Точечная сварка — 110 фото воздействия металлов и их характеристики
Точечная сварка применяется для приваривания мелких деталей, например, это могут быть болты, зажимы, заклепки или для соединения нескольких деталей между собой. В основном аппарат для точечной сварки применяется в строении самолетов, поездов, машин и в других направлениях промышленности.
Название такого вида сварки получилось от того, что элементы соединяются между собой не полностью, а только в определенных точках. Эффективность соединения в этих местах в основном зависит от их размера. Прочность самих точек зависит от качества электродов и материала.

Краткое содержимое статьи:
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
 Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.

Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.

Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.

Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
 Если размер меньше, то элементы проварены не до конца.
Если размер меньше, то элементы проварены не до конца.
Режимы точечной сварки
В продаже имеется много моделей аппаратов для точечной сварки, у каждой есть свои плюсы и минусы. Также каждая модель аппарата предназначена для определенных материалов, в инструкции точечной сварки каждой модели это указано. Но все модели можно разделить на две большие группы.

Подача жесткого тока с большой плотностью, примерное время сварки 0.3-1.6 секунды. Электрод должен быть толще на 0.4 см, чем сам свариваемый элемент.

Подача мягкого тока с небольшой плотностью, примерное время сварки 3-4 секунды. Электроды могут быть такого же размера, как толщина свариваемого элемента.

Режимы воздействия
Выделяют 2 вида воздействия на металлические элементы:

Двухсторонний. Сваркой соединяются сразу с 2 сторон большие детали, открытые соединения. Делается это с применением щипчиков, которые крепко держат деталь. Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Односторонний. При таком воздействии нет шанса сварки с обеих сторон. Детали могут быть любого размера, ограничений нет.

Для наибольшего качества и прочности при односторонней сварке используют медную пластинку. Но даже при этом, качество шва будет ниже, чем при первом виде точечной сварки.
Чем хороши аппараты точечной сварки
Точечную сварку своими руками может сделать любой человек, для этого не нужно иметь особых знаний, достаточно прочитать инструкцию по эксплуатации и технику безопасности.
 Также к преимуществам можно отнести:
Также к преимуществам можно отнести:
- Сварка может проводиться с любыми металлами, даже которые быстро плавятся.
- Шов получается красивый, аккуратный, прочный, качественный в результате.
- Процесс автоматизирован, поэтому высокая производительность.
- Минимальные затраты на электроды и другие нужные аксессуары.
Аксессуары
Приобрести аппарат для сварки мало, чтобы с ним работать, необходимо купить дополнительные элементы (иногда они идут в наборе).
- Электроды и консоли, не совсем такие, как у обычной сварки.
- Клещи и пистолет для сварки, нужны при работе с мелкими элементами или в узких местах, куда трудно добраться.
- Редактирование вмятин.
Для приобретения аппарата точечной сварки нужно знать, где будет проводиться работа и с какими металлами. Этого достаточно, чтобы купить нужную модель сварочного аппарата.
 Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.
Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.

Фото точечной сварки























Также рекомендуем посетить:
zdesinstrument.ru
Аппарат для точечной сварки своими руками: схема контактной сварки
Потребность в сварном соединении металлических деталей у автолюбителей возникает часто, а громоздкие и дорогие сварочные аппараты есть не у всех. Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от 200$, но самостоятельное изготовление приспособления из деталей вышедших из строя домашних приборов потребует минимальных затрат. Герметичного шва точечной сваркой добиться не удастся, но прочность соединения достигается высокая.

