Точечная сварка — технология, аппараты, преимущества
Содержание
- 1 Что такое точечная сварка?
- 2 Принцип действия точечной сварки
- 2.1 Разновидности и аппараты точечной сварки
- 2.2 Преимущества точечной сварки
- 3 Техника безопасности при точечной сварке
- 3.1 Средства защиты
- 3.2 Меры безопасности
- 3.3 Заключение
Точечная сварка – достаточно распространенный и востребованный метод соединения металла, являющийся разновидностью контактной сварки. В этой статье мы рассмотрим принцип действия точечной сварки, разновидности машин для точечной сварки, их особенности, а также сам процесс точечной сварки и технику безопасности при ведении точечной сварки.
Что такое точечная сварка?
При точечной сварке металлов свариваемые детали привариваются друг к другу в одной либо нескольких точках – отсюда и название. Прочность соединения зависит от структуры и размеров точки, которые, в свою очередь, определяются свойствами электродов, сварочного тока, времени протекания тока через детали, усилия сжатия и самих поверхностей соединяемых деталей.
Сварка, имеет высокую степень травматизма, поэтому соблюдайте технику безопасности
Точечная контактная сварка – весьма перспективный метод соединения металла. Он отличается высокой производительностью и широкой областью применения – от соединения тонких деталей электронных приборов до разнообразных конструкций из стальных листов толщиной до 20 миллиметров для автомобилестроения, самолетостроения, судостроения, машиностроения и других областей промышленности. Также метод контактной сварки используется для прокладки нефтепроводов и газопроводов.
За счет легкой автоматизации процесса контактная точечная сварка широко применяется на различных производствах, при серийном массовом производстве каких-либо изделий. Здесь стоит отметить то, что прочность получаемых контактной сваркой соединений мало зависит от квалификации сварки и находится на высоком уровне.
Принцип действия точечной сварки
Как уже говорилось выше, точечная сварка – разновидность контактной. При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
При этом сварное соединение образуется посредством нагревания металла с помощью пропускаемого через него тока и пластической деформации сварной зоны под воздействием сжимающих усилий.
В основе контактной сварочной технологии лежит разогрев металла под воздействием электричества по закону Джоуля-Ленца. При сварке ток идет между электродами, проходя при этом через металл свариваемых деталей. При этом электроды изготавливают из материалов с хорошей электропроводностью, чтобы сопротивление контакта детали и электрода было наименьшим.
За счет наибольшего сопротивления контакта деталей между собой наибольший нагрев происходит именно там. При этом нагрев и плавление металла приводит к появлению литых ядер сварных точек. Как правило, их диаметр составляет 4-12 миллиметров.
Разновидности и аппараты точечной сварки
Методы точечного соединения металла можно разделить на две группы: мягкие и жесткие.
Мягкие режимы отличаются плавным нагревом деталей с помощью умеренного тока (плотность тока на поверхности электродов обычно не превышает ста ампер на квадратный миллиметр). Разогрев происходит за 0.5-3 секунды. Такие режимы характеризуются меньшей потребляемой мощностью (если их сравнивать с жесткими режимами), меньшими нагрузками на электросеть, меньшими требованиями к мощности и цене сварочных машин, меньшей закалкой сварочной зоны. Такие режимы часто используются для сваривания склонных к закалке сталей.
Жесткие режимы отличаются меньшей продолжительностью процесса, более сильными токами и давлением при сжатии деталей. Плотность тока достигает трехсот ампер на квадратный миллиметр при сваривании стали. Время разогрева длится от 0.1 до 1.5 секунд. Давление электродов обычно составляет от 3 до 8 килограмм на квадратный миллиметр. Недостатками таких режимов являются повышенные требовании к мощности аппаратов контактной точечной сварки, большие нагрузки на сеть. Преимущества – меньшее время процесса и большая производительность.
Точечная сварка не только надежна, но и выглядит эстетично
Время приложения усилий сжатия и подачи сварочного тока определяются заданной циклограммой процесса соединения металла.
