Термическая сварка

Под термической сваркой принято понимать соединение металлов, основывающееся на расплавлении кромок металла, в результате чего образуется соответствующая ванна, в которой металл соединяется на молекулярном уровне и позволяет выполнить прочный монолитный шов. Подобные технологии благодаря своей простоте и качеству соединения металлических элементов получили широкое распространение. К такому термическому классу принято относить лазерную, плазменную, газовую, дуговую технологию. Поговорим поподробнее о преимуществах и недостатках термической сварки, а также опишем ее распространённые классы.
Из преимуществ такой термической технологии можем выделить следующее:
- Отличные показатели прочности соединения.
- Низкая трудоемкость работ.
- Невысокая себестоимость.
- Минимальный расход металла.

Если же говорить о недостатках, то можно отметить следующее:
- Неровности на поверхности заготовки и наличие оксидной пленки существенно ухудшает качество соединения.
- Термическая сварка возможна только с металлами, близкими по показателям тугоплавкости.
Термическое влияние сварки
Газовая термическая сварка подразумевает нагрев металла в зоне соединения при помощи газового пламени. Такая газовая горелка может использовать различный газ, который эффективно нагревает металл до его жидкого состояния, а после кристаллизации и затвердевания обеспечивается максимально прочное соединение. Газовые горелки позволяют оптимальным образом регулировать температуру пламени, что в свою очередь дает возможность работать с различными по тугоплавкости материалами. Газовая сварка может выполняться как по классической технологии термической обработки металлов, так и с использованием дополнительного присадочного материала. Такие электроды расправляются одновременно с соединяемыми металлами, кристаллизуются и на молекулярном уровне соединяют материалы. Следует учитывать свойства конкретных металлов, сплавы которых входят во взаимодействие друг с другом.
Из преимуществ данной технологии можем отметить простоту данной работы и отличное качество соединения. В то же время необходимо отметить, что данная технология подразумевает использование специального оборудования, в том числе баллонов со сжатым газом, поэтому к проведению такой работы с газом допускаются только сертифицированные специалисты, имеющие большой опыт работы с такими горелками на газу. Также должное внимание необходимо уделить качеству используемого оборудования.
Полуавтоматическая термическая сварка: технология
Использование данной технологии подразумевает использование специальной проволоки, которая с помощью автоматической системы аппарата подается в рабочую зону, где быстро расплавляется и позволяет обеспечить прочность соединения. В качестве защитного газа может использоваться аргон и СО2. Основное назначение такого газа — это защита сварочной ванны от воздействия воздуха, который может существенно ухудшить качество соединения металлов.
При полуавтоматической технологии используется специальное оборудование, которое позволяет быстро расплавлять кромки. При этом данная технология отличается простотой и может выполняться как профессиональными специалистами, так и обычными домовладельцами при необходимости им выполнить прочное соединение элементов. Даже обычные домовладельцы смогут с использованием таких полуавтоматических аппаратов провести сварку, обеспечив максимальное качество выполненного соединения.
Аргонодуговая сварка
Такой вид термической сварки подразумевает использование вольфрамовых электродов, которые заправляются в горелку. При выполнении соединения такой электрод с помощью автоматической системы подается в пламя горелки, расплавляется и стекает в шов, гарантируя соединение на молекулярном уровне. Для защиты сварочной ванны от негативного воздействия кислорода используется аргон, который предотвращает появление окислительной пленки. Аргон поступает из подключенного к горелке баллона со сжатым газом. Регулируют подачу аргона при помощи редуктора, выставляя его на определённое положение, в зависимости от конкретной разновидности металлических элементов.
svarkagid.com
Термическая сварка. Сущность термитной сварки.
Сварка является одним из основных способов получения соединения неразъемного. В большинстве случаев, она выступает единственным способом, с помощью влияния которого можно получить такое прочное соединение. Создать максимально приближенные заготовки и по размерам и по формам можно с помощью сварки. Вы можете создать даже такие конструкции, которые не будут отличаться от новых конструкций машин. Отлично подойдет термическая сварка.