[contents h3]
Типы сварки
Сварка – процесс, при котором детали соединяются при помощи плавления методом локального нагрева. Это наиболее прочный вид сращения материалов, так как связь происходит на межатомном уровне. Сваривать можно практически любой материал, но в автомобильном деле к этой процедуре прибегают, чтобы получить прочное механическое соединение металлов или сплавов. Чтобы расплавить металл, необходима высокая температура: для стали выше 1300 ° C, для меди – 1000 ° C, для алюминия – 660 ° C. Источники энергии для достижения таких температур могут быть различными:
- электрическая дуга;
- газовое пламя;
- ультразвук;
- электронный луч;
- лазер.
При точечном сварном соединении для плавления и соединения материалов используется электрическая дуга. В зависимости от используемого вида энергии различают три типа сварки:
- механическая, при которой используется тепловая энергия трения и давления на детали;
- термическая, когда материалы плавятся от высокой температуры, достигнутой горением газа или большой силой тока;
- термомеханическая: сочетание высоких температур и давления на детали приводят к расплавлению и слиянию материала.
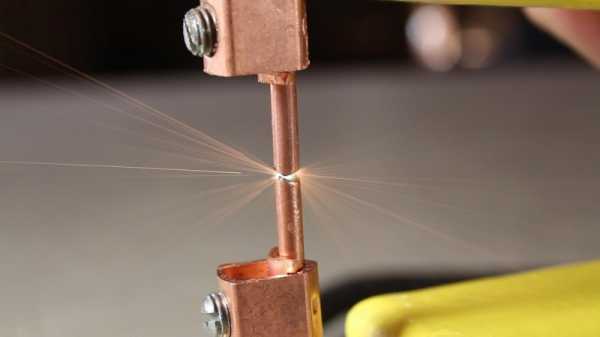
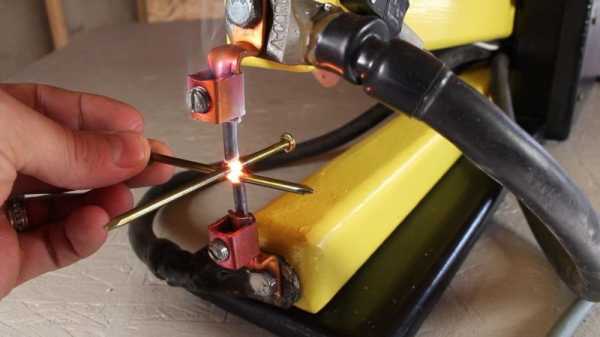
 Сварка гвоздей аппаратом
Сварка гвоздей аппаратомТип соединения также определяется видом сплава.
Особенности выполнения точечной сварки
Точечная сварка своими руками обладает рядом достоинств перед другими видами:
- экономичность;
- простота проведения;
- прочность полученных соединений.
Качество сварного соединения зависит от нескольких составляющих, прежде всего от материала, из которого сделаны электроды. Рекомендуется использовать для этих целей медные стержни – они прочны, обладают высокой электро- и теплопроводностью. Важный параметр – сечение электрода. Оно должно быть в два–три раза меньше в диаметре, чем сварная точка.
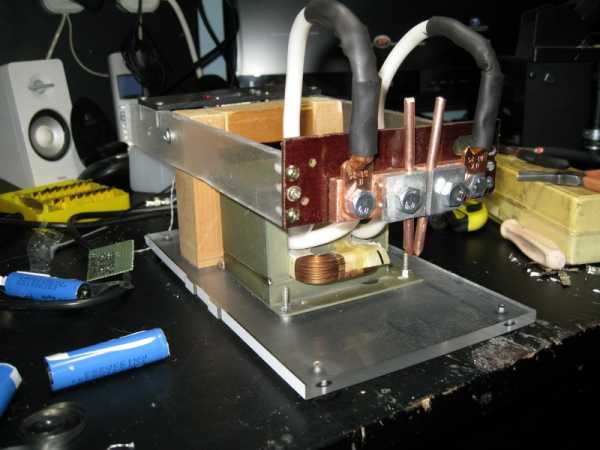
Точечный сварочный аппарат (споттер) можно изготовить самостоятельно – схема точечной сварки достаточно простая. Чтобы сделать контактную сварку, понадобится трансформатор мощностью более 1 кВт. Часто для этих целей используют элемент вышедшей из строя микроволновой печи. Размер трансформатора должен позволять сделать 2–3 витка обмотки толстым кабелем, а длина кабеля составлять 1,5 м.
На трансформаторе заменяют вторичную обмотку, оставив нетронутой первичную. Новая вторичная обмотка делается алюминиевым проводом в изоляции диаметром 1–2 мм, к которому присоединяют наконечники. Мощный провод обеспечит силу тока 1000 А.
 Изготовление прибора своими руками
Изготовление прибора своими рукамиПосле готовности трансформатора первичную обмотку подсоединяют к источнику питания и определяют напряжение на вторичной обмотке (получается 2–2,8 В).
К корпусу, детали которого можно сделать из дерева или ДСП, последовательно монтируют трансформатор, кабель с выключателем, делают заземление.
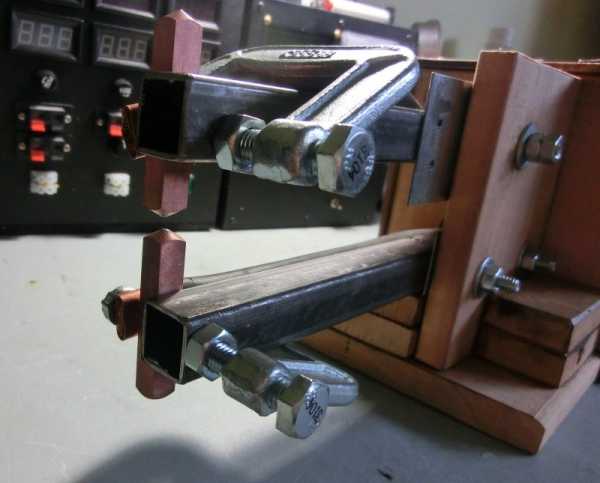
После завершения монтажа корпуса монтируют сварочные «клещи». Электроды лучше изготовить из медного провода, а закрепить их в дюралюминиевых держателях на деревянных брусках. Для роли электродов подходит отшлифованное «жало» старого ненужного паяльника.
Кабель к электродам присоединяется при помощи четырех клемм. Две верхних согнуты по направлению друг к другу – в них вставляются электроды, а в две нижних подсоединяют наконечники кабеля вторичной обмотки.
Нижний электрод чаще закрепляют в неподвижном состоянии, двигается верхний. Самодельная контактная сварка подключается к сети через выключатель-автомат в 20 А.
Дроссель для сварки применяется для регулирования силы тока – без него она будет максимальной. Подключают дроссель к вторичной обмотке, он добавляет сопротивление и уменьшает силу тока.
Аппарат контактной сварки можно оснастить вентилятором, выполняющим роль охладительной системы.
 Пример использования прибора профессионалом
Пример использования прибора профессионаломСамодельная точечная сварка работает от сети с напряжением 220 В.
Совет. Для увеличения мощности споттера используют несколько трансформаторов, но это влечет падение напряжения в сети. Поэтому контактная сварка своими руками осуществляется при помощи самодельных аппаратов, мощность которых ограничена – обеспечивает силу тока в 1000–2000 А.
Качество проведения сварочных работ своими руками зависит от нескольких условий:
- давления на металл – усилие на прижим должно быть достаточным;
- диаметра электрода;
- силы тока, протекающего через электрод;
- время прижима должно быть больше времени сварки (прижимать электроды следует немого дольше, чем течет ток).
Некоторые виды и особенности контактной сварки
В зависимости от размера и формы нагреваемого участка контактная сварка бывает трех видов.
- Точечная сварка – материал «прошивается» единичными высокотемпературными «уколами», шов негерметичный.
- Шовная – расплавленные кромки деталей соединяют между собой для получения герметичного шва. Пример этого вида соединения частей – пайка металлического бачка для жидкости. По сути шовное соединение состоит из множества перекрывающих друг друга точек.
- Стыковая – площадь соединения широкая, одну деталь «надевают» на другую, в местах стыков образуется полное слияние деталей в однородный элемент. Этим видом соединения чаще всего сваривают трубы.
 Действие аппарата на кузове автомобиля
Действие аппарата на кузове автомобиляТочечная сварка своими руками не требует сложных приспособлений, не нужен специальный стол для сварки, но соблюдение техники безопасности при проведении сварочных процедур обязательно.
Процедура выполнения точечной сварки
Перед свариванием детали зачищают, удаляя пыль, элементы коррозии, остатки краски или масла – эти помехи ухудшают качество соединения. Толщина стали в свариваемых деталях не более 3 мм.
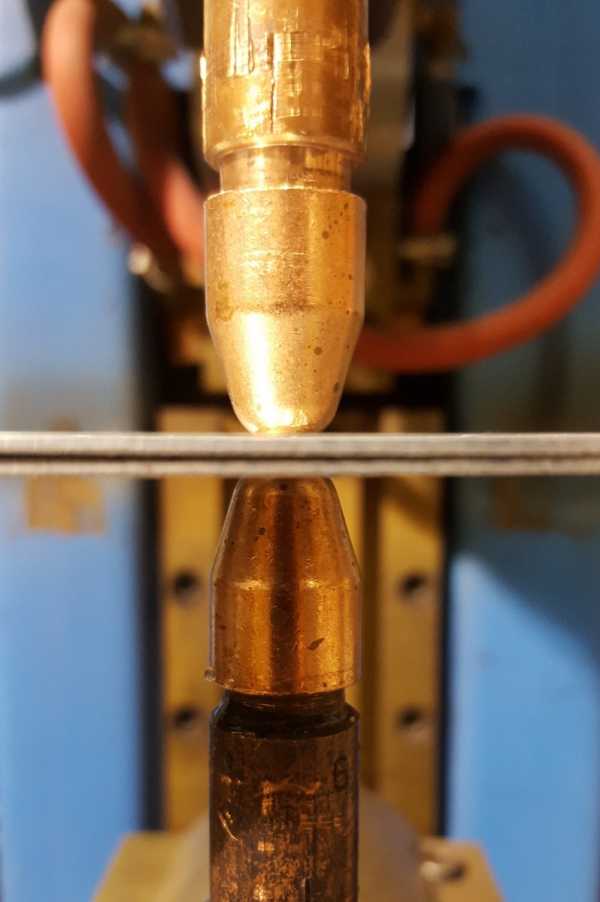
Подготовленные металлические детали зажимаются электродами.
На электроды подают ток, точечный контакт оказывает воздействие на металл – нагревает до температуры плавления в точке соприкосновения с электродами.
Выполнение сварочных работ не требует регулировки величины тока в процессе, достаточно визуального контроля. Ориентируются на время нагрева, которое составляет 0,5–3 секунды (не более пяти): скорость прохождения тока по детали 1 мм толщиной в процессе работы аппарата составляет 0,1–1 секунды, а толщина свариваемых деталей не превышает 3мм. По желанию аппарат для точечной сварки можно оснастить реле времени.
 Пример работы профессионального сварщика
Пример работы профессионального сварщикаМощность тока, достаточная для сваривания деталей 1 мм толщиной, составляет 3–5 кВт. Сила тока (на медных электродах) должна составлять от 50 А на 1 поверхности. При меньших величинах не происходит должного нагрева, металл не плавится, слияние становится невозможным.
Затем ток отключают, а сжатие деталей электродами увеличивают.
В месте воздействия тока и сближения деталей под давлением электродов образуется контакт и связи атомов – сварное соединение готово.
