виды, сборка аппарата своими руками, технический процесс
Главная » Технология
Конденсаторную сварку используют для сплавления металла кратковременными импульсами тока продолжительностью в тысячные доли секунды. Этого времени достаточно, чтобы необходимое для сваривания тепло распространилось на малую глубину. Конденсаторная сварка эффективна для листов толщиной менее 2 мм: возникает несоответствие частоты импульса и глубины провара. Для заготовок толще 2 мм применяют контактные сварочные машины.
Содержание
- 1 Виды конденсаторной сварки
- 2 Точечная конденсаторная сварка своими руками
- 3 Технический процесс
Применяются две технологии:
- Без использования трансформатора – когда конденсаторы разряжаются на деталь непосредственно.
- С трансформатором – разрядка происходит на первичную обмотку, вторичная цепь – заготовки для сваривания.


Виды конденсаторной сварки
По методу образования шва способ подразделяется на такие виды, как:
- Стыковая – производится оплавлением или сопротивлением:
- в первом случае между деталями возникает электрический разряд, вызывающий дугу. Под её воздействием место соединения оплавляется;
- во втором – разряд и сваривание заготовок происходит при их соприкосновении.
- Точечная используется в приборостроении, предпочтительна для соединения тонких изделий с толстыми.
- Роликовая – применяют для сваривания мембран и электровакуумных приборов. Роль электродов выполняют ролики, шов получается сплошным и герметичным.
Точечная конденсаторная сварка своими руками
Пример сборки аппарата:
- берут 8 конденсаторов на 25 вольт, ёмкостью 15 000 микрофарад;
- для удобства работы конденсаторы склеивают между собой так, чтобы получилось два ряда по четыре штуки;
- соединяют их двумя отрезками медной проволоки последовательно, проволоку припаивают к контактам, соединяют в цепь;
- один конец цепи соединяют с аккумулятором, который будет давать зарядку конденсаторной батарее;
- второй – к миниатюрному электроду с двумя контактами в виде вилки с пластиковой изолирующей ручкой.

Установка готова.
Ещё один пример изготовления настольного сварочного аппарата:
- берут блок питания от старого компьютера;
- вентилятор крепят снаружи корпуса;
- оставляют разъём для подключения сети 220 вольт;
- в электрическую цепь устанавливают трансформатор на 150 ватт от старого усилителя;
- из трансформатора идёт 12 вольт, дальше – умножитель на 4, на выходе – 48 вольт;
- далее в цепи 6 конденсаторов по 10000 микрофарад на 50 вольт;
- конденсаторы устанавливают на текстолитовую площадку, снизу – спайка в батарею;
- для соединения с электродом используют гибкий многожильный звуковой провод в пластиковой изоляции;
- с батареи напряжение идёт на 4 тиристора ТПС-12;
- тиристоры открываются с помощью батарейки на 1,5 вольта;
- делают кнопку, лучше на длинном проводе, достающем до пола, чтобы нажимать ногой;
- на конце звукового провода – два отрезка толстой медной проволоки в качестве электродов.

Закрывают корпус – аппарат готов к работе
Технический процесс
Сначала, если есть необходимость, проводят подготовку свариваемых поверхностей. Затем прикладывают электрод в месте соединения, нажатием кнопки подают на него импульс. Через 1-2 секунды контакт убирают от детали, сваривают следующее звено. Длина промежутков между точками зависит от толщины изделий, обычно шаг сварки от 20 до 60 мм.
Главные преимущества технологии:
- возможность сваривать тонкие, почти как фольга, листы металла;
- простота – работать может неподготовленный человек;
- минимальные затраты электроэнергии;
- используемая сила тока безопасна для работающего.
Процесс точечной сварки состоит из трёх этапов:
- предварительное сжатие изделий между электродом и плоскостью заготовок;
- нагрев деталей до температуры плавления ;
- охлаждение места сварки при увеличенном усилии сжатия.

Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Конденсаторная сварка своими руками схема и описание
Главная › Новости
Опубликовано: 06.09.2018
Устройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Конденсаторная точечная сварка.
 Собираем аппарат своими руками
Собираем аппарат своими рукамиДалее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Сварочный аппарат своими руками
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости.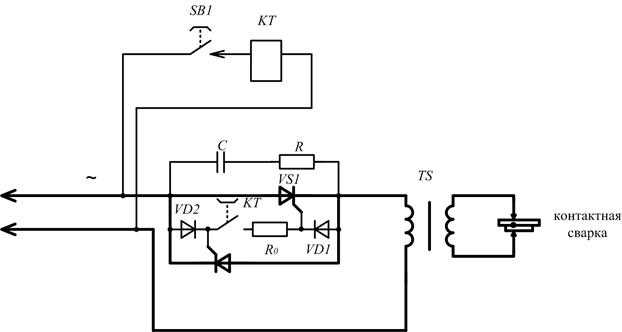 Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
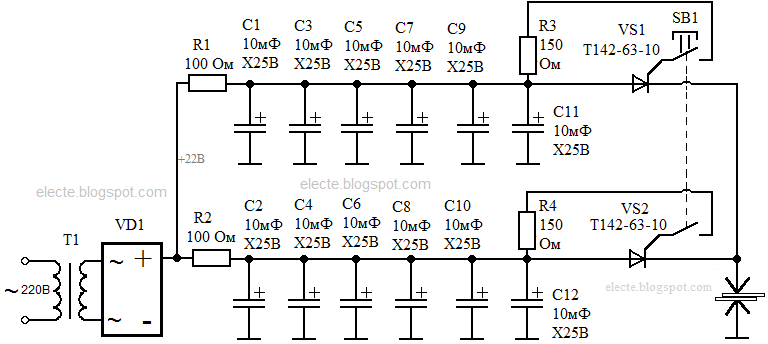
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.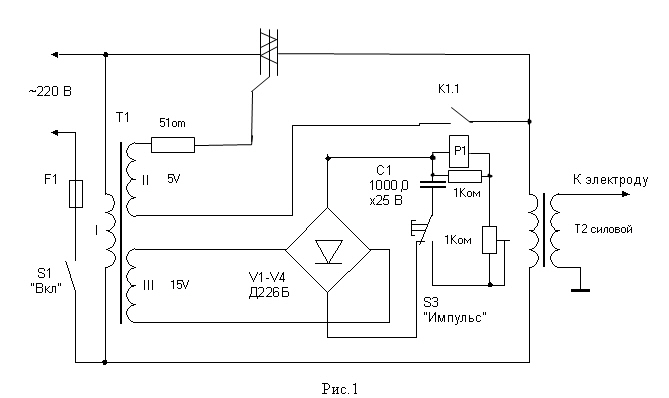
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: Владимир
Контактная сварка — DIY конденсаторная
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.
За основу буду брать буржуйскую конструкцию:
Оригинальная конструкция
У буржуинов получается очень хорошо.
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал !
Прикрепленные изображения
Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщений
Контактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т.е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
ВВ.
#5 kreitzz
kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщений
Контактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки. У меня свариваться изделия начинали не сразу, приходилось руку набивать, хоть и не долго. Потом, ведь контроллер может взять на себя функцию формирования кривой импульса. Это оченно пользительный момент создать правильную кривую. Это из описаний процессов контактной точечной сварки.
У меня свариваться изделия начинали не сразу, приходилось руку набивать, хоть и не долго. Потом, ведь контроллер может взять на себя функцию формирования кривой импульса. Это оченно пользительный момент создать правильную кривую. Это из описаний процессов контактной точечной сварки.
ВВ.
#8 georgnsk
georgnsk Отправлено 16 December 2010 — 09:52
16 December 2010 — 09:52
Members 2126 сообщений Город: Новосибирск Имя: Юра
Контактная сварка — DIY конденсаторная
При применении тиристора в качестве ключа, у вас есть только два параметра, первый — напряжение на на кондере, второй — сила прижима электрода(т.е. что-то похожее на сопротивление контакта). Применять контроллер вроде нет смысла.
#9 kreitzz
kreitzz Отправлено 16 December 2010 — 10:34
40TPS12 подойдет вместо 70TPS12?
Вообще не очень понял как подобрать для этой схемы тиристоры. Судя по всему используется характеристика измеряемая в А^2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.
Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.
Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.
Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик.![]() Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением.
40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
Подобный способ опасен для человека в связи с высоким напряжением.
40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.
В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В;
время сварки – 0,001 с.;
ток сварки – 6000 А;
емкость конденсаторных устройств – 1000 мкФ.
Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.
Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные; активные и тугоплавкие; легкие.
Из первой группы можно плавить металлы точечной сваркой без особых трудностей.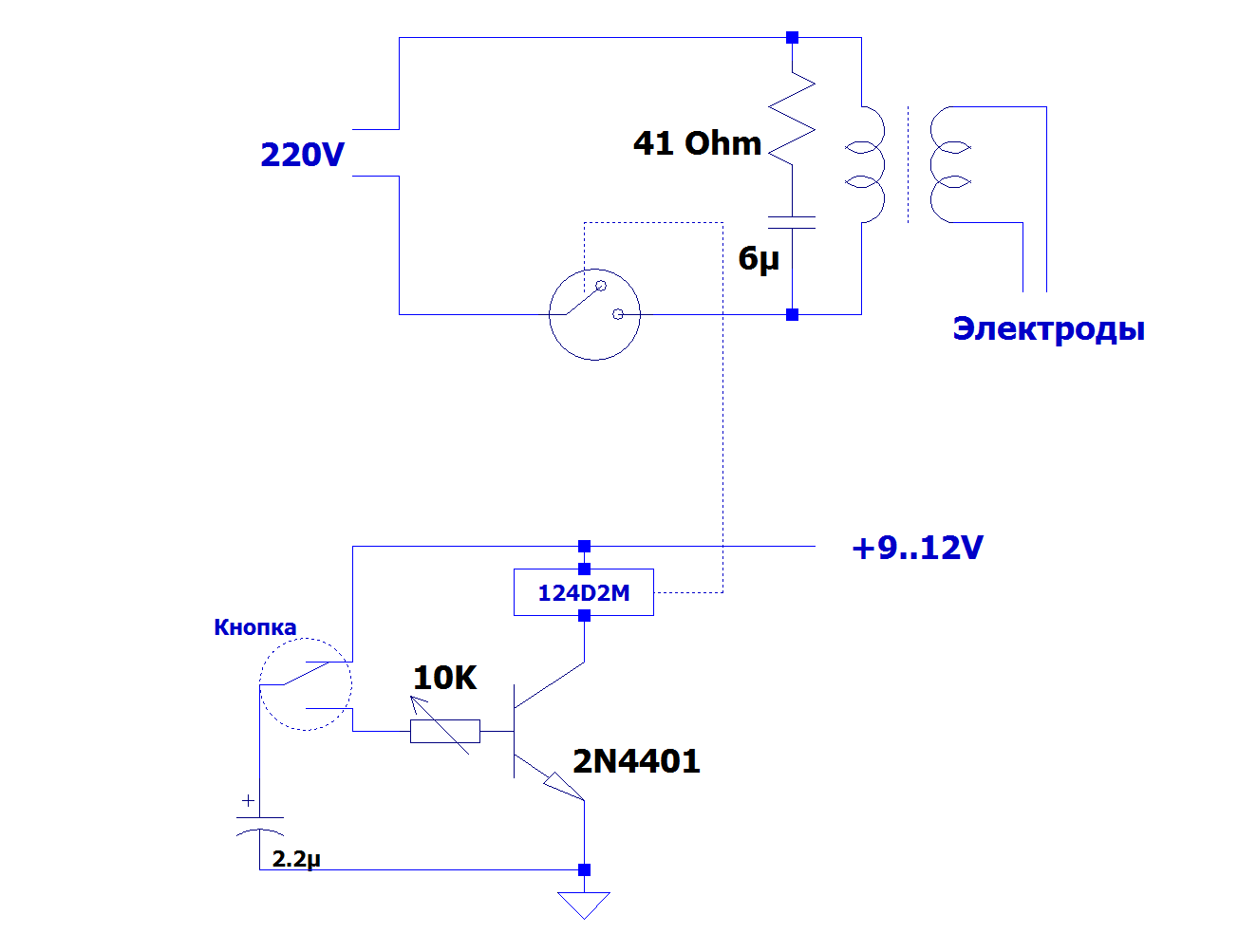 Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди.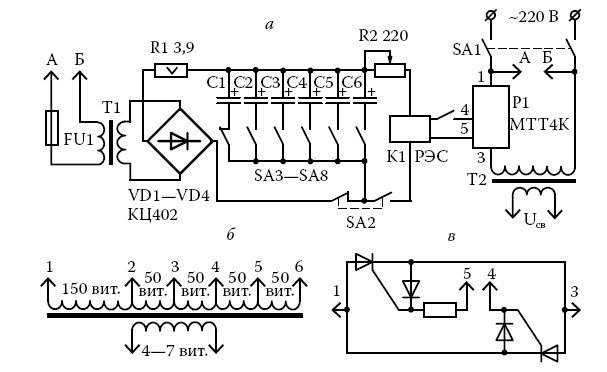 Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз.
Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения.
Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки.
Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины.
Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.
Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Не очень умный аппарат для точечной сварки с емкостным разрядом
В этом проекте я спроектировал и построил прототип аппарата точечной сварки с емкостным разрядом с питанием от USB-C. Его можно использовать для приварки никелевых полос к аккумуляторным батареям. Это позволяет переделывать аккумуляторы для различных устройств, особенно для тех, которые больше не обслуживаются производителями. Этот аппарат для точечной сварки, в отличие от многих доступных DIY-проектов, не нуждается в микроконтроллере для работы: сварочный импульс запускается с помощью релейного модуля и времязадающего конденсатора. Сварочный ток коммутируется старым переработанным промышленным тиристорным модулем. Энергию импульса можно регулировать с помощью потенциометра, который изменяет напряжение батареи конденсаторов. Конденсаторы заряжаются с помощью повышающего преобразователя DC-DC CC/CV и разъема USB-C PD (при желании вместо него можно использовать обычный бочкообразный разъем). Сварочные датчики подключаются к XT90 разъем. Сварочный импульс запускается кнопкой, прикрепленной непосредственно к одному из щупов.
Его можно использовать для приварки никелевых полос к аккумуляторным батареям. Это позволяет переделывать аккумуляторы для различных устройств, особенно для тех, которые больше не обслуживаются производителями. Этот аппарат для точечной сварки, в отличие от многих доступных DIY-проектов, не нуждается в микроконтроллере для работы: сварочный импульс запускается с помощью релейного модуля и времязадающего конденсатора. Сварочный ток коммутируется старым переработанным промышленным тиристорным модулем. Энергию импульса можно регулировать с помощью потенциометра, который изменяет напряжение батареи конденсаторов. Конденсаторы заряжаются с помощью повышающего преобразователя DC-DC CC/CV и разъема USB-C PD (при желании вместо него можно использовать обычный бочкообразный разъем). Сварочные датчики подключаются к XT90 разъем. Сварочный импульс запускается кнопкой, прикрепленной непосредственно к одному из щупов.
Детали
Я собрал относительно небольшой аппарат для точечной сварки с емкостным разрядом с питанием от USB-C, который можно использовать для создания аккумуляторных блоков для различных устройств и избежать выбрасывания старых устройств только потому, что невозможно купить оригинальный аккумулятор.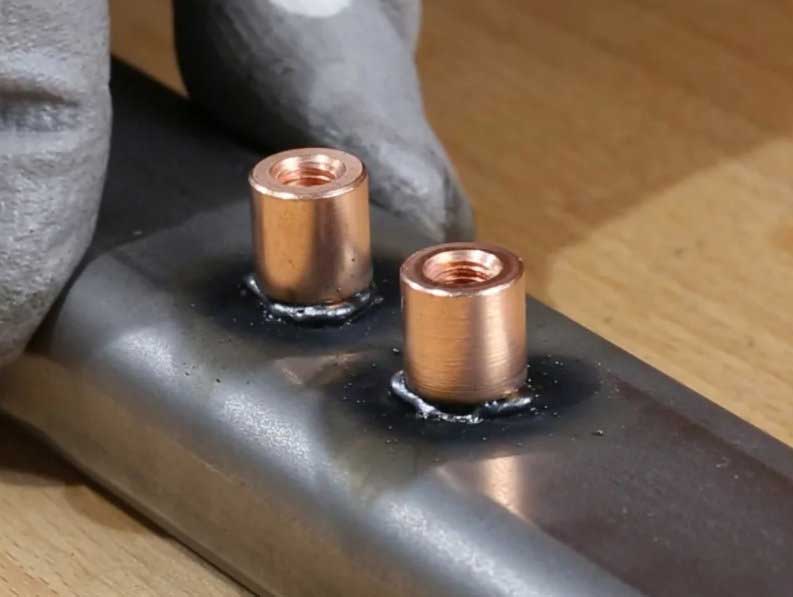 Я попытался спроектировать этот аппарат для точечной сварки немного иначе, чем другие аппараты для точечной сварки.
Я попытался спроектировать этот аппарат для точечной сварки немного иначе, чем другие аппараты для точечной сварки.
1. Я хотел, чтобы этот аппарат для точечной сварки был относительно безопасным в использовании и безопасным при хранении. Другие точечные сварщики часто используют в качестве источника питания автомобильные аккумуляторы, трансформаторы для микроволновых печей, сильноточные литий-полимерные аккумуляторы или суперконденсаторы. Все эти штуки мне показались очень мощными и как-то пугающими, поэтому я решил использовать конденсаторную батарею из обычных электролитических конденсаторов. Эти конденсаторы могут хранить достаточно энергии, чтобы сделать точечную сварку, но не намного больше, и риск того, что что-то плохое произойдет в случае короткого замыкания, меньше.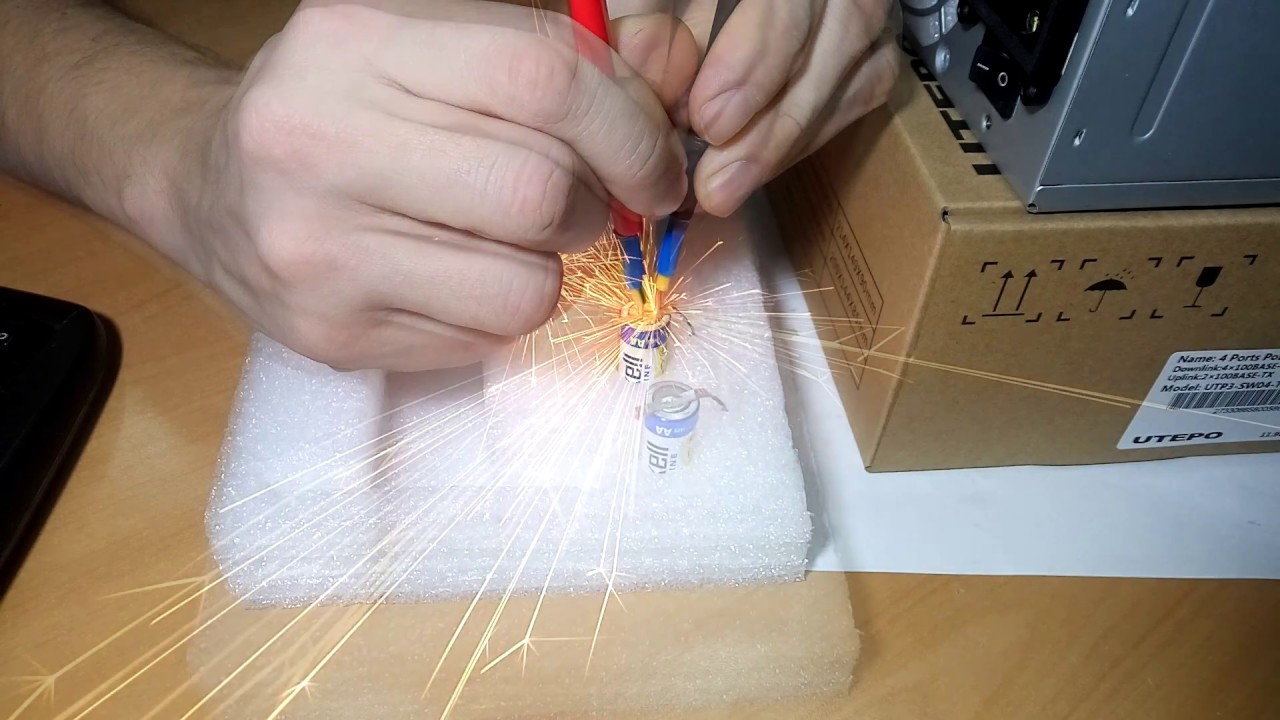
2. Я хотел, чтобы это устройство было достаточно простым в сборке и чтобы не было необходимости использовать нестандартную печатную плату. Поэтому я создал его в модульном исполнении и решил использовать старый промышленный модуль SCR для переключения сварочного тока, готовый релейный модуль с небольшими изменениями для синхронизации запуска и зарядки импульса, модуль повышающего преобразователя с потенциометром. добавлены для управления энергией импульса и триггерным модулем USB-C PD (дополнительно), чтобы обеспечить питание сварщика от блоков питания.
3. Никаких микроконтроллеров: достаточно кнопки, панельного вольтметра, потенциометра и релейного модуля с времязадающими конденсаторами. Может немного помочь во времена нехватки кремния.
4. Я хотел, чтобы он был компактным. Я сделал на заказ 3D-панель и упаковал все плотно, но довольно аккуратно в пластиковый кейс. Не хотелось использовать громоздкий педальный переключатель, поэтому кнопка срабатывания размещена прямо на сварочном электроде, легко нажимается пальцем.
На данном этапе этот аппарат для точечной сварки использует в основном готовые модули и не использует нестандартную печатную плату. Это именно то, к чему я стремился, и, вероятно, это самый экономичный способ создания этого устройства. Тем не менее, было бы неплохо создать его с нуля, потому что это позволило бы в большей степени настроить устройство и, возможно, сделать его еще меньше. Поэтому я сейчас создаю схему этого аппарата для точечной сварки, используя дискретные компоненты для замены релейного модуля и платы повышающего преобразователя.
Первоначальные тесты уже показали, что этот сварочный аппарат способен создавать пригодные для использования сварные швы никелевых полос, но мне нужно провести дополнительные тесты с различным напряжением и полосами разной толщины.
В настоящее время этот аппарат для точечной сварки использует автомобильные конденсаторы Nichicon. Было бы неплохо проверить возможность использования более дешевых конденсаторов и проверить, лучше ли использовать более высокое номинальное напряжение или более высокую емкость.
- 1 × Двойной релейный модуль HW-279 12 В
- 1 × Тиристорный модуль T90RIA120 или аналогичные бывшие в употреблении промышленные SCR
- 1 × Повышающий преобразователь DC-DC CC/CV (XY-SJVA-4)
- 19 × Конденсаторы Nichicon UBY 7500 мкФ/35 В (или аналогичные)
- 1 × Триггерный модуль USB-C PD 12 В (или бочкообразный разъем как более дешевый вариант)
Посмотреть все 15 компонентов
Видео с комментариями
Адальберт • 06. 11.2022 в 16:24 •
0 комментариев Видео с комментариями наконец-то готово. Здесь показано, как работает этот аппарат для точечной сварки и как его собрать:
Сборка
Адальберт • 08.10.2022 в 12:31 • 0 комментариевНа этой анимации показано, как компоненты точечной сварки упакованы в корпус:
Я использовал напечатанную на 3D-принтере панель (белая часть, файлы STL находятся в разделе «Файлы») и стандартный пластиковый корпус (модель 150 мм x 110 мм x 70 мм «Kradex Z3W»).
‘). Модули удерживаются болтами и гайками M2,5 или M3, а болты M5 использовались для крепления сварочных кабелей к модулю SCR. В зависимости от вашего региона вам может потребоваться использовать чехол от другого производителя и внести некоторые изменения в файлы STL. Вы также можете сделать корпус самостоятельно или даже использовать аппарат для точечной сварки без корпуса.
Анимационный цирк
Адальберт • 06.10.2022 в 20:53 • 0 комментариевЯ создал интерактивную анимацию упрощенной версии схемы, используя веб-сайт https://www.falstad.com/circuit/. Его не следует рассматривать как точную симуляцию, но он показывает общее представление о том, как запускается сварочный импульс и как происходит зарядка и разрядка конденсатора.
Вы можете открыть схему в своем браузере, перейдя по этой ссылке: https://www.falstad.com/circuit/circuitjs.html?ctz=CQAgj…
Модуль повышающего преобразователя здесь не указан.
Начальные сварные швы
Адальберт • 06.10.2022 в 16:02 • 0 комментариевЯ сделал несколько первоначальных тестовых сварных швов со старыми батарейками типа АА, старыми батарейками типа «таблетка» и никелевыми полосками толщиной 0,1 мм. Я начал с почти максимального напряжения (30 В), но это, вероятно, больше, чем нужно для никелевых полосок толщиной 0,1 мм. Этот аппарат для точечной сварки, безусловно, обладает достаточной мощностью для выполнения своей задачи.
Испытание точечной сварки с батарейкой типа «таблетка». Сварщик питается от блока питания USB-C. Вы можете видеть, как напряжение мгновенно снижается до нуля и повышается, когда точечная сварка завершена. Мне нужно будет найти оптимальные настройки напряжения для различных никелевых полосок. Крупный план одного из первых точечных швов.
Мне удалось повесить около 1 кг груза (1 литр воды) на металлическую полосу, приваренную к испытательной камере АА.
Мне понадобились плоскогубцы, чтобы снять никелевую полоску с ячейки. Видно, что части никеля оторваны и на никелевой полоске остались отверстия, а также остатки никеля, прикрепленные к ячейке. Это хорошо, потому что это означает, что сварка была довольно прочной.
На данный момент я протестировал только маленькие батарейки типа АА и монетки, потому что именно их я в основном собираюсь использовать с этим аппаратом для точечной сварки (восстановление Ni-Mh аккумуляторов для старых устройств), однако, вероятно, он будет хорошо работать с литий-ионными элементами.
слишком. Упрощенная схема
Адальберт • 06.10.2022 в 00:14 • 0 комментариевНесмотря на то, что в этом проекте я в основном использую готовые модули (с некоторыми модификациями), возможно, было бы также неплохо иметь возможность собрать этот аппарат для точечной сварки с помощью специальной печатной платы, изготовленной по индивидуальному заказу. А пока я создал упрощенную схему, которая должна продемонстрировать, как работает это устройство. Я воссоздал релейный модуль, используя дискретные компоненты. Однако модуль повышающего преобразователя пока показан как «черный ящик». Мне нужно будет подумать о подходящей микросхеме, которую можно было бы здесь использовать.
Преобразователь тока может зарядить батарею конденсаторов примерно за 4 секунды при входном напряжении 12 В/3 А, что является довольно хорошим результатом. Думал использовать в качестве замены MC34063, но он будет как минимум в 4 раза медленнее. И все знают, что он древний, но при этом очень дешевый и простой в реализации. Есть и более современные чипы, которые лучше, но сложнее в реализации и дороже. Мне нужно будет оценить все возможные варианты и что-то решить.Как это работает, выбор компонентов
Адальберт • 05.10.2022 в 22:03 • 0 комментариевНа рисунке показаны компоненты, необходимые для сборки этого аппарата для точечной сварки:
Чтобы выполнить точечный сварной шов, в маленькое место нужно вложить довольно много энергии за очень короткий промежуток времени.
Чтобы сохранить такое количество энергии и обеспечить быстрое высвобождение этой энергии, будет использоваться батарея конденсаторов. Я использовал 19 конденсаторов Nichicon UBY 7500uF/35V, соединенных параллельно, общей емкостью 142500uF. Я буду заряжать их максимум до 31 В, потому что почти всегда используется некоторое снижение номинала электролитических конденсаторов, и это должно увеличить срок службы этих конденсаторов. 142500мкФ на 31В даст 64,19Дж энергии, которой должно хватить для точечной сварки выводов батареи. Каждый из этих конденсаторов имеет ESR 18 мОм, что в сумме падает ниже 1 мОм после параллельного соединения. Это позволит использовать очень высокие сварочные токи. Для высвобождения такого рода энергии потребуется какой-то выключатель с чрезвычайно высоким током. Я хотел использовать что-то, что будет относительно простым в использовании, и я выбрал подержанный промышленный модуль SCR (тиристор): T90RIA120. Он выдерживает пиковые токи более тысячи ампер и не требует сложных драйверов, в отличие от МОП-транзисторов.
Должно быть несколько подобных бывших в употреблении тиристоров, которые можно было бы использовать для создания такого аппарата точечной сварки. Эти промышленные модули обычно имеют клеммы для проводов, что упрощает установку.Прежде чем мы сможем что-то сварить, нам нужно откуда-то получить энергию. Конденсаторы нужно будет зарядить. Для удобства использования я решил получить питание от входа USB-C. Я использовал небольшой модуль триггера USB-C PD на 12 В, который позволит использовать блоки питания и быстрые зарядные устройства. Однако этого еще недостаточно. Эта батарея конденсаторов вызовет чрезвычайно высокий пусковой ток, который, скорее всего, вызовет срабатывание защиты от короткого замыкания в зарядном устройстве/блоке питания, и устройство немедленно выключится. Поэтому нужен какой-то ограничитель тока. Также было бы неплохо увеличить напряжение, потому что это позволит использовать гораздо более высокую энергию сварки. Поэтому я решил включить модуль CC/CV с повышающим преобразователем постоянного тока, который одновременно увеличивает напряжение и ограничивает ток.
Я также добавил внешний потенциометр, который позволит легко изменить желаемое напряжение. Я также добавил несколько стабилизирующих резисторов в батарею конденсаторов, чтобы обеспечить более быстрое изменение напряжения. Я также добавил модуль вольтметра, который позволяет легко контролировать напряжение.
Осталась только схема запуска. Есть одно предостережение, связанное с использованием тиристора: как только он начнет проводить, он будет проводить до тех пор, пока ток не упадет, даже если мы больше не запускаем затвор. Поэтому мне нужно будет использовать схему, которая одновременно останавливает зарядку конденсаторов и посылает импульс на затвор тиристора. Для этого импульса я решил использовать готовый двойной релейный модуль на 12 В. Тем не менее, я внес небольшие изменения. Я хотел добавить некоторое время «охлаждения» после каждого сварочного импульса, поэтому я добавил простой времязадающий конденсатор на вход триггера. Я также хотел убедиться, что после каждого нажатия триггерной кнопки на затвор тиристора будет подаваться только один короткий импульс. Для этого я добавил второй конденсатор, который постоянно заряжается, а при нажатии на курок разряжается через контакты реле в затвор тиристора. Это важно из соображений безопасности. Сварку следует начинать только тогда, когда оба сварочных электрода касаются заготовки. Если бы сварка начиналась, когда электроды находились в воздухе, и только после этого касались заготовки, то возникал бы ливень больших искр. Однако, если мы посылаем только один импульс на затвор тиристора, мы должны быть в безопасности в случае ошибки пользователя, потому что сварка произойдет только в том случае, если все настроено правильно при первом нажатии на триггер. Я опубликую подробности о модификации схемы реле в последующих инструкциях.
 11.2022 в 16:24 •
0 комментариев
11.2022 в 16:24 •
0 комментариев  ‘). Модули удерживаются болтами и гайками M2,5 или M3, а болты M5 использовались для крепления сварочных кабелей к модулю SCR.
‘). Модули удерживаются болтами и гайками M2,5 или M3, а болты M5 использовались для крепления сварочных кабелей к модулю SCR. 
 Мне нужно будет найти оптимальные настройки напряжения для различных никелевых полосок.
Мне нужно будет найти оптимальные настройки напряжения для различных никелевых полосок.  слишком.
слишком.  Преобразователь тока может зарядить батарею конденсаторов примерно за 4 секунды при входном напряжении 12 В/3 А, что является довольно хорошим результатом. Думал использовать в качестве замены MC34063, но он будет как минимум в 4 раза медленнее. И все знают, что он древний, но при этом очень дешевый и простой в реализации. Есть и более современные чипы, которые лучше, но сложнее в реализации и дороже. Мне нужно будет оценить все возможные варианты и что-то решить.
Преобразователь тока может зарядить батарею конденсаторов примерно за 4 секунды при входном напряжении 12 В/3 А, что является довольно хорошим результатом. Думал использовать в качестве замены MC34063, но он будет как минимум в 4 раза медленнее. И все знают, что он древний, но при этом очень дешевый и простой в реализации. Есть и более современные чипы, которые лучше, но сложнее в реализации и дороже. Мне нужно будет оценить все возможные варианты и что-то решить. Чтобы сохранить такое количество энергии и обеспечить быстрое высвобождение этой энергии, будет использоваться батарея конденсаторов. Я использовал 19 конденсаторов Nichicon UBY 7500uF/35V, соединенных параллельно, общей емкостью 142500uF. Я буду заряжать их максимум до 31 В, потому что почти всегда используется некоторое снижение номинала электролитических конденсаторов, и это должно увеличить срок службы этих конденсаторов. 142500мкФ на 31В даст 64,19Дж энергии, которой должно хватить для точечной сварки выводов батареи. Каждый из этих конденсаторов имеет ESR 18 мОм, что в сумме падает ниже 1 мОм после параллельного соединения. Это позволит использовать очень высокие сварочные токи.
Чтобы сохранить такое количество энергии и обеспечить быстрое высвобождение этой энергии, будет использоваться батарея конденсаторов. Я использовал 19 конденсаторов Nichicon UBY 7500uF/35V, соединенных параллельно, общей емкостью 142500uF. Я буду заряжать их максимум до 31 В, потому что почти всегда используется некоторое снижение номинала электролитических конденсаторов, и это должно увеличить срок службы этих конденсаторов. 142500мкФ на 31В даст 64,19Дж энергии, которой должно хватить для точечной сварки выводов батареи. Каждый из этих конденсаторов имеет ESR 18 мОм, что в сумме падает ниже 1 мОм после параллельного соединения. Это позволит использовать очень высокие сварочные токи.  Должно быть несколько подобных бывших в употреблении тиристоров, которые можно было бы использовать для создания такого аппарата точечной сварки. Эти промышленные модули обычно имеют клеммы для проводов, что упрощает установку.
Должно быть несколько подобных бывших в употреблении тиристоров, которые можно было бы использовать для создания такого аппарата точечной сварки. Эти промышленные модули обычно имеют клеммы для проводов, что упрощает установку. Я также добавил внешний потенциометр, который позволит легко изменить желаемое напряжение. Я также добавил несколько стабилизирующих резисторов в батарею конденсаторов, чтобы обеспечить более быстрое изменение напряжения. Я также добавил модуль вольтметра, который позволяет легко контролировать напряжение.
Я также добавил внешний потенциометр, который позволит легко изменить желаемое напряжение. Я также добавил несколько стабилизирующих резисторов в батарею конденсаторов, чтобы обеспечить более быстрое изменение напряжения. Я также добавил модуль вольтметра, который позволяет легко контролировать напряжение.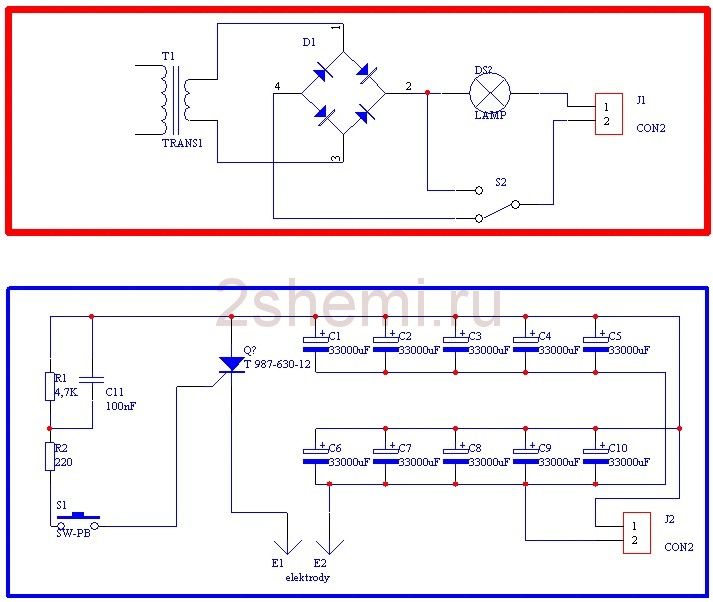 Для этого я добавил второй конденсатор, который постоянно заряжается, а при нажатии на курок разряжается через контакты реле в затвор тиристора. Это важно из соображений безопасности. Сварку следует начинать только тогда, когда оба сварочных электрода касаются заготовки. Если бы сварка начиналась, когда электроды находились в воздухе, и только после этого касались заготовки, то возникал бы ливень больших искр. Однако, если мы посылаем только один импульс на затвор тиристора, мы должны быть в безопасности в случае ошибки пользователя, потому что сварка произойдет только в том случае, если все настроено правильно при первом нажатии на триггер. Я опубликую подробности о модификации схемы реле в последующих инструкциях.
Для этого я добавил второй конденсатор, который постоянно заряжается, а при нажатии на курок разряжается через контакты реле в затвор тиристора. Это важно из соображений безопасности. Сварку следует начинать только тогда, когда оба сварочных электрода касаются заготовки. Если бы сварка начиналась, когда электроды находились в воздухе, и только после этого касались заготовки, то возникал бы ливень больших искр. Однако, если мы посылаем только один импульс на затвор тиристора, мы должны быть в безопасности в случае ошибки пользователя, потому что сварка произойдет только в том случае, если все настроено правильно при первом нажатии на триггер. Я опубликую подробности о модификации схемы реле в последующих инструкциях. Посмотреть все 6 журналов проекта
1
Подготовка блока конденсаторов
Поскольку мы будем иметь дело с чрезвычайно высокими сварочными токами, нам необходимо иметь прочные соединения между конденсаторами.
Я собираюсь использовать 19x 7500 мкФ 35 В конденсаторы Nichicon UBY. Все конденсаторы должны быть подключены параллельно. Форма и конденсаторная батарея могут различаться в зависимости от типа корпуса или типа используемых конденсаторов, но в любом случае все положительные выводы должны быть соединены вместе, а все отрицательные выводы должны быть соединены вместе. Выводы конденсаторов с левой и правой стороны пришлось немного согнуть и скрутить, чтобы они поместились в моем корпусе.
На следующих рисунках показано, как будет выполняться подключение, а также куда позже будут подсоединены зарядные и сильноточные сварочные провода:Сначала я собираюсь вставить конденсаторы в двустороннюю перфорированную плату с металлизированными отверстиями, предварительно вырезанную до нужного размера.
Я использую несколько кусочков медного фитиля для увеличения пропускной способности по току:
После того, как медный фитиль продет через ножки конденсатора, я сгибаю ножки и наношу достаточное количество припоя.
Этот процесс необходимо повторить для всех рядов конденсаторов. Пожалуйста, обратите внимание на полярность! Конденсаторы должны быть соединены параллельно.Вот так должна выглядеть припаянная батарея конденсаторов. Это может выглядеть немного иначе в зависимости от количества и размера конденсаторов. Я также добавил высокоомные стабилизирующие резисторы, которые со временем заставят конденсаторы разряжаться (что хорошо для безопасности, а также позволяет быстрее регулировать напряжение, если напряжение снижается). Обратите внимание на более толстые медные области слева и справа: кабели будут присоединены к ним на следующих шагах.
2
Модификация релейного модуля
Так должна выглядеть нижняя часть релейной платы HW-279 после модификации. Вам необходимо внести эти изменения, если вы хотите сделать этот аппарат для точечной сварки, используя готовые модули.
Если вместо этого вы хотите создать пользовательскую плату, вы можете пропустить этот шаг и перейти к созданию пользовательской платы. Добавлены четыре компонента: два конденсатора и два резистора.
Первый конденсатор добавлен между контактами GND и TRIG (TRIG включает реле). Это приведет к тому, что реле выключится с задержкой (около одной секунды). Это необходимо для того, чтобы убедиться, что батарея конденсаторов полностью разряжена перед возобновлением зарядки. Этот конденсатор не нужно припаивать, его можно вставить в винтовые клеммы.
Второй конденсатор припаян между GND и соединением двух резисторов. Этот конденсатор будет накапливать заряд, который будет использоваться для срабатывания затвора SCR. При включении реле этот конденсатор будет разряжаться на затвор.
Первый резистор 4,7 кОм, который используется для «капельного заряда» конденсатора, отвечающего за запуск тринисторного затвора. Сопротивление достаточно велико, чтобы не вызвать срабатывание затвора SCR самим этим резистором (но полностью заряженный конденсатор вызовет срабатывание SCR).
Второй резистор 10 Ом, 1 Вт. Он добавляет некоторое сопротивление между затвором SCR и конденсатором, чтобы свести к минимуму вероятность искрения и залипания контактов реле.
3
Подготовка проводов и кабельных разъемов
Теперь необходимо прикрепить силиконовые провода 10 AWG к положительным и отрицательным выводам блока конденсаторов. Перед пайкой я обмотал зачищенные концы дополнительными кусками проволоки, чтобы они оставались на месте. Затем я нанес немного припоя на провода.
После пайки пригоревший флюс можно очистить изопропиловым спиртом.
Теперь отрицательный провод необходимо заделывать кабельным наконечником (отверстие диаметром 5 мм). У меня не было подходящего пресса, поэтому я отрезал верхнюю часть кабельного наконечника и припаял провод, вместо того, чтобы обжимать его. Не забудьте вставить кусок термоусадки перед пайкой.
Вот так должен выглядеть минусовой кабель после пайки и термоусадки.Необходимо подготовить еще один короткий кабель (отрицательный/черный), один конец которого заканчивается наконечником. Положительный (красный) кабель пока остается неподключенным.
Теперь к зачищенным концам положительного и отрицательного кабелей необходимо припаять разъем XT90. Сюда позже будут подсоединены сварочные зонды.
 Я собираюсь использовать 19x 7500 мкФ 35 В конденсаторы Nichicon UBY.
Я собираюсь использовать 19x 7500 мкФ 35 В конденсаторы Nichicon UBY.  Этот процесс необходимо повторить для всех рядов конденсаторов. Пожалуйста, обратите внимание на полярность! Конденсаторы должны быть соединены параллельно.
Этот процесс необходимо повторить для всех рядов конденсаторов. Пожалуйста, обратите внимание на полярность! Конденсаторы должны быть соединены параллельно. Если вместо этого вы хотите создать пользовательскую плату, вы можете пропустить этот шаг и перейти к созданию пользовательской платы.
Если вместо этого вы хотите создать пользовательскую плату, вы можете пропустить этот шаг и перейти к созданию пользовательской платы. 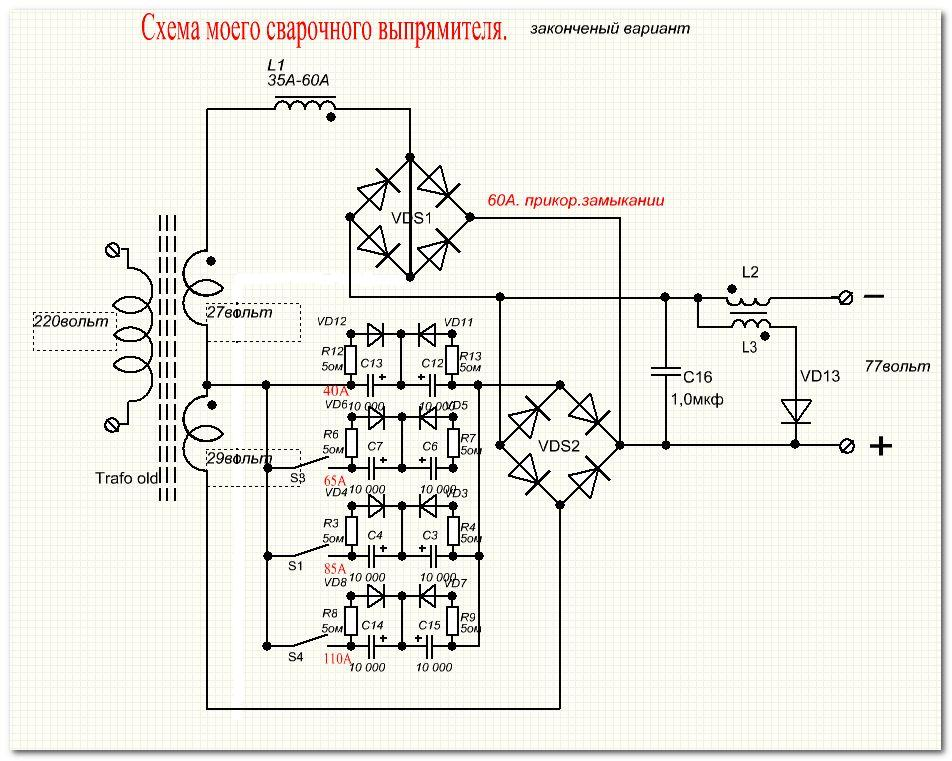
Посмотреть все 6 инструкций
Нравится этот проект?
ДелитьсяАппарат для сварки емкостным разрядом с суперконденсатором на 350 фарад
от snm, 14h января 2018 г.
Суперконденсаторы могут обеспечивать большой ток, что позволяет использовать их при точечной сварке, в частности, сварка емкостным разрядом .
Supercap
Использовался этот конденсатор: Maxwell Technologies Inc. CAP 350F 2.7V. При впечатляющих 350 фарадах, низком напряжении 2,7 вольт и последовательном сопротивлении, эквивалентном 3,2 мОм, это устройство способно набрать немало сил. Electronics in a Nutshell ϟ написал об этом же конденсаторе здесь: Charging a 350F Maxwell Ultracapacitor!.
Зарядите его на 2,7 вольта, когда ток упадет, закоротите провода проводом и посмотрите, как он расплавится. Работает в концепции, теперь, чтобы сделать его общедоступным.
Еще один цоколь, всего 1 фарад, тоже 2,7 вольта, но с сопротивлением 4 Ом: Nichicon CAP 1F 20% 2,7В СКВОЗНОЕ ОТВЕРСТИЕ. Емкость или напряжение можно увеличить, подключив несколько таких конденсаторов параллельно или последовательно, но высокое эквивалентное последовательное сопротивление является проблемой для быстрого сброса больших токов. Замкнул, ничего интересного не происходит. Придерживаюсь 350 фарад.
Понижающий преобразователь
Купил регулируемый понижающий преобразователь для точного понижения напряжения до 2,7 В, а также для ограничения тока: DC CC Max 9Понижающий преобразователь мощностью 300 Вт 5–40 В в модуль питания 1,2–35 В для светодиодного драйвера Arduino XL4016 с низкой выходной пульсацией.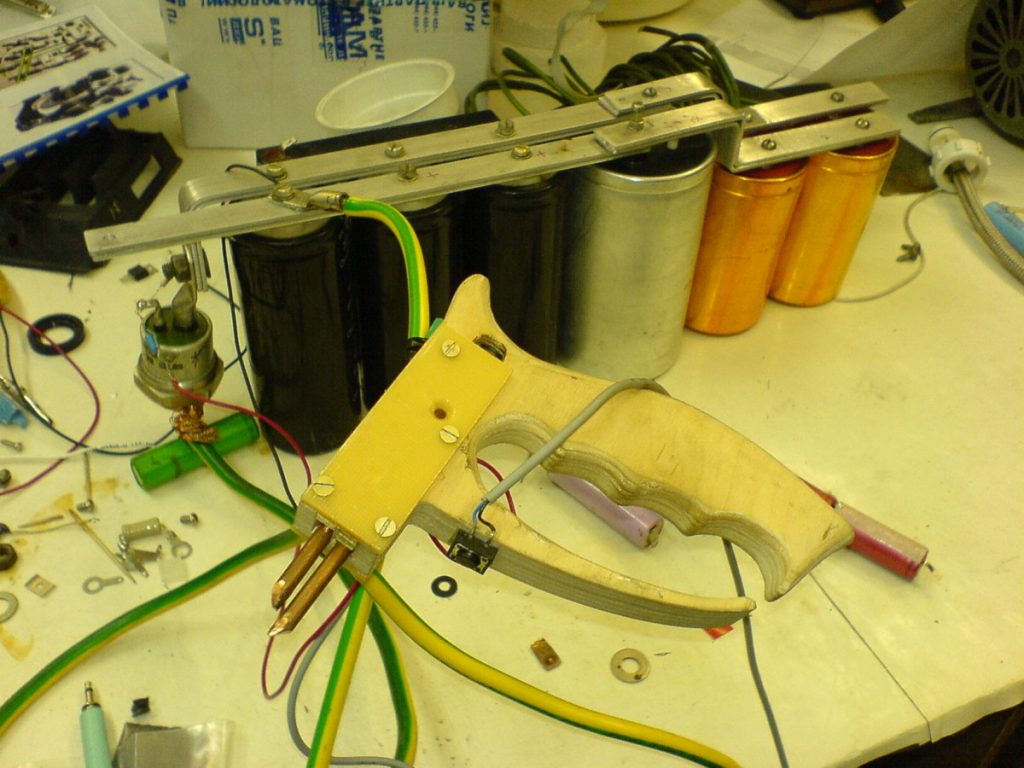 Прибыл и выглядит как на фото:
Прибыл и выглядит как на фото:
Винтовые клеммы для ввода/вывода слева и регулируемые потенциометры для напряжения и тока справа. Сзади, шелкография:
Подключите входные клеммы к нерегулируемой розетке 12-24 В. Измерьте выход мультиметром, отрегулируйте верхний потенциометр, пока напряжение не станет меньше 2,7 В.
Для контроля напряжения конденсатора без отключения мультиметра и для отображения при зарядке: DC mini 0,36 дюйма Цифровой красный светодиодный дисплей 0-100 В Вольтметр 3-проводной вольтметр Тестер напряжения для проверки автомобильного аккумулятора Скидка 40%. Поскольку они стоили всего 87 центов каждый, я заказал три таких вольтметра, которые могли бы пригодиться и для многих других проектов. Здесь я подключаю его к плате ARM, которую можно увидеть в STM32 Blue Pill. Первый взгляд на плату разработки ARM: от Arduino до программирования на «голом железе» : черный к земле, красный к +5 В, желтый к +3,3 В:
Обратите внимание, что для этих дисплеев требуется 4-30 В на красный провод (питание), 3,3 В недостаточно.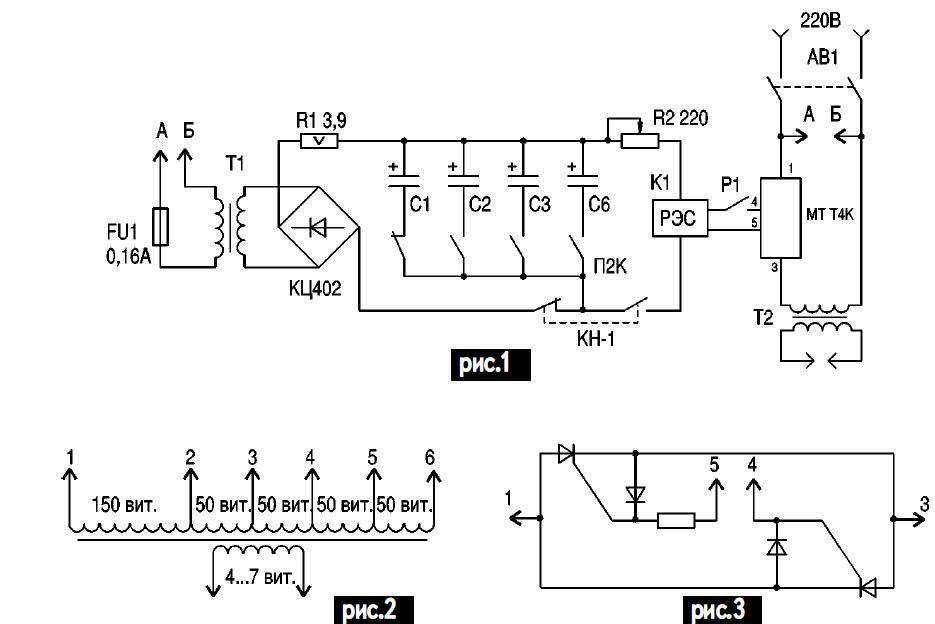 Некоторые платы, такие как плата ESP32 в Espressif IDF IoT Development Framework на WEMOS LOLIN32 ESP32 для управления OLED-дисплеем SSD1305 через SPI без Arduino , принимают вход USB, но не имеют разорванного контакта +5 В, что делает это неудобным, поскольку он не может питаться от 3,3 В, так как оно ниже минимума 4 В. Но так как я подаю на понижающий преобразователь вход ~16 В, этого достаточно для питания обоих дисплеев вольтметра, я подключил по одному на каждый вход и выход:
Некоторые платы, такие как плата ESP32 в Espressif IDF IoT Development Framework на WEMOS LOLIN32 ESP32 для управления OLED-дисплеем SSD1305 через SPI без Arduino , принимают вход USB, но не имеют разорванного контакта +5 В, что делает это неудобным, поскольку он не может питаться от 3,3 В, так как оно ниже минимума 4 В. Но так как я подаю на понижающий преобразователь вход ~16 В, этого достаточно для питания обоих дисплеев вольтметра, я подключил по одному на каждый вход и выход:
Подключите выход к суперкапу. Напряжение резко падает, и светодиод понижающего преобразователя становится красным, показывая, что он ограничивает ток (который регулируется до 8 ампер, я установил его ниже):
Выходное напряжение увеличивается по мере зарядки конденсатора почти до 2,7 V. На более поздних этапах зарядки ток падает, поэтому понижающий преобразователь перестает ограничивать, а светодиод становится синим:
Теперь его можно использовать для сварки. Отсоедините понижающий преобразователь (чтобы не закоротить его, хотя он все равно будет ограничивать ток), затем проложите несколько проводов от конденсатора, который вы хотите спаять. Короткое замыкание, и через них проходит сильный ток, нагревая их до тех пор, пока они не станут красными, а затем испарятся. Если их ненадолго подержать вместе, они нагреваются и соединяются друг с другом — это и есть сварной шов.
Отсоедините понижающий преобразователь (чтобы не закоротить его, хотя он все равно будет ограничивать ток), затем проложите несколько проводов от конденсатора, который вы хотите спаять. Короткое замыкание, и через них проходит сильный ток, нагревая их до тех пор, пока они не станут красными, а затем испарятся. Если их ненадолго подержать вместе, они нагреваются и соединяются друг с другом — это и есть сварной шов.
Нужны силовые кабели для передачи такого высокого тока. Провода 28 AWG, которые я спас от старого телефонного кабеля CAT3, даже едва выдерживают такой ток. По закону Ома, при 2,7 вольта, деленном на 3,2 мОм, мы можем ожидать до 843,75 ампер!
Диод
Чтобы конденсатор не заряжался обратно в понижающий преобразователь, когда он выключен (это необходимо?), я добавил диод на выход понижающего преобразователя. Первоначально я хотел использовать этот диод:
, потому что он выглядит круто, но я наблюдал противоречивые результаты при измерении напряжения на нем. Даже диодный режим на мультиметре не регистрировался. По маркировке HVR-1X 3 SK 6301 посмотрите в техпаспорте: HVR-1X-4 Спецификация, это силовой диод высокого напряжения, пиковое обратное напряжение 12000 В, максимальное падение прямого напряжения: 11,0 вольт, вау! Несмотря на киловольтные номиналы, средний прямой ток составляет 500 мА, максимальный обратный ток 0,3 мкА. Не подходит для этого низковольтного сильноточного применения.
Даже диодный режим на мультиметре не регистрировался. По маркировке HVR-1X 3 SK 6301 посмотрите в техпаспорте: HVR-1X-4 Спецификация, это силовой диод высокого напряжения, пиковое обратное напряжение 12000 В, максимальное падение прямого напряжения: 11,0 вольт, вау! Несмотря на киловольтные номиналы, средний прямой ток составляет 500 мА, максимальный обратный ток 0,3 мкА. Не подходит для этого низковольтного сильноточного применения.
Переключитесь на меньший кремниевый диод, взял этот диод со случайной маркировкой «F5408 G1944», если верить этому техпаспорту: UF5408-2C3A-2CDO-27 Спецификация, то это высокоэффективный выпрямитель на 3,0 А. От 50 до 1000 вольт, низкое прямое падение напряжения, высокая допустимая нагрузка по току, высокая надежность, способность выдерживать высокие импульсные токи, мне нравится, как это звучит. Подсоедините провод к выходу понижающего преобразователя, измерьте выходное напряжение:
Как и ожидалось, падение напряжения на диоде составляет около 0,7 В, поэтому понижающий преобразователь необходимо настроить в большую сторону (чтобы выходное напряжение было немного меньше 2,7 В после диода). , для более полной зарядки суперкапа).
, для более полной зарядки суперкапа).
Печатная плата и магнитные провода
Чтобы поддерживать суперкап, я хотел установить его на печатную плату. Нашел немного утилизированной печатной платы, которая подходит, и просверлил отверстия, чтобы конденсатор защелкнулся:
Средняя большая клемма — отрицательная, три внешних клеммы — положительные. Хотя теперь он подходит, на печатной плате есть токопроводящие дорожки:
Их необходимо удалить, чтобы не закорачивать компонент. Чтобы сделать это, мы можем использовать трюк, вызывая то, что Луи Россманн называет попкорном (ваш сервисный центр попкорн процессоры?), это обычно происходит непреднамеренно, когда кто-то пытается починить плату, обдувая ее горячим воздухом. Слои расслаиваются, и под следами появляются пузыри. У меня есть термофен, впервые распакованный в предыдущем посте в блоге 9.0232 Термофен Youyue 858D Первый взгляд , поэтому я использовал его для приготовления попкорна, на самом деле фотография выше была сделана после подачи горячего воздуха: обратите внимание на пузырьки справа.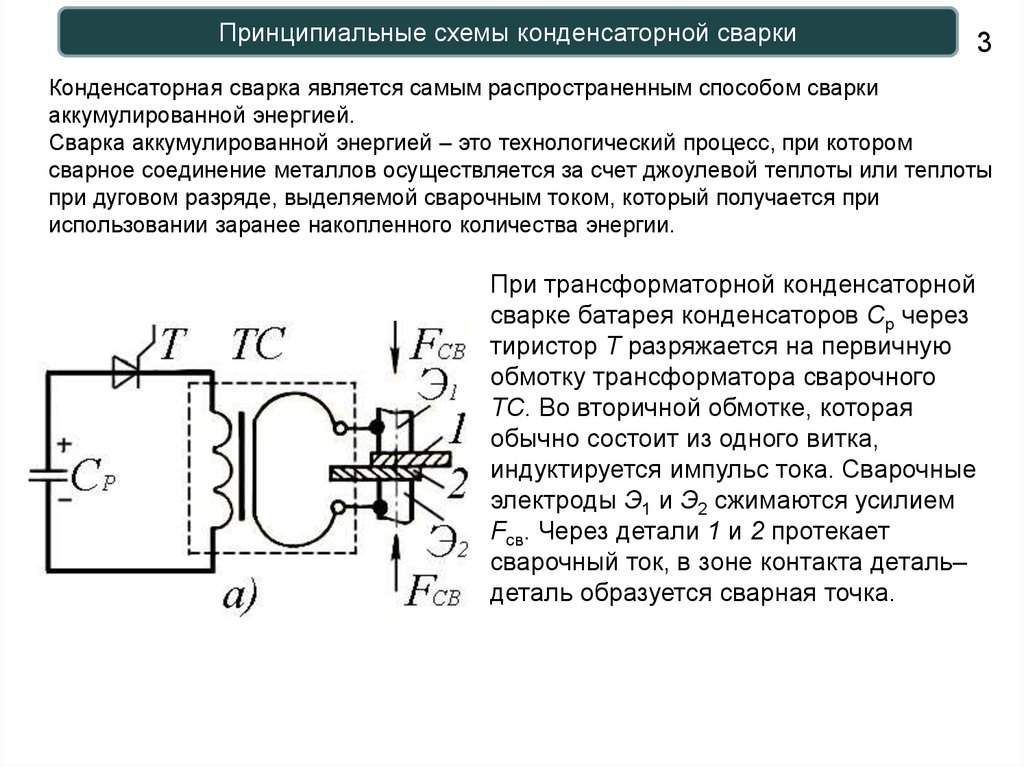 Теперь их легче снять и соскрести ножом, оставив чистую чистую плату:
Теперь их легче снять и соскрести ножом, оставив чистую чистую плату:
Переверните плату, вставьте суперкап и припаяйте несколько толстых магнитных проводов:
aka «эмалированный провод », этот толстый провод малого сечения шел от линейного трансформатора, он должен выдерживать ток. Работать с этим проводом непросто, эмаль нужно соскребать, чтобы его припаять, иначе он действует как паяльная маска, а не просто выгорает от тепла, в отличие от более тонкой магнитной проволоки. Но это работоспособно, и я припаял два провода один, один на + (центр) и другой на -. Удобно, что на плате есть знак «(+)» у плюсовой клеммы (чистое совпадение, клянусь).
Переключатель
Для включения или выключения зарядки можно использовать переключатель. Нужно ли (почему бы не отключить зарядное устройство)? Да потому, что при выключенной зарядке мы все равно хотим видеть на вольтметре напряжение конденсатора, а для этого нужна мощность (больше того низкого напряжения, которое может быть у конденсатора). Сначала я подключил этот переключатель SPST на 120 В последовательно:
Сначала я подключил этот переключатель SPST на 120 В последовательно:
, но возникло несколько проблем. Чувствительный провод вольтметра находился не с той стороны переключателя, поэтому он измерял выходное напряжение понижающего преобразователя, в то время как мы хотели измерить напряжение конденсатора на другой стороне. Исправьте это:
но потом после некоторых тестов коммутатор умер. Не прямой размыкание, а плохой контакт внутри переключателя, в любом случае он был слишком стар. Замените его на этот более мощный металлический переключатель, который оказался SPDT:
Здесь переключатель перевернут вправо, замыкая противоположные клеммы (центральная клемма общая), которые не подключены, поэтому зарядка отключена. Переверните его вниз, и зарядка включена, что видно по токоограничивающему понижающему преобразователю (красный светодиод):
Другой конец переключателя пригодится для…
Продувочные резисторы
Другую сторону переключателя SPDT я подключил к кнопке и высокомощным цементным резисторам, через конденсатор к двум 0,47 Ом (да, миллиом) серийно, заимствовано из Разборка Pioneer SD-P453S с обратной проекцией (RPTV): внутри винтажного телевизора с большим экраном 80-х . Знал, что эти резисторы пригодятся. От телевизора на 31 000 вольт они должны выдерживать рассеивание мощности от этого суперконденсатора.
Знал, что эти резисторы пригодятся. От телевизора на 31 000 вольт они должны выдерживать рассеивание мощности от этого суперконденсатора.
Так как настройка выключателя «зарядка отключена» подключена к резисторам сброса, я поставил дополнительный переключатель последовательно, кнопку, которую нужно нажать и удерживать, чтобы стравить заряд. Теперь возможности пользовательского интерфейса:
| Переключатель | Кнопка | Состояние | Описание |
|---|---|---|---|
| Вниз | любой | Зарядка | Блок питания подает питание на суперкап, вольтметр показывает зарядное напряжение |
| Вверх | не нажат | Холдинг | Нет питания, вольтметр показывает напряжение заряда суперконденсатора |
| Вверх | прессованный | Разрядка | Энергия медленно рассеивается от суперконденсатора к резисторам |
Клеммы
Что можно надеть на концы проводов, чтобы обеспечить хороший контакт? Токоведущая шина будет нести ток, но у меня ее не было, к счастью, я нашел эти радиаторы, которые были прикреплены к диодам, я их кропотливо выпаял:
Отпайка радиатора требует много энергии, просто наберитесь терпения и дайте ему прогреться через паяльник с регулируемой температурой. Накачивая все это тепло, радиаторы можно было снять с диодов. Большой будет хорошим отрицательным терминалом. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности на сварочных клеммах, тем лучше, особенно чтобы они не сгорали, не окислялись и не создавали плохой контакт. Есть ли настоящие сварочные провода, которые я мог бы использовать?
Накачивая все это тепло, радиаторы можно было снять с диодов. Большой будет хорошим отрицательным терминалом. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности на сварочных клеммах, тем лучше, особенно чтобы они не сгорали, не окислялись и не создавали плохой контакт. Есть ли настоящие сварочные провода, которые я мог бы использовать?
В любом случае, для положительного вывода я использовал большую желтую многожильную проволоку, которая, надеюсь, сгорит раньше, чем более длинные провода магнитной проволоки.
Упаковка
Ни один проект не может быть завершен без кейса. Вот полная схема в открытом доступе:
Подходящий корпус (возможно, разработанный с помощью САПР и напечатанный на 3D-принтере?) был бы идеальным, но для прототипа он не может быть картонным. Повторно использована оригинальная коробка из Сборка небольшого нестандартного ноутбука Raspberry Pi Zero в картонной коробке , так как я заменил его в Пользовательские обновления ноутбука: внутренняя макетная плата, индикатор питания и корпус большего размера , а маленькая коробка осталась.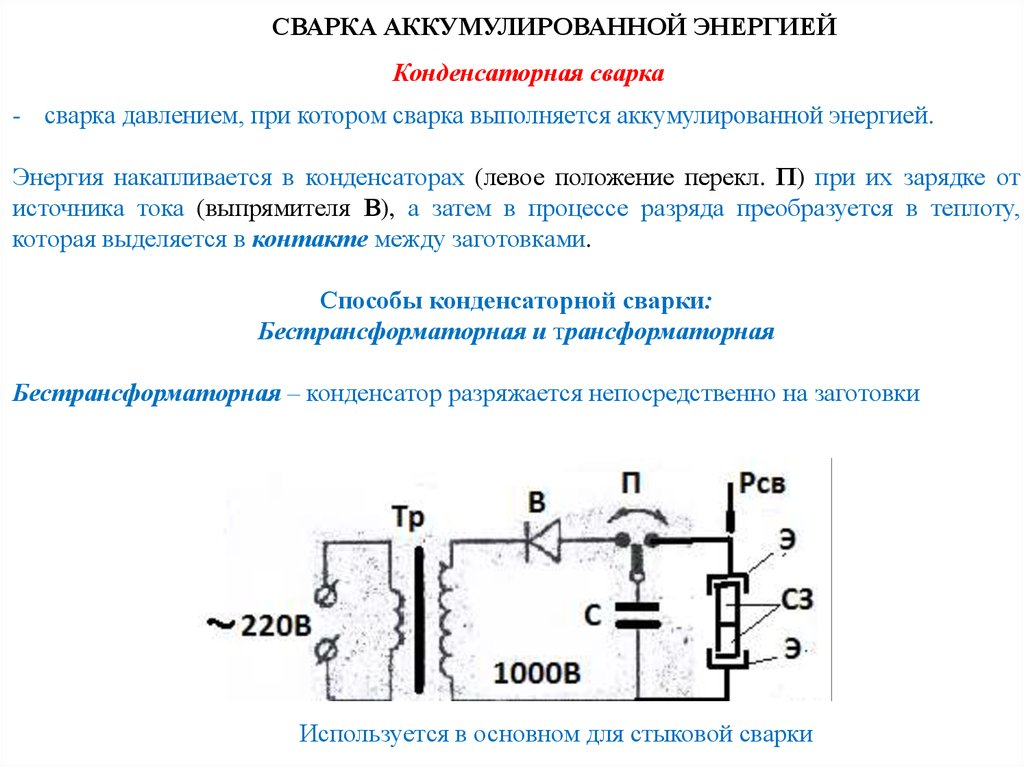 Компоненты идеально подходят друг к другу:
Компоненты идеально подходят друг к другу:
Сверху приклеены вольтметры для питания и конденсатора соответственно, внутри коробки находится понижающий преобразователь (питание идет от сетевого адаптера, провода выходят за пределы коробки), диод с радиатором, сам суперконденсатор, продувочные резисторы. На передней панели оба переключателя, которыми я пользовался, удобно снабжены шайбами и гайками, поэтому я закрепил их через картонную панель: левый переключатель включения/выключения зарядки, правый кнопка разрядки. Сзади идут провода для сварочного аппарата.
Закройте коробку и аккуратно упакуйте:
Сварить можно?
Вся эта работа, этот сварщик умеет сваривать? Резонный вопрос.
Итак, я попытался сделать несколько сварных швов, но понял, что на самом деле мне нечего сваривать. Пайка делает работу большую часть времени. Немного поэкспериментировал, и чувствуется какое-то прилипание, но я не очень хорошо разбираюсь в технике. Сварщик может, по крайней мере, расплавить провода и дорожки на печатной плате.