Термическая обработка металлических и стальных изделий и деталей
Версия для печати
Термическая обработка металлических изделий, в том числе сварных швов, является важным этапом в производстве стальных сосудов и аппаратов, используемых в нефтегазовой и химической отраслях промышленности. Почему необходимо проводить обработку сталей высокими или низкими температурами?
Сначала разберемся в самой сути данного процесса.
Понятие термической обработки стальных изделий
Использование сосудов и аппаратов с агрессивными средами и под высоким давлением негативно влияет на поверхность детали, что может привести к его разрушению, сокращению срока эксплуатации и другим последствиям.
Термическая обработка стали — это совокупность технологических процессов, таких как нагрев, выдержка и охлаждение, которым подвергаются сварные швы (местная термообработка) или все изделие целиком (объемная термообработка). При этом происходит улучшение физико-механических свойств металла без изменения его химических характеристик. В результате последовательных операций при критических температурах (низких или высоких) происходит изменение структуры и внутреннего строения стали. За счет этого снижается внутреннее напряжение металла, достигаются заданные характеристики, уменьшается хрупкость металла, увеличивается его прочность и резистентность к воздействию агрессивных рабочих сред или внешних факторов. Кроме этого, термическая обработка может являться промежуточным этапом, улучшающим и упрощающим, например, резание или сварку металлопроката.
При этом происходит улучшение физико-механических свойств металла без изменения его химических характеристик. В результате последовательных операций при критических температурах (низких или высоких) происходит изменение структуры и внутреннего строения стали. За счет этого снижается внутреннее напряжение металла, достигаются заданные характеристики, уменьшается хрупкость металла, увеличивается его прочность и резистентность к воздействию агрессивных рабочих сред или внешних факторов. Кроме этого, термическая обработка может являться промежуточным этапом, улучшающим и упрощающим, например, резание или сварку металлопроката.
Термообработка сварных швов позволяет уменьшить последствия неравномерного нагрева участков изделия во время сварки, что может привести к снижению прочностных характеристик места соединения по сравнению с остальными участками и разрыву шва.
Объемная термическая обработка всего изделия выполняется в печи. В случае, если сосуд или аппарат не помещается, допускается поочередный нагрев его частей. При местной термообработке нагрев производится на выбранные участки сварных швов для улучшения их качества. Также существует внепечная термообработка, характеризующаяся нагревом сосуда/аппарата изнутри при помощи теплоносителя.
При местной термообработке нагрев производится на выбранные участки сварных швов для улучшения их качества. Также существует внепечная термообработка, характеризующаяся нагревом сосуда/аппарата изнутри при помощи теплоносителя.
Этапы термической обработки металлических деталей
Основными показателями термической обработки металлов и сплавов является скорость, температура нагрева/охлаждения и время нагрева, выдержки и охлаждения. За счет изменения и регулирования данных показателей достигаются различные свойства металлов и сплавов.
Термообработка проходит в несколько этапов:
- отжиг 1 и 2 типов происходит в печи, в которой изделие нагревается до заданной температуры (до 1050-1150°С*) и затем медленно остывает естественным путем в печи (до 500-550°С*). Первый тип отжига не связан с изменениями агрегатного состояния металла, в то время как 2-ой тип изменяет фазовое состояние стали. Отжиг позволяет снизить жесткость металла, повысить его вязкость, достичь однородность и снять внутреннее напряжение
-
нормализация характеризуется нагревом стали, ее выдержкой при заданной температуре в течение определенного времени, а затем постепенным охлаждением на воздухе.

- закалка осуществляется также в печи: изделие нагревается до критической температуры (до 900°С*), после чего резко остужается с использованием специальных ванн с водой, термическим маслом, солевыми растворами, щелочными веществами
- отпуск определяет конечную структуру металлического изделия, уменьшает внутреннее напряжение, повышает ударную вязкость, увеличивает жесткость и снижает хрупкость за счет нагрева ниже критической температуры (от 150-250°С до 500-650°С*) и последующего плавного охлаждения
- естественное и искусственное старение позволяет увеличить предел твёрдости, текучести и прочности стального изделия
Также выделяется криогенная обработка, то есть обработка металла холодом в криогенных камерах при низких температурах. Криообработка стальных заготовок и деталей позволяет увеличить прочность и износостойкость и стойкость к коррозионному воздействию на внутреннюю и внешнюю поверхности сосуда/аппарата.
Криообработка стальных заготовок и деталей позволяет увеличить прочность и износостойкость и стойкость к коррозионному воздействию на внутреннюю и внешнюю поверхности сосуда/аппарата.
Обработка металлов и сталей может осуществляться как только термически, так и термо-механическим и химико-термическим способами. Во втором случае изделие дополнительно подвергается механическому воздействию. В последнем случае поверхность обрабатывается углеродом, азотом или другими газами.
