
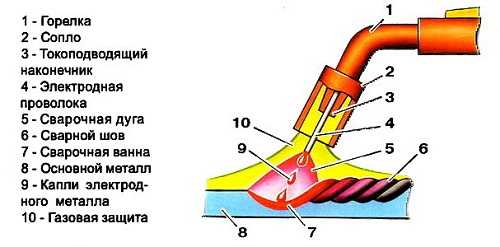
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей

Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.

Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
svarka-master.ru
Технология сварки нержавеющей стали. | МеханикИнфо
Технология сварки нержавеющей стали. Проволока для сварки нержавеющей стали. 4.14/5 (82.86%) проголосовало 7

Сваривать детали из нержавейки достаточно непросто, поскольку исполнитель данной работы должен иметь определенный опыт работы и знания. Также для этих целей необходимо пользоваться специальными электродами. Их диаметр может быть 3, 4 или 5 мм.
Почему для сварки нержавейки нужно использовать специальные электроды?!
С тех пор, как появилась сталь, которая не ржавеет, из нее в большом объеме изготавливают разнообразные элементы. Это произошло потому, что нержавейка обладает отличной устойчивостью к образованию коррозии, она твердая, прочная, у нее долгий срок службы и достаточно привлекательный внешний вид. Но среди огромного количества преимуществ имеется весьма значимый недостаток – она плохо поддается сварке, что доставляет некоторое количество затруднений при работе с данным материалом.
Особенности сварки нержавеющей стали.
Нержавеющая сталь плохо поддается сварке по ряду причин:
- У нержавеющей стали теплопроводность в 2 раза меньше, чем у других сплавов из углерода, именно поэтому такая сталь имеет небольшую теплопроводность и сильно перегревается. Следовательно, при выполнении данного технологического процесса необходимо уменьшать ток для сварки на 15 – 20% в сравнении со сваркой остальных стальных сплавов;
- Если предполагается сваривать между собой изделия большого объема, то зазор, оставляемый между ними должен быть достаточно большим. Если же этого не сделать, то около шва, который был сварен, появятся микротрещины, из-за которых соединение станет менее качественным и надежным;
- В той зоне, где производится сварка, происходит большое сопротивление электричества. Поэтому нагрев электродов получается очень сильным. Именно по этой причине необходимо сваривать изделия только специальными электродами, выбирать их стоит по маркировке.
Для получения качественных изделий после сварки нержавейки, необходимо обращать внимание на следующее:
- Если использовать вольфрамовый электрод, то не стоит поступать так, как при изготовлении стандартного шва из сварки, а именно производить движения резко, поскольку этим можно повредить получившуюся на самом металле в результате работы электродом пленку для защиты, что может стать причиной образования коррозии на металле;
- Во избежание проникновения в формируемый шов вольфрама из электрода, стоит делать зажег сварочной дуги на пластине из графита, либо производить ее розжиг без контактов, а не делать это на самом изделии, которое нужно соединить;
- На изнаночную шовную сторону сварки стоит оказывать воздействие аргоновой струей, этот газ послужит защитой для горячего металла и защитит шов, образовавшийся при сварке, от окисления.
Проволока для сварки нержавейки.
Когда производится сваривание предметов из нержавеющей стали можно взять плавящиеся электроды, которые представляют из себя металлические стержни, имеющие специальное покрытие. Также можно использовать проволоку, у которой повышен уровень легирования. Среди них:
- Импульсно-дуговая, которая применяется для соединения деталей, толщина которых 8-10 мм;
- Короткодуговая, которую выполняют в газовой инертной среде, нержавейка должна иметь толщину от 0,8 до 3 мм;
- Дуговая струйная, ее применяют для соединения материала в форме листа, толщина которых больше 10 мм;
- Плазменная, это универсальная проволока, соединяющая детали любой толщины.
Основные требования, предъявляемые к металлу стержней электродов.
В большинстве случаев такую сталь сваривают плавящимися штучными электродами, поэтому крайне важно со всей серьезностью подойти к выбору данного расходного материала. Основные требования, которые предъявляются к металлу, используемому для изготовления стержней для электродов:
- Он должен отлично противостоять термической ползучести;
- Он должен иметь небольшой показатель теплового расширения;
- Упругость должна быть высокой;
- Он должен плохо поддаваться износу и иметь хорошую теплопроводность.
