Технология производства керамической плитки: материалы и оборудование
Человек всегда стремился украсить свое жилище и сделать его практичным. Для этих целей он использует различные материалы, многие из которых остаются актуальными на протяжении тысячелетий. Так, первые прототипы керамической плитки были найдены на раскопках Евфрата и Междуречья Тигра. В древности этот материал применяли для отделки стен храмов и домов знати. Со временем его популярность росла, а способы изготовления совершенствовались. Давайте познакомимся поближе с современной технологией производства керамической плитки и узнаем, чем она заслужила такую безукоризненную репутацию.

Состав
Первым делом разберемся, из чего делают керамическую плитку. Основное сырье, используемое в производстве керамики, представлено следующими материалами:
- Глинистые материалы. Они придают влажной массе пластичность, необходимую для формовки заготовок.
- Кварцевые материалы (в основном, песок). Выполняют структурную функцию, то есть создают «скелет» изделия. Позволяют ограничить и проконтролировать изменение размеров изделия, неизбежно сопровождающее процесс обжига.
- Материалы, в состав которых входят полевые шпаты (алюмосиликаты или карбонаты калия, натрия, кальция и так далее). С их помощью, при обжиге изделия, его структура остается плотной и стекловидной.
Процесс изготовления керамической плитки состоит из таких стадий:
- Смешивание материалов.
- Формовка.
- Сушка.
- Нанесение глазури.
- Обжиг.
- Сортировка.
На каждом из этапов остановимся отдельно.
Смешивание материалов
Все начинается с добычи материалов, но мы ее не будем рассматривать, так как нас интересует именно процесс изготовления керамической плитки. Первым делом, глина смешивается с остальными компонентами по строго рассчитанным пропорциям. Готовая смесь поступает на предварительное перемалывание, где она подвергается измельчению и увлажнению.

Способ приготовления керамической массы зависит от свойств исходного сырья и желаемого продукта. Бывают такие способы:
- Полусухой. Компоненты сначала дробят, затем немного подсушивают, измельчают, смешивают и отправляют на формование. Полусухим этот метод называется потому, что сами по себе компоненты имеют определенную степень влажности.
- Пластичный. Глину дробят и отправляют на смеситель, где она перемешивается с добавками и обретает вид однородной пластичной массы.
- Мокрый. Материалы измельчают и смешивают с добавлением воды (до 60%). Однородная жидкая смесь подается в специальные резервуары.
Вне зависимости от того, какая линия производства керамической плитки используется, для получения хорошего продукта необходимо, чтобы все материалы были тщательно измельчены и смешаны.
Формовка
Формовка производится двумя способами: прессованием и экструзией. В первом случае, специальные прессы сдавливают порошкообразную массу в двух направлениях. Находясь под высоким давлением, гранулы подвергаются уплотнению и частично деформации. За счет этого плитка обретает соответствующую плотность и прочность.
При использовании метода экструзии, плитка производится из тестообразной массы, которая формуется путем продавливания через отверстия экструдера. От сухого прессования этот метод отличается наличием в производственном процессе жидкой фазы. Именно благодаря тому, что вязкая масса выдавливается из аппарата и обрезается, есть возможность производить изделия разной формы. Керамическая плитка, сделанная по методу экструзии, может быть выпуклой или вогнутой. При прессовании же варьировать можно лишь размер изделий.

Сушка
Обязательной стадией в технологии производства керамической плитки является сушка. На этом этапе из готовых форм удаляется влага, которая была необходимой для комфортной формовки. Условия сушки играют важнейшую роль в обеспечении целостности и прочности будущего изделия, поэтому они строго контролируются. На современных предприятиях по производству плитки используют сушильные установки, обдающие сырец (отформованное влажное изделие) горячим воздухом. Нагрев приводит к образованию на поверхности полуфабриката влаги, которая быстро испаряется и удаляется системой вентиляции.
Хороший теплообмен, эффективная вентиляция и высокая температура воздуха обеспечивают быстродействие установки. Если подвергнуть сырец обжигу, минуя стадию сушки, то он растрескается. На заключительных стадиях сушки и в процессе обжига происходит усадка плитки, то есть пропорциональное уменьшение ее линейных размеров. Этим и объясняется необходимость в калибровке готовых изделий. Чем выше уровень предприятия, тем больше вероятность того, что его продукция будет иметь одинаковые размеры. Поэтому лучше выбрать варианты среднего ценового диапазона (к примеру, от фирм «Шахтинская керамическая плитка», «Еврокерамика», «Сокол» и др.), чем получить неровную стену.
Нанесение глазури
Глазурь (эмаль) – стекловидное покрытие, которое наносится на лицевую сторону плитки и закрепляется в процессе обжига. Глазуровка выполняется с целью декорирования и укрепления изделия. В состав глазури могут входить различные материалы и соединения (песок, окислы, фритты, красящие пигменты и прочее). Она может быть глянцевой и матовой, цветной и одноцветной, а иногда, даже прозрачной. Окраска достигается за счет добавления в состав оксидов и солей металлов (железо-красный, хром – зеленый, кобальт – синий и т. д.). Эмаль имеет стекловидную структуру и отличается от основания керамики не только внешним видом, но и характеристиками, важнейшей из которых является водонепроницаемость.

На сегодняшний день, завод по производству керамической плитки может использовать несколько десятков способов нанесения глазурей на свои изделия. Эмаль может применяться в виде распыленной суспензии, пасты или гранул. В базовом варианте, она наносится на отформованные заготовки с помощью большого круглого барабана, который, совершая один круг, обрабатывает сразу несколько плиток. Нанесение может производиться до или после обжига, а в некоторых случаях, даже во время обжига.
Для того чтобы изделие имело более эстетичный вид, процесс эмалирования может сопровождаться нанесением изображения. Керамическая плитка с рисунком гораздо популярнее, нежели однотонная. Чтобы каждая плитка имела неповторяющиеся изображение, но сохраняла стилистику серии, барабан просто смещают по оси вращения. Конечно же, это касается моделей с абстрактными картинками.
Обжиг
Обжиг керамической плитки производится для того, чтобы сделать ее достаточно твердой и прочной. Происходит это за счет химических и физических изменений в составе материала и глазури, которые проходят под воздействием высоких температур. Обычно, производители керамической плитки используют с этой целью печи непрерывного действия. По сути, такая печь представляет собой тоннель, перемещаясь по которому с помощью специального транспортера, плитка поддается сначала предварительному нагреву (позволяет избавиться от остатков влаги), а затем обжигу.
Характерным свойством глины является ее способность превращаться при обжиге в прочную камневидную массу. В зависимости от типа изделия, температура обжига колеблется от 900 до 1300°С. Пробыв определенное время в печи, плитка последовательно охлаждается до такой температуры, при которой, ее, без ущерба для качества, можно будет выгрузить из печи.
Сортировка
Прежде чем поступить на линию упаковки и склад, готовая плитка тщательно сортируется. Эта процедура позволяет решить три задачи:
- Отбраковать изделия с дефектами.
- Отделить плитку первого сорта от плитки более низких сортов.
- Сгруппировать торговые партии по сортам и цветности.