Термическая обработка днищ на ООО «СП Бомбе»
На нашем Заводе термообработка днищ выполняется в соответствие с требованиями следующих нормативных документов:
- ГОСТ 12.3.004-75 «Система стандартов безопасности труда (ССБТ). Термическая обработка металлов. Общие требования безопасности (с Изменением № 1)»
- РД 26-17-086-88 «Соединения сварные. Контроль качества термической обработки аппаратуры»
-
ГОСТ 19905-74 «Упрочнение металлических изделий поверхностной химико-термической обработкой.
 Состав общих требований»
Состав общих требований» - СТО 00220368-019-2017 «Термическая обработка нефтехимической аппаратуры и элементов»
Преимущества изделий, подвергшихся термической обработке
- увеличивается срок эксплуатации за счет повышения его износостойкости, прочности и улучшения качественных характеристик
- высокое качество выполненных сварных швов после термообработки позволяет обеспечивать герметичность соединений
- термообработка металлических заготовок позволяет упростить некоторые технологические процессы, например, резку
* температура и время нагрева и охлаждения зависит от выбранного режима термообработки, вида металла, размера изделия
Комплексная термическая обработка металлов
ОБЩАЯ ИНФОРМАЦИЯ О ТЕРМООБРАБОТКЕ КОНВЕЙЕРНЫЕ ПЕЧИ ШАХТНЫЕ ПЕЧИ КОЛПАКОВЫЕ ПЕЧИ ПЕЧИ КАМЕРНЫЕ ДЛЯ ОТЖИГА ПРОВОЛОКИ ВАКУУМНЫЕ ПЕЧИ ТИГЕЛЬНЫЕ ПЕЧИ КОНВЕЙЕРНЫЕ ПЕЧИ НОВОГО ПОКОЛЕНИЯ САДОЧНЫЕ ПЕЧИ НОВОГО ПОКОЛЕНИЯ ГЕНЕРАТОРЫ ДЛЯ ТЕРМООБРАБОТКИ ИНДУКЦИОННАЯ ТЕРМООБРАБОТКА ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Комплексная термическая обработка металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Термическая обработка (
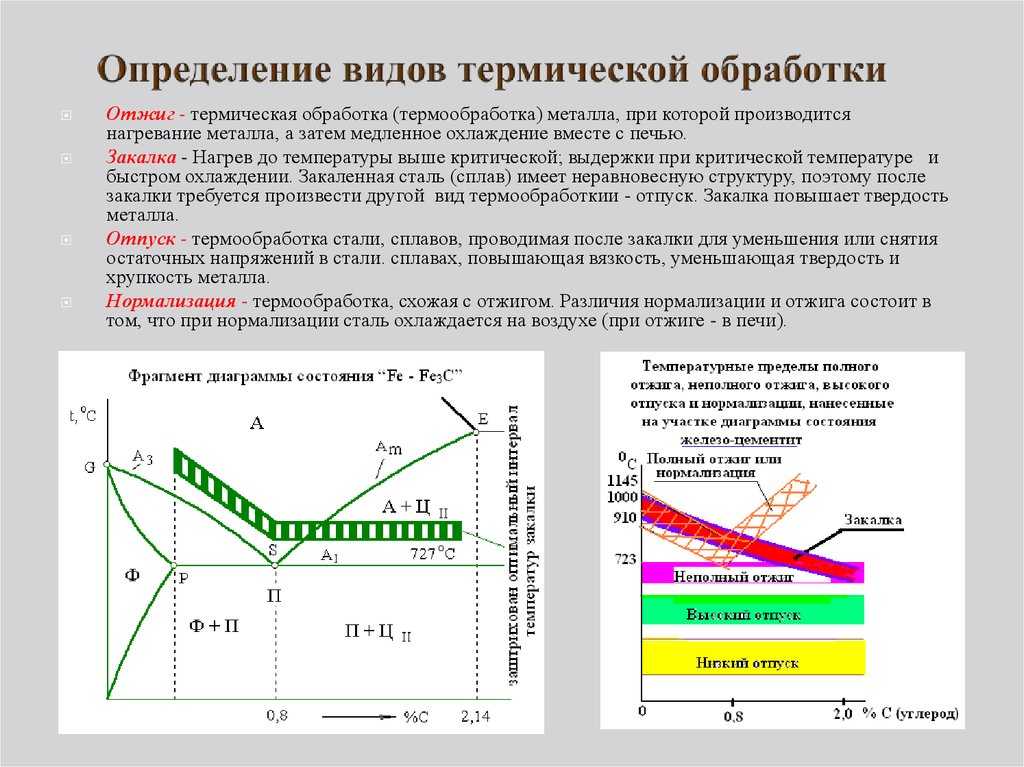
- Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термобработка (т.е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
- Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение.
 Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск. - Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
- Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термобработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
ОТЖИГ СТАЛИ
Отжиг — процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация
 Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный, неполный, изотермический отжиги. Ниже рассмотрен отжиг, его виды, применительно к стали.
Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный, неполный, изотермический отжиги. Ниже рассмотрен отжиг, его виды, применительно к стали.- Возврат (отдых) стали – нагрев до 200 – 400°C, отжиг для уменьшения или снятия наклепа. По результатам отжига наблюдается уменьшение искажений кристаллических решеток у кристаллитов и частичное восстановление физико-химических свойств стали.
- Рекристаллизационный отжиг стали (рекристаллизация) — нагрев до температур 500 – 550°C; отжиг для снятия внутренних напряжений – нагрев до температур 600 – 700°C. Эти виды отжига снимают внутренние напряжения металла отливок от неравномерного охлаждения их частей, также в заготовках, обработанных давлением (прокаткой, волочением, штамповкой) с использованием температур ниже критических.
 Вследствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600°C. Охлаждение после выдержки при заданной температуре должно быть достаточно медленным: вследствии ускоренного охлаждения металла вновь возникают внутренние напряжения.
Вследствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600°C. Охлаждение после выдержки при заданной температуре должно быть достаточно медленным: вследствии ускоренного охлаждения металла вновь возникают внутренние напряжения. - Диффузионный отжиг стали (гомогенизация) применяется тогда, когда сталь имеет внутрикристаллическую ликвацию. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. По результатам отжига, сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называет также гомогенизацией. Температура гомогенизации должна быть достаточно высокой, однако нельзя допускать пережога, оплавления зерен.
 Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком. Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно).
Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком. Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно). - Полный отжиг стали связан с фазовой перекристаллизацией, измельчением зерна при температурах точек АС1 и АС2. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры готовой детали. Для полного отжига сталь нагревают на 30-50°Cвыше температуры линии GSK и медленно охлаждают. После отжига избыточный цементит (в заэвтектоидных сталях) и эвтектоидный цементит имеют форму пластинок, поэтому и перлит называют пластинчатым
- При отжиге стали на пластинчатый перлит заготовки оставляют в печи до охлаждения, чаще всего при частичном подогреве печи топливом, чтобы скорость охлаждения была не больше 10-20°C в час.


- Неполный отжиг стали связан с фазовой перекристаллизацией лишь при температуре точки А С1; неполный отжиг применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
- Отжиг стали на зернистый перлит применяют обычно для эвтектоидных, заэвтектоидных сталей, для повышения пластичности, вязкости стали и уменьшения ее твердости. Для получения зернистого перлита сталь нагревают выше точки АС1, затем выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем сталь охлаждают до температуры несколько ниже Ar1, выдерживают при такой температуре несколько часов. При этом частицы оставшегося цементита служат зародышами кристаллизации для всего выделяющегося цементита, который нарастает округлыми (глобулярными) кристаллитами, рассеянными в феррите. Свойство зернистого перлита существенно отличаются от свойств пластинчатого в сторону меньшей твердости, но большей пластинчатости и вязкости.
 Особенно это относится к заэвтектоидной стали, где весь цементит (как эвтектоидный, так избыточный) получается в виде глобулей.
Особенно это относится к заэвтектоидной стали, где весь цементит (как эвтектоидный, так избыточный) получается в виде глобулей. - Изотермический отжиг — после нагрева и выдержки сталь быстро охлаждают до температуры несколько ниже точки А 1, затем выдерживают при этой температуре до полного распадения аустенита на перлит, после чего охлаждают на воздухе. Применение изотермического отжига значительно сокращает время, а также повышает производительность. Например, обыкновенный отжиг легированной стали длится 13-15 ч, а изотермический – всего 4-7 ч.
ЗАКАЛКА СТАЛИ
Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает большую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение.
Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
В зависимости от температуры нагрева, закалку подразделяют на полную и неполную. В случае полной закалки материал нагревают на 30 — 50°C выше линии GS для доэвтектоидной стали и эвтектоидной, заэвтектоидная линия PSK, в этом случае сталь приобретает структуру аустенит и аустенит + цементит. При неполной закалке производят нагрев выше линии PSK диаграммы, что приводит к образованию избыточных фаз по окончании закалки.
Неполная закалка, как правило, применяется для инструментальных сталей. Закалка снимается отпуском материала. В некоторых изделиях закалка выполняется частично, например при изготовлении японских катан, закалке подвергается только режущая кромка меча.
Закалочные среды
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650-400 °C, то есть в том интервале температур в котором аустенит менее всего устойчив, быстрее всего превращается в феритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда (Термат), а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения — стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Этот этап носит название конвективного теплообмена.
Способы закалки
- Закалка в одном охладителе — нагретую до определённых температур деталь погружают в закалочную жидкость, где она остаётся до полного охлаждения. Этот способ применяется при закалке несложных деталей из углеродистых и легированных сталей.
- Прерывистая закалка в двух средах — этот способ применяют при закалке высокоуглеродистых сталей. Деталь сначала быстро охлаждают в быстро охлаждающей среде (например воде), а затем в медленно охлаждающей (масло).