С помощью термического соединения конец и первой, и второй детали нагревают при помощи специального прибора, в течение некоторого времени, до тех пор, пока не дойдет до максимально нужной температуры. Затем детали прижимают друг к другу с небольшим усилием. Таким образом, шов, возникший в результате стыка, делает конструкцию очень прочной.
Сварке подвергаются абсолютно любые неметаллы и металлы, имеющие любую толщину, да и в любом положении пространства будь то в космосе, на земле или в воде.
С помощью термического соединения, которые получаются с использованием термического соединения, характерны тем, что имеют высокие механические свойства, низкую трудоемкость, небольшой расход металла, невысокую себестоимость.
Препятствия, которые могут не позволить состыковаться деталям следующие:
- — адгезионные пленки;
- — оксидные пленки;
- — неровности на поверхности заготовок.
Для того, чтобы получить сварное соединение необходимо использовать энергию извне. В связи с этим все виды сварки можно разделить на три группы:
Околошовная зона отличается тем, что влияния нагрева высоких температур охлаждения и плавления происходят неравномерно и кратковременно.
Когда металл переходит в состояние из жидкого в твердое, то могут образоваться кристаллы. Такой процесс носит название кристаллизации.
Чем быстрее охлаждается сварочная ванна, тем тонким будет кристаллический слой и меньше будут размеры зерен. Зона сплавления имеет мелкие кристаллы.
Зона, где происходит термические влияния, характеризуется тем, что происходит увеличение кристаллов и их слияние с зернами основного металла.
Околошовная зона и ее размеры зависят от того, какой вид термического соединения, скорость проведения, режим, химический состав, физические свойства.
Процесс термического соединения, в результате которого свариваются металлические детали жидким металлом определенного химического состава. Сущность реакции термической заключается в том, что алюминий имеет способность восстановления окислов металлов с весьма значительным выделением тепла.
Тепло, выделившееся в результате этой реакции, сравнительно долгое время может сохранить металл в состоянии жидком, что дает возможность использовать его для целей технологических.
Какие условия необходимы для того, чтобы началась термическая реакция?
- — Термическую шихту необходимо рассчитать так, чтобы в ходе реакции смогло выделиться количество тепла, которое необходимо для перегрева и расплавления конечных продуктов в реакции.
- — Компоненты термитной шихты: окислы железа, алюминиевый порошок должно быть достаточно мелкими и хорошо перемешанными.
- — Для начала термитной реакции в любой точке термитной шихты необходимо создать температурный толчок не ниже 1350°. после чего термитная реакция быстро распространится на всю шихту.
Применение термического соединения в зоне трамвайного хозяйства
Зона стыков рельсов и их сварка помогут радикально решить проблему с токами блуждающими, которые наносят немалый ущерб подземной металлической коммуникации.

Бесстыковой путь позволит вам уменьшить затраты по текущему содержанию пути, увеличит скорость движения транспорта рельсового, уменьшит шум и удлинит срок службы состава.
Из всех способов термического соединения — промежуточного литья, кузнечного, комбинированного, «дуплекс» стал таким, который смог получить наиболее широкое распространение.
В связи с тем, что произошло массовое применение термического соединения на транспорте, появилась потребность в улучшение стыка сварного. Таким образом, можно получить плотный стык, который будет иметь хороший провар и постоянный химический состав термической стали. В связи с этим увеличится производительность, уменьшатся расходы материалов.
Условия, для проведения термической реакции
Для того, чтобы осуществлена реакция между окислителем и восстановителем, нужно наличие некоторых условий, таких как химическая чистота компонентов термической шихты. Восстановителем в данном случае будет алюминий в состоянии порошкообразном, а окислителем будет порошок окалины железной.
Оказание огромного влияния на реакцию измельченными составляющими термической шихты, как раз и приведет к правильному завершению.
Если же будут отклонения от пределов, которые были указаны, то это приведет к нарушениям нормального соотношения окислителя и восстановителя. А это в свою очередь приведет к тому, что снизится ее калорийность. Все это окажет негативные влияния на качество сварки.
Для того, чтобы реакция между зонами — окалиной железной и алюминием осуществилась, необходима, чтобы термическая шихта была нагрета до той температуры, когда может воспламениться. Обычно такая температура для подобного сплава равна 1360°. Это является критической точкой, которая оказывает влияния на начало термической реакции.