Таким образом, аппараты точечной сварки разделяются по мощности. Существует достаточно большое количество моделей машин для этого не сложного, но в тоже время серьезного процесса — от мощных станков с высокой производительностью до ручных переносных аппаратов.
Преимущества точечной сварки
Этот процесс соединения металла имеет массу преимуществ. К достоинствам метода соединения различных металлов следует отнести:
- Возможность сварки тонких и очень тонких деталей из металлов различной природы (в том числе и дорогостоящих или легкоплавких сплавов).
 Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной. - Хорошие прочностные характеристики сварочного соединения, а также хороший внешний вид соединений. Соединения, полученные контактной сваркой, не подвержены старению, структура металла в зоне сварки практически не меняется, за исключением некоторого увеличения размера зерен.
- Высокую производительность контактной точечной сварки. Существуют машины контактной точечной сварки, позволяющие выполнять до восьмисот сварочных точек в минуту.
- Возможность полной автоматизации процесса точечной сварки. Все большее распространение приобретают автоматизированные машины контактной сварки, сварочные роботы и т.д. Это позволяет существенно сократить затраты труда, снизить себестоимость оборудования и повысить продуктивность работы.
- Экономичное расходование электродов, электрической энергии и других материалов. Себестоимость сварных точек также достаточно низка – хотя аппарат точечной сварки стоит достаточно дорого, за счет экономичного расходования материалов, высокой производительности аппарата и длительного срока службы себестоимость этого бесспорно не заменимого оборудования получается низкой.
- Низкие требования к квалификации персонала – для того, чтобы использовать аппарат точечной контактной сварки, вовсе не обязательно быть высококвалифицированным специалистом.
 Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
Во многих случаях такая возможность бывает весьма полезной, а аппарат точечной сварки – незаменимой машиной.
Техника безопасности при точечной сварке
Как и любой сварочный процесс, этот метод тоже требует беспрекословного соблюдения определенных мер безопасности.
Средства защиты
Основная угроза при работе со сварочным оборудованием – поражение электрическим током и высокой температурой. Для предотвращения поражения электрическим током необходимо соблюдать такие меры безопасности, как заземление тех частей оборудования, которые должны быть заземлены, проверка исправности оборудования перед работой, использование средств защиты. Управляющие элементы аппарата для точечного соединения металлических деталей не должны быть под высоким напряжением. Все провода должны иметь достаточное сечение.
При контактной точечной сварке выделяются брызги и пары металла. Для предотвращения ожогов брызгами металла сварщик должен использовать рукавицы, спецодежду и очки с прозрачными стеклами либо головной щиток. Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Пары металла могут быть вредны для здоровья, поэтому необходимо использовать вентиляцию, а при необходимости – средства защиты органов дыхания.
Части аппарата для соединения металла, должны быть хорошо зачищены
Меры безопасности
Все блокировочные устройства и устройства быстрого отключения аппарата точечной сварки должны быть исправны, находиться на виду, к ним должен быть легкий доступ.
При проведении таких технических работ, как зачистка или смена электродов, нужно соблюдать меры, исключающие возможность смещения электрода и травмирования рук. При работе аппарата точечной сварки пространство зажимных механизмов нужно закрывать щитком, а при работе на мощных машинах – огораживать ширмами.
Должна быть исключена возможность травмирования сварщика движущимися частями аппарата точечной сварки.
Заключение
Мы рассмотрели технологию контактной точечной сварки, выявили основные ее преимущества, принцип действия, рассмотрели аппараты точечной сварки и технику безопасности при выполнении всего процесса.
Технологии ручной точечной сварки, а также дуговой и аргонодуговой сварки своими руками ГОСТ
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.

Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.
При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами.
Наиболее распространенная технология — сварка плавящимися электродами.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва. Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке.
Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку. Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга. Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки. Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
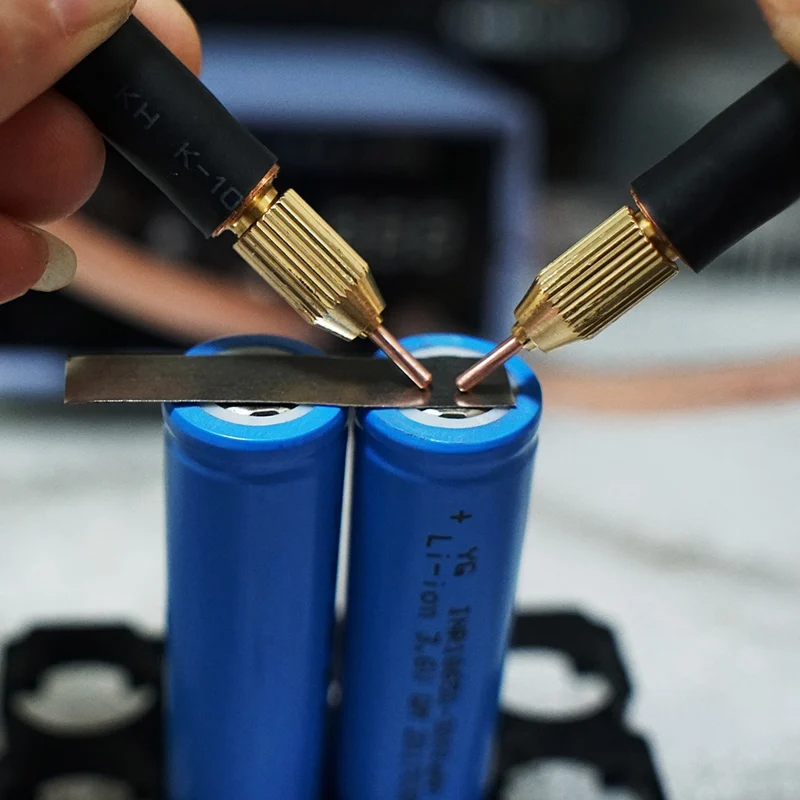
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях. Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация. Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени. Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения. Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности. Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Похожие статьи
- Характеристика дуговой сварки ручного типа
- Особенности сварки с применением электродуги
- Сварка в различных положениях: правильный выбор угла наклона сварочного электрода
- Соединение деталей в защитных газах посредством сварки
Портативные ручные аппараты для точечной сварки Tecna
Общая информация
Spot Weld, Inc.
 является дистрибьютором импортного оборудования итальянской марки, которое прочно закрепилось на рынке США. Чаще всего они есть в наличии и готовы к отправке.
является дистрибьютором импортного оборудования итальянской марки, которое прочно закрепилось на рынке США. Чаще всего они есть в наличии и готовы к отправке.Линия Tecna , импортированная из Италии, превзошла всех отечественных конкурентов благодаря своей экономичной, но высококачественной линейке сварочного оборудования. Оборудование хорошо обслуживается, а запасные части легко доступны в Северной Америке и во всем мире.
Доступность зависит от наличия на момент заказа, пожалуйста, запрашивайте наличие на складе.
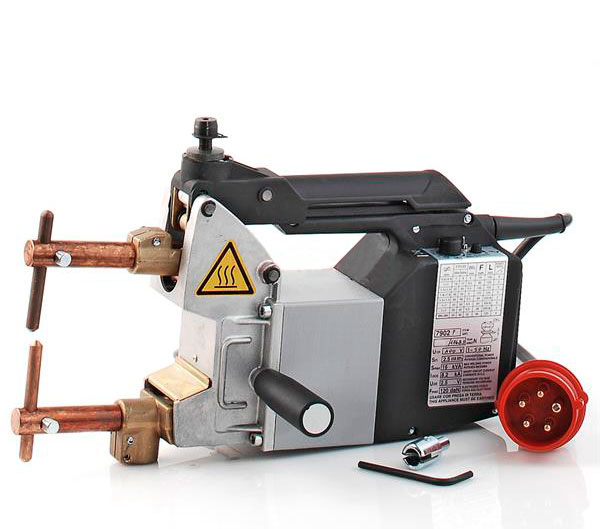
РУЧНОЙ ТОЧЕЧНЫЙ ПИСТОЛЕТ АРТИКУЛ 7902 – 2,5 кВА
- Ручной привод, без воздушных и водяных линий, препятствующих движению.