- Струйчатая закалка заключается в обрызгивании детали интенсивной струёй воды и обычно её применяют тогда, когда нужно закалить часть детали. При этом способе не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем простая закалка в воде. Такая закалка обычно производится в индукторах на установках ТВЧ.
- Ступенчатая закалка — закалка, при которой деталь охлаждается в закалочной среде, имеющей температуру выше мартенситной точки для данной стали.
 При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит.
При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит. - Изотермическая закалка. В отличие от ступенчатой при изотермической закалке необходимо выдерживать сталь в закалочной среде столько времени, чтобы успело закончиться изотермическое превращение аустенита.
ОТПУСК СТАЛИ
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение y и ударную вязкость а н, повышенное удлинение d и предел текучести s т по сравнению со сталью с пластинчатой структурой.
Мартенсит закалки имеет неустойчивую тетрагональную решетку, а мартенсит отпуска – устойчивую центрированную кубическую решетку альфа-железа.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости. Тонкая пленка окисдов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°C; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется.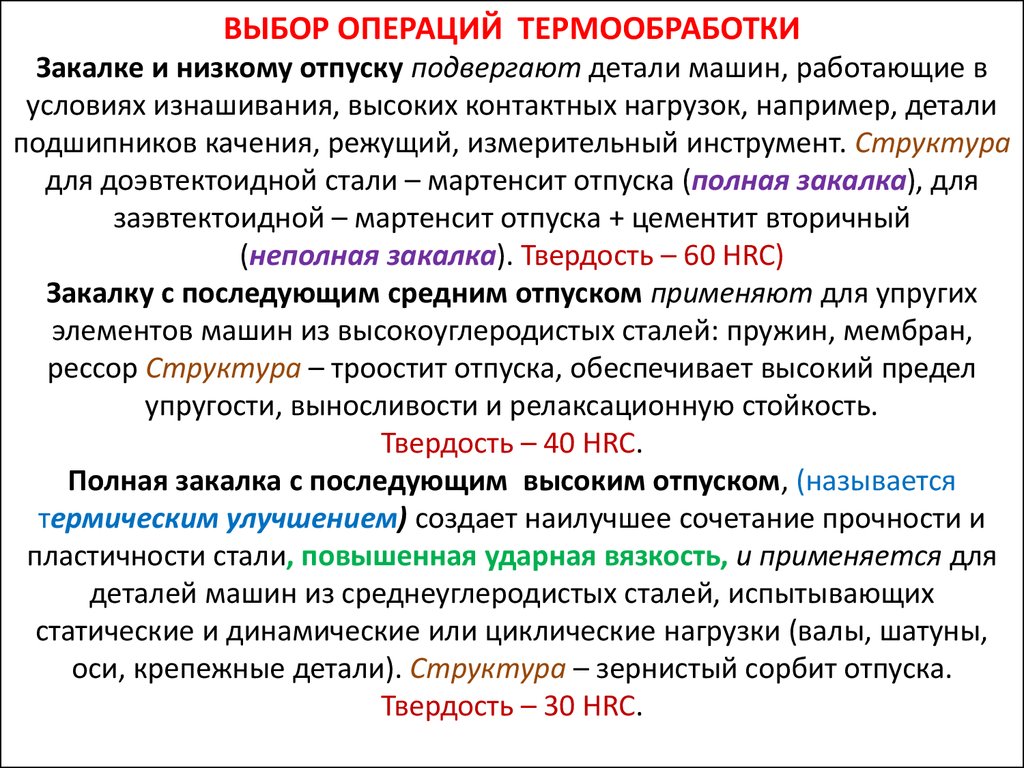 Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300°C) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях. Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали. Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330°C в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°C) и высоком (500-700°C) отпуске сталь из состояния мартенсита переходит соответственно в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение таких показателей как прочность, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит применяют для термической обработки кузнечным штампов, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°C), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°C), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
НОРМАЛИЗАЦИЯ СТАЛИ
Нормализацией называют такой вид термической обработки, когда сталь нагревают на 30 — 50°C выше верхних критических температур Асз или Аст и после выдержки при этих температурах охлаждают на спокойном воздухе. Таким образом, от отжига нормализация отличается более быстрым охлаждением изделия (примерно в 2 раза).
Нормализация является более дешевой операцией, чем отжиг, так как печи используются только для нагрева и выдержки изделия при температуре нагрева, а охлаждение производится вне печи. Кроме того, нормализация ускоряет процесс термической обработки. Таким образом, отжиг выгодно заменять нормализацией. Однако это не всегда возможно, так как у некоторых сталей твердость после нормализации возрастает более значительно, чем при отжиге. Малоуглеродистые стали рекомендуется подвергать нормализации, так как у них практически отсутствует разница в свойствах после отжига и нормализации.
Однако это не всегда возможно, так как у некоторых сталей твердость после нормализации возрастает более значительно, чем при отжиге. Малоуглеродистые стали рекомендуется подвергать нормализации, так как у них практически отсутствует разница в свойствах после отжига и нормализации.