Термохимические процессы, которые протекают медленно, являются безопасными, но они могут стать причиной такого влияния, что снизит теплотворную способность термита. В связи с этим, хранить его долго не рекомендуется.
Применение термита
Термит широко используют в совершенно разных отраслях хозяйства. Его используют для того, чтобы сваривать стальные и чугунные конструкции, а также арматуру, также есть возможность сваривать провода и трубы контактной сети, а также провода высоковольтных линий электропередач.
В технической литературе есть немало способов применения сварки:
- — производство крупных деталей, которые состоят из нескольких деталей, таких как коленчатые валы, рулевые рамы судов, приварка лопастей к гребным валам;
- — восстановление цилиндров прессов, колон кузнечных прессов, поршневых штоков, роторных валов, а также те ведущие реверсивные шестерни прокатных станов, всевозможные станины — клети прокатных станов, станины пресса и главные станины;
- — ремонт чугунного оборудования: шлаковые ковши, поддоны, изложницы.
Термическую сварку деталей крупногабаритных лучше всего производить в цехе литейном, где вы найдете достаточно необходимого технологического оборудования, а также немало грузоподъемных механизмов.
Сварка термическая больших размеров чугунных деталей может дать немалый экономический эффект, особенно оказывает влияния не восстановление технологического оборудования производства металлургического: различных поддонов, ковшей, изложниц, а также станин.
Когда вы приступите к термической сварке изделий из чугуна, не забудьте учесть влияния чувствительности к температурным изменениям.
Когда чугун нагревается выше критической точки и охлаждается очень быстро, он становится хрупким.
Важнейшее условием термического соединения является не что иное, как предварительный подогрев.
Похожие статьиgoodsvarka.ru
Термическая сварка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Термическая сварка
Cтраница 1
Термическая сварка основанатна использовании перегретого жидкого металла для расплава обрабатываемого изделия и присадочного металла. Жидкий металл получается в результате химической реакции между расплавленным оксидом и алюминием. [2]
Термическая сварка способом промежуточного литья состоит в том, что соединяемые концы деталей, установленные с некоторым зазором, заформовываются огнеупорной массой и подогреваются. После окончания происходящей в тигле термитной реакции и некоторой выдержки термитный металл выпускается из тигля и заливается в межстыковое пространство. Через несколько часов форма снимается и срубаются литники и прибыли. [3]
Методы термической сварки классифицируются обычно по способу нагревания свариваемого материала: горячим газом, электротермическим, ультразвуковым методами, трением, нагревом в электрическом поле высокой частоты. Ни один из указанных методов сварки не является универсальным. [4]
Рассмотреть термическую сварку, в процессе которой верхняя плита лресса нагревается, а нижняя — охлаждается. [6]
При термической сварке два куска материала сжимаются вместе и нагреваются в течение короткого промежутка времени. По мере размягчения материал сжимается под действием внешней нагрузки, образуя на поверхности контакта сварной шов. Прочность шва определяется следующими факторами: продолжительностью контакта свариваемых поверхностей, их температурой, величиной сжимающего усилия, а также природой самого материала. [7]
При термической сварке два куска пленки сжимаются вместе в течение короткого промежутка времени и нагреваются под давлением. По мере размягчения материала свариваемые пленки слипаются, образуя на поверхности контакта сварной шов. Прочность шва определяется продолжительностью контакта, температурой свариваемых поверхностей, величиной сжимающего усилия, а также природой самой пленки. [8]
Классификация методов термической сварки производится обычно по способу нагревания свариваемой пленки. В одном случае тепло к материалу подводится через слой пленки непосредственно от обогреваемых плит. В другом случае под воздействием токов высокой частоты тепло для сварки образуется внутри самого свариваемого материала. Наиболее важные характеристики, относящиеся к сварке первого типа, следующие: продолжительность процесса, сжимающее усилие и температура плит. При высокочастотной сварке основными управляемыми параметрами процесса ( в дополнении к продолжительности контакта и сжимающему усилию) являются применяемые напряжения и частота тока. [9]
Что касается термической сварки, то она может быть эффективно применена для раструбных соединений труб из полихлорвинила, полиэтилена, хлорированного полиэфира и полипропилена. При этом методе соединения требуется более высококвалифицированный персонал, чем при остальных методах. Сварка выполняется путем нагревания трубы и сварочного прутка из того же материала при помощи воздуха или горячего газа, подаваемого из особого пистолета. В качестве газа для полихлорвинила может применяться воздух, но для других термопластов используется инертный газ ( С02, N2 и др.) во избежание окисления и ухудшения качества сварного шва. При сварке полиэтилена и полипропилена продукты окисления, образующиеся непосредственно в процессе экструзии, должны быть счищены. [10]
Если при термической сварке температура в зоне сварки остается постоянной, то при импульсном методе она изменяется и в зависимости от толщины полиэти-ленцеллофана соответственно изменяется продолжительность нагрева и температура. К недостаткам этого метода следует отнести продолжительность цикла, вызванную необходимостью охлаждать сварной шов. Цикл сварки может быть сокращен за счет подвода охлаждающей воды к нихромовой пластине или к опорному столу, на котором находится свариваемая пленка. [11]
Большое преимущество имеет термическая сварка при переработке кожеподобных материалов из пластифицированных полиамидов и полиуретанов, применяемых вместо ткани для изготовления приводных ремней. [12]
Свойство термопластичности позволяет применять термическую сварку при изготовлении изделий из термопластов. Нагрев свариваемых участков от внешнего источника тепла — горячим воздухом или контактом с разогретой металлической пластиной — приводит к перегреву поверхности вследствие низкой теплопроводности термопласта. [14]
На рис. 46 приведены схемы различных способов термической сварки. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
технология. Практика термитной сварки в быту и в электротехнической промышленности
Произведение сварочных операций независимо от применяемой технологии сопрягается с необходимостью довольно хлопотной организации рабочего процесса. Мастер должен подготовить оборудование, расходные материалы, а также позаботиться о технике безопасности. При этом надо учитывать затратность мероприятия, поскольку финансовое обеспечение таких операций в регулярном режиме далеко не всегда оправдывает качество получаемого результата. В этом плане одной из самых выгодных является термитная сварка, отличающаяся простотой выполнения, доступностью материалов и в некоторых случаях позволяет добиваться высокой прочности соединений.
Особенности технологии