- Универсальный переносной аппарат для точечной сварки для автомастерских и мастерских по техническому обслуживанию.
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов.
- Схема компенсации запускает таймер только при правильном прохождении тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черных листах.
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонких деталях, на стержнях уменьшенного диаметра, на листах из нержавеющей стали и т.п.
- Регулировка усилия со шкалой в даН.
- Дополнительные соединительные муфты для увеличения проема между ветвями.
- Все трансформаторы покрыты изоляционным материалом класса F. Испытания проводятся с использованием 4000 вольт.
- Максимальный сварочный ток приблизительно 6000 А (с самыми короткими плечами, самым узким зазором).
- Зазор 94 мм (3,7 дюйма) между рычагами.
- Плечи диаметром 22 мм (0,866 дюйма).
- Поставляется в комплекте с длинными плечами 125 мм (4,9 дюйма).
- Максимальное усилие на электроде с длиной плеча L=125 мм составляет 120 даН ( 270 фунтов силы )
- Максимальное усилие на электроде с длиной плеча L = 500 мм составляет 38 даН ( 85 фунтов силы )
- Макс. 380 точек в час (6-7 точек в минуту, примерно 10 секунд между сварками для отвода тепла).
- Доступен выбор дополнительных конфигураций рычага, подробности см. в технических данных. Стержень диаметром 12 мм для стандартных электродов.
- 7902 технические характеристики
- 220 В/60 Гц/1 фаза
- Требуются плавкие предохранители 20 А с задержкой срабатывания при 220 В переменного тока
- Вес нетто 25 фунтов (вес в упаковке 29 фунтов)
- 1780 долларов США (*цена может быть изменена, фрахт не включен, актуальные цены запрашивайте)
- Другие конфигурации рычагов и гироскопическую подвеску запрашивайте
- Короткое видео о 7902 можно посмотреть здесь

 380 точек в час (6-7 точек в минуту, примерно 10 секунд между сварками для отвода тепла).
380 точек в час (6-7 точек в минуту, примерно 10 секунд между сварками для отвода тепла).ПНЕВМАТИЧЕСКИЙ ГИРОСКОПИЧЕСКИЙ ПИСТОЛЕТ С ВОДЯНЫМ ОХЛАЖДЕНИЕМ ПОЗ. 7913 – 6 кВА
- Полностью водоохлаждаемый и пневматический («автоматический») портативный прожектор.
- Такие же параметры, как и у ручного пистолета 7902, но со значительно более высоким рабочим циклом и автоматическим зажимом. (Сварка такая же, но не перегревает и не перегружает оператора).
- Используются стандартные электроды RWMA, доступные по всей Северной Америке (в модели 7902 используется медный стержень).
- Для высокопроизводительных работ при кузовном ремонте и легких производственных работах в промышленности.
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов.
- Схема компенсации запускает таймер только при правильном прохождении тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черных листах.
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонких деталях, на стержнях уменьшенного диаметра, на листах из нержавеющей стали и т.п.
- Сбалансированная конструкция для удобства эксплуатации.
- Резьбовая основа для фиксации на скамье.
- Встроенный переключатель перепада давления включает таймер, когда сила электрода правильная.
- Дополнительные соединительные муфты для увеличения проема между ветвями.
- Все трансформаторы покрыты изоляционным материалом класса F. Испытание изоляции на 4000 В.
- Для использования с рычагами 7512 – 7513 – 7514 – 7515, дополнительные сварные рычаги и пружинный балансир продаются отдельно.
- Максимальный сварочный ток приблизительно 6000 ампер (с самыми короткими плечами, самым узким зазором).
- Зазор 94 мм (3,7 дюйма) между рычагами.
- Плечи диаметром 22 мм (0,866 дюйма).