Стали, содержащие свыше 0,4% углерода, после нормализации получают повышенную твердость. Такие стали лучше отжигать. На практике и такие стали часто подвергают нормализации вместо отжига, а затем высокому отпуску при температурах 650 — 700°C для уменьшения твердости. Нормализацию применяют для получения мелкозернистой структуры в отливках и поковках, для устранения внутренних напряжений и наклепа, для подготовки структуры стали к закалке.
Для некоторых изделий нормализация является не предварительной, а окончательной операцией термической обработки. В этом случае после нормализации изделия подвергают высокому отпуску для снятия внутренних напряжений, образовавшихся при охлаждении изделия на воздухе.
Термическая обработка сталей и сплавов
ООО «Асбестовский ремонтно-машиностроиетльный завод» оказывает широкий перечень услуг по термической обработке сталей и сплавов.
Под термической обработкой понимают процессы, при которых путем теплового воздействия изменяют структуру металлов и сплавов.
Между структурой и многими свойствами материала существует закономерная связь. Использование термической обработки позволяет в широких пределах изменять механические, физико-химические и технологические свойства металлов и сплавов. В технологическом процессе изготовления деталей машин термическая обработка может быть как промежуточной операцией, которая подготавливает структуру и улучшает технологические свойства для последующих операций, например обработки давлением или резанием, так и окончательной ступенью, когда формируются требуемые структура и комплекс свойств.
Термической обработке подвергают слитки, отливки, полуфабрикаты, сварные соединения, детали машин, инструменты.
Виды термообработки
- Термическая термообработка
- Отжиг
- Нормализация
- Закалка
- Отпуск
- Улучшение
- Горячий съем/посадка узлов и деталей
- Поверхностная закалка ТВЧ
- Поверхностная плазменная закалка
- Цементация
- Термомеханическая обработка металла
Контроль качества проведенной термообработки осуществляет центральная заводская лаборатория..
Термическая термообработка металла:
Отжиг
При отжиге изделия нагревают выше критических температур и медленно охлаждают вместе с печью, в результате чего образуется более равновесная структура. Назначение — снижение твердости, снятие напряжений, получение равновесной структуры, улучшение обрабатываемости, устранение наклепа и обеспечение диффузионных процессов с целью наиболее полного выравнивания химической неоднородности.
Нормализация
Нормализация отличается от отжига тем, что изделия охлаждаются на воздухе. При этом структура получается более мелкозернистой.
Нормализация применяется для исправления структуры перегрева стали, снятия внутренних напряжений, разрушения карбидной сетки, улучшения обрабатываемости конструкционных малоуглеродистых и низколегированных сталей и как предварительная операция для увеличения глубины прокаливаемости углеродистых инструментальных сталей.
Закалка
Закалка – термическая обработка, целью которой является улучшение механических свойств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением. Закалка стали позволяет придать недорогим сортам металла высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий и повышается прибыльность налаженного производства.
Отпуск
Отпуск применяют для уменьшения или полного снятия напряжений, уменьшения твердости закаленной стали и увеличения пластичности.
Улучшение
Улучшением называется процесс термической обработки, заключающийся в закалке стали с последующим высоким отпуском. Улучшение применяется для измельчения структуры, а также для получения наилучшего сочетания прочности и вязкости конструкционной стали, главным образом легированной.
Насаживание/съем деталей в горячем состоянии
Насаживание деталей в горячем состоянии производится путем нагрева до определенной температуры детали с отверстием. При этом отверстие в диаметре увеличивается, и посадка осуществляется без давления, свободно.
Поверхностная закалка ТВЧ
Многие детали машин, приборов и станков работают в условиях постоянного трения и испытывают различные нагрузки (ударные, сжимающие, растягивающие, изгибающие, крутящие, и контактные). Таким деталям необходима высокая твердость поверхностного слоя и вязкая сердцевина, что возможно достичь посредством поверхностного упрочнения деталей.
Закалка токами высокой частоты имеет достаточно высокую гибкость применения благодаря ряду изменяемых параметров и возможности индивидуального подхода к каждой детали, что позволяет получать необходимую твердость и глубину закаленного слоя.
Детали, подвергнутые закалке ТВЧ, при правильном выборе стали и режимов термической обработки обладают высокой статической и усталостной прочностью, высокой износостойкостью и контактной прочностью и малой чувствительностью к концентраторам напряжений.
Во многих случаях поверхностная индукционная закалка может с успехом применяться вместо цементации либо сквозной закалки и отпуска, позволяя получить не только более высокую прочность и долговечность изделий, но и значительную экономию, снижение стоимости стали и термической обработки.
Поверхностная плазменная закалка
Сущность плазменной закалки состоит в высокоскоростном нагреве потоком плазмы поверхностного слоя металла и быстром его охлаждении в результате передачи тепла в глубинные слои материала детали.
Цель плазменной закалки — изготовление деталей и инструмента с упрочненным поверхностным слоем толщиной до нескольких миллиметров при неизменном общем химическом составе материала и сохранении во внутренних слоях первоначальных свойств исходного металла.
