Техническое обслуживание токарных станков
Токарно-винторезный станок используется в разных отраслях промышленности, наиболее часто их можно встретить в машиностроительных производствах. Любая работа должна производиться качественно, но детали, от которых может зависеть жизнь и здоровье человека, должны производиться с особой филигранностью, что можно сделать только на отлично отрегулированном, исправно работающем станке. Для того чтобы он служил долго, а резьбовые детали соответствовали своему назначению, необходимо исправно проводить техническое обслуживание токарного оборудования.
- Общий вид токарно-винторезного станка
- Общий вид токарно-винторезного станка с УЦИ
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания. На этом этапе технического обслуживания производятся следующие операции:
- С поверхности сметаются стружки и прочий технический сор.
- Керосином необходимо растворить масло и грязь, вытереть насухо ветошью.
- Во избежание появления коррозии, все детали, не имеющие красочного покрытия, смазываются маслом.
- Маслёнки заполняются консистентной смазкой.
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами – это до минимума сведёт травматизм на рабочем месте и уменьшит риск поломки оборудования. Во время работы необходимо:
- Использование защитных экранов, что позволит избежать засорения токарного станка металлической стружкой и мелкими абразивными частичками, возникающими при обработке детали.
- Своевременная замена сверлящих и режущих деталей.
- Контроль над надёжностью креплений резцов и свёрл.
- Не допускать во время работы образования длинной стружки, которая наматываясь на вращающиеся части, может вывести механизм из строя.
- Включать станок можно лишь после того, как на болванку, в определённом чертежом месте, опущен резец.
Видео, в котором рассказываются основные принципы технического обслуживания.
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Внимание! Промывать фильтры можно только в керосине. Ни в коем случае нельзя очищать их воздухом. Такой способ очистки может привести к моментальной потере сеткой своих рабочих качеств. Сильное давление воздуха деформирует её ячейки.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Смазка токарно-винторезного станка при проведении технического обслуживания
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
Пример регламента смазки и выбор масла в зависимости от узла
- Схема смазки станка
- Инструкция по смазки станка
- Таблица эквивалентов индустриального масла
Чтобы не ошибиться, необходимо для каждого отдельного механизма определить допустимость использования определённого вида солидола в соответствии с техническим паспортом.
Для токарных станков применимы 4 способа смазки агрегатов:
- Циркуляционный способ — подача масла происходит под воздействием нагнетающего насоса, заставляющего под давлением масло циркулировать по системе трубок, ведущих к агрегатам.
- Фитильный – один из самых простых и надёжных. В токарном станке является дополнением к картерному варианту, в случае если есть опасения, что масло может не достигать цели. В трубку вставляется фитиль, он должен находиться в 6-8 мм от поверхности, на которую должно с определённой периодичностью попадать масло.
- Ручной – этим способом смазка наносится на подшипники, каретка, винт и прочие открытые трущиеся детали. Масло заливается в маслёнки, а солидол вводится в них при помощи шприца. Этот вид технического обслуживания проводится ежедневно. При интенсивном использовании станка может потребоваться более частое его смазывание.
- Картерный способ применяется для смазки коробки скоростей, коробки подачи и червячной передачи фартука. Способ заключается в том, что из резервуара, заполненного до определённой отметки, масло разбрызгивают вращающиеся зубчатые колёса. Для контроля над уровнем масла существуют контрольные глазки и трубчатый указатель уровня масла.
Необходимо помнить не только о постоянном пополнении резервуаров со смазкой, но и о том, что раз в месяц потребуется полная его замена. Перед заливкой в маслёнки новой порции смазочного материала, необходимо вынуть из резервуаров фильтры, зубчатые колёса, из трубок достать фитили. Всё это оборудование необходимо промыть и прочистить.
Для наибольшего эффекта, в токарно-винторезных станках часто используются сразу все 4 вида смазки, что позволяет не пропустить ни один из узлов. При условии, что техническое оборудование получает надлежащее техническое обслуживание, срок службы его значительно увеличивается.
Планово-предупредительный ремонт — ППР
Планово-предупредительный ремонт – это совокупность мероприятий по поддержанию станка в рабочем состоянии с сохранением его технических характеристик на уровне, соответствующем указанному производителем в паспорте станка.
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся:
- Технический уход – чистка, смазка, заливка и смена масел.
- Замена изношенных деталей и затупившихся резцов.
- Промывка всего станка или отдельных его узлов.
В план ТО по предупредительному ремонту должны быть включены:
- профилактические ремонты;
- текущие (малый и средний) ППР;
- капитальный ППР.
Межремонтное ТО
Соблюдение требований эксплуатации, заявленные производителем, относятся к:
- механизмам управления оборудованием;
- ограждениям рабочего места;
- поддержанию смазочных устройств и резервуаров в чистоте, контролю за их наполнением смазочными материалами.
- устранению мелких неполадок;
- регулировке настраиваемых механизмов.
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.
ППР автоматических станков производится ежедневно, после закрытия смены. В условиях работы цеха в 2 и 3 смены, обслуживание их производится 1 раз в 8 часов. В цехах со сменным графиком работы обязательно должна быть ремонтно-наладочная служба, состоящая из:
- механиков;
- смазчиков;
- слесарей;
- электриков;
- шорников и других специалистов узкого профиля.
Это должно обеспечить высокое качество каждого узла в отдельности, и станка в целом.
Учётность по обслуживанию оборудования
В каждом цехе, оборудованном станками в обязательном порядке должен вестись журнал технического обслуживания. В конце каждой смены работники должны оставлять в нём заметки об исправности или неисправности станка, с указанием дефектов, поломок, необходимости проведения каких-либо внеплановых работ, или нареканий на работу определённого узла, механизма.
После осмотра и проведения необходимого перечня работ, наладчик также отставляет отчёт о проделанной работе с указанием поломки и перечнем проведённых ремонтных действий.
Промывка станков производится по графику, составленному механиком, в соответствии с рекомендациями изготовителя в совокупности с режимом работы станка.
Проверка геометрической жёсткости основывается на требованиях ГОСТ. Её проводят после работ средней сложности или капитального ремонта. Основанием для этой проверки служит график, составленный механиком на проведение ППР. Перечень станков, подлежащих этой проверке, составляет главный технолог производства.
Сферы использование токарного оборудования
Токарно-винторезные станки различаются по весу и размеру, что напрямую зависит от отрасли, где они применяются. На них могут изготавливаться короткие и длинные, тонкие и широкие детали. На этих токарных станках может выполняться нарезка внутренней и внешней резьбы деталей. Чем тяжелее деталь, тем массивнее станок для её обработки.
Токарное оборудование лёгкого веса используется:
- в экспериментальных цехах;
- в приборостроении;
- в изготовлении деталей часовых механизмов.
Этот вид может иметь механическую подачу болванок к резцу, что позволяет ускорить изготовление одинаковых деталей, при необходимости выпуска их небольшими партиями. Для выпуска штучных изделий этот механизм не требуется, что отразится на конструкции токарного станка.
В промышленном производстве резьбовых деталей и инструментов чаще используются станки среднего веса. В их конструкции много автоматических систем, которые наравне с роторными механическими частями требуют профилактических проверок и отладок. Движущимся, закручивающимся, вращающимся, режущим и сверлящим деталям необходима регулярная смазка.
Токарное оборудование тяжёлого веса используется для более однообразных операций. На нём вытачиваются:
- валы;
- турбины;
- колёса на железнодорожные составы.
Несмотря на небольшой ассортимент продукции и небольшой выбор операций, станки эти простыми назвать нельзя. В его конструкции также много узлов требующих постоянного ухода и контроля. Смазка и очистка деталей усложняется из-за большого их веса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Техника безопасности при работе на заточных станках
Техника безопасности при работе на заточных станках
ТИПОВАЯ ИНСТРУКЦИЯ
ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ
НА ЗАТОЧНЫХ СТАНКАХ
ВВЕДЕНИЕ
Работа на заточных станках может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:
абразивная пыль и аэрозоли смазочно-охлаждающей жидкости;
отлетающие кусочки абразивного материала и обрабатываемых деталей;
высокая температура поверхности обрабатываемых деталей и инструмента;
повышенный уровень вибрации;
движущиеся машины и механизмы, передвигающиеся изделия, заготовки, материалы;
недостаточная освещенность рабочей зоны, наличие прямой и отраженной блескости, повышенная пульсация светового потока.
При разработке настоящей Типовой инструкции использованы следующие стандарты системы безопасности труда: ГОСТ 12.0.003—74 «Опасные и вредные производственные факторы. Классификация», ГОСТ 12.1.004—91 «Пожарная безопасность. Общие требования», ГОСТ 12.3.002—75 «Процессы производственные. Общие требования безопасности», ГОСТ 12.3.025—80 «Обработка металлов резанием. Требования безопасности» и др.
Заточники при производстве работ согласно имеющейся квалификации обязаны выполнять требования безопасности, изложенные в настоящей Типовой инструкции.
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К самостоятельной работе на заточных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
1.2. Заточнику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).
1.3. Рабочий, обслуживающий заточные станки, должен иметь: костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые.
1.4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это сам.
использовать неиспытанные абразивные инструменты;
работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
запрещается работать на станке с оборванным заземляющим проводом, при отсутствии или неисправности блокировочных устройств;
стоять и проходить под поднятым грузом;
проходить в местах, не предназначенных для прохода людей;
заходить без разрешения за ограждения технологического оборудования;
снимать ограждения опасных зон работающего оборудования;
мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
1.6. О каждом несчастном случае заточник обязан немедленно поставить в известность мастера и обратиться в медицинский пункт.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы заточник обязан:
привести в порядок спецодежду, застегнуть рукава и куртку, надеть головной убор;
проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от абразивной пыли и охлаждающих жидкостей;
отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
проверить наличие смазки станка. При смазке следует пользоваться только специальными приспособлениями;
надежно закрепить подручник, установив его таким образом, чтобы зазор между краем подручника и рабочей поверхностью абразивного круга был не более 3 мм. Рабочая поверхность подручника должна быть ровной, а край рабочей поверхности — без выбоин и выработки;
проверить на холостом ходу станка:
а) исправность органов управления;
б) исправность системы смазки и охлаждения;
в) исправность фиксации рычагов управления;
проверить состояние абразивных кругов наружным осмотром с целью определения трещин и выбоин;
проверить паспорт об испытании на прочность кругов диаметром 150 мм и выше.
2.2. Установку абразивных кругов и их крепление на шпиндель заточного станка должны производить лица, прошедшие специальное обучение и получившие инструктаж по правилам установки абразивного инструмента на заточные станки:
а) наладчики устанавливают абразивные круги, собранные и отбалансированные с планшайбами;
б) заточники устанавливают только те абразивные круги, которые не проходят балансировки.
2.3. Заточнику запрещается:
работать в тапочках, сандалиях, босоножках и т.п.;
применять неисправные и неправильно заточенные режущие инструменты и приспособления;
прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ВО ВРЕМЯ РАБОТЫ
3.1. Во время работы заточник обязан:
включить вытяжную вентиляцию и проверить ее работу;
инструмент, выданный на заточку, разложить на верстаке, не загромождая рабочее место и проходы;
проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;
проверить исправную работу станка на холостом ходу в течение 3—5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного круга;
перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
при заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу;
заточку осевого инструмента, обрабатываемого в центрах, производить только с исправными центровыми отверстиями, не допускать, чтобы вершина центров упиралась в дно центровых отверстий; инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;
не допускать работу боковыми поверхностями круга, если круг не предназначен специально для такого вида работ;
заточку и доводку инструмента алмазными кругами производить только с охлаждением;
при заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей его рабочей поверхности и своевременно отводилась;
при переходе с сухой на мокрую заточку во избежание разрыва дать кругу предварительно охладиться (остыть) и только после этого начинать заточку инструмента с охлаждающей жидкостью;
правку абразивных кругов производить только алмазами, алмазно-металлическими карандашами или специальными алмазозаменителями в соответствии с установленной технологией правки;
алмазную и металлическую пыль удалять со станка специальной щеткой-сметкой или скребком. Производить эту работу непосредственно руками запрещается;
оберегать круг от ударов и толчков;
остановить станок и выключить электрооборудование в следующих случаях:
а) уходя от станка даже на короткое время;
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при уборке, смазке, чистке станка;
д) при обнаружении какой-либо неисправности, которая грозит опасностью;
е) при подтягивании болтов, гаек и других крепежных деталей.
3.2. Во время работы на станке запрещается:
работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
затачивать режущий инструмент на неисправном оборудовании;
тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
пользоваться местным освещением напряжением выше 42 В;
опираться на станок во время его работы и позволять это делать другим;
работать кругами, имеющими трещины или выбоины;
применять рычаги для увеличения нажима на круг;
во время работы станка открывать и снимать ограждения и предохранительные устройства;
оставлять ключи, приспособления и другие инструменты на работающем станке.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. В случае поломки станка, отказа в работе пульта управления заточник обязан отключить станок и сообщить об этом мастеру.
4.2. В случае загорания ветоши, оборудования или возникновения пожара необходимо немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей следует отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПО ОКОНЧАНИИ РАБОТЫ
По окончании работы заточник обязан:
выключить станок и электродвигатель;
привести в порядок рабочее место:
а) убрать со станка алмазную и металлическую пыль;
б) очистить станок от грязи;
в) аккуратно сложить заготовки и инструмент на отведенное место;
г) смазать трущиеся части станка;
сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка;
снять спецодежду и повесить в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
grinding.ru
16.5. Заточные станки.
К заточным станкам относятся станки шлифовальной группы, предназначенные для осуществления технологических операций заточки и доводки режущих инструментов на заключительном этапе их изготовления и восстановления режущих свойств затупившегося инструмента.
По способу заточки и доводки режущих инструментов заточные станки разделяются на две группы: на станки для механической абразивной обработки, работающие абразивными, алмазными и эльборовыми шлифовальными кругами, и на станки для электроабразивной обработки (анодно-механические, электрохимические, электроискровые, электроэрозионные). По целевому назначению, типу конструкции и характеру выполняемых на станке операций заточные станки можно подразделить на простые, универсальные общего назначения и специализированные (специальные). К простым относятся точильно-шлифовальные (точила) станки для осуществления вручную заточки резцов, сверл и выполнения мелких слесарно-обдирочных, зачистных и полировальных работ.
Универсальные заточные станки (рис. 81) предназначены для заточки и доводки в большинстве случаев многолезвийных режущих инструментов различного вида — зенкеров, разверток, червячных фрез, долбяков, метчиков и др.
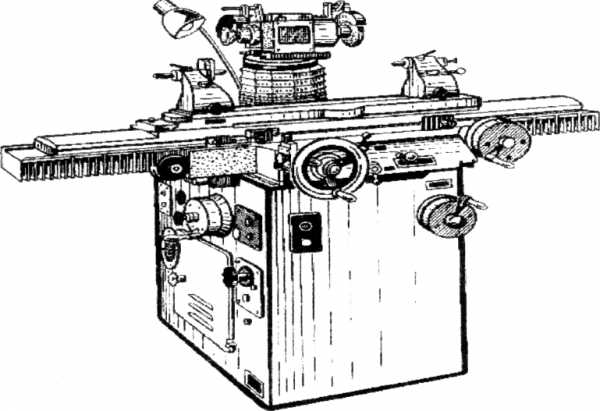
Рис.81. Универсально-заточный станок мод. 3В642.
Специализированные заточные станки (как правило автоматы или полуавтоматы) предназначены для заточки одного вида режущего инструмента -сверл, червячных и других видов фрез, резцов и т.д.
16.6. Станки для финишной обработки. Хонинговальные, суперфинишные и доводочные станки.
Для получения на деталях поверхностей высокого класса чистоты в технологических процессах применяют хонингование, притирку и суперфиниширование.
Хонингование в основном применяется для обработки цилиндрических отверстий. Сущность этого процесса состоит в том, что специальный инструмент (хонинговальная головка), оснащенный абразивными брусками, совершает одновременно вращательное и возвратно-поступательное движения в неподвижной детали.
Абразивные бруски 4 (рис. 82) устанавливаются в пазах боковой поверхности головки и получают автоматическое радиальное перемещение при помощи двух конусов 2 и 5, насаженных на стержень 3 с резьбой. Стержень 3 после каждого двойного хода инструмента поворачивается и сближает конусы 2 и 5, которые через пальцы 1 раздвигают абразивные бруски 4.
Применение брусков тонкой зернистости и сложный характер их движения относительно обрабатываемой поверхности дает возможность получать хонингованием не только высокий класс чистоты поверхности, но и исправлять небольшие неточности формы отверстий (конусность, овальность и пр.). В процессе работы брусков применяется охлаждающая жидкость — керосин или водно-мыльные растворы.
Притирка — тонкая отделка поверхностей мелкозернистым абразивным порошком, смешанным со смазкой и нанесенным в таком виде на поверхность диска — притира. Характер движения каждого зерна абразива по притираемой поверхности должен быть таким, чтобы траектория зерна не повторялась.
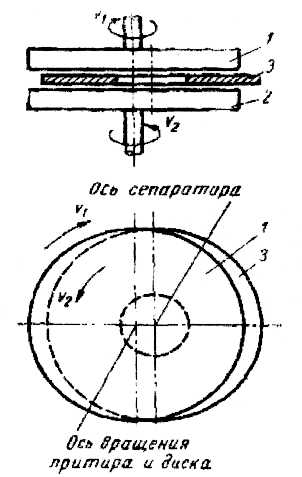
Рис. 83. Схема работы притирочного станка
Рис. 82 .Хонинговальная головка
В качестве абразивного материала используют наждак, корунд, карборунд, крокус, окись хрома и другие материалы в виде порошка или пасты, которыми покрывают (шаржируют) притиры. Притиры изготовляют из чугуна, бронзы и пр.
На рис.83 изображена схема работы притирочного станка. Между притиром 7 и диском 2 расположен сепаратор c обрабатываемыми деталями. Притир и диск вращаются в противоположные стороны с различными скоростями. Сепаратор (деталедержатель) получает горизонтальное возвратно- поступательное движение от отдельного привода.
На рис.84 показаны схемы движений при суперфинишировании. Сущность процесса заключается в следующем. Абразивные бруски совершают колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности детали.
 В
результате колебательного движения
абразивного бруска по обрабатываемой
поверхности гребешки неровностей
срезаются и деталь получает более
высокую чистоту поверхности.
В
результате колебательного движения
абразивного бруска по обрабатываемой
поверхности гребешки неровностей
срезаются и деталь получает более
высокую чистоту поверхности.
Притирочные станки строятся как общего назначения, так и специализированные (например, для притирки шеек коленчатых валов). Суперфиниш дает возможность получить поверхности наивысшей чистоты. Такой способ доводки предназначен для обработки поверхностей любых форм (плоских, цилиндрических наружных и внутренних, а также фасонных поверхностей).В качестве инструмента применяются мелкозернистые абразивные бруски.
Рис.84. Схема движений при
суперфинишировании
studfiles.net
Точильный станок настольный: обзор электрического настольного наждака
 При обустройстве домашней мастерской или специализированного предприятия нужно уделить определенное внимание покупке заточного станка. В настоящее время на рынке предлагается широкий выбор таких приборов. Большинство из них обладают компактными размерами, простотой в эксплуатации и проверенной надёжностью. Все модели принадлежат к нескольким крупным группам, которые могут отличаться принципом работы, специализацией и другими характеристиками.
При обустройстве домашней мастерской или специализированного предприятия нужно уделить определенное внимание покупке заточного станка. В настоящее время на рынке предлагается широкий выбор таких приборов. Большинство из них обладают компактными размерами, простотой в эксплуатации и проверенной надёжностью. Все модели принадлежат к нескольким крупным группам, которые могут отличаться принципом работы, специализацией и другими характеристиками.
Разновидности заточных станков
В продаже предлагается две разновидности заточного оборудования:
- Универсальные.
- Специализированные.
Модели универсального типа незаменимы при заточке любых режущих поверхностей. Такие электрические приборы обладают двумя шлифовальными инструментами: дисками, лентами, тарелками или их комбинацией.
Что касается специализированных устройств, то они представлены такими станками:
- Для ножей и ножниц — приспособление подаётся на точильный круг под определенным углом.
- Для заточки сверл — подобные станки способны затачивать сверла с разной конфигурацией и диаметром от 2,5 до 25 миллиметров из самых различных металлов, включая быстрорежущую и твердосплавную сталь.
- Для цепей и бензиновых, и электрических пил — подобное приспособление может обрабатывать зубцы цепей под выбранным углом и заданной глубиной точения.
- Точила-граверы — данное оборудование комбинирует несколько заточных кругов и насадку для гравировки на гибком валу. Все модели поддерживают регулировку скорости вращения, а сам процесс гравировки осуществляется с помощью специальных насадок, которые установлены на вал. Продолжительность непрерывной работы достигает 30 минут.
 Предлагаемые в продаже модели могут отличаться мощностью и выносливостью оборудования. Исходя из таких характеристик, выделяют профессиональные и бытовые варианты:
Предлагаемые в продаже модели могут отличаться мощностью и выносливостью оборудования. Исходя из таких характеристик, выделяют профессиональные и бытовые варианты:
- Представители бытовой группы способны работать на протяжении 20 минут беспрерывной работы. Их используют для разовой правки топоров, ножниц и ножей. У таких моделей минимальный набор оснастки и небольшой функционал.
- В свою очередь, профессиональные станки стоят гораздо дороже и предназначаются для беспрерывной работы на протяжении целого дня. Они оборудованы переключателем скоростей, а также специальными элементами для точения под конкретным углом.
Устройство настольного электрического наждака
Ключевыми элементами настольного наждака является электрический двигатель и основание. Функциональные ножки прикрепляются с помощью специальных крепежей к рабочей столешнице. По обеим сторонам от электродвигателя расположены абразивные круги, которые установлены параллельно друг другу. Зернистость дисков различная — первый служит для грубого точения (крупнозернистый), второй — для финальной доводки.
- В наждаках используются силовые агрегаты асинхронного типа, которые работают практически бесшумно, обеспечивая максимальную скорость вращения.
- Диаметр абразивных дисков варьируется в пределах 100−250 миллиметров при толщине 15−32 мм. В некоторых случаях эту часть прикрывают защитным коробом. Вертикальные диски вращаются по направлению сверху вниз. Среди самых популярных решений — электрокорундовые и эльборовые диски.
 Подручник для опоры затачиваемого прибора движется ближе или даже от абразивного диска с учётом подходящего угла наклона. В универсальных станках предусмотрены дополнительные пазы для правки сверл.
Подручник для опоры затачиваемого прибора движется ближе или даже от абразивного диска с учётом подходящего угла наклона. В универсальных станках предусмотрены дополнительные пазы для правки сверл.- Защитный экран присутствует только на профессиональном оборудовании, хотя некоторые бытовые модели тоже оборудованы таким девайсом. В его качестве используется специальная пластина из пластика, которая предназначается для защиты мастера от контакта с разлетающимися искрами.
- Тумблер запуска и остановки, регулятор передач и другие элементы управления находятся на корпусе в удобном месте.
 Подручник для опоры затачиваемого прибора движется ближе или даже от абразивного диска с учётом подходящего угла наклона. В универсальных станках предусмотрены дополнительные пазы для правки сверл.
Подручник для опоры затачиваемого прибора движется ближе или даже от абразивного диска с учётом подходящего угла наклона. В универсальных станках предусмотрены дополнительные пазы для правки сверл.Основные параметры точильного станка
Показатели мощности точильных станков представлены диапазоном 350−1000 Вт. Модели бытового типа оснащены электрическим двигателем на 500−800 Ватт. Если мощность слишком высокая, прибор будет употреблять очень много электрической энергии, однако слабые устройства не смогут справляться с обработкой высококачественных поверхностей, выполненных из прочной стали. Большинство настольных моделей работают от электрической сети с напряжением 220 В.
 Ещё одна характеристика точильного оборудования представлена скоростью вращения рабочего круга. Если вы намерены использовать устройство для базовых целей, лучше всего остановить свой выбор на модели на 1000 оборотов с одной скоростью. Наличие функции переключения скоростей в качестве дополнительной опции существенно повышает стоимость прибора. Однако, если станок будет использоваться для профессиональных целей и беспрерывной работы, то такая функция обязательна. Нужно понимать, что при заточке сложных инструментов и заготовок качество затачивания напрямую зависит от скорости. При слишком быстром вращении круга может появиться такая проблема, как «пережигание» металла.
Ещё одна характеристика точильного оборудования представлена скоростью вращения рабочего круга. Если вы намерены использовать устройство для базовых целей, лучше всего остановить свой выбор на модели на 1000 оборотов с одной скоростью. Наличие функции переключения скоростей в качестве дополнительной опции существенно повышает стоимость прибора. Однако, если станок будет использоваться для профессиональных целей и беспрерывной работы, то такая функция обязательна. Нужно понимать, что при заточке сложных инструментов и заготовок качество затачивания напрямую зависит от скорости. При слишком быстром вращении круга может появиться такая проблема, как «пережигание» металла.
Следующие характеристики — диаметр, размещение и форма точильного круга. Для домашнего устройства лучше использовать модели диаметром 150 миллиметров, в то время как на профессиональных предприятиях желательно устанавливать модели с одним или двумя дисками. Наличие нескольких дисков позволяет осуществлять и грубую, и тонкую заточку, не проводя обязательную смену деталей. Некоторые изделия оборудованы несколькими дисками, которые располагаются перпендикулярным образом.
Этим и отличаются профессиональные станки с двумя моторами. В бытовых моделях диски надеты на вал, который выступает из двух сторон двигателя. Если есть возможность дополнить плоский диск чашеобразным, это повышает комфорт и эффективность затачивания сверл и ножей. Шлифовально-заточное оборудование может быть дополнено шлифовальной лентой — на ней обрабатывают деревянные заготовки или правят металлические.
Если вы намерены покупать расходники, не забудьте обратить внимание на посадочный диаметр точильного диска.
 Габариты и вес станка — важные параметры, которые следует учитывать при обустройстве домашних мастерских. К счастью, большинство современных моделей отличаются компактностью, поэтому они помещаются даже в условиях ограниченного пространства. Профессиональные модели обладают более громадными размерами и весом, т. к. их создают из более качественного сырья. При малом весе повышается риск высоких вибраций и неустойчивости. Нужно учитывать этот параметр при выборе подходящего решения.
Габариты и вес станка — важные параметры, которые следует учитывать при обустройстве домашних мастерских. К счастью, большинство современных моделей отличаются компактностью, поэтому они помещаются даже в условиях ограниченного пространства. Профессиональные модели обладают более громадными размерами и весом, т. к. их создают из более качественного сырья. При малом весе повышается риск высоких вибраций и неустойчивости. Нужно учитывать этот параметр при выборе подходящего решения.
При покупке электрического точила также учитывайте устройство внутреннего фланца. Если круг посажен на проточке самого вала толщиной 1 миллиметр, лучше снимите его. В противном случае вам не удастся избежать биения. Не нужно верить недобросовестным продавцам, которые утверждают, что вал и диск притрутся при дальнейшей эксплуатации.
Какие характеристики круга стоит учитывать
Современные модели точильных станков могут быть выполнены из разных материалов. При выборе подходящего решения учитывайте тип инструментов, которые будут поддаваться заточке, чистоту правки и возможного изменения конфигурации верхних слоев.
Электрокорунд представляет собой круги белого цвета, которые отлично проявляют себя при чистой заточке и тонкой правке режущих поверхностей, выполненных из легированной, быстрорежущей и углеродистой стали или закаленных металлов.
Повсеместно используют электрокорундовые диски для чернового точения и обдирки. Электрокорунд типов ЭГ и ЭХ характеризуется более низким тепловыделением при работе, если сравнивать их с дисками с маркировкой ЭБ и Э. По этой причине при обработке вероятность прижогов, которые ухудшают свойства резцов по дереву, существенно сокращается.
Следующий материал, который используется при производстве заточных станков — карбид кремния. Его используют при затачивании инструментов из особо твердых металлов, таких как чугун. Крупнозернистые круги незаменимы для обработки шлифовальных дисков и неметаллических материалов.
Монокорунд — незаменимое решение для продуктивной обработки начисто, а также получистового точения инструментов из высоких и среднелегированных видов стали.
В продаже также предлагаются алмазные круги, которые стоят гораздо дороже, но обеспечивают максимально эффективную обработку и шлифовку твердосплавной стали и парикмахерским приборов.
Твердость, структура и зернистость
При точении ножей и инструментов из твердого металла, легированной или углеродистой стали, лучше всего использовать круги высокой и средней мягкости. При обработке незакаленных металлов, стали и чугуна оптимальным решением станут круги со средней твердостью и средней мягкостью.
 Твердые и средние по твердости диски являются отменным решением для первичной шлифовки и обдирки. Повышенная и максимальная твердость незаменима для шлифовки и обкатки шлифовальных дисков.
Твердые и средние по твердости диски являются отменным решением для первичной шлифовки и обдирки. Повышенная и максимальная твердость незаменима для шлифовки и обкатки шлифовальных дисков.
При выборе подходящих вариантов учитывайте ряд следующих особенностей:
- Если затачивание будет осуществляться посредством плоскости диска, а не торцом, необходимо отдавать предпочтение более твердым изделиям.
- Если необходимо использовать охлаждающую жидкость, диски тоже должны быть максимально твердыми
- Если вместо керамического диска используют бакелитовый, а вместо нормального материала отдаётся предпочтение белому электрокорунду, твердость диска увеличивают на 1−2.
Что касается структуры, то самой большой популярностью пользуются модели с маркировкой 5−8, с повышенной плотностью. Круги под номерами 9−16 характеризуются пористой структурой и используются при необходимости проводить ускоренную шлифовку, удалять прижоги и трещины.
Чем выше показатели зернистости, тем мельче становятся частицы абразива. Самой большой популярностью пользуются модели с номерами 40−16. Они отличаются высокой скоростью точения и аккуратностью, обеспечивая максимальное качество поверхности.
Если на этапе точения круг засаливается, а вероятность прижогов растёт, необходимо заменить его на более крупнозернистое изделие. В некоторых случаях приходится отдавать предпочтение дискам с другим типом связочного материала.
Принцип работы точильного оборудования
И хоть работа на точильном оборудовании не требует какого-нибудь особого обучения, при соблюдении базовых правил вы сможете провести её максимально успешно, продлив сроки эксплуатации расходного материала. Итак, учитывайте следующие рекомендации:
- Нельзя доводить инструмент до крайних степеней затупления;
- Если охлаждать режущую часть при работе водой, это улучшит заточку инструмента.
- Проводя правку всухую, снимайте за один проход минимальный слой металла.
- Режущую поверхность нужно прикладывать к кругу максимально осторожно, без интенсивного нажима. Также делайте это каждый раз к разным точкам, что позволит равномерно сточить круг.
- Если вы выбираете более твердую модель, чем нужно, это приведет к быстрому засолению диска.
- Непосредственно перед заточкой инструмент нужно помыть с мылом и очистить от грязи, масла.
- Если круг засалился, не мойте её, а очищайте с помощью острого края кровельного металла.
- Режущую кромку ножа размещают против вращения заточного диска.
Настольный точильный станок — это незаменимое приспособление, которое должно быть в каждой мастерской. Обширный ассортимент моделей позволяет подобрать подходящее решение и для домашнего использования, и для более профессиональных отраслей деятельности. Чтобы успешно выбрать хорошее точильное оборудование, учитывайте ряд особенностей и характеристик конкретного изделия, обращайте внимание на рекомендации специалистов, а также консультируйтесь с опытными специалистами. В таком случае выбранный станок прослужит вам очень долгое время.
tokar.guru
Какой настольный точильный (заточной) станок лучше?
СодержаниеУниверсальные заточные станки промышленные и бытовые в большинстве случаев применяются для заточки своими руками всевозможных столярных изделий.
Мини-заточый станок Oregon
Бытовые мини-заточные агрегаты для дома, например универсальный настольный заточной станок для плоских ножей, может работать с ножами рубанков, полотнами стамесок и резцами по дереву.
Кроме того самодельный заточный станок может применяться для заточки коньков, а еще с его помощью можно заточить топор.
Разновидности заточных станков
Заточные станки, представленные в виде инструментального приспособления для обработки могут использовать конус или камень.
Читайте также: как устроен камнерезный станок?
Многоцелевой самодельный заточной мини-станок (гриндер) может использоваться в рамках цеха или дома, а при больших объемах работ рациональней задействовать промышленные агрегаты.
Универсальные заточные станки, использующие для обработки абразивные круги (камни) или конус могут быть предназначены для обработки:
- сверл;
- фрез;
- дисковых пил;
- ножей;
- ленточных пил;
- резцов.
Заточные станки для сверл могут использоваться в условиях цеха или дома. Его камень позволяет выполнять обработку небольших инструментов (лезвий, резцов, сверл).
Некоторые универсальные модификации позволяют наточить топор или применятся для обработки кромок коньков.
Читайте также о видах и особенностях заточных станков Энергомаш.
Самодельный точильный мини-станок (гриндер), оснащенный ручной регулировкой позволяет своими руками проводить работу с инструментами небольшого диаметра в 3-18 см.

Самодельный заточный станок
В процессе профессионалы рекомендуют использовать смазывательно-охлаждающую жидкость (сож).
Сож позволяет достигнуть высокого качества обработки кромки коньков, сож также можно применять в тех случаях, когда затачивается топор. Такой самодельный точильный станок с регулировкой может использоваться для сверл спиралевидного или перьевого типа.
Конус рабочего элемента гарантирует нужный угол получаемого края лезвия. Самодельный заточный станок для фрез настольный, используя сож, помогает своими руками производить профессиональную заточку.
Плоские ножи, например, лезвия коньков можно обрабатывать с применением агрегата Tormek t7, также для этой операции можно выбрать многоцелевой гриндер Kolner kbg 200 370m.
Рабочий камень агрегата Kolner kbg 200 370m, как и устройств Tormek t7 позволяет благодаря высокому количеству оборотов обработать дома не только топор или поверхность коньков, но и цилиндрические, сферические, овальные или аркоподобные формы.
Калибр детали, которую обрабатывает камень агрегата Kolner kbg 200 370m, устройства Tormek t7 или станка 3в642 может колебаться от 2 да 28 см.
Шлифовально-точильный станок мини-конфигурации с нанесенным на конус сож способствует тому, что своими руками производится заточка фрез плоского типа.
Устройства для заточки дисковых пил своими руками по дереву отличаются по своему функционалу от аналогов 3в642 или Tormek t7.

Устройство Tormek t7
Абразив (конус) таких мини-агрегатов покрыт алмазным напылением. Такие камни, производят обработку под углом от 0 до 30 ⁰с максимальным количеством оборотов до 2000 в мин.
Выбор модификации позволяет выполнить процесс в ручном или автоматическом режиме. При этом калибр, которым обладает конус, позволяет своими руками дома обработать переднюю и заднюю кромку каждого зубца пилы по дереву.
Как и распространенные модификации Tormek t7, представленный универсальный агрегат позволяет сделать острее лезвия не только пилы по дереву, но и ленточной пилы.
Гриндер может иметь программное управление как на токарном станке, это помогает произвести выбор режимов и количество оборотов.
к меню ↑
Устройство и принцип работы
Точильный станок Tormek t7, многоцелевой агрегат 3в642 и прочие подобные элементы круги который в диаметре составляют 200 мм, оснащены электродвигателями.
Перед тем, как используя схему сделать, подобное устройство своими руками, необходимо учесть нюансы устройства шлифовально-точильного станка.
Читайте также: разновидности точильно-шлифовальных станков.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Ось электродвигателя модели 3в642 установлена со смещением в правую сторону на несколько градусов. Эта особенность помогает наточить своими руками топор или пилу по дереву быстро и с хорошим результатом.
На вал электродвигателя устройства 3в642 или Tormek t7 крепится шлифовально-заточный конус или абразивные круги. Поперечная подача происходит за счет узла, на котором размещены камни (абразивные круги).
Если нужно своими руками сделать устройство, аналогичное 3в642 или Tormek t7, то в первую очередь нужно выбрать калибр камня, которым будут отличаться круги и конус. Также важно учитывать, что поперечная подача движения проводится во время работы узла.

Универсальный заточный станок 3 v 642
Узел, как на токарном, так и на шлифовально-точильном агрегате располагается на направляющей. Шлифовально-точильный станок функционирует посредством червячной передачи, расположенной на станине.
Держатель многоцелевой шлифовально-заточной машины для дома 3в642 имеет рукоятку. Для того чтобы настольный гриндер 3в642 корректно произвел обработку зубцов пилы по дереву или лезвий коньков используется специальная приставка, крепящаяся рядом с держателем.
Стоит иметь в виду, что перед тем, как выбрать настольный аппарат для дома, обратить внимание нужно не только на количество оборотов ,но и на специальный подручник.
Он позволит работать со всевозможными слесарными инструментами – сверлами или резцами, также с его помощью дома можно заточить топор.
Читайте также: назначение и сфера применения токарного станка ТШ-3.
к меню ↑
Как пользоваться заточным станком
Классификация типов работ на токарном или заточном агрегате имеет несколько позиций:
- с держателем;
- с приставкой обработки по радиусу;
- с подручником.
Первый вариант позволяет выбрать для обработки инструменты, предназначенные для работы с деревом – рубанки, долота, стамески и т.д. Также рекомендуется использовать в процессе нужное количество сож.
Перед тем, как сделать выбор режима работы и задать нужное количество оборотов, нужно ползун машины установить в крайнее левое положение.
После этого крепится шлифовально-заточный конус. П-образная скоба и зажимные винты устанавливаются с ориентировкой на калибр детали. Сделать это нужно у кромки, обеспечивающей съем отработанной фаски.
Для того чтобы заточить топор или кромку коньков, необходимо разместить скобы параллельно оси, на которой крепится конус.
При этом круги могут размещаться с промежутком в 2-3 мм. Далее поворачивается выключатель и шлифовально-абразивные круги приходят в движение. Далее оператор машины для заточки коньков может регулировать количество оборотов.
Для этого постепенно вращается поперечная передача, а кромка инструмента, которым обрабатывается топор, подводится так, чтобы обеспечить легкое касание.

Шлифовальный круг
Шлифовально-абразивные круги начинают перемещаться вдоль лезвий коньков или другой детали. Далее выполняется 2-3 продольных перемещения по лезвиям коньков, в процессе чего шлифовально-абразивные круги отодвигаются в изначальную позицию.
Не следует также забывать о периодическом применении сож в котором нуждается заточной станок для плоских ножей. При проведении радиусных заточек использоваться специальная приставка, помогающая получить сферическую фаску на кромке детали.
Перед началом действия по необходимости нужно сделать выбор такого значения как калибр круга. После того, как выбор произведен, нужно освободить ползун и отсоединить скобы прижимного типа.
Несмотря на сложности работы такой агрегат более эффективен, чем одноразовый ручной заточник.
Как пользоваться заточным станком (видео)
к меню ↑
Популярные модели, технические характеристики
Наиболее популярными и востребованными моделями сейчас являются Tormek t7, Kolner kbg 200 370m и универсальный гриндер 3в642.
Модель Kolner может использовать камни (круги) с диаметром до 200 мм, имеет два модуля вращения и скорость вращения диска до 2900 об/мин. При весе в 11 кг мощность двигателя агрегата может достигать 370 Вт, а модули вращения лежат соосно.

Станок Kolner kbg 200
Используя сож машина может произвести заточу топора буквально за 2-3 минуты. Модель Tormek оснащена 200 ваттным мотором, способным обеспечивать скорость вращения диска до 90 об/мин.
Отличается низким уровнем шума и высоким эксплуатационным ресурсом. В базовой комплектации имеются оригинальные круги с диаметром в 200 мм. Универсальный 3в642 может взаимодействовать с деталями диаметром до 250 мм и оснащен гидроагрегатом, подающим рабочий стол.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru
Инструкция по охране труда при работе на заточном станке
Настоящая инструкция по охране труда разработана специально для безопасной работы на заточном станке.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К самостоятельной работе на заточном станке допускаются лица старше 18 лет, прошедшие медицинское освидетельствование, вводный и первичный на рабочем месте инструктажи по охране труда, изучившие конструкцию станка, усвоившие безопасные приемы работы на нем, прошедшие стажировку и проверку знаний требований охраны труда.
1.2. Опасными и вредными производственными факторами при работе на настольном сверлильном станке являются:
— электрический ток;
— отсутствие защитного заземления;
— разрыв абразивного круга во время работы в следствии неправильных методов работы, установки на станок круга с трещиной, неправильной установки и крепления круга на шпинделе станка;
— заклинивание обрабатываемого предмета между кругом и подручником;
— наждачная пыль;
— отсутствие устройства для зажима мелких деталей;
— работа без защитных очков;
— резкое движение и сильный нажим на наждачный круг;
— недостаточное закрытие абразивного круга кожухом (ограждением).
1.3. При работе на заточном станке работник обязан:
— в течение рабочей смены работать в спецодежде;
— принимать все меры к экстренному устранению недостатков, которые могут вызвать несчастный случай;
— работать исправным инструментом и приспособлениями;
— содержать в исправном состоянии оборудование, ограждения опасных мест и предохранительные приспособления;
— выполнять только ту работу, которая поручена мастером или руководителем;
— выполнять правила внутреннего распорядка;
— при получении травмы на производстве немедленно обратиться к врачу, сообщить руководителю о случившемся и оставить обстановку такой, при которой произошел несчастный случай, если это не вызовет каких-либо нежелательных последствий;
— оказать помощь пострадавшему на производстве и сообщить руководителю о случившемся.
1.4. В целях предотвращения несчастного случая или аварии работающему на заточном станке запрещается:
— применять опасные методы и приемы работы;
— работать на неисправном оборудовании, при снятых, неисправных или не правильно установленных оградительных, блокировочных или сигнальных устройствах, при отсутствии или неисправности защитного заземления;
— выполнять работы без соответствующих средств индивидуальной защиты;
— прикасаться к токоведущим частям оборудования, самостоятельно устранять неисправности в электрооборудовании и освещении;
— использовать не по назначению средства пожаротушения;
— включать или останавливать (кроме аварийных случаев) оборудование, на котором не поручено работать;
— открывать двери электрошкафов;
— распитие спиртных напитков и употребление наркотических средств на рабочем месте.
1.5. Обо всех замеченных неисправностях оборудования сообщить руководителю.
1.6. В случае заболевания или получения травмы прекратить работу, лично или через работников сообщить об этом мастеру или начальнику и обратитесь в медпункт.
1.7. При несчастном случае оказать пострадавшему первую помощь, сообщить о случившемся мастеру, вызвать скорую помощь по телефону 103. Принять меры сохранения обстановки, при которой произошел несчастный случай, если это не влияет на течение процесса работы и не представляет опасности для окружающих.
1.8. Лица, виновные в нарушении требований данной инструкции, привлекаются к ответственности в соответствии с действующим законодательством Российской Федерации.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Надеть спецодежду, застегнуть обшлага рукавов и все пуговицы одежды, чтобы не было свободно свисающих концов, надеть обувь с закрытым верхом. Волосы убрать под головной убор.
2.2. Заточные станки с горизонталь¬ной осью вращения круга, предназначенные для обработки вручную и без подвода смазочно-охлаждающей жидкости (СОЖ), стационарного исполнения на тумбе и настольные, должны быть оснащены защитным экраном для глаз из безосколочного материала толщиной не менее 3 мм. Экран по отношению к кругу должен располагаться симметрично. Ширина экрана должна быть больше диаметра круга не менее чем на 150 мм. Конструкция экрана должна предусматривать поворот вокруг оси для регулирования его положения в зависимости от величины обрабатываемой детали и износа шлифовального круга в пределах 20°, исключая полное его откидывание. Поворот экрана на угол более 20° должен быть сблокирован с пуском шпинделя станка. При невозможности использовать стационарный защитный экран должны применяться защитные очки или защитные козырьки, закрепленные на голове рабочего.
2.3. Проверить неисправность станка, соблюдая общую последовательность:
— проверить механическую прочность крепления заземления;
— проверить надежность крепления защитных кожухов;
— визуально осмотреть состояние круга, он должен быть без сколов и трещин и иметь маркировку;
— убедиться в наличии и исправности защитного ограждения;
— проверить правильность установки подручника и надежность его крепления – зазор между краем подручника и рабочей поверхностью круга должна быть не более 3 мм;
— убедиться в исправности станка на холостом ходу, его пускового устройства и наличии исправного ограждения, отсутствия биения круга;
2.4. Обо всех замеченных неисправностях станка, ограждений, приспособлений сообщить мастеру и приступать к работе только после их устранения.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Включить вытяжную вентиляцию и проверить ее работу.
3.2. Проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы.
3.3. Проверить исправную работу станка на холостом ходу в течение 3-5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного круга.
3.4. Перед обработкой детали и приспособления очистить их от стружки и масла.
3.5. При заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу.
3.6. При ручной подаче подавать круг или инструмент на круг плавно, без рывков и резкого нажима. Короткий и мелкий инструмент держать с помощью специальной оправы.
3.7. Не допускается работа боковыми поверхностями круга, если круг не предназначен специально для такого вида работ.
3.8. Работать на заточном станке только с защитными приспособлениями (экран, очки защитные).
3.9. Короткий и мелкий инструмент держать с помощью специальной оправы.
3.10. Следить, чтобы пальцы при заточке не соприкасались с абразивным кругом и лезвием затачиваемого инструмента.
3.11. Не производить работу на торцовочных поверхностях круга.
3.12. Во избежание ранения отлетающими частицами круга в случае его разрыва, стоять при работе на станке чуть сбоку от абразивного круга (под углом 45 градусов к кругу).
3.13. Металлическую и абразивную пыль периодически убирать щеткой. Сдувать пыль ртом запрещается.
3.14. Наладку и регулировку станка производить только при отключенном электропитании.
3.15. Остановить станок и выключить электрооборудование в следующих случаях:
— уходя от станка даже на короткое время;
— временного прекращения работы;
— перерыва в подаче электроэнергии;
— при уборке, смазке, чистке станка;
— при обнаружении какой-либо неисправности, которая грозит опасностью;
— при подтягивании болтов, гаек и других крепежных деталей.
3.16. Во время работы на заточном станке запрещается:
— работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
— брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
— затачивать режущий инструмент на неисправном оборудовании;
— тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
— пользоваться местным освещением напряжением выше 42В;
— опираться на станок во время его работы и позволять это делать другим;
— работать кругами, имеющими трещины или выбоины;
— применять рычаги для увеличения нажима на круг;
— во время работы станка открывать и снимать ограждения и предохранительные устройства;
— оставлять ключи, приспособления и другие инструменты на работающем станке.
— не доставать упавшие предметы, детали из опасных зон, не выключив станок.
3.17. При появлении неполадок в работе станка, немедленно прекратить работу, остановить заточной станок, сообщить руководителю о неисправности.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. К возможным аварийным ситуациям относятся:
— разрыв абразивного круга;
— обрыв заземляющей шины;
— превышение предельно-допустимых уровней абразивной пыли;
— возникновение пожара при производстве огневых работ и обработке металлов.
4.2. Во всех случаях возникновения аварийных ситуаций немедленно остановить работу, обесточить оборудование и сообщить администрации предприятия.
4.3. При возникновении пожара вызвать пожарную охрану по телефону 101 и принять меры по его ликвидации, правильно применив первичные средства пожаротушения. В случае опасности покинуть зону пожара.
4.4. При поражении электрическим током, освободить пострадавшего путем аварийного отключения оборудования или другими безопасными способами и доставить пострадавшего к врачу при любых случаях поражения электротоком.
4.5. При несчастных случаях оказать пострадавшему первую помощь, вызвать скорую помощь по телефону 103, сообщить администрации предприятия.
4.6. При разрыве абразивного круга или обрыве заземляющей шины отключить станок и вывесить плакат «Не включать – работают люди!».
4.7. Принять меры к сохранению обстановки, при которой произошел несчастный случай, до начала проведения расследования комиссией, если это не представляет опасности для окружающих и не влияет на течение процесса работ. При сохранить обстановку невозможно, зафиксировать ее на фото- , видео- .
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. Выключить станок, очистить его от стружки, при необходимости протереть.
5.2. Провести уборку рабочего места от стружки, пыли и заготовок.
5.3. Обо всех неисправностях, замеченных в процессе работы, а также о принятых мерах сообщить мастеру.
5.4. Снять спецодежду, осмотреть, привести в порядок и убрать в шкафчик, предназначенный для спецодежды.
5.5. Вымыть руки и лицо с мылом или принять душ.
Скачать Инструкцию
Благодарим Татьяну Ивановну за предоставленную инструкцию! =)
xn——7cdbxfuat6afkbmmhefunjo4bs9u.xn--p1ai
Заточной станок
Инструменты с режущими рабочими кромками являются одними из самых распространенных для пользования в быту, ремонте и на производственных участках. Вследствие износа и истирания острая режущая кромка теряет способность рассекать обрабатываемый материал, поэтому периодически острие подправляют ручным бруском или используют заточной станок. Несмотря на внешнюю простоту, процедура восстановления режущей кромки инструмента является относительно сложной операций, поэтому даже опытные мастера предпочитают использовать специализированные заточные приспособления и станки.

Номенклатура заточного инструмента
На сегодняшний день альтернативы заточному процессу не существует. Еще не придумали химических или физических процессов, которые позволили бы свести заточные процедуры к простой технологической операции, с которой мог бы справиться даже ребенок. Поэтому в мире существует огромный парк, объединяющий разнообразные по конструкции заточные механические станки и автоматы, ручные приспособления, способные с максимальной точностью восстанавливать геометрию режущей кромки.
Наиболее распространенные конструкции заточных устройств:
- Бытовые электрические мини станки для правки режущих кромок кухонных ножей и лезвий бытовой техники, для мясорубки или кофемолки;
- Заточные станки и приспособления для восстановления домашнего плотницкого и столярного инструмента – стамесок, топоров, ножовочных полотен для порезки древесины, сверл, дисковых, ленточных и цепных пил для бензопилы;
- Профессиональные и промышленные заточные станки и приспособления для обработки и восстановления режущих кромок слесарного и станкового металлообрабатывающего инструмента в больших объемах.

Как восстановить режущую кромку
Но дело не в затратах времени и сил. Выполнение правки кромки вручную с помощью напильника, надфиля или заточного бруска требует от исполнителя достаточно высокой квалификации, знания и понимания геометрии углов наклона режущей поверхности и умения правильно удалять металл. Заточные станки и приспособления дают возможность максимально упростить сложный процесс восстановления лезвия.
Технология заточки лезвий требует выполнения нескольких основных условий:
- Рабочая поверхность абразивного камня должна перемещаться вдоль обрабатываемой кромки под точно выставленным углом, с постоянной скоростью и усилием;
- В процессе заточки камень первоначально обрабатывает кромку под одним углом по всей длине, на доводочных этапах разные участки острия могут доводиться под разными углами;
- Система «обрабатываемое лезвие – абразивный камень или брусок» должна обладать максимальной жесткостью, поэтому заточные станки изготавливают с жесткими стальными рамами и подвижными суппортами.
При правке или переточке режущей кромки с помощью ручного приспособления или заточного станка используется правило: обрабатываемый инструмент жестко фиксируется в зажиме с установкой кромки под определенным углом, а абразивный камень перемещается вдоль обрабатываемой поверхности. При этом усилие давления инструмента на кромку должно быть строго дозированным.
Совет! Не используйте в качестве заточного приспособления режущий инструмент, рассчитанный на резку металла или выполнение шлифовальных работ.
Как правило, любители затачивают ножи, лезвия топоров и рубанков с помощью установленного на болгарке отрезного диска. В результате режущее жало перекаливают, и тем самым режущую кромку безвозвратно выводят из строя. Кроме того, попытки заточить долото, нож или сверло с помощью шлифовальной машины могут привести к тяжелой травме.
Как работает заточной настольный станок
Большинство заточных устройств и станков рассчитаны на обработку одного типа режущего инструмента. Кроме специализированной техники, применяют универсальные станки для заточки инструмента, но их используют для заточки режущих кромок индивидуальной формы или для простейших плоских лезвий ножей, гильотинных ножниц, столярного и деревообрабатывающего инструмента. Простой универсальный станок заточной стоит практически в каждом гараже – это двухкамневое электрическое точило. Более профессиональные варианты универсальных станков дооборудуются поворотными столами и ручным приводом.

Применение заточных станков экономически оправдано, когда есть необходимость в заточке большого количества однотипного инструмента. Например, если необходима заточка цепи для бензопилы. Ручной способ заточки или использования простейших заточных приспособлений позволяют восстановить режущую кромку всего на 30-40% при условии обработки всех звеньев цепи. Станок для заточки цепей профессионального качества позволяет восстановить 80-85 режущей способности цепной бензопилы.
Заточные системы и станки для домашней мастерской
Для любительских целей чаще всего покупают или изготавливают своими руками два типа домашних станков. К первой группе относят агрегат для правки сверл и плоского режущего инструмента, которого всегда полно в домашнем хозяйстве, начиная от кухонного ножа, заканчивая лезвием бензокосилки, топора или косы.
Вторая группа – станки для заточки цепей для бензопилы.

Заточка режущей кромки сверла является наиболее сложной и кропотливой из всех любительских операций по восстановлению режущего инструмента. В теории заточить сверло можно с помощью электрического точила с мелкозернистым абразивным камнем. Но на практике вручную необходимо выдержать три параметра режущей кромки сверла:
- Угол наклона передней и задней поверхности режущей кромки;
- Центральный угол между режущими кромками;
- Величину центрующей линии сверла.
Удерживая сверло руками в подвешенном состоянии, придать точную геометрию обеим кромкам инструмента крайне сложно. Поэтому мастера слесарного и столярного дела предпочитают покупать готовый заточной агрегат, такой как Optimum DG20, или дооборудовать домашнее точило поворотным нониусом и столом.

Для восстановления плоских инструментов иногда приобретают вертикальные модели заточных станков, как на фото. Они удобны в обращении и позволят легко затачивать очень широкие и длинные режущие элементы для сельхозтехники.
Эксклюзивные модели ножей и аналогичные изделия затачивают только вручную на настольных станках. Особой сложностью такие устройства не отличаются, поэтому большинство моделей заточных приспособлений легко сделать своими руками. В этом случае материал заточного камня может стоить дороже, чем сам станок.

Вторым по популярности считается станок для заточки цепей. Обычную китайскую цепь для бензопилы можно заточить надфилем в специальном приспособлении, напоминающем слесарные тиски. Этого вполне достаточно, чтобы срезать пару деревьев. Для профессиональной бензопилы использование подобной цепи будет преступлением, так как тупая цепь перегреет и выведет из строя двигатель за полчаса работы. Качественную цепь необходимо точить только на специальном устройстве.

Конструктивно такой станок представляет собой станину, на которой подвешен качающийся электродвигатель с заточным кругом. Звенья цепи последовательно устанавливают по уровню в зажиме, и срезают переднюю и заднюю кромку зуба под необходимым углом.
Иногда возникает необходимость восстановить цепь бензопилы в полевых условиях. Электрический заточной стенд с собой не возьмешь, поэтому можно использовать ручной станок, как приведенный на фото.

Достаточно трудоемким получается процесс восстановления полотен ленточных пил. С помощью зубчатой ленты режут шпон или доску для вагонки. Затачивать вручную металлическую ленту, соединенную в кольцо, достаточно сложно. Поэтому используют заточной настольный станок с возможностью точного контроля углов наклона режущей кромки, как на фото.

Заточные системы станков полупромышленного применения
В промышленном производстве основным затачиваемым инструментом являются резцы и фрезы для металлообрабатывающего оборудования. Условия их работы при резке металла намного жестче и тяжелее, поэтому рабочая кромка изнашивается быстрее. Как правило, фреза или резец имеет твердосплавную вставку или пластинку, заточить которую вручную не получится. Кроме высокого качества, требуется высокая производительность заточных агрегатов.
Основной парк – это специализированные станки для конкретных моделей режущего инструмента. Универсальные системы используют только для доводочных операций и исправления брака.

Например, станок для резцов и концевых фрез требует использования абразивных камней чашевидной формы. Для снижения вибраций конструкция выполняется излишне массивной, и крепится на специальное основание из металла или бетона. Отличительной особенностью заточных промышленных станков является высокая точность формирования режущей кромки инструмента. На домашних или любительских конструкциях станков такой точности добиться практически невозможно.
Универсальный заточной станок выполняется по свободно консольной схеме.

Такой вариант станка позволяет заточить практически любую плоскую режущую кромку. Производительность подобного оборудования на порядок ниже специализированных агрегатов, но при этом его можно использовать в качестве шлифовального оборудования. Точность и качество заточки значительно уступает специальным станкам.
Заключение
По количеству моделей заточных станков эта группа оборудования считается наиболее многочисленной. Заточные устройства можно встретить практически в любой мастерской, СТО, ремонтной базе или даже на кухне. Острая режущая кромка инструмента требует профессионального подхода в любом деле, от производства мебели и сложного оборудования до нарезки и разделки мяса и рыбы.
bouw.ru