Процесс сварки термитами отличается применением особых порошковых смесей, которые в ходе сгорания выделяют большое количество тепла. Как правило, это металлические смеси, которые и называются термитами. Традиционная комбинация предусматривает использование двух компонентов – зажигающей массы и состава, из которого выделяется тепло. В качестве окисла выступает окалина из железа, а основным активатором является термит, содержащий магний с алюминием. Кроме того, технология термитной сварки допускает использование оксидов хрома, вольфрама и никеля. Благодаря этим порошкам достигается усиление теплового воздействия. Так, если смесь из алюминия и магния обеспечивает теплоту порядка 2500 °C, то хромированные составы повышают температуру до 3500 °C. Различаются и смеси для запала. Наиболее распространенным составом для этой задачи является комбинация магния, натрия и пероксида бария. К особенностям горящего термита можно отнести поддержание активного тепловыделения даже в условиях контакта с водой. Иными словами, смесь практически невозможно затушить случайным воздействием.
Разновидности термитной сварки

Существует четыре основных техники выполнения такой сварки – посредством промежуточного литья, комбинированная, впритык и дуплекс. В процессе выполнения операции промежуточным литьем порошкообразная смесь переходит в состояние жидкого металла, причем это не влияет на исходные характеристики активного вещества-термита. Обычно данную методику используют для монтажа металлоконструкций, которые предварительно крепятся в нужном положении. Специально для работы с пластинчатыми изделиями, катодными и дренажными выводами применяется стыковая термитная сварка, смесь для которой предварительно обжигается в печи. Комбинированная техника предполагает сочетание литьевого метода и сварки впритык. То есть мастер может основные работы выполнять при помощи жидкого наплавления, а кромки дорабатывать с помощью деликатной сварки впритык. Что касается дуплекса, то этот метод предусматривает введение дополнительного этапа, в ходе которого производится прессование оплавленного зазора конструкции.
Применяемое оборудование

Основу оснастки составляет тигель, который обеспечивает возможность работы с термитами, в том числе по нему производится слив и расплавленной металлической массы. Данный элемент может быть выполнен из керамики или вольфрама, в зависимости от требований к температурному режиму. Отдельно подготавливаются и формы для отливки. Специальные матрицы позволяют работать с широким спектром расплавленной основы. Также следует подготовить оборудование для термитной сварки в виде зажимных и фиксирующих приспособлений для массивных конструкций, специальный резак и технический карандаш, предназначенный специально для данного рода операций. В зависимости от условий проведения работ и требований к результату может потребоваться специальная горелка для инвертора и термометр.
Практика организации работ в домашних условиях

В бытовом хозяйстве данная разновидность сварки спасает тех, кто не может надлежащим образом реализовать электродуговой метод или соединение газовым расплавом. Обычно в таких случаях используется термит с минимальной температурой – порядка 1300 °C. Этот режим позволяет обеспечить простейший алюминиевый состав, за счет которого можно выполнить ремонт мелких трещин в металлоконструкции, реализовать автослесарные операции или сварить строительную арматуру. Как правило, термитная сварка в домашних условиях выполняется без специальных инверторов. Рабочим инструментом выступит термитный карандаш, при умелом обращении с которым можно добиться прочного соединения.
Практика выполнения операций в промышленных условиях

Промышленная организация процесса сварочных работ с применением термитных смесей имеет немало существенных отличий. В первую очередь, используются более эффективные металлические составы с повышенным тепловыделением. Это те же термиты с включением хрома, вольфрама и других элементов с активной функцией сгорания. Для технической организации процесса необходимо также применение более мощного оборудования, то есть одним термитным карандашом специалисты не ограничиваются. Например, термитная сварка в электротехнической промышленности в обязательном порядке предусматривает использование инверторов, термостатов и другой аппаратуры, которая позволяет отслеживать параметры рабочего процесса. Третья отличительная черта выполнения сварки в промышленных отраслях – это подготовка специальной удерживающей оснастки. Используются литейные огнеупорные формы для заполнения зазоров, высокопрочные тигели, держатели и фиксаторы для различных конструкций.
Особенности сварки проводов
Технология произведения термитной сварки оптимальной подходит для работы с электропроводкой. Причем этот подход может использоваться и в промышленности, и в быту. В процессе осуществления работ формируется цельнометаллическое соединение окончаний проводки. При этом важно заметить, что в месте утолщения провода на участке сварки электрическое сопротивление понижается относительно остальной части материала. Для самой сварки используется специальный термитный патрон. В частности, с его помощью производится термитная сварка проводов, выполненных из алюминия и сталеалюминия. Существуют и специальные патроны для работы с медной проводкой – они выполняются из кокиля.
Техника безопасности при выполнении сварки

