталей надо считать. Под конкретные условия.
Грамотный человек разберётся, ну а грамотный в иной области умений заплатит грамотному в электроникеэлектрике. )
Логика работы.
1. Включили в 220 все выключатели разомкнуты.
2. Замкнули кн 1 и ждём прекращения зарядного тока(лампа потухла).
3. Разомкнули кн 1, кратковременно замкнули (или удерживаем) кн 2. Свариваем деталь.
4. Разомкнули кн 2.
Если где допустил неточность то думаю александр меня поправит.
Сергей псг
+дим русс я не делал ещё.
Автор в видео говорит ёмкость конденсаторов 30 тысяч микрофарад. Напряжение на мосту 70 вольт=на конденсаторах 100-110 вольт. Сами конденсаторы надо брать на большее напряжение 125-160 вольт. 160 даже лучше. Не помню ряд напряжений для конденсаторов. Можно ли больше или меньше ответить может только практика. Поставите ёмкость больше возможно пережигание свариваемой поверхности(прожигание), да простят меня сварщики. Поставите меньше, не хватит энергии для процесса. Можно ли напряжение меньше? Да можно, но! Если мне память не изменяет зависимость количества запасённой энергии от напряжения в конденсаторах квадратичная. То есть напряжение в 2 раза ниже=энергия в 4 раза ниже.
По этому сначала делайте как говорит автор 70вольт на вторичке=100 вольт на кондёрах*30тыщ микрофарад. А потом если вас что то не станет устраивать, подберите параметры под себя. Ибо приварить вывод к элементу питания это одно, а использовать в авто рихтовке это мощнее надо.
Евгений федоров
Полезная информация! У меня без всякой электроники контактная сварка, правда кнопка через тиристор по первичке. Для маленьких толщин таймер. Свариваю пластины толщиной от 01 до 1, 5мм.
azim meex
+vahe vardanyan во-первых порошок раздует по рукам и лицу сварщика, во-вторых графит науглеродит точку (не шов) сварки, что сделает её более хрупкой и в-третьих уменьшит сопротивление места сварки и вместе с этим тепловое действие тока.
Алексей полушкин
энергия заряженного конденсатора превращается в тепловую, под действием которой металл расплавляется в точках с минимальным сопротивлением, то есть в местах прижатия электродами. Энергия конденсатора e=c*u*u/2 откуда следует что подняв напряжение в 2 раза – энергию увеличиваем в 4 раза. Много конденсаторов лучше чем один, т. К из-за особенностей конструктива одиночный конденсатор не способен выдать большой ток при коротком замыкании, да и может быстро прийти в негодность. Поэтому от батареи параллельных конденсаторов получим заметно больший ток, чем от одного если бы он был емкостью как вся батарея.
Валерий лысенко
+сергей псг если для тебя это просто, тогда нарисуй схемку. Сделай скрин или фото этого листка выложи в соц сеть. А нам скинь ссылку. Чтоб языком не болтать что это просто. В схеме я разберусь.
Petrow60
доброго здоровья. Очень интересная тема, если можно было бы схемку опубликовать с параметрами. Этот видеоролик заслуживает лайк и уважения. Спасибо. Жду продолжения как подписчик.
Toyama tokanava
Если на выходе добавить импульсный токовый трансформатор с соотношением витков один к десяти, можно ток получить в десять раз больший на электродах. Сечение проводов обмоток брать соответственно току в них, количество витков даже не нужно большое, так и брать, десять витков и вторички один виток. Даже думаю можно арматуру варить. Приходилось заниматься ремонтом сварочной установки в арматурном цехе, использовался там ртутный выпрямитель около 1000 вольт и масляные конденсаторы 100 микрофарад, ну и тиристорное управление почти аналогичное вашему.
Денис
Уважаемый автор видео! Делаю сварку подобную вашей. Использую конденсатор еа-іі-10 номиналом 33000мкф, напряжением 63в и тиристор т-160. Конденсатор заряжаю блоком питания.
С «+» конденсатора идёт провод на анод тиристора, а с катода тиристора идёт на сварочный электрод, «-» с конденсатора также идёт на сварочный электрод. Напряжение на управляющий электрод тиристора идёт с «+» конденсатора через микро выключатель. Тиристор исправен, проверял, конденсатор тоже. Почему то тиристор не открывается мгновенно (при открытии тиристора стрелка вольтметра плавно начинает идти к нулю) и сварка не происходит. Подскажите пожалуйста в чём может быть проблема? Заранее благодарен.
Sungazer
+денис наден ну, во-первых, тиристор – мощная, но медленная штука.