Материалы, подвергаемые плазменной закалке — инструментальные стали, чугуны, твердые сплавы, цементированные и нитроцементированные стали, цветные сплавы и другие материалы.
Эффект от плазменной закалки определяется повышением эксплуатационных свойств детали, благодаря изменению физико-механических характеристик поверхностного слоя, вследствие образования специфической структуры и фазового состава металла с высокой твердостью и дисперсностью, а также получения на поверхности сжимающих остаточных напряжений.
Цементация
Данный вид химико-термической обработки сочетает тепловое воздействие с насыщением поверхностного слоя изделия углеродом. Цементированные изделия после закалки приобретают весьма высокую твердость поверхностного слоя, сохраняя вязкую сердцевину.
Термомеханическая обработка (ТМО)
ТМО – это совокупность операций пластической деформации и термической обработки, выполняемых в определенной последовательности. Известно, что дефекты кристаллического строения оказывают значительное влияние на формирование структуры при фазовых превращениях. Поэтому, создавая при пластической деформации повышенную плотность дефектов и определенное их распределение, можно в существенной мере воздействовать на структурообразование при термической обработке и целенаправленно изменять свойства.
Известно, что дефекты кристаллического строения оказывают значительное влияние на формирование структуры при фазовых превращениях. Поэтому, создавая при пластической деформации повышенную плотность дефектов и определенное их распределение, можно в существенной мере воздействовать на структурообразование при термической обработке и целенаправленно изменять свойства.
Оборудование для термообработки
Наш завод оснащен современным оборудованием для термообработки металлов. Мы можем производить термообработку крупногабаритных изделий при помощи газовых, электропечей, установки ТВЧ и установки плазменной закалки.
| Печь шахтная электрическая |
Ø 1600 мм H 3000 Масса садки 6000 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение |
| Печь шахтная электрическая |
Ø 1000 мм H 1000 Масса садки 1250 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение |
| Установка ТВЧ |
Поверхностная закалка
Пайка |
|
| Установка плазменной закалки |
Поверхностная закалка крупногабаритных изделий | |
| Печь шахтная электрическая |
Ø 1600 мм
H 3000 Масса садки 6000 кг |
Отжиг Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение |
| Электропечь камерного типа | 950х450х450 Масса садки 125 кг |
Отжиг
Нормализация Отпуск Цементация Искусственное старение Закалка Улучшение |
Газовая печь с выкатным подом. Лит. Цех. Лит. Цех. |
2450х4200х2060 Масса садки 25000 кг |
Отжиг Нормализация Отпуск Горячий съем/посадка узлов и деталей Закалка Улучшение |
Термическая обработка: процессы и приложения
Термическая обработка относится к контролируемому процессу нагревания и охлаждения материала с целью улучшения его свойств, производительности и прочности. Большинство металлов и сплавов подвергаются термообработке тем или иным способом, и понимание и наука о термообработке были разработаны за последние 100–125 лет. Важность термической обработки очевидна для многих продуктов автомобильной, аэрокосмической, строительной, сельскохозяйственной, горнодобывающей и легкой промышленности, где термическая обработка используется для улучшения свойств материалов, особенно стали [2].
Термическая обработка увеличивает стоимость металлических изделий примерно на 15 миллиардов долларов в год, причем около 80 процентов из них приходится на изделия из стали [2].
Здесь вы узнаете о:
- Что такое термическая обработка
- Основы термообработки
- Методы термической обработки
- Применение термообработки
Что такое термическая обработка?
Термическая обработка – это производственный процесс, при котором материал, обычно металл или сплав, подвергается изменению циклами нагрева и охлаждения при сложных граничных тепловых условиях и широком диапазоне температур. Термическая обработка определяет качество продукта с точки зрения микроструктуры, механических свойств, остаточных напряжений и точности размеров [3].
Основы термической обработки
Процесс термической обработки может применяться к черным металлам, таким как чугун, AHSS, нержавеющая сталь и другие легированные стали, а также к цветным металлам, таким как алюминий, магний, титан, медь или латуни [2].
Процессы термообработки требуют следующих трех основных этапов [2]:
- Нагрев материала до определенной температуры (в диапазоне до 2400 °F / 1316 °C)
- Замачивание или поддержание определенной температуры в течение определенного периода времени (от секунд до более чем 60 часов)
- Охлаждение с подходящей скоростью в соответствии с предписанными методами.
 Материал можно охлаждать быстро, медленно (в печи) или закаливать (с использованием воды, рассола, масел, растворов полимеров, солей или газов).
Материал можно охлаждать быстро, медленно (в печи) или закаливать (с использованием воды, рассола, масел, растворов полимеров, солей или газов).
Методы термической обработки
Термическая обработка обычно состоит из этапов контролируемого нагрева, выдержки и охлаждения.