При всей простоте выполнения данного метода сварки именно в силу специфики химических свойств термитных смесей определяются довольно жесткие правила соблюдения техники безопасности. Во-первых, предъявляются специальные требования к организации хранения металлических порошков. Следует обеспечивать хранение только в сухих и отапливаемых помещениях. Более того, термитная сварка не допускает использования влажных порошков непосредственно в процессе поджига. Во-вторых, предъявляются особые требования и к условиям выполнения сварки. Операцию можно производить только при температуре более 10 °C. Места соединений должны быть предварительно очищены и обезжирены.
Плюсы и минусы термитной сварки
К преимуществам относят доступность материалов, несложность выполнения большинства операций и низкое энергопотребление в процессе выполнения работ. Иными словами, этот вариант подойдет и для масштабной сварки массивных строительных конструкций, и для незначительных бытовых операций. Что касается недостатков, то термитная сварка доставляет немало трудностей в работе с бесшовными соединениями. Дело в том, что непосредственно в ходе произведения операции мастер не может в полной мере отслеживать качество формирования зазора и соединения. В итоге рассчитывать на ровное и чистое сведение частей конструкций без существенных деформаций в большинстве случаев не приходится. Но зато в плане прочности и долговечности термитные соединения считаются одними из самых лучших.
Заключение

