Аргонодуговая сварка (технология, оборудование, область применения)
ТЕХНОЛОГИЯ АРГОНОДУГОВОЙ СВАРКИ
Некоторые виды металлов не могут быть сварены обычной сваркой. В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
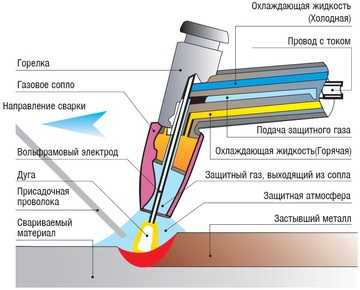
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений — вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки — наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
ОБОРУДОВАНИЕ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
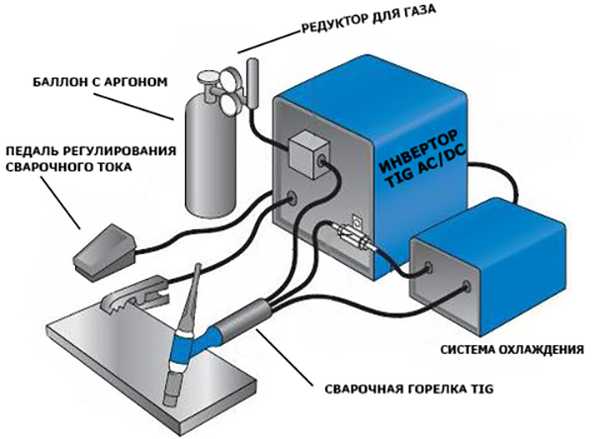
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки — предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
 Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.- Осциллятор — это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат — еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения — существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары — для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост — это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
 Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
АВТОМАТИЧЕСКАЯ АРГОНОДУГОВАЯ СВАРКА
Для облегчения рабочего процесса предусмотрена автоматическая аргонодуговая сварка неплавящимся электродом. Потребитель может приобрести установку с разным коэффициентом автоматизации. Принято различать следующие установки:
- Механизированная — в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
- Автоматизированная — технологический процесс и нанесение сварного шва происходит под надзором оператора, управляющего оборудованием. Движение горелки и подача проволоки выполняется с помощью автоматики.
- Роботизированная — сварочное оборудование для автоматической аргонодуговой сварки плавящимся электродом в таком случае полностью выполняется с помощью механизма. Контроль над режимом, нанесением сварного шва и другими аспектами контролирует компьютерный процессор, следуя заложенной программе.
ПРИСАДОЧНЫЕ МАТЕРИАЛЫ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
- Из нержавейки — присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
- Алюминия и сплавов — получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов — такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля — присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
ТЕХНИКА РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
КАК ПРАВИЛЬНО ВАРИТЬ АРГОНОДУГОВОЙ СВАРКОЙ
Для аргонно-дуговой сварки нужно соблюдение следующих условий:
- Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.
- Выставить необходимые настройки. Техническая документация поможет правильно установить скорость подачи проволоки, необходимое напряжение и другие параметры.
- Заканчивать шов необходимо с помощью реостата, постепенно снижая напряжение дуги.
 Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.
Создать защитное облако аргона — подачу газа начинают за 15-20 сек. до начала выполнения работ и заканчивают спустя 5-7 сек. Аргон защищает шов от растрескивания и обеспечивает его прочность.ОБЛАСТЬ ПРИМЕНЕНИЯ АРГОНОДУГОВОЙ СВАРКИ
Технологический процесс проведения работ позволяет использовать этот метод для ремонта и изготовления деталей и конструкций любых цветных металлов и тугоплавких сталей. В настоящее время благодаря особенностям оборудования сварные работы с использованием защитной среды аргона можно проводить как в промышленных условиях, так и в быту.
Можно условно обозначить сферы применения метода сварки в аргоне по разновидности обрабатываемых металлов. А именно:
- Аргонодуговая сварка алюминия — сложность обработки алюминиевого сплава с помощью обычного электродного метода состоит в том, что металл имеет хорошую теплопроводность и не меняет свой цвет при нагревании. Обеспечить высокое качество шва на алюминии можно только в среде защитных газов. Сварка алюминиевых сплавов требует использования присадочных материалов, проволока в таком случае будет иметь однородный состав.
- Сварка нержавейки — еще один материал, сложно поддающийся процессу обработки. Недостатком электродного метода в данном случае выступает то, что в процессе нанесения шва по нержавеющей стали приходится преодолевать пленку окиси. Работы выполняют с использование проволоки из нержавейки или без присадочного материала. Угол наклона горелки во втором случае будет составлять около 90° градусов. Выбирая режимы аргонодуговой сварки нержавеющей стали необходимо учитывать, что этот металл склонен к растрескиванию, поэтому требуется, чтобы шов остывал медленно при постоянной подаче газа.