А во-вторых, кондер электролит не расчитан на большие токи.
Поэтому, при длительной работе будет перегрев кондера. Поэтому лучше кондеры набирать малым номиналом и параллелить.
Yury galinsh
+sungazer как понять “медленная штука”? В сетевых регуляторах мощности, при частоте 50 гц, тиристор (семистор) срабатывает 50 (либо 100) раз в секунду. Причём синусоиду он “обрезает” практически вертикально. В конкретном случае, это обыкновенный выключатель.
Электролитический конденсатор скидывает, если не ошибаюсь 80% ёмкости за милисекунды.
Могу предположить неисправность самого тиристора. И насколько помню, к управляющему электроду ставился ограничитель по току (резистор). Ну а плавно разряжаться конденсатор может через управляющий электрод.
Alexander polulyakh
Компоненты нужно искать на радио рынках или в интернете заказывать. Все есть. Чем больше емкость конденсаторов тем больше будет заряд. Микровыключатель посылает микро токи на тиристор а он мгновенно высвобождает весь импульс накопленной энергии конденсаторов.
User0011
+антон туманов искать в пунктах приема металлолома! На лом алюминия они не идут, тонкий металлолом и фольгу алюминиевую не берут! Поэтому можно купить по цене черного металла. Не нужно где-то переплачивать на рынках! А если заинтересовать приемщиков( и т.д). Вот такой “бочоночек” столько-то, а вот такой столько. То насобирать можно быстро.
izobreteniya.net
Конденсаторная машина для точечной сварки тип ТКМ
В конденсаторных машинах точечная сварка осуществляется за счет энергии, накапливаемой в специальных конденсаторных батареях. При разрядке конденсатора через первичную обмотку трансформатора в сварочную цепь подается кратковременный импульс тока большой мощности, В некоторых машинах разряд производится непосредственно через сварочную цепь. [c.86]Для осуществления герметичных, вакуумноплотных соединений высокой прочности при производстве приборов успешно применяют а) непрерывную, прерывистую или шаговую сварку на шовных машинах, оснащенных либо игнитронными, либо конденсаторными дозаторами, позволяющими задавать и поддерживать заданную продолжительность и форму импульсов, а также требуемую паузу между импульсами тока б) рельефную сварку по замкнутому выступу, расположенному по линии герметизируемого соединения, выполняемую либо на машинах переменного тока, либо на конденсаторных в) точечную сварку с малым шагом, обеспечивающим перекрытие соседних точек и, этим самым, герметизацию шва г) точечно-кольцевую сварку, при которой сварка происходит по кольцевому соединению деталей (примером такой сварки может служить сварка труб в трубные доски) д) шовную сварку в защитной среде, позволяющую предупредить окисление металла в зоне сварки. [c.51]
МАШИНА КОНДЕНСАТОРНАЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ [c.225]
МАШИНА КОНДЕНСАТОРНАЯ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ПЕРЕНОСНЫМ ЭЛЕКТРОДОМ ТИП К-7 [c.225]
МАШИНЫ КОНДЕНСАТОРНЫЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ С ПЛИТОЧНЫМ И РУЧНЫМ ПЕРЕНОСНЫМ ЭЛЕКТРОДАМИ ТИПЫ К-22 и К-32 [c.226]
Машины для конденсаторной сварки состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора (при трансформаторной сварке), включателя сварочного тока, вспомогательных устройств и сварочного стола. В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины, которые могут быть универсальными (автоматические и полуавтоматические) и специализированными. [c.114]
С е р г е е в В. С>, Конденсаторные машины для точечной сварки лёгких сплавов, Автогенное дело № 5, 1947. [c.306]
Существенной особенностью конденсаторных машин является низкая потребляемая из сети мощность (по сравнению с машинами с непосредственным потреблением энергии). Это связано с тем, что необходимая для сварки энергия накапливается в конденсаторах во время паузы между сварками. В точечных и рельефных машинах время заряда конденсаторов в 5 и более раз превышает время их разряда. Соответственно средняя мощность, выделяемая в зоне сварки при разряде конденсаторов, значительно больше средней мощности, потребляемой из сети при их заряде. [c.170]Параметры точечных машин переменного тока представлены в табл. 1.2, постоянного тока, низкочастотных и конденсаторных — в табл. 1.3 рельефных переменного тока и низкочастотных — в табл. 1.4 шовных переменного и постоянного тока, низкочастотных — в табл. 1.5 подвесных — в табл. 1.6, а сварочных клещей — в табл. 1.7. Каждая машина контактной сварки включает несущий корпус, элементы вторичного (сварочного) контура, сварочный трансформатор, систему управления, привод сжатия, систему охлаждения токоведущих элементов вторичного контура, вспомогательное оборудование. [c.170]