Производители сварочного оборудования преимущественно совершенствуют аппаратуру для резки, наделяя высокими эксплуатационными качествами именно инструмент термического воздействия. Такой подход к разработке приборов себя оправдывает, но эксплуатация оборудования с повышенной мощностью закономерно требует и больших вложений в энергоснабжение. Как показывает практика термитной сварки в быту, использование металлических порошковых смесей на основе алюминия и магния по силе резки дает тот же эффект, что и альтернативные методики. Другое дело, что содержание этих же смесей также требует немалых хлопот и затрат. Зато эти неудобства окупает универсальность технологии. Наличие в хозяйстве полного спектра металлических порошков от алюминия до вольфрама позволит создавать разнообразные смеси, пригодные и для соединения железнодорожных шпал, и для тонкой работы с проводами.
fb.ru
Термитная сварка: применение, технология, особенности
Термитная сварка – варочные работы, при которых используется термитный состав – порошковая смесь из алюминиевой или магниевой пудры, которая в равных пропорциях смешивается с металлической окалиной и присадочными горючими элементами металлического происхождения
Сфера применения термитной сварки
Термит из алюминиевой пудры используется в тех случаях, когда необходимо сделать наплавку на запасные части или детали, а так же при сваривании рельсов и чугуна, а так же хрупких металлических сплавов.
Сварочный термит из производных магния используют, когда необходимо варить электрические коммуникации, телефонные провода и прочее.
Усовершенствование всех технических сфер, естественно, не могло пройти мимо и индустрии сварочных аппаратов. На смену надежных, но громоздких и тяжелых агрегатов советской эпохи пришли новые современные модели постоянного тока.
Читайте публикацию о сварочных инверторах.О сварочном полуавтомате читайте здесь.
 Впервые такой вид сварки был применен еще в начале двадцатого века, но его предпосылки появились значительно раньше в кузнечном производстве.
Впервые такой вид сварки был применен еще в начале двадцатого века, но его предпосылки появились значительно раньше в кузнечном производстве.
Тогда для производства термитной сварки использовалась сера вперемешку с металлической окалиной, сера поджигалась в больших количествах в отдельной емкости и оплавляла стальную стружку, приготавливая расплав для сварки.
С тех пор метод сильно усовершенствовался и качественно вышел на новый уровень в производстве и общем плане сварочных работ.
Процесс термитной сварки
 Вся сущность процесса данного вида сварки заключается в восстановительных свойствах алюминия или магния, который при попадании на металл с оксидной пленкой, начинает восстановительную реакцию замещения с огромный выделением тепла – экзотермическая реакция. Благодаря выделению тепла и происходит образование сварочной ванны или наплавки.
Вся сущность процесса данного вида сварки заключается в восстановительных свойствах алюминия или магния, который при попадании на металл с оксидной пленкой, начинает восстановительную реакцию замещения с огромный выделением тепла – экзотермическая реакция. Благодаря выделению тепла и происходит образование сварочной ванны или наплавки.
Для запала термитной смеси используют или высокочастотный разряд тока или воздействие пиропатроном (в случае с порошковой сваркой, когда порошковый состав наносится на место предполагаемого шва).
 При сгорании термитной взвеси происходит оплавление окалины, которая входит в состав термитной сварки как следствие – образование сварочного шва из расплавленной стали и оплавленных кромок.
При сгорании термитной взвеси происходит оплавление окалины, которая входит в состав термитной сварки как следствие – образование сварочного шва из расплавленной стали и оплавленных кромок.
Термитную сварку можно провести следующим образом:
- в стыке двух заготовок;
- литье в промежуток, когда термит насыпается в промежутки между заготовками или в каверны на запасных частях;
- комбинация;
- дуплекс.
Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы. Читайте детальнее о сварке полуавтомат.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. О лазерной резке металла читайте здесь.
Первый способ является наиболее трудным с технологической точи зрения. Сначала необходимо зачистить поверхности металлов, который будет вариться между собой.
После этого необходимо установить на саму заготовку кроме кромок термальную пленку, которая помешает развитию пластичности по всей заготовке. Термит сжимается в отдельном тигле, после чего на стык заготовок проливается расплавленная сталь от сгорания термита, в этот момент очень важно воздействовать на заготовки сжатием, сжимая их между собой.
От нагрева произойдут пластические изменения в металле, и заготовки сварятся между собой, формируя шов.
Алюминотермитная сварка в промежуток самой простой. Термит так же сжигается в отдельной формочке-тигле, после чего сталь выливается в зазор между заготовками.
Происходит взаимное оплавление кромок, деформация. При сжатии заготовок между собой происходит их неразъемное соединение металлосвязью.
Комбинированный способ одновременно соблюдает технологию способов промежуточного литья и литься в стык.
Используется метод при сваривании рельсов. Вся технология процесса выглядит следующим образом: кромки рельсов подрезаются место их зачистки, между рельсами укладывается тонкая стальная пластина, а рельсы сильно сжимаются между собой – это приводит к деформации пластины и ее пластическому сжатию.
Появляется зазор, в который заливается расплавленная сталь из отдельного тигля, где предварительно сожгли термитную смесь. Для этого способа используется только алюминиевая пудра.
Дуплекс производится точно так же, как и промежуточная сварка термит. Только вводят дополнительную процедуру сжатия оплавленного зазора между металлическими фрагментами для сварки.
Сварочные работы трудный технологический процесс по созданию неразъемных соединений между металлами.
Процесс подразумевает расход материалов и использование различных приспособлений.Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.
Оборудование для термитной сварки
 Оборудование для проведения сварки:
Оборудование для проведения сварки:
- керамический несгораемый тигель или тигель из вольфрама с возможностью слива расплавленного металла;
формы для отливки; - приспособления для закрепления заготовок и сжатия – струбцины, тиски;
- специальные инструменты (кислородный резак, домик для выпуска металла, приемник для тигля, полозковый термометр, горелка и пр.),