Обычно, производители керамической плитки производят сортировку следующим образом – после выхода из печи она проходит три участка: дефектоскопический, калибровочный, визуального контроля. Для выявления дефектов, каждое изделие подается на рельсы и прокатывается роликом. За счет того, что рельсы располагаются по краям плитки, а ролик давит в центр, бракованные образцы ломаются, не выдержав нагрузки. Дефекты покраски проверяются визуально, вместе с определением тональности. Остается лишь отсортировать изделия по партиям и отправить на склад.
Как можно заметить, технология производства керамической плитки довольно проста. Однако, чтобы получить высококачественное изделие, необходимо подойти к каждой стадии с полной ответственностью и соблюдением всех технологических правил. Вот почему многие начинающие предприниматели, которые открыли завод по производству керамической плитки, не могут добиться должного качества своей продукции. Теперь вкратце узнаем, какими свойствами должна обладать керамическая плитка.
Износостойкость
Безусловно, это одно из важнейших качеств напольной плитки, так как оно характеризует ее устойчивость к истиранию и способность сохранять привлекательный внешний вид после длительной эксплуатации. Несмотря на то, что материал в целом является достаточно прочным, его тип стоит подбирать в зависимости от условий эксплуатации. Так, предназначенная для простой ванной комнаты, напольная керамическая плитка с рисунком, положенная в общественном туалете, быстро вытрется и потеряет свой внешний вид.
Водопоглощение
Водопоглощением называют отношение массы воды, поглощаемое плиткой при ее полном погружении под воду, к массе сухого изделия, выраженном в процентах. У глазурованных плиток для пола оно не должно быть выше 3%. Для настенных марок этот показатель возрастает до 10%. В этой связи для облицовки бассейнов, к примеру, подойдет далеко не любая плитка. Крупные производители, к примеру, предприятие «Шахтинская керамическая плитка», могут выпускать на своих мощностях разные типы специализированной продукции, начиная от плитки для ванн и заканчивая керамикой для бассейнов.
Морозостойкость
Так же как и водопоглощение, это свойство зависит от пористости изделия. В независимости от технологии производства, в керамической плитке остаются поры, в которые может проникнуть влага. Как известно, при замерзании, вода увеличивается в объеме. Способность плитки насыщенной влагой, выдерживать частое попеременное замораживание, называется морозостойкостью. Это показатель важен при выборе наружного отделочного материала. Чем меньше в керамике пор, тем ниже показатель ее водопоглощения, и тем выше показатель морозостойкости.
Сопротивление скольжению
Как несложно догадаться, данное свойство определяет способность эмали плитки препятствовать скольжению предметов, находящихся на ней. Это требование важно при отделке пола жилых и промышленных помещений, особенно тех, в которых всегда влажно. В бассейнах и банях чаще всего используют ребристую плитку, у которой повышенное сопротивление скольжению.
Химическая устойчивость
Так называют характеристику эмали плитки, отражающую ее способность переносить контакт с химическими веществами (кислоты, основания, бытовая химия, добавки для дезинфекции воды в бассейнах и прочее). Плитка не должна претерпевать внешних изменений под агрессивным воздействием этих веществ. Кстати говоря, рассматривая стойкость керамики к тем или иным воздействиям, не стоит забывать, что швы между плитками также могут быть подвержены разрушающему воздействию. Чтобы этого избежать, их покрывают защитными составами.
Предел прочности

Данный показатель выражает уровень допустимой нагрузки, которую может выдержать керамическая плитка. Обычно он прямо пропорционален толщине изделия. Способность выдерживать нагрузку важна в основном для напольной плитки.
Поверхностная твердость
Эта характеристика иллюстрирует стойкость поверхности к появлению повреждений и царапин. Она особенно важная для напольной плитки. Поверхностная твердость обуславливается качеством и составом глазури. Примечательно, что на блестящей поверхности механические повреждения гораздо более заметны, чем на матовой.
fb.ru
Технология производства керамической плитки
Керамическая плитка или кафель является популярным строительным материалом, который используется для облицовки стен и пола в различных помещениях. Он отличается высокой прочностью, износостойкость, влагоустойчивостью и другими положительными качествами.
Как делают керамическую плитку, что она приобретает все свои свойства? Это высокотехнологичный процесс, который должен происходить в строгой последовательности. Для производства данного материала применяется современное и мощное оборудование, что позволяет получить лучший результат.
Какое сырье используется для производства кафеля?
Сырье для производства керамики
Для формирования плитки необходимо подготовить сырье в виде глины, которую добывают из земных недр. Также в состав смеси, использующейся для производства, входят и другие компоненты. От их количества зависят основные свойства материала – прочность, пластичность, эстетичность и другие. Например, при добавлении полевого шпата удается значительно снизить температуру обжига.
Для получения в результате производства качественных материалов требуется с особой тщательностью подойти к выбору типы глины. Существуют такие разновидности данной породы:
- цементная. Из данного типа сырья чаще всего изготовляют различные сухие смеси;
- огнеупорная. Такое сырье считается идеальным для производства кирпича или кафеля, которые могут эффективно работать при воздействии пламени и высоких температур;
- формовочная. Имеет специфические качества, которые идеально подходят металлургической промышленности;
- кирпичная. Относится к легкоплавким сортам. Чаще всего используется для формирования кирпичей с отличными теплоизоляционными свойствами;
- кислотоупорная. Идеально подходит для изготовления продукции, которая не разрушается под воздействием агрессивных веществ;
- каолиновая. Белый тип глины, применяющийся для фарфоровых или фаянсовых изделий.

Каолиновая белая глина
Методы производства
При изготовлении керамической плитки в домашних условиях или на высокотехнологичных производствах используют одну из технологичных схем:
- монокоттура. В данном случае технология производства керамической плитки подразумевает лишь единичный обжиг полуготового сырья. Сформированная заготовка покрывается специальной глазурью, после чего подвергается термической обработке под температурой 900-1200°С. В результате образуется материал, который способен эффективно противостоять негативному действию влаги;
- бикоттура. В данном случае полученная плитка своими руками подвергается обжигу дважды. Первый раз это делают для удаления из материала лишней влаги, а второй – после нанесения глазури;
- керамогранит. После производства плитки данного типа получают сверхпрочный материал, который устойчив к значительным перепадам температур. В данном случае в состав смеси, для формирования керамокранита, входит кварцевый песок и полевые шпаты. Сам процесс обжига происходит при температуре, которая не ниже 1300°С.
Виды и типы керамогранита
Подготовка сырьевой массы
Изготовление керамической плитки невозможно без тщательной подготовки сырья. Его обязательно сортируют по размеру и типу. После этого сырье измельчают до нужной фракции при помощи угловой дробилки или прочего оборудования. В процессе подготовки его могут несколько раз подвергать дроблению для получения высококачественного материала.
Когда все сырье приобрело нужный размер зерен, отдельные компоненты смешивают между собой. В данном случае очень важно подобрать оптимальные пропорции между использованными ингредиентами. От этого зависят основные свойства будущей плитки, ее внешний вид.
Шаровая мельница
Для получения более однородной массы к ней добавляют воду и подвергают обработке в шаровой мельнице. В результате получают особую жидковатую смесь под названием суспензия. В последующем из нее удаляется вода при помощи специального фильтр-пресса. Он способен избавить от 50% влаги. В дальнейшем полученная масса еще раз подвергается размолу, но в сухом виде.
Также в процессе изготовления плитки полученная суспензия может закачиваться в специальный распылитель. Обычно он состоит из вращающего диска или сопла. В распылителе суспензия освобождается от лишней влаги из-за интенсивного движения потоков воздуха. Также сырье может измельчаться путем сухого помола с гранулированием. Для этого существуют специальные гранулирующие машины.
Как происходит процесс формирования плитки?
Технология изготовления керамической плитки подразумевает, что ее формирование происходит путем сухого прессования. В данном случае подготовленный порошок, имеющий в составе все необходимые компоненты, поступает в фасонный пресс. Он позволяет максимально сжать материал, после чего готовые пластины выбрасываются в нижней части плунжера. Такие прессы обычно обеспечивают давление, которое превышает 2500 тонн.
Для получения очень тонкого плиточного материала нужно дополнительно использовать смачивающие агенты. Сочетание экструзии со штамповкой позволяет получить изделия неправильной формы, которые отличаются качеством и небольшой стоимостью. Это можно сделать путем обработки сырья в специальном цилиндре с высоким давлением, после чего оно выдавливается наружу небольшими порциями. В дальнейшем подготовленные образцы подвергаются штамповке при помощи гидравлических или пневматических прессов.
Также существует другой метод формировки плитки. Он подразумевает то, что подготовленные порции сырья сжимаются при помощи гидравлического пресса между двумя половинами жесткой формы. Освобождение полученных образцов происходит при помощи нагнетания воздуха и вакуума.
Сушка
После формирования плитки ее нужно высушить при высокой относительной влажности воздуха. Данный процесс обычно занимает несколько дней. Образцы высыхают медленно, что позволяет предотвратить образование усадочных трещин.
Для этого обычно используются непрерывные или туннельные сушилки. В качестве источника энергии выступают газ, нефть, инфракрасное или СВЧ-излучение.
Глазуровка образцов
Глазурь представляет собой особый стекломатериал, который наносят на поверхность плитки. После обжига она надежно закрепляется на поверхности и обеспечивает многие положительные свойства материала – влагостойкость, прочность, эстетичность и другие.
Глазурь может наноситься на плитку несколькими способами – при помощи центробежного глазуровщика, дискованием. Также ее могут просто распылять или рассыпать по поверхности плитки.
Обжиг материала
Камера для обжига керамической плитки
После завершения глазуровки плитку нужно обжечь. Это позволяет ей приобрести достаточную прочность и пористость. Процесс обжига может происходить одно или двухступенчато. Все зависит от выбранной технологии и требований к плитке. Обычно сырец подвергается обработке при температуре 1000-1300 градусов. Многие домашние производства работают при 850-900 градусов, чего очень часто полностью достаточно.
Однократный обжиг в основном применяется для плитки, которая сформирована мокрым способом. Для этого используется печи, оснащенные фрезерными роликами. Они обеспечивают температуру до 1150 градусов. В таких печах сырец находится около часа.
Двукратному обжигу подвергают образцы, которые сформированы сухим способом. Они подвергаются действию более низких температур. После первичной обработки плитка отправляется на повторный обжиг с глазуровкой. Два этих процесса происходят в одной и той же печи туннельного типа. Она представляет собой камеру, где заготовки медленно перемещаются на конвейере по огнеупорным лентам. В таких печах обжиг занимает 2-3 дня. Обычно он происходит при температуре 1300 градусов.
После такой обработки плитка остывает, сортируется и пакуется. В результате получают материал, который полностью готов к дальнейшему применению. Также в условиях производства обычно проверяют свойства образцов на их соответствие общепринятым нормам.

Упаковка керамической плитки
Особенности изготовления тротуарной плитки
Для изготовления тротуарной плитки нет необходимости закупать дорогое оборудование или материалы.
Для домашнего производства следует закупить следующее сырье:
- портландцемент;
- известняковый или гранитный отсев;
- пластификатор;
- пигмент для получения нужного цвета;
- специальная смазка для форм.
Смесь для производства тротуарной плитки готовится при помощи бетономешалки, куда засыпают известковые заполнители и другие компоненты. Полученным раствором заполняют пластиковые формы, которые рекомендуется предварительно обработать смазкой. В последующем их перемещают на выбростол для удаления всех пузырьков воздуха. В дальнейшем тротуарная плитка подвергается сушке в естественных условиях, что возможно благодаря пластификатору.
Видео по теме: Производство керамической плитки
promzn.ru
Технология изготовления керамической плитки

Состав
Сырьё для изготовления керамической плитки представляет собой смесь нескольких компонентов:
- Глина и схожие материалы, которые придают общей массе пластичность для формирования заготовок;
- Кварцевый песок либо схожее сырьё – формирует своего рода структурный скелет смеси, упрощающий процесс формовки, сушки и обжига;
- Материалы с содержанием карбонатов и алюмосиликатов кальция и натрия. С их помощью достигается необходимая вязкость, а готовое изделие получает плотную стекловидную структуру.
Процесс производства
1. Добыча сырья – первый этап, берущий начало в карьерах, где на поверхность извлекаются компоненты со строго определённым химическим составом. От состава зависит поведение сырья во время прессовки и обжига, а также свойства готовых изделий. Из мест добычи глину отправляют на фабрики, где сортируют её по контейнерам.
2. Приготовление смеси – глинистые материалы, составляющие основу керамической плитки, смешиваются с остальными компонентами в определённой пропорции. Затем они подвергаются предварительному перемалыванию до нужных размеров, измельчаются, смешиваются и увлажняются. Для создания керамической массы разработано несколько способов, каждый из которых применяется для различных типов сырья и вида будущей продукции:
- Полусухой – глина проходит дробилку и сушилку, затем измельчается и уходит на формовку;
- Пластический – после дробилки глинистый материал смешивается с добавками в глиномесителе, в итоге получается пластичная однородная масса, которая в дальнейшем подвергается тепловой обработке;
- Мокрый – первичные компоненты измельчаются и смешиваются с большим объёмом воды (не более 60%), получившаяся однородная масса направляется в резервуары.
В итоге смесь подготавливается к формовке тела плитки (или «бисквита», названного так из-за внешнего сходства с одноименным изделием из теста).
3. Формовка, которая осуществляется методами прессования либо экструзии.
- Прессование подразумевает сдавливание порошкообразной массы под большим давлением. Мелкие частицы смеси перемещаются и частично деформируются, за счёт чего значительно повышается твёрдость и прочность плитки;
- Для формовки керамической плитки экструзионным методом предназначена специальная установка – экструдер. Масса продавливается через отверстие, задающее форму профиля плитки. В отличие от прессования, экструзия позволяет производить плитку любых конфигураций, так как в «жидкой фазе» смесь выдавливается из форм и обрезается. Изделия, полученные таким методом, могут быть толще прессованных, быть вогнутыми или выпуклыми. Именно так изготавливаются угловые клинкерные элементы.

5. Нанесение эмали или глазури – это декоративное защитное покрытие, прозрачное, бесцветное либо окрашенное. Своим цветом эмаль обязана добавкам различных солей и оксидов. Так, синий цвет дают соли кобальта, зелёный – соли хрома, красный – соли железа. Глазурованная плитка состоит из двух слоёв: основание (нижний) и, собственно, глазурь (верхний). Этот слой обеспечивает дополнительную защиту основания от внешних воздействий, так как обладает повышенной твёрдостью, жаропрочностью и влагонепроницаемостью.
Существуют десятки методов нанесения глазури на плитку – в виде гранул, методом распыления и накатывания пастообразной смеси. Процесс осуществляется при помощи барабанов, до, после или во время обжига. Одновременно с этим могут наноситься различные изображения. Существуют технологии, при которых каждый отдельный элемент плитки обладает своим неповторимым рисунком, при этом сохраняя общую стилистику серии.