- Аргонодуговая сварка чугуна — это оптимальное решение задач ремонта, как сантехнических труб, так и других изделий. Возможно использование для мелкого ремонта дефектов чугунных поверхностей возникших в процессе литья.
- Сварка титана в среде аргона — практически единственный способ обработки титановых сплавов. Сложность заключается в том, что даже при нагревании до 450° градусов титан образует оксид и окалину насыщенную кислородом. Это способствует образованию трещин и не дает провести качественное наложение сварного шва другим способом. При сварке титана используют специальные накладки, способствующие подаче аргона с тыльной стороны обрабатываемой детали.
- Углеродистые стали — существуют особенности обработки и этих металлов. Режим сварки углеродистых сталей подразумевает использование проковки шва при достижении им температуры каления и обеспечения медленного остывания обрабатываемой поверхности.
- Медь — особенностью меди является высокая теплопроводность. Поэтому аргонно-дуговая сварка меди выполняется при условии увеличенной подачи аргона около 150-200 л/час.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ АРГОНОДУГОВОЙ СВАРКЕ
Проведение работ с использованием среды защитного газа регламентируются согласно ГОСТ 12.3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
В первую очередь ограничения связаны с вредными веществами, образующимися в процессе выполнения работ и другими потенциально опасными ситуациями.
Некоторые положения этого ГОСТ приведены ниже:
- Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
- Необходимо обеспечить стабильную вентиляцию рабочего места, при необходимости подключить систему принудительного удаления продуктов сгорания.
- Перед началом работ надо удостовериться в исправности оборудования.
- Мастер должен регулярно проходить инструктаж в кабинете охраны труда и сдавать соответствующие экзамены.
- Запрещается использование тройников, редукторов и других приспособлений для одновременного подключения сразу нескольких горелок.
- Необходимо обеспечить рабочего средствами индивидуальной защиты. Для предотвращения термического воздействия на человека при резке и сварке толстостенных металлов используются перчатки и горелки с удлиненным штативом.
 Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
Организация рабочего места — запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.КОМПЛЕКТУЮЩИЕ И РАСХОДНЫЕ МАТЕРИАЛЫ
Помимо приобретения установки понадобится купить расходники для аргонно-дуговой сварки и постоянно следить за их наличием и исправностью. Так для выполнения работ понадобится:
- Смесь для сварки — хотя основной процент имеет доля аргона, он не подается на горелку в чистом виде. Качественная аргоновая смесь имеет от 10 до 50 процентов углекислоты в своем составе. Допустимо использование составов с гелием. Перед приобретением следует уточнить у консультанта, для каких целей используется смесь.
- Баллоны — могут быть использованы повторно. Время от времени необходимо проверять баллоны на отсутствие разгерметизации. Некоторые сервисные центры могут заправить необходимую смесь в уже приобретенные баллоны. Так как для некоторых металлов необходим большой расход газа (для меди потребуется интенсивность подачи в 150-200 л. / в час) приобретать необходимо комплектующие с достаточным объемом.
- Шланги — можно купить сварочный рукав различной длины и дополнительными функциями. Перед приобретением шлангов следует убедиться в том, что выбранный рукав подходит к сварочной установке. Рукав аргонно-дуговой сварки подсоединяется к редуктору.
- Редуктор — осуществляет контроль над расходом и подачей аргона. Редуктор устанавливается на баллон и автоматически понижает или повышает давление при работе с определенными типами металлов.
НЕДОСТАТКИ АРГОНОДУГОВОЙ СВАРКИ
Как и у любого метода, у аргонодуговой сварки есть свои недостатки. К ним относится:
- Большое количество дополнительно используемого оборудования.
- Сложность правильного подбора, режима выполнения работ. Для начинающего мастера выбрать необходимые параметры крайне сложно. При работе с некоторыми металлами требуется импульсная сварка, на другие шов наносится точечным методом с перерывами. Может потребоваться использование постоянного или переменного напряжения.
- Невозможность полной защиты шва при сквозняке или сильном ветре.
При этих недостатках у метода проведения сварочных работ в среде аргона есть и свои положительные стороны.
ПРЕИМУЩЕСТВА АРГОНОДУГОВОЙ СВАРКИ
На выбор аргонно-дуговой сварки должны повлиять преимущества, которые не могут быть достигнуты ни одним другим методом обработки металла. А именно:
- Незначительный нагрев поверхности металла. Для титана и чугуна и других цветных металлов сильное прогревание критично. Использование метода сварки с использованием аргона позволяет выполнить сварные работы качественно.
- Высокая скорость проведения работ.
- Возможность обработки металлов, не поддающихся сварке другим способом.
- Качественный ровный и тонкий шов.
- Возможность выполнения работ в домашних условиях без профильного образования. Согласно статистике большинство из тех, кто выбирает аппарат аргонодуговой сварки для дома, не является специалистом.
Возможности аргонодуговой сварки практически безграничны, а техника наложения шва настолько проста, что позволяет выполнить работы даже без профильного образования и практики. Именно это и объясняет популярность оборудования.
