как их делают, заводы и линии, ГОСТ, как сделать их своими руками при помощи пленки или альтернативных методов

Ламинированная древесностружечная плита (ЛДСП) – это основной компонент для производства корпусной мебели, который достоверно имитирует натуральную древесину, но обходится во много раз дешевле.
Дешевизна обусловлена использованием отходов деревообработки — стружки.
Производство ЛДСП имеет несколько основных технологий.
Далее мы расскажем:
- что такое ЛДСП;
- чем производство ЛДСП отличается от производства ДСП;
- какие документы регламентируют качество ЛДСП в России;
- какое оборудование применяют для ламинирования;
- как изготавливают кромочную ленту;
- как ламинируют ДСП самостоятельно.
Что это такое?
ЛДСП – это обычная древесностружечная плита, о которой мы рассказывали тут, облицованная декоративным покрытием.
Покрытие может быть, как одноцветным и гладким, так и разноцветным или имитирующим текстуру древесины.
 Основные характеристики, такие как:
Основные характеристики, такие как:
- прочность на изгиб;
- способность удерживать шуруп;
- плотность;
- классы влагостойкости;
- класс эмиссии формальдегида;
- горючесть
полностью соответствуют этим же характеристикам исходного материала.
Толщина ламинированного материала зависит от его назначения. Для изготовления корпусной мебели чаще всего берут ЛДСП толщиной 16 мм, однако крышки столов часто делают из плиты толщиной 25–38 мм.
ЛДСП для облицовки стен, пола и потолка изготавливают из ДСП толщиной 8–12 мм.
Ламинирующий слой с объемным рисунком увеличивает толщину древесно-стружечной плиты, ведь такой рисунок создают с помощью прессования основного слоя, продавливая на нем контуры рисунка.
Наружная пленка лишь повторяет контуры этого рисунка.
Как делают ЛДСП?
Для изготовления ЛДСП используют обычные шлифованные древесностружечные плиты, поэтому их выпускают на заводе по производству ДСП, подключив участок ламинирования.
Причем для покрытия исходного материала ламинирующей пленкой применяют 3 технологии:
- ламинирование;
- каширование;
- гладкое ламинирование.

Ламинирование
При ламинировании на основу наклеивают 1–2 слоя специально подготовленной бумаги, причем первый слой — основу — делают максимально толстым, чтобы в нем можно было продавить рисунок.
Толщина основы, в зависимости от глубины рисунка, может достигать 0,5–1 мм, толщина второго слоя составляет десятые, а то и сотые доли мм.
Поверх этих слоев укладывают еще один, изготовленный из прозрачной бумаги и смеси различных смол, которые при нагреве превращаются в прочную пленку, надежно защищающую декоративную поверхность.
На подготовленную поверхность ДСП укладывают основной слой и придавливают его горячим штампом с подходящим рисунком.
Температура поверхности штампа составляет 150–220 градусов, благодаря чему пропитывающая основной слой смола смешивается со смолой, склеивающей стружку в ДСП и, бумага становится неотделимой частью плиты.
Затем таким же образом наклеивают декоративный слой с подходящим рисунком и наружный слой, обеспечивающий защиту плиты от повреждений.
На некоторых предприятиях все слои покрытия сначала соединяют друг с другом, затем сушат и, только после этого крепят к ДСП.
При такой технологии покрытие делают в виде ленты. Рисунок на нем формируют с помощью цилиндра с установленной матрицей, аналогично формированию рисунка при кашировани.
Разница с кашированием в том, что ленту крепят без клея, прогревая пропитывающие бумагу смолы до расплавления и смешивания со смолой в ДСП.
Каширование

При кашировании сначала подготавливают облицовочный материал, для чего все слои укладывают по порядку и пропечатывают на них рисунок с помощью холодного пресса.
При этом незастывшая смола различных слоев смешивается, благодаря чему покрытие превращается в широкую и длинную ленту.
Если для печати рисунка применяют цилиндрический штамп, то возникает возможность делать ленты любой длины.
Многие небольшие предприятия, производящие ламинат с объемной текстурой, предпочитают не тратиться на дорогостоящее оборудование, необходимое для изготовления ленты, а покупать уже готовый материал.
Готовую ленту отправляют в сушилку, затем сматывают в рулоны, которые поставляют на участок каширования. Там облицовочный материал обрезают по размеру и укладывают на смазанную специальным клеем плиту, затем придавливают прессом и прогревают до тех пор, пока клей полностью не полимеризуется.
Благодаря этой технологии облицовка проходит быстрее, ведь не приходится прогревать каждый слой покрытия отдельно, поэтому предприятие может производить больше продукции.
Минус этой технологии в том, что приклеенная облицовка держится гораздо слабей, чем настоящее ламинирование.
Гладкое ламинирование
Эта технология сходна с кашированием, однако является полноценным ламинированием, ведь при нагреве смола покрытия и плиты смешиваются, образуя единый материал. Кроме того, на участке подготовки ленты нет пресса для создания рисунка.
Для создания гладкой поверхности достаточно уложить 2 слоя, нижний из которых будет сделан из бумаги, а верхний — из специальной пленки, которая при нагреве образует прочное и прозрачное покрытие.
Благодаря тому, что крупные производители ЛДСП постоянно ищут способы увеличения технологичности производства и снижения затрат, в этот процесс постоянно вносят различные изменения, суть которых производители держат втайне. Ведь любое улучшение качества ламинирующего покрытия, равно как и снижение затрат, делает их продукцию более конкурентоспособной.

Документы, регламентирующие качество
Основной документ, регламентирующий качество и характеристики ЛДСП в России – это ГОСТ Р 52078-2003, который вы сможете найти по этой ссылке.
Существует и международный стандарт EN 14322:2004, который во многом сходен с российским. Его вы можете найти здесь.
Эти стандарты отличаются от принятых в отношении ДСП только требованиями к ламинирующему покрытию. Во всем остальном они полностью идентичны.
Кроме того, существуют различные ТУ (технические условия), которые разрабатывают как производители ламинированных древесностружечных плит, так и производители мебели. В ТУ прописывают те требования, которые не вошли в общепринятые стандарты или по каким-то причинам выбиваются из них.
К примеру, в ТУ могут быть прописаны нестандартные размеры продукции, а также указан подробный состав клея, отличающийся от того, что предприятие использует при производстве обычного ДСП.
Оборудование: завод и его составляющие
В большинстве случаев для ламинирования ДСП используется многофункциональное устройство, которое называют ламинатор. Его основа – мощный пресс с паровым или масляным нагревом плиты, а также с возможностью установки матриц с необходимым рисунком.
Ламинатор может быть большим, способным обрабатывать листы максимального размера, а также средним или маленьким. Если установлен большой пресс, то после охлаждения ламинированный лист поступает на раскроечный станок, полностью аналогичный тому, что применяют при производстве ДСП.
 Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Прессы среднего размера предназначены для ламинирования уже нарезанных плит, размер которых соответствует требованиям ГОСТ Р 52078-2003 и EN 14322:2004.
Малый пресс предназначен для ламинирования готовых деталей, например, входных и межкомнатных дверей или мебельных элементов. Поэтому предприятию следует выбирать ламинатор исходя из ассортимента продукции.
Кроме того, вместе с большим или средним ламинатором нередко используют линию по укладке ленты, которая также выполняет несколько функций:
- определяет качество подготовки поверхности ДСП к дальнейшей обработке;
- укладывает ленту на плиту и правильно ориентирует ее;
- обрезает излишки ленты.
На предприятиях, где установлены малые ламинаторы, эту операцию обычно выполняет специально подготовленный работник высокой квалификации, укладывающий и обрезающий ленту вручную. Чаще всего так поступают на мебельных фабриках, когда приходится изготавливать детали, которые по каким-то причинам нельзя вырезать из целого листа.
Похожим образом поступают и на крупных деревообрабатывающих цехах или производствах, изготавливающих не только мебель, но и различную столярную продукцию.
Ламинатор можно использовать не только для ламинирования, но и для обычного приклеивания, поэтому нет смысла тратиться на специальную линию.
Нередко среднюю и малую плиту после охлаждения подают на раскроечный станок, который отрезает 1–2 мм плиты, формируя ровную кромку. Такой станок оснащают дисковыми пилами большого диаметра с напайками из твердых сплавов или с алмазным напылением.
Перемещают плиты по всей линии с помощью ленточных транспортеров и вакуумных подъемников, причем все операции происходят в автоматическом режиме.
Стоимость оборудования зависит от многих факторов, поэтому большинство предприятий, выпускающих такие линии и отдельные станки, озвучивают цену только после предоставления заказчиком конкретных требований по конфигурации и производительности.

На Алиэкспресс и других площадках можно встретить отдельные устройства и целые линии с указанием примерной стоимости без учета доставки и монтажа.
Средний односторонний ламинатор для плит размером 1220*2440 мм можно приобрести за 100–200 тысяч долларов США, а линия подачи ламинирующей ленты шириной 60–120 см обойдется в 18–25 тысяч долларов США.
Кромочная лента
При изготовлении ЛДСП ламинируют только лицевую и обратную поверхности, а кромки остаются без покрытия. Поэтому предприятия, выпускающие ЛДСП, вместе с ней поставляют и кромочную ленту, которую используют для самостоятельного ламинирования торцов.
Цвет ленты полностью соответствует цвету плиты, поэтому после наклейки ленты вся плита становится одноцветной.
Ленту для кромления, то есть оклейки кромок, делают заметно тоньше, чем ту, что применяют при облицовке древесностружечных плит на производстве. Ведь в условиях мебельной мастерской невозможно создать настолько высокое давление и большинство мастеров обходится обычным утюгом, прогревая им уложенную на кромку ленту.
Как ламинировать ДСП самостоятельно?
 Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Для этого хорошо подойдут различные виды декоративных пленок, которые продают в строительных магазинах.
Пленки бывают самоклеящимися и обычными.
Для нанесения самоклеящейся пленки с нее снимают тонкое защитное покрытие и укладывают на очищенный от грязи и пыли лист ДСП, затем прокатывают валиком, удаляя пузырьки воздуха.
Для нанесения обычной пленки применяют специальный клей, рекомендованный производителем пленки, затем выжидают 2–5 минут и аккуратно накладывают пленку, не допуская появления складок.
Такие способы позволяют наклеивать на ДСП лишь те рисунки, которые есть в магазине, поэтому можно использовать метод, который применяли во времена СССР, когда ЛДСП была в огромном дефиците.
На очищенную от пыли и грязи поверхность ДСП наносили тонкий слой грунтовки (ПВА, разбавленный водой в соотношении 5:1). Затем на листах альбомной бумаги делали желаемый рисунок и с обратной стороны грунтовали ПВА.
Через 2–4 дня, когда клей полностью застыл, листы с рисунком раскладывали на поверхности ДСП так, чтобы собрать рисунок воедино. Затем каждый лист прогревали с помощью утюга.
Если все листы были правильно уложены и прогреты, то после охлаждения они образовывали сплошной рисунок, полностью покрывавший всю поверхность плиты.
Однако сдвиг любого из листов приводил к нарушению рисунка и портил всю картину, поэтому для большей надежности старались достать не альбомную, а типографскую бумагу, которая превосходила плиту по размерам.
Готовый рисунок покрывали мебельным или паркетным лаком в 2–3 слоя и получали самодельный ламинат с невысокой прочностью покрытия, зато с необходимым рисунком.
Видео по теме
На этом видео можно увидеть работу завода по производству ЛДСП:
Вывод
Производство ЛДСП – это сложный процесс, включающий в себя много операций, поэтому для превращения обычных древесностружечных плит в ламинированные необходим участок с хорошим оборудованием.
Прочитав статью, вы узнали, как происходит процесс ламинирования и можно ли его сделать самостоятельно.
Вконтакте
Google+
Одноклассники
rcycle.net
ДСП: производство, ламинирование и облицовка
Дефицит натуральной древесины для производства недорогой мебели стал причиной появления в середине прошлого века древесно-стружечных плит. Этот относительно дешевый вид пиломатериалов сегодня известен каждому домовладельцу.
Европейские страны в 40 годах прошлого столетия использовали для изготовления мебели фанеру и дерево, но столкнулись с подорожанием и недостаточными поставками этих материалов на свои фабрики. Немецкий инженер Макс Химмельхебер несколько лет работал над созданием прочного и доступного по цене композитного материала. По разработанной им технологии, для создания ДСП использовали древесные опилки и фенольные смолы.
ГОСТ 10632 89 регламентирует содержание свободного формальдегида в 100 гр. плиты ДСП класса Е1 – до 10 мг, класса Е2 – до 30 мг.
Производство состоит из нескольких этапов:
- производство опилок;
- сортировка и просушка сырья;
- соединение стружки с клеем;
- формирование ковра;
- охлаждение;
- шлифовка и раскрой;
- упаковка.
- Получение стружки
Для опилок используют любые отходы пиломатериалов. Неделовая древесина освобождается от коры, режется на метровые отрезки и помещается в бассейн для гидрообработки. Стружка в станках нарезается параллельно древесным волокнам из полуметровых отрезков. Более половины в составе ДСП составляет крупная стружка, из нее формируют средний из трех слоев. Наружные слои состоят из более мелкой стружки высокого качества. Нарезанная стружка поступает в специальные мельницы, где молотками расщепляется по ширине и становится более гладкой.
- Сушка
В специальные бункеры для сбора стружки поступают опилки и с деревообрабатывающих предприятий. Для просушивания стружка поступает по транспортеру в установку, где перемешивается и продувается горячим воздухом. Крупные частицы отделяются от нормальных и возвращаются в измельчитель.
- Формирование ковра из стружки и клея
Сухая стружка дозировано поступает в смеситель, туда же подается клей – синтетическая смола. Чтобы клей равномерно покрывал стружку, его распыляют с помощью сжатого воздуха. Стружка, покрытая клеем располагается на вибрирующий транспортер.
- Прессование и охлаждение
Формирование ковра происходит на четырех холодных прессах:
- нижний слой ковра формируется в первом;
- второй и третий пресс формируют второй слой из крупной стружки;
- в четвертом прессе образуется третий, наружный слой ковра.
Далее ковер из трех слоев попадает на уплотняющий пресс, толщина композита уменьшается втрое. Разогретый и увлажненный ковер поступает под горячий пресс. Температура в камере составляет 150 градусов Цельсия, а давление – 20 кг на каждый квадратный сантиметр ковра.
Влага, быстро испаряясь под давлением, образует паровой удар. Пар проникает в каждый слой ковра, сокращая его пребывание под прессом.
Когда процесс прессования заканчивается, горячая плита охлаждается потоком холодного воздуха. Готовая плита подвергается шлифовке.
Ламинированная ДСП (ЛДСП)
Благодаря ламинированию плита получает облицовку и не нуждается в дальнейшей отделке. Процесс ламинирования непрост и состоит из нескольких этапов:
- подготовка поверхности и бумаги;
- создание пакетов;
- ламинирование под прессом.
Подготовка
Отшлифованная поверхность плиты шпаклюется и подвергается шлифовке вновь. Для ламинирования используется сульфатная, сульфитная и отделочная бумага. Она может быть однотонной или имитирующей поверхность дерева. Метод глубокой печати позволяет получить трехцветный рисунок. Перед ламинированием бумагу пропитывают смолами на специальных станках. Смолы впитываются в бумагу, полностью удаляя воздух с ее поверхности. Начала вязкая жидкость покрывает одну сторону бумаги, воздух выходит с другой стороны, потом бумага погружается в смолистое вещество полностью. Пропитанную смолой бумагу сушат в конвекционной камере.
Создание пакетов
Перед загрузкой в пресс формируется пакет из следующих слоев:
- лист ДСП;
- бумажная основа в виде больших листов с обеих сторон листа;
- декоративный и отделочный слои укладываются только на лицевую сторону листа;
- листы металла.
В установку для ламинирования загружают несколько пакетов, между ними прокладывают асбестовые прокладки.
Ламинирование плит ДСП под прессом
Плиты в пакетах укладывают под гидравлический пресс, где в течение 15 минут они подвергаются воздействию температуры 135-210 градусов Цельсия, а давление в установке – 25-28 мПа.
Ламинирование на разных предприятиях производят по двум технологиям:
- с применением водяного пара;
- без пара.
Завершает процесс охлаждение, упаковка, складирование.
Другие способы облицовки
Каширование – то же ламинирование, но происходит проще и быстрее. Поверхность плиты покрывается клеем, на нее укладывается бумага, пропитанная смолами, разравнивается вальцами. После этого плита отправляется под холодный или горячий пресс.
Поверхность ДСП покрывают пленками из ПВХ, но такая облицовка больше подвержена механическим повреждениям. Еще один вид облицовки – покрытие натуральным шпоном, процесс аналогичен кашированию.
Все плиты ДСП кажутся одинаковыми, но они подразделяются на виды и сорта, могут быть огне- и водостойкими. Плиты относительно недороги, имеют гладкую поверхность, прочны: не усыхают и не скручиваются, поэтому являются универсальным материалом для производства мебели.
Видеоматериал «Производство мебельного ДСП»:
derevo-s.ru
ДСП ламинированная, технология производства.
Всем известна поговорка: «только у нас в России мебель делают из опилок, а заборы из чистого дерева». Хотя в действительности вопрос о том что лучше — дерево или плиты типа МДФ и ДСП можно отнести к разряду «ответ соответствует ситуации». Если вы сделаете забор из ДСП, то под воздействием дождей и солнца ваш забор рассыплется грудой опилок уже через полгода. А если вы решите сделать мебель и выберите в качестве материала древесину, то конечно, это будет неплохая мебель. Но во-первых: чтобы обработать древесину должным образом, нужны определённые навыки и немало времени; во-вторых: всегда есть риск что доски поведёт или они треснут; и в-третьих: вес изделия будет достаточно высоким. Кроме того такая мебель может кусаться по стоимости.
 Все эти минусы отсутствуют у ДСП, точнее ламинированного ДСП (те же опилки, только покрытые декоративной плёнкой
имитирующей текстуру дерева или других материалов (например мрамора)). Плёнка, которой покрывают
ДСП для декорирования называется меламиновой. По сути — это бумага, но пропитанная меламином — веществом которое практически не растворяется ни в воде, ни в большинстве
растворителей. Это делает бумагу очень прочной, а ламинированное ДСП устойчивым к царапинам, ударам и высоким температурам. Конечно всё это в бытовом использовании — удара молотком или
открытого огня меламиновое покрытие не выдержит. Если же ламинированию подвергается
влагостойкая ДСП, то получается универсальный материал, который можно применять для мебели ванных комнат и кухонь.
Все эти минусы отсутствуют у ДСП, точнее ламинированного ДСП (те же опилки, только покрытые декоративной плёнкой
имитирующей текстуру дерева или других материалов (например мрамора)). Плёнка, которой покрывают
ДСП для декорирования называется меламиновой. По сути — это бумага, но пропитанная меламином — веществом которое практически не растворяется ни в воде, ни в большинстве
растворителей. Это делает бумагу очень прочной, а ламинированное ДСП устойчивым к царапинам, ударам и высоким температурам. Конечно всё это в бытовом использовании — удара молотком или
открытого огня меламиновое покрытие не выдержит. Если же ламинированию подвергается
влагостойкая ДСП, то получается универсальный материал, который можно применять для мебели ванных комнат и кухонь.
Если спросить у дилетанта как облицовывают ДСП плёнкой, то он, скорее всего, ответит что то вроде — «Приклеивают…». Но этот процесс гораздо технологичнее и интереснее. Для ламинирования ДСП используют горячий пресс. Грубо говоря, это две стальные плиты, расположенные горизонтально друг над другом. Верхняя закреплена стационарно, и по ней посредством насоса циркулирует раскалённое масло. Снизу к этой плите крепится матрица из особого сплава. На матрицу нанесён рельефный рисунок, который и выдавливает на ламинате ту самую текстуру «апельсиновая корка», «текстура дерева» и т. п. Между плитой и матрицей проложен, так называемый «ковёр» — сплетённый из проволоки с термостойкой изоляцией материал. Он служит для равномерной передачи тепла от плиты к матрице. Нижняя плита лежит на поршнях нескольких масляных цилиндров и покрыта гладким материалом во избежание появления царапин на ламинате. Листы ДСП подаются по рейкам с роликами на нижнюю плиту. Сверху на лист ДСП ложится лист меламиновой текстурированной бумаги, пропитанной смолой. Затем насосы нагнетают в цилиндры под нижней плитой масло, и плита поднимаясь прижимает ДСП с листом меламиновой плёнки к разогретой матрице верхней плиты. Пресс развивает давление в несколько тонн, а матрица разогрета до температуры около 50-55°С. Под воздействием температуры смола, которой пропитана плёнка, расплавляется и частично впитывается в поверхность ДСП. Давление закрепляет результат и, кроме того, матрица выдавливает на поверхности ЛДСП рельефный рисунок.
ДСП с плёнкой сдавливаются прессом всего несколько секунд, после чего нижняя плита опускается и процедура, обычно, повторяется теперь уже с другой стороны ДСП. В производственных масштабах стопка ДСП в несколько десятков листов подается по одному на пресс, ламинируется с одной стороны и складывается в новую стопку уже по другую сторону пресса. Затем листы по одному переворачиваются, подаются на пресс для ламинирования с обратной стороны, и уже готовый ламинат складируется туда, где ещё недавно лежали листы обычного шлифованного ДСП.
Напоследок хочется сказать, что таким образом производят не только ЛДСП, но и ламинированный МДФ и ДВП.
www.best-mdf.ru
Производство ДСП: технология и оборудование
Производство ДСП – это выгодное дело. Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Сфера применения ДСП
 Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Отлаженное производство ДСП способно принести значительную прибыль. На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
Способы производства
Процесс производства ДСП сводится к обработке посредством горячего прессования деревообрабатывающих отходов, предварительно подготовленных. В составе рабочей массы, помимо стружечной смести, присутствует и термореактивная смола с клеящими свойствами.
Исходным сырьем для будущих плит бывают щепки и опилки, а также прочие отходы бумажного и деревообрабатывающего производства. Достаточно смешать их со специальной смолой и уложить в форму. Там в условиях горячего пресса и температурного воздействия, смола проявит свои клеящие свойства.
Завершающим этапом технологического процесса является охлаждение готовых древесно-стружечных плит и их отделение от форм. Далее, их отправляют на шлифовку.
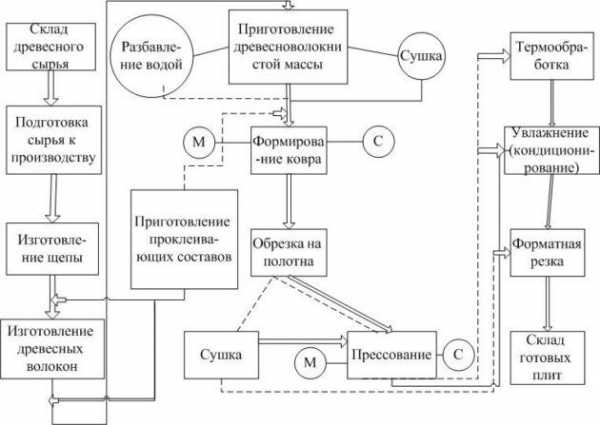
Схема производства ДСП
Необходимое оборудование
В производстве ДСП требуются определенные машины и агрегаты. Технологический процесс не обходится без следующего оборудования:
Оборудование для производства ДСП
- смесители;
- формовочные агрегаты;
- горячий пресс;
- охладители;
- устройства для выравнивания боковин;
- шлифовальные машины.
Изначально в смесителях соединяются все компоненты для рабочей массы с учетом рекомендованных объемов. Дальнейшая напрессовка бумаги осуществляется уже агрегатами для формовки исходной смеси, в горячих прессах.
Указанный перечень является минимально необходимым для изготовления ДСП. Он касается производств, когда в работу поступает предварительно подготовленное сырье.
Когда процесс производства ДСП осуществляется с применением обычного сырья, возникнет необходимость в установке еще некоторых агрегатов. Обычно это строгальные и рубильные машины, мельницы или оборудование для раскройки.
Нередко руководители производства предпочитают дополнительно укомплектовать его дополнительными машинами, что позволяет значительно увеличить его эффективность и технологичность. В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
Стоимость готовой производственной линии
Итоговая стоимость комплекта оборудования для изготовления ДСП зависит от его производительности и некоторых других факторов. При небольшом выходе в пределах сотни готовых листов в день, придется вложить до 200 тыс. евро. Чем выше производительность – тем дороже обойдется комплект.
Еще один определяющий фактор цены на такое оборудование – это его изготовитель. Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.

Линия по производству ДСП
При составлении бизнес-плана по производству ДСП в больших объемах, измеряющихся тысячами кубических метров готовых изделий, необходимо предусмотреть расходы на:
- производственное оборудование соответствующей мощности и производительности;
- вспомогательные машины и агрегаты;
- установку приобретенного оборудования и его наладку;
- подготовку помещения с достаточной площадью, соответствующее действующим требованиям и санитарным производственным нормам для изготовления ДСП.
Процесс изготовления ДСП
Получают древесно-стружечные плиты с применением горячего пресса. В первоначальное сырье добавляется смола, обладающая специальными клеящими свойствами и некоторые другие добавки. Подготовленная масса разливается по формам, где в дальнейшем протекает процесс склеивания под воздействием внешних условий.
Основные этапы в процессе изготовления ДСП:
- подготовительный этап;
- формовка;
- прессование;
- обработка в соответствии с требуемыми размерами;
- шлифовка.
На начальном этапе в специализированных машинах смешиваются исходные составляющие рабочей смеси – деревообрабатывающие отходы и смола наряду с отвердителями и иными необходимыми компонентами. Важно строго соблюдать рекомендованные пропорции составляющих, чтобы готовый материал получил желаемые свойства.
Готовая масса подвергается формовке и опрессовке. Манипуляции осуществляются при воздействии высокой температуры.
Завершается технологический процесс удалением излишков с готовых листов посредством их обрезки с последующей шлифовкой на специальном оборудовании.
От правильности исполнения каждого из основных этапов процесса производства древесно-стружечных плит будет зависеть их конечное качество.
Ламинированное ДСП
Схема ламинирования ДСП
ЛДСП, более известный в качестве ламинированного ДСП, представляет собой стандартные древесно-стружечные плиты.
Единственное их отличие от традиционных листов состоит в том, что каждый лист имеет дополнительное покрытие. Этот ламинат несет преимущественно декоративную нагрузку.
В качестве ламината применяется специализированная пленка.
Преимущественно материал ЛДСП актуален для мебельных производств. А также его используют и в других отраслях современной промышленности.
Наряду с внешней красотой, указанный материал характеризуется некоторыми минусами. Не получится разделить готовую плиту на меньшие части в домашних условиях без применения специализированного оборудования. Ламинирующий слой легко откалывается, что делает края изделия неаккуратными.

Ламинированное ДСП
Сам процесс ламинирования – это специальная отделка готовых изделий. Операция предполагает дополнительный технологический этап в рамках производственного процесса – напрессовку специального покрытия. Эта пленка закрепляется по холодной либо по горячей методике. В первом случае нагрева поверхностей не предполагается. При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
Эта поверхность не предполагает дальнейших отделочных манипуляций.
Изготовление древесно-стружечных плит – это нужный, прибыльный и перспективный процесс при верной его первоначальной организации. Данный продукт всегда востребован на рынке строительных материалов.
Видео: Производство ДСП
promzn.ru
Как производят ЛДСП — Древология
ЛДСП – это всем знакомая древесностружечная плита, но сверху она покрыта бумагой, пропитанной меламинновой смолой. Из ЛДСП прекрасно получается красивая и недорогая мебель, так как листы имеют разные текстуры и расцветки, и хорошо поддаются обработке даже кустарным способом.

Как делают ЛДСП
Прежде чем начать что-либо делать из материала, всегда интересно узнать, как он был изготовлен. Так как производят ЛДСП? Процесс производства ламинированного ДСП достаточно не просто, но интересный. Чтобы изготовить ламинированное ДСП используют горячий пресс. Он представляет собой две стальные пластины, которые располагаются горизонтально и точно друг над другом. Верхняя пластина прочно зафиксирована, к ней подведен насос, который занимается циркуляцией раскаленного масла.
Вторая пластина представляет из себя матрицу, которая и наносит на верхний ламинированный слой текстуру. Между верхней пластиной и матрицей располагается сплетенный из стойкой к высоким температурам изолированной проволоки «ковер», он и берет на себя функцию правильного распределения тепла между пластинами.
К нижней пластине листы ДСП подводятся при помощи реечек с роликами. Далее, на правильно расположенный лист накладывается пропитанная смолами меламиновая текстурированная бумага. Нижняя пластина, прикрепленная к поршням масляных цилиндров, сверху имеет гладкую поверхность, это позволяет избежать любых повреждений на ламинированном ДСП во время его производства.
Во время следующего этапа цилиндры нагнетают масло под расположенную внизу пластину и поднимают ее вверх. ДСП с наложенной на него пленкой прижимается к горячей верхней пластине. Пресс имеет давление около нескольких тонн, а матрица разогревается до 60°С. Смола, которая была пропиткой для пленки, под воздействием этого температурного режима разжижается и немного пропитывает поверхность ДСП.
Созданное между пластинами давление закрепляет этот эффект, а матрица успевает выдавить четкую текстуру рельефного рисунка. Весь процесс занимает всего пару-тройку секунд для одного листа ЛДСП.
Свойства ЛДСП
ЛДСП имеет очень большой спрос на рынке за счет своей простой обработки. Сделать распил листа или присадку фурнитуры можно даже кустарным способом, поэтому многие хозяйственники делают свой выбор в пользу ламинированного ДСП.

К тому же, ЛДСП приобретает уникальные свойства за счет пленки, которой покрыт верхний слой. Эта обычная бумага, но после пропитки меламином, она не боится воды и большинства современных растворителей. А это в свою очередь ведет к тому, что ламинированное ДСП устойчиво к повреждениям, перепадам температур и ударам, но в приделах разумного.
Что можно сделать из ЛДСП
Из ЛДСП можно сделать простой и сравнительно дешевый фасад любого размера для кухни. Листы ЛДСП могут использоваться для изготовления комодов, компьютерных столов, прихожих и шкафов. Мебель будет получаться не слишком дорога, но красивая, к тому же, если у вас есть определенные навыки, вы можете изготовить ее самостоятельно, так ЛДСП достаточно просто в обработке.

Если же после всех работ у вас остались не востребованные листы, стоит подумать, что сделать из остатков ЛДСП еще для своего дома. К примеру, если у вас совсем мало обрезков, можно попробовать соорудить из них вешалку в прихожую или небольшой табурет. Если обрезков осталось больше, то сделайте журнальный столик, тумбу под телевизор, полку или стеллаж.
Вам будет интересно
drevologia.ru
Все о ЛДСП | НОРМА плит
Ламинированная ДСП — Ламинированная древесно-стружечная плита (ЛДСП) является одним из самых популярных материалов для изготовления мебели и стеновых панелей. Технология производства и себестоимость материала невысоки, а разнообразие расцветок и фактуры велико. Это и обусловило её популярность и широту применения.
В этой статье вы найдете: Технология производства: изготовление ДСП, Ламинирование и каширование ДСП, Использование ЛДСП
История изобретения
Ламинированная ДСП была изобретена во второй половине девятнадцатого века, в далёком 1887 году. Автором новинки считается американский предприниматель Эрнст Хаббард. Он первым догадался смешать отходы деревообрабатывающего производства – стружки и опилки – с казеиновым клеем и отформовать полученную смесь в геометрически безупречные плиты. Первые ДСП были ламинированы шпоном дерева дорогих поделочных пород, и оказались доступными далеко не каждому потребителю. Первыми покупателями изделий из ламинированной ДСП были весьма состоятельные люди.
Но постепенно технология её производства становилась совершенней и дешевле. В 1926 году немец Фройденберг рассчитал оптимальное соотношение между составными частями ДСП – связующим материалом с одной стороны и стружками и опилками – с другой. Согласно этим расчетам, связующего материала должно быть от 3 до 10 процентов – в зависимости от класса ДСП. Позже эти расчеты были откорректированы и уточнены. По современной технологии связующим материалам отводится 6-8 процентов объёма ДСП.
Технология производства: изготовление ДСП
Главный материал для наполнения древесно-стружечных плит – стружка и опилки – берётся не только из отходов деревообрабатывающего производства, но и производится из низкосортной древесины на специальных рубильных станках, измельчающих крупные куски дерева на стружку толщиной 0,2 – 0,5 мм и длиной не более 40 мм. Причём в наружные слои плит укладывается стружка наименьших размеров. Частицы, предназначенные для наружного слоя, подвергаются дополнительному размельчению в дробилках (уменьшение ширины) и мельницах (уменьшение толщины). Эта операция особенно важна при производстве ламинированной ДСП, так как при её производстве к качеству поверхности предъявляются повышенные требования.
Заготовленная сырая стружка по системе механических или пневматических транспортёров поступает в бункера-хранилища. Оттуда по мере необходимости подаётся в сушилки. Просушивание стружки для разных слоёв ДСП осуществляется в разных сушилках: для внешнего слоя на выходе достаточно содержание влаги в 4-6 процентов, а вот для внутреннего требования более жёсткие – 2-4 процента. Сушилки для стружки обычно бывают конвективными барабанного типа. После просушивания стружка просеивается на сите для отделения более мелких фракций, предназначенных для наружного слоя.
Затем стружка поступает в смеситель – агрегат для обволакивания частиц сырья связующим составом. Процент связующего для внутреннего и внешнего слоя неодинаков. Для внутреннего он составляет около 60 процентов, для внешнего – 53-55. Это одна из наиболее сложных операций при изготовлении ДСП, так как при недостатке связующего стружка плохо склеивается, а при избытке происходит перерасход материала и, как следствие, плиты получается более низкого качества.
В последнее время всё большее распространение получают смесители так называемого «факельного» типа, которые производят более качественный продукт. В таких смесителях связующий состав распыляется с помощью форсунок и направляется на взвешенные с помощью пневматики в воздухе стружку и опилки. При перемешивании связующее вещество равномерно оседает на поверхности древесных частиц. Такие смесители – техника довольно тонкая и нуждается в точной настройке, чтобы соотношение между связующим составом, стружкой и отвердителем было оптимальным. Затем полученная смесь с помощью механических приспособлений удаляется в формующие машины.
В современном производстве ДСП существует два способа формовки: на ленточном конвейере и на металлических поддонах. Смесь из стружки и связующего равномерным слоем наносится на поддон или транспортёр, в зависимости от типа агрегат. Причём в наружные слои формующая машина насыпает более мелкую стружку. У каждого способа производства свои нюансы. Плита, полученная при поддонном способе формовки, получается с несколько большими допусками по толщине, но такой способ более прост и надёжен. Ленточный способ обеспечивает более точную геометрию конечного продукта и некоторую экономию энергии. Но он нуждается в скрупулёзной настройке оборудования.
Прессование ДСП осуществляется в два этапа. На первом (подпрессовка) происходит уменьшение толщины пакета из древесно-клеевой смеси: при поддонном формовании – в 2,5-4 раза, при ленточном – ещё больше. Давление при поддонном формовании составляет до 1,5 мПа, при бесподдонном – 3-4мПа. После подпрессовки плита поступает в гидравлический пресс, где при высокой температуре (180 градусов) ДСП подвергается прессованию усилием в 2,5-3,5 мПа. Продолжительность приложения усилия – 20-22 секунды на один миллиметр толщины плиты. После выхода из гидравлического пресса горячая плита обрезается по размеру и отправляется в камеру для охлаждения, где выдерживается примерно в течение пяти дней. Затем поступает на склад, откуда отгружается потребителю.
Ламинирование и каширование ДСП
Покрытие ДСП плёнкой для придания им фактуры, имитирующей шпон дерева поделочных пород, осуществляется двумя способами: ламинированием и кашированием. При ламинировании декоративная плёнка воздействием высокой температуры (до 210 градусов) и давления до 28 мПа буквально врастает, впрессовывается в плиту. При кашировании же условия более щадящие. На ДСП наносится слой клея, и затем при температуре в 150 градусов и давлении до 7 мПа происходит прочное приклеивание плёнки к основе. В зависимости от качества покрытия ЛДСП подразделяется на плиты 1 сорта (без дефектов или с незначительными дефектами, не влияющими на внешний вид изделия), 2 сорта – плиты имеют видимые дефекты, но могут использоваться по назначению, и бессортица (плиты имеют значительные дефекты, но могут использоваться в строительстве).
Для облицовки древесно-стружечной плиты используются специальные меламиновые плёнки на бумажной основе, пропитанные синтетическими смолами. Разнообразие расцветок и фактур таких пленок необычайно высоки, и имеют высокий дизайнерский потенциал. Это и обусловило широкое применение ламинированного ДСП в мебельной и строительной промышленности.
Использование ЛДСП
Производство мебели – это область, в которой применяется львиная доля ламинированных ДСП. Это и понятно: фиксированные размеры с определённой толщиной, высокий дизайнерский потенциал поверхности, лёгкость обработки, демократичная цена – данные факторы и определили популярность материала.
Стандартный размер плиты – 2500 на 1830 мм. Отечественная промышленность выпускает ЛДСП толщиной 10, 16, 18, 22 и 25 мм. Большая часть фабрик по выпуску плит сосредоточена вблизи крупных городов, где есть мебельное производство. Наша фирма занимается поставкой потребителю качественной ЛДСП по невысоким ценам. У нас вы можете дешево приобрести ЛДСП со склада в Москве и ближнем Подмосковье. Кроме этого, Вы можете купить ЛДСП в Москве как для производства мебели, так и для выпуска отделочных панелей. Большое разнообразие декора и разные типы тиснения ДСП позволят даже самому требовательному потребителю выбрать себе изделие по душе.
Продажа нашей фирмой ЛДСП в Москве производится для изготовления мебели: офисной, кухонной и даже детской. Вопреки распространённому заблуждению, современные виды ЛДСП практически не выделяют формальдегидов и разрешены для производства детской мебели. Кроме этого, наш представитель окажет помощь в выборе ЛДСП и для иных целей: для оформления интерьеров супермаркетов, магазинов, кинотеатров, выставочных павильонов и других публичных помещений. Купить ламинировано ДСП со скидкой можно купить у нас со склада в Москве.
ЛДСП нашла широкое применение и в производстве межкомнатных дверей, перегородок и стеновых панелей. Этот материал снижает уровень шума в помещении, и отвечает нормам противопожарной безопасности, так как горит значительно хуже, чем обычное дерево. Столешницы из водостойких сортов ЛДСП прекрасно заменяют столешницы из других более дорогих материалов – дерева, декоративного пластика или природного камня.
normaplit.ru
Технология производства дсп: слова главного технолога
Здравствуйте уважаемые читатели блога, на связи Андрей Ноак. Сегодня я расскажу как выглядит технология производства дсп. Кстати часть чертежей я делал самолично, извините за хвастовство *pardon* , но очень хочется позвездится *rofl* ! А делал я эти чертежи когда защищал диплом по производству древесностружечных плит на бывшем заводе КИСК или КрасПлитПром, что в городе Красноярск. Далее я выполнял две пуско наладки заводов по изготовлению древесностружечной плиты и поэтому могу вам более чем подробно рассазать о изготовлении этих плит.
Моя новая книга
Хочу начать с хорошей новости, недавно вышла моя новая книга, более подробно о ней можно узнать в разделе «МОИ КНИГИ». Информация которая в книге — это настоящая информационная бомба, такого в России пока нет!
Книга «Технология изготовления ДСП от А до Я» основана на личном опыте и опыте работы немецких специалистов. Более подробно о книжечке в разделе «КНИГИ».
Периодически я провожу вебинары по деревообработке, на которых обсуждаются самые интересные и актуальные вопросы деревообработки. Следите за новыми статьями и узнаете когда будет следующий вебинар.
Также у меня можно заказать индивидуальную консультацию по деревообработке. Я как никто знаю какие ошибки делают производители оборудования, так как у меня есть опыт. К примеру строят завод на 200 тыс в год плиты и не учитывают диаметр входящего сырья, а я вот знаю что надо это учитывать! Более подробно о консультациях в разделе «УСЛУГИ».
Технология изготовления дсп
Изготовление плиты начинается с подачи круглого сырья краном на раскатный стол, далее лес распиливатся на чураки длиной около одного метра. Вы не поверите, но эта уникальная технология с чураками используется только на линиях с торцовочными станками! Из этих самых чураков в стружечных станках с ножевым валом получали сырье отличного качества.
Но в связи с лишней операцией торцовки леса, развитие изготовления пошло по другой технологии. Эта технология сегодня более распространена, здесь получают щепу с производительных дробилок с ножевым валом или диском, а затем уже щепу перерабатывают на центробежных стружечных станках в нужную фракцию.
Организация склада хранения и подачи древесного сырья в производстве дсп.
Полученную фракцию подают в сушильное отделение и затем происходит сортировка стружки еще по фракциям. Отсортированная по слоям стружка осмоляется, насыпается формашиной в непрерывный ковер и прессуется. Полученная плита шлифуется и укладывается в пакеты.
Изготовление дсп очень сложное. Сложное в плане технологии, поясню почему. Для того чтобы иметь хорошую отдачу от производства, необходимо иметь очень квалифицированные кадры, так как на одном и том же оборудовании при одной и той же схеме можно делать совсем разные объемы производства и совсем разное качество.
Причем под квалифицированными кадрами я понимал не операторский состав, а именно инженерно технических работников способных обучить рабочих работать.
При грамотной работе инженерной службы, оператору за хорошую зарплату нужно будет только вовремя явиться на работу, нажать кнопку на запуск оборудования, убрать рабочее место (а если все отстроено, так и убирать нечего будет), и не забыть выключить кнопку в конце рабочего смены. А обеспечить именно такую работу оборудования должны инженеры.
Производство ДСтП очень зависит от грамотного и квалифицированного управления. Итак ее изготовление состоит из следующих операций:
- Первый вариант получение из круглой древесины чураков. Второй вариант получение щепы от поставщиков или из привезенной древесины путем дробления.
- Получение из чураков нужной фракции, второй вариант получение из щепы стружки на стружечных станках.
- Сушка.

- Трехходовой сушильный барабан, именно он работает на одной из самых распространенных и опасных технологий по сушке…



Сортировка стружки — один из важных этапов технологии производства плиты.
- Смешивание сухих опилок наружного и внутреннего слоя с заданным количеством связующего (смола, отвердитель, добавки) для каждого слоя, в смесителях.

Расходомеры электромагнитные, для измерения объемов подаваемой смолы… Самое современное оборудование на данный момент…

- Насыпка ковра с нижним, средним и верхним слоями формашиной.

- Подпрессовка и при необходимости разделение ковра
- Горячее прессование ковра по заданной циклограме и при соответствующей настройке пресса.

- Обрезка кромок, охлаждение и кондиционирование плиты.
- Складирование не шлифованной плиты. В некоторых типах оборудования данная операция отсутствует. На рисунке ниже нарисована линия с прессом непрерывного прессования. А вообще имеется несколько типов линий по производству ДСтП с своими достоинствами и недостатками, читайте это на нашем блоге в более ранних статьях.


Оптимизированный участок хранения древесной плиты.
- Шлифование и раскрой плиты в размер с своими нюансами.

- Сортировка готовой плиты по ГОСТ. Кстати большинство производителей сейчас делает свое ТУ. В ТУ увеличиваются или уменьшаются допуски, может увеличиваться количество сортов. Но это должна быть временная норма, так как для получения максимальной прибыли должно идти 99% первого сорта.
Конечно это только одна из технологий ДСтП, в зависимости от типов линий, она может значительно меняться.
Тематическое видео, как делается дсп в домашних условиях из бамбука:
Для того чтобы выбрать оптимальную технологию производства плиты, нужно прочитать огромный объем литературы, пообщаться с профессионалами знающими многие тонкости в работе оборудования и работавшими на этом оборудовании, потому что каждый тип оборудования по производству древесностружечной плиты имеет свои плюсы и минусы в работе.
До новых встреч и читайте мой блог чтобы быть в курсе всех новинок в деревообработке!
andreynoak.ru