- инструменты общего назначения (шлифовальный круг, проволочная щетка, кузнечное зубило и пр.).
Особенности термитной сварки
Преимущества:
- данный вид сварки способен производить очень крепкие и надежные сварочные соединения с высоким пределом к разрушению;
- вся технология крайне проста и доступна, как для промышленного применения, так и для частного;
маленькие типоразмеры и компактность производства.
Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами.
Читайте подробнее об электродах для инвертора.О классификации и выборе разных типов электродов читайте здесь.
Термитная сварка не является инновационным методом производства, сам процесс известен в промышленности уже около 50 лет, но несмотря на это метод активно и широко применяется в металлургической промышленности.
Овладеть данным методом очень несложно, что открывает широкие возможности к применению хоть у себя в гараже, но польза метода очевидна – восстановление запчастей и деталей машин.
Читайте также:
- Дуговая сварка Дуговой сваркой принято считать сварку, в которой тепловая энергия, необходимая для оплавления соединяемых кромок и электрода достигается за счет […]
 5 особенностей электродуговой сварки Электродуговая сварка — самый старый и распространенный вид сварки, который можно отнести к разряду универсальных.
Сущность […]
5 особенностей электродуговой сварки Электродуговая сварка — самый старый и распространенный вид сварки, который можно отнести к разряду универсальных.
Сущность […]
metallmaster.org
Термические виды сварки
Наиболее широкое распространение получила сварка плавлением, которая состоит в том, что жидкий металл одной оплавленной кромки детали соединяется и перемешивается с жидким металлом второй оплавленной кромки, образуя общий объем жидкого металла, который называется сварочной ванной. В зависимости от вида используемой энергии различают электрическую и газовую сварку. В свою очередь, электрическая сварка плавлением подразделяется на дуговую, плазменно-дуговую, электрошлаковую, электроконтактную, электронно-лучевую и др. Ведущее место во всех отраслях промышленности и строительства занимает электродуговая сварка[15].
Дуговая сварка.Сущность дуговой сваркисостоит в том, что свариваемый металл плавится теплом электрической дуги. Для образования сварочной дугииспользуют электрическую цепь со специальным источником питания. Дуга горит между электродом и изделием. Для питания дуги используется переменный или постоянный ток от трансформаторов, выпрямителей, мотор-генераторов и т.п.
При дуговой сваркеплавящимся электродом шов образуется за счет расплавления электрода и свариваемого металла. При сварке неплавящимся электродом шов заполняется металлом свариваемых частей, а иногда также присадочным металлом, подаваемым в зону дуги со стороны. В качестве плавящихся электродов используют стальные, медные, алюминиевые, неплавящихся – угольные, графитовые, вольфрамовые.
Для выполнения качественной сварки требуется защищать сварочный электрод, зону дуги и сварочную ванну от взаимодействия с кислородом и азотом воздуха. Для этого выполняют сварку покрытыми электродами, в защитной атмосфере (защитных газах), под флюсом, порошковой самозащитной проволокой.
По степени механизации сварочного процесса дуговая сварка подразделяется на ручную, полуавтоматическую (механизированную) и автоматическую.
Газовая сварка.Технологические процессы, выполняемые с применением газового пламени, называются газопламенной обработкой металлов (ГОМ). В настоящее время в качестве горючих газов для ГОМ используют ацетилен (С2Н2), сжиженные газы на основе пропан-бутановых смесей, природный газ; при этом окислителем служит кислород или воздух.
Газовая сварка отличается низкой производительностью, сопровождается нагревом широкой зоны, большими деформациями металла и существенными изменениями его структуры. В последнее время газовую сварку применяют преимущественно при ремонте, а также на тех работах, где ее использование незаменимо или более рационально.
Плазменная сварка. Плазменнойназывают сварку сжатой в узкий канал электрической дугой. Устройства для получения сжатой дуги называют плазматронами. Простейший плазматрон состоит из изолятора, неплавящегося электрода и медного, охлаждаемого водой сопла. В сопло подают плазмообразующий инертный, нейтральный или содержащий кислород газ, который в столбе дуги нагревается до высокой температуры и плавит металл. Плазматроны могут работать на постоянном и переменном токе.
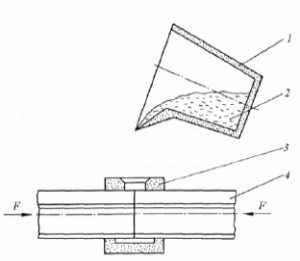
Различают плазматроны прямого и косвенного действия.Для сварки и резки чаще применяют плазматроны прямого действия – рис. 4.12. В них дуга горит между электродом и обрабатываемым изделием. В плазматронах косвенного действия дуга горит между электродом и соплом. Их применяют при обработке неэлектропроводных материалов и в качестве нагревателей газов.
Рис. 4.12. Схема плазматрона прямого действия: 1 – сварочный источник питания; 2 – высокочастотный генератор; 3 – вольфрамовый электрод; 4 – плазмообразующий газ; 5 – охлаждающая вода; 6 – защитный газ; 7 – сопло защитного газа; 8 – сопло, формирующее дугу; 9 – дуга; 10 – изделие
Электронно-лучевая сварка.Для расплавления стыка примыкающих друг к другу кромок деталей и образования качественного сварного шва в этом методе используется кинетическая энергия пучка разогнанных в сильном электрическом поле электронов. Электронный луч обеспечивает высокую удельную мощность на поверхности пятна нагрева. Сварка производится в вакууме.
Лазерная сварка. При облучении поверхности тела энергия квантов света поглощается этой поверхностью. Если световую энергию сконцентрировать на малом участке поверхности, то можно получить высококонцентрированный нагрев с интенсивностью до 1011 Вт/м2. На этом принципе основана сварка лучом оптического квантового генератора – лазера. Лазерную сварку производят на воздухе или в среде защитных газов (Ar, СО2). Полученные таким образом соединения отличаются высокой прочностью и благодаря высокой локализации нагрева минимальной деформацией сварных конструкций.
Широкое применение новых конструкционных материалов на основе тугоплавких и высокоактивных материалов (титана, циркония, молибдена, вольфрама и др.) потребовало создание способов их обработки источниками тепла с высочайшей плотностью энергии. Наиболее полно этим условиям отвечают рассмотренные электронно-лучевая и лазерная технологии.
Похожие статьи:
poznayka.org
Термитная сварка. Виды и особенности выполнения работы.