6. Обжиг – только после него плитка становится пригодной для использования. Печь для обжига – это туннель, в котором изделия двигаются на транспортёрах. Температура обжига составляет от 900 до 1300 градусов в зависимости от материала и технологии изготовления. После обработки плитка охлаждается и превращается в камневидную массу высокой прочности.
7. Сортировка – во время этого процесса отбраковываются повреждённые элементы, разделяются и группируются плитки различных сортов. Современные линии по производству оснащены специальными устройствами, которые проверяют плитку на дефекты, оказывая на неё механическую нагрузку.
Важно отметить, что у разных сортов керамической плитки этапы её производства могут значительно различаться.
allpravda.info
Производство керамической плитки: оборудование и технология изготовления
Производство керамической плитки осуществляется множеством заводов и фабрик во всем мире. Это считается перспективным делом и хорошей инвестицией капитала. На сегодняшний день существуют производства, на которых изготовление керамической плитки во многом ориентировано на индивидуальные заказы. Обилие вариантов готовых решений наряду с возможностью изготовления персональных заказов позволяет воплощать в керамике любые дизайнерские замыслы.
Производство керамической плитки вполне можно выполнять и самостоятельно. Керамику делали задолго до того, как появились специальные прессы и другие механизмы. Изготовление кафеля основывается на тысячелетней практике. Любому желающему сегодня вполне доступно изготовление плитки с помощью простых механизмов, дающих возможность делать исходную массу, наносить глазурь и выполнять обжиг плитки.

Какие материалы используются в производстве кафеля
Процесс изготовления кафеля несложен. Исходя из разновидности изготавливаемой кафельной плитки и ее предназначения в производстве применяется смесь глины различных видов с добавлением прочих натуральных примесей. Для получения кафеля хорошего качества важно использовать подходящую разновидность глины. Поначалу все компоненты при помощи соответствующего оборудования прессуются. Процесс выполняется под большим давлением, после чего изделия проходят обжиг в печи при большой температуре.

Для производства кафеля используется огнеупорная либо тугоплавкая глина. Первый вариант является наиболее подходящим благодаря большому количеству примесей. При изготовлении кафеля крайне важно не нарушать предусмотренные технологией условия. Несмотря на то что сегодня изготовление кафеля является основой деятельности многих предприятий, растущий спрос позволяет не только расширять существующие мощности, но и открывать новые линии.
Для различных вариантов кафеля предусматривается использование смеси разных сортов глины и дополнительных примесей. Для получения глазури применяется смесь, включающая каолиновые глины, песок, стеклянную крошку и оксидные пигменты. Пигменты используются для придания плитке необходимого цвета. Для изготовления самой плитки в основном применяется смесь полевого шпата, глины и кварцевого песка.
Промышленное изготовление кафеля
Производство кафельной плитки мало отличается от изготовления любой другой керамической продукции. На протяжении очень длительного времени технология производства керамической плитки в своей основе остается неизменной. Невзирая на различия в особенностях изготовления плитки разных видов, для основной их массы схема технологии производства также одинакова.

Производство плитки — процесс, состоящий из нескольких фаз. Для получения плитки высокого качества применяется прогрессивное технологическое оснащение, лучшие виды исходного сырья. Для производства плитки может быть использовано полностью автоматизированное промышленное оборудование. Технология изготовления, которая основана на высокотехнологичном оснащении, позволяет делать плитку больших размеров с идеальной формой и пропорциями.
Отличия способов производства
Все исходные материалы сначала основательно измельчаются, после чего размешиваются и увлажняются до образования гомогенной массы. На следующем этапе следует формование, для чего может использоваться прессование либо экструзия. Прессованная плитка вырабатывается из сырья, размельченного в порошок. Сначала порошок уплотняется, после чего подвергается прессованию под большим давлением. Такой способ дает возможность более жестко соблюдать типоразмер изделий и формировать высококачественную поверхность.
В производстве керамической плитки технология экструдирования предусматривает прохождение пастообразной смеси основных материалов сквозь специальную фильеру нужной формы. В процессе прохождения подготовленной смеси сквозь форму создаются изделия необходимой ширины и толщины. Использование такого способа формования отличается простотой и меньшей стоимостью по сравнению с методом прессования. После этого действия керамическая плитка сушится и подвергается обжигу.

Как готовится смесь и формуются изделия
Изготовление кафеля начинается с подготовки сырья. На стадии подготовки выполняется смешивание составляющих, из которых формируется однородная исходная масса. Для этого сначала измельчается глина, после чего в нее добавляются необходимые примеси для получения нужного состава. Измельченная глина обязательно смачивается. Степень смачивания определяется добавками, объем и пропорции которых определяются требуемыми характеристиками для готовых изделий.Далее происходит формование плитки. Как уже было описано выше, формование может выполняться двумя методами: экструзией или прессованием. В первом случае готовая масса пропускается через специальную формующую установку, во втором в подготовленные формы заливают массу, которая затем прессуется под большим давлением. На выходе получаются очень плотные и крепкие изделия.
Сушка изделия и покрытие глазурью
На следующей стадии выполняется сушка изделий, с помощью которой из плитки удаляется излишняя влага. Без этой стадии не обойтись, поскольку без удаления излишков влаги на этапе обжига будет происходить интенсивное парообразование. Образующийся избыток пара станет причиной нарушения целостности плиточных изделий, и на выходе получится слишком много бракованного продукта.
Глазурование требуется для придания плиточным изделиям определенной расцветки либо оттенка. Покрытие глазурью выполняется накануне обжига. Глазуруют плитки посредством обливания и пульверизации. Высокотемпературная обработка изделий в печи и процесс остывания превращают такой вид покрытия в своеобразное стекло. Это покрытие выполняет не только эстетическую, но и защитную функцию. В итоге кафель будет защищен от негативного влияния внешних факторов и обретет высокие гигиенические свойства.

Как происходит обжиг изделий
Высокотемпературное воздействие в печи формирует требуемые химические реакции, приводящие к необходимым физическим изменениям в плиточных изделиях. На производстве печь устроена в виде конвейера, где изделия перемещаются в туннеле. Существуют печи, в которых перемещение изделий основано на карусельном принципе.
На рынке технологического оснащения оборудование для производства керамической плитки представлено в большом ассортименте. С развитием и совершенствованием технологий оно непрерывно улучшается. Ассортимент его велик, приобрести можно самостоятельные установки, большие агрегаты для крупных фабрик либо отдельный станок для производства плитки у себя на участке.
Какие преимущества дают новые технологии
Производство кафеля в последнее время переживает обновление. Это связано с тем, что появились новые современные типы оборудования для раскрашивания изделий. Новые технологии позволяют формировать декоративный слой таким образом, чтобы он образовывал единое целое со структурой изделий. Такой рисунок со временем не стирается и не блекнет.
Один из современных вариантов нанесения рисунка на керамическую плитку предусматривает использование УФ-принтеров. Такого рода печать основана на применении особых чернил и глазурных красок с хорошими адгезионными характеристиками. По завершении процесса нанесения таким способом графического рисунка производится полимеризация при помощи УФ-лампы.