Крепление элементов пружин производят либо скрепками или точечной сваркой в двух диаметрально противоположных точках на конденсаторной машине ТКМ-15. Режим сварки подбирают в зависимости от толщины ленты. Сваренную пружину подвергают закалке при температуре 920—950° С и последующему дисперсионному твердению при 650—7СЮ°С с выдержкой 2-4 ч. [c.348]
При электроконтактной точечной или роликовой сварке алюминиевых сплавов применяют токи большей силы, чем при сварке сталей той же толщины. Продолжительность сварки должна быть меньше. Это объясняется повышенной теплопроводностью и электропроводностью алюминиевых сплавов по сравнению со сталью. Например, при точечной сварке листовой стали толщиной 2 мм применяют силу тока 7500 а при продолжительности сварки 0,5 сек и давлении электродов 3 кн (300 кг), а при сварке листового дюралюминия такой же толщины соответственно 31 ООО а, 0,12 сек и 5 кн (500 кГ). В машинах, используемых для сварки алюминиевых сплавов применяют специальные ионные прерыватели, обеспечивающие минимальное время протекания тока. Широкое применение нашли конденсаторные машины, дающие мощный импульс сварочного тока за сотые доли секунды. [c.496]
Для автоматической точечной сварки металла небольших толщин применяются машины мощностью до 75 ква. При сварке металла средней толщины эти машины используются как полуавтоматические, с механизированным приводом давления. Машины имеют полностью автоматизированное управление, осуществляемое системой электронно-конденсаторных регуляторов времени. Система давления пневматическая, обеспечивающая автоматизацию процесса сварки по любому циклу повышение давления в конце сварки, пульсация давления, изменение хода верхнего электрода. Для сварки металла толщиной более 8 мм выпускаются точечные машины мощностью 300 и 400 ква, имеющие пневматические механизмы сжатия, и электронные регуляторы времени. [c.351]
При точечной и роликовой сварке деталей неравной толщины следует применять жесткие режимы сварки и соответствующим образом выбирать рабочие поверхности электродов. Особо хорошие результаты дает сварка деталей неравной толщины на конденсаторных машинах (тппа МТК и др.). [c.314]
Точечная сварка находит все более широкое применение в приборостроении и радиотехнике при изготовлении очень тонких деталей. Для этих целей разработан и выпускается ряд точечных машин конденсаторного типа. [c.9]
Принципиальная схема пайки сопротивлением на конденсаторных электросварочных машинах (точечных и роликовых) приведена на рис. 68. Работа машины для конденсаторной сварки описана в разделе 9 Конденсаторная сварка . [c.126]
Конструкция и технические характеристики конденсаторных машин для точечной сварки [c.113]
Режимы точечной сварки высокопрочных алюминиевых сплавов на конденсаторных машинах [c.134]
Стойкость электродов при точечной сварке алюминиевых сплавов на низкочастотных и конденсаторных машинах может значительно снижаться вследствие поджога рабочей поверхности электродов из-за искрения, возникающего при неисправности машины в момент поднятия верхнего электрода. Глубина поджогов может быть достаточно большой и электрод приходится заменять новым. [c.88]
Режимы точечной сварки алюминиевых сплавов на конденсаторных машинах [3] [c.277]
Конденсаторные машины используют для точечной и рельефной сварки различных металлов и сплавов. Машины малой мощности применяют также и для шовной сварки деталей небольшой толщины (0,5 мм и менее). [c.64]
Конденсаторная сварки. . . машина типа МТК-2 для точечной 3 Подвесные машины типов К-171, К-165-1, К-265-1 для точечной сварки. …………. 26 [c.108]
КОНДЕНСАТОРНАЯ МАШИНА типа МТК-2 ДЛЯ ТОЧЕЧНОЙ СВАРКИ [c.109]
Для точечной сварки стали толщиной до 12 мм служит одноточечная машина низкой частоты (2,5—3 гц) типа МТНЧ-250. Специальные многоточечные автоматы выпущены для сварки арматурных сеток и каркасов. При сварке легких сплавов помимо мощных машин переменного тока применяются машины с питанием аккумулированной энергией (конденсаторные и электромагнитные), а также машины, питаемые одним импульсом выпрямленного тока (типа МТИП-600). [c.195]
Конденсаторную сварку рекомендуется производить на машинах МТИК-0,1 и МТИК-0,25, предназначенных для точечной сварки импульсом разрядного тока конденсаторов. Машины МТИК-0,1 и МТИК-0,25 подключаются к сети однофазного тока. [c.819]
Сваркопайка изделий нахлесточными соединениями из разнородных металлов (например, из титана и алюминия) осуществляется на контактных точечных и шовных машинах, основными операциями которых являются сжатие и нагрев деталей током. Наиболее перспективны установки с нагревом переменным током промышленной частоты, постоянным током и конденсаторные. Режим сварки выбирается таким образом, чтобы произошло частичное оплавление более низкотемпературного металла, а соединение происходило за счет смачивания им второго металла. Для получения таких соединений успешно применяют машины для контактной точечной сварки на переменном токе МТ-1818, МТ-2023, МТ-2102, МТ-4019 и др. для конденсаторной точечной сварки МТК-2201, МТК-5502, МТК-8004 и др. для шовной сварки на переменном и постоянном токе МШ-1601, МШ-2001, МШ-2201, МШ-3201, МШ-3208, МШВ-8001, МШВ-8501 и др. [c.400]
Сварка деталей из алюминия и его сплавов. Вследствие высокой тепло- и электропроюдности точечная сварка деталей из чистого алюминия на машинах переменного тока затруднительна, но может быть успешно осуществлена на имиульсных — конденсаторных и постоянного тока (типа МТИП и МТПТ). [c.75]
Сварка материалов малой толщины дает наиболее положительные результаты на конденсаторных машинах, обеспечивающих во.чможность получения кратковременных достоянных импульсов с большой амп-титудой сварочного тока. Имеется несколько типов машин для точечной сварки тонких изделий из черных и цветных мета.тлов МТИК-0,1. 1МТК-2 и ТКМ-4 и др. [c.359]
В МВТУ им. Баумана на протяжении ряда лет успешно -разрабатываются машины для контактной конденсаторной сварки изделий толщиной 0,01 —1,2 мм из аустенитных сталей и цветных металлов. Показанная на рис. 87 двухпозиционная точечная конденсаторная машина типа К-23 мощностью 2 ква сварнвает до 120 точек в минуту. Эта машина наравне с другими внедрена на Московском электроламповом заводе. [c.165]
В нашей стране в основном используются обозначения типов машин контактной сварки из букв и цифр. Первой буквой обозначения могут быть А — автомат, П — полуавтомат, М — машина, У — установка. Вторая буква характеризует способ сварки Т — точечная, Ш — шовная, Р — рельефная и С — стыковая. Третья буква обозначения (если имеется) указывает характер сварочного тока (кроме переменного тока) К — конденсаторная машина В — машина с выпрямлением тока во вторичном контуре (машина постоянного тока) либо число одновременно свариваемых точек — М (многоэлектродная). Различные типы машин обозначаются МТ, МР, МШ — машвгны соответственно точечные, рельефные, шовные переменного тока МТК, МШК — машины точечные и шовные конденсаторные МТВ, МШВ — машины точечные и шовные постоянного тока МТМ — машина точечная переменного тока многоэлектродная. Иногда в обозначении машины имеется четвертая буква, указывающая на конструктивное исполнение машины или ее специальное назначение. Например, МТВР — машина точечная постоянного тока радиального типа (с ходом верхнего электрода по дуге окружности) или АТМС — автомат многоэлектродный для сварки сетки. Кроме букв в обозначение машины входят цифры, характеризующие номинальный сварочный ток в кА и модель или исполнение (две последние цифры). Например, МТ-1618 — машина с номинальным сварочным током 16 кА, модель 18. Изменения конструкции машины или типа аппаратуры управления отражаются в номере модели. [c.30]
В связи с высокой теплоэлектропроводностью и низкой прочностью при нагреве точечная и шовная сварка цветных сплавов выполняется на жестких режимах. Мягкие режимы сварки вызывают интенсивное загрязнение рабочей поверхности электродов, особенно при сварке пластичных алюминиевых -и магниевых сплавов. Высокое качество сварных соединений цветных сплавов получают при сварке на машинах конденсаторных, низкочастотных, постоянного тока. При точечной сварке высокопрочных алюминиевых и магниевых сплавов для 94 [c.94]
В машиностроении решается другая задача — энергетическая, связанная со снижением мощности, потребляемой из сети, в первую очередь при точечной сварке крупногабаритных )шюв из алюминиевых сплавов и сварке по рельефам большой протяженности. Например, при вьшете 1,5 м машина с конденсаторным источником питания сваривает детали из алюминиевых сплавов толщиной 2,5 + 2,5 мм при потребляемой мощности 75 кВ А. Низкочастотная машина при этих условиях потребляет мощность 300 кВ А, а машина переменного тока — 1500 кВ А. [c.352]
