
Термическая обработка стали — Черчение
Этот процесс включает три операции, следующие одна за другой: нагревание до определенной температуры; выдержка при заданной температуре; охлаждение с различной скоростью от максимальной температуры до комнатной.
Для осуществления термической обработки стали необходимо точно знать температуры, при которых происходит перегруппировка молекул и изменение свойств стали. Такими температурами являются: 723, 770, 910, 1390 и 1535° С. Их называют критическими.
Обычно положение критических температур для углеродистой стали определяется из диаграммы состояния железоуглеродистых сплавов (рис. 94).
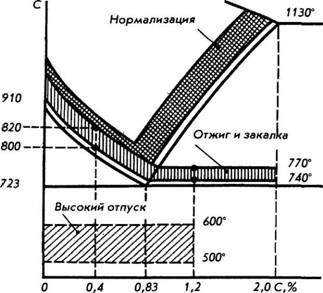
Рис. 94
Если сталь нагрета до температуры ниже 723° С, ее строение не будет претерпевать каких-либо изменений, но при температуре 723° С в ней произойдут структурные изменения. Так, путем термической обработки стали марки 12Х1МФ, которая используется для изготовления труб в современных котельных агрегатах, можно повысить ее прочность в 1,5 … 1,8 раза. В машиностроении используется сталь ЗОХГСА, у которой после закалки и отпуска предел прочности повышается в три раза.
Чтобы получить нужные нам свойства, сталь подвергают различным видам термической обработки.
Отжиг — операция по устранению дефектов структуры, полученных в процессе литья, ковки и других технологических операций, а также понижению твердости. Отжиг осуществляется при медленном охлаждении детали вместе с печью или постепенным снижением температуры в печи до 200 … 500° С. В результате этого сталь получает устойчивую структуру.
Посредством отжига изменяют форму и размеры зерен структуры стали, устраняют неоднородность ее химического состава и уменьшают вредные внутренние напряжения*. Все это улучшает свойства стали, а следовательно, и ее обрабатываемость резанием. Сталь после отжига имеет обычно умеренную прочность, низкую твердость и высокие пластические свойства.
В зависимости от цели, какую преследует отжиг, устанавливают режим его проведения: температуру нагрева, время выдержки, скорость охлаждения.
Нормализация — процесс термической обработки, имеющий ту же цель, что и отжиг, но отличающийся от него более быстрым охлаждением изделия на воздухе. В результате получается более мелкозернистая структура, чем при отжиге. Нормализации подвергают отливки и поковки. Этот вид термической обработки распространен в машиностроении больше, чем отжиг, так как он более экономичен.
Закалка — процесс термической обработки, при котором деталь или отливку нагревают от заданной температуры, выдерживают при этой температуре до полного прогрева, а затем быстро охлаждают. Закалка с последующим отпуском повышает прочность и твердость, а для нержавеющих сталей — антикоррозийную стойкость. Охлаждающими средствами при закалке могут служить вода, масло, растворы соли и пр.
Закалка — наиболее распространенный вид термической обработки. Закаливают зубчатые колеса, пружины, резцы, зубила, валы, фрезы и многие другие изделия и инструменты. В качестве примера на рис. 95 показан чертеж детали (цанга), подвергающейся после механической обработки термическим операциям — закалке и отпуску. Из чертежа видно, что уровень закалки отдельных частей детали различен, так как в зависимости от воспринимаемой нагрузки эти части требуют различной прочности и твердости.
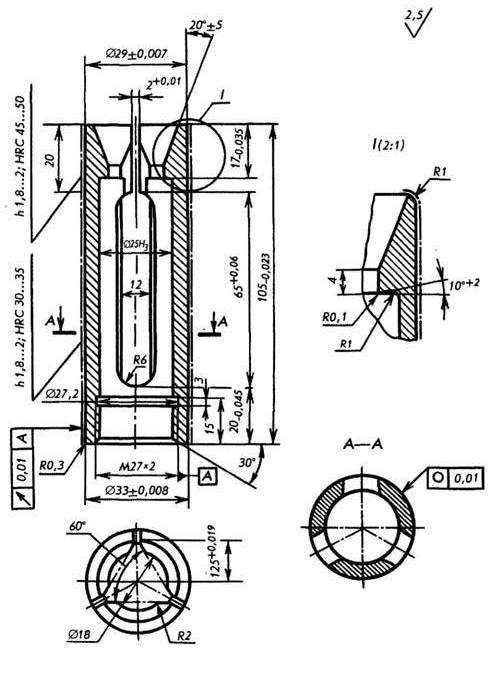
Рис. 95
Отпуск — процесс термической обработки, состоящий из нагрева детали или заготовки (полученных литьем) до заданной температуры, выдержки при этой температуре до основательного прогрева и, наконец, относительно медленного охлаждения на воздухе, в воде, масле или в какой-либо другой среде.
Основное назначение этой операции — уменьшить твердость, увеличить пластичность и вязкость. Отпуск — повторный нагрев и осуществляется он после закалки до температуры 200, 400 и 600° С.
Обработка металлов холодом. Известно, что низкие температуры, столь опасные для прочности металла, можно использовать для улучшения свойств стали: придания ей твердости, жесткости, вязкости и упругости. Впервые этот способ обработки был предложен профессором А.П. Гуляевым в 1937 г. В наше время в этой области проводятся обширные исследования и постепенно внедряются в практику методы «холодной» закалки.
Эксперименты ученых показали, что обработка холодом особенно эффективна для инструментов, изготовленных из быстрорежущей стали. Так, фрезу после обычной закалки охлаждают до 75° С, в результате значительно повышаются режущие свойства стали. Любопытно отметить, что стойкость любого инструмента после обработки холодом повышается почти на 50%.
Теперь уже установлено, что некоторые марки стали, алюминиевые сплавы и латунь при глубоком охлаждении приобретают мягкость. А остуженный жидким азотом, кипящим при — 195° С, стальной лист становится весьма податливым к штамповке. Из него можно штамповать детали любой конфигурации, даже с глубокими выемками.
* внутренними напряжениями называют напряжения, образуемые в изделиях без воздействия на них внешних сил
cherch.ru
отжиг, закалка, отпуск и нормализация
Для придания стальным заготовкам особых свойств выполняют термическую обработку. Технология зависит от конечных параметров и свойств металла, его качества. На выбор вида термической обработки влияет марка стали, требуемые эксплуатационные характеристики конечного изделия.
Виды отжигов
Суть процесса заключается в нагреве металлического изделия и последующего медленного охлаждения. В результате этого улучшается показатель вязкости, достигается химическая и структурная однородность. Термическая обработка методом отжига негативно влияет на жесткость стали.
В зависимости от требуемых качеств изделия выполняют такие виды отжига:
- Диффузионный. Цель обработки – уменьшение химической неоднородности состава. Сначала сталь нагревают до температуры +1150°С и в таком состоянии заготовка остается 10-15 часов. Затем выполняют медленное (естественное) охлаждение.
- Полный. Она выполняется для штамповочных изделий или заготовок, сделанных методом литья или ковки. Цель – формирование мелкозернистой структуры. Сталь нагревается до температуры, превышающей значение критической верхней точки на +50°С. Затем происходит медленное охлаждение со скоростью не более 75°С (для легированных сортов) или +200°С (для углеродистых марок) в час.
- Неполный отжиг. Термическая обработка применяется для уменьшения показателя жесткости и снятия напряжения структуры. Технология аналогична вышеописанной, за исключением значения максимальной температуры. Она не должна превышать +750°С.
- Изотермический. Он актуален только для легированных сортов стали. Температура воздействия выше критической точки на 20-30%. Отличия от полного отжига – быстрое охлаждение до +600°С. Методика применяется для оперативной обработки стальных заготовок.
Для выполнения этих процедур необходимо специальное оборудование. Качество обработки зависит от выполняемых требований. В случае несоблюдения технологии велика вероятность появления дефектов – пережог.
Закалка
Методика актуальна для создания неравномерной структуры стали заготовки. Это увеличивает твердость, но также повышает хрупкость конструкции. Выбор температуры воздействия зависит от химического состава. Также важными являются скорость охлаждения и периодичность повторения процедуры.

При выборе технологии закаливания учитывают следующие факторы:
- Температура обработки. Если она не превышает критическое значение – закалка относится к категории неполной. Для обработки всей структуры заготовки термическое воздействие должно быть выше точки Асз на 30-40°.
- Охлаждение. Оно может выполняться быстро или медленно. В первом случае твердость неравномерная, ближе к поверхности. При медленном охлаждении напряжение структуры выравнивается.
- Выбор среды для закалки. Чаще всего используют соляную ванную или масло с добавлением специальных веществ.
- Периодичность. Она влияет на распределение жесткости в структуре стали.
Способы закалки рассчитываются индивидуально для каждого типа изделия. О том, как закаливать и делать отпуск металла в домашних условиях, читайте здесь.
Отпуск
Для нормализации характеристик стальных заготовок после закалки рекомендуется делать ее отпуск. Его суть заключается в термическом воздействии температурами, при которых не происходит фазового превращения. Итогом этой операции будет однородность структуры стали.

Виды отпуска для металлических заготовок:
- Низкий. Применяется для углеродистых сортов стали. Максимальная температура воздействия — +200°С. В результате уменьшается показатель хрупкости и снижается натяжение в структуре.
- Средний. Термическая обработка происходит при +400°С. Технология необходима для удаления избыточного углерода. При этом кристаллическая решетка становится кубической.
- Высокий. Температура обработки – до +650°С. Применяется для появления оптимальных характеристик прочности, вязкости и пластичности.
Определяющим показателем для этого процесса является отпускная хрупкость. Она указывает на степень падения ударной вязкости при резких перепадах температур.
Нормализация металлических заготовок
Технология схожа с отжигом стали. Разница заключается в способе охлаждения заготовки. Это происходит не в печи, как в первом случае, а на воздухе. В результате происходит нормализация структуры кристаллической решетки, повышаются показатели прочности и вязкости.

При выполнении этого процесса учитывают такие показатели:
- Выдержка. Она характеризует степень равномерного термического воздействия на все слои стальной заготовки.
- Скорость охлаждения. Влияет на толщины перлитных пластин.
- Поэтапное охлаждение. В некоторых случаях после достижения определенного уровня снижения температуры деталь помещают в масло для оперативного охлаждения.
Для появления нужных свойств стальной заготовки могут выполняться несколько типов термической обработки.
ismith.ru
Термическая обработка стали
Лабораторная работа №3
Цели:
1.Изучить теоретические основы термической обработки стали
2.Изучить СТО и ее применение на практике.
Термическая обработка стали
1.Теоретические основы ТО.
А.Общие сведения.
Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов, с целью получения заданных свойств за счет изменения внутреннего строения и структуры.
ТО- термическая обработка.
Так как основными факторами любого вида ТО является температура и время, то режим ТО обычно представляется графиком в координатах t – τ , где t – температура; τ – время.
Угол наклона характеризует скорость нагрева или охлаждения. Постоянная скорость нагрева или охлаждения изображается на графике прямой линией с определенным углом наклона. В результате ТО в сплавах происходят структурные изменения . После ТО металлические сплавы могут находиться в равновесном(стабильном) и неравновесном (метастабильном) состоянии.
Б. Виды ТО стали
СТО – собственно-термическая обработка (предусматривает только температурное воздействие на металл).
ТМО- термомеханическая обработка стали(предусматривает изменение структуры металла за счет как термического, так и деформационного воздействия).
ХТО- химико-термическая обработка стали (в результате взаимодействия с окружающей средой при нагреве меняется состав поверхностного слоя металла и происходит его насыщение различными химическими элементами).
2.СТО
Включает: отжиг, нормализацию, закалку, отпуск и старение.
А.Отжиг.
Состоит в нагреве до определенной температуры с последующей выдержкой и медленным охлаждением в печи для получения равновесной, менее твердой структуры, свободной от остаточных напряжений.
Отжиг I рода: не связан с фазовыми превращениями в твердом состоянии. В зависимости от назначения различают следующие виды отжига Iрода: диффузионный, рекристаллизационный и отжиг для снятия внутренних напряжений.
Диффузионный отжиг , или гомогенизация, является разновидностью отжига, применяемого с целью устранения в легированной стали (как и в других сплавах) дендритной ликвации.
При диффузионном отжиге с целью интенсификации диффузионных процессов сталь нагревается до 1000—1100 °С и подвергается длительной выдержке (18—24 ч). Для устранения крупнозернистости после гомогенизации производится обыкновенный отжиг, или нормализация.
Рекристаллизационный отжиг . Этот вид отжига производится с целью устранения наклепа холодного деформированного металла. Напомним, что наклепанный металл очень тверд и хрупок, его кристаллическая решетка вследствие высокой плотности дислокаций и наличия большого числа других дефектов (вакансий, перемещенных в междоузлия атомов), а также из-за искажений и больших внутренних напряжений находится в неравновесном состоянии, обладая большим запасом избыточной свободной энергии. В сильно наклепанном металле из-за слияния дислокаций в местах их скопления наблюдаются опасные дефекты — зародыши трещин.
Следовательно, в ряде случаев наклеп приходится устранять. Для этого требуется нагрев, стимулирующий диффузионные процессы. Наклеп можно устранить, применяя уже рассмотренный обыкновенный отжиг. Однако рекристаллизационный отжиг из-за значительно более низкой температуры и намного меньшей продолжительности его проведения при практически одинаковых результатах более предпочтителен.
Температура нагрева при этом виде отжига выбирается на 150—250 °С выше температуры рекристаллизации (Гр ) обрабатываемого сплава. Это наименьшая температура, необходимая для протекания в наклепанном металле процессов, возвращающих ему исходные (до деформации) значения характеристик механических и других свойств.
Рекристаллизационный отжиг углеродистой стали производится при температуре нагрева в пределах 600—700 °С.
Самостоятельная работа: отжиг для снятия внутренних напряжений.
Нормализация. Особенностями режима этого вида термообработки являются температура нагрева и охлаждение на спокойном воздухе. Эти особенности обусловлены специфическими целями нормализации. Применительно к доэвтектоидным сталям, особенно низкоуглеродистым (0,05—0,25% С), нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге, т. е. весьма эффективное измельчение зерна у литых и кованых заготовок.
Так как охлаждение на воздухе обеспечивает более высокую степень переохлаждения аустенита, чем при отжиге, то продукты его распада оказываются более дисперсными. Вследствие этого нормализацией можно получить более благоприятную мелкозернистую структуру стали, обладающую повышенными прочностными свойствами.
В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки.
При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Закалка. Исторически сложившееся понятие «закалка» предполагает такую термообработку, при которой сталь приобретает неравновесную структуру, что прежде всего выражается в повышении твердости стали. В связи с этим к закалке можно отнести термообработку на сорбит, тростит, бейнит и мартенсит (самостоятельная работа студента). Степень неравновесности продуктов закалки с увеличением скорости охлаждения повышается и возрастает от сорбита к мартенситу.
Закалку на мартенсит принято считать истинной закалкой. Важнейшим преимуществом истинной закалки является возможность получения из мартенсита за счет последующего отпуска продуктов с такими ценными комплексами свойств, которые другими видами термообработки получить невозможно.
Критическая скорость закалки имеет очень важное значение. От нее зависит такое технологическое свойство стали, как прокаливаемость, т. е. способность закаливаться на определенную глубину.
Таким образом, введением в сталь углерода и легирующих элементов можно повысить прокаливаемость.
Прокаливаемость принято оценивать с помощью специальных цилиндрических образцов по глубине залегания в них полумартенситного слоя при охлаждении торца нагретого образца струей холодной воды.
Поскольку изменение скорости охлаждения от поверхности в глубь детали зависит от температуры и рода охлаждающей среды, то при оценке прокаливаемости следует учитывать и эти факторы.
Одной из целей легирования конструкционных сталей является уменьшение критической скорости закалки и получение сквозной прокаливаемости изготовленных из них деталей при закалке не только в воде, но и в более структурно-фазового состава. Интенсивность и результат этих превращений зависят от температуры отпуска.
В первую группу входят режущий и мерительный инструменты, а также штампы для холодной штамповки. От их материала требуются высокая твердость (свыше 58 HRC) и хотя бы небольшой запас вязкости.
Вторую группу составляют пружины, рессоры и другие изделия, от материала которых требуется сочетание высокого предела упругости с удовлетворительной вязкостью.
Третья группа изделий включает большинство деталей машин, испытывающих статические и особенно динамические или циклические нагрузки. При длительной эксплуатации изделий от их материала требуется сочетание удовлетворительных прочностных свойств с максимальными показателями вязкости.
Способы закалки стили. Выбор способа охлаждения нагретой под закалку стальной детали зависит от ее формы и размеров и химического состава стали.
Чем сложнее форма и больше сечение детали, тем выше напряжения, возникающие при закалке, и больше опасность образования трещин. Чем больше содержание углерода в стали, тем большие объемные изменения протекают при превращении, тем больше опасность деформации и трещин, тем тщательнее должен быть выбор способа охлаждения при закалке.
Идеальная кривая охлаждения должна характеризоваться максимальной скоростью в начале охлаждения при прохождении интервала наименьшей устойчивости аустенита и минимальной скоростью в конце охлаждения при мартенситном превращении
Наиболее простой способ закалки — это закалка в одном охладителе, при котором нагретая деталь погружается в охлаждающую жидкость и остается там до полного охлаждения. Недостатком этого способа является возникновение значительных внутренних напряжений. Для углеродистых сталей сечением более 5 мм закалочной средой является вода, для деталей меньших размеров и легированных сталей — масло.
Для уменьшения внутренних напряжений применяется закалка в двух средах, при которой деталь сначала охлаждают в воде до 300—400 °С, а затем для окончательного охлаждения переносит в масло. Недостатком этого способа является трудность регулирования выдержки деталей в нерпой охлаждающей жидкости.
Точное регулирование времени выдержки детали в первой охлаждающей жидкости достигается при ступенчатой закалке . При этом способе деталь быстро охлаждается погружением в соляную ванну с температурой, немного превышающей (на 30-500 ) температуру мартенситного превращения данной стали выдерживается при этой температуре до достижения одинаковой температуры по всему сечению, после чего охлаждается на воздухе. Мартенситное превращение происходит при медленном охлаждении на воздухе, что резко снижает внутренние напряжения и возможность коробления.
mirznanii.com
Термическая обработка стали — Строительное материаловедение
Навигация:
Главная → Все категории → Строительное материаловедение
Термическая обработка стали
Целью термической обработки стали является изменение е структуры и свойств. При термической обработке сталь нагрева обычно до температур, при которых образуется аустенит, и охладают. При этом происходят фазовые Превращения, переход менее устойчивой структуры, полученной предшествующей обработкой, в более устойчивую и равновесную.
При нагревании выше PSK образуются зародыши кристалло8 аустенита и его мелкие зерна (см. рис. 19.7). При повышении темпе. ратуры или продолжении выдержки при данной температуре зерщ аустенита растут. При охлаждении размеры зерен не изменяются, Аустенит находится в метастабильном состоянии, и в нем происхо-дят превращения, он распадается с образованием более стабильных структур; при распаде в области повышенных температур образует-ся структура из феррита и цементита.
При термической обработке значительно изменяются свойства стали, причем наибольшее значение имеет изменение механических свойств.
В зависимости от требований к стальным полуфабрикатам (отливкам, поковкам, прокату и др.) и изделиям применяют следующие основные виды термической обработки: отжиг, нормализацию, закалку и отпуск.
Отжигом называют термическую обработку стали, получившей неустойчивое состояние в предыдущей обработке, путем нагревания выше линий Асъ или Ас\ и медленного охлаждения вместе с печью, что приводит ее в более устойчивое состояние.
При нагревании стали выше линии А сз происходит полная ее перекристаллизация с образованием аустенита, а при медленном охлаждении аустенит распадается и превращается в перлитовые структуры.
Отжиг стали проводят для устранения некоторых дефектов ее предыдущей горячей обработки (литья, ковки и др.) или для подготовки ее структуры к следующим операциям (закалке, обработке резанием и др.). Часто отжиг является окончательной термической операцией. Различают отжиг 1-го и 2-го рода.
Отжиг 1-го рода проводят с целью снятия остаточных напряжений и искажения кристаллической решетки, уменьшения неоднородности стали, полученных в результате предшествующей обработки-Он осуществляется при температурах ниже или выше фазовых превращений (650—1200°С). Ему подвергают стальные отливки, детали, обработанные резанием, сварные изделия, холоднодеформирс ванную сталь и др.
Отжиг 2-го рода является в производстве обычно промежуточной операцией, а для многих крупных отливок — окончательной термической обработкой.
Нормализацию (нормализационный отжиг) доэвтектоидных сталей производят нагреванием на 50°С выше Лез, а заэвтектоидных — на 50°С выше Лет, недолго вьщерживают при этих температурах для прогрева стали и завершения фазовых превращений и охлаждают на воздухе. Происходит полная фазовая перекристаллизация и устраняется крупнозернистая структура, полученная сталью при литье, прокатке, ковке или штамповке, в результате чего улучшаются ее свойства. При быстром охлаждении на воздухе аустенит распадается при более низких температурах, чем при медленном охлаждении стали вместе с печью при отжиге, что приводит к образованию более дисперсной ферритно-цементитной структуры и на 10—15% повышает прочность и твердость среднеуглеродистой и высокоуглеродистой стали по сравнению с отжигом.
Нормализация экономнее отжига, так как сталь охлаждается за пределами печи.
Закалка стали. При закалке доэвтектоидные стали нагревают до температур на 30—50°С выше Асъ, а заэвтектоидные — на 30—50°С выше Ас\, выдерживают при этих температурах для завершения фазовых превращений и с большой (выше критической) скоростью охлаждают, точнее переохлаждают до.низких температур, когда невозможны диффузионные процессы. Углеродистые стали чаще охлаждают в воде, а легированные — в минеральном масле или других средах.
Содержание углерода в мартенсите может доходить до 2,14%) т. е. как и в исходном аустените, в то время как в равновесном со!| стоянии растворимость углерода в a-Fe при 20°С не более 0,002%.
Непрерывная закалка — с полным охлаждением в одном охладителе (в воде или минеральном масле) — самая простая и при-меняется наиболее широко. Ее применяют для простых изделий из углеродистых и легированных сталей.
Прерывистая закалка или закалка в двух средах: изделие быстро охлаждают в воде до температуры несколько выше точки Мн (температуры начала мартенситного превращения), быстро переносят в среду с меньшей скоростью охлаждения (минеральное масло, воздух), в которой они охлаждаются до температуры 20°С. При охлаждении во второй среде в стали уменьшаются внутренние напряжения. Этим способом закаляют инструменты из высокоуглеродистой стали.
Ступенчатая закалка заключается в следующем. Стальное изделие охлаждают в среде расплавленных солей: 45% NaNCb + + 55%о KNO3, а также в расплавленных щелочах: 20%> NaOH + + 80%) КОН, температура которых несколько выше Мн (обычно 180—250°С), недолго выдерживают в них и затем окончательно охлаждают на воздухе до комнатной температуры, когда и происходит закалка, т. е. превращение аустенита в мартенсит. При выдержке изделия в закалочной среде выравнивается температура по сечению изделия. Охлаждение в две ступени уменьшает внутренние напряжения и поэтому уменьшает закалочную деформацию.
При ступенчатой закалке в стали остается больше аустенита, чем при непрерывной закалке, так как мартенситное превращение, протекающее при охлаждении на воздухе, менее полное, чем при непрерывной закалке. В результате уменьшаются объемные изменения из-за большого содержания остаточного аустенита, коробление вследствие почти одновременного мартенситного превращения по всему изделию, возможность образования трещин.
Отпуск стали. Состояние закаленной стали является неравновесным (неустойчивым), в ней даже без нагрева происходят превращения и она может приближаться к равновесному состоянию. При нагревании стали увеличивается подвижность атомов и благодаря этому состояние закаленной стали все больше приближается к равновесному.
Отпуском называют температурную обработку, состоящую из нагревания закаленной стали ниже температуры равновесного фазового превращения (ниже Ас\), выдержки при этой температуре и охлаждения на воздухе или в воде с целью получения более устойчивого состояния структуры стали.
При отпуске закаленной стали при температуре выше 400° С образуется смесь феррита и цементита. При отпуске в пределах 350—500°С отпущенная сталь имеет структуру так называемого тро-остита, а при 500—600°С — сорбита, обладающих разной степенью дисперсности частиц цементита и разной твердостью.
Троостит представляет собой тонкодисперсную смесь феррита и цементита, а сорбит — менее дисперсную (среднедисперсную) смесь феррита и цементита (для сравнения укажем, что перлит — грубо-дисперсная смесь феррита и цементита). С повышением степени дисперсности структуры повышаются твердость и прочность, которые у троостита больше, чем у сорбита.
Сорбит имеет более высокую пластичность (5, \j/), чем троостит.
Различают низко-, средне- и высокотемпературный отпуски.
При низкотемпературном (низком) отпуске закаленную сталь нагревают до температуры 250°С. Мартенсит закалки превращается в отпущенный мартенсит, при этом уменьшаются закалочные микронапряжения, повышаются прочность и немного вязкость, а также незначительно понижается твердость. Такому отпуску подвергают измерительный и режущий инструмент и изделия после их поверхностной закалки или химико-термической обработки.
Присреднетемпературном (среднем)отпуске сталь нагревают до температуры 350—500°С, в результате чего она приобретает структуру троостита отпуска или троостомартенсита. После такого отпуска сталь имеет высокие релаксационную стойкость, предел упругости и выносливость. Этот отпуск применяют для изготовления рессор, пружин, штампов и др.
При высокотемпературном (высоком) отпуске сталь нагревают до температуры 500—680°С, в результате чего она приобретает структуру сорбита отпуска и имеет наилучшее соотношение прочности и вязкости. При отпуске при температуре 550—600°С почти полностью снимаются закалочные остаточные напряжения.
По сравнению с отжигом или нормализацией закалка стали с высоким отпуском значительно повышает предел прочности, предел текучести, относительное сужение и особенно повышает ударную вязкость.
Похожие статьи:
Строительные термины и определения
Навигация:
Главная → Все категории → Строительное материаловедение
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
stroy-spravka.ru
Термическая обработка металлов
Строительные машины и оборудование, справочник
Термическая обработка металлов
Категория:
Автомобильные материалы и шины
Термическая обработка металлов
1. Общие сведения и виды термической обработки стали
Под термической обработкой металлов следует понимать изменение внутреннего строения (структуры) металла под воздействием изменяющихся температурных условий и, как следствие этого, получение необходимых механических и физических свойств металла.
Большая часть операций термической обработки проводится при критических температурах, при которых происходят структурные превращения в сплавах. Большинство превращений требует для своего полного завершения определенный промежуток времени.
Поэтому процесс термической обработки металлов сводится, по существу, к трем последовательным операциям:
а) нагреву металла с определенной скоростью до необходимой температуры,
б) выдержке при этой температуре в течение некоторого времени,
в) охлаждению с заданной по процессу скоростью.
В зависимости от того, в каком направлении надо изменить свойства данного стального изделия, применяются различные виды термической обработки, отличающиеся максимальной температурой нагрева, продолжительностью выдержки и скоростью охлаждения. Термическая обработка широко применяется в современном машиностроении.
Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск. Применение того или иного процесса термической обработки зависит от того, в каком направлении нужно изменить структуру и свойства данной стали. В практике часто применяются в определенной последовательности несколько процессов термической обработки к одному и тому же изделию или полуфабрикату для получения необходимых свойств.
Отжиг стальных изделий, поковок, слитков применяется в тех случаях, когда нужно изменить структуру крупнозернистой стали, т. е. измельчить зерно и сделать структуру мелкозернистой; улучшить обрабатываемость стали режущим инструментом; подготовить структуру стали к ‘последующей термической обработке; выровнять химическую неоднородность в крупных стальных отливках, слитках; устранить внутренние напряжения в стальных изделиях; освободить сталь от наклепа. Отжиг заключается в том, что стальное изделие нагревается до определенной температуры, выдерживается при этой температуре некоторое время и затем медленно охлаждается вместе с печью.
Отжиг подразделяется на несколько видов. В практике применяются следующие виды отжига: полный, неполный, изотермический; отжиг на зернистый перлит; диффузионный, низкотемпературный, рекристаллизационный.
Полным отжигом называется такой, при котором сталь нагревается до температуры, лежащей на 30—50° выше линии GSK по диаграмме состояния железоуглеродистых сплавов, выдерживается при этой температуре и затем медленно охлаждается-вместе с печью. После отжига сталь приобретает мелкозернистую структуру, становится мягкой, вязкой и освобождается от внутренних напряжений.
Скорость нагрева, максимальная температура нагрева, выдержка и скорость охлаждения оказывают большое влияние на конечный результат отжига. В зависимости от химического состава стали и размеров изделия изменяется и скорость нагрева. Например, при отжиге легированных сталей, изделий сложной формы и изделий крупного размера нагрев производится мед-тленно. Выдержка при максимальной температуре нагрева должна обеспечить равномерный прогрев изделия до заданной температуры и произвести превращение в структуре стали. Однако продолжительная выдержка при высоких температурах может привести к образованию крупных зерен. Продолжительность выдержки зависит от максимальной температуры нагрева, химического состава стали, исходной структуры, а также от веса изделия.
Температура максимального нагрева углеродистых сталей зависит в основном от содержания углерода в стали. Ниже приводится табл. 3 температур отжига углеродистых сталей с различным содержанием углерода.
При проведении полного отжига нужно следить за максимально допустимой температурой нагрева, так как превышение температуры приводит к сильному росту зерна, в связи с чем сталь становится хрупкой. Такая сталь называется перегретой. Структуру перегретой стали можно исправить повторным отжигом. Структуры нормально отожженной стали и перегретой показаны на рис. 22. При нагреве стали до очень высоких температур ее можно испортить, так как при этом кислород, проникая в сталь, окисляет железо, в результате чего окислы железа располагаются по границам зерен.
Такая сталь называется пережженной и обладает очень низкими механическими свойствами. Исправить структуру пережженной стали повторными процессами термической обработки невозможно. Скорость охлаждения после тепловой выдержки оказывает большое влияние на механические свойства стали. При быстром охлаждении структурные составляющие стали получаются мельче, что ведет к повышению прочности и упругости стали. При медленном охлаждении металл становится мягче. Скорость охлаждения зависит от требований, предъявляемых к стали.
Отжиг на зернистый перлит применяется для уменьшения твердости, повышения вязкости и улучшения обработки заэв-тектоидных и эвтектоидных сталей. Практически он осуществляется нагревом стали до температуры 740—760°, т. е. немного выше критической точки. После выдержки сталь медленно охлаждается.
Диффузионный отжиг преследует устранение неоднородности химического состава крупных слитков высоколегированной стали. Характеризуется он медленным нагревом стали до высоких температур, порядка 1100—1150°, выдержкой при этих температурах от 10 до 15 часов и последующим охлаждением. Нагрев стали до таких температур ускоряет диффузионные процессы в аустените, в результате чего происходит выравнивание химического состава стали. После диффузионного отжига сталь обычно подвергается обыкновенному отжигу, или нормализации.
Рекристаллизационный отжиг применяется для уничтожения наклепа. При холодной обработке стали, прокатке, волочении проволоки, штамповке сталь получает холодное деформирование (наклёпывается). Наклеп выражается в том, что сталь после холодной обработки приобретает жесткость и становится малопластичной. Такую сталь трудно обрабатывать. Рекристаллизационный отжиг снимает эти деформации, и сталь приобретает свои первоначальные свойства. Структура наклепанной и отожженной стали показана на рис. 23. При рекристаллизационном отжиге сталь нагревается до температуры 680—700°, дается небольшая выдержка при этой температуре, после чего она охлаждается на воздухе.
Нормализация преследует те же цели, что и отжиг. При нормализации стальные изделия нагреваются на 30—50° выше линии GSE, выдерживаются при этих температурах и затем охлаждаются на воздухе. Существенным отличием нормализации от отжига является большая скорость охлаждения стальных изделий после нагрева; поэтому нормализованные изделия имеют большую твердость, а пластичность их меньше.
Рис 22. Структура стали:
а — нормально отожженной; б — перегретой при отжиге
Нормализация способствует образованию в стали более мелкого зерна (рис. 24, а), чем оно получается при отжиге (рис. 24, б) и самый процесс нормализации протекает быстрее отжига. В настоящее время нормализация получила широкое применение и во многих случаях вытеснила отжиг.
Рис. 23. Структура стали:
а — наклепанной; б — отожженной
Закалкой стали называется такой процесс термической обработки, при котором сталь нагревается выше линии GSK на 30—50°, выдерживается при закалочной температуре и затем быстро охлаждается в воде, масле или на воздухе. Закалка применяется в тех случаях, когда нужно повысить прочность, упругость и твердость стали. Сущность закалки заключается в том, что в стали при нагреве выше линии GSK происходят структурные превращения, в результате которых образуются зерна аустенита. При быстром охлаждении аустенит при переходе через линию PSK распадается и в зависимости от скорости охлаждения в стали образуются новые структуры, т. е. сорбит, троостит или мартенсит, которые обладают большей прочностью по сравнению с перлитом.
Рис. 24. Структура стали:
а — нормализованной; б — отожженной
В зависимости от характера охлаждения закалка имеет несколько разновидностей. В производственной практике существуют следующие способы закалки.
Обыкновенная закалка (закалка в одной среде). Этот вид закалки применяется главным образом для простых деталей, изготовленных из углеродистых и легированных сталей. Детали после нагрева до закалочных температур и небольшой выдержки погружаются в охлаждающую среду и держатся в ней до тех пор, пока совершенно не охладятся. В качестве охлаждающей среды применяется вода или масло. Среда выбирается в зависимости от размеров изделий и химического состава стали.
Прерывистая закалка (закалка в двух средах) применяется преимущественно для закалки инструмента, изготовленного из высокоуглеродистых сталей. Этот способ заключается в том, что нагретое изделие после некоторой выдержки охлаждают в воде до температуры порядка 400—300°, после чего извлекают его из воды и дальнейшее охлаждение проводят в масле. Так как масляная среда дает меньшую скорость охлаждения, то образование в стали мартенсит-ной структуры происходит спокойнее, благодаря чему уменьшаются внутренние напряжения.

Рис. 25. Закалка зубила с самоотпуском
Закалка с самоотпуском. Отпуск изделий после закалки обычно производится повторным нагревом холодных закаленных изделий до необходимой температуры. В этом случае вся деталь подвергается одному и тому же режиму закалки и отпуска,
в результате чего твердость и вязкость во всех ее точках будут одинаковы. При закалке с самоотпуском к повторному нагреву не прибегают, и отпуск производят за счет тепла той части изделия, которая не погружена в закалочную жидкость, или за счет тепла, сохранившегося во внутренних слоях изделия. Закалка с самоотпуском широко применяется в случаях термической обработки ударных инструментов, так как для них создание одинаковой твердости во всех точках является нецелесообразным. Наоборот, постепенное и равномерное уменьшение твердости от рабочей части к центру и хвостовой части обеспечивает высокую стойкость инструмента в работе.
Закалка с самоотпуском практически производится следующим образом. После нагрева изделия до закалочной температуры и соответствующей выдержки при этой температуре рабочая часть инструмента погружается в воду (рис. 25, а). После неполного охлаждения в воде отпускаемую поверхность быстро-зачищают напильником (рис. 25, б) и наблюдают за цветами побежалости, которые появляются на зачищенной поверхности стали. Появляющиеся цвета побежалости являются результатом возникновения тонких слоев окислов на поверхности стали. Цвет слоя окисла зависит от его толщины. Цвета побежалости появляются при нагревании стали в интервале температур 200—325°. При появлении цвета побежалости, который соответствует требуемой температуре отпуска, рабочую часть инструмента быстро-окончательно охлаждают в воде (рис. 25, в).
2. Виды поверхностной закалки стали
Ряд деталей автомобиля и других машин, испытывая в процессе работы большие динамические нагрузки, одновременно подвергается поверхностному истиранию. В таких случаях возникает необходимость придавать высокую твердость поверхностному слою деталей, сохраняя их сердцевину вязкой. В последнее время в промышленности получили широкое распространение различные виды поверхностной закалки изделий.
В практике поверхностная закалка изделий производится следующими способами:
а) индукционным нагревом изделий токами высокой частоты,
б) контактным электронагревом изделий,
в) нагревом кислородно-ацетиленовым пламенем,
г) нагревом металлов и сплавов в электролите.
Поверхностная закалка токами высокой частоты производится с помощью индукционного нагрева металла токами высокой частоты. Этот метод разработан и применен в 1936 г. в Советском Союзе профессором В. П. Вологдиным.
Индукционный нагрев металлических изделий основан на использовании явлений электромагнитной индукции, теплового действия электрического тока и поверхностного эффекта. Нагрев изделий, подлежащих закалке, осуществляется при помощи специальной установки (рис. 26), которая состоит из следующих основных элементов: генератора высокой частоты, электродвигателя, трансформатора, индуктора, батареи конденсаторов. Сущность закалки токами высокой частоты заключается в том, что изделие, подвергающееся закалке, помещается в индуктор с таким расчетом, чтобы между ним и индуктором был воздушный зазор в 2—4 мм. Ток высокой частоты от машинного генератора поступает в индуктор. Вокруг индуктора создается переменное магнитное поле, под воздействием которого в закаливаемом изделии индуктируются вихревые токи. Благодаря явлению поверхностного эффекта максимальная плотность тока будет сосредоточена на поверхностном слое изделия. Толщина слоя, по которому идет ток максимальной плотности, называется глубиной проникновения тока. Под действием индукционного тока поверхностный слой изделия быстро нагревается до закалочных температур, а сердцевина изделия нагревается до температур, лежащих ниже линии PSK, благодаря чему в ней не происходит никаких структурных превращений и изменений механических свойств. Нагрев изделий происходит в течение нескольких секунд, так как скорость нагрева равна 320—400° в секунду. По окончании нагрева изделия охлаждаются водяным душем. Вода поступает (из индуктора, изготовляемого в виде медной трубки и имеющей с внутренней стороны специальные отверстия для выхода воды. В индуктор вода подается под давлением от специальной
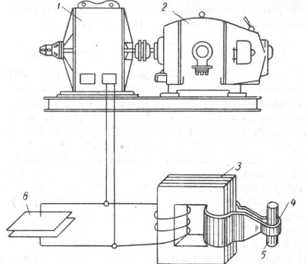
Рис. 26. Схема установки для закалки изделий токами высокой частоты
установки. Глубина закалки зависит в основном от частоты применяемого тока и может получаться от сотых долей миллиметра до нескольких миллиметров. Закалка’ токами высокой частоты отличается от обычной закалки высокой производительностью; кроме того, она обеспечивает получение более высокой поверхностной твердости закаленных изделий.
туры отпуска твердость стали уменьшается, а ударная вязкость увеличивается. Продолжительность выдержки при отпуске закаленной стали должна быть достаточной для того, чтобы обеспечить сквозной прогрев изделия и завершение структурных изменений. В зависимости от размеров отпускаемых изделий, их веса, конструкции печи, температуры отпуска время выдержки может быть различным — от нескольких минут до 4—5 часов. Охлаждение нагретых изделий может производиться в воздушной или в жидкой среде, преимущественно в воде, или на воздухе. Скорость охлаждения после нагрева и выдержки углеродистых сталей может быть различной, так как она не оказывает влияния на механические свойства отпускаемых изделий. При отпуске легированных сталей, главным образом хромистых, охлаждение должно производиться быстро. При медленном охлаждении ударная вязкость понижается и сталь может получиться хрупкой. Отпуск, в зависимости от температуры нагрева, бывает трех видов: низкий, средний и высокий.
Низкий отпуск производится при температуре 150—200°. Такой отпуск главным образом снимает внутренние напряжения, а высокая твердость и износоустойчивость изделия сохраняются. Низкий отпуск применяется для инструментальных стадей, а также после закалки деталей, подвергнутых цементации, цианированию и поверхностной закалке.
Средний отпуск осуществляется путем нагрева стали в интервале температур от 200 до 500°. Целью среднего отпуска является создание высоких пределов прочности и упругости при хорошей вязкости. Он применяется обычно при обработке пружин, рессор, штампов, а также ударного инструмента.
Высокий отпуск производится нагревом стали от 500 до 7002и применяется для деталей, изготовленных из улучшенной конструкционной стали. Высокий отпуск имеет своей целью получить наибольшую вязкость стали при достаточном пределе прочности и упругости. Этот вид отпуска применяется для обработки деталей,- подвергающихся действию ударных нагрузок, для создания у них однородной структуры сорбита отпуска. Такому отпуску подвергаются шатуны, шатунные болты, передние оси автомобиля и т. п.
Обработка стальных изделий холодом была впервые применена русским ученым П. П. Аносовым в 1827 г. Широкое применение этот метод получил в наше время благодаря Исследованиям профессора А. П. Гуляева. Сущность обработки стальных изделий холодом заключается в том, что закаленная сталь непосредственно после закалки охлаждается до температур, лежащих значительно ниже 0 (минус 80—190°). При низких температурах остаточный аустенит закаленной стали, распадаясь, превращается в мартенсит. Благодаря этому твердость стали повышается, структура стали становится однородной, повышается ее прочность. Охлаждение закаленных изделий до низких температур производится различными способами: твердой углекислотой, которая дает возможность понизить температуру стали до — 75°, жидким воздухом, кислородом или азотом до — 180—190° в холодильных машинах. Обработке холодом подвергаются режущий инструмент, измерительный инструмент и различные цементованные ответственные детали.
4. Термическая обработка чугуна
Отливки и изделия из серого и белого чугунов подвергаются различным видам термической обработки с целью уничтожения внутренних напряжений, снижения твердости, повышения прочности, улучшения антифрикционных и других свойств.
Отжиг чугунных отливок производится для уничтожения внутренних напряжений и для снижения твердости. Нагрев их делается медленный, так как при быстром нагреве в силу плохой теплопроводности чугуна в нем могут появляться трещины. Скорость нагрева производится в пределах 80—160° в час. Максимальная температура нагрева 500—550°. При такой температуре отливки выдерживаются в течение 2—8 часов. После выдержки производится медленное охлаждение со скоростью от 20 до 50° в час. В результате отжига отливки из серого чугуна освобождаются от внутренних напряжений. Такому отжигу подвергаются отливки блока цилиндров двигателя и поршневых колец. В тех случаях, когда на поверхности отливок образуется слой отбеленного чугуна, отливки также подвергаются отжигу, но с целью снижения твердости.
При отжиге для снижения твердости отливки нагреваются до более высоких температур, порядка 800—950°.
Закалка чугунных изделий производится с целью повышения их твердости, прочности и износоустойчивости. Чугунные изделия, подлежащие закалке, нагревают до 900—950°, выдерживают при этой температуре и затем подвергают охлаждению в масле. Вода для охлаждения не применяется во избежание коробления изделий и образования трещин. После закалки производится отпуск при температурах порядка 200— 300°.
Наиболее распространенным видом закалки чугунных изделий является изотермическая закалка, при которой изделие, нагретое до 850—950°, после выдержки переносится в соляную ванну, температура которой обычно бывает от 250 до 400°. После выдержки в соляной ванне изделия охлаждают на воздухе.
Охлаждающая среда и ее правильный выбор оказывают большое влияние на качество закалки. В. интервале температур 650—400° аустенит очень неустойчив и при медленном охлаждении распадается на феррит и цементит. Следовательно, для того, чтобы предотвратить распад аустенита и переохладить его, необходима большая скорость охлаждения, особенно в интервале температур 650—400°. Аустенит в углеродистых сталях при температурах ниже 400° делается относительно устойчивым, и при процессе превращения его в мартенсит охлаждение желательно проводить медленно, что связано с уменьшением внутренних термических напряжений. Что касается легированных сталей, то охлаждение их ниже 400° должно проводиться быстро. В качестве охлаждающей среды при закалке могут применяться: вода различной температуры, как чистая так и с примесями некоторых солей, минеральные и растительные масла, расплавленные соли, расплавленные металлы.
Скорость охлаждения нагретого металла в этих средах различна.
Различные скорости охлаждения в закалочных средах объясняются тем, что при погружении нагретого металла в жидкость на его поверхности образуется пленка перегретого пара, которая прочно держится вокруг изделия и способствует образованию паровой рубашки. Паровая рубашка плохо проводит тепло, вследствие чего происходит снижение скорости охлаждения. При закалке в масле паровая рубашка разрывается медленно, а в воде она разрывается быстрее, этим объясняются различные скорости охлаждения. Вода повторно, применяемая для закалки, закаливает сильнее, чем свежая. В воде с примесью едкого натра охлаждение происходит очень быстро в связи с тем, что частички едкого натра при попадании на поверхность раскаленного металла взрываются и способствуют разрушению паровой рубашки.
5. Определение температуры нагрева изделий
Температура нагрева изделий при термической обработке металлов имеет исключительно важное значение. Качество изделий после термической обработки в основном зависит от точного соблюдения и выполнения температурного режима того или иного вида термообработки. Поэтому для измерения и регулирования температурного режима термической обработки пользуются специальными приборами, которые называются пирометрами. Пирометры бывают термоэлектрические и оптические.
Термоэлектрический пирометр состоит из термопары и милливольтметра (.рис. 27, а). Термопара состоит из двух тонких проволочек, изготовленных из разных металлов. Концы проволочек спаяны, два других остаются свободными, которыми термопара присоединяется к милливольтметру. При нагревании спаяных концов между свободными концами термопары появляется разность потенциалов, электрический ток при этом регистрируется отклонением стрелки милливольтметра. Величина отклонения стрелки милливольтметра зависит от температуры нагрева спаянных концов термопары. Милливольтметр имеет две шкалы. На одной нанесены милливольты, а на другой — градусы. Для измерения температур, не превышающих 1000°, одна проволочка термопары делается из хромеля (сплав никеля с хромом), а другая из алюминия (сплав никеля с алюминием, марганцем и кремнием). Для предохранения проволочек термопары от повреждений они вставлены в защитные трубки (рис. 27, б). Внутренняя трубка делается из фарфора, а внешняя из стали.
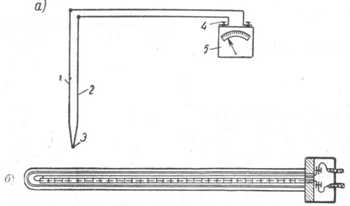
Рис. 27. Термоэлектрический пирометр:
а — схема пирометра; б— термопара в защитной трубке
Оптический пирометр с исчезающей нитью работает по принципу изменения степени яркости излучения раскаленных тел. С помощью такого пирометра измерение температуры нагретого металла производится на некотором расстоянии от него путем сравнения яркости световых лучей, излучаемых нагретым металлом, с яркостью нити лампы, помещенной в пирометре. Определение температуры нагретого металла производится через окуляр. Путем перемещения объектива прибора получают четкое изображение рассматриваемого предмета. После установки пирометра путем пропускания тока накаливают нить лампы. Накал нити регулируется реостатом и производится до тех пор, пока ее изображение не исчезнет на фоне раскаленного металла. Изображение нигги исчезает при ее нагреве, соответствующем нагреву раскаленного металла, т. е. когда температуры у них будут одинаковы. Температура нити измеряется гальванометром, на шкале которого нанесены градусы. Оптическим пирометром можно измерять температуры до 2000°.
Цвета каления и побежалости при отсутствии описанных приборов дают возможность определить температуру нагретых металлов довольно точно на глаз.
При определении температур нагретой стали на глаз в интервале 220—325° пользуются цветами побежалости.
6. Термическая обработка основных деталей автомобиля
Значительная часть автомобильных деталей подвергается различным видам термической обработки с целью сообщения им физических и механических свойств, обеспечивающих необходимую прочность. Для подготовки структуры металла к последующим видам термической обработки применяются главным образом нормализация и отжиг. Улучшение углеродистых сталей производится закалкой и отпуском. Основные детали автомобиля, как, например, коленчатые валы, после штамповки подвергаются нормализации, затем механической обработке, после чего шейки их закаливаются токами высокой частоты.
Распределительные валы, изготовленные из стали марки 40, подвергаются закалке токами высокой частоты и отпуску. Шестерни коробок передач цементируются и закаливаются в масле с последующим отпуском. Шестерни главной передачи подвергаются закалке и обработке холодом, впускные клапаны — закалке с последующим охлаждением в масле и отпуску. Выпускные клапаны закаливаются при нагреве до 1050—1100°, охлаждаются в масле или воде после чего их отжигают и охлаждают вместе с печью. Полуоси ведущих колес автомобиля после штамповки подвергают нормализации, а после механической их обработки улучшают закалкой и отпуском.
Реклама:
Читать далее: Химико-термическая обработка стали
Категория: — Автомобильные материалы и шины
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Термообработка стали — важный процесс производства металлов
Термообработка стали — это важный процесс производства сплава железа, который позволяет улучшить его полезные свойства. Сегодня такая процедура применяется для преобразования природных характеристик большинства изделий из металла.

Термообработка стали подразумевает последовательное выполнение трех этапов:
- Нагрев железного сплава до нужной температуры.
- Выдержка стали на протяжении определенного времени.
- Охлаждение.
Что происходит с железным сплавом при такой процедуре?
Термообработка состоит из следующих шагов:
1. Отжиг. Этот процесс в основном используется для отлива, проката и поковки. Данная процедура необходима для понижения твердости либо уменьшения внутренних напряжений, которые создаются в сварных изделиях. Помимо всего, отжиг используется для подготовки структуры металла к последующей обработке термического характера с целью улучшения ее неоднородности. В этот метод включается термообработка стали 45, 45Х, 40XC, 40XH и прочих марок сплава железа. 
2. Нормализация. Данная процедура отличается от предыдущего процесса характером прохождения этапа охлаждения. Последний шаг осуществляется после выдержки деталей. При этом особое внимание уделяется заданной температуре. В таком случае сталь получается с незначительной, но более высокой твердостью. Структура у этих изделий мелкозернистая. Таким образом, нормализация стали необходима для исправления состава сварного шва, а также для получения нужной комплектации.
3. Закалка. Этот шаг, связанный с обработкой стали, применяется для поковок, отливок, штамповок, а также деталей, обработанных механическим способом с целью повышения прочности, твердости, коррозионной стойкости, износостойкости и прочих важных характеристик. Данный процесс представляет собой нагрев сплава железа до температуры выше, либо же в пределах его превращения. Выдержка стали при таком термопоказателе, а также последующее охлаждение осуществляется, как правило, с несколько большей скоростью. Для этого чаще всего используют водные растворы солей NaOH, масла, а также воздух. Так, к примеру, термообработка стали 40х на данном этапе осуществляется в масле. Довольно редко детали больших габаритов подвергаются закаливанию в воде с немедленным последующим низким отпуском. Зачастую изделия из этой марки сплава железа проходят данный этап за счет нагрева высокочастотных токов. В итоге получается высокая твердая поверхность.
4. Отпуск. Эта процедура заключается в нагреве закаленной стали до определенной температуры. Далее металл проходит выдержку, а также охлаждение. Последний шаг осуществляется, как правило, на воздухе.
5. Старение. Данный этап заключается в выдерживании сплава железа с метастабильной структурой в течение некоторого продолжительного времени. Температура при этом должна быть не ниже комнатной. Эта процедура позволяет структуре металла частично перейти в более стабильное состояние, изменив свои механические и физические свойства.
6. Обработка холодом. Этот шаг является продолжением закалочного охлаждения, которое было прервано при комнатной температуре. Данный показатель для металла не является критическим уровнем.
Области применения сплава железа
Так как процедура термообработки стали позволяет существенно улучшить характеристики деталей, изготовленных из железного сплава различной марки, она пользуется большим спросом во всех сферах промышленности. Не является исключением машиностроение, авиастроение, танкостроение, производство ЖБИ. Изделия, прошедшие термическую обработку, могут эксплуатироваться в условиях динамической повышенной нагрузки и вибрации. Помимо этого, применяются такие сплавы железа при строительстве высоток, заводов и мостов.
fb.ru
Термическая обработка стали и чугуна.
Термической обработкой называется тепловая обработка, в результате которой изменяется структура и физико-механические свойства металлических сплавов.
Термической обработке подвергаются как заготовки, так и готовые детали. Заготовки обычно подвергаются термической обработке для улучшения структуры, снижения твердости, а обрабатываемые детали – для придания им требуемых свойств: твердости, прочности, износостойкости, упругости и др. В результате термической обработки свойства сплавов могут быть изменены в широких пределах. Возможность значительного повышения механических свойств после термической обработки деталей машин и изделий позволяет увеличить допускаемые напряжения, уменьшить размеры и вес деталей и механизмов, повысить надежность и срок службы изделий.
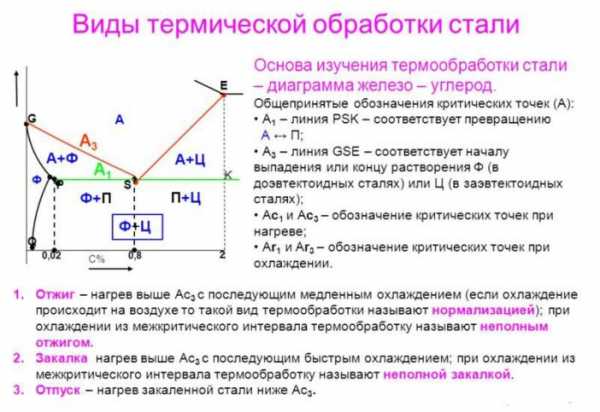
Научные основы термической обработки были заложены исследованиями выдающегося русского ученого Дмитрия Константиновича Чернова в середине XIX века. В результате коллективного труда многих ученых, развивающих идеи Д.К.Чернова, мы имеем весьма точную диаграмму состояния железоуглеродистых сплавов (см. Диаграмма состояния системы «железо – углерод» (Рис.37.)).
Цель термической обработки заключается в том, чтобы нагревом до определенной температуры и последующим охлаждением получить требуемое изменение строения металла.
На результат термической обработки оказывают влияние следующие факторы: скорость нагрева, температура нагрева, продолжительность выдержки, скорость охлаждения.Таким образом, основными факторами термической обработки являются температура и время.
Основными операциями термической обработки, общими как для стали и чугуна, так и для цветных металлов, являются отжиг, нормализация, закалка и отпуск.
Термическая обработка, может быть, простой и состоять только из одной операции и сложной, состоящей из нескольких операций.
Превращения в стали при нагреве и охлаждении.
Нагрев стали при термической обработке в большинстве случаев имеет целью перевод ее структуры в аустенит. Структура доэвтектоидной стали при нагреве до точки Ас, состоит из зерен феррита и перлита.
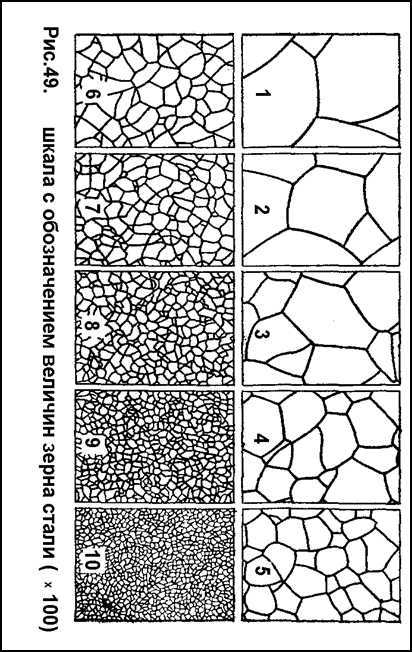
В точке Ас1 начинается фазовая перекристаллизация перлита, который превращается в мелкозернистый аустенит. При нагреве стали от температуры Ас1 до температуры Ас3 феррит растворяется в аустените. В заэвтектоидной стали при нагреве выше точки Ас1 перлит превращается в аустенит, а при дальнейшем нагреве цементит растворяется в аустените. Выше точки Асm сталь состоит только из аустенита, неоднородного по химическому составу. В тех местах где был цементит, аустенит богача углеродом, а там, где был феррит, — беднее. Поэтому при термической обработке для выравнивания химического состава аустенита сталь нагревают до температуры немного выше верхней критической точки Ас3 мелкие зерна аустенита соединяются между собой, размеры их увеличиваются. Величину зерен определяют путем сравнения микроструктуры стали (при увеличении в 100 раз) со стандартной шкалой. Зерна с номера 1 по 4-й считаются крупными, а с 5-го по 10-й – мелкими (Рис.49.).
.
Аустенит устойчив только при температурах выше 727º С. При охлаждении стали, нагретой до аустенитного состояния, ниже точки Аr1 начинается распад аустенита. Как уже было
сказано (см. Диаграмма состояния системы «железо – углерод»), при медленном охлаждении эвтектоидной углеродистой стали (0,81 %углерода) при температуре, соответствующей линии PSK, происходит превращение аустенита в перлит. Кристаллическая решетка — железа перестраивается в — железо, выделяется цементит.

Рис.50. Диаграмма изотермического превращения аустенита стали, содержащей 0,8% углерода
Для изучения изотермического превращения аустенита небольшие образцы стали нагревают до температур, соответствующих существованию стабильного аустенита, т.е. выше критической точки, а затем быстро охлаждают, например до 700, 600, 500, 400, 300ºС и т.д., и выдерживают при этих температурах до полного распада аустенита. Изотермическое превращение аустенита эвтектоидной стали происходит в интервале температур от 727 до 250ºС (температура начала мартенситного превращения — Мн).
На диаграмме (см. диаграмму изотермического превращения (Рис.50.)) видны две С-образные кривые. Кривая I указывает время начала превращения, кривая II- время конца превращения переохлажденного аустенита. Период времени до начала распада аустенита называют инкубационным. При 700ºС превращение аустенита начинается в точке а и заканчивается в точке в, в результате этого процесса образуется перлит. При 650ºС распад аустенита происходит между точками а1и в1 . в этом случае образуется сорбит.

Рис.51. Микроструктуры.
Сорбит– механическая смесь феррита и цементита, отличающаяся от перлита более тонким строением. Магнитен. Образуется при ускоренном охлаждении при распаде аустенита в интервале температур 600-700ºС или при отпуске мартенсита. НВ 270-320 (30-40 HRC) (Рис.51.). Такая сталь обладает высокой прочностью и пластичностью. При охлаждении стали до 550ºС (точка начала и конча распада а2 и в2 соответственно) аустенит превращается в троостит.
Троостит – механическая смесь феррита и цементита, отличающаяся от сорбита еще более высокой степенью дисперсности. Магнитен. Образуется при ускоренном охлаждении при распаде аустенита в интервале температур 400 — 600ºС , а также при отпуске мартенсита. НВ 330-400 (40-45 HRC) (Рис.51.). Обладает достаточной прочностью, умеренной вязкостью и пластичностью.
Ниже температуры 550ºС в результате промежуточного превращения аустенита (в температурном интервале, расположенном ниже перлитного но, выше мартенситного превращения) образуется структура бейнита, состоящая из смеси перенасыщенного углеродом феррита и карбидов (цементита).
Различают верхний бейнит (перистого строения), появляющийся при 500-350ºС, и нижний (пластинчатого, игольчатого строения), образующийся при 350-250ºС.
Верхний бейнит имеет пониженную прочность, невысокую пластичность и вязкость, твердость его 43-46 HRC. У нижнего бейнита показатели прочности, пластичности и вязкости более высокие, твердость 52-55 HRC. Превращение аустенита при температурах Аr — 550ºС называют перлитными, при температурах 550ºС – Мн – промежуточными и при температурах Мн – Мк – мартенситными.
При медленном охлаждении аустенит превращается в перлит. При большей скорости охлаждения переохлажденный аустенит полностью перейдет в сорбит. При еще больших скоростях охлаждения образуется новая структура – троостит. При очень больших скоростях охлаждения образуется мартенсит.
Мартенсит – перенасыщенный твердый раствор углерода в — железе (Рис.52.), полученный из аустенита в результате бездиффузионного превращения (перестройки кристаллической решетки — железа без изменения концентрации углерода). Микроструктура игольчатого вида. Образуется в процессе быстрого охлаждения при температуре ниже 250 -200ºС. НВ 500-700.
При образовании мартенсита происходит перестройка гранецентрированной решетки аустенита в объемно-центрированную решетку — железа. Избыточное содержание углерода находящегося в — железе, искажает эту решетку и превращает ее в тетрагональную, в которой отношение параметров с/а не равно единице, как у куба.

Рис.52.Элементарная ячейка кристаллической решетки мартенсита
Степень тетрагональности тем выше, чем больше углерода в стали. Скорость охлаждения, при которой из аустенита образуется только мартенсит, называют критической скоростью закалки. При закалке стали ее охлаждают со скоростью больше критической.
Мартенситные превращения протекают при непрерывном охлаждении аустенита ниже точки Мн. по достижении определенной температуры (точка Мк) превращение аустенита в мартенсит заканчивается. Температуры в точках Мн и Мк зависят от химического состава стали. Углерод и легирующие элементы (за исключением алюминия и кобальта) понижают эти температуры.
Мартенсит обладает самой высокой твердостью, наряду со значительной хрупкостью. Он имеет пластинчатое строение, но в плоскости микрошлифа пластинки приобретают вид игл, поэтому мартенсит часто называют игольчатым (Рис.53.).
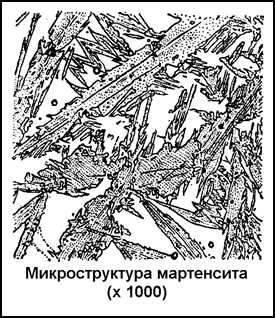
Рис.53.
У многих сталей температура в точке Мк ниже комнатной, поэтому распад аустенита не заканчивается, если сталь охлаждается только до комнатной температуры. Аустенит, который сохраняется в структуре стали при комнатной температуре, наряду с мартенситом, называют остаточным. Закаленные высоколегированные стали содержат остаточный аустенит в больших количествах, а низкоуглеродистые его почти не имеют.
Мартенсит, получаемый при закалке стали, представляет собой неустойчивую структуру, стремящуюся к превращению в более равновесное состояние. Нагрев ускоряет этот переход, так как подвижность атомов при этом сильно возрастает.
Отжиг стали.
Отжигомназывается операция термической обработки, при которой путем нагрева, выдержки при установленных температурах и последующего медленного охлаждения в стали получают устойчивую (равновесную) структуру, свободную от остаточных напряжений.
Отжиг стальных изделий имеет целью снятие внутренних напряжений, устранение структурной неоднородности, улучшение обрабатываемости резанием и подготовку к последующей термической обработке.
Отжиг первого рода. Это отжиг, при котором, как правило, не происходит фазовых превращений (перекристаллизации), а если они имеют место, то не оказывают влияния на конечные результаты.
Различают следующие разновидности отжига первого рода: гомогенизационный (диффузионный), низкий и рекристаллизационный.
Гомогенизационный отжиг, или гомогенизация, применяется для выравнивания химической неоднородности (за счет диффузии) зерен твердого раствора, т.е. уменьшения микроликвации в фасонных отливках и в слитках главным образом из легированной стали.
В процессе гомогенизации слитки нагревают до 1100–1200 ºС, выдерживают при этой температуре 8 -15 часов, а затем медленно охлаждают до 200-250 ºС. Продолжительность отжига 80-110 часов.
Рекристаллизационному отжигу подвергают сталь, деформированную в холодном состоянии. Наклеп может оказаться столь большим, что сталь становиться мало пластичной и дальнейшая деформация становится невозможной. (После ковки холодного металла заметно возрастает его прочность и твердость. В то же время он становится хрупким. Это явление получило название «наклеп». Наклепом называют как сам процесс изменения внутреннего строения металла при холодной пластической деформации, так и получающийся при этом результат, т.е. повышение прочности и твердости, сопровождающееся уменьшением пластичности.) Для возвращения стали пластичности, и возможности дальнейшей деформации изделия проводят рекристаллизационный отжиг.
При нагреве холоднодеформированной стали до температуры 400-450 ºС изменений в строении стали не происходит, механические свойства изменяются незначительно и только снимается большая часть внутренних напряжений. При дальнейшем нагреве механические свойства стали резко изменяются: твердость и прочность понижаются, а пластичность повышается (Рис.54.).
 .
.
Рис.54. Влияние температуры отжига на механические свойства деформированного металла
Это происходит в результате изменения строения стали. Вытянутые в результате деформации зерна становятся равноосными.
Рекристаллизация начинается с появления зародышей на границах деформированных зерен. В дальнейшем зародыши растут за счет деформированных зерен, в связи с чем происходит образование новых зерен, пока деформированных зерен совсем не останется.
Под температурой рекристаллизации подразумевается та температура, при которой в металлах, подвергнутых деформации в холодном состоянии, начинается образование новых зерен. Для ускорения процесса рекристаллизации, холоднодеформированные металлы и сплавы, нагревают до более высоких температур, например углеродистую сталь до 600-700 ºС.
Низкий отжиг. Если структура стали после горячей механической обработки хорошая и нет необходимости в перекристаллизации, внутренние напряжения, то нагревают сталь ниже Ас1 . Нагрев осуществляется со скоростью 100-150 град/час, а после выдержки — охлаждение на воздухе. Углеродистые и легированные стали подвергают низкому отжигу перед обработкой резанием, волочением и т.д.
Отжиг второго рода. Это отжиг, при котором фазовые превращения (перекристаллизация) определяют его целевое назначение.
Различают следующие разновидности отжига второго рода: полный отжиг, неполный отжиг, изотермический отжиг.
Полный отжиг. При полном отжиге доэвтектоидная сталь нагревается выше Ас3 на 30-50 ºС (Рис.55.), выдерживается при этой температуре до полного прогрева и медленно охлаждается. В этом случае ферритно-перлитная структура переходит при нагреве в аустенитную, а затем при медленном охлаждении превращается обратно в феррит и перлит. Происходит полная перекристаллизация.
На практике скорость нагрева обычно близка к 100 град/час, а продолжительность выдержки колеблется от 0,5 до 1 часа на тонну нагреваемого металла. Чрезмерное повышение температуры нагрева металла над точкой Ас3 вызывает рост зерна аустенита, что ухудшает свойства стали.
Основные цели полного отжига: устранение пороков структуры, возникших при предыдущей обработке металла (сварка, литье, горячая деформация, термообработка), смягчение стали перед обработкой резанием и снятие внутренних напряжений.
Неполный отжиг. Неполный отжиг заключается в нагреве выше Ас1 (Рис.55.) и медленном охлаждении. При этом происходит частичная перекристаллизация перлитной составляющей.
Неполному отжигу подвергают доэвтектоидные стали с целью снятия внутренних напряжений и улучшения обрабатываемости резанием в том случае, если предварительная горячая обработка не привела к образованию крупного зерна.
Неполный отжиг заэвтектоидных сталей называется также отжигом сфероидизации. В результате отжига сфероидизации получают структуру – зернистый перлит. Охлаждение при сфероидизации должно быть медленным, чтобы обеспечить распад аустенита на ферритно-карбидную смесь.
Стали со структурой зернистый перлит менее склонны к перегреву, образованию трещин и деформации при последующей закалке, а также хорошо обрабатываются резанием.
Изотермический отжиг. На практике с целью экономии времени часто проводят изотермический отжиг. В этом случае сталь нагревают, а затем быстро охлаждают (чаще переносом в другую печь) до температуры лежащей ниже Ас1 на 50-100 ºС. При этой температуре сталь выдерживается до полного распада аустенита, после чего охлаждается на воздухе. Изотермический отжиг часто применяют для легированных сталей, так как он сокращает продолжительность процесса.
Светлый отжиг осуществляется по режимам полного и неполного отжига с применением защитных атмосфер или в печах с частичным вакуумом.
Светлый отжиг применяется для холоднокатаной ленты, проволоки и т.д., а также для деталей, подвергаемых гальваническим покрытиям с целью защиты поверхности металла от окисления и обезуглероживания.
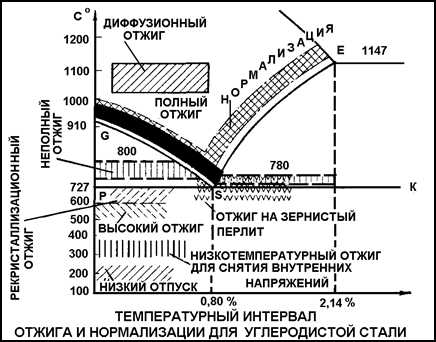
Рис.55.
Нормализация.
Нормализацией называется нагрев доэвтектоидной стали до температуры выше Ас3 (Рис.55.) , а заэвтектоидной – выше Асm на 50-60 ºС с последующем охлаждением на воздухе. При нормализации происходит перекристаллизация стали, устраняющая крупнозернистую структуру, полученную при литье или ковке.
В результате охлаждения на воздухе распад аустенита на ферритно-цементитную смесь происходит при более низких температурах, а следовательно, повышается дисперсность смеси.
Назначение нормализации различно в зависимости от состава стали. Вместо отжига низкоуглеродистые стали подвергают нормализации. В результате твердость немного возрастает, но улучшается качество поверхности при резании.
Для среднеуглеродистых сталей нормализацию применяют вместо закалки и высокого отпуска (улучшения). Механические свойства при этом понижаются, но уменьшается деформация изделия по сравнению с получаемой при закалке.
Высокоуглеродистые (заэвтектоидные) стали подвергают нормализации с целью устранения цементитной сетки.
Нормализацию с последующим высоким отпуском применяют вместо отжига для исправления структуры легированных сталей.
Закалка.
Закалкой называется операция термической обработки, состоящая в нагреве до температур выше (Рис.56.) верхней критической точки Ас3 доэвтектоидной стали и выше нижней критической точки Ас1 заэвтектоидной стали и выдержки при данной температуре с последующим быстрым охлаждением (в воде, масле, водных растворах солей и пр.).
Закалкой можно считать такую термообработку, при которой сталь приобретает неравновесную структуру (сорбит, троостит, бейнит, мартенсит) что, прежде всего, выражается в повышении твердости стали.
Закалкой достигается повышение прочности конструкционных сталей и придание режущей способности инструментальной стали. Температура нагрева стали перед закалкой зависит в основном от химического состава стали. При закалке доэвтектоидных сталей нагрев следует вести до температуры, лежащей на 30-50 ºС выше точки Ас3. В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется полной.
Максимальная скорость охлаждения, при которой аустенит превращается в мартенсит без структур перлитного типа, называется критической скоростью закалки.
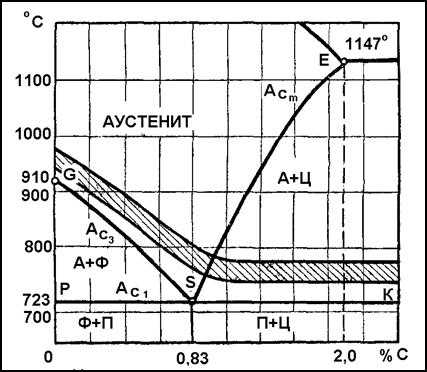
Рис.56. Интервал закалочных температур углеродистой стали
При нагреве доэвтектоидной стали до температур, лежащих в интервале Ас1— Ас3, в структуре мартенсита сохраняется некоторое количество феррита, снижающего твердость закаленной стали. Такая закалка называется неполной. Для заэвтектоидной стали наилучшая температура закалки – на 29-30 ºС выше Ас1, т.е.неполная закалка. В этом случае сохранение цементита при нагреве и охлаждении будет способствовать повышению твердости, так как твердость цементита больше твердости мартенсита. Нагрев заэвтектоидной стали до температур выше Асm излишен, так как твердость получается меньшей, чем при закалки с температуры Ас1, за счет растворения цементита и увеличения количества остаточного аустенита. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Скорость охлаждения оказывает решающее влияние на результаты закалки.
Для каждой стали существует критическая скорость закалки, чем ниже эта скорость, тем легче закалить сталь. Фактическая скорость охлаждения при закалке должна быть меньше критической, иначе мартенсит в структуре стали либо не образуется совсем, либо образуется частично, тогда структура стали будет состоять в основном из троостита или сорбита. Однако не следует охлаждать сталь со скоростью, значительно превышающей критическую. При таком охлаждении сталь будет иметь структуру мартенсита, но чрезмерно резкая закалка может привести к весьма значительным внутренним напряжениям и трещинам.
Различна скорость охлаждения изделий при закалке достигается за счет применения охлаждающих жидкостей: воды, масла, растворов солей в воде и др. При охлаждении в жидкости изделие отдает часть своей теплоты соприкасающейся с ним жидкости, превращающейся в пар. Теплота, расходуемая на образование пара, называется скрытой теплотой парообразования. Чем выше теплота парообразования, тем выше закаливающая способность жидкости, так как изделие, отдавая большое количество тепла на образование пара, будет быстрее охлаждаться.
Самая распространенная закалочная среда – вода. Ее охлаждающая способность зависит от температуры. Чем выше температура воды, тем меньше ее закалочная способность. Обычно при закалке применяется вода с температурой 20-30 ºС.
Так же в качестве закалочной жидкости используют 5-10-процентный раствор едкого натра или поваренной соли в воде. Вода, в которой растворены хлористый натрий или едкий натр, имеет более высокую скрытую теплоту парообразования. Частицы соли, соприкасаясь с раскаленным металлом, взрываются и разрушают паровую рубашку, тем самым, увеличивая закаливающую способность воды.
Широкое распространение в качестве охлаждающей среды получило минеральное масло, преимущественно индустриальное. Масло, подогретое до 50-60 ºС, обладает более высокой закаливающей способностью, чем холодное. Это объясняется тем, что при нагреве масло становится менее вязким, его паровая рубашка разрушается быстрее.
Закалочная способность масла при 550-650 ºС в 4 — 5 раз меньше, чем холодной воды, однако при 200-300 ºС масло охлаждает изделие в 10 раз медленнее, чем вода, поэтому при закалке изделий в масле значительно уменьшается опасность их коробления и появления трещин.
Виды закалки стали.
Выбор способа закалки зависит от, состава стали из которой изготовлена деталь, ее размеров и формы.
Закалка в одном охладители. (кривая охлаждения 1) (Рис.57.) деталь нагретую до закалочной температуры погружают в закалочную среду, где она остается до полного охлаждения. Данный вид закалки применяют для деталей простой формы из углеродистой и легированной стали. В качестве охлаждающей жидкости для углеродистых сталей применяют воду, легированные стали охлаждают в масле.
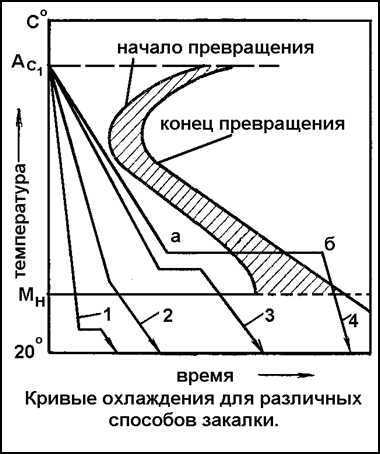
Рис.57.
Закалка в двух средах (кривая охлаждения 2) (Рис.57.) широко применяется для инструмента из высокоуглеродистой стали. Сущность способа состоит в то, что деталь вначале охлаждают в воде, до температуры немного выше Мн (температура начала мартенситного превращении), а затем переносят в масло или другую охлаждающую среду, где оставляют до полного охлаждения.
Ступенчатая закалка (кривая охлаждения 3) (Рис.57.) выполняется путем быстрого охлаждения деталей в соляной ванне температура которой немного выше температуры мартенситного превращения (240-250 ºС). Выдержка при этой температуре должна обеспечить выравнивание температур по всему сечению детали. Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Изотермическая закалка (кривая охлаждения 4) (Рис.57.) проводится так же, как ступенчатая, но с более длительной выдержкой при температуре горячей ванны – для обеспечения полного распада аустенита. В результате такой закалки сталь приобретает структуру игольчатого троостита, с твердостью НRС 45-55 и с сохранением небольшой пластичности. В основном изотермической закалке подвергают легированные стали. В качестве охлаждающей среды используют расплавленные соли: 55 % KNO3 + 45 % NaNO2 (температура плавления 137 ºС), и 55 % KNO3 + 45 % NaNO3 (температура плавления 218 ºС).
Светлая закалка стальных деталей производится в специально оборудованных печах с защитной атмосферой.
Так же для получения чистой и светлой поверхности применяют ступенчатую закалку с охлаждением в расплавленной едкой щелочи. Деталь нагревают в соляной ванне из хлористого натрия при температуре на 30-50 ºС выше точки Ас1 и охлаждают при температуре 180-200 ºС в ванне, состоящей из 75 % едкого калия и 25 % едкого натра с добавлением 6-8 % воды (от веса всей соли). Такая смесь имеет температуру плавления 145 ºС и благодаря наличию воды обладает очень высокой закаливающей способностью.
Закалка с самоотпуском. Детали выдерживают в охлаждающей среде не до полного охлаждения, а в определенный момент извлекают из нее с целью сохранения в сердцевине изделия некоторого количества тепла, за счет которого производится последующий отпуск. После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончательно охлаждают в закалочной жидкости. Закалка с самоотпуском применяется для различного инструмента, требующего высокой твердости на поверхности и сохранения вязкой сердцевины.
Отпуск стали.
Отпуском называется операция термической обработки, состоящая в нагреве закаленной стали до температуры ниже критической точки Ас1, выдержке при этой температуре и последующем медленном или быстром охлаждении.
Отпуск имеет целью устранение или уменьшение напряжений в стали, повышение вязкости и понижение твердости.
Отпуск является заключительной операцией термической обработки.
В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск характеризуется нагревом в интервале 80-200 ºС, выдержки при этой температуре и последующем охлаждении на воздухе. Этот отпуск снижает внутренние напряжение в стали при сохранении высокой твердости (58-63 HRC). Он применяется преимущественно для инструмента из углеродистой и низколегированной стали, а также для деталей, подвергаемых поверхностной закалке, цементации и нитроцементации, к которым предъявляются высокие требования по твердости и износостойкости.
Средний отпуск осуществляется при температурах 350-500 ºС. Целью этого отпуска является получение структуры троостита. Твердость стали заметно понижается (40-50 HRC), предел упругости достигает максимальной величины. Средний отпуск применяют для пружин, рессор, а также инструмента, который должен иметь значительную прочность и упругость при средней твердости.
Высокий отпуск производится при температурах 550-680 ºС.
Сталь при этом приобретает структуру сорбита. Твердость закаленной стали снижается до 250-350 НВ, прочность уменьшается в 1,5-2 раза, пластичность и вязкость увеличиваются в несколько раз, внутренние напряжения полностью снимаются. Закалка с высоким отпуском называется улучшением. Улучшенная сталь по сравнению с отожженной или нормализованной имеет более высокие показатели прочности, пластичности и вязкости.
Старение – это процесс изменения свойств сплавов без заметного изменения микроструктуры. В результате старения прочность и твердость повышаются, а пластичность и вязкость снижаются. Старение приводит к изменению размеров и короблению изделий. Если старение протекает при комнатной температуре, его называют естественным, если при повышенной температуре – искусственным. Известны два вида старения: термическое и деформационное. Термическое старение происходит в результате изменения растворимости углерода в — железе в зависимости от температуры. Деформационное строение протекает в сплаве, подвергнутом пластической деформации при температуре ниже температуры рекристаллизации. Процесс этого старения длится 15 суток и более при комнатной температуре и всего несколько минут при температурах 200-350 ºС.
Искусственное старение закаленных и отпущенных при низкой температуре изделий производится после предварительной механической обработки при 100-180 ºС с выдержкой в течении 18-35 часов и медленным охлаждением. Естественное старение осуществляется на открытом воздухе под навесом, где на изделия воздействуют температурные изменения, влажность и давление воздуха. Оно длится от 3 месяцев до 2 лет. Результатом естественного старения является снижение внутреннего напряжения, стабилизация размеров и геометрической формы изделия.
Обработка стали холодом.
В некоторых сталях – углеродистых (при содержании более 0,4-0,5 % углерода) и легированных – в закаленном состоянии содержится повышенное количество остаточного аустенита – 3-12 %, а в быстрорежущих – 35 % и более. Это объясняется тем, что температура конца мартенситного превращения (Мк) указанных сталей ниже нуля градусов, а при закалке охлаждение производится только до комнатной температуры. Остаточный аустенит в стали снижает ее твердость и при постепенном самопроизвольном распаде вызывает изменение размеров детали из этой стали. Закаленные стали, в структуре которых имеется остаточный аустенит, подвергают охлаждению до температур ниже нуля градусов. Под действием отрицательных температур остаточный аустенит перестраивается в мартенсит, что способствует повышению твердости, улучшению магнитных характеристик, стабилизации размеров, повышению стойкости и усталостной прочности изделий. Твердость после обработки холодом возрастает на 1-5 HRC и более.
Необходимую температуру получают с помощью сухого льда (твердая углекислота), жидкого кислорода или жидкого воздуха. Термообработку с применением холода осуществляют по схеме: закалка – обработка холодом – низкий отпуск.
Термомеханическая обработка стали.
Термомеханической обработкой называется процесс, при котором термическая обработка совмещается с обработкой давлением. При такой обработке сталь нагревают до температуры выше критической точки Ас3 и выдерживают при этой температуре с последующей пластической деформацией аустенита для получения в нем особой мартенситной структуры.
Термомеханическая обработка способствует повышению механических свойств стали.
Дефекты термической обработки и меры их предупреждения.
Дефекты при отжиге могут возникать вследствие неправильного хода нагрева, применения слишком высоких или слишком низких температур, чрезмерной продолжительности нагрева, из-за неподходящей атмосферы в печи и неправильного режима охлаждения.
Недогрев– дефект, образующийся при нагревании стали до температуры ниже критической, что приводит к снижению ее прочности, твердости и пластических свойств. Этот дефект устраняется отжигом или нормализацией с последующей повторной термической обработкой.
Перегрев – дефект, являющийся следствием нагревания стали до температуры намного выше критической или чрезмерно большой выдержки при заданной температуре. Из-за перегрева получается крупноигольчатый мартенсит, механические свойства которого ниже мелкоигольчатого. Перегретую сталь отжигают и вновь подвергают закалке.
Окисление и обезуглероживание – дефекты, являющиеся результатом химических реакций, происходящих при нагреве стали между поверхностным слоем металла и кислородом окружающей среды. Эти процессы оказывают отрицательное влияние на конструктивную прочность изделий, приводят к потерям металла на угар, обуславливают необходимость увеличение припусков для последующей механической обработки. Применяют ряд способов предохранения стальных изделий от окисления и обезуглероживания при нагреве (нагрев в печах с контролируемой атмосферой, нагрев в расплавленных солях, нагрев в ящиках наполненных чугунной стружкой и т.п.).
Коробление и образование трещин – наиболее распространенные дефекты, являющиеся следствием возникновения в деталях больших внутренних напряжений, связанных с изменением их объема при закалке. Объемные изменения и сопровождающее их внутренние напряжения обусловлены двумя причинами. Первая причина – быстрое и резкое охлаждение изделий при закалке, в результате чего объем их различных слоев изменяется неравномерно. Другая причина появления закалочных трещин и коробления – изменение объема изделий при превращении аустенита в мартенсит. Из всех структурных составляющих стали, аустенит имеет наименьший объем, а мартенсит — наибольший. Так как при закалке аустенит переходит в мартенсит не одновременно по всему сечению изделия, в нем возникают внутренние напряжения. В тех местах изделия, где внутренние напряжения выше предела прочности стали, появляются трещины. Если внутренние напряжения значительны, но не достигают предела прочности стали, происходит коробление изделия.
Одним из способов уменьшения внутренних напряжений при закалке является предварительная подготовка изделия путем – отжига, нормализации или высокого отпуска. Весьма эффективный способ уменьшения внутренних напряжений – медленное охлаждение изделий при температурах превращения аустенита в мартенсит.
Недостаточная твердость – такой дефект получается в результате недогрева или недостаточно быстрого охлаждения изделия при закалке. Этот дефект исправляется правильной повторной закалкой, перед которой отжигом, нормализацией или высоким отпуском снимаются внутренние напряжения.
Похожие статьи:
poznayka.org