Для нанесения на керамическую плитку рисунка могут использоваться специальные струйные и лазерные принтеры. В процессе производства малых партий используют струйные принтеры для керамики. С их помощью наносятся главным образом черно-белые рисунки. Для крупных объемов керамической плитки производство может быть оснащено лазерными принтерами. В этом случае картинка сначала переносится на декольную бумагу, после чего фиксируется на плитке, которая вслед за этим проходит обжиг в печи.
Самостоятельное изготовление
В последнее время получает все большее распространение самостоятельное изготовление кафеля. Мотивом для этого служит желание не только сэкономить, но и сделать оригинальный, не встречающийся ни у кого отделочный материал. Большой популярностью в самостоятельном производстве пользуется цементная плитка. Она представляет собой весьма интересный материал отделки, который может использоваться для стен и пола. Такое покрытие изготавливается ручным способом, который был изобретен еще в Средние века.
Производство цементной плитки является занимательным процессом. Для ее изготовления делается специальная металлическая форма в виде матрицы с контурами рисунка плитки — наподобие трафарета. Далее готовится окрашенный цемент, для чего используется смесь, в которую входит мелкий песок, особый цемент, мраморный порошок и красители на натуральной основе. У готовых плиток образуется матовая поверхность, шероховатая на ощупь и нескользкая. Сделанные таким способом изделия не проходят обжиг, а только сушатся. Благодаря этому размеры плиток не меняются, сохраняя изначальную точность, что можно считать преимуществом.
oblicovshik.ru
Производство керамической плитки — от поточной линии до кустарного производства
Несмотря на то, что производство керамической плитки осуществляют сотни предприятий по всему миру, его организация считается делом перспективным, удачным вложением капитала.
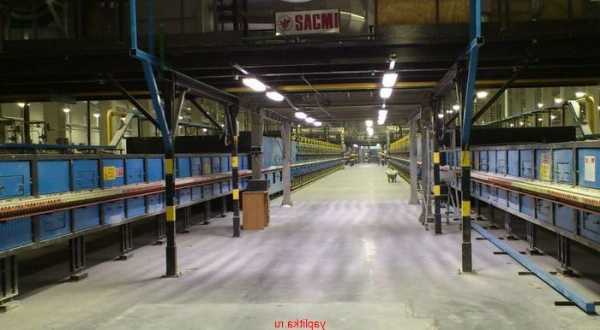
 Поточная линия производства керамической плитки
Поточная линия производства керамической плиткиЭти утверждения основываются на следующих факторах:
- Строительная индустрия потребляет все больше материалов, среди которых керамические изделия занимают видное место, спрос на них растет.
- Производство керамической плитки – хорошо отработанная технологическая операция, она не требует больших ассигнований на исследовательские работы. Методика производства работ подробно описана и проверена многолетней практикой.
- Основной исходный материал – глина дешев и широко распространен, часто его добыча производится неподалеку от производства, плечо подвоза небольшое, что снижает себестоимость.
- Многообразие оборудования для производства различной производительности и цены позволяет выбирать объемы и конкретное направление деятельности.
В ближайшее время вряд ли будет найдена альтернатива керамике. Предприятие по производству керамической плитки может не беспокоиться о перспективах, его продукция будет пользоваться постоянным, устойчивым спросом на рынке стройматериалов.
 Кроме автоматики на предприятии работают и люди. Так ОКТ плитки, которое вы видите на картинке, частично выполняет человек
Кроме автоматики на предприятии работают и люди. Так ОКТ плитки, которое вы видите на картинке, частично выполняет человекТехнология
Рассматривая такое изделие, как керамическая плитка, технология производства которой приводится ниже.
Нужно вспомнить — алгоритм работы всех предприятий, производящих строительные изделия примерно одинаков:
- Сортировка и хранение исходного сырья
- Смешивание ингредиентов в первичную массу
- Формовка
- Механические, тепловые и другие физические воздействия на исходный материал
- Контроль качества и складирование.
Технология производства керамической плитки — это ряд мероприятий, последовательно приводящих, к созданию готового продукта.
 На открытых участках видно только разъезжающую плитку от формовки до упаковки
На открытых участках видно только разъезжающую плитку от формовки до упаковкиОдин из секретов получения качественной плитки состоит в тщательном предварительном отборе и соблюдении пропорций в смешивании главных компонентов: глины, песка, полевого шпата. Все составляющие должны быть чистыми, без примесей. Карьерная глина непригодна для производства, ее нужно сначала подготовить к дальнейшему использованию. Сырье для производства керамической плитки подвергается измельчению в дробильно-размольных машинах, методом магнитной сепарации удаляются окислы железа.
 В этих печах плитка получает свою твердость
В этих печах плитка получает свою твердостьЛидеры отрасли знают, что качественное изготовление плитки керамической во многом зависит от химического состава глины. Сырье, взятое из разных месторождений, каждый раз требует коррекции температурных режимов, что часто приводит к изменению тона плиток одной серии. Поэтому они предпочитают иметь дело с постоянными поставщиками, привозящими сырье из проверенных карьеров.
Дробление и перемешивание преследуют главную цель – создание максимально однородной массы. В зависимости от способа формования в нее может добавляться вода.
 На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.
На этой фотографии вы видите плитку заезжающую на сушку. Через пару минут все полки будут заполнены и робот перевезет плитку.Формирование геометрических размеров будущих изделий происходит одним из трех способов:
- Экструдером. Механизм вытягивает тестообразную массу в широкую ленту установленной толщины, здесь же она нарезается на фрагменты.
- Прессом. Гидравлическое устройство со специальным штампом сдавливает приготовленную смесь с двух сторон усилием равным 300–500 кг/см2.
- Литьем. Разбавленная до полужидкого состояния масса заливается в заранее приготовленные формы.
Следует отметить, что два первых способа получили большее распространение.
Если сразу после формовки сырую плитку подвергнуть обжигу, то содержащаяся в ней лишняя вода разорвет материал. Для того чтобы подготовить полуфабрикат к дальнейшим операциям, его подвергают предварительной сушке. После ее проведения содержание влаги в глине должно составлять 0.1–0.3%. Время, отведенное для подсушивания в скоростных сушилках, зависит от плотности и толщины заготовок. Так, производство керамических плиток для полов предусматривает сушку полуфабриката в течение 30–60 минут.
 А так выглядит перевозка роботом плитки для окончательной упаковки
А так выглядит перевозка роботом плитки для окончательной упаковкиОсновная термическая обработка материала производится в специальных печах. Технология изготовления керамической плитки предусматривает два варианта обжига. Керамический гранит, основная масса напольной и настенной декоративной плитки делаются в технике однократного обжига. По этой методике на полуфабрикат вначале наносится глазурь, а затем он отправляется в печь, где при температуре в 900–14000C происходит спекание минеральных компонентов, получается монолитная прочная структура. Производство кафеля двойного обжига подразумевает сначала обжиг глиняного черепка, затем нанесение на него глазури и потом повторный обжиг с более низкой температурой, достаточной для расплавления глазури, но не влияющей на структуру основы.
 Марка производителя технологический линии красуется на самом видном месте.
Марка производителя технологический линии красуется на самом видном месте.В ряде случаев технология производства керамической плитки двойного обжига включает процесс ангобирования, то есть нанесения на поверхность после первого обжига тонкого слоя смеси из качественной глины, стекольного боя и минералов. Это подглазурное покрытие улучшает качество поверхности после второго обжига.
 Если плитка на линии движется, значит процесс её подготовки еще не закончен
Если плитка на линии движется, значит процесс её подготовки еще не законченПроизводство напольной керамической плитки имеет свои особенности. Они заключаются в создании дополнительных условий, способствующих полному спеканию массы. С этой целью в шихту добавляются плавни (пегматиты, натриевые и кальциевые шпаты). Результат – улучшение прочности на изгиб и повышенное сопротивление абразивному воздействию. Для того чтобы ускорить процесс обжига используются присадки (тальк, магнезит и доломит).Остывшая готовая плитка проходит контроль качества и сортировку по сериям.
 Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линии
Остановка бывает только в трех случаях: сушка, подготовка к упаковке, поломка линииТехнологическая схема производства керамической плитки
 Перед вами наглядная схема производства керамической плитки разного вида
Перед вами наглядная схема производства керамической плитки разного видаПредставленное на видео производство керамической плитки наглядно иллюстрирует весь процесс.
Оборудование
Оборудование для производства керамической плитки широко представлено на рынке, оно постоянно совершенствуется. Выбор велик, можно приобрести отдельные агрегаты для небольших фабрик или мощные высокопроизводительные механизмы для массового производства, все зависит от целевого назначения.

Эта машина делает рисунок на плитке
 Вот что происходит внутри. Именно так наносится рисунок. Очень похоже на печать. Правда чернила у такого принтера особенные
Вот что происходит внутри. Именно так наносится рисунок. Очень похоже на печать. Правда чернила у такого принтера особенныеПримерный перечень составлен с учетом, выполняемых оборудованием, задач:
- Подготовка и смешивание компонентов в первичную массу. Шаровые мельницы, различные дробилки, распределительные башенные сушилки, специальные миксеры. В интернете часто упоминаются бетономешалки. Если маленькое кустарное производство – почему бы и нет;
- Формование. Пресса, экструдеры, заливные формы;
- Предварительная сушка. Однорядные скоростные сушки на сетчатых или роликовых конвейерах.
- Глазурование. Аэрографы, автоматы фильерные и конусные, распылители дисковые, автоматы шелкографии, дозаторы трубчатые и ковшовые;
- Обжиг. Газовые или электрические туннельные печи с транспортером и программным регулированием температуры.
Если отдельные механизмы установлены в соответствии с технологическими требованиями, объединены автоматическим транспортом и общей системой управления, то образуется линия по производству керамической плитки.
 Это мельница. Самая настоящая, только для производства сырья плитки
Это мельница. Самая настоящая, только для производства сырья плиткиЭто оптимальная производственная конфигурация. Достижения в области информатики позволяют компьютеризировать весь процесс, свести участие человека к минимуму. Ведущие производители керамики используют именно такие линии. К примеру, керамическая плитка производства разных развитых стран практически целиком делается на таком оборудовании.
Декорирование плитки
Технология изготовления керамической плитки переживает в последние годы второе рождение в связи с появлением новых методик нанесения рисунков или красочных слоев на ее поверхность. Причем важно, что это не переводные картинки, смываемые водой, а составная часть самой структуры изделия.
К традиционным методам окрашивания – пигментации шихты, введению в состав глазури минеральных присадок, добавился новый способ – фотопечать. Технология печати на керамической плитке предусматривает методы: сублимации; использование чернил, вступающих во взаимодействие с керамикой при ультрафиолетовом облучении; способ «горячей деколи»; перенесения на плитку специальных чернил принтерами.
 На таких линиях плитку и полируется и преполируется
На таких линиях плитку и полируется и преполируетсяСегодня производство керамической плитки во много ориентируется на индивидуальные заказы. Вышеперечисленные способы помогают воплотить в керамике любой художественный замысел клиента.
Можно ли сделать керамическую плитку самому? Разумеется. Производство керамической плитки имеет в основе тысячелетнюю практику. Люди делали керамику задолго до появления гидравлических прессов и прочих современных механизмов. Простейшие механизмы, помогающие приготовить и перемешать массу, нанести глазурь и произвести обжиг — вполне доступны. Для того чтобы керамическая плитка своими руками, изготовление которой задумано, получилась сносного вида, необходимо позаботиться, прежде всего, о качестве глины. Поскольку, в ручном производстве использование пресса не предусмотрено, все зависит от мелкозернистой однородной структуры приготовленной массы. С порядком глазуровки и обжига можно ознакомиться, отправив запрос «производство керамической плитки видео». Следует только помнить, что оборудование для изготовления керамической плитки потребует достаточно места для размещения, агрегаты для смешивания создают много шума, а печи опасны в пожарном отношении. Техника безопасности должна соблюдаться неукоснительно.
 В этих печах температура плавления достигает 1200 градусов по Цельсию
В этих печах температура плавления достигает 1200 градусов по ЦельсиюЕсли методика хорошо изучена и соблюдаются все технические требования, то вполне возможно наладить собственное небольшое производство. Фото плитки керамической, сделанной самостоятельно, демонстрирует, что упорство и правильный подход к делу обязательно приводят к успеху.
yaplitka.ru
Технологический процесс производства керамической плитки
|
Акция интернет-магазина Steps.ru |
Cooperativa Ceramica d’Imola вложила в технологию производства керамической плитки и керамогранита не только свой огромный опыт, приобретенный за более чем 130-летную историю компании, но и мастерство коллектива, выполняющего исследования, инновационные разработки и современные способы производства, а также дизайнерский и технологический профессионализм. В технологии производства керамической плитки и керамогранита учитывается всё: исходное сырье для плитки, состав эмалей, способ нанесения изображения и обработки плитки.
Технология производства керамической плитки и керамогранита Cooperativa Ceramica d’Imola обеспечивает необходимое качество продукции, предъявляемое сейчас на мировых рынках (плитка соответствует международным стандартам 9001), и оптимизирует затраты, что выигрышно влияет на формирование конкурентоспособности плитки ТМ Имола на керамическом рынке.
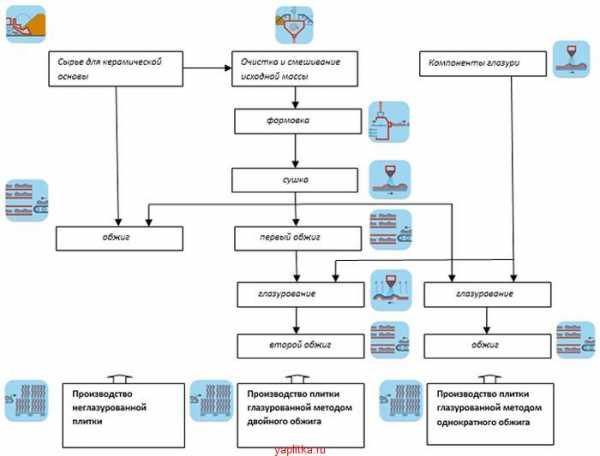
При производстве современной плитки применяются более разнообразные технологии, позволяющие получить материалы практически любых цветов, форм и размеров. Несмотря на свое огромное разнообразие абсолютное большинство керамических изделий можно разделить по способу производства на три группы. Это — неглазурованные плитки (в основном керамический гранит, он же gres porcellanato (итал.)), глазурованные плитки двукратного обжига (как правило, настенная плитка) и глазурованные плитки однократного обжига. Технология их производства во многом схожа, но имеется и ряд принципиальных отличий.