Содержание статьи
В чем заключается суть процесса термитной сварки?
«Сварка термитом» предполагает применение специальных порошковых металлических составов, которые в процессе сгорания образуют достаточно большое количество тепловой энергии. Чаще всего данные металлические смеси и называются термитами. Другими словами, термическая сварка – это процедура, при которой свариваемое изделие разогревается до полужидкой субстанции и в это же время сплавляется в целостный состав при помощи специального порошка. Чаще всего используется порошок (термит для сварки), который состоит из железа и алюминия.

При смешении этих элементов, на основе алюмотермической реакции на участке сварки образуется качественный катализатор. Суть реакции заключается в том, что металл восстанавливается из соответствующего оксида химическим способом.
Сварка изделий осуществляется в результате того, что их кромки плавятся на том участке, где они подвергаются свариванию под воздействием расплавленного металла из термита (выступает в качестве присадочного материала) и мощного жара.
Данный мощный поток тепла ( 2400-2700°С), возникающий в результате термической сварки, хорошо заменяет тепло, которое образуется горелкой газосварки или электродом электродуговой сварки. Отличительная особенность такой технологии состоит в том, что порошкообразный термит может воспламеняться самостоятельно. Это обусловлено наличием кислорода в его составе, который выделяется в процессе химической реакции из оксида железа. Благодаря этим особенностям, термическая сварка может выполняться в среде, которая заполнена негорючими газами, например углекислым, и даже в полном вакууме.
Виды термитной сварки
Сегодня выделяется четыре основные техники получения шва, используя термит для сварки:
- промежуточное литье,
- впритык,
- дуплекс,
- комбинированная.
Техника промежуточного литься основана на том, что порошковый состав переходит в состояние жидкого металла и это никак не сказывается на характеристиках термита. Чаще всего подобная технология применяется для монтажа металлических конструкций, которые заранее устанавливаются в нужном положении. Для работы с пластинчатыми изделиями, катодными и дренажными выводами используется стыковая термитная сварка, состав для которой изначально надо обжечь в печи. Комбинированная сварка заключается в объединении метода литья и сварки впритык. Это означает, что сварщик термитной сварки весь основной процесс работы выполняет посредством жидкого наплавления, а кромки дорабатывает сваркой впритык. Методика дуплекс предполагает еще один этап, который состоит в прессовании оплавленного зазора конструкции.

Термитная сварка имеет две основные разновидности:
Тигельная применяется для создания контуров заземления и при соединении электрических кабелей небольшого диаметра. Данная технология основана на применении термитной смеси в соотношении железо/алюминий – 70/23. Когда термит полностью сгорает, образуется железо, которое соединяет стыки.
Алюминиевотермитная сварка используется в тех случаях, когда на поверхности изделия нужно сделать наплавку. Также она нашла свое активное применение при в ремонтных работах на трамвайных рельсах. Главное достоинство такой технологии – это возможность сваривать чугун бесстыковым методом. Недостаток ее заключается в том, что она не подходит для создания шва на деталях из алюминия, поэтому в данном случае используется муфельная сварка.
Суть ее состоит в том, что при высоком температурном режиме, при котором плавится термит, некоторые места алюминиевых соединений испаряются.  Именно поэтому, в муфельной сварке в качестве термита используется порошкообразный магний, который характеризуется высокой температурой плавления. Главное отличие муфельной сварки от тигельной состоит в том, что в процессе первого типа соединения деталей, не образуются жидкие продукты сварки. Под влиянием высоких температур, магний не растекается, а хорошо впитывается в поверхность и образует бесшовное соединение. Прежде чем выполнять соединение алюминиевых кабелей посредством термитной сварки, следует на участок, подвергающийся сварке, нанести флюс.
Именно поэтому, в муфельной сварке в качестве термита используется порошкообразный магний, который характеризуется высокой температурой плавления. Главное отличие муфельной сварки от тигельной состоит в том, что в процессе первого типа соединения деталей, не образуются жидкие продукты сварки. Под влиянием высоких температур, магний не растекается, а хорошо впитывается в поверхность и образует бесшовное соединение. Прежде чем выполнять соединение алюминиевых кабелей посредством термитной сварки, следует на участок, подвергающийся сварке, нанести флюс.
Достоинства и недостатки
Отметим основные преимущества, выделяемые в процессе соединения деталей при помощи термита для сварки:
В первую очередь, стоит отметить, что процесс – несложный. Даже если вы не имеете большого опыта в создании швов, то соблюдая все правила и требования, можно качественно выполнить сварочную работу своими руками, к тому же процедура не отнимет много времени.
Термит для сварки способствует высокому качеству соединений, которые отличаются надежностью и долговечностью.
Для работы оборудования не нужно большое количество электроэнергии.
Недостатки
Чтобы выполнить такую процедуру надо провести подготовительные работы по обработке металлических изделий и кабелей.
Проследить за точностью процесса сварки просто невозможно. В связи с этим выполнить бесшовную технику могут только профессионалы.
Правила безопасности
Несмотря на то, что данная технология достаточно проста в применении, все же работа с химически активными составами – опасна. Поэтому, выполняя сварочные работы, необходимо строго соблюдать все правила и требования техники безопасности. Во-первых, хранить порошки надо исключительно в сухих и хорошо отапливаемых помещениях, поскольку сырость и влага могут негативно сказаться на состоянии составов. Непосредственно сам процесс соединения термитами должен осуществляться с использованием только сухих порошков. Выполнять процедуру можно лишь при температуре от 10 °С. И еще одно обязательное условие – это очистка и обезжиривание участков соединения.
В заключение отметим, что такая процедура, как термитная сварка, не отличается особой сложностью. Самое главное, как и в других видах сварочных работ, строго соблюдать все требования, предъявляемые к этому процессу. И тогда, результат в виде качественного и прочного шва, несомненно вас порадует.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru