Сварка аргоном — всесторонний обзор технологии
Использование высокой температуры дуги при проведении сварки является широко применяемой во многих сферах технологией соединения металлических конструкций. Однако применять ее можно не для всех сплавов, т. к. многие из них при разогреве до высоких температур и расплавлении на открытом воздухе окисляются и теряют свои технологические свойства. Поэтому для них применяется особая сварка аргоном, при которой, кроме нагревания с помощью электрической дуги, для защиты металла используется нейтральный газ аргон.
Особенности аргонодуговой технологии
Как и сварочная дуговая, технология сварки в среде аргона основана на расплавлении области соединения металлов с помощью электрической дуги. Она может проводиться с помощью расплавляющихся и неплавящихся электродов. Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
Неплавящимися электродами обычно служат изделия из вольфрама, т. к. он отличается своей тугоплавкостью и выдерживает температуру металлического расплава. Официальное обозначение сварки неплавящимися вольфрамовыми электродами в среде нейтрального газа —TIG.
В этом случае зону соединения металлов заполняют присадочным материалом. Для этого используют металлическую проволоку, изготовленную из сплава, легированного теми же элементами, что и свариваемый металл. Главное правило при ее выборе — не ухудшить свойства основного металла шва. Поэтому важно:
Процентное содержание легирующих элементов в присадочной проволоке не должно быть меньше, чем в соединяемых металлических деталях.
Диаметр проволоки подбирают в соответствии с параметрами сварного шва и толщиной изделия.
При использовании плавящихся электродов в качестве их материала применяется проволока или пруток, которые также по требованиям к химическому составу должны соответствовать основному металлу изделий и при расплавлении не должны ухудшать его свойства.
Аргонодуговая сварка с поддувом может проводиться тремя способами:
- в полном автоматическом режиме;
- в режиме автоматической подачи проволоки;
- в ручном режиме проведения процесса.
При автоматическом режиме весь сварочный процесс полностью автоматизирован: и управление движением электрода, и подачу присадочной проволоки осуществляет автомат.
При полуавтоматическом режиме сварочным аппаратом управляет человек, а подача присадочной проволоки регулируется автоматически.
В ручном режиме весь сварочный процесс проводится сварщиком.
Нейтральный газ в сварочной зоне выполняет две функции. Он служит защитной средой от агрессивного действия компонентов воздуха и регулирует прохождение импульса тока через ионизацию дугой.
При аргонодуговой сварке эти функции обеспечивает газ аргон. Он предотвращает расплавленный металл сварного шва от взаимодействия с компонентами воздуха, т. к. значительно тяжелей воздуха (на 38%) и поэтому выдавливает его из сварной зоны, заполняя рабочее пространство и надежно изолируя расплав от контакта с атмосферной средой.
Для каких целей применяется защитная среда? Дело в том, что при достижении высоких температур многие высоколегированные стали и сплавы цветных металлов легко вступают в реакцию с кислородом и азотом, присутствующих в составе воздуха, образуя соединения, которые вредят их прочности и лишают устойчивости к коррозии. Аргон — нейтральный газ, он не реагирует на компоненты разогретых металлических сплавов, поэтому служит своеобразной завесой, препятствующей контакту разогретого металла с воздухом, предотвращая его взаимодействию с агрессивными газами воздуха.
Иногда, особенно при ванной сварке, для исключения образования пористости сварного металла к аргону добавляется небольшой объем кислорода (3-5%). Он берет на себя роль чистильщика жидкого расплава, взаимодействуя с его поверхностными вредными включениями, которые в дальнейшем выгорают или всплывают на поверхность расплава в виде шлаков.
Кроме того, инертный газ имеет повышенную склонность к ионизации, а это влияет на характер прохождения направленных электронов сварной дуги к поверхности металла, а, следовательно, и параметры силы сварного тока.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
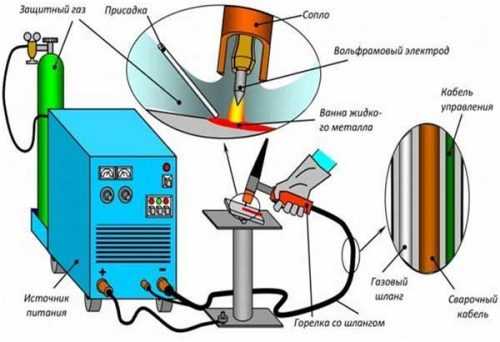
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Оборудование для аргонодуговой сварки
Разные режимы технологии аргонодуговой сварки предполагают использование оборудования, имеющего различные принципы работы и устройства.
Аппараты для соединения деталей с помощью дуги в аргонной среде подразделяются на специальные и универсальные устройства:
- Сварочные трансформаторные устройства работают на использовании переменного тока.
- Аппараты, играющие функцию выпрямителей и генераторов, служат для обеспечения выпрямленного (постоянного) тока при выполнении сварочных работ.
- Универсальные аппараты предназначены для сварочных работ, как на постоянном, так и на переменном характере тока.
Наиболее востребованным является аппарат универсального действия. К таким устройствам относятся инверторы.
Аппараты для ручной сварки с использованием вольфрамового электрода обязательно содержат в комплекте горелку, а также трансформаторы для преобразования тока из переменного в постоянный ток, стабилизаторы напряжения и устройства для розжига дуги.
Аппараты для работы в автоматическом режиме должны включать устройства для управления сварочным процессом и подачей защитного газа.
wikimetall.ru
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.

Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.

Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.

Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
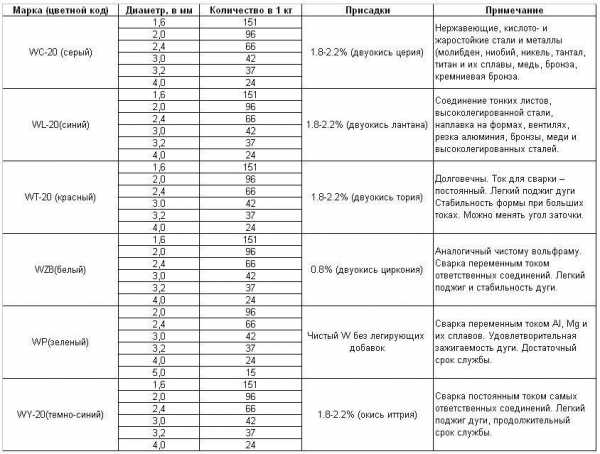
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
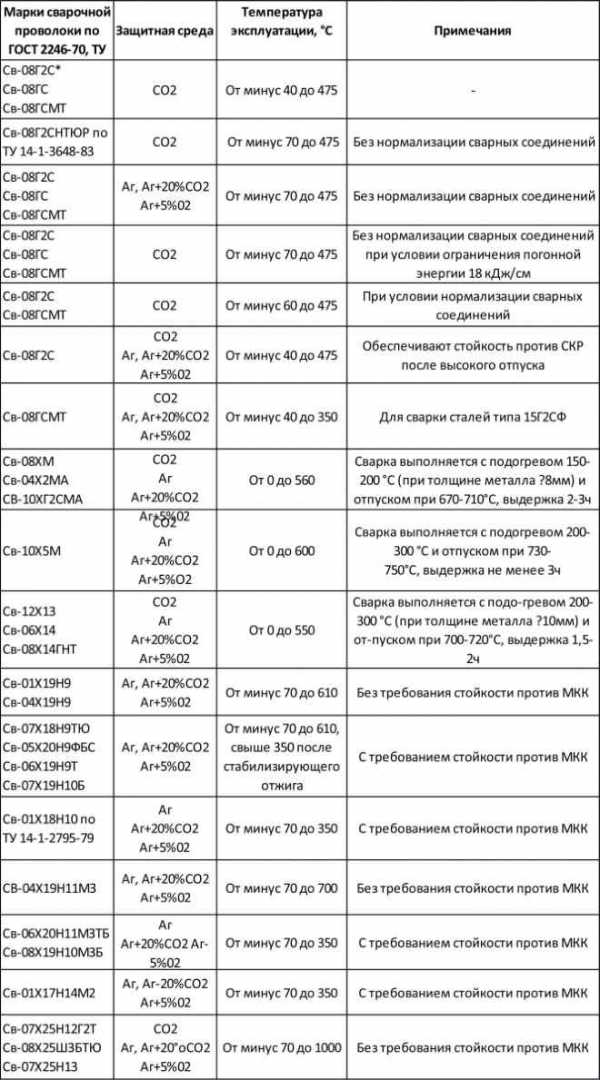
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.

Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.

Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Аргонно-дуговая сварка, все о технологии сварки в среде аргона
- Содержимое:
- Технология аргонодуговой сварки
- Оборудование для аргонодуговой сварки
- Автоматическая аргонодуговая сварка
- Присадочные материалы для аргонодуговой сварки
- Техника ручной аргонодуговой сварки
- Как правильно варить аргонодуговой сваркой
 Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.- Чем способ сварки в среде аргона отличается от остальных?
- Что включает в себя технология проведения сварочных работ с применением защитной среды аргона?
- Какие меры безопасности потребуется соблюдать?
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений — вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки — наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.

Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
[media=http://www.youtube.com/watch?v=DnkTZeqnMF4&feature=player_detailpage#t=8]
[media=http://www.youtube.com/watch?feature=player_detailpage&v=gXbB-iD8MjE#t=8]
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки — предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
 Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.- Осциллятор — это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат — еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения — существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары — для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост — это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
 Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Автоматическая аргонодуговая сварка
Для облегчения рабочего процесса предусмотрена автоматическая аргонодуговая сварка неплавящимся электродом. Потребитель может приобрести установку с разным коэффициентом автоматизации. Принято различать следующие установки:
- Механизированная — в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
- Автоматизированная — технологический процесс и нанесение сварного шва происходит под надзором оператора, управляющего оборудованием. Движение горелки и подача проволоки выполняется с помощью автоматики.
- Роботизированная — сварочное оборудование для автоматической аргонодуговой сварки плавящимся электродом в таком случае полностью выполняется с помощью механизма. Контроль над режимом, нанесением сварного шва и другими аспектами контролирует компьютерный процессор, следуя заложенной программе.
Механизированная сварка в России используется чаще всего. Поэтому, при выполнении сварных работ большое значение играет человеческий фактор, а именно квалификация мастера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
- Из нержавейки — присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
- Алюминия и сплавов — получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов — такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля — присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом. Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона.
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Как правильно варить аргонодуговой сваркой
Для аргонно-дуговой сварки нужно соблюдение следующих условий:
- Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.
- Выставить необходимые настройки. Техническая документация поможет правильно установить скорость подачи проволоки, необходимое напряжение и другие параметры.
- Заканчивать шов необходимо с помощью реостата, постепенно снижая напряжение дуги.
 Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.
Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.Область применения аргонодуговой сварки
Технологический процесс проведения работ позволяет использовать этот метод для ремонта и изготовления деталей и конструкций любых цветных металлов и тугоплавких сталей. В настоящее время благодаря особенностям оборудования сварные работы с использованием защитной среды аргона можно проводить как в промышленных условиях, так и в быту.
Можно условно обозначить сферы применения метода сварки в аргоне по разновидности обрабатываемых металлов. А именно:
- Аргонодуговая сварка алюминия — сложность обработки алюминиевого сплава с помощью обычного электродного метода состоит в том, что металл имеет хорошую теплопроводность и не меняет свой цвет при нагревании. Обеспечить высокое качество шва на алюминии можно только в среде защитных газов. Сварка алюминиевых сплавов требует использования присадочных материалов, проволока в таком случае будет иметь однородный состав.
- Сварка нержавейки — еще один материал, сложно поддающийся процессу обработки. Недостатком электродного метода в данном случае выступает то, что в процессе нанесения шва по нержавеющей стали приходится преодолевать пленку окиси. Работы выполняют с использование проволоки из нержавейки или без присадочного материала. Угол наклона горелки во втором случае будет составлять около 90° градусов. Выбирая режимы аргонодуговой сварки нержавеющей стали необходимо учитывать, что этот металл склонен к растрескиванию, поэтому требуется, чтобы шов остывал медленно при постоянной подаче газа.
- Аргонодуговая сварка чугуна — это оптимальное решение задач ремонта, как сантехнических труб, так и других изделий. Возможно использование для мелкого ремонта дефектов чугунных поверхностей возникших в процессе литья.
- Сварка титана в среде аргона — практически единственный способ обработки титановых сплавов. Сложность заключается в том, что даже при нагревании до 450° градусов титан образует оксид и окалину насыщенную кислородом. Это способствует образованию трещин и не дает провести качественное наложение сварного шва другим способом. При сварке титана используют специальные накладки, способствующие подаче аргона с тыльной стороны обрабатываемой детали.
- Углеродистые стали — существуют особенности обработки и этих металлов. Режим сварки углеродистых сталей подразумевает использование проковки шва при достижении им температуры каления и обеспечения медленного остывания обрабатываемой поверхности.
- Медь — особенностью меди является высокая теплопроводность. Поэтому аргонно-дуговая сварка меди выполняется при условии увеличенной подачи аргона около 150-200 л/час.
Техника безопасности при аргонодуговой сварке
Проведение работ с использованием среды защитного газа регламентируются согласно ГОСТ 12.3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
В первую очередь ограничения связаны с вредными веществами, образующимися в процессе выполнения работ и другими потенциально опасными ситуациями.
Некоторые положения этого ГОСТ приведены ниже:
- Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
- Необходимо обеспечить стабильную вентиляцию рабочего места, при необходимости подключить систему принудительного удаления продуктов сгорания.
- Перед началом работ надо удостовериться в исправности оборудования.
- Мастер должен регулярно проходить инструктаж в кабинете охраны труда и сдавать соответствующие экзамены.
- Запрещается использование тройников, редукторов и других приспособлений для одновременного подключения сразу нескольких горелок.
- Необходимо обеспечить рабочего средствами индивидуальной защиты. Для предотвращения термического воздействия на человека при резке и сварке толстостенных металлов используются перчатки и горелки с удлиненным штативом.
 Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.Маска для сварки или специальные очки являются обязательным условием для выполнения работ. Хорошо зарекомендовали себя маски «хамелеоны». Сварочные маски со стеклами «хамелеонами» самостоятельно меняют затемнение в зависимости от воздействия излучения.
Комплектующие и расходные материалы
Помимо приобретения установки понадобится купить расходники для аргонно-дуговой сварки и постоянно следить за их наличием и исправностью. Так для выполнения работ понадобится:
- Смесь для сварки — хотя основной процент имеет доля аргона, он не подается на горелку в чистом виде. Качественная аргоновая смесь имеет от 10 до 50 процентов углекислоты в своем составе. Допустимо использование составов с гелием. Перед приобретением следует уточнить у консультанта, для каких целей используется смесь.
- Баллоны — могут быть использованы повторно. Время от времени необходимо проверять баллоны на отсутствие разгерметизации. Некоторые сервисные центры могут заправить необходимую смесь в уже приобретенные баллоны. Так как для некоторых металлов необходим большой расход газа (для меди потребуется интенсивность подачи в 150-200 л. / в час) приобретать необходимо комплектующие с достаточным объемом.
- Шланги — можно купить сварочный рукав различной длины и дополнительными функциями. Перед приобретением шлангов следует убедиться в том, что выбранный рукав подходит к сварочной установке. Рукав аргонно-дуговой сварки подсоединяется к редуктору.
- Редуктор — осуществляет контроль над расходом и подачей аргона. Редуктор устанавливается на баллон и автоматически понижает или повышает давление при работе с определенными типами металлов.
Недостатки аргонодуговой сварки
Как и у любого метода, у аргонодуговой сварки есть свои недостатки. К ним относится:
- Большое количество дополнительно используемого оборудования.
- Сложность правильного подбора, режима выполнения работ. Для начинающего мастера выбрать необходимые параметры крайне сложно. При работе с некоторыми металлами требуется импульсная сварка, на другие шов наносится точечным методом с перерывами. Может потребоваться использование постоянного или переменного напряжения.
- Невозможность полной защиты шва при сквозняке или сильном ветре.
При этих недостатках у метода проведения сварочных работ в среде аргона есть и свои положительные стороны.
Преимущества аргонодуговой сварки
На выбор аргонно-дуговой сварки должны повлиять преимущества, которые не могут быть достигнуты ни одним другим методом обработки металла. А именно:
- Незначительный нагрев поверхности металла. Для титана и чугуна и других цветных металлов сильное прогревание критично. Использование метода сварки с использованием аргона позволяет выполнить сварные работы качественно.
- Высокая скорость проведения работ.
- Возможность обработки металлов, не поддающихся сварке другим способом.
- Качественный ровный и тонкий шов.
- Возможность выполнения работ в домашних условиях без профильного образования. Согласно статистике большинство из тех, кто выбирает аппарат аргонодуговой сварки для дома, не является специалистом.
Возможности аргонодуговой сварки практически безграничны, а техника наложения шва настолько проста, что позволяет выполнить работы даже без профильного образования и практики. Именно это и объясняет популярность оборудования.
stroy-plys.ru
Основные способы сварки аргоном
Различные металлоконструкции промышленного и бытового назначения нередко требуют сварки деталей из бронзы, титана, нержавейки, меди, алюминия и прочих цветных металлов. Их, как и легированные стали, бывает очень трудно сваривать друг с другом. Для таких случаев походит сварка аргоном, цена на которую хоть и превышает стоимость прочих видов сварки, но и эффективность ее гораздо выше.
Особенности применения сварки аргоном
Сварка аргоном технологией во многом схожа с газовой сваркой и дуговой. В производстве таких сварочных операций применяются электрическая дуга и газовая среда (аргон). Электрическая дуга применяется для нагрева и плавки кромок свариваемого материала, а инертный газ аргон оберегает металл от действия примесей и прочих газов, плохо влияющих не свойства шва.
Цветные металлы, как и легированные стали, в ходе сварки способны окисляться от действия кислорода или вступать во взаимодействие с другими примесями, из-за чего шов может оказаться недостаточно прочным. А сварка алюминия аргоном – вообще единственно возможный способ сварки этого металла, так как он горит от соприкосновения с кислородом. Аргон же, будучи гораздо тяжелее атмосферного воздуха, без труда выгоняет кислород из сварочной зоны и полноценно защищает ванну от прочих атмосферных влияний.

При этом он почти не вступает во взаимодействие со свариваемыми материалами и образующимися в области горения дуги газами, благодаря чему считается инертным газом. Подают аргон в сварочную зону незадолго до начала горения дуги, а прекращают его подачу через несколько секунд по завершении работ. Но существует у сварки в среде аргона одна особенность, которую стоит учитывать: при сварке током при обратной полярности аргон способен испускать электроны, из-за чего сама среда аргона становится электропроводной.
При производстве сварки аргоном пользуются как электродами плавящимися, так и неплавящимися. Из последних чаще всего применяется электрод из вольфрама – наиболее тугоплавкого материала, который даже используют в нитях ламп накаливания. В зависимости от характеристик сплавляемых металлов подбирают диаметр с материалом электрода. Это нетрудно сделать, воспользовавшись данными специальных таблиц в справочнике.
Оборудование для аргоновой сварки
В ходе обучения сварке аргоном выделяют три ее типа: ручная с применением неплавящегося электрода – РАД; автоматическая, производимая также неплавящимся электродом – ААД; автоматическая, использующая плавящийся электрод – ААДП. Еще следует знать аббревиатуру TIG, ее наличие на аппарате для сварки аргоном означает способность сварки фольфрамом в среде инертных газов.
Горелка, применяемая в аргоновой сварке, внутри снабжена держателем для вставления и закрепления в нем электрода любого необходимого диаметра. Сам электрод крепится так, чтобы его край выступал из корпуса горелки не более чем на несколько миллиметров. Окружает электрод сопло, сделанное из керамического материала. Через него во время производства сварки поступает аргон. Еще необходима присадочная проволока для сварки аргоном, которая должна подаваться в сварочную зону. Она должна быть изготовлена из тех же металлов, что и сами части конструкции, подлежащие сварке. Ее диаметр, зависящий от материала свариваемых деталей, выбирается по таблицам справочников. В процессе работы присадочная проволока с горелкой должны находиться в руках у производящего сварку.