Со временем электроды оплавляются, поэтому контактный конус нужно периодически шлифовать, чтобы наконечник оставался острым.
После выключения устройства электроды рекомендуется охлаждать. Если аппарат для сварки не оснащен вентилятором, то для этих целей используют холодную воду. В противном случае происходит перегрев трансформатора и других элементов аппарата.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
Контактная точечная сварка создает прочное соединение металлических деталей. Использовать сварное соединение в автоделе приходится неоднократно, поэтому мастера рекомендуют приобрести или сделать сварочный аппарат самостоятельно из подручных материалов. Пригодится он и для ремонта бытовых приборов, изготовления металлических предметов, соединения электрических кабелей.
krasimavtomobil.ru
Точечная сварка своими руками: курс для начинающего сварщика
Довольно часто в условиях домашней мастерской или при проведении различных ремонтных работ возникает необходимость в применении технологии точечной сварки. Существует достаточно много аппаратов, которые могут быть свободно применены, причем не требуют наличия специальных знаний либо навыков. Тем более сделать такую сварку может любой мужчина.
Прибор для сварки
В основном такой вид сварочных работ используется при ремонте бытовой техники. Хотя вообще сама область применения точечной контактной сварки достаточно широка – это могут быть самые разнообразные ремонтные работы с кабелями, алюминием и даже мелкая починка кухонной утвари.
Аппараты для точечной сварки в домашних условиях также бывают самых разнообразных моделей. Это и небольшие переносные конструкции, и достаточно серьёзные аппараты для объёмных работ. Одним из самых популярных является настольный аппарат для сварки своими руками, который используется при работах с цветными либо чёрными металлами.
Все устройства отличаются друг от друга по мощности, которую обеспечивает обмотка трансформатора.
Что представляет собой сварка?
Точечная сварка – это одна из немногих разновидностей контактной сварки, при которой электрический ток проходить между электродами через металл, разогреваемый в точке соприкосновения двух деталей. Металл в точке сварки разогревается и плавится, при этом создаётся ядро сварной точки с диаметром от четырёх и до двенадцати миллиметров.
Само ядро имеет при этом форму чечевицы. На деталях из низкоуглеродистой стали возможна сварка без расплавления ядра, однако такой вид сварочных работ не очень надёжен и поэтому находит применение крайне редко.
Согласно общей классификации точечная контактная сварка относится к классу термомеханических процессов. Вид работы разделяется на несколько последовательных этапов^
- Детали, которые необходимо сваривать предварительно совмещаются друг с другом в требуемом положении и размещаются между двумя электродами, затем крепко прижимаются друг к другу;
- Детали подвергаются нагреву, который приводит их в состояние должной пластичности, и деформируются.
В промышленных условиях частота сварки может достигать шестисот точек за минуту, в домашних условиях эта цифра, конечно же, намного меньше.
Точечная сварка
Вообще, точечная сварка своими руками в условиях домашней мастерской требует поддержания:
- Постоянной скорости при перемещении двух электродов;
- Поддержки на необходимом уровне нужной величины давления, полной контактности со свариваемыми деталями.
Также необходимо соблюдать технику безопасности при выполнении такого рода работ:
- Обязательная изоляция всех электрических и соединительных проводов;
- Использование специальных защитных рукавиц либо перчаток, которые предохранят руки от возможных ожогов;
- Лицо также надо защищать от возможного попадания искр или брызг металла;
- Рядом с проводимыми работами нельзя держать легковоспламеняющиеся либо огнеопасные предметы и материалы;
- Деревянные полы желательно защитить от возможного возгорания;
- Желательно иметь рядом с местом проведения работ средства для тушения возгораний;
- Помещение, где проводятся работы надо проветривать, так как возможно выделение вредных газов, которые опасны для здоровья.
Точечная сварка, безусловно, имеет свои достоинства и свои недостатки. Высокая экономичность и достаточно сильная механическая прочность получаемых точечных швов, а также требуемую возможность автоматизации всего процесса работы, несомненно, является положительными чертами такого вида работ.
Однако при этом существует один недостаток, который влияет на качество такой сварки – это отсутствие герметичности получаемых сварочных швов.
Точечная сварка своими руками
Вообще, такой вид контактной сварки представляет собой процесс, при котором расплавление металла и последующее получение литой структуры получается при использовании осадочного давления. Такое давление обязано быть достаточным, чтобы преодолеть жёсткость деталей и осуществить деформацию.
Само давление должно возрастать при увеличении толщины свариваемых деталей, однако при увеличении давления срок эксплуатации электродов достаточно быстро уменьшается. В связи с этим, такой тип работ применяют для деталей относительно небольшой и малой толщины до шести миллиметров.
Режим сварки
Его также надо подбирать достаточно тщательно, так как прочность точки сварки и прочность шва зависят от диаметра электрода, давления, толщины детали, силы тока, времени прохождения тока через электроды.
От времени прохождения тока зависит и диаметр сварного ядра, с увеличением времени диаметр самого ядра увеличивается. Однако чрезмерное его возрастание может сильно ослабить оболочку твёрдого металла и вызвать вмятие детали под электродами. Всё это может привести к выплеску жидкого металла наружу и ослаблению точки сварки.
При прекращении прохождения электротока через электроды начинается процесс охлаждения ядра точки и последующая кристаллизация жидкого металла, которая происходит от самой поверхности ядра до его середины. При этом образуется дендритная столбчатая структура металла детали.
После охлаждения объём металла в точке сварки уменьшается, поэтому может образоваться пористость, усадочная раковина, некоторая рыхлость металла. При большей толщине свариваемой детали имеется большая вероятность образования большого количества дефектов.
Технология точечной контактной сварки и подготовка к проведению работ
современное устройство для сварки
Технология точечной сварки предполагает подачу кратковременного импульса электрического тока, длительность которого может меняться от 0,01 секунды до 0,1 секунды. При прохождении этого импульса детали в зоне наложения электродов расплавляются и приобретают общее ядро.
После прекращения подачи тока детали должны остывать под давлением для кристаллизации этого ядра и его полного охлаждения. Как правило, такой вид сварки не требует принятия сильных мер безопасности, так как прижатие деталей друг к другу создаёт уплотняющий поясок между ними. Выплеск расплавленного металла при таких условиях не должен произойти.
Для обеспечения лучшей кристаллизации, проковывания и устранения возможных неоднородностей давление, детали следует снимать с некоторой задержкой.
При сварке тонких деталей с толщиной от одного до полутора миллиметров обычно применяют конденсаторную сварку. При этом сами конденсаторы непрерывно заряжаются от сети относительно малым током и разряжаются через детали, что обеспечивает непрерывный процесс сварочной работы.
Такой метод отлично подходит при сварке сверхминиатюрных деталей в радиотехнических, электронных и прочих приборах. При таких условиях возможна сварка, и чёрных, и цветных металлов и их различных сочетаний.
Для обеспечения качественных сварных швов детали предварительно необходимо правильно подготовить к работе. Сделать это нужно обязательно. Все детали перед началом работ должны быть обязательно очищены от всех видов загрязнений. Это можно осуществить специальными щёточками, опескоструиванием, травлением в кислотах и прочими способами.
Сама сборка перед сваркой должна обеспечивать точное и плотное прилегание деталей друг к другу. Если эти условия не будут обеспечены, возникает следующая ситуация: появившийся зазор между деталями уменьшает и поглощает часть давления на них, что приводит к недостаточному осадочному давлению и разбросу прочности сварных точек.
Мягкий и жесткий режимы
Точечная сварка — процесс, тонкости которого должен знать каждый начинающий сварщик
При точечной сварке существуют два режима:
- Мягкий режим при умеренной силе тока и его плотности на электрод до 100 а/мм2;
- Жёсткий режим с плотностью до 300 а/мм2.
При этом мягкий режим характеризуется более долгим временем сварки, плавным нагревом, малой мощностью. Преимуществами такого режима являются уменьшение мощности аппарата, которая потребляется от электрической сети, уменьшение её нагрузки, меньшая стоимость аппаратов и контактных машин, меньшая закалка.
Жёсткий режим характеризуется повышенной мощностью, большой загрузкой сети, увеличением стоимости. Преимуществами можно считать малое время сварочных работ, высокую производительность.
Нарушение условий работы и технологии при выполнении точечной контактной сварки приводить к самым различным дефектам и снижении прочности сварной точки. Самым опасным при этом является непровар точки, который характеризуется полным отсутствием литого ядра либо очень малыми его размерами, недостаточными для обеспечения прочности шва.
Такой дефект не всегда можно отследить при наружном визуальном осмотре, чем он особенно опасен. Также среди дефектов имеются такие, как подплавление поверхности детали, полный прожог металла, раковины, глубокие вмятины, сильная пористость сварного ядра.
На мягких режимах обычно свариваются стали с большим содержанием углерода и легированные стали. На жёстком режиме рекомендуется сваривать стали большой прочности при большом давлении, так как возможно образование трещин.
После сварочных работ необходимо провести обязательную термообработку детали для того, чтобы снять внутреннее напряжение, которое появляется в процессе сварки, для улучшения структуры и уничтожения опасного мартенсита. Такая термообработка может сводиться к высокому опуску либо к пропусканию электрического тока сразу же после окончания работ по сварке.
Точечная контактная сварка в домашних условиях
Набор сварщика
В любой домашней мастерской точечная сварка может быть необходима. Для этого разработано достаточно много самых различных аппаратов, которые могут применяться самостоятельно без наличия особых знаний или навыков. Одними из простейших аппаратов являются простые настольные сварочные конструкции с относительно небольшой мощностью.
С помощью таких устройств можно сваривать детали толщиной до двух десятых миллиметра либо стальные проволоки диаметром до трёх десятых миллиметра. При данных условиях возможно сваривание различных деталей из фольги и массивных стальных оснований.
Отлично маломощные конструкции подходят при сварке малогабаритных деталей, когда усилия прижима невелики и осуществляются рукой. Электроды для сварки выполняются при этом в форме небольшого пистолета. Основным элементом аппарата является небольшой сварочный трансформатор, к вторичной обмотке которого при помощи гибкого многожильного кабеля подключают сам электрод. При этом подключение должно быть достаточно надёжным.
Также применяются более мощные аппараты для сварки. Они включают в себя сварочный трансформатор достаточной мощности, тиристорный полупроводниковый ключ, специальное устройство для выдержки времени, которое и обеспечивает контроль над длительностью процесса сварки.
При помощи таких аппаратов можно сваривать детали большей толщины, так как они могут обеспечить необходимое давление и условия для самого процесса сварки.
Но именно для домашних условий подойдет аппарат малой мощности, которым можно производить соединения небольших деталей и проводов. И хотя приобрести аппарат требуемой мощности сегодня не проблема, многие мастера готовы сделать аппарат своими руками на заказ, усовершенствуя его различными функциями.
No votes yet.
Please wait…
domnuzhen.ru
Как делается точечная сварка своими руками и что нужно знать
Собираем трансформатор
https://www.youtube.com/watch?v=NAPTuBiyT_U
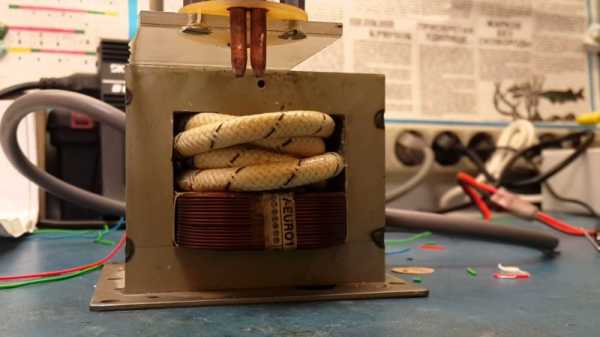
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы элект рической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
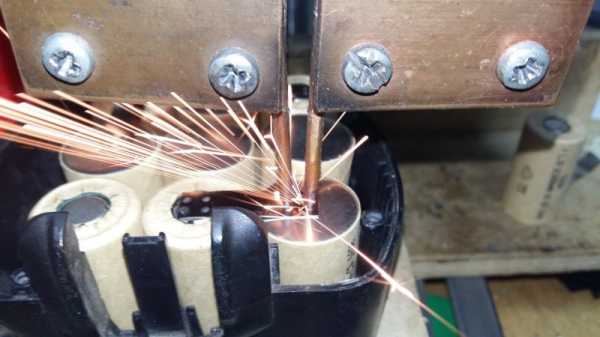
Делаем электроды
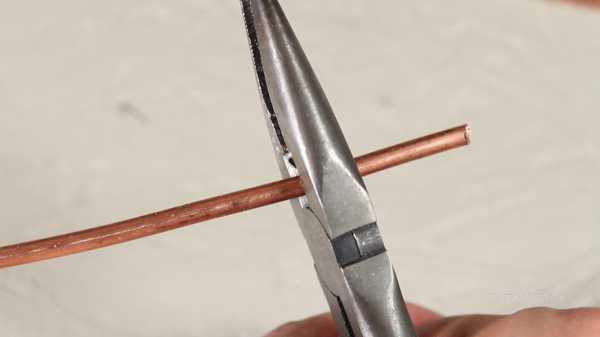
Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго!
Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять.
Управление процессом и «инфраструктура»
Сюда можно отнести рычаг и выключатели. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более!
grounde.ru
Точечная сварка — выполнение аппарата своими руками
О такой процедуре, как сварка, слышал каждый человек. При этом далеко не все знают, что есть немало разновидностей данного процесса, в каждом из которых присутствует достаточно много разновидностей энергоносителей, на данный момент без которых просто невозможно обойтись.Но как точечная сварка своими руками может быть осуществлена? На данный момент большой популярностью пользуется один вид качественной сварки, который очень часто используется обычными мастерами – это точечная сварка. При осуществлении данного процесса стоит знать, что качество соединения прямо зависит от опыта мастера, а также от качества используемого в процессе соединения деталей оборудования, аппарат должен быть выполненным профессионально.
Особенности процедуры точечной сварки
В настоящее время данный процесс достаточно широко используется, как в промышленности, так и в обычных домашних мастерских. В производственной сфере подобный вид деятельности используется для сваривания следующих элементов:
- Разнообразные листовые заготовки;
- Детали, выполненные стали, металла разной толщины, а также цветных металлических сплавов;
- Профильные заготовки – уголки, швеллеры и двутавры;
- Пересекающиеся металлические стержни.
Что касается быта, то самодельная сварка просто незаменима в процесс ремонта современной кухонной бытовой техники, при бытовых и профессиональных работах с присутствующим кабелем и для починки разнообразной утвари.