- Поставляется в комплекте с длинными плечами 150 мм (5,9″) (артикул № 7512)
- Максимальное усилие на электроде с длиной плеча L=125 мм составляет 120 даН ( 270 фунтов силы )
- Максимальное усилие на электроде с длиной плеча L = 500 мм составляет 38 даН ( 85 фунтов силы )
- Макс. 2000 точек в час (33 точки в минуту, примерно 2 секунды между сварками для отвода тепла).
- Выбор кронштейнов и электродов. Конические электрододержатели 1MT/4RW.
- 7913 технические данные
- 220 В/60 Гц/1 фаза
- Требуются плавкие предохранители 20 А с задержкой срабатывания при 220 В переменного тока
- Вес нетто 35 фунтов (вес в упаковке 44 фунта)
- 2890 долларов США (*цена может быть изменена, фрахт не включен, текущие цены запрашивайте)
- Другую длину рычага и гироскопическую подвеску запрашивайте
 (Сварка такая же, но не перегревает и не перегружает оператора).
(Сварка такая же, но не перегревает и не перегружает оператора).

Доступны также и большие размеры. Дополнительную информацию см. на нашей странице с ручным сварочным пистолетом.
Видео о продукции
Запросить предложение
Портативные горелки для точечной сварки | ТЕКНА®
TECNA предлагает первоклассные переносные ручные или пневматические сварочные пистолеты со встроенными трансформаторами и цифровым управлением сваркой. TJ Snow использует ручные аппараты для точечной сварки TECNA, портативные аппараты для точечной сварки, подвешенные на пружинном балансире, и аппараты для точечной сварки, установленные на пьедестале.
TJ Snow использует ручные аппараты для точечной сварки TECNA, портативные аппараты для точечной сварки, подвешенные на пружинном балансире, и аппараты для точечной сварки, установленные на пьедестале.
Портативные пистолеты для точечной сварки TECNA — отличная замена снятым с производства аппаратам для точечной сварки Miller.
Небольшие портативные горелки для точечной сварки TECNA выпускаются мощностью 2–6 кВА.
Малые ручные переносные горелки для точечной сварки
Компания Miller Electric прекратила выпуск своей линейки горелок для точечной сварки. Ти Джей Сноу считает TECNA® отличной заменой. См. таблицу внизу страницы для сравнения снятых с производства электрических сварочных горелок Miller.
Таблица электрических сварочных горелок MillerTECNA Модель #7900
- 2 кВА
- 220 В / 60 Гц / одна фаза
- С воздушным охлаждением
- Ручное управление
- 7200 ампер вторичной обмотки короткого замыкания
- 269,8 фунт-силы макс. сила электрода (с 4,92-дюймовыми плечами)
- Другие длины плеч и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Идеально подходит для ремонта кузова автомобиля, мастерских по техническому обслуживанию или других целей легкой промышленности
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что поверхности с остатками краски или на черных листах
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов.
- Доступны функция пульсации и дополнительные комплекты. Обратитесь к торговому представителю за помощью в определении размера
 сила электрода (с 4,92-дюймовыми плечами)
сила электрода (с 4,92-дюймовыми плечами)TECNA Модель № 7902
- 2,5 кВА
- 220 В / 60 Гц / однофазный
- С воздушным охлаждением 907
- Ручное управление 676 8 200 ампер вторичной обмотки короткого замыкания
- 269,8 lbf максимальное усилие на электроде (с 4,92″ рукоятки)
- Доступны рукоятки другой длины и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Идеально подходит для ремонта кузова автомобиля, мастерских по техническому обслуживанию или других целей легкой промышленности
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что поверхности с остатками краски или на черных листах
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов, на очень тонких толщинах, на стержнях уменьшенного диаметра, на нержавеющих стальной лист и тому подобное.
- Доступны функция пульсации и варианты комплекта
- Доступны балансиры для простоты обращения. Обратитесь к торговому представителю за помощью в определении размеров
 (Свяжитесь с нами для получения более подробной информации.)
(Свяжитесь с нами для получения более подробной информации.)TECNA Модель № 7903
- 6 кВА
- 220 В / 60 Гц / однофазный
- С водяным охлаждением 7 Эксплуатация 8
- 200 ампер вторичной обмотки короткого замыкания
- 269,8 максимальное усилие на электроде в фунт-силах (с плечами 4,92″)
- Доступны другие длины плеч и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Универсальный портативный аппарат для точечной сварки для кузовных ремонтных мастерских и мастерских по техническому обслуживанию
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черных листах
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов, на очень тонких толщинах, на стержнях уменьшенного диаметра, на листовой нержавеющей стали и т.п.
- Доступны функция пульсации и варианты комплекта
- Доступны балансиры для простоты обращения. Обратитесь к торговому представителю за помощью в выборе размера
 (Свяжитесь с нами для получения более подробной информации.)
(Свяжитесь с нами для получения более подробной информации.)Небольшие пневматические переносные горелки для точечной сварки
TECNA Модель № 7911
- 2,5 кВА
- 220 В / 60 Гц / однофазный
- Воздушное охлаждение
- Пневматическое управление
- макс.
- Другая длина рычага и аксессуары доступный. (Свяжитесь с нами для получения более подробной информации.)
- Легкий и проверенный точечный пистолет для кузовного ремонта и обслуживания / предмонтажных работ в промышленности
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черные листы
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Дополнительные соединительные муфты для обеспечения большего зазора между плечами
- Встроенный дифференциальный переключатель давления управляет таймером при правильном усилии на электроде
- Доступны функция пульсации и варианты комплекта
- Доступны балансиры для простоты обращения. Обратитесь к торговому представителю за помощью в определении размера

TECNA Модель № 7913
- 6 кВА
- 220 В / 60 Гц / однофазный
- С водяным охлаждением 60 Pneumatic Operation 60
- Максимальное усилие на электроде 269,8 фунт-сила (с 5,91 ″ рукоятки)
- Доступны другие длины стрел и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Легкий и проверенный точечный пистолет для кузовного ремонта и обслуживания / предмонтажных работ в промышленности
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черные листы
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонкой толщине, на стержнях уменьшенного диаметра, на листах из нержавеющей стали и т.п.
- Синхронный встроенный электронный таймер с SCR от 2 до 65 циклов
- Дополнительные соединения рычагов для обеспечения большего зазора между рычагами
- Встроенный переключатель перепада давления включает таймер, когда усилие на электроде правильное
- Доступны функция пульсации и дополнительные комплекты
- Доступны балансиры для простоты обращения. Обратитесь к торговому представителю за помощью в выборе размера
 (Свяжитесь с нами для получения более подробной информации.)
(Свяжитесь с нами для получения более подробной информации.)TECNA Модель #7915
- 6 кВА
- 220 В / 60 Гц / однофазный
- С водяным охлаждением
- Пневматическое управление
- Максимальное усилие на электроде 269,8 фунт-силы (с рукоятками 5,9 дюйма)
- 8 200 ампер вторичной обмотки короткого замыкания
- Доступны другие длины рукояток и аксессуары. (Свяжитесь с нами для получения более подробной информации.)
- Универсальный переносной аппарат для точечной сварки для кузовных ремонтных мастерских и мастерских по техническому обслуживанию
- Схема компенсации запускает таймер только при наличии надлежащего прохождения тока, что позволяет работать на окисленных листах, на поверхностях с остатками краски или на черных листах
- Регулятор тока с регулировкой фазового сдвига для выполнения сложных сварных швов на очень тонкой толщине, на стержнях уменьшенного диаметра, на листах из нержавеющей стали и т.п.
- Встроенный синхронный электронный таймер с SCR от 2 до 65 циклов
- Дополнительно соединения рычагов для обеспечения большего зазора между рычагами
- Встроенный переключатель перепада давления включает таймер, когда усилие на электроде правильное
- Функция пульсации и опции комплекта доступны
- Доступны балансиры для удобства обращения. Обратитесь к торговому представителю за помощью в выборе размера
 (Свяжитесь с нами для получения более подробной информации.)
(Свяжитесь с нами для получения более подробной информации.) сила электрода
сила электрода  давление
давление