Прежде чем начать работу, очищают от жира с окислами и прочих загрязнений поверхности деталей, подлежащих сварке. Очистка подразумевает механический и химический способы. Затем на детали, подвергаемые сварке, подается обычная для дуговой сварки «масса». В сварке небольших изделий возможна ее подача в специальную ванну или специальный рабочий стол, изготовленный из металла. Подающуюся отдельно присадочную проволоку в общую электрическую цепь включать не нужно. Горелку обычно сварщик держит правой рукой, присадочную проволоку – левой. Также горелка должна быть снабжена кнопкой для пуска тока с газом, что позволит регулировать расход аргона при сварке. Выбираемая сила тока зависит характеристик свариваемых материалов или подбирается опытным путем. Подача газа включается до начала сварки, примерно за 20 секунд перед ней.
Горелка с электродом подаются к свариваемым кромкам изделия на максимально близкое расстояние. Это необходимо для создания самой короткой дуги, возникающей от края электрода до металла. Именно электрическая дуга расплавляет край свариваемой части детали с присадочной проволокой. Чем короче дуга, тем лучше глубина сплавления металла, уже и эстетичнее шов. От большой дуги не только портится качество шва, но и растет напряжение. Оптимальное расстояние между горелкой и деталью – около 2 мм.
Технологии аргоновой сварки стали, нержавейки и других материалов
Качество сварка аргоном стали, например, во многом зависит от умения производящего сварку. Он должен проводить горелкой в районе шва медленно, равномерно продвигаясь, не позволяя резких или поперечных движений и равномерно подавая присадочную проволоку. Резкая ее подача может привести к брызгам расплавленного металла, плавность и аккуратность подачи достигаются практическим опытом. Немаловажно и расположение присадочной проволоки. Лучше всего, когда она подается перед горелкой под определенным углом к сварочной поверхности без резких движений. От этого зависит ровность и размер получаемого шва.
Еще важно при сварке аргоном нержавейки, например, правильно подобрать нужный режим сварки. Определяя направление и полярность тока, руководствуются характеристиками свариваемого металла, размерами электрода и самих деталей. Многие сплавы, а также стали сваривают на постоянном токе с прямой полярностью. Некоторые цветные металлы, такие как магний или алюминий, предпочтительнее варить на переменном токе с обратной полярностью, что быстрее разрушает их пленку, состоящую из оксидов. Сварка на постоянным токе способствует неравномерному отделению тепла: у анода – 70%, а у катода – 30%. Из-за этого, к примеру, для сварки титана аргоном пользуются прямой полярности током, чтобы, не сильно разогревая электрод, качественно сплавлять детали. Подбирая силу сварочного тока, можно воспользоваться специальной таблицей справочной литературы или собственным накопленным опытом.

Быстрота подачи аргона со скоростью вносимых потоков воздухавлияют на расход газа. К примеру, при сварке меди аргоном в помещении, исключающем сквозняки, его расход будет небольшим. А работы по сварке, производимые на улице при порывах бокового ветра, потребуют большего расстояния, отделяющего электрод от свариваемой поверхности детали. Воздушный поток будет сдувать аргон, оставляя металл шва незащищенным. Чтобы избежать таких сложностей применяют особое сопло с сеткой в мелкую ячейку, называемое конфузорным.

Нередко в смесь газов вместе с аргоном включают немного кислорода. Он, в отличие от инертного аргона, реагируя с вредоносными примесями, способен защищать от них свариваемую поверхность изделия. Из-за воздействия кислородом грязь и различные присадки, образующиеся в ходе плавления металлов, сгорают либо образуют другие соединения, способные всплывать поверх ванны сварки. Так, применение кислорода позволяет бороться с порами в шве при сварке чугуна аргоном.
Отдельные достоинства с недостатками имеются у каждой технологии, есть они и у сварки аргоном. Ее главным преимуществом является возможность защитить сварочную ванну и шов от атмосферного воздействия. Также плюсом производимой полуавтоматом сварки аргоном считается большая скорость проведения работ, обусловленная высокой температурой дуги. При этом можно не бояться видоизменить форму возводимой конструкции благодаря небольшой области нагрева. Также аргонодуговая сварка позволяет соединять сплавы с металлами, иначе сварить которые просто невозможно. Недостатками этой технологии сварки считают относительную сложность производства работ и требующее точности в настройках оборудование.

promplace.ru
Аргонная сварка (аргонодуговая) – технология, ГОСТ, оборудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов. Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.

Процесс аргонной сварки
Преимущества и недостатки технологии
Как известно любому специалисту-сварщику, варить алюминий очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления. Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода. Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.

Сварочный шов, выполненный в защитной среде аргона
Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др. Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
- высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
- при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
- скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
- шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
- по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях.

Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Из недостатков, которыми данная технология также обладает, можно выделить следующие:
- необходимость использования достаточно сложного оборудования и осуществления его точной настройки;
- для выполнения аргонной сварки от специалиста требуется наличие соответствующих навыков и опыта.
Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.

Ремонт легкосплавных автомобильных дисков с помощью аргонной сварки
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
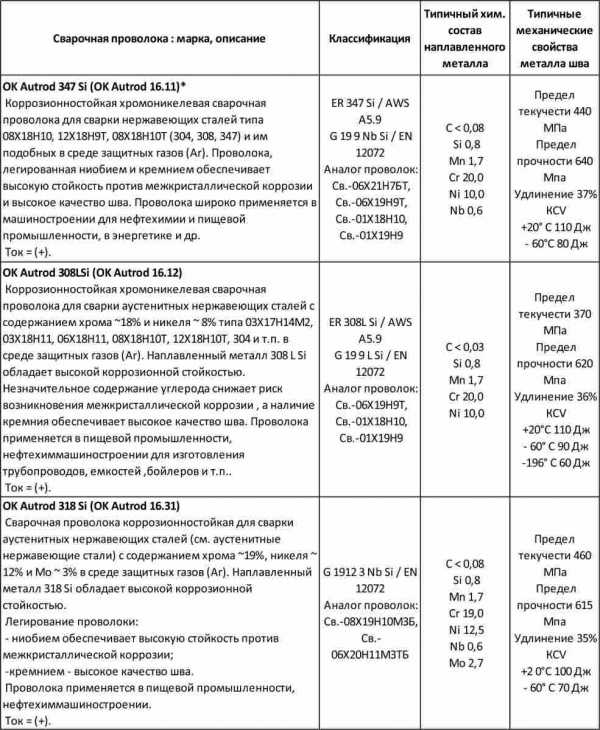
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры востребованных вольфрамовых электродов зарубежного производства (нажмите для увеличения)
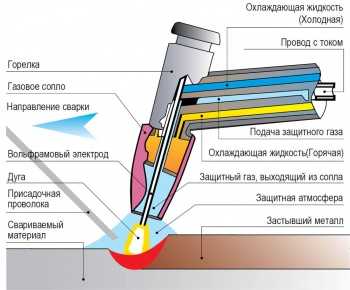
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали. Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.
Оборудование для сварки
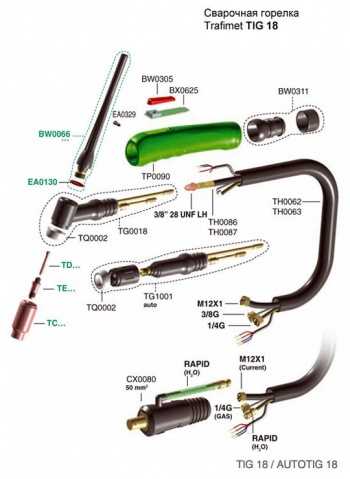
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
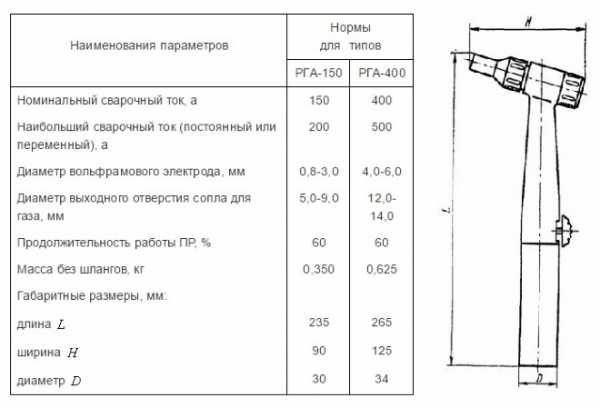
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную. При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.

Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную. Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
- Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму. Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.

Работа механизированной сварочной каретки
Особенности оборудования
Оборудование, при помощи которого выполняют сварку в среде защитного газа аргона, подразделяется на несколько основных категорий:
- оборудование специального типа;
- универсальное;
- специализированного назначения.
Наиболее востребованным как в производственных, так и в домашних условиях, является оборудование универсального типа, которое позволяет использовать всевозможные режимы аргонной сварки и качественно выполнять соединения деталей различного типа.

Самодельный сварочный стол
Так называемый сварочный пост, на котором осуществляют сварку в среде защитного газа при помощи неплавящегося электрода, должен быть оснащен следующим основным и вспомогательным оборудованием:
- источником постоянного или переменного тока;
- комплектом горелок, которые используются при работе с токами разного типа;
- специальным устройством, называемым осциллятор, которое обеспечивает быстрое зажигание сварочной дуги и ее поддержание в стабильном состоянии;
- оборудование, которое отвечает за управление сварочным процессом, а также за безопасность сварщика и защиту сварочного аппарата;
- устройства, обеспечивающие стабильность параметров сварочного тока.
В последнее время все чаще используются инновационные методики аргонной сварки. Такие методики, естественно, требуют использования дополнительного оборудования, позволяющего не только повысить эффективность выполнения процесса сварки, но и значительно улучшить качество формируемого соединения. Такие технологии, кроме того, дают возможность сваривать детали, отличающиеся значительной толщиной.
К одной из таких методик, которая в последнее время приобретает все большую популярность, относится сварка с использованием пульсирующего тока. В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются. Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения. Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону. Такая опция позволяет получать качественные и надежные сварные соединения.

Сварка с подачей «горячей» присадочной проволоки (TIG Hot-Wire)
На современном рынке также можно приобрести модели устройств, сварочные работы которыми выполняются при помощи нескольких неплавящихся электродов. Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения. Для того чтобы реализовать в оборудовании для аргонной сварки такие и многие другие опции, достаточно оснастить его дополнительными блоками и навесными приспособлениями.
Но, конечно, самым распространенным устройством, успешно используемым для выполнения сварочных работ в среде аргона, является инвертор. Такое универсальное устройство, которое может одинаково успешно применяться и в производственных условиях, и в быту, позволяет выполнять качественные сварные соединения даже сварщикам, не обладающим высокой квалификацией и большим опытом работы. Существенными плюсами использования таких устройств является и то, что они достаточно просты в освоении и не вызывают больших сложностей в эксплуатации и обслуживании.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.

Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.

Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Экономическая выгода от выполнения сварки своими силами
Услуги по выполнению аргонной сварки сегодня предоставляют многие компании и частные мастера. Стоимость таких услуг, которые трудно назвать дешевыми, зависит от объема и сложности предстоящих сварочных операций, используемого оборудования, квалификации специалиста.
Если потребность в выполнении аргонной сварки у вас постоянная, то можно серьезно сэкономить на стоимости профессиональных услуг, если приобрести соответствующее оборудование и выполнять сварку самостоятельно. О правильности подобного решения говорит и тот факт, что освоить азы аргонной сварки можно за достаточно короткий промежуток времени. Но, конечно, если потребность в выполнении такой сварки у вас возникает нечасто, то лучше воспользоваться услугами специалистов, которые имеют в своем распоряжении все необходимое для того, чтобы оперативно и качественно осуществить подобный технологический процесс.
И, напоследок, интересное видео о нюансах аргонодуговой сварки различных металлов и особенностях ее применения на практике.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Сварка аргоном ТИГ — обзор технологии и оборудования
Сварка аргоном ТИГ представляет собой обособленную разновидность технологии аргоновой сварки и, согласно техническому переводу аббревиатуры Tungsten Insert Gas (TIG), обозначает ее как методику ручной электродуговой сварки в среде инертного газа аргона неплавящимся электродом из вольфрама.
Стоит обратить внимание! Иногда в технических описаниях и названиях сварочных аппаратов можно встретить и такое сокращенное название технологии аргоновой сварки неплавящимся вольфрамовым электродом как WIG, что в переводе с немецкого Wolfram Inert Gas полностью соответствует обозначению TIG.
Технология тиг сварки аргоном
В основе метода сварки аргоном TIG лежит электрическая плазменная дуга, которая является источником высокотемпературного тепла, необходимого для расплавления свариваемого металла в среде инертного газа аргона, но с неподвижным вольфрамовым электродом. По своей сути является гибридом электродуговой сварки в среде инертного газа в части нагрева и газопламенной сварки в части подачи сварочного материала.
Сварочные аппараты простой аргоновой сварки и сварки TIG по принципам работы являются практически одинаковыми, поэтому первые можно вполне считать универсальными. Различие этих аппаратов и методик лежит в устройстве сварочной горелки (уместней было бы здесь употреблять слово держатель, но так уже принято). В случае с TIG сваркой вольфрамовый электрод закреплен в конструкции горелки неподвижно, имея возможность лишь для регулировки, что связано с его прогоранием от высокотемпературной дуги в процессе сварки.
Сам процесс аргоновой TIG сварки основан на высокотемпературной плазме, которая образуется за счет прохождения больших электротоков между электродом и свариваемым металлом, образуя так называемую сварочную ванну. Для образования шва в сварочной ванне вполне хватает кромок основного материала в случае достаточной толщины или при наложении листов металла друг на друга. А вот для сваривания тонкостенных деталей и особенно встык необходимо дополнительно вводить присадочную проволоку, как правило, полностью идентичного состава свариваемому металлу.
Для того, чтобы такой процесс электросварки проходил без осложнений, используют среду инертных газов. Хотя в названии и звучит слово аргон, но вполне возможно применение и других инертных газов или специальных смесей. Так, для сварки вертикальных поверхностей и материалов толщиной более 5 мм рекомендуют применять смесь аргона и гелия. А вот в «домашних» условиях нередко используют более дешевые, так называемые активные смеси газов. Например, углекислый газ или азот, правда это уже существенно влияет на качество сварного шва.
И так же, как и для простой аргоновой сварки, так и для ТИГ метода, необходимо тщательно подготавливать свариваемые поверхности путем механической зачистки и обезжиривания. Здесь можно порекомендовать использовать в процессе подготовки различные фирменные антипригарные жидкие составы типа спреев или травильных кислот.
Области применения
Благодаря своей технологичности и высокому качеству — сварка TIG значительно потеснила традиционные методики сварки. Она нашла широкое применение в таких отраслях, как химическая, теплоэнергетическая, нефтеперерабатывающая, а для отдельных видов промышленности, к которым относятся авиационно-космическая, пищевая и автомобилестроительная, стала основной технологией сварки.
Аргоновую сварку TIG применяют для практически всех видов металлов и их сплавов, но чаще всего используют для соединения деталей и узлов:
- высокоуглеродистых легированных сталей,
- нержавеющих сталей,
- меди,
- латуни,
- бронзы,
- титана,
- алюминия и его сплавов.
А также технология TIG незаменима для сваривания деталей, состоящих из разных металлов или сплавов путем наплавления более «мягкого» материала на более тугоплавкий.
Преимущества и недостатки TIG технологии
К ярко выраженным достоинствам применения сварки ТИГ можно отнести:
- сварку всех марок сталей, цветных металлов и их сплавов;
- высокую устойчивость электродуги, вне зависимости от опыта сварщика;
- возможность получения сварного шва как с применением присадочной проволоки, так и полностью без нее, т. е. с долей основного материала от 0 до 1;
- возможность изменения свойств и геометрических параметров сварного шва за счет угла наклона горелки и скорости подачи или профиля и марки присадочной проволоки;
- отсутствие пор и трещин в структуре свариваемого металла;
- способность сваривать различные по составу металлы, добиваясь при этом высокого качества соединения.
При всех своих преимуществах TIG технология имеет и ряд существенных недостатков:
- небольшая скорость сварки, низкая энергоэффективность и невысокий кпд;
- высокая относительная стоимость единицы сварного шва;
- необходимость применения дополнительных устройств для начального возбуждения сварочной дуги;
- качество сварки очень чувствительно к сквозняку или ветру;
- при большой толщине свариваемого металла или при продолжительной работе горелка аппарата требует дополнительного охлаждения.
Оборудование для тиг сварки
При выборе конкретного аппарата аргоновой TIG/WIG сварки прежде всего необходимо четко определиться с такими критериями, как:
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.
Для  выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Следующим уровнем технологического оборудования для ТИГ сварки являются модели аппаратов INVERTIG.PRO 240-450 DC + AC/DC или Барс Profi TIG 317 DP AC/DC, работающие от промышленного напряжения в 380 В. Они уже предназначаются для небольших производств и способны сваривать все марки черных и цветных металлов практически любой толщины. А также они отличаются более впечатляющими техническими характеристиками.
Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Хотя при сварочных работах неплавящимся электродом он по идее не должен расходоваться, но все же постепенно, пусть и очень медленно, но он «тает». Это происходит за счет постоянного испарения частиц вольфрама при воздействии высокотемпературной электродуги, а вот интенсивность процесса его износа напрямую зависит от силы установленного тока и толщины свариваемого металла.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке комментариев.
wikimetall.ru