Смотрите также
zpromma.ru
Технология ручной аргонодуговой сварки — Cварочные работы
Технология ручной аргонодуговой сварки
Ручную аргонодуговую сварку применяют для выполнения корня шва технологических трубопроводов из углеродистых, низко-, среднелегированных и легированных сталей диаметром до 100 мм с толщиной стенки не более 10 мм.

Рис. 54. Схемы взаимного расположения валиков при многослойной сварке.
а —толщина стенки трубопровода до 4 мм; б — то же, 4—7 мм; в — то же, 8—10 мм; 1—1 — последовательность наложения валиков; 1 — при сварке всего сечения; 11 — при сварке корневого шва
Дальнейшее заполнение разделки производят ручной сваркой покрытыми электродами и механизированными способами. При монтаже технологических трубопроводов из хромоникелевых сталей также используют аргонодуговую сварку. У трубопровода с толщиной стенки до 3 мм стык сваривают только аргонодуговой сваркой, а при толщине более 3 мм выполняют только корень шва, а дальнейшее заполнение разделки можно производить аргонодуговой сваркой с присадочной проволокой, ручной сваркой покрытыми электродами или механизированными способами сварки. При зазоре между трубами не более 0,5 мм корневой шов можно сваривать без присадочной проволоки, а при большем зазоре — с присадочной проволокой. В дождливую и ветреную погоду аргонодуговую сварку необходимо вести в специальных укрытиях.
Число, последовательность наложения и взаимное расположение сварных валиков при многослойной сварке вертикальных и горизонтальных швов приведены на рис. 54. Взаимное расположение горелки и присадочной проволоки при сварке горизонтального и вертикального стыков показано на рис. 55. Угол между электродом и радиусом трубы в месте сварки зависит от качества защиты и конструктивных особенностей горелки.

Рис. 55. Взаимное расположение горелки и присадочной проволоки
а — сварка вертикального стыка в обычных условиях; б— то же, горизонтального стыка; в — сварка с удлиненным мундштуком горизонтального стыка в стесненных условиях; 1 — направление подачи проволоки; 2 — направление сварки
Рис. 56. Схема движения горелки
а — вертикальный стык; б — горизонтальный стык; 1 — направление сварки; 2 — направление подачи проволоки; 3 — траектория движения конца электрода при наложении корневого шва; 4 — то же, при наложении последующих слоев
Для горелок АГМ-2 и АГС-3 этот угол может меняться в пределах 0—70°, для остальных горелок (АР-3, МГ-3 и др-) с канальной схемой истечения газов — в пределах 0—25°. Присадочная проволока при аргонодуговой сварке должна подаваться в сварочную ванну навстречу движению горелки, а горелка должна двигаться справа налево. Корневой шов сваривают с амплитудой колебания горелки и присадочной проволоки 2—4 мм. При наложении последующих слоев горелка должна совершать колебательные поперечные движения (рис. 56) с амплитудой 6—8 мм. Оплавляемый конец присадочной проволоки должен всегда находиться под защитой аргона. Нельзя резко подавать конец проволоки в сварочную ванну.
Ручная аргонодуговая сварка должна осуществляться при возможно короткой дуге (не более 1—3 мм) постоянным током обратной полярности. Зажигание и гашение дуги необходимо выполнять на свариваемой кромке или на сваренном шве на расстоянии 20—25 мм позади кратера. Подача аргона из горелки начинается на 15—20 с раньше момента зажигания дуги и прекращается через 10—15 с после обрыва дуги. В течение этого времени струю аргона следует направлять на место начала сварки или на кратер. Особое внимание должно быть уделено провару корня шва и заделке кратера. Для заделки кратера рекомендуется применять дистанционное управление источником питания сварочной дуги. При его отсутствии кратер заделывают путем ввода в него капли расплавленного металла присадочной проволоки с одновременным ускорением отвода горелки от стыка до естественного обрыва дуги. При сварке без присадочной проволоки кратер заделывают путем ускоренного отвода горелки в сторону, противоположную направлению сварки, и быстрого возвращения горелки на прежнее место. После сварки корневого шва проверяют его качество. При обнаружении трещин дефектный участок удаляют узким наждачным кругом и снова заваривают с присадочной проволокой. Корневой шов с применением расплавляемой вставки сваривают без присадочной проволоки с обязательным расплавлением вставки на всю глубину и по всему периметру сварного соединения.