Суть процесса точечной бытовой качественной сварки
Основа процесса точечной профессиональной сварки заключается в нескольких основных этапах:
- Детали конструкции совмещаются в необходимом положении.
- Помещаются между установленными электродами и плотно прижимаются друг к другу.
- Осуществляется нагревание деталей пока не будет достигнуто состояние пластичности.
- Пластическая деформация деталей.
В процессе использования качественного автоматического современного оборудования в производственных условиях частота сварочного процесс часто достигает примерно 600 точек всего за одну минуту.
Важно! Для качественной бытовой и производственной сварки в обычных условиях требуется придерживаться неизменного скоростного режима в процессе перемещения электродов. Не менее важно обеспечить определенную постоянную величину производимого давления, а также сделать точный контакт деталей, которые соединяются.
Детали в процесс подобной сварки нагреваются благодаря быстрому прохождению тока, как кратковременный импульс. Обычно он отвечает за полное расплавление обрабатываемого металла в области воздействия электродов. Кроме того, отвечает за формирование общего конструкционного жидкого ядра обрабатываемых деталей, у которых параметры диаметры могут варьироваться от 4 до 10 мм.
К основным преимуществам данного процесса можно отнести механическую прочность полученных в результате точечных швов, возможность полной автоматизации подобной работы, а также присутствуют высокие показатели экономичности. Все это может быть достигнуто в том случае, если грамотно сделать сварочный аппарат и осуществлять такой процесс, как контактная точечная сварка.
к меню ↑Самодельное сварочное бытовое устройство
Для качественной профессиональной точечной сварки в домашних мастерских требуется изготовить особый аппарат. Стоит отметить, что данные устройства, как правило, предлагаются самой разной конструкционной конфигурацией, начиная от относительно небольших по размерам моделей, которые относятся к категории переносных и заканчивая довольно габаритных аппаратов.
Основой работы данного устройства является создание качественного электрического импульса, который проваривает два элемента определенной металлической детали. Для его создания потребуется наличие относительно небольшого трансформатора. Необходимо просто подсоединить к самой нижней его обмотке деталь, которая будет свариваться.
При желании выполнить более мощный сварочный аппарат по такому процессу, как сварка точечная, его можно изготовить полностью своими руками, при этом используя тех же деталей, а также узлов. К ним можно отнести тиристора, сварочного трансформатора, качественного полупроводникового современного тиристора и современного реле времени. Единственное отличие будет заключаться в более мощном по работоспособности трансформаторе.
к меню ↑Изготовление основного агрегата
Относительно простым в процессе изготовления является обычный сварочный аппарат, работающий на переменном токе с нерегулируемыми параметрами и показателями силы тока. Преимуществом данного устройства является то, что управление процессом производится при помощи изменения параметров длительности основного электрического быстрого импульса с использованием профессионального реле времени.

Важно! Основным конструкционными составляющим элементом любого современного оборудования, предназначенного для точечной бытовой сварки, является наличие именно силового трансформатора, обладающего достаточно большим коэффициентом проводимой трансформации.
Если для осуществления работ может потребоваться мощный сварочный аппарат, можно задействовать два и более устройства, то есть трансформатора. Можно объединить два совершенно одинаковых по параметрам трансформатора, а также сделать специальный аппарат для оперативного и качественного сварочного процесса с достаточно тяжелыми и толстыми металлами.
Важно! Следует помнить, что очень мощный сварочный трансформатор в состоянии вызвать серьезное напряжение в сети со всеми вытекающими последствиями – миганием лампочек и срабатыванию механических предохранителей. Именно по этой причине не стоит применять очень мощные устройства, но обычные, компенсировав силу тока увеличением сварочного цикла по времени.
к меню ↑Конструкционные особенности электродов
При изготовлении электродов обычно используются специальные стержни, выполненные из меди. Необходимо помнить о том, что чем по размерам толще электрод, тем на более лучший результат в работе придется рассчитывать. Идеально, если диаметр у детали будет не меньше данного параметра провода.
Для самодельных, своими руками сделанными аппаратов, которые не отличаются особыми высокими показателями мощности, идеально подойдут жала от паяльников, но только достаточно высоких показателей мощности. Такие электроды требуется время от времени профессионально подтачивать, так как они теряют свою форму. После полной сточки, электроды можно заменить на новые, чтобы аппарат продолжил свою работу.
к меню ↑Органы аппаратного управления
Единственными элементами управления данного оборудования обычно являются рычаги и выключатели. Между данными электродами определенная сила сжатия должна быть таковой чтобы обеспечить максимально тесный контакт деталей в их положении между электродами.
Стоит помнить о тома, что при работе с достаточно толстыми листами, которые свариваются, сила сжатия должна быть на порядок больше. Данное усилие можно создать посредством зажима, который может быть рычажно-вытяжным и просто рычажным. Также возможны и иные методы, но они требуют применения самого разного оборудования.
к меню ↑Подводя итоги
Как видно из всего сказанного выше, сделать сварочный аппарат своими руками, что очень удобно, так как, несмотря на большой выбор данных устройств, сложно найти то, что будет по всем параметрам соответствовать всем требованиям, которые необходимы домашним мастерам.
Именно по этой причине многие принимают решение собрать аппарат для сварки самостоятельно. Все что необходимо сделать – поинтересоваться у профессионалов, как осуществляется процесс, составить самостоятельно или силами профессионалов схему данного аппарата, требуется приготовить определенные детали, предназначенные для сборки и узлы и непосредственно сам паяльник.
Похожие статьиgoodsvarka.ru
Точечная сварка своими руками — подробная инструкция
Всем давно известно о методиках сваривания. Впрочем, мало кому известно, о существовании различных категорий соединительных процессов с использованием всякого рода носителей энергии, необходимость которых обусловлена огромным спросом. Главенствующий, самый распространенный, вид сварки в бытовых условиях – точечная сварка.
Процесс точечной сварки
В промышленной индустрии процесс сваривания используют, большей части, для листов стали различных производителей, для сплавов цветных металлов, вне зависимости от толщины изделия, либо производственных заготовок (швеллеров, двутавров, уголков) и перемежающихся основ. В комнатных условиях ценным элементом при починке бытовой техники, в том числе, всевозможных эксплуатаций кабеля, алюминия или ремонтирования хозяйственного инвентаря, в основе лежит — точечная сварка.

В правильном положении соединяются подходящие части, внедряются посреди электродов и припирают друг друга. Далее элементы подвергают высоким температурам, что приводит к повышению пластичности и изменчивости форм.
При непосредственном использовании автоматизированного инвентаря в индустриальных целях частоты сваривания могут достигать до 600 единиц в минуту. При высококачественном точечном сваривании в бытовых условиях следует тщательно контролировать скорость движения электродов, выводя, тем самым, необходимую величину давления и контакт соединяемых деталей.
Процесс нагревания деталей происходит путем проникновения тока и возникновением непрерывного импульса, с частотой — 0,01- 0,1 секунд, в зависимости от внешних условий. Далее происходит расплавление металлов, создается полноценное жидкое ядро частей, размерность которого составляет: 4 — 12 миллиметров.
По истечению работы кратковременной подачи импульсов тока, необходимо дать выкованной детали остыть, для того, чтобы произошел процесс кристаллизации.
Режимность точечной сварки
Важно, не забывать, при сваривании стальных изделий, необходимо увеличение времени нагрева аппарата, для торможения процесса охлаждения материала.
При сваривании нержавеющих деталей, наоборот, необходимо уменьшить уровень нагрева, для предотвращения коррозий поверхности металлов.
Для наилучшего взаимодействия электродов, обязательно наблюдение за значениями давления. Это повлечет за собой качественный шов, различных металлов. Давление, в свою очередь, несет ответственность за мельчайшие крупицы металла, которые в дальнейшем, превращаются в прочную первоначальную материю.
Для улучшения процесса кристаллизации расплавленного материала, следует делать перерывы в сварочном процессе.