Выбирая тот или иной электрод для сварки нержавейки, стоит в первую очередь посмотреть на марку самой стали, которую придется подвергнуть обработке.
mechanicinfo.ru
Сварка нержавейки: аргоном, инвертором — в домашних условиях и на производстве
В каждом доме есть изделия из нержавеющего металла – детали бытовой техники, посуда, ведра, проволока для технических и садовых нужд, и когда в них образуются дефекты, то для их устранения понадобится сварка нержавейки.
Нержавейка применяется как материал для внешних водопроводных труб и частей водогрейной техники.
Сварка дефектов в нержавейке позволит снизить расход средств на приобретение и монтаж новых.
В этой статье мы рассмотрим состав изделий из нержавеющего металла, виды сварки в промышленных и домашних условиях, пройдем обучение на видео, узнаем что такое лазерная сварка.
Свойства нержавейки
По ГОСТ в состав нержавеющей стали включены хром (от 11% до 20%), ниобий и молибден, которые улучшают стойкость к коррозии.
После контакта атомов хрома с кислородом, содержащимся в воздухе, на поверхности контакта возникает защитное покрытие.
Толщина оксида хрома минимальна, но из-за одинакового размера атомы самого хрома и оксида хрома находятся в скученном состоянии, чем и обеспечена стабильность слоя.
Если защитное покрытие подвергается незначительному механическому воздействию, то оно разрушается, но после воздействия кислорода происходит реакция окисления атомов хрома и покрытие восстанавливается.
Эти свойства стали с высоким содержанием хрома были выявлены в процессе работы над улучшением качества оружейных стволов, когда одной из задач было создание сплава с содержанием присадки, успешно противостоящего агрессивному воздействию окружающей среды.
Видео:
Эта задача была решена путем добавления хрома в сталь, после чего покрытие стало очень устойчиво к окислительным процессам, что сделало нержавейки не только идеальным металлом военной промышленности того времени, но и актуальным материалом для бытовых емкостей с различным содержанием, труб и иного использования в быту.
Используются сплавы ГОСТ с добавлением меди, азота, латуни и титана. Применение нержавеющего металла не ограничивается кухней, нержавейка активно применяется в промышленности.
Свариваемость нержавейки
Самым главным показателем процесса сварки является особенность образования шва.
Сплав, которым образовано место соединения двух разнородных металлов или двух частей одного и того же металла, после остывания должен иметь структуру, близкую по химическим и физическим свойствам к основе.
Именно это обеспечивает качество шва и общую свариваемость металлов.
Технология свариваемости нержавейки обладает следующими свойствами:
- Значительная литейная усадка. Это приводит к существенному изменению формы в местах нагрева. При сваривании небольших деталей (например, тонкостенных труб) это компенсируется шириной шва. При сваривании больших по ширине заготовок (промышленных емкостей, труб с толстыми стенами) нужно обеспечить пропорциональный зазор для линейного расширения при нагреве. Его отсутствие приведет к появлению сколов и разломов. Расход материала проводится с допуском на плавление;
- Низкая теплопроводность (в 1,8-2,1 раза ниже, чем у стали). Это мешает свободному распространению поступающего нагрева и концентрирует температуру в зоне шва. Для предотвращения излишнего плавления сварной зоны требуется уменьшить ток на 1/5-1/6 от нормальной подачи при сварке стали;
- Склонность к коррозии между кристаллами. Это качество присуще материалу с высоким содержанием хрома. При температуре 550 градусов по Цельсию и выше высвобождаются карбиды хрома и железа. Для предотвращения этого процесса после сваривания аргоном прибегают к быстрому охлаждению любым способом. Допускается заливка охлажденной жидкостью.
Для свариваемости нержавейки применяется лазерная и контактная точечная сварка с применением аргона.
Сформулированные требования к качественной свариваемости нержавейки – наличие зазора, низкий ток, быстрое охлаждение и только после него полировка.
В бытовых условиях используется сварка инвертором. Инверторной сваркой вполне можно обойтись и она не требует особенных навыков.
Сварка нержавейки
Для устранения отверстий, появившихся в ходе эксплуатации, а также для соединения поверхностей двух деталей между собой используют сварку.