Количество аргона, подаваемого в трубопровод небольшого диаметра для продувки, не превышает 3—. 4 л/мин. По мере увеличения диаметра трубопровода и его длины время продувки увеличивают независимо от расхода газа. Для экономии аргона заполняют не всю полость трубопровода, а только прилегающий к сварному шву его объем. Для этого устанавливают специальные заглушки (рис. 57). Установив заглушки вблизи стыка и подавая аргон через подводящий рукав, образовавшуюся полость заполняют защитным газом. Однако этот способ защиты имеет ряд недостатков. Если учесть, что на поддув идет более 50 % аргона, расходуемого на защиту сварочной ванны, то защита обратной стороны корня шва дорогостоящим аргоном обходится в 2 раза дороже, чем процесс сварки стыка. Стоимость поддува возрастает за счет изготовления и установки заглушек. Кроме того, поддув аргона неудобен и дорог тем, что для сварки замыкающих стыков часто приходится заполнять газом весь трубопровод. Указанные недостатки позволяет устранить флюс-паста, которую наносят на обратную сторону шва (рис. 58) до прихватки в защищенном от атмосферных осадков месте при положительной температуре. Полное высыхание флюс-пасты происходит через 15—20 мин после нанесения ее на кромки стыка. Высыхание флюс-пасты контролируют визуально. При высыхании она изменяет цвет с интенсивно черного на темно-серый.
Рис. 58. Схема нанесения флюс-пасты

Рис. 59. Схемы установки нагревательных устройств
а — из двух поясов ГЭН; б — из четырех поясов ГЭН; в — из одного КЭН; г — из двух КЭН; д — гибкий индуктор из голого медного провода; е — одно-пламенная универсальная горелка; ж — кольцевая многопламенная горелка
Для подогрева стыков применяют гибкие нагревательные элементы типа ГЭН, комбинированные нагревательные элементы типа КЭН (рис. 59), гибкие индукторы из голого медного провода марки М или М1Т сечением 180—240 мм2 с 8—12 витками и газопламенные горелки.
Одноплеменными универсальными горелками подогревают стык после установки воронок из листового асбеста, которые крепят металлическими хомутами. Нагрев следует выполнять нейтральным пламенем. Число одновременно работающих горелок не ограничивается и определяется из условия обеспечения равномерного нагрева по окружности свариваемого стыка. Кольцевые многопламенные горелки устанавливают концентрично по отношению к трубе с двух сторон от подогреваемого стыка.
Температуру нагрева определяют с помощью термоэлектрических термометров или термоиндикаторов. Горячий спай термоэлектрического термометра закрепляют на подогреваемом соединении зачеканкой с помощью бобышки, зачеканкой V-образной бобышки, креплением болтом и гайкой с прорезью, приваркой или приваркой с помощью наплавленной бобышки. Место крепления горячего спая необходимо изолировать от прямого воздействия тепловых лучей сварочной дуги асбестовой или кремнеземной тканью. При подогреве трубопроводов из закаливающихся сталей термопару необходимо крепить болтом и гайкой с прорезью. Для контроля температуры термоиндикаторами зачищают площадку размером 40X15 мм на расстоянии 10—15 мм от кромки трубы, на которую наносят термоиндикаторами штрихи шириной 7—8 мм и длиной 25—30 мм. При сварке с подогревом температуру следует контролировать в течение всего процесса подогрева и сварки, а в случае последующей термической обработки без перерыва между ними; температуру необходимо контролировать автоматическими самопишущими потенциометрами.
При изготовлении технологических трубопроводов стыки сваривают в поворотном и неповоротном положениях.
Рис. 60. Схема сварки корневого шва за два поворота
1—4 — последовательность сварки
Рис. 61. Порядок сварки неповоротного стыка
а — корневого шва; б — второго и последующих слоев; 1—4 — последовательность наложения слоев
Рис. 62. Порядок сварки неповоротных стыков двумя сварщиками
а — корневой шов; б — второй и последующие швы; I — первый сварщик; II — второй сварщик; 1—6 — последовательность сварки
При сварке поворотных стыков ось трубопровода мо-жет располагаться вертикально или горизонтально. Если вращение стыка затруднено, сварку корневого шва выполняют за два поворота (рис. 60). Направление и порядок сварки корневого слоя вертикального и горизонтального неповоротных стыков показаны на рис. 61. Длина заваренных участков не должна превышать 200 мм. При большей длине участка его следует сваривать об-ратноступенчатым способом. Стыки трубопроводов из мартенситных и мартенситно-ферритных сталей диаметром до 219 мм независимо от толщины стенки должен сваривать один сварщик. Стыки большего диаметра сваривают одновременно два сварщика. Для поддержания необходимого температурного режима по всему периметру стыков трубопроводов диаметром более 800 мм сварку могут вести две пары сварщиков, работающих попеременно. Порядок наложения валиков первого и последующих швов при сварке вертикального стыка показан на рис. 62. Порядок сварки одним сварщиком горизонтальных стыков трубопроводов диаметром до 219 мм приведен на рис. 63. Порядок сварки горизонтальных стыков двумя сварщиками показан на рис. 64.
Трубопроводы из мартенситно-ферритных сталей сваривают при температуре окружающего воздуха не ниже 0 °С, а элементы трубопроводов из стали 15ХМ — при температуре не ниже —10 °С с подогревом до 250— 300 °С независимо от толщины стали. Допустимый перерыв между окончанием сварки и началом термообработки должен соответствовать требованиям проекта производства сварочных работ. В процессе сварки не допускается перегрев стыка труб из аустенитной стали. Если основной металл на расстоянии 20—25 мм от линии сплавления нагрелся выше 100°С, надо сделать перерыв в сварке или, не прерывая сварки, охладить стык струей сжатого воздуха.
При сварке разнородных сталей одного структурного класса, но разной степени легирования технологию и режимы выбирают для более легированной стали. Если сваривают разнородные стали различных структурных классов, технологию и режимы выбирают таким образом, чтобы обеспечить минимальное проплавление основного металла. При сварке коррозионностойкой и жаропрочной стали, содержащей 12% хрома, с высокохромистыми хромоникелевыми сталями температуру подогрева выбирают близкой к применяемой для однородных соединений из стали с 12% хрома.
Читать далее:
Сварочные флюсы
Сварочные электроды
Общие сведения о сварке арматуры
Противопожарные мероприятия при сварке
Безопасность труда при сварке технологических трубопроводов
Безопасность труда при сварке строительных металлических и железобетонных конструкций
Защита от поражения электрическим током при сварке
Техника безопасности и производственная санитария при сварке
Управление качеством сварки
Статистический метод контроля
stroy-server.ru
СВАРКА АЛЮМИНИЯ АРГОНОМ [инструкция для начинающих, технология]
Многолетняя практика убедительно доказывает, что [сварка алюминия аргоном] является наиболее эффективным способом создания неразъемного соединения двух или более элементов.
Для выполнения сварочных работ в среде любого инертного газа требуется специализированная оснастка, оборудование и подробная инструкция для начинающих.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную структуру.

Если варить алюминий полуавтоматом, то потребуется определенный тип сварочной проволоки и баллон с аргоном. Но есть способы, которые позволяют обходиться без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знаний основ металловедения.
Особые свойства алюминия
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Видео:
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Некоторые способы сварки
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.
На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
Видео:
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит на узком участке при быстром перемещении электрода.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
Технология сварки аргоном
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
Видео:
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Что требуется для сварки аргоном?
Аппарат для сварки алюминия состоит их следующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
Подготовка деталей
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше четырех миллиметров, необходимо разделать кромки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
Видео:
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Особенности сварки аргоном
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
Допускается максимальная длина дуги 3 мм.
В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
Видео:
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Преимущества и недостатки
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства. Важно, чтобы проволока подавалась в рабочую зону постепенно.
Видео:
Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
rezhemmetall.ru
Сварка алюминия аргоном для начинающих
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Настройки аргонодуговой сварки для сварки алюминия
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для подогрева металла перед сваркой и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.

Сварка алюминия своими руками
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий угольный электрод, который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом. Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.

Технология сварки алюминия аргоном
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.

Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый баллон с аргоном – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
Подготовка алюминия к сварке
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.

Подготовка алюминия к сварке
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
«Важно!
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.»
Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
svarkaipayka.ru
Сварка аргоном (аргонодуговая) инверторная: технология, что нужно?
За последние годы сварка аргоном стала одним из самых востребованных способов соединения металла. Если рассматривать те варианты, когда нужно сваривать цветные металлы, изделия для ответственных объектов, трубы и прочие сложные изделия, аргоновая сварка становится практически незаменимой. Несмотря на свою сложность применения, дороговизну расходных материалов и особые требования к опыту специалисту, выполняющему данную работу, она дает очень качественный результат. Это намного важнее для ответственных сооружений и механизмов.
Данная технология основана на применения дуговой сварки неплавким электродом и сварочной проволокой, которая проводится под защитой аргона.

Процесс сварки аргоном
Аргон является инертным газом, который не взаимодействует с металлом заготовки или проволоки, а также не вступает в реакцию с газами из окружающей атмосферы. Во время сгорания он создает защитную оболочку для сварочной ванны, которая не позволяет внешним факторам как-либо навредить ей. Для проведения процесса также нужно провести ряд предварительных подготовительных процедур. Но они не столь длительны и сложны, как при работе ручной дуговой сваркой.
Область применения
С каждым годом аргонная сварка приобретает все более широкий набор областей своего использования. Изначально это был сложный и дорогой процесс, который востребован на крупном строительстве, где сварка проводилась на ответственных объектах, а также все использовалось для создания надежных соединений на каких-либо производственных предприятиях, где нужно было монтировать конструкции из металла для различных механизмов. Сейчас же выбор техники для ее проведения стал более широким. Это упрощает применение, так как современные варианты аппаратов являются более безопасными, а порой даже обладают меньшей стоимостью, чем это было раньше.
Сейчас сварка аргоном применяется во многих отраслях ремонтной сферы. При ремонте автомобилей, велосипедов, сельскохозяйственной техники и прочих разновидностей изделий, в которых используются сложные детали из цветных металлов и их сплавов. В строительстве данная технология по-прежнему сохраняет свою популярность и востребованность. Расширяется использование сварки в защитных газах в других областях, так как она становится доступнее. Практически все области, где нет проблем с загазованностью помещения, могут использовать такую технологию.
Преимущества
Аргоновая сварка на данный момент относится к одной из наиболее развивающихся техник. Данная тенденция создается благодаря набору преимуществ, которыми она обладает:
- Высокая надежность получаемого соединения, в сравнение с другими способами сваривания;
- Минимальная подверженность воздействию внешних факторов, так как аргон создает отличную защиту от проникания посторонних элементов;
- Материалы и сама техника является доступной для мастеров;
- Отсутствие обмазки уберегает от возможности проникновения водорода, а также от ее попадания в сварочную ванну в виде включений;
- Здесь не требуется все слишком тщательно вычищать во время подготовки, так как здесь газ не дает сильно влиять посторонним факторам на состояние ванны.
Недостатки
Сварка аргоном, несмотря на все свои позитивные свойства, обладает рядом недостатков, которые несколько ограничивают сферу использования:
- Себестоимость проведения процесса является более высокой, чем в ручной дуговой сварке, так что для простых процедур ее не выгодно использовать;
- Присутствует сложность подготовки всего оборудования, так как здесь нужен не только аппарат для создания электрической дуги, но и газовая горелка, питающаяся от баллона;
- Благодаря использованию газа процесс становится более опасным для жизни сварщика, ведь хоть аргон и не относится к взрывоопасным, опасность поражения остается;
- Полуавтоматы, благодаря которым проводится аргонная сварка, обладают высокой стоимостью, так что приобрести их для частного использования может далеко не каждый.
Виды электродуговой сварки
Аргонная сварка проводится при определенных режимах, которые зависят от конкретных условий проведения работ, параметров основного металла и так далее. Чтобы определиться с правильными данными следует обратить внимание на такие параметры как:
- Полярность – здесь зачастую используется ток прямой полярности, так как обратная полярность практически непригодна для этого дела. Прямая полярность дает более стабильное горение дуги.
- Род тока – в большинстве случаев используется постоянный ток. Переменный используют только для соединения магния, алюминия, бериллия и их сплавов.
- Сварочный ток – величина данного параметра определяется толщиной заготовок и диаметром электрода. Это один из основных параметров, который регулируется на аппарате.
Толщина электрода, (мм) | Сила переменного тока, (А) | Сила постоянного тока, (А) |
| 1-2 | 20-95 | 60-160 |
3 | 100-150 | 140-190 |
| 4 | 140-210 | 240-340 |
5 | 200-270 | 300-400 |
| 6 | 250-300 | 340-450 |
Виды
Существует две основные разновидности сварки аргоном, которые зависят от используемого аппарата, хотя принцип проведения работ у них практически одинаковый. Сварка аргоном может быть ручной и автоматической. При этом используемые расходные материалы и способы расплавления остаются практически одинаковыми.

Ручная аргонодуговая сварка
Автомат не требует непосредственного управления человеком, так как все основное зависит от установленных заранее данных. При ручном выполнении задач становится больше возможностей подстроиться под имеющиеся сложные условия, а также намного проще выполнять сварку единичных изделий.

Автоматическая сварка аргоном
Помимо этого можно разделить на виды сварки плавким и неплавким электродом. При работе с неплавким электродом, что встречается намного чаще, используется вольфрамовый электрод и сварочная проволока, которая подается из полуавтоматического устройства. Плавкие электроды не имеют защитного покрытия, так как основную защиту обеспечивает газ. Аргоновая сварка в любом случае сохраняет все свои преимущества.
Принцип работы
Аргон используется здесь благодаря своим инертным свойствам, так как он не вступает ни в какую химическую реакцию с металлами, которые поддаются сварке. Благодаря тому, что он более чем на треть тяжелее кислорода, то он с легкостью вытесняет атмосферный воздух из области сварочной ванны. Благодаря этому шов не окисляется.
Ток подается на неплавкий электрод, после чего можно зажигать дугу для расплавления основного металла и присадочного материала. В это же время из газовой горелки подается инертный газ. В рабочую зону с максимальной температурой подается проволока или электрод. Он ни как не участвует в создании электрической цепи, но материал расплавляется, а вольфрамовый электрод. Чтобы зажечь дугу, используется осциллятор, работающий на высокочастотных импульсах.
Технология сварки
Электрическая часть процесса очень схожа с тем, как идет подготовка к ручной дуговой сварке. На основной металл подается вывод «земли». Это одна часть, которая будет служить для последующего замыкания. Второй частью является вывод на держатель электрода, который проводит электричество на сам электрод. При подведении электрода к месту сварки на основном металле зажигается дуга, которая обеспечивает требуемую температуру для расплавления основного металла.
В это время из горелки подается газ, который создает защиту от воздействия внешних факторов. В эту среду вручную или при помощи автоматического устройства подается присадочная проволока. Она расплавляется и своим наплавочным слоем образует шов.
«Важно!
Для создания качественного соединения требуется не только надежная современная техника, но и умения специалиста.»

Схема аргонодуговой сварки
Сварка аргоном является сочетанием электрической и газовой сварки, поэтому, подача материала здесь ближе к газовой. Проволока подается постепенно, образуя нужную толщину слоя. При этом также нужно совершать колебательные движения, диаметр которых в несколько раз превышает диаметр проволоки, так как она всегда тоньше электрода. Толщина регулируется скоростью подачи.
Что нужно для сварки?
Для сварки требуется иметь:
- Инвертор, рассчитанный на такую работу, как сварка аргоном;
- Газовая горелка, через которую подается защитный газ;
- Неплавкий электрод, для создания электрической дуги;
- Газовый баллон с аргоном;
- Редуктор, шланги и прочие аксессуары;
- Сварочная проволока или электрод.
Техника безопасности
Здесь нужно соблюдать правила электробезопасности. Работы не стоит проводить при высокой влажности и в помещениях, где есть конденсат и прочие скопления влаги. Легко возгораемые предметы не должны находиться вблизи источника пламени и сварочной дуги. Баллон с газом должен находиться на расстоянии от 5 метров от источника огня. Место для работы не должно содержать лишних предметов, которые могут помешать свободному передвижения специалиста.
Стандарты
Сварка аргоном проводится согласно ГОСТ 14771-76. Этот стандарт касается практически всех видов сварки в защитном газе. Ведь она проводится с водородом, гелием, углекислотой. Различными смесями и прочими разновидностями.
Заключение
Аргонодуговая сварка относится к самым перспективным направлениям в сварочной сфере. Появляется все большее количество аппаратов и аксессуаров для проведения работ с ее помощью. Преимущества данного метода пока значительно превосходят плюсы других, особенно, если сравнивать по соотношению цены и качества.
svarkaipayka.ru
СВАРКА АРГОНОМ [видео уроки для начинающих, технология]
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.

Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Видео:
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
rezhemmetall.ru
Технология аргонодуговой сварки
Основы сварочного дела
При аргонодуговой сварке постоянным током неплавящимся электродом используют прямую полярность. Дуга горит устойчиво, обеспечивая хорошее формирование шва. При обратной полярности устойчивость процесса снижается, вольфрамовый электрод перегревается, что приводит к необходимости значительно уменьшить сварочный ток. Вследствие этого производительность сварки снижается. При автоматической и полуавтоматической сварке плавящимся электродом применяется постоянный ток обратной полярности, при котором обеспечивается высокая производительность. Кроме того, при сварке алюминия, магния и их сплавов происходит мощная бомбардировка поверхности сварочной ванны положительными ионами, что наряду с процессом катодного распыления приводит к разрушению пленки оксидов алюминия и магния, облегчая процесс качественной сварки без применения флюсов.
При сварке переменным током неплавящимся электродом необходимо, чтобы источник тока имел более высокое напряжение холостого хода. Это обеспечивает устойчивое горение дуги и стабилизирует процесс сварки. Однако в связи с ограничением напряжения по условиям техники безопасности применяют ток допустимого напряжения, на который накладывают ток высокой частоты, включая в сварочную цепь осциллятор.
При сварке переменным током происходит частичное выпрямление тока вследствие различной электронной эмиссии вольфрамового электрода и свариваемого изделия. В периоды, когда вольфрамовый электрод является катодом, электронная эмиссия имеет большую интенсивность, проводимость дугового промежутка повышается, а напряжение на дуге понижается. Вследствие этого сварочный ток увеличивается. В периоды, когда катодом является изделие, электронная эмиссия менее интенсивна, в результате чего сварочный ток уменьшается. Ввиду этого появляется некоторая составляющая постоянного тока, что приводит к уменьшению тепловой мощности дуги, значительно затрудняет разрушение оксидной пленки при сварке алюминиевых и магниевых сплавов и тем самым способствует образованию поверхностных и внутренних дефектов. Поэтому при сварке переменным током принимают меры по устранению или снижению составляющей постоянного тока. Для этой цели в сварочную цепь включают последовательно конденсаторную батарею емкостью 100 мкФ на каждый ампер сварочного тока или аккумуляторную батарею (положительный полюс батареи присоединяют к электроду). Применяется также последовательное включение в сварочную цепь активного сопротивления, но такая мера снижает устойчивость горения дуги и поэтому при такой схеме сварочной цепи приходится использовать источники питания дуги с повышением напряжением холостого хода до 90… 120 В.
Возбуждение дуги при ручной сварке неплавящимся электродом Производят на угольной или графитовой пластинке. Возникающей дугой некоторое время разогревают электрод, а затем быстро переносят дугу в начало разделки кромок. При сварке переменным током возбуждение дуги осуществляют с помощью осциллятора без короткого замыкания электрода на изделие. При полуавтоматической и автоматической сварке возбуждение дуги производят путем касания электродной проволокой вводной планки, которую устанавливают для предупреждения дефекта в начале свариваемого шва.
Аргонодуговой сваркой можно выполнять швы стыковых, тавровых и угловых соединений. При толщине листов до 2,5 мм рекомендуется сварку производить с отбортовкой кромок. При малой величине зазора (порядка 0,1…0,5 мм) можно сваривать тонколистовой материал толщиной 0,4…4 мм без отбортовки и
разделки кромок. При этом чем меньше толщина свариваемых встык листов, тем меньше допустимый зазор. Листы толщиной 4… 12 мм сваривают встык с V-образной разделкой кромок при угле разделки 50…70°. Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен
Диаметр вольфрамового электрода, мм. Диаметр выходного отверстия сопла, мм Расход аргона, л/мин
Перед началом сварки следует продуть шланг и горелку небольшой порцией аргона. Дугу возбуждают спустя 3…4 с после подачи аргона в горелку. Струя аргона должна защищать не только сварочную ванну, но и обратную сторону шва. Если доступ к обратной стороне шва затруднен, то применяют подкладки или флюсовую подушку.
Ручную сварку листов малой толщины (до мм) производят левым способом, при котором горелка перемещается по шву справа налево. Листы большой толщины (более 12 мм) сваривают правым способом, т. е. горелку ведут слева направо. Ось мундштука горелки при сварке тонких листов (толщиной до 4 мм) должна составлять с поверхностью свариваемых листов 75…80°. Присадочный пруток вводится в зону дуги под углом 10… 15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно поверхности
Диаметр электродной проволоки, мм 0,5 Вылет электрода, мм…. 5…6 Минимальный ток, А. . . . 25…30
Сварочный ток влияет на характер переноса металла в шов: с его увеличением капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Значение тока, при котором металл электрода начинает стекать в сварочную ванну в виде тонкой струи, называют критическим. Прак — обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва. Рекомендуются следующие соотношения:
2,5…3 3,5…4 4,5…6 7…9 9…12 12…14 4…5 6…8 10…18
Свариваемых листов. Длина дуги при арногодуговой сварке небольшая и составляет 1,5…2,5 мм при длине выступающего вольфрамового электрода 6… 12 мм. Дугу следует гасить постепенно, увеличивая дуговой промежуток. Подачу аргона в зону дуги следует прекратить лишь спустя 10… 15 с после гашения дуги, чтобы защитить металл шва от воздействия воздуха до его затвердевания.
Автоматическая и полуавтоматическая сварка плавящимся электродом производится при постоянной скорости подачи электродной проволоки независимо от напряжения дуги. Постоянство длины дуги поддерживается автоматическим саморегулированием. Электродная проволока применяется диаметром 0,5…2,0 мм. Листы толщиной до 5 мм соединяют стыковой сваркой без разделки кромок, а при толщине листов более 5 мм производят V-образную разделку шва с углом разделки 30…50°.
Вылет электрода устанавливают в зависимости от диаметра электродной проволоки:
0,8 .1,0 1,6 2,0 6…7 7…9 10…12 12…15 35…40 45…55 80…90 100…130
Тика показала, что при сварке алюминиевых сплавов критический ток составляет 70 А на 1 мм2 сечения электродной проволоки, а при сварке сталей — от 60 до 120 А на 1 мм2 сечения проволоки.
Подготовка поверхностей под сварку включает обезжиривание растворителями, бензином авиационным
Или ацетоном техническим и затем удаление оксидной пленки механической зачисткой или химическим способом. Механическую зачистку производят металлическими щетками из проволок диаметром до 5 мм. Химический способ включает травление в течение 0,5… 1,0 мин (раствором, состоящим из 45…55 г едкого натра технического и 40…50 г фтористого натрия технического в 1 л воды), промывку проточной водой, нейтрализацию в 25…30%-ном водном растворе азотной кислоты в течение 1…2 мин, промывку в проточной воде, затем в горячей воде, сушку до полного испарения влаги. Обработку рекомендуется выполнять не более чем за 2…4 ч до сварки.
В последнее время с появлением китайской техники на мировом рынке, сварочный аппарат стал наиболее популярным инструментом у владельцев частных домов, коттеджей, дач и гаражей. Учитывая соотношение цен на приобретение сварки …
Выполнение сварочных работ на строительно-монтажной площадке требует особо четкого выполнения всех правил безопасности производства работ. Сварочные работы на высоте с лесов, подмостей и люлек разрешается производить только после проверки этих …
Из применяемых средств контроля особую опасность представляют рентгеновские и гамма-лучи. Рентгеновские и гамма-лучи опасны для человека при продолжительном облучении и большой дозе. Предельно ДОпустимая доза, которая не вызывает необратимых изменений …
msd.com.ua