Этапы производства неглазурованной плитки
- Выбор сырья
- Приготовление смеси
- Формовка
- Сушка
- Обжиг
Этапы производства глазурованной плитки однократного обжига
- Выбор сырья (в том числе и для глазури)
- Приготовление смеси (в том числе и для глазури)
- Формовка
- Сушка
- Нанесение глазури
- Обжиг
Этапы производства глазурованной плитки двукратного обжига
- Выбор сырья (в том числе и для глазури)
- Приготовление смеси (в том числе и для глазури)
- Формовка
- Сушка
- Обжиг
- Нанесение глазури
- Повторный обжиг
Выбор сырья
В качестве сырья для основания плитки используют кварцевый песок (ограничивает изменение размеров при сушке и обжиге), глину (обеспечивает необходимую при формовке пластичность), фелдшпатовые и карбонатные материалы (обеспечивают вязкость при обжиге для создания стекловидной и плотной структуры материала).
Основу керамической глазури составляют фритты — сплавы солей со стеклом. Глазурь, состоящая только из фритт, имеет глянцевую поверхность и применяется, как правило, при двукратном обжиге. Для создания матовых глазурей во фритты могут добавлять кварц, окислы металлов, каолин, красящие пигменты.
Приготовление смеси
Приготовление смеси включает в себя несколько операций, которые обеспечивают получение измельченного однородного материала с определенным содержанием влаги, необходимой для последующей формовки. Измельчение сырья нужно для облегчения последующего процесса обжига керамического изделия.
Существует два основных метода приготовления смеси: мокрый и сухой. При использовании мокрого метода измельчение и смешивание составляющих смеси происходит в специальных центрифугах, куда вместе с сырьем помещаются очень прочные шары из металлокерамики и вода. В процессе вращения центрифуги эти шары ударяясь друг с другом измельчают сырье до состояния водной суспензии (шликера). Далее необходимая для равномерного смешивания влага удаляется процессом атомизации (противоточное распыление шликера горячим потоком воздуха с немедленным испарением влаги). В итоге получается порошкообразная смесь с необходимым для формовки содержанием воды (4-7% для метода прессования).
Основное отличие сухого метода от мокрого заключается в том, что сырье измельчается без добавления воды. Увлажнение его происходит позже в специальных машинах.
Технология мокрого измельчения дороже (необходимо много энергии для удаления воды), но дает лучшие результаты. Поэтому при производстве керамогранита и монокоттуры используют именно этот метод.
Формовка
Все современные способы формовки керамической плитки, согласно норм ISO, разделяют на три группы. Группа А — метод экструзии (производство плиток котто, клинкер). Группа В — метод прессования (керамогранит, монокоттура, бикоттура). В группу С вошли все прочие способы (например, ручная формовка, литье стеклянной мозаики).
Наибольшее распространение получил метод прессования (около 98% всей керамической плитки). При прессовании порошкообразную смесь загружают в пресс-формы гидравлического пресса, где она под высоким давлением (до 500 кг/см.кв.) уплотняется и приобретает определенную прочность. Уже на этом этапе плитка может подвергаться дополнительной обработке. Так для получения преполированного керамогранита поверхность плитки шлифуется мягкими щетками еще до обжига. С помощью пресс-форм задаются не только геометрические формы и размеры керамической плитки, но и фактура ее поверхности (например, у Pietra d’Italia — рельефная, у Celadon — вогнутая и т.д.).
Сушка
В процессе сушки из изделия удаляется влага, которая была необходима для формовки. Ее содержание уменьшается до 0,2%. Процесс осуществляется в сушильных установках с сушкой горячим воздухом.
Нанесение глазури
На сегодняшний день существует несколько десятков способов нанесения глазурей на поверхность керамической плитки. Глазурь может наноситься в виде гранул, пастообразной массы или распыленной суспензии. Момент нанесения может происходить по разному: до обжига, после обжига и даже во время обжига. Для придания плитке более эстетичного вида процесс глазурирования может применяться совместно с нанесением различных изображений. Один из самых распространенных способов нанесения орнаментов называется шелкографией, когда через специальную сетку с различными по своей величине и частоте отверстиями с помощью красок наносят рисунки. Чем сложнее рисунок, тем больше сеток применяется.
Обжиг
Затем происходит обжиг плитки, который может длиться от 40 до 120 минут. Печь для обжига — закрытый конвейер длиной от 50 до 80 метров. Посредством подачи газа по трубам на каждые 20 см печи в каждой точке поддерживается определенная температура. Таким образом, в процессе движения по печи изделие обжигается при температуре от 200 до 1200 градусов по Цельсию. Если представить себе график, где по горизонтали отражается расстояние, пройденное изделием внутри печи, а по вертикали — температура на этой отметке, то получится нечто подобное следующему рисунку.
Наиболее важный элемент процесса обжига плитки — разработка и соблюдение температурной кривой. Именно правильное построение температурной кривой отражается на важнейших технических показателях плитки в дальнейшем. Следует отметить, что как только меняется партия сырья, температурная кривая должна быть разработана заново. Поэтому очень важно для производителя плитки постоянный поставщик сырья. И, следовательно, только те производители, кто имеет давний опыт производства, способны обеспечить стабильное качество. Для каждого типа плитки (а иногда и для каждой коллекции) разрабатывается индивидуальный температурный режим. Отличается и максимальная температура обжига для разных материалов. У плитки двойного обжига — около 950°С, у однократного обжига — до 1180°С, у керамогранита — до 1300°С. В процессе обжига при высоких температурах плитка теряет влагу и уменьшается в размерах (ужимается). Величина усадки растет с температурой обжига и может варьироваться от 0% (у плитки двукратного обжига) до 8% (у керамогранита). Т.е. для получения керамического гранита размером 300*300 размер пресс-формы должен быть 324*324.
Однократный обжиг (monocottura), когда глазурь и основание обжигаются вместе — используется, как правило, для производства напольной глазурованной плитки. Высокая температура обжига позволяет получить хорошо спеченный прочный бисквит, и обеспечивает значительную устойчивость глазури к истиранию. При данном способе производства невозможно получить изделия ярких, насыщенных цветов, поскольку при высоких температурах красящие пигменты выгорают и тускнеют. Замечено, что менее яркие глазурованные плитки более устойчивы к истиранию поверхности.
Двойной обжиг (bicottura) используется для производства настенной глазурованной плитки. Он состоит из двух этапов. На первом — обжигается только основание плитки. Обжиг производится при достаточно невысоких температурах. В результате получается высокопористый (более 10%) черепок, не подвергнувшийся усадке и не требующий в дальнейшем сортировки плитки по размерам (калибровки). Далее на основание наносится глазурь и происходит вторичный обжиг, характеризующийся еще более низкой температурой (700-900 градусов). Общий смысл поэтапного обжига — обеспечение необходимых прочностных характеристик бисквита (необходимы высокие температуры), и сохранение цвета желаемой яркости и насыщенности (при низких температурах красящие пигменты практически не выгорают).
Декор производится при помощи 3-его обжига. Сперва на уже готовую плитку наносят необходимый рисунок. Делается это различными способами в зависимости от ожидаемого эффекта — нанесением рисунка через сетки или трафареты красками, золотом, глазурью (иногда в виде порошка). После изделие обжигается при еще более низкой температуре (до 700 градусов). При этом порошок глазури расплавляется, образуя рельефный рисунок. Затем, если декоры производятся на фоновой плитке, осуществляется их нарезка (Berillo, Prado и др.). Достаточно много декоров производится из гипса (основание), а потом раскрашиваются и глазуруются вручную. Такие декоры достаточно часто имеют геометрические отклонения от идеала по причине непредсказуемого поведения гипса при обжиге. О таких отклонениях следует сообщать клиентам при выборе именно таких декоров. Поскольку процесс производства декоративных элементов наиболее длительный и сложный, декоры имеют большую стоимость по сравнению с фоновой плиткой.
После обжига плитки осуществляется визуальный контроль качества — деление на 1, 2, 3 сорта. Далее осуществляется компьютерный оптический контроль качества — снятие геометрических параметров (определение калибров для монокоттуры и керамогранита, определение плоскостных параметров и др.). Затем изделия сканируются для определения и идентификации оттенков плитки, путем сравнения с компьютерной библиотекой ранее произведенных изделий того же артикула.
Просмотров статьи: 20583 с 19.11.2008
Ознакомиться с изданиями из категории «Программа Кафель»
www.steps.ru
Производство керамической плитки, технология и оборудование
Производство керамической плитки известно человечеству издревле. Уже древние греки и этруски производили нечто подобное, обжигая на кострах пластинки из глины. По предположениям ученых в V-III веках до нашей эры представители трипольской цивилизации сооружали дома на основе деревянных каркасов, на которые наносились глиняные фрагменты. После этого вокруг сооружения разводились костры, и материал затвердевал. Окончательная обработка заключалась в нанесении красочных рисунков, из которых многие дошли до наших дней.
Современное производство
В наши дни изготовление керамической плитки представляет собой сложный технический процесс, основные элементы которого, однако, схожи с приемами, применявшимися много веков назад.
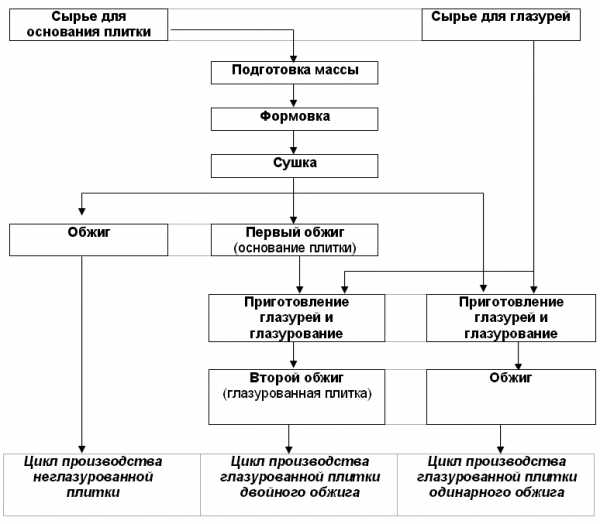
Схема производства керамической плитки
Технологическая схема производства керамической плитки состоит из следующих этапов:
Подготовка сырья
Сначала подготавливается смесь, в которую могут входить следующие составляющие: глинистые компоненты (необходимы для пластичности массы), кварцевые ингредиенты (формируют «скелет» плитки), карбонатные и фельдшпатовые добавки, которые дают плитке структуру стекловидного образца.
Подготовка массы
На этой стадии компоненты измельчают, просеивают, взвешивают и смешивают в требуемых пропорциях посредством шаровой мельницы. Смесь увлажняют в нужном процентном соотношении.

Узел смешивания компонентов для изготовления керамической плитки
Формовка изделий
Здесь применяется один из трех возможных методов: прессовка, экструдирование, литье. Изготовление керамической плитки способом прессования предполагает, что элемент (влажность сырья не более семи процентов) сдавливается специальным штампом с двух сторон давлением около 200-400 килограмм на квадратный сантиметр (самый распространенный способ производства).

Формирование заготовки керамической плитки
Экструдированные образцы получаются с использованием экструдера, который вытягивает глиняную смесь (влажность исходной массы около 15-20 процентов) в ленту, нарезаемую потом на фрагменты (считается весьма прогрессивным методом). Реже всего выпускают литые варианты, когда масса заливается в формы. Этот метод плох тем, что конечный продукт получается разной толщины и размеров.
Сушка
После формовки сырые глиняные изделия предварительно подсушиваются при температуре около 100 С.
Рекомендуем к прочтению:
Обжиг
Обжиг полученных плиток осуществляется при температуре 900 – 1300 градусов Цельсия.
Еще несколько десятилетий назад оборудование для производства керамической плитки на этом этапе было представлено только туннельными печами.
В них изделия перемещались внутри своеобразной трубы, где сначала медленно нагревались, начиная с 60 С, а потом охлаждались. Процесс мог занимать до 24 часов времени. Сегодня почти повсеместно применяются печи быстрого обжига, где плитка обрабатывается в нужном температурном режиме за 40-60 минут.

Печь для обжига керамической плитки
На этом технология производства керамической плитки неглазурованных артикулов (красный грес, котто, клинкер, гресс-порчеллотанно) завершается. Ее остужают, сортируют, пакуют и отправляют в магазины.
Как делают керамическую плитку глазурованную?
Если планируется выпуск изделий одинарного обжига (клинкер, светлая или красная плитка), то после сушки на плитку наносятся предварительно подготовленные эмали, проводится процесс эмалирования и материал обжигается.

Подача плитки на второй обжиг
Для плиток двойного обжига (майолика, фаянс, коттофорте) за этапом подсушивания идет предварительный обжиг основы. Далее на поверхности наносятся эмали, и продукция проходит этап повторной термической обработки.
Нормативная документация
Производство керамической плитки регулируется рядом законодательных актов. В общем, выделяют стандарты для напольных изделий и для артикулов, которые применяются при внутреннем оформлении стен.
Плитка для пола
Керамическая плитка (ГОСТ 6787 2001) выпускается для выполнения напольных покрытий. Она бывает основная и бордюрная, при этом размеры бордюрных артикулов должны соответствовать размерам основных. ГОСТ допускает выпуск изделий квадратной, многогранной, прямоугольной и фигурной формы. Координационные размеры стандартных квадратных плиток могут достигать от 150х150 до 500х500 мм, а прямоугольных – от 200х150 до 500х300.
Рекомендуем к прочтению:
Прямоугольная керамическая плитка для пола | Квадратная керамическая плитка для пола |
Толщина плиток определяется каждым производителем индивидуально, но она не должна быть менее 7,5 мм. Помимо координационных имеются номинальные размеры, которые меньше координационных на ширину шва (от 2 до 5 мм).
Для покупателей керамической плитки (ГОСТ), возможно, будет интересно узнать, что означают условные изображения. Так маркировка ПНГ 300х300 (297х297х8,5) ГОСТ 6787 2001 указывает на то, что плитка предназначена для пола, неглазурованная с координационными размерами 300х300 и номинальными – 297х297, при толщине 8,5 мм.
Изделие выпущено по соответствующему ГОСТу, и должно иметь товарный знак производителя на монтажной поверхности.
Плитка для стен
Если в магазине вам предлагается плитка керамическая (ГОСТ 6141 91), то нужно помнить, что эти артикулы предназначены для облицовки стен. Они бывают фигурными, прямоугольными и квадратными.
Отличительной особенностью изделий, выпускаемых под этими стандартами, является то, что присутствуют модели с различными скруглениями (завалами), а также модели для отделки углов, карнизов и др.
Условные обозначения здесь непрофессионалу скажут о немногом – указывается только тип плитки, ее цвет и ссылка на ГОСТ. Например: тип 50 белые ГОСТ 6141 91.
 Прямоугольная керамическая плитка для стен |  Квадратная керамическая плитка для стен |
Обращаем внимание на то, что керамическая плитка (ГОСТ) этих артикулов не предназначена для площадей, подвергаемых высоким и низким температурам, агрессивным средам, механическому воздействию или грунтовым водам. Об этом прямо говорится в ГОСТ, поэтому, если кто-то будет уверять вас в обратном – не верьте.
Допущения при производстве
Согласно вышеуказанным ГОСТам при производстве керамической плитки допускаются минимальные дефекты.
Например, напольная плитка может иметь посечку длиной не более 10мм, и при этом не должна иметь волнистости глазури, выплавок, нечеткого рисунка, заметного с расстояния одного метра.
На настенной плитке высшего качества допускаются наколы, «мушки» или нарушения декора, которые не видно с расстояния в один метр. На изделиях второго сорта допускаются небольшие сколы, пятна, пузыри, волнистости, углубления, просветы на цветных плитках (вдоль краев). Наличие таких недочетов влияет на цену товара, который можно купить значительно дешевле, если эти недостатки не имеют существенного значения для дизайна.
build-experts.ru