Существует пять методов термообработки материалов. Ниже приводится обзор этих основных процессов термообработки и того, как они влияют на материал.
Нормализация
Этот процесс состоит из гомогенизации или измельчения зерна для получения однородности микроструктуры материала. Материал нагревают до температуры выше верхней критической линии фазовой диаграммы карбида железа для получения гомогенной аустенитной фазы. Затем следует фаза охлаждения в слегка перемешиваемом воздухе для образования феррита. Нормализация обычно применяется к слиткам перед обработкой и стальным корпусам перед закалкой [4][5]. Нормализация снижает твердость и повышает пластичность и обычно используется после того, как другие процессы непреднамеренно повысили твердость и снизили пластичность.
Отжиг
В этом процессе материал нагревается выше своей верхней критической точки (температуры, выше которой образуется аустенит), выдерживается там, а затем медленно охлаждается. Этот процесс в основном используется для снятия внутренних напряжений, размягчения и измельчения зернистой структуры металлов. Это приводит к изменению механических и электрических свойств металла. Преимущества отжига включают улучшение обрабатываемости, легкость холодной обработки и повышение стабильности размеров. Этот процесс обычно используется для сталей и стальных сплавов [4].
Поверхностное упрочнение
Это также известно как поверхностное упрочнение . Он включает в себя более дюжины обработок, при которых поверхность материала затвердевает, создавая твердый «корпус», в то время как сердцевина остается жесткой или мягкой. Это обеспечивает повышенную износостойкость таких деталей, как шестерни, кулачки и втулки. Этот процесс является одним из наиболее распространенных для стали и железа.
Закалка
Этот процесс состоит из нагрева материала выше критической точки, где образуется аустенит, с последующим охлаждением. Материал можно быстро охладить на воздухе, в масле, воде и т.д. Этот процесс быстрого охлаждения известен как закалка и обычно применяется к нержавеющим и высоколегированным сталям, в первую очередь для получения контролируемого количества мартенсита в микроструктуре и получения повышенной твердости [2]. Закалка часто используется в чугунах и сталях, легированных такими металлами, как никель и магний.
Упрочнение старением
Этот процесс, также известный как дисперсионное упрочнение, повышает прочность металлов за счет легирования такими элементами, как медь, титан или алюминий. Этот процесс обычно применяется к нержавеющим сталям с эффектом повышения коррозионной стойкости и стойкости к окислению [6].
Отпуск
Этот процесс следует за предыдущим процессом закалки и состоит из нагревания материала до температуры ниже нижней критической точки с последующим охлаждением с подходящей скоростью. Он используется в основном для повышения пластичности и ударной вязкости, а также для увеличения размера зерна матрицы. Например, такие металлы, как сталь, часто более твердые и хрупкие, чем хотелось бы. Закалка снижает внутренние напряжения и хрупкость. Этот процесс в основном используется в сталях и сплавах на основе алюминия [4].
Он используется в основном для повышения пластичности и ударной вязкости, а также для увеличения размера зерна матрицы. Например, такие металлы, как сталь, часто более твердые и хрупкие, чем хотелось бы. Закалка снижает внутренние напряжения и хрупкость. Этот процесс в основном используется в сталях и сплавах на основе алюминия [4].
Применение термообработки
Термическая обработка чаще всего применяется в металлургии. Ниже приведены некоторые примеры применения термообработанных деталей [2][7]:
- Автомобили
- Аэрокосмическая промышленность
- Компьютеры
- Металлообработка
- Машины
- Строительство
- Другие
Мировая автомобильная промышленность в последнее время является крупным игроком на рынке термообработанных металлов. С точки зрения материалов в отрасли доминирует сталь, но прогнозируется, что алюминий и другие металлы для производства автомобилей и самолетов будут стимулировать рост рынка. Мировой рынок термообработки оценивается примерно в 9 долларов.0,7 миллиарда в 2016 году и, по оценкам, будет ежегодно увеличиваться на 3,5% с 2017 по 2025 год [7].
Мировой рынок термообработки оценивается примерно в 9 долларов.0,7 миллиарда в 2016 году и, по оценкам, будет ежегодно увеличиваться на 3,5% с 2017 по 2025 год [7].
[1] Vanpaemel, J., History of the Harding of Steel: Science and Technology, Journal de Physique Colloques, 1982, 43 (C4), pp.C4-847-C4-854
[2] Heat Общество лечения, ASM International, Что такое термообработка , The Hearth of Industry, [онлайн].
[3] Аримото, К., Ли, Г., Арвинд, А., и Ву, Т. В. (1988), Моделирование процесса термообработки , В термической обработке, включая мемориальный симпозиум Лю Дая, Материалы 18-й конференции, октябрь, Общество термической обработки ASM.
[4] ASM International, Термическая обработка , Тематическое руководство, [Онлайн].
[5] Шарма, Р.К. (1996), Принципы термообработки сталей , New Age International (P) Ltd Publishers, Нью-Дели.
[6] Сингх, Р. (2016), Сварка коррозионностойких сплавов в прикладной технике сварки, второе издание, Elsevier.
[7] Отчет об анализе размера рынка термообработки, доли и тенденций по материалам (сталь, чугун), процессам, оборудованию, приложениям (автомобильная, аэрокосмическая промышленность) и прогнозы по сегментам, 2018–2025 (2018), Grand Посмотреть исследование [онлайн].
Термическая обработка металлов — MetalTek
Что такое термообработка?
Термическая обработка представляет собой термический процесс, который обеспечивает три основных улучшения свойств материала металлических отливок:
- Улучшение механических свойств
- Повышение коррозионной стойкости
- Снижение остаточных напряжений
Процесс термической обработки начинается с нагрева металлической отливки до требуемой температуры перед контролируемым охлаждением металла для достижения желаемых улучшений. Этот процесс нагрева и охлаждения «запирает» окончательную микроструктуру металла и улучшенные свойства материала.
Процесс термообработки начинается с нагрева металлической отливки до заданной температуры.
Почему термообработка?
Как указано выше, термическая обработка используется для достижения различных желаемых результатов металлического литья. Термическая обработка также может быть предназначена для снижения уровня водорода, имитации условий эксплуатации, восстановления механических свойств и снижения напряжений после сварки объекта. Эти различные результаты достигаются с помощью различных процессов термообработки. Главной целью термообработки является выполнение требований спецификации заказчика и соблюдение отраслевых стандартов. Сертификаты MetalTek для термической обработки включают NADCAP и соответствие требованиям AMS 2750. NADCAP — это программа аккредитации для установления унифицированных производственных процессов для аэрокосмической техники, обороны и смежных отраслей.
Какие виды термической обработки существуют?
Несмотря на то, что MetalTek предлагает целый ряд различных процессов термообработки, некоторые из них используются чаще, чем другие.
Гомогенизирующая термообработка:
Этот процесс включает в себя нагрев металлической отливки в печи до очень высокой температуры и выдержку в течение длительного времени для улучшения химической однородности за счет диффузии. Гомогенизация иногда используется в качестве предварительной обработки, чтобы сделать последующие термообработки более эффективными.
Нормализующая термическая обработка:
Нормализация – это нагрев металлической отливки до температуры, превышающей температуру превращения, и последующее охлаждение на воздухе до комнатной температуры. Этот процесс изменяет микроструктуру, чтобы уменьшить колебания твердости и пластичности отливки. Температура и время обычно ниже и короче, чем при гомогенизации. За нормализацией часто следует отпуск. Отпуск — это нагрев металлической отливки до температуры ниже температуры превращения для снижения твердости и повышения пластичности металла.
Упрочняющая термическая обработка и закалочная термическая обработка:
Использование этой обработки приводит к улучшению механических свойств металлического литья, особенно связанных с повышением твердости или долговечности. Часто используется для стальных деталей. Металл нагревают до повышенной температуры (выше температуры превращения), а затем быстро охлаждают (закаливают). Это заставляет более мягкий исходный материал трансформировать свою структуру в более прочную.
Часто используется для стальных деталей. Металл нагревают до повышенной температуры (выше температуры превращения), а затем быстро охлаждают (закаливают). Это заставляет более мягкий исходный материал трансформировать свою структуру в более прочную.
Закалка маслом в Висконсинском центробежном подразделении компании MetalTek.
Закалка охлаждает металлическую отливку после начального процесса нагрева. Закалка обычно выполняется в масле или воде, в зависимости от материала и технических требований. Отпуск является последним этапом в процессе закалки и отпуска и требуется после закалки. Он включает в себя повторный нагрев металла при низкой температуре (ниже температуры превращения) для достижения окончательных характеристик. Отпуск снижает твердость после закалки, восстанавливает пластичность и снижает напряжения полностью закаленной стали. MetalTek часто использует этот полный процесс.
Термическая обработка отжигом:
Отжиг – это нагрев и выдержка металла при повышенной температуре с последующим охлаждением в печи для получения желаемой твердости. Это обычно выполняется на «упрочняемых» ферросплавах для снижения твердости, повышения пластичности и улучшения обрабатываемости отливки. Этот процесс часто используется для инструментальных сталей, легированных сталей и мартенситных нержавеющих сталей, чтобы обеспечить быструю черновую обработку перед любой операцией закалки и отпуска.
Это обычно выполняется на «упрочняемых» ферросплавах для снижения твердости, повышения пластичности и улучшения обрабатываемости отливки. Этот процесс часто используется для инструментальных сталей, легированных сталей и мартенситных нержавеющих сталей, чтобы обеспечить быструю черновую обработку перед любой операцией закалки и отпуска.
Термическая обработка с отжигом в растворе:
Отжиг в растворе представляет собой нагрев и выдержку металла при повышенной температуре для перевода таких компонентов, как карбиды и нежелательные фазы, в твердый раствор, а затем быстрое охлаждение для удержания этих компонентов в растворе. Этот процесс улