Особенности сушки лиственницы
Лиственничные пиломатериалы по сравнению с пиломатериалами других хвойных пород при сушке в большей степени поражаются торцовыми и пластевыми трещинами. Причина тому – ряд специфических особенностей лиственницы, затрудняющих ее высушивание.
Знание свойств древесины позволяет избежать негативных последствий при работе с данным материалом.
Специфические особенности лиственницы .
Основная из этих особенностей – большая разность усушки древесины в тангенциальном и радиальном направлениях. Из таблицы видно, что эта разность составляет 0,21% и является максимальной из всех представленных в таблице древесных пород. К примеру, минимальная величина этой разности у березы – всего 0,06%
Таблица 1
Коэффициенты усушки различных пород древесины
Породы древесины |
Коэффициент усушки |
Kt –Kr |
Kt/Kr | |
| Kt тангенциальный | Kr радиальный | |||
|
Пихта сибирская |
0,29 | 0,15 | 0,14 | 1,93 |
|
Кедр сибирский |
0,28 | 0,15 | 0,13 | 1,87 |
|
Ель обыкновенная |
0,31 | 0,17 | 0,14 | 1,82 |
|
Сосна обыкновенная |
0,31 | 0,18 | 0,13 | 1,72 |
|
Лиственница сибирская |
0,40 | 0,19 | 0,21 | 2,11 |
| Береза | 0,34 | 0,28 | 0,06 | 1,21 |
|
Дуб черешчатый |
0,29 | 0,19 | 0,10 | 1,53 |
| Бук | 0,35 | 0,18 | 0,17 | 1,94 |
|
Ясень маньчжурский |
0,32 | 0,20 | 0,12 | 1,60 |
Для справки: лиственничная доска шириной 100 мм, тангенциальной распиловки, с начальной влажностью выше 30% и конечной влажностью 8%, при Kt= 0,40 усохнет на величину У = 0,40*(30 – 8) = 8,8%, т.е. ее ширина в сухом состоянии будет 91,2 мм.
Хотя по данным некоторых источников у древесины лиственницы из различных районов произрастания коэффициенты усушки могут варьироваться в зависимости от вида лиственницы, условий произрастания, климатических условий и т.д.
Коэффициенты усушки древесины лиственницы из различных районов произрастания
| Лиственница |
Район произрастания |
Коэффициент усушки |
Kt/Kr | |
| Kt тангенциальный | Kr радиальный | |||
|
Сибирская |
Различные районы |
0,37–0,43 | 0,18–0,25 | |
|
Европейская |
Различные районы |
0,31–0,34 | 0,16–0,18 | |
|
Сибирская |
Красноярский край |
0,36 | 0,18 | 2,0 |
| Сибирская |
Новосибирская область |
0,43 | 0,18 | 2,38 |
|
Даурская |
Якутия | 0,40 | 0,19 | 2,11 |
Но, тем не менее, независимо от вида лиственницы у лиственничной древесины отношение тангенциальной усушки к радиальной обычно более 2,0, что свидетельствует о повышенной анизотропии свойств лиственницы по сравнению с другими породами. Для других пород это отношение меньше.
Из-за разницы значений коэффициентов усушки в тангенциальном и радиальном направлениях доски, высушенные в свободном состоянии, приобретут покоробленность. Пропил доски 3–4 сократится больше, чем пропил 1–2, поэтому доска приобретет желобчатую форму. Правая часть рисунка показывает, как изменятся в размерах доски после сушки в зажатом плоском состоянии, выпиленные из бруса (показан пунктирной линией).
Усадка и разбухание – неравные составляющие
Было бы лучше, если бы усадка при отдаче влаги или разбухание при поглощении ее были одинаковы по всем направлениям, но этого не происходит, потому возникают серьезные затруднения при обработке дерева.
При усадке и разбухании в дереве развиваются значительные напряжения. При искусственном противодействии работе этих напряжений, когда пиломатериалы уложены в сушильные штабеля, получается разрыв или смятие волокон. Усадка в дереве начинается только тогда, когда влажность ее становится ниже точки насыщения волокна (примерно 30% от влажности), и наоборот – в этой же точке прекращается и разбухание дерева. На практике усадка происходит уже с самого начала процесса сушки. Объясняется это тем, что наружные слои материала весьма скоро после начала сушки высыхают ниже точки насыщения волокна, в то время как влажность внутренних слоев пиломатериала превышает значение точки насыщения волокна.
Усадка вдоль волокон столь незначительна, что ее обычно не принимают во внимание.
Так как величина усадки в тангенциальном направлении в среднем в 2 раза больше величины усадки в радиальном направлении, материал квадратного сечения, у которого годовые кольца расположены параллельно двум противоположным сторонам, после сушки уже имеет форму сечения не в виде квадрата, а прямоугольника; материал той же формы сечения, но с годовыми кольцами, расположенными по диагонали, имеет после сушки сечение ромбоидальной формы.
Меньшая величина усадки в радиальном направлении объясняется влиянием сердцевинных лучей. Волокна сердцевинных лучей расположены в радиальном направлении и перпендикулярны главному направлению волокон в стволе, вследствие чего они препятствуют полной усадке дерева поперек волокон в радиальном направлении. В противоположность радиальной, усадка в тангенциальном направлении не встречает никаких препятствий и выявляется полностью.
Как видно из таблицы 1, величина усадки древесных пород весьма разнообразна. Древесные породы большего объемного веса обычно имеют и большую усадку по сравнению с древесными породами с меньшим объемным весом, вследствие чего можно считать, что между величиной усадки и объемным весом существует некоторая зависимость.
Меньшая усадка древесных пород с меньшим объемным весом является одной из причин, облегчающих сушку мягких древесных пород, которая протекает с меньшими затруднениями, нежели сушка твердых пород.
Таким образом, напряжения, вызванные различной усушкой в радиальном и тангенциальном направлениях, для лиственничных пиломатериалов будут значительно большими, чем для других пород.
По этой причине березовые, мало коробящиеся доски, в которых не возникает дополнительных напряжений и растрескивания от коробления, быстрее просыхают (с учетом их плотности), доски из лиственницы – медленнее.
У пиломатериалов лиственницы повышенное поперечное коробление приводит к их растрескиванию с наружной пласти, особенно для широких центральных досок. Поэтому в широких центральных досках перед сушкой рекомендуется вырезать сердцевинный брусок, а центральные доски делить на две части для получения половинной ширины. В этом случае величина поперечной покоробленности сократится в несколько раз. Доски радиальной распиловки растрескиванию почти не подвергаются.
На повышенную склонность к растрескиванию лиственничной древесины также оказывает влияние большое различие величин усушки ранней и поздней древесины годового слоя.
Для справки: более светлые рыхлые части называются ранней древесиной, а более темные и плотные – поздней древесиной. Вместе слои ранней и поздней древесины образуют годовой слой (годичное кольцо), который, как правило, появляется после каждого года жизни дерева.
Как показывают исследования, поздняя древесина лиственницы усыхает больше ранней: в тангенциальном направлении – в 1,7 раза, в радиальном направлении – в 4,5 раза. Если считать отношение тангенциальной усушки к радиальной, то в поздней зоне это отношение равно около 2,0, а для ранней – около 5,0. При сушке массивной древесины суммарная усушка в тангенциальном и радиальном направлениях в ранних и поздних зонах годового слоя будет несколько выравниваться вследствие сдерживающего влияния соседних слоев древесины, однако это вызовет в древесине сложную систему внутренних напряжений, что обычно приводит к скалывающим напряжениям на границах годовых слоев.
Также у лиственницы наблюдается большое различие влагопроводности ядровой и заболонной частей. Влагопроводность в ядровой части более низкая, чем в заболонной части. Коэффициент влагопроводности древесины лиственницы с увеличением температуры растет в большей степени, чем у других пород.
Для справки: влагопроводностью называют способность древесины пропускать через себя воду. Влагопроводность зависит в основном от породы древесины и ее температуры, направления движения влаги внутри древесины.Несмотря на вышеотмеченные факторы, затрудняющие сушку лиственницы, при условии соблюдения всей технологии можно получить высушенные лиственничные пиломатериалы высочайшего качества.
eximwood.ru
Особенности сушки пиломатериалов лиственницы — Макил Плюс в Москве
Древесина лиственницы считается самой «капризной» из всех хвойных пород. В процессе сушки, при незнании специфических особенностей данного материала и несоблюдении технологий, на лиственнице чаще всего образуются пластевые и торцовые трещины. Сушка, осуществляемая с применением современных сушильных камер, позволит избежать деформации пиломатериала, сохранит его природный цвет и улучшит качество.
Свойства древесины лиственницы
Структура лиственничной древесины схожа с другими хвойными породами. Так же как и они, лиственница обладает несомненным плюсом – повышенной стойкостью к агрессивной биологической среде и влаге. Поэтому древесину этой породы часто применяют для отделки внешних стен зданий, возведения перекрытий и настила полов в мансардах, беседках. Минимальная теплопроводность и высокая твердость древесины лиственницы не позволяет использовать ее для постройки домов, но дерево вполне подходит для возведения венцов.
Помимо этого, лиственница характеризуется высокой плотностью. Последний параметр с одной стороны является достоинством породы, но и в то же время относится к ее главному недостатку. Большая плотность древесины, показатели которой ядра и заболонья сильно отличаются, в сочетании с высоким содержанием влаги, затрудняет процесс обработки лиственницы и может привести к образованию трещин и искривлению пиломатериала. Сократить возможный процент деформации можно, если производить сушку в радиальном направлении, коэффициент которой на 2,0 меньше, чем при тангенциальной.
Отличие лиственницы от других пород древесины
Основное отличие древесины лиственницы от сосны и других пород является коэффициент влагопроводности. У лиственницы он растет при повышении температуры воздействия, на много больше, чем у других пород:
| Порода древесины | Коэффициент тангенциальный | Коэффициент радиальный |
|---|---|---|
| Лиственница | 0,40 | 0,19 |
| Пихта | 0,29 | 0,15 |
| Ель | 0,31 | 0,17 |
| Береза | 0,34 | 0,28 |
| Кедр | 0,28 | 0,15 |
| Сосна | 0,31 | 0,18 |
| Ясень манчжурский | 0,32 | 0,20 |
| Дуб черешчатый | 0,29 | 0,19 |
Из-за более низкого напряжения между тангенциальными и радиальными слоями, дерево других пород меньше коробится, реже растрескивается и быстрее достигает необходимых параметров влажности.
Обеспечение правильного процесса сушки при использовании сушильных камер
Сушка лиственницы с применением сушильных камер – это самый эффективный и надежный способ термической обработки этой породы. Она позволяет в короткие сроки добиться транспортной влажности лиственницы, которая может варьироваться от 6 до 15%. Для того чтобы избежать неприятных результатов, в процессе данной процедуры необходимо учитывать толщину древесины и точно соблюдать технологию:
- для достижения 8% влажности пиломатериала, толщиной до 38 мм необходима сушка в течение 14 дней. Для получения 15% влажности это параметра уменьшается до 8 суток;
- достичь 6% влажности у древесины, толщиной 50 см, удастся за 30 дней, а получить лиственницу с 15% влажности можно за 20 суток.
Чтобы лиственницу не покоробило и на ней не образовались трещины, сушку следует производить при мягком режиме с постоянным контролем точно заданной температуры. Максимальная температура для пиломатериала, толщиной 50 см является 65°С, а для доски 32 мм 55°С. При этом в процессе сушки температуру с минимального значения необходимо поднимать постепенно – для тонкой древесины на 5°С, для толстой на 2 – 3°С в час. Если в камере присутствует дренаж, то рекомендуется принудительно закрыть вытяжку. Медленный нагрев с исключением поступления свежего воздух обеспечит сохранность доски и исключит ее растрескивание.
Максимальной эффективности сушки лиственницы можно добиться только при использовании специализированного оборудования, к которому относятся сушильные камеры для пиломатериалов от компании ООО «Макил Плюс». Камеры оснащены высокотехнологичными системами, создающими оптимальные условия для качественной сушки пиломатериала и точно контролирующими температурный режим и равновесную влажность. Сушильные камеры для древесины имеют современное программное обеспечение и интуитивно простую систему управления, которая позволяет контролировать каждый этап сушки, а также избежать потенциальных ошибок со стороны оператора, снизив возможный брак до 2%.
www.makilplus.ru
Технология сушки древесины
Свойства и особенности сушки пиломатериалов лиственницы.
Лиственничные пиломатериалы по сравнению с пиломатериалами других хвойных пород при сушке в большей степени поражаются торцовыми и пластевыми трещинами. Причина тому – ряд специфических особенностей лиственницы, затрудняющих ее высушивание.
Знание свойств древесины позволяет избежать негативных последствий при работе с данным материалом. Специфические особенности лиственницы .
Основная из этих особенностей – большая разность усушки древесины в тангенциальном и радиальном направлениях. Из таблицы видно, что эта разность составляет 0,21% и является максимальной из всех представленных в таблице древесных пород. К примеру, минимальная величина этой разности у березы – всего 0,06%
Таблица 1
Коэффициенты усушки различных пород древесины
|
Породы древесины |
Коэффициент усушки |
Kt –Kr |
Kt/Kr | |
| Kt тангенциальный | Kr радиальный | |||
|
Пихта сибирская |
0,29 | 0,15 | 0,14 | 1,93 |
|
Кедр сибирский |
0,28 | 0,15 | 0,13 | 1,87 |
|
Ель обыкновенная |
0,31 | 0,17 | 0,14 | 1,82 |
|
Сосна обыкновенная |
0,31 | 0,18 | 0,13 | 1,72 |
|
Лиственница сибирская |
0,40 | 0,19 | 0,21 | 2,11 |
| Береза | 0,34 | 0,28 | 0,06 | 1,21 |
|
Дуб черешчатый |
0,29 | 0,19 | 0,10 | 1,53 |
| Бук | 0,35 | 0,18 | 0,17 | 1,94 |
|
Ясень маньчжурский |
0,32 | 0,20 | 0,12 | 1,60 |
Для справки: лиственничная доска шириной 100 мм, тангенциальной распиловки, с начальной влажностью выше 30% и конечной влажностью 8%, при Kt= 0,40 усохнет на величину У = 0,40*(30 – 8) = 8,8%, т.е. ее ширина в сухом состоянии будет 91,2 мм.
Хотя по данным некоторых источников у древесины лиственницы из различных районов произрастания коэффициенты усушки могут варьироваться в зависимости от вида лиственницы, условий произрастания, климатических условий и т.д.
Таблица 2
Коэффициенты усушки древесины лиственницы из различных районов произрастания
| Лиственница |
Район произрастания |
Коэффициент усушки |
Kt/Kr | |
| Kt тангенциальный | Kr радиальный | |||
|
Сибирская |
Различные районы |
0,37–0,43 | 0,18–0,25 | |
|
Европейская |
Различные районы |
0,31–0,34 | 0,16–0,18 | |
|
Сибирская |
Красноярский край |
0,36 | 0,18 | 2,0 |
|
Сибирская |
Новосибирская область |
0,43 | 0,18 | 2,38 |
|
Даурская |
Якутия | 0,40 | 0,19 | 2,11 |
Но, тем не менее, независимо от вида лиственницы у лиственничной древесины отношение тангенциальной усушки к радиальной обычно более 2,0, что свидетельствует о повышенной анизотропии свойств лиственницы по сравнению с другими породами. Для других пород это отношение меньше.
Из-за разницы значений коэффициентов усушки в тангенциальном и радиальном направлениях доски, высушенные в свободном состоянии, приобретут покоробленность. Пропил доски 3–4 сократится больше, чем пропил 1–2, поэтому доска приобретет желобчатую форму. Правая часть рисунка показывает, как изменятся в размерах доски после сушки в зажатом плоском состоянии, выпиленные из бруса (показан пунктирной линией).
Усадка и разбухание – неравные составляющие
Было бы лучше, если бы усадка при отдаче влаги или разбухание при поглощении ее были одинаковы по всем направлениям, но этого не происходит, потому возникают серьезные затруднения при обработке дерева.
При усадке и разбухании в дереве развиваются значительные напряжения. При искусственном противодействии работе этих напряжений, когда пиломатериалы уложены в сушильные штабеля, получается разрыв или смятие волокон. Усадка в дереве начинается только тогда, когда влажность ее становится ниже точки насыщения волокна (примерно 30% от влажности), и наоборот – в этой же точке прекращается и разбухание дерева. На практике усадка происходит уже с самого начала процесса сушки. Объясняется это тем, что наружные слои материала весьма скоро после начала сушки высыхают ниже точки насыщения волокна, в то время как влажность внутренних слоев пиломатериала превышает значение точки насыщения волокна.
Усадка вдоль волокон столь незначительна, что ее обычно не принимают во внимание.
Так как величина усадки в тангенциальном направлении в среднем в 2 раза больше величины усадки в радиальном направлении, материал квадратного сечения, у которого годовые кольца расположены параллельно двум противоположным сторонам, после сушки уже имеет форму сечения не в виде квадрата, а прямоугольника; материал той же формы сечения, но с годовыми кольцами, расположенными по диагонали, имеет после сушки сечение ромбоидальной формы.
Меньшая величина усадки в радиальном направлении объясняется влиянием сердцевинных лучей. Волокна сердцевинных лучей расположены в радиальном направлении и перпендикулярны главному направлению волокон в стволе, вследствие чего они препятствуют полной усадке дерева поперек волокон в радиальном направлении. В противоположность радиальной, усадка в тангенциальном направлении не встречает никаких препятствий и выявляется полностью.
Как видно из таблицы 1, величина усадки древесных пород весьма разнообразна. Древесные породы большего объемного веса обычно имеют и большую усадку по сравнению с древесными породами с меньшим объемным весом, вследствие чего можно считать, что между величиной усадки и объемным весом существует некоторая зависимость.
Меньшая усадка древесных пород с меньшим объемным весом является одной из причин, облегчающих сушку мягких древесных пород, которая протекает с меньшими затруднениями, нежели сушка твердых пород.
Таким образом, напряжения, вызванные различной усушкой в радиальном и тангенциальном направлениях, для лиственничных пиломатериалов будут значительно большими, чем для других пород.
По этой причине березовые, мало коробящиеся доски, в которых не возникает дополнительных напряжений и растрескивания от коробления, быстрее просыхают (с учетом их плотности), доски из лиственницы – медленнее.
У пиломатериалов лиственницы повышенное поперечное коробление приводит к их растрескиванию с наружной пласти, особенно для широких центральных досок. Поэтому в широких центральных досках перед сушкой рекомендуется вырезать сердцевинный брусок, а центральные доски делить на две части для получения половинной ширины. В этом случае величина поперечной покоробленности сократится в несколько раз. Доски радиальной распиловки растрескиванию почти не подвергаются.
На повышенную склонность к растрескиванию лиственничной древесины также оказывает влияние большое различие величин усушки ранней и поздней древесины годового слоя.
Для справки: более светлые рыхлые части называются ранней древесиной, а более темные и плотные – поздней древесиной. Вместе слои ранней и поздней древесины образуют годовой слой (годичное кольцо), который, как правило, появляется после каждого года жизни дерева.
Как показывают исследования, поздняя древесина лиственницы усыхает больше ранней: в тангенциальном направлении – в 1,7 раза, в радиальном направлении – в 4,5 раза. Если считать отношение тангенциальной усушки к радиальной, то в поздней зоне это отношение равно около 2,0, а для ранней – около 5,0. При сушке массивной древесины суммарная усушка в тангенциальном и радиальном направлениях в ранних и поздних зонах годового слоя будет несколько выравниваться вследствие сдерживающего влияния соседних слоев древесины, однако это вызовет в древесине сложную систему внутренних напряжений, что обычно приводит к скалывающим напряжениям на границах годовых слоев.
Также у лиственницы наблюдается большое различие влагопроводности ядровой и заболонной частей. Влагопроводность в ядровой части более низкая, чем в заболонной части. Коэффициент влагопроводности древесины лиственницы с увеличением температуры растет в большей степени, чем у других пород.
Для справки: влагопроводностью называют способность древесины пропускать через себя воду. Влагопроводность зависит в основном от породы древесины и ее температуры, направления движения влаги внутри древесины.
Несмотря на вышеотмеченные факторы, затрудняющие сушку лиственницы, при условии соблюдения всей технологии можно получить высушенные лиственничные пиломатериалы высочайшего качества.
www.intervesp-stanki.ru
Технология переработки лиственницы — Мегаобучалка
Введение
Объектом данной работы является разработка деревообрабатывающего участка для производства террасной доски из лиственницы и технологии последующей отгрузки готовой продукции в порту «Выборгский».
Цель работы – создание современного высокотехнологичного производства пиломатериалов, удовлетворение высокого спроса иностранных потребителей на пиломатериалы экспортного качества.
В настоящее время мировой рынок древесины показывает значительный рост. Россия является ведущим поставщиком мирового рынка древесины.
На территории РФ расположено почти 25% мирового леса, общий запас древесины составляет 82 млрд. куб. м при ежегодном допустимом объеме рубки в размере около 0,5 млрд. кубов, из которых используются сегодня менее чем четверть. В сфере внешнеэкономической деятельности Россия обеспечивает 40% мирового экспорта круглого леса хвойных пород и 30% экспорта круглого леса лиственных пород.
Поэтапным повышением экспортных пошлин на круглый лес государство пытается стимулировать переработку древесины внутри страны. Одновременно отменены экспортные пошлины на большинство видов продукции лесопереработки (340 видов).
В России в настоящее время проходит стадия реструктуризации всего лесопильного производства. На смену промышленности, которая уже существенно устарела, так как была введена еще в СССР, приходят современные технологии. Происходит замена «отживших» мощностей на новые высокопроизводительные линии. Реструктуризация наглядно показывает свои преимущества и выгодность для вложения инвестиций.
Поставщики связывают свои перспективы с заграницей. Уже сейчас на экспорт поставляется около 78% хвойных пиломатериалов и приблизительно 70% другой древесины. Больше всех пока закупают страны СНГ — порядка 25%. Далее следует Китай (20%) и государства Юго-Востока Азии — 19%. А вот Европа пока не слишком охвачена. Туда поставляется меньше 18% экспорта. С каждым годом эти цифры растут, но достаточно медленно. Россия имеет гигантский потенциал для увеличения экспорта пиломатериалов на мировой рынок древесины. В Европе имеются сильные конкуренты, которые отправляют свои лесоматериалы в разные страны мира. Например, пиломатериалы, производимые финнами и шведами, считаются элитными среди европейских потребителей. Главным преимуществом РФ в борьбе с ними в этом сегменте может стать более доступная стоимость.
Еще одним существенным конкурентным преимуществом России является возможность поставки на мировой рынок, и, в частности, в страны ЕС изделий из уникальной по своим свойствам древесины из сибирской лиственницы.
Обзор по предприятию
Проектируемое предприятия предполагает производство террасной доски из лиственницы и поставку ее на экспорт в страны Западной Европы.
Древесина лиственницы как в виде круглых лесоматериалов, так и в виде пиломатериала пользуется устойчивым спросом на рынке Западной Европы. Причем цены на лиственничную древесину практически не подвергаются сезонным колебаниям и остаются стабильно высокими.
На сегодняшний день в нашей стране лиственница обоснованно претендует на господствующее положение среди всех прочих пород, имеющих промышленное значение. В России лиственница занимает самые большие территории 274 млн га, что составляет около 40% общей площади наших лесов, где сосредоточено 33% всех запасов деловой древесины. Несмотря на то, что это дерево встречается в большинстве регионов России, более всего ценится древесина лиственницы сибирской (Larix sibirica). Это крупное хвойное летнезеленое дерево из семейства сосновых. Диаметр ствола у комля может доходить до 2,5 м, а высота достигать 50 м.
Одним из ключевых свойств лиственницы является высокая долговечность дерева, даже при экстремальных условиях эксплуатации изделий из него. Причина такой живучести — камедь, в большом количестве присутствующая в древесине и защищающая ее от гниения. В соответствии с европейским стандартом EN 350-2:1994 лиственница относится к группе очень стойких к гниению пород, причем биостойкость увеличивается с возрастом дерева, а самая биостойкая древесина находится в комлевой части ствола. Сопротивляемость к гниению древесины любой породы оценивается по отношению к биостойкости липы, которая принята за единицу. Ядро лиственницы имеет показатель биостойкости 9,1 — самый высокий среди пород, произрастающих на территории России. Сразу за лиственницей с большим отрывом следует дуб — биостойкость 5,2.
Рассмотрим основные физические и механические свойства лиственницы.
Пористость. Для ранней древесины лиственницы пористость составляет 75,3 %, для поздней — 46,7 %.
Влажность. В растущей лиственнице распределение влаги по периметру и высоте ствола различно, особенно в заболонной и ядровой части древесины. Содержание влаги уменьшается от заболони к ядру, что связано с анатомическим строением лиственницы. Теоретическая максимально возможная влажность древесины лиственницы — 114-139 %, но практически древесина лиственницы никогда не достигнет такой влажности, даже если долгое время пролежит в воде. Это связано с наличием в ее макро и микрокапиллярах воздуха.
Объемный вес. Объемный вес древесины лиственницы колеблется в широких пределах — от 0,49 до 0,56 г/см3, в значительной степени он зависит от содержания поздней древесины: чем больше поздней древесины, тем больше объемный вес. Соотношение ранней и поздней древесины по объемному весу говорит о неравномерности строения древесины лиственницы, что вызывает ряд технических сложностей ее обработки.
Гигроскопичность. Гигроскопичность ранней и поздней зон древесины лиственницы почти одинакова, но период, в течение которого поздняя древесина достигает предела гигроскопичности, в 1,5-2 раза больше. В начальный период интенсивнее поглощает влагу из воздуха древесина с меньшим объемным весом.
Усушка и набухание. В явлениях усушки и набухания наиболее сильно проявляется анизотропия свойств древесины лиственницы. Наибольшая усушка наблюдается в тангенциальном направлении, меньше — в радиальном, а минимальная — вдоль волокон. Помимо этого, поздняя древесина усыхает меньше ранней. Усушка и набухание древесины лиственницы происходят не при любом изменении влажности, а только в пределах гигроскопичности. При усушке массивной древесины суммарная усушка в разных направления и зонах годичных колец выравнивается, но такое выравнивание вызывает в древесине сложную систему внутренних напряжений: растяжения, сжатия и скалывания на границах годовых слоев. Предотвратить эти напряжения не удается, они снимаются сами собой спустя длительное время после сушки.
Электрические свойства. Древесина лиственницы часто используется для изготовления столбов линий связи, а также в качестве электроизоляционного материала, так как обладает высокой биостойкостью и прочностью, электропроводностью и диэлектрической проницаемостью.
Электропроводность. Древесина лиственницы является проводником электрического тока во влажном состоянии и электроизолятором — в сухом. С увеличением температуры и влажности электропроводность сильно повышается. Электропроводность лиственницы вдоль волокон в 3-5 раз выше, чем поперек волокон.
Диэлектрическая проницаемость лиственницы вдоль волокон выше, чем поперек них, а в радиальном направлении выше, чем в тангенциальном.
Плотность. Древесина лиственницы плотнее сосновой на 25%, еловой — на 30%, пихтовой — на 45%, но она на 6-9% менее плотная, чем древесина бука, дуба и ясеня. Таким образом, древесина лиственницы по плотности близка к древесине твердолиственных пород и значительно превосходит древесину основных хвойных пород. Плотность древесины повышается с увеличением доли поздней древесины. Ширина годичных слоев как таковая не является признаком, определяющим плотность древесины лиственницы.
Если рассматривать все породы, лиственница относится, пожалуй, к породам средней плотности, ее плотность обычно 665 кг/м3, но при содержании большого количества влаги в древесине плотность достигает максимального значения и может увеличиться на 26-30 %. При высыхании древесина склонна к короблению и растрескиванию. При доведении влажности до 12 % усушка древесины лиственницы может составлять примерно 9% от первоначального объема ствола.
Прочность. Лиственничная древесина по сравнению с сосновой более прочная при статическом изгибе, сдвиге, более износостойкая и твердая. По сжатию и растяжению вдоль волокон лиственница превосходит сосну на 40 %. Но сжатие поперек волокон и местное смятие выдерживает хуже сосны. В среднеплотном насаждении лиственница хорошо очищается от сучьев
Торцовая, радиальная и тангенциальная твердости лиственницы выше, чем у основных хвойных пород, произрастающих на территории Российской Федерации, — ели и сосны, но ниже, чем у дуба и ясеня.
Древесина лиственницы отличается высокой стойкостью к механическим повреждениям и прочностью; по этим свойствам она сопоставима с дубом. В конструкциях, работающих при значительных нагрузках, лиственница надежнее, чем другие распространенные хвойные породы, и может конкурировать с твердолиственными породами. Использование лиственницы в конструкциях и сооружениях, где важным условием является не только прочность, но и масса древесины, требует анализа имеющихся данных с учетом массы древесины, и в этом случае приобретает значимость такой показатель, как прочность, приведенная к плотности.
При сравнении средних значений качества древесины можно определить, что при всех основных видах нагрузок у лиственницы и сосны показатели одинаковые, а по торцовой твердости лиственница превосходит сосну на 15 %. Таким образом, в ответственных конструкциях можно использовать детали из древесины лиственницы, если по массе они не отличаются от деталей из пихты, ели и сосны. Но, учитывая высокую плотность древесины лиственницы, можно изготавливать детали меньшего сечения, что дает значительную экономию древесины.
Механические свойства древесины обычно определяются при действии на нее таких нагрузок, как растяжение, сжатие, сдвиг, изгиб, кручение.
Растяжение. При испытании древесины лиственницы на растяжение поперек волокон выявляется ее незначительное сопротивление, оно во много раз меньше, чем сопротивление при растяжении вдоль волокон. В радиальном направлении прочность древесины лиственницы немного выше, чем при растяжении в тангенциальном, что можно объяснить дополнительным сопротивлением, которое оказывают сердцевинные лучи.
Сжатие. Хуже всего древесина лиственницы сопротивляется сжатию поперек волокон в радиальном направлении. Сжатию вдоль волокон лиственница сопротивляется лучше всего. Прочность на сжатие поперек волокон в тангенциальном направлении у нее выше, чем в радиальном, что объясняется резкой неоднородностью годичного слоя. На сопротивление сжатию вдоль волокон большое влияние оказывает влажность.
Сдвиг. У лиственницы весьма невысокие показатели сопротивления скалыванию вдоль волокон. При скалывании нет выраженного различия в прочности при действии сил в радиальном и тангенциальном направлениях.
Раскалывание. У лиственницы невысокие показатели сопротивления раскалыванию вдоль волокон, их значения почти одинаковы при раскалывании древесины в радиальной и тангенциальной плоскостях, что отличает лиственницу от других пород.
Изгиб. Древесина лиственницы хорошо сопротивляется изгибу. В разных зонах годичного слоя наблюдается очень большое различие сопротивления на изгиб, что обусловлено разным строением ранней и поздней зон древесины. Прочность на изгиб в сухом состоянии в поздней части годичного слоя древесины в несколько раз больше, чем в ранней. С повышением влажности прочность древесины снижается, и разница между сопротивлением поздней и ранней зон годичного слоя уменьшается. Прочность древесины лиственницы на статический изгиб в тангенциальном направлении выше, чем в радиальном.
Ударный изгиб. Древесина лиственницы по сравнению с другими основными хвойными породами обладает значительно более высокой прочностью и большим сопротивлением на ударный изгиб.
Твердость. Твердость поздней древесины лиственницы значительно выше твердости ранней. Статическая твердость лиственницы в торцовом направлении в 1,3 раза больше, чем в радиальном и тангенциальном. Твердость древесины лиственницы по Бринелю составляет 3,2 против 3,9 у дуба, а у сосны этот показатель не превышает 2. Несмотря на то, что лиственница несколько мягче дуба, она, тем не менее, превосходит его по механической прочности за счет плотной «упаковки» годичных колец. Во многих случаях расстояние между темными «зимними» и светлыми «летними» кольцами не превышает 1 мм.
Модуль упругости. У лиственницы очень высокий модуль упругости древесины в сравнении с древесиной других хвойных, кроме того, по этому показателю она превосходит многие лиственные породы.
Еще одно свойство лиственницы — относительно малая для дерева горючесть. По данным исследований, проведенных специалистами МГУ леса, огнестойкость лиственницы в два раза выше, чем у древесины сосны.
К другим достоинствам лиственницы следует отнести высокую ровность ствола. Прямоствольность дерева имеет большое значение при переработке древесины: более высок процент выхода качественных прямослойных пиломатериалов при минимальных отходах.
Также древесина лиственницы обладает целебными свойствами. Фитонциды, выделяемые древесиной, оказывают благотворное воздействие при астме, аллергии, заболеваниях органов системы пищеварения.
Дерево не гниет, и подобно мореному дубу имеет свойство приобретать дополнительную прочность в воде, поэтому изделия из лиственницы можно использовать при отделке фасадов домов и открытых веранд, сооружении заборов, мощении садовых дорожек и, как конструкционный материал для строительства дома.
По сопротивляемости истиранию лиственница превосходит дуб, что позволяет изготавливать из нее различные материалы для напольных покрытий: половую доску, паркет, плинтусы.
Лиственница имеет целый ряд особенностей, которые необходимо знать при ее обработке. С одной стороны, высоко очищающиеся от веток стволы сибирской и даурской лиственницы дают заметно больший выход деловой древесины, чем другие хвойные породы. Объем древесины (ствол) составляет 77-82% всей биомассы дерева, а ветви — всего 6-8% (для сосны: ствол— 65-77%, ветви— 8-10%; для дуба: ствол — 60-75%, ветви — 20%). Поэтому и сучковатость лиственницы заметно ниже, чем у других пород. С другой стороны, лиственница часто бывает поражена комлевой гнилью (в некоторых местах до 75% деревьев). Однако гниль распространяется на высоту не более двух метров. Это снижает выход первоклассной древесины.
Снижение сортности пиловочника в основном происходит за счет сучков, выходящих на поверхность, к тому же большей частью несросшихся. Для бревен диаметром 18-22 см примерно у 80% сортиментов снижается сортность из-за сучков. Наибольший процент бессучковых бревен (до 50%) встречается для более крупных сортиментов— от 32 до 50см. По причине стволовой гнили отбраковывается 7-8%. По остальным порокам еще меньше.
Заготовители первыми сталкиваются с тем, что при обработке лиственницы инструмент (бензомоторные пилы) засмаливается. Для того чтобы избежать этого применяют пильные цепи особого профиля. Имеется в виду соотношение высот скалывающих и подрезающих зубьев. Толщина срезаемой стружки при этом остается приблизительно такой же, как и у сосны.
В наибольшей степени с засмаливанием инструмента сталкиваются те, кто занимается распиловкой. Главной неприятностью при этом является образование на зубьях пил плотных «брикетов», которые существенно затрудняют резание древесины. Они состоят на 66-67% из опилок, остальное: 32-33% — гумми (камедь) и 1-2% — смола. Большая часть налета на пиле — та же камедь. Но гумми легко растворяется в воде, поэтому в процессе работы на поверхность пил распыляют воду. Чаще всего это простое устройство, располагаемое на передних воротах пилорамы и состоящее из нескольких форсунок, через которые сжатым воздухом распыляется вода с небольшой добавкой моющего средства (1-2%).
При обработке сухой древесины лиственницы на станках для определения сил резания используют поправочные коэффициенты для учета особенностей той или иной породы. Для сосны он принят равным 1,0, а для лиственницы — 1,1. Для сравнения: дуб — 1,55; береза — 1,25; липа — 0,8. То есть особых трудностей при обработке лиственницы не возникает. Она шлифуется так же, как и сосна. Засмаливание инструмента при обработке сухой древесины лиственницы остается, но уже существенно меньше, чем на этапе распиловки.
Как уже было отмечено выше, одним из основных направлений использования древесины лиственницы является ее применение в качестве напольных покрытий, в частности, в качестве материала для изготовления террасной доски. Основным назначением террасной доски является обустройство садовых дорожек, открытых террас, помещений с большой влажностью и территорий вокруг бассейнов. Пол из такой террасной доски не подвержен гниению, его не портят насекомые, он устойчив к механическим повреждениям и воздействию воды. Лиственница имеет несколько оттенков, поэтому подобрать террасную доску необходимого цвета можно для любого интерьера.
Террасную доску выпускают с двумя типами поверхности – гладкой и рифленой. Все их характеристики, кроме внешнего вида, идентичны. В повседневном использовании чаще всего встречается первый. Уличная доска с рифленой поверхностью более прочная и препятствует скольжению.
Для проектируемого производства предполагается выпуск как гладкой, так и рифленой доски, в зависимости от текущего спроса. Тип выпускаемой доски будет определяться количеством и конфигурацией фрез на используемом четырехстороннем станке.
Планируемый к выпуску размер террасной доски по сечению 27×143 мм. Длина доски – в диапазоне 1500…3000 мм.
В проектируемом предприятии предполагается наличие двух участков:
1). Участок производства террасной доски. На этом участке производится прием и складирование исходного сырья –обрезной доски из лиственницы, сушка сырья, фрезеровка и расторцовка с получением террасной доски, пакетирование готовой продукции.
2). Участок отгрузки готовой продукции в порту. На этом участке производится прием и складирование готовой продукции и ее погрузка на суда для отправки на экспорт.
Основным сырьем для производства террасной доски является обрезная доска из лиственницы, закупаемая на одном из лесозаготовительных предприятий Сибири.
Для производства террасной доски используются электроэнергия и газ как источник тепловой энергии. Других энергоресурсов для технологии не требуется.
Отходы в производстве деревянных конструкций — стружка, щепа и опилки. По предлагаемой технологии на первом этапе они будут подвергаться пиролизу, а полученное тепло использоваться для отопления производственных площадей, сушильных камер.
Производственные мощности предполагается разместить на территории Выборгского района Ленинградской области. Предполагается аренда готовой площадки, не требующей больших вложений на капитальное строительство, имеющей подъездные пути и подводку энергоносителей (электричество, газ). Площадь предоставляются на правах аренды с последующим выкупом.
В помещении должны находиться: производственный цех, склад сырья, склад готовой продукции, ремонтный цех, кабинет руководства и инженерно-технических работников, гардеробная, комната отдыха, душевая, туалет.
Работа управленческого персонала и рабочих планируется в одну смену.
На участке отгрузки готовой продукции в порту Выборгский предполагается создание специализированного терминала экспортных лесоматериалов. Создание такого терминала может быть осуществлено в рамках реконструкции порта с привлечением средств самого порта, а также других участников внешнеэкономической деятельности в области экспорта лесоматериалов. Терминал будет осуществлять комплекс услуг по приему, временному хранению, таможенному оформлению и отгрузке продукции.
Технология переработки лиственницы
Производственный процесс включает в себя следующие основные операции:
разгрузку исходного сырья (обрезной доски естественной влажности) с укладкой в запас или непосредственной передачей в производство;
сушку обрезных пиломатериалов в конвективной сушильной камере до требуемой влажности;
обработку на четырехстороннем и торцовочном станках с получением готовой продукции;
укладку готовой продукции на промежуточный склад с последующей отгрузкой для доставки на портовой склад.
Для перевозки заготовок и деталей внутри цеха используют электропогрузчики и транспортные тележки.
Основным сырьем для производства будут доски обрезные из лиственницы 1-3 сортов в соответствии с требованиями ГОСТ 8486-86 «Пиломатериалы хвойных пород. Технические условия» длиной 6 метров. В соответствии с планируемым сечением производимой террасной доски, доски обрезные будут меть сечение 32х150 мм. Спецификация для заказа: «Доска — 2 — лиственница — 32 х 150 — ГОСТ 8486-86».
В соответствии с требованиями ГОСТа, параметр шероховатости поверхности доски не должен 1600 мкм по ГОСТ 7016-82, непараллельность пластей и кромок в обрезных пиломатериалах, а также пластей в необрезных пиломатериалах допускается в пределах отклонений от номинальных размеров, установленных ГОСТ 24454-80. Кроме того, в поставляемой доске должны быть соблюдены нормы ограничения пороков (сучки, трещины, пороки строения древесины, грибные и биологические повреждения, инородные включения, механические повреждения и пороки обработки).
Для того, чтобы изготовить более качественную и дорогостоящую строительную или отделочную конструкцию, доска будет сушится принудительно в специальных сушильных камерах. В зависимости от назначения пиломатериала влажность, достигаемая в процессе камерной сушки, может колебаться в пределах 6 — 14%. Качественная сушка проводится в строгом соответствии с ГОСТом 19773-84 «Пиломатериалы. Режимы сушки в камерах периодического действия».
Сушка пиломатериалов происходит при определенном температурном и влажностном режиме, под которым понимают закономерное чередование процессов температурного и влажностного воздействия на древесину в соответствии с ее влажностью и сроками сушки.
В процессе сушки в камере постепенно повышается (по ступеням) температура воздуха и понижается относительная влажность сушильного агента. Режимы сушки назначают с учетом породы древесины, толщины пиломатериалов, конечной влажности, категории качества высушиваемых материалов и конструкций (типа) камер.
Таблица 1. Категории качества высушенной древесины
| Категория качества | Назначение высушенной древесины |
| 1-я высококачественная | Точное машино- и приборостроение, производство моделей, авиационных деталей, лыж, музыкальных инструментов и т.п. |
| 2-я повышенного качества | Производство мебели и т.п. |
| 3-я среднего качества | Производство окон и дверей, фрезерованных деталей — досок для покрытия полов, наличников, плинтусов |
| 4-я рядовая | Производство деталей и изделий малоэтажных домов и комплектов деталей для домов со стенами из местных материалов, строительных конструкций и т.п. |
Режимы сушки пиломатериалов хвойных и лиственных пород в камерах периодического действия регламентированы ГОСТ 19773.
Режимами сушки в зависимости от назначения пиломатериалов, предусматриваются два процесса — низкотемпературный и высокотемпературный. При низкотемпературных режимах в качестве сушильного агента на первой ступени сушки применяют влажный воздух с температурой менее 100°С.
В зависимости от требований, предъявляемых к пиломатериалам, режимы делятся на:
мягкие М, при мягких режимах получается бездефектная сушка с сохранением физико-механических свойств древесины и цвета;
нормальные Н, при нормальных режимах получается бездефектная сушка с возможным небольшим изменением цвета у хвойной древесины, но с сохранением прочности;
форсированные Ф, при форсированных режимах сушки получается древесина с сохранением прочности на изгиб, растяжение и сжатие, но со снижением прочности на скалывание и раскалывание на 15 — 20% и с возможным потемнением древесины. Режимы сушки выбирают по таблице в соответствии с требованиями ГОСТ 19773.
Режимы низкотемпературного процесса сушки даны в таблице ГОСТ 19773. По этим режимам предусмотрено трехступенчатое изменение параметров агента сушки, причем переход с каждой ступени режима на последующую можно производить лишь по достижении материалом определенной влажности, предусмотренной по режиму.
Режимы высокотемпературного процесса сушки для камер периодического действия приведены в таблице ГОСТ 19773.
По этим режимам предусматривается двухступенчатое изменение параметров сушильного агента, причем переход с первой ступени на вторую производится при достижении древесиной влажности (переходной) 20%. Определяют высокотемпературный режим в зависимости от породы и толщины пиломатериалов по таблице ГОСТ 19773.
Высокотемпературные режимы допускается применять для сушки древесины, идущей на изготовление ненесущих элементов строительных конструкций, в которых допускается снижение прочности и потемнение древесины.
До проведения процесса сушки по выбранному режиму древесину прогревают паром, подаваемым через увлажнительные трубы, при включенных обогревательным приборах, работающих вентиляторах и закрытых приторно-вытяжных каналах. В начале прогрева температура агента сушки должна быть на 5°С выше первой ступени режима, но не более 100°С. Степень насыщенности среды должна быть для древесины с начальной влажностью более 25% в пределах 0,98 — 1, а для древесины с влажностью менее 25% — 0,9 — 0,92.
После прогрева параметры агента сушки доводят до первой ступени режима и затем приступают к сушке пиломатериалов, соблюдая установленный режим. Температуру и влажность воздуха регулируют вентилями на паропроводах и шиберами приторно-вытяжных каналов.
В процессе сушки в древесине возникают остаточные внутренние напряжения, для их устранения проводят промежуточную и конечную влаготеплообработку в среде повышенной температуры и влажности. При этом обработке подвергаются пиломатериалы, высушиваемые до эксплуатационной влажности и подлежащие в дальнейшем механической обработке.
Промежуточная влаготеплообработка производится при переходе со второй на третью ступень или с первой на вторую при сушке по высокотемпературным режимам. Влаготеплообработке подвергают пиломатериалы хвойных пород толщиной от 60 мм и выше и лиственных пород (в зависимости от породы) толщиной от 30 мм и выше. В процессе тепловлагообработки температура среды должна быть на 8°С выше температуры второй ступени, но не более 100°С, при степени насыщенности 0,95 — 0,97.
Конечную влаготеплообработку проводят лишь по достижении древесиной требуемой конечной средней влажности. В процессе конечной термовлагообработки температуру среды поддерживают на 8°С выше последней ступени режима, но не более 100°С. По окончании конечной влаготеплообработки пиломатериалы, прошедшие сушку, выдерживают в камерах в течение 2 — 3 ч при параметрах, предусмотренных последней ступенью режима, после чего камеры останавливают.
Для условий проектируемого производства выбираем низкотемпературный нормальный режим сушки 3-ей категории качества.
Параметрами сушильного агента, характеризующими режимы сушки пиломатериалов, являются его температура t, степень насыщенности φ и психрометрическая разность Δt = t — tм, где tм — температура смоченного термометра психрометра.
В соответствии с данными таблицы 2 «Режимы низкотемпературного процесса сушки пиломатериалов из древесины лиственницы» из ГОСТ 19773, для досок из лиственницы толщиной 32 мм нормальный режим сушки характеризуется следующими параметрами:
Таблица 2. Параметры режима сушки
| Средняя влажность пиломатериалов, % | Параметры режима | Значения |
| >35 | t | |
| Δt | ||
| φ | 0,76 | |
| 25…35 | t | |
| Δt | ||
| φ | 0,49 | |
| <25 | t | |
| Δt | ||
| φ | 0,30 |
При сушке древесины учитывают все возможные факторы, окружающую среду, где будет использоваться готовое изделие, внешние факторы, такие как место использования, а также усушка или наоборот разбухание. Поэтому данная операция, как сушка древесных пород, выполняется в специально предназначенных сушильных камерах.
Сами камеры для сушки подразделяют на несколько разновидностей.
Наиболее часто применяющиеся сушильные камеры — это камеры конвективного режима обработки древесины. Принцип их действия заключается в круговороте горячих струй воздушного потока вокруг обрабатываемой поверхности, что дает в итоге нужный процент испарения влаги из древесных пород. Другими словами, действие конвекции передает материалу необходимую энергию для высушивания. Сами же конвекционные сушильные камеры подразделяются еще на такие виды как:
камеры для сушки древесины непрерывного воздействия — в этих камерах действие происходит по принципу движения материала из одного конца камеры (мокрого) в другой конец (сухой), иными словами, загружается пиломатериал в мокром конце, а выгрузка уже высушенной древесины происходит в сухом конце. Однако сушка в таких камерах предполагает только испарение влажности для транспортировки материала. Данные сушильные камеры, как правило, устанавливают на огромных производственных предприятиях. Такие камеры еще называют туннельными или канальными камерами.
сушильные камеры для древесины периодического воздействия – работают по принципу поддержки обязательных параметров, эти камеры заполняют и опустошают только с одной стороны, в одну дверцу. Сушка в этих камерах предполагает различную степень удаления влаги, до любого уровня, но перерасход энергоресурсов в случае такого типа высушки имеет около 20-30 %, чем при сушке туннельным способом.
Другой разновидностью сушильных камер являются камеры конденсационного типа. Отличие их от предыдущего типа заключается в том, что вначале происходит скопление влаги на специальных охладителях, а затем уже происходит ее сброс в канализацию. Сам процесс такой сушки древесины довольно таки длителен, но при этом и результат более продуктивен. Однако сами теплонасосы не вырабатывают достаточной мощности для того чтобы поддерживать высокий температурный уровень, поэтому большие партии древесины невозможно просушить одновременно. Этот вид высушивания больше всего является подходящим для сушки маленьких объемов и таких пород дерева, как то: бук, дуб или ясень, поскольку они являются наиболее плотными породами.
Довольно-таки редко, но, тем не менее, периодически встречающийся тип сушильных камер — это камеры вакуумного принципа действия. Действия в данных камерах производятся при помощи вакуума, который искусственно создают для более ускоренного процесса высыхания древесины. Но такой вид сушки плох тем, что требует довольно трудоемкой работы по загрузке и выгрузке материла, поскольку процесс еще не автоматизирован для такого типа камер, да и высушка пород происходит неравномерно.
Так же довольно таки редкий тип сушильных камер — это тип микроволнового действия, который воздействует на древесину подобно микроволновой печи.
Применяются также индукционные камеры, или как их еще называют электромагнитные, принцип работы таких камер состоит в том, что передача тепла древесине передается от ферромагнитных прокладок, которые располагаются внутри штабеля, и нагреваются посредством подачи индуктивного тока. Конечно камеры микроволнового типа, индукционные и вакуумные отличаются новизной и технической экзотичностью, но не нашли большого отклика в производстве, поскольку являются дорогостоящими, довольно сложными в обслуживании и выдают материал низкого качества.
Выбираем сушильную камеру конвективного типа серии ГЕЛИОС модель «СКВ-50ТА» объемом 50 м3.
Общий вид камеры представлен на рис. 1.
Рисунок 1. Сушильная камера модели «СКВ-50ТА»
Технические параметры сушильной камеры представлены в таблице
Таблица 3. Технические параметры сушильной камеры «СКВ-50ТА»
| Параметр | Значение |
| 1. Объем загрузки пиломатериала ,м³ -толщиной 25 мм -толщиной 40 мм -толщиной 50 мм | |
| 2. Транспортировка штабеля | тележкой |
| 3. Теплоноситель | горячая вода |
| 4. Температура теплоносителя, °С | до 95 |
| 5. Точность поддержания температуры теплоносителя, °С | ± 1 |
| 6. Количество внутрикамерных вентиляторов, шт. | |
| 7. Установленная мощность электродвигателей вентиляторов, кВт | |
| 8.Номинальная тепловая мощность энергетической установки, кВт | |
| 9. Продолжительность сушки пиломатериалов хвойных пород толщиной 20-50мм, сутки — до влажности 18-22 % — до влажности 6-8 % | 2-6 (летом) / 3-6 зимой 3,5-10 (летом) / 5-14 зимой |
| 10.Габаритные размеры, м — длина — ширина — высота | 13,5 5,1 4,2 |
| 12. Масса (без энергетической установки), кг |
Основные достоинства выбранной камеры следующие:
· Удобно сконструированная дверь установки изготовлена в виде щита с уплотнительной прокладкой из особой термостойкой резины, которая придает высокую герметичность в притворе, высокую механическую прочность, а также высокую паро- и теплоизоляцию в течение всего срока эксплуатирования камеры и удобство при его обслуживании.
· Алюминиевые реверсивные осевые вентиляторы имеют привод от термовлагостойких двигателей (класс изоляции «Н»). Двигатели способны работать в экстремальных условиях при температуре до 120° С, а также влажностью до 98%.
· Лопасти вентилятора (6шт.) выполнены из особого алюминиевого сплава, качественно отбалансирована (статически и динамически). Крыльчатка устанавливается на вал двигателя методом конусной посадки (без зазора). За счет этих факторов станку обеспечивается защищенность от коррозии на очень долгий срок эксплуатации, а также значительное увеличение возможного ресурса функционирования подшипников в двигателе на 75% (за счет балансировки и специальной беззазорной посадки). Стоит отметить также высокую производительность вентилятора, которая достигает 35000 м3/ч.
· Мощность двигателей и диаметр вентиляторов высчитывается отдельно под определенный объем камеры. При сушке обеспечивается высочайшая производительность и минимуме энергетических затрат.
· Калориферы обеспечивают большую теплоотдачу благодаря своему биметаллическому строению, своей алюминиевой ребристости, а также защите от воздействия различных агрессивных сред изнутри (повышенная кислотность, влажность, температура). При условии отсутствия гальванической пары обеспечивается долговечная эксплуатация элемента, а также высокая его стойкость к коррозии.
megaobuchalka.ru
Как производятся изделия из лиственницы?
Лиственница – уникальный строительный материал, крайне интересная древесина. Казалось бы, по объемам запасов она занимает первые места, но использоваласьдо сих пор сравнительно мало. Тому есть несколько причин.
Ее достаточно трудно добывать и транспортировать,а также обрабатывать. Для того чтобы получить качественный хороший пиломатериал – обрезную доску из лиственницы – лесозаготовительные работы начинают в зимний период, поскольку в это время древесина наиболее сухая.
Влага уходит из дерева, чтобы во время морозов дерево не лопнуло.Ведь даже свою хвою лиственница на зиму сбрасывает – чем отличается от других хвойных пород и откуда получила название.
Заготовка леса и транспортировка
Итак, вырубка круглого леса начинается в конце декабря. В этот период возможно получать самую качественную древесину лиственницы. Переправляют ее от мест вырубки плотовым способом, а зимой – лесовозами, так как в остальное время года, пригодное для вырубки, места вырубок изобилуют топкими болотами, препятствующими трелевке готовых лесоматериалов.

Трелевка – то есть транспортировка поваленных лиственниц на погрузочную площадку – на так называемый верхний склад – осложнена труднодоступностью вырубок.
Но как ни странно, снег в данном случае скорее союзник лесорубов, трелевать кругляк по снегу с помощью гусеничной техники проще, чем по грязи, кора будет чистой и не нужна будет дополнительная очистка перед распиловкой.
Обработка древесины
При производстве обрезной доски – это первый этап обработки круглого леса – используется только первый рез пиловочника. С верхнего склада, куда с вырубки вывозится (трелевка) кругляк, его отвозят по лесным дорогам на пилораму.
В производстве досок используется дисковая пилорама, обеспечивающая высокую гладкость изделий. То есть,из полученных досок можно дальше производить погонаж, но шлифовкаи обстругивание уже не нужны – доска изначально гладкая. Сложность в распиловке лиственницы на пилорамев том, что она имеет высокую смолистость – до 23% против 4,6% у сосны!
А значит, смола активно загрязняет зубья пил и под воздействием трения начинает подгорать. Для производства погонажных изделий мы используем только самое современное оборудование и дисковые пилы из надежных сплавов. Для очистки пил от смолы используется специальный станок, подающий на пилу горячую воду под давлением.
Каждое бревно распиливается по специальному раскрою, составленному в виде документа и таблицы.Так мы сводимк минимуму потери и отходыи повышаем качество готового пиломатериала. Все процессы управляются станком на числовом программном управлении, производящим распил по внесенной программе с точностьюдо миллиметров.
Существует несколько методов распиловки древесины, которые применяют при производстве досок.
Пиление «вразвал» дает возможность получить несколько необрезных досок заданной толщины. Пиление «с брусовкой» выполняют в два этапа, первый из которых позволяет получить несколько боковых досок и двухкантный брус, а второй заключается в распиловке бруса на отдельные доски.
Необрезная обрабатывается до обрезнойв дальнейшем методом опиливания кромок на круглопильном станке.
При использовании фрезерно-пильного оборудования бревна сразу распиливают на обрезные доски. Затем уже все полученные доски отправляют в сушильный шкаф, где высушивают в соответствиис тем, где будет применяться будущий погонаж.
Экономия леса составляет до 40%. Впоследствии, когда основной материал получен, остается еще до 18% обрезков, их мы тоже пускаем в дело. Погонаж идет на дальнейшую обработку, а из этих обрезков в будущем будет изготовляться мебель сложных профилей.
Погонаж – от слова погонный метр, то есть продукция продается в погонных метрах. Это могут быть доски палубные, половые и террасные (лиственница – прекрасный выбор в данном случае), брус, профиль, паркетная доска, планкен, доски для обшивки (вагонка), плинтусы и декоративные профили. Каждый из пиломатериалов занял свою нишу в строительстве.
Какой должна быть влажность лиственницы после сушки?
Камерная сушка имеет немало преимуществ по сравнению с атмосферной (естественной). В первую очередь, речь идет о возможности создания благоприятных условий для удаления влаги из дерева, контроле за процессоми значительной экономии времени.
Сушка древесины в промышленных условиях может производиться в газообразной среде, в поле токов высокой частоты и в расплавленных средах. Помимо того, применяют контактную сушку, при которой древесина соприкасается с нагретымидо высокой температуры металлическими плитами.

Учитывая природные свойства древесины лиственницы, сушка такого сырья требует тщательного соблюдения температурного режима и наличия первоклассного лесосушильного оснащения. Лиственница имеет весьма высокую естественную влажность, причем степень влагопроводности ядровой части дерева намного ниже, чем заболонной. Это повышает коэффициент усушки данной породы дерева по сравнению с другими видами хвойных пород.
Кроме того, данное физическое свойство материала увеличивает вероятность коробления и растрескивания заготовок, возникающих как при обычной сушке в естественных условиях, так и при использовании лесосушильных конвекторных камер.
В итоге, если не учитывать индивидуальные физико-механические показатели капризной лиственничной древесины, при нарушении технологии сушки возникает немалое количество брака, а объем заготовок, сортность которых пришлось снизить из-за дефектов, может достигать до 50% от первоначального объема сырья!
Во избежание перерасхода материала и значительных убытков, компании, которые тщательно следят за качеством выпускаемых пиломатериалов, применяют новейшие технологии обработки древесины. Современные сушильные камеры оборудованы высокочувствительными датчиками и системой увлажнения материала. Устройства имеют цифровое управление, поэтому весь процесс сушки можно отслеживать на экране компьютера и при необходимости менять рабочие параметры.
Если погонаж предназначен для внутренней отделки, то доску сушат до 12%, если для внешней – например, декинг или планкен, то до 16%.
Изготовление погонажных изделий из обрезной доски
После сушки доски подвергают предварительной сортировке на сорт0–1 и2–4 и отправляютв строгальный цех, где из них изготовляют непосредственно изделия. Такой вид обработки, как строгание, производится на специализированном фрезерном оборудовании, в частности четырехстороннем строгальном станке.
Прибор получил такое название, потому что он позволяет производить обработку заготовки сразу с четырех сторон, поэтому в один прогон мы получаем готовое изделие. Данное оснащение может отличаться в зависимостиот мощности: существуют станки с небольшой нагрузкой и устройства, предназначенные для выполнения внушительного объема работы.

Фрезерные деревообрабатывающие станки оборудованы специальным механизмом для захвата и подачи пиломатериала в рабочую зону, что обеспечивает автоматизацию процесса и высокую производительность.
При помощи четырехстороннего строгального станка удается получить различные виды погонажной продукции. Самым простым примером являются калиброванные доски, имеющие идеально точные габариты. Этот вид материалов традиционно используют для облицовки.
Что касается строганой доски, то, помимо идеально точных размеров, она обладает гладкой и ровной поверхностью. Толщина строганой доски варьируется от 20 до40 миллиметров,а ширинаконструкции — от 80 до150 миллиметров.
Благодаря высокой точности размеров и эстетической привлекательности строганая доска прекрасно себя зарекомендовала в качестве материала для наружной и внутренней отделки.
Для изготовления вагонки обрезную доску строгают на фрезерном станке с одной или двух сторон, а затемс боковых сторон производят фальцовку либо шпунтовку. Фальцовка дает возможность получить вагонку, которую в дальнейшем можно устанавливать впритык, а шпунтовка предусматривает наличие выемки для выступа, благодаря которому соседние доски крепят друг к другу методом «шип-паз».
Чтобы изготовить доску пола или другие виды погонажных изделий для напольного покрытия, обрезную доску строгают с четырех сторон и профилируют, благодаря чему при монтаже пола доски крепят между собой с помощью соединения «шип-паз». Такая техническая особенность позволяет получить покрытие без стыков и щелей, которое не скрипит и не прогибается. Толщина доски пола варьируется от 22 до50 миллиметров,а ширина изделия составляет от 85 до150 миллиметров.
Окончательная сортировка проводится подготовленным специалистом – брокером. Он делит погонаж на сорт экстра (без дефектов), А (допускается один изъян на погонный метр), В (до 3 дефектов), С (не допускаются трещины и дырыот выпавших сучков, остальные дефекты не учитываются)и сортD (возможны любые дефекты).
Конечно, от того, какого сорта будет погонажное изделие, зависит его стоимость. Когда оценка проведена, каждый сорт отдельно упаковывается в специальную термоупаковочную пленку. Теперь лиственничный погонаж готов к отправкена реализацию.
Сорт «Экстра» и А являются элитными и характеризуются достаточно высокой ценой. В то же время, как показывает практика, для достижения эффектного внешнего вида деревянного покрытия вовсе необязательно приобретать пиломатериалы высшего сорта.
Наличие небольших дефектов на поверхности дерева является скорее достоинством, чем недостатком, ведь они позволяют придать готовому изделию индивидуальность и подчеркнуть натуральную красоту материала.
С помощью тонировочных составов при необходимости можно подкорректировать исходный оттенок. Именно по этой причине наибольшее распространение среди покупателей получили сорта В и С. Они представляют собой идеальный компромисс между стоимостью и потребительскими свойствами товара.
Художественная обработка погонажных изделий
Для повышения эстетической ценности изделий пиломатериалы могут подвергаться дополнительной обработке. Например, благодаря брашированию (искусственному состариванию древесины) материал приобретает особую солидность, что позволяет использовать его при создании эксклюзивных интерьеров.
Браширование производится с применением специального устройства, оснащенного щетками. На первом этапе осуществляется обработка верхнего слоя древесины при помощи насадки с металлической щетиной, что позволяет удалить мелкие дефекты и вмятины.
После этого выполняется шлифовка изделия при помощи пластиковой щетки, которая придает поверхности гладкость и подчеркивает фактуру дерева. Чтобы усилить визуальный эффект, браширование может производиться совместно с тонированием древесины. Чаще всего искусственному состариванию подвергают паркетную доску, из которой впоследствии получается по-королевски роскошное покрытие пола.
Не менее популярным является и обычное тонирование с помощью специального цветного или бесцветного лака либо масла. Бесцветные покрытия призваны подчеркнуть уникальную текстуру древесины и естественную красоту материала, а колеровочные составы необходимы, чтобы скрыть имеющиеся на поверхности изъяны и придать поверхности более ухоженный вид.

Еще один весьма необычный метод декоративной обработки паркетной доски заключается в создании искусственных повреждений. Для этогов специальную камеру помещают мелкие металлические предметы, после чего камера начинает быстро вращаться.
Паркетную доску пропускают сквозь центрифугу, что приводит к появлению хаотично расположенных повреждений — своеобразных шрамов на поверхности дерева. Такая процедура создает оригинальный визуальный эффект, благодаря которому можно получить паркет «с историей»,не уступающий по внешнему виду старинным покрытиям.
les-sib.ru
Особенности сушки пиломатериалов лиственницы — Макил Плюс в Екатеринбурге
Древесина лиственницы считается самой «капризной» из всех хвойных пород. В процессе сушки, при незнании специфических особенностей данного материала и несоблюдении технологий, на лиственнице чаще всего образуются пластевые и торцовые трещины. Сушка, осуществляемая с применением современных сушильных камер, позволит избежать деформации пиломатериала, сохранит его природный цвет и улучшит качество.
Свойства древесины лиственницы
Структура лиственничной древесины схожа с другими хвойными породами. Так же как и они, лиственница обладает несомненным плюсом – повышенной стойкостью к агрессивной биологической среде и влаге. Поэтому древесину этой породы часто применяют для отделки внешних стен зданий, возведения перекрытий и настила полов в мансардах, беседках. Минимальная теплопроводность и высокая твердость древесины лиственницы не позволяет использовать ее для постройки домов, но дерево вполне подходит для возведения венцов.
Помимо этого, лиственница характеризуется высокой плотностью. Последний параметр с одной стороны является достоинством породы, но и в то же время относится к ее главному недостатку. Большая плотность древесины, показатели которой ядра и заболонья сильно отличаются, в сочетании с высоким содержанием влаги, затрудняет процесс обработки лиственницы и может привести к образованию трещин и искривлению пиломатериала. Сократить возможный процент деформации можно, если производить сушку в радиальном направлении, коэффициент которой на 2,0 меньше, чем при тангенциальной.
Отличие лиственницы от других пород древесины
Основное отличие древесины лиственницы от сосны и других пород является коэффициент влагопроводности. У лиственницы он растет при повышении температуры воздействия, на много больше, чем у других пород:
| Порода древесины | Коэффициент тангенциальный | Коэффициент радиальный |
|---|---|---|
| Лиственница | 0,40 | 0,19 |
| Пихта | 0,29 | 0,15 |
| Ель | 0,31 | 0,17 |
| Береза | 0,34 | 0,28 |
| Кедр | 0,28 | 0,15 |
| Сосна | 0,31 | 0,18 |
| Ясень манчжурский | 0,32 | 0,20 |
| Дуб черешчатый | 0,29 | 0,19 |
Из-за более низкого напряжения между тангенциальными и радиальными слоями, дерево других пород меньше коробится, реже растрескивается и быстрее достигает необходимых параметров влажности.
Обеспечение правильного процесса сушки при использовании сушильных камер
Сушка лиственницы с применением сушильных камер – это самый эффективный и надежный способ термической обработки этой породы. Она позволяет в короткие сроки добиться транспортной влажности лиственницы, которая может варьироваться от 6 до 15%. Для того чтобы избежать неприятных результатов, в процессе данной процедуры необходимо учитывать толщину древесины и точно соблюдать технологию:
- для достижения 8% влажности пиломатериала, толщиной до 38 мм необходима сушка в течение 14 дней. Для получения 15% влажности это параметра уменьшается до 8 суток;
- достичь 6% влажности у древесины, толщиной 50 см, удастся за 30 дней, а получить лиственницу с 15% влажности можно за 20 суток.
Чтобы лиственницу не покоробило и на ней не образовались трещины, сушку следует производить при мягком режиме с постоянным контролем точно заданной температуры. Максимальная температура для пиломатериала, толщиной 50 см является 65°С, а для доски 32 мм 55°С. При этом в процессе сушки температуру с минимального значения необходимо поднимать постепенно – для тонкой древесины на 5°С, для толстой на 2 – 3°С в час. Если в камере присутствует дренаж, то рекомендуется принудительно закрыть вытяжку. Медленный нагрев с исключением поступления свежего воздух обеспечит сохранность доски и исключит ее растрескивание.
Максимальной эффективности сушки лиственницы можно добиться только при использовании специализированного оборудования, к которому относятся сушильные камеры для пиломатериалов от компании ООО «Макил Плюс». Камеры оснащены высокотехнологичными системами, создающими оптимальные условия для качественной сушки пиломатериала и точно контролирующими температурный режим и равновесную влажность. Сушильные камеры для древесины имеют современное программное обеспечение и интуитивно простую систему управления, которая позволяет контролировать каждый этап сушки, а также избежать потенциальных ошибок со стороны оператора, снизив возможный брак до 2%.
ekaterinburg.makilplus.ru
Технология сушки древесины в сушильных камерах
Технология сушки древесины в сушильных камерах для пиломатериалов
Основным этапом в деревообработке является сушка древесины. Древесину сушат двумя основными способами:
- Естественным способом (сушат на открытом воздухе).
- Принудительным способом (сушат в специальных сушильных камерах для пиломатериалов).
Первые сушильные камеры для древесины появились в Англии в 1854 году. На сегодняшний день выпускают в Италии, Германии, Финляндии, Польше, Белоруссии, России и др.
Существует две основные технологии сушки пиломатериалов
2 основных типа сушильных камер для древесины:
- Вакуумные
- Конвективные
 Технология сушки пиломатериалов в них существенно различается. Для массового
Технология сушки пиломатериалов в них существенно различается. Для массового
производства пиломатериалов используют конвективные сушильные камеры, т.к это более доступный, более дешевый способ сушения. Именно по этой причине технология сушения древесины в конвективных сушильных камерах завоевало большую часть рынка. Про вакуумные сушильные камеры мы ранее уже писали.
В конвективных сушильных камерах подается нагретый воздух и с его помощью испаряется излишняя влага из самых глубоких слоев древесины. Циркуляция нагретого воздуха происходит с помощью реверсивных вентиляторов, которые направляют воздух, то в одном направлении, то в противоположном. Это позволяет более равномерно высушить пиломатериалы без деформации.
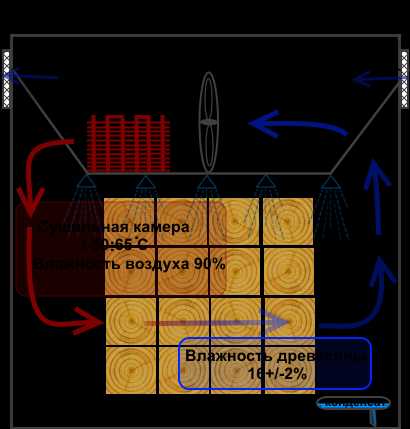
Технология сушки древесины проходит в четыре этапа. | |
| 1 | Разогрев сушильной камеры. Автоматическое увлажнение воздуха до 90-100% |
| 2 | Сушка пиломатериалов до необходимой влажности, которая задается программой. |
| 3 | Кондиционирование. Выравнивание влажности по всему объему и снятия напряжения в древесине возникшее в процессе сушки древесины. |
| 4 | Охлаждение сушильной камеры до температуры 20-25 С. Охлаждение требуется для того, что бы при выгрузке из камеры сухих пиломатериалов не произошло растрескивание древесины от перепада температур (на языке профессионалов не произошел тепловой удар древесины). |
По опыту, чтобы высушить доску до транспортной влажности 16+/-2% принудительным способом достаточно 5-7 дней. Что бы высушить брус до влажности 20+/-2%, как правило, необходимо порядка двух недель.
Технология сушки древесины естественным способом
Так же хороший вариант это естественная сушка. Процесс происходит более мягко, естественным путем. Единственный недостаток это временной. Слишком долго происходит естественный процесс сушки. Если достаточно времени, то это хорошая альтернатива принудительной сушке. Что бы получить сухую доску естественным способом потребуется примерно 3-4 месяца, а для бруса около двух лет.
Так же есть такое понятие, как «лежалый» брус, его ни в коем случае, нельзя называть сухим брусом. Берется пиломатериал, к примеру, брус естественной влажности, укладывается на прокладки, и он скажем так «проветривается» в течение двух месяцев.  Используя в строительстве такой «лежалый» брус, получается не совсем красивая картина. Через год могут возникнуть глубокие разрывы, брус может выкрутить, усадка бруса неизбежно будет, как у бруса естественной влажности.
Используя в строительстве такой «лежалый» брус, получается не совсем красивая картина. Через год могут возникнуть глубокие разрывы, брус может выкрутить, усадка бруса неизбежно будет, как у бруса естественной влажности.
Данный отрицательный процесс происходит, потому что подсохли только верхние слои, а сердцевина — самая коварная часть в древесине, как была сырой, так и осталась сырой. Отсюда недовольный клиент, по праву, на самый лучший природный строительный материал ругается. К сожалению, из-за неосведомленности клиента «производители», например, сухого профилированного бруса «химичат» именно таким способом.
Спросите, а как быть, как проверить? Способ только один ездить, смотреть сушильные камеры для древесины и, конечно, просить влагомер и мерить внутренние слои древесины.
stroy-derevodom.ru