Маломощные точечные конденсаторные машины типа МТК-2002 (АО ЭСВА , г. Калининград), МТК-2001, TI M-15 и -17 (разработчик ИЭС им. Е.О. Патона, Киев, Украина), а также монтажно-сварочные столы типа ССП и др. используются в приборостроении для свар- ки деталей из черных и цветных металлов толщиной 0,05… 1,0 мм. Машины этого типа отличаются высокой стабильностью воспроизведения электрических и механических параметров процесса в машинах МТК-2001 и -2002 предусмотрен подогрев деталей перед сваркой переменным током. [c.368]
Конденсаторная сварки. . . маинн1а типа ТКМ-4 для точечной 4 Подвесная машина типа К-201-1 для точечной сварки. …………………. 29 [c.108]
Конденсаторная сварки. . . машина типа ТКМ-7 для точечной 6 Подвесная машина типа МТПП-75 для точечной сварки. ……………….. 30 [c.108]
Конденсаторная сварки. . . машина типа ТКМ-8 для точечной 7 Подвесная маншна типа МТПГ-150-2 для точечной сварки. ……………….. 32 [c.108]
mash-xxl.info
Точечная конденсаторная сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Точечная конденсаторная сварка
Cтраница 1
Точечная конденсаторная сварка находит все большее применение в приборостроении и радиотехнике при изготовлении очень тонких деталей. [1]
Для точечной конденсаторной сварки существуют специальные машины. Конденсаторную сварку применяют главным образом для соединения тонких деталей из цветных сплавов. [2]
В установке ССПИ-1 точечная конденсаторная сварка проводится в обеспыленной среде выносным инструментом. [3]
Принцип действия установки основан на точечной конденсаторной сварке, которая происходит при прохождении двух следующих друг за другом импульсов тока. [4]
Монтажно-сварочная установка ССП-3, предназначенная для точечной конденсаторной сварки и микросварки деталей толщиной 0 01 — 0 2 и диаметром 0 02 — 0 8 мм из никеля, планита, вольфрама, алюминированного железа, низколегированных сталей, жаропрочных и легких сплавов, обеспечивает получение надежного сварного соединения, исключая выплески, непровары и пережоги. [5]
Внутренние соединения токоотводов с выводами прибора осуществляются обычно методом точечной конденсаторной сварки. [6]
Внутренние соединения токоотводов с выводами прибора осуществляются обычно методом точечной конденсаторной сварки. Сущность его заключается в пропускании импульса разрядного тока от конденсатора через прижатые друг к другу свариваемые проволочки. [7]
При сварке двух деталей различных толщин решающую роль играет деталь с меньшей толщиной, которая не должна превышать возможностей машины, вторая же деталь может иметь сколь-угодно большую толщину, что значительно расширяет применение точечной конденсаторной сварки. [8]
Машины с разрядом конденсаторов на первичную обмотку сварочного трансформатора предназначены для точечной и шовной сварки и имеют наибольшее промышленное значение. Быстрое развитие точечной конденсаторной сварки началось с тех пор, как ее стали применять для сварки металла малых толщин и мелких деталей; здесь качество сварных соединений оказалось отличным, процесс сварки весьма производительным и выгодным экономически. [9]
Для защиты используются привариваемые герметично к барабану стальные или фольговые колпачки. Самокомпенсированные термостойкие тензодатчики ИМАШ приваривают точечной конденсаторной сваркой к наружной и внутренней поверхности барабана. [10]
Тепловая инерционность не приводит при измерениях на конструкциях энергетического оборудования при переменных тепловых режимах к погрешности, большей погрешности измерительного прибора. При натурной тензометрии конструкций энергетического оборудования рабочие тензодатчики привариваются к внутренней поверхности точечной конденсаторной сваркой, а компенсационные устанавливаются рядом с рабочими в салазках из фольги ( 1Х18Н9Т) толщиной 0 1 мм. Такой способ установки позволяет свести к минимуму разность температур рабочего и компенсационного тензодатчиков. Для защиты тензодатчиков типов ТПТ-500 и ТТБ-73 от воздействия паровой среды при давлении 100 ати применяются колпаки ( рис. 2) из стали 15Х1М1ФЛ, привариваемые к стенке корпуса турбины электродуговой сваркой. Трубки для коммуникационных проводов, приваренные к колпаку аргонодуговой сваркой, выводятся наружу корпуса через уплотнительные узлы и заканчиваются уплотнительными стаканчиками, залитыми эпоксидной смолой для полной герметичности защитной системы. [11]
Страницы: 1
www.ngpedia.ru