Рассмотрим, как происходит сварка нержавейки, технология, ее особенности и видео уроки.
Видео:
Качественное сваривание нержавейки требует создания условий с учетом высокой электропроводности структуры (в 5-7 раз больше, чем у низкоуглеродистой стали), низкой точки плавления (на 90-110 градусов меньше) и высокого коэффициента расширения при нагреве.
Промышленная сварка нержавеющей стали выполняется при помощи плавящихся электродов в инертном газе с примесями аргона.
Сварка труб или листов незначительной толщины производится дуговым методом в аргоне.
В бытовых условиях или на небольшом непрофильном производстве выполняется сваривание нержавейки инвертором без применения аргона.
Проволока, используемая для сварного шва инвертором, позволяет не только снизить расход электродов, но и обеспечить повышенную прочность соединения.
Для сварки труб из нержавейки проволока применяется по всему контуру сваривания.
Развивая традиционный аргонно-дуговой метод сваривания, установили, что аргон можно заменить использованием азота в качестве газа для защиты шва.
Происходит абсорбировка азота хромом, измельчает литую структуру и не ухудшает свойства шва. Этот способ сварки рекомендуется для деталей из нержавейки, имеющих широкий край.
Вначале сварка при помощи азота применялась только для определенных видов нержавеющей стали, потом после усовершенствования технологии сварки при помощи азота, предложили использовать ее для сварки нержавейки с серебром и его сплавами, медью и ее сплавами, а также для ряда других металлов и сплавов.
Холодная сварка нержавейки
Единственная из всех видов сварки, исключающая использование специального оборудования и нагрева соединяемых плоскостей — это холодная сварка.
В отличие от обычной, она представляет собой двухкомпонентный клей с присадками, который используется для заделки протеканий труб и исправления прочих мелких дефектов.
Видео:
Холодная сварка выпускается в виде трубочек и проста в применении: наносится после очистки детали от налета, масляного слоя, ржавчины или крошки на достаточно глубокие царапины, для улучшения сцепления раствора с поверхностью их надо обезжирить.
Холодная сварка нержавейки чаще всего используется при ремонте емкостей или труб, ее допустимо применять как на поверхности пустых емкостей, так и на заполненные жидкостью сосуды.
Технология применения состоит в следующем: от трубочки отрезается кусочек, пропорциональный трещине, которую необходимо устранить, разогревается и разминается в руках, наносится на дыру или трещину в достаточном количестве (важно понимать, что холодная сварка на тонкой основе бесполезна – при высыхании она выкрошится).
После полного затвердевания (время указано в инструкции), проводится полировка.
Холодная сварка имеет некоторые особенности:
- Временное применение. Холодная сварка применяется как временный метод экстренного устранения дефектов. Через некоторое время будет происходить вымывание или выкрашивание состава и трещины проступят вновь;
- Не применяется для разнородных материалов;
- Не используется для соединения двух частей металла. Нагрузка на шов холодной сварки даже от веса самого металлического предмета является критической и разрушает его;
- Низкая цена, малый расход и простая технология делают этот способ удобным. На видео показаны особенности этого метода.
Сварка разнородных металлов и нержавейки
В промышленности используются детали из разнородных материалов.
При сваривании разнородных металлов требуется учесть особенности каждого из них и подобрать соответствующие электроды и режим.
Разогревание разнородных материалов приводит к тому, что в зоне плавления появляется состав из двух металлов.
Видео:
Химические и физические свойства разнородных материалов передаются сварному шву, а в случае выгорания какой-либо из составляющих, свойства будут переданы неравномерно.
Рассмотрим варианты сваривания поверхностей из латуни, меди и титана в домашних условиях.
Особенность титана – это высокая прочность, стойкость к агрессивным средам, пластичность, жаростойкость при температуре 650-700 градусов по Цельсию.
В сварном шве титана и разнородных металлов присутствует водород, что сказывается на склонности шва к растрескиванию, особенно при включении азота.
Сварка титана с любым из разнородных материалов производится по следующей технологии:
- По ГОСТ требуется защита места сваривания титана от насыщения газом и снижение азота до 0,05%;
- Применяется точечная контактная сварка или дуговая в инертных газах (смесях с аргоном). В промышленности может быть применена лазерная сварка. Точечная и лазерная сварка требуют, чтобы после остывания была проведена полировка. Для аргоновой сварки полировка не требуется;
- Как присадка используется проволока для сварки титана из любого черного металла. Проволока обживается в вакууме;
- По ГОСТ сваривание титана с рядом разнородных материалов и нержавейкой путем взрыва требует прокладок из меди. Проволока допустима к применению;
- Сварка труб из титана и нержавейки требует, чтобы проволока располагалась по сварному шву.
При соединении меди и нержавейки технические сложности появляются из-за родства меди с кислородом, низкой температуры плавления меди и способности меди к поглощению веществ в газообразном состоянии.
Это серьезно усложняет сваривание толстых поверхностей меди с применением аргона обычными электродами.
Самый удачный способ – это дуга с аргоном с применением вольфрамового электрода. Медная проволока используется при сваривании меди и нержавейки как присадка, улучшающая качество сварного шва.
В некоторых случаях можно провести замену аргона на азот. Но при этом расход вольфрамового электрода существенно увеличится, что делает не всегда выгодным использование азота.
Оптимальный расход будет при использовании графитового электрода в сварке при помощи азота, а вольфрамового – в смеси с аргоном.
Сварка латуни и нержавейки крайне затруднена. В латуни содержится значительное количество цинка, который снижает прочность соединения латуни с любым из разнородных металлов.
Сварной шов латуни и разнородных металлов не проходит испытание на прочность. Правильней говорить в этом случае о пайке латуни.
Соединение поверхности из латуни с нержавеющим металлом производят с помощью легкоплавкого припоя, расход которого будет в этом случае значительным.
Образованное соединение не принимает физико-химических свойств латуни, поэтому имеет достаточную прочность.
Предотвращаем дефекты
Сварка нержавеющей стали обладает определенными свойствами.
Игнорирование их приведет к появлению нежелательных изъянов, а через некоторое время место соединения придет в негодность из-за ножевого разрушения.
Разломы от нагрева происходят по причине аустенитного состава шва. Ломкость возникает из-за чрезмерно долгого нагрева и стигматации.
Видео:
Проволока, как присадка, позволяет избежать разломов от нагрева и обеспечивает твердый сварной шов. Требуемое включение феррита в присадках – не менее 2-3%.
Использование дугового метода сваривания с короткой дугой также предотвращает горячие трещины.
Кратеры сварочного шва не поднимайте на основную поверхность заготовки.
Сварка автоматом должна производиться на небольшой скорости.
В статье мы рассмотрели виды и составы нержавейки, домашние и промышленные способы ее сварки.
Несмотря на то, что на видео нет сложностей со сваркой нержавейки, следует получить и отточить начальные навыки сварки на более простых металлах.
rezhemmetall.ru
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?

Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно. Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
- Вести шов следует немного быстрее, чем при обычной сварке. Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
- После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
| 1.5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка нержавеющей стали: особенности процесса
В современной промышленности или строительстве сварка нержавеющей стали является основным процессом сооружения конструкций. Однако нельзя назвать данный процесс легким и беспроблемным. Нержавейку намного сложнее сваривать, чем углеродистую сталь. Дело в свойствах металла. Например, удельное электрическое сопротивление очень высокое, а вот теплопроводность достаточно низкая.
 Существует несколько методов соединения металлов. Например, для металла, толщина которого составляет больше 1 см, используется флюсовая дуговая сварка нержавеющей стали. Флюс защищает место соединения от воздуха. Дополнительно применяется электродная проволока.
Существует несколько методов соединения металлов. Например, для металла, толщина которого составляет больше 1 см, используется флюсовая дуговая сварка нержавеющей стали. Флюс защищает место соединения от воздуха. Дополнительно применяется электродная проволока.
Можно также применять роликовую сварку металла. Производится она посредством последовательного образования точек, причем интервал их образования контролируется. То, как будет работать аппарат, зависит от расположения точек и шага между ними.
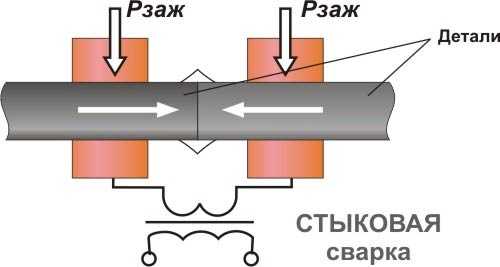
Для соединения металлов также применяется точечная сварка нержавеющей стали сопротивлением. Для совершения процесса используется импульсы низковольтного тока. Они являются короткими. А вот сопротивление при использовании этого вида соединения металлов является очень высоким.
 Для совершения процесса также могут использоваться высокочастотные токи. Лазерная сварка нержавеющей стали обеспечивается лазерным лучом. Благодаря ему, можно добиться высокой степени концентрации тепла в одной точке. При использовании этого типа соединения, большие потери расплавленного металла отсутствуют. Хотя нельзя назвать этот тип дешевым, но он очень эффективен и прочно соединяет материалы.
Для совершения процесса также могут использоваться высокочастотные токи. Лазерная сварка нержавеющей стали обеспечивается лазерным лучом. Благодаря ему, можно добиться высокой степени концентрации тепла в одной точке. При использовании этого типа соединения, большие потери расплавленного металла отсутствуют. Хотя нельзя назвать этот тип дешевым, но он очень эффективен и прочно соединяет материалы.
Если листы металла тонкие, то можно использовать дуговой метод сварки. Однако самым эффективным соединением сталей является плазменное спаивание. На данный момент представленный тип является самым новым и наиболее эффективным.
Сварка нержавеющих сталей имеет также свои особенности. Существуют материалы, которые после обработки становятся хрупкими, а конструкции на их основе становятся опасными, так как могут просто развалиться. Для того чтобы межкристаллитной коррозии не случилось или она выражалась в крайне малой степени, необходимо ослабить выпадение карбидов при сварке.
 В процессе соединения материалов используются разные электроды для сварки нержавеющей стали. Например, элементы с защитно-легирующим покрытием применяются для работы с высоколегированными металлами. Дело в том, что в этом случае шов получается более надежным, и свойства металла в области соединения практически не отличаются от общих свойств нержавейки.
В процессе соединения материалов используются разные электроды для сварки нержавеющей стали. Например, элементы с защитно-легирующим покрытием применяются для работы с высоколегированными металлами. Дело в том, что в этом случае шов получается более надежным, и свойства металла в области соединения практически не отличаются от общих свойств нержавейки.
Также использование электродных элементов зависит от типа сварки. Например, для аргонно-дуговой используются плавящиеся и неплавящиеся вольфрамовые элементы. Причем каждый вид используется в точно определенных условиях.
Также нужно отметить, что современная промышленность и прогресс в технологической сфере способствуют совершенствованию процесса сварки нержавеющих сталей. Однако уже сейчас соединительный шов на металлах является достаточно прочным и делает конструкцию прочной и стойкой.
fb.ru
Сварка нержавеющей стали (нержавейки)
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Ключевой особенностью нержавеющей стали является ее способность противостоять коррозии, причем, не только в атмосферных условиях, но и в агрессивных средах. Она была открыта в 1913 году ученым Гарри Брерли, случайно обнаружившим, что стали с высоким процентным содержанием хрома лучше противостоят кислотной коррозии.
С тех пор прошло чуть менее ста лет, и сегодня существует свыше сотни видов нержавеющей стали с содержанием хрома выше 10%.
Классификация нержавеющих сталей по химическому составу
Все типы нержавеющих сталей классифицируют на несколько групп: хромистые (мартенситные и мартенситно-ферритные), ферритные, хромникелевые, аустенитные (аустенитно-ферритные, аустенитно-мартенситные и аустенитно-карбидные), хромомарганцевоникелевые.
В свою очередь, аустенитные нержавеющие стали могут иметь склонность к межкристаллитной коррозии. Для уменьшения этого явления в них понижается содержание углерода до трех сотых процента, а также вводятся стабилизирующие элементы Ti и Nb. После сварки нержавеющие стали такого типа подвергаются термической обработке.
На сегодняшний день широко используются сплавы FeNi, структура которых получается более стабильной благодаря никелю, стабилизирующему структуру железа. Данный сплав обладает слабым магнитным действием.
Мартенситные и мартенсито-ферритные стали
Нашли широкое применение в изготовлении режущего инструмента и различных элементов оборудования для пищевой и химической промышленности, работающих на износ в слабоагрессивных средах. Мартенситные и мартенситно-ферритные стали типа 30Х13, 40Х13 и пр. характеризуются высокими показателями коррозийной стойкости в слабощелочных и слабокислых растворах и обладают хорошими механическими свойствами.
Ферритные стали
Нержавеющие стали этого типа нашли применение в изготовлении элементов машин и механизмов, работающих в окислительных средах. Это различные бытовые и лабораторные приборы, оборудование для легкой, пищевой индустрии, машиностроения (теплообменное оборудование). Их отличительной характеристикой является высокая коррозийная стойкость в растворах аммиака и аммиачной селитры; азотной, фосфорной и фтористоводородной кислоте и ряде других агрессивных сред. Примером являются нержавеющие ферритные стали серии 400.
Аустенитные стали
Практически все виды аустенитных сталей характеризуются отличными эксплуатационными характеристиками, среди которых такие важные качества, как коррозийная стойкость в целом ряде агрессивных сред, пластичность, прочность, подверженность обработке. Вышеперечисленные преимущества позволяют широко использовать аустенитные стали в машиностроительной отрасли. Примером являются стали серии 300.
Аустенитно-ферритные и аустенитно-мартенситные стали
Аустенитно-ферритные стали активно применяются в машиностроении, судостроении, самолетостроении, химической промышленности. К примеру, стали 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, характеризующиеся повышенным пределом текучести, меньшим процентным содержанием никеля и отсутствием склонности к росту зерен. Кроме того, у них хорошие показатели свариваемости.
Аустенитно-мартенситные стали отличаются не только отменными антикоррозийными свойствами, но и повышенной прочностью при легкости обработки. Поэтому область их использования в тяжелой промышленности и машиностроении очень широка. Среди коррозийностойких аустенитно-мартенситных сталей можно отметить стали типа 07Х16Н6, 09Х15Н9Ю, 08Х17Н5М3.
Сплавы на железоникелевой и никелевой основе
Аустенитные типы сталей подходят не для всех целей применения в химической промышленности и изготовления химической аппаратуры. Так, при необходимости работы в агрессивных кислотах (серной и соляной) требуется использовать сплавы с более высокими характеристиками коррозийной стойкости, нежели у аустенитных сталей. В подобных случаях оптимальным выбором являются сплавы на железоникелевой, никель-молибденовой, хромоникелевой и хромоникельмолибденовой основе. К ним относятся сплавы типа 04ХН40МТДТЮ, Н70МФ, ХН58В, ХН65МВ, ХН60МБ.
Выбор метода сварки
Существует несколько методов и режимов сварки металлов и сплавов, и выбор их в каждом конкретном случае бывает продиктован маркой стали, ее механическими и коррозийными характеристиками. Кроме того, в обязательном порядке учитывают и то, насколько основной металл и металл сварки склонны к растрескиванию. В процессе нагрева и, собственно, сварки в них происходит ряд структурных изменений, в том числе и в физических свойствах. Изменения продолжаются и во время плавления и застывания металла, охлаждения готового сварного шва.
Если от сварного соединения ожидается высокая коррозийная стойкость, необходимо использовать режимы термической обработки, гарантирующие вышеуказанные качества.
Сварка нержавеющих аустенитных сталей серий 200, 300, 304, 316, 321
Характерными особенностями аустенитных сталей являются пониженная температура плавления, значительный коэффициент линейного расширения, низкая теплопроводность. В этом состоит их отличие от углеродистых сталей, и по этой причине сварке нержавеющих аустенитных сталей этого типа свойственно более быстрое расплавление и значительный перепад температур от основного металла к сварному шву.
Стали с повышенным процентным содержанием углерода, при отсутствии стабилизирующих элементов, таких, как Ti и Nb, обладают склонностью при сварке образовывать межкристаллитную коррозию. В то же самое время у сталей, стабилизированных титаном или ниобием, отсутствует подобная склонность. Однако при большом проценте вхождения углерода в их состав они подвергаются ножевой коррозии в азотной кислоте высокой концентрации.
Все вышеперечисленные нюансы должны быть учтены при выборе вида и режима сварки, а если речь идет о сталях первой группы, то необходимо дополнительно следить за скоростью процесса сварки и охлаждения. Работая с нестабилизированными сталями, необходимо закалять их при температуре 1050`-1150`С и подвергать стремительному охлаждению. Только таким образом можно добиться высокой коррозийной стойкости. Если нет возможности провести подобную термическую обработку, нужно отдать предпочтение стабилизированным нержавеющим сталям или сталям с пониженным процентом вхождения углерода.
Такой нюанс, как высокий коэффициент линейного расширения любых аустенитных сталей, приводит к тому, что медленная сварка становится причиной значительного коробления. В случаях работы со сталями этого класса эффективным будет метод высокоскоростной сварки с последующим быстрым охлаждением. Добиться этого можно, используя специальные охлаждающие накладки и подкладки под сварной шов.
Сварка антикоррозийных ферритных сталей класса AISI 409, 430, 439
Главной трудностью сварки данных сталей является риск образования хрупкого, подверженного растрескиванию шва. Технология сварки в подобных случаях включает предварительный разогрев металла до температуры 200`С, причем, более эффективной является электродуговая, а не газовая сварка, поскольку обеспечивает минимальный разогрев металла непосредственно во время сварочного процесса. По окончании сварки швы необходимо разогреть до температуры 730`-780`С и как можно быстрее охладить.
Хромированные стали с содержанием хрома в пределах 15-17% нередко подкаливаются во время сварочного процесса. Во избежание этого явления лучше использовать стали, легированные ниобием или титаном.
Сварка хромистых мартенситных сталей класса AISI 410, 420
Стали данного класса имеют тенденцию к подзакалке на воздухе, степень которой находится в прямой зависимости от концентрации углерода. Если его содержание низкое, сварной шов оказывается качественным, и наоборот.
К характерным особенностям хромистых сталей относят более низкие, по сравнению с углеродистыми сталями, теплопроводность и коэффициент линейного расширения. Кроме того, хромистые стали демонстрируют способность к подзакалке при охлаждении, что является причиной значительных сварочных напряжений. В свою очередь, возникающие напряжения могут стать причиной трещин и разрывов сварного шва. Устранить подобные явления можно с помощью предварительно нагрева металла перед сваркой до температуры 250`-350`С.
Сварка хромистых сталей подразумевает использование в качестве электродов аустенитных сталей, благодаря которым образуется более технологичный сварной шов.
Обработка сварных швов
Сварной шов будет более устойчивым к коррозии, если после окончания процесса избавить его от образовавшегося на его поверхности пористого оксидного слоя, под которым находится зона с недостаточным процентным содержанием хрома. Если стоит задача, чтобы сварное соединение обладало такими же антикоррозийными характеристиками, как и основной металл, удалить оксидный слой нужно обязательно. Для этих целей используют два основных метода: термообработку и травление.
Термообработка
Данный способ имеет своей целью нивелировать возникающие в присадочных материалах различия в физических и химических свойствах. Проводится при температуре свыше 100`C.
Травление
Травление считается более эффективным, по сравнению с термообработкой, методом и заключается в обработке сварного соединения специальным составом. Осуществить это можно с помощью погружения области шва в ванну с раствором, поверхностного нанесения или обработки данной области специальной пастой. Все зависит от конкретных условий. Если травление выполняется правильно, оксидный слой на поверхности шва ликвидируется, равно как и опасная зона с низким содержанием хрома.
Время травления варьирует в зависимости от сорта проката, толщины оксидного слоя, температуры и ряда других факторов. Для того, чтобы готовое изделие в области сварного соединения обладало максимальной стойкостью к коррозии, сварной шов шлифуют или полируют, в результате чего степень его шероховатости начинает соответствовать установленным стандартам.
См. также:
www.autowelding.ru
Сварка нержавейки своими руками | Строительный портал
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
- Свойства нержавеющей стали
- Состав нержавеющей стали
- Разновидности нержавейки
- Виды аустенитной нержавейки
- Свариваемость нержавейки
- Особенности сварки нержавейки
- Ручная сварка нержавейки покрытыми электродами
- Сварка вольфрамовыми электродами в среде аргона
- Механические методы обработки нержавейки
- Профилактика дефектов после сварки
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.

Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах. Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
- Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.

Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали. Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
- Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.

Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.

Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.

Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.

Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
strport.ru