Предписания к электродам
При электродной обработке металл становится устойчив к высоким температурам, что облегчает дальнейшую работу с материалом.
Для увеличения срока эксплуатации, необходимо соблюдать проверку рабочего аппарата, проводя время от времени охлаждение электродов водой.
Сварочный аппарат своими руками
В бытовых условиях, изготавливая сварочный аппарат, чаще используют портативные версии прибора, ради удобства использования при сваривании цветных и черных металлов.

Опорный план сборки аппарата
Для того, чтобы создать точечную сварку своими руками, необходим электрический импульс. Его можно получить из малого трансформатора, к нижней части обмотки которого присоединяется свариваемая запчасть, а к верхней — непосредственно, электрод.
Для полноценной функциональности аппарата потребуется выпрямительный мост и дополнительный трансформатор. Образуется конденсатор, держащий в себе импульс.
Началом работы служит однократное нажатие специальной кнопки «Импульс», отвечающей за открытие цепи. См. на видео.
У конденсатора имеется свойство потери заряда, для восстановления работы повторите процесс включения прибора более длительным нажатием кнопки «Импульс».
При создании более серьезного прибора, используйте трансформатор с большей мощностью
Основные характеристики прибора
У каждого прибора имеются показатели силы тока. Их отличие значится в регулировке индикатора. Прибор включается вручную, состоит, в основном, из трансформатора, передающего переменный ток. Более качественные приборы производятся серийным путем, например, ОСМ — 1.
Первичная обмотка прибора должна содержать свыше 200 витков. Рекомендации по использованию вторичного провода: ПВ З — 50 или ПЭВ 2/1,9.
Трансформатор производится, как правило, из подручных средств. Например, можно воспользоваться путем точечной сварки своими руками из микроволновой печи. Деталь выходит мало затратной, но с высокой мощностью. Диапазон сваривания подобного прибора, составит — 1 мм.
Конструктивные особенности электродов
Медные стержни различной толщины используют в качестве электродов.
Минимизируйте длину провода, подходящего к трансформатору. Учитывайте тот факт, что при наличии множества соединений, теряется мощность прибора. С двух концов провода закрепите медные колпачки, для наилучшего контакта с электродами.
Во избежание окисления меди, тщательно проверьте все контакты, жилы, при необходимости, спаяйте между собой.
Нижнему, неподвижному, электроду требуется изоляция от закрепляющих болтов, электроизоляционной лентой, либо латунными шайбами.
Электродные держатели разводятся пружинами. Начав работу можно путем включения аппарата в энергосеть. Следует помнить, что прибор предусматривает минимум — 20 А.
Инструменты использования
Включение и выключение прибора должно происходить при сжатых электродах, во избежание искрения электродов. Прибору необходимо вентилирование.
Купить станок точечной сварки сегодня не представляет никакого труда. Однако, не каждого мастера удовлетворят требования магазинных приборов. В таком случае, рекомендуем воспользоваться информацией, представленной выше и сделать точечную сварку своими руками. Желаем успехов!
Также предлагаем посмотреть видео инструкцию по созданию сварочного аппарата самостоятельно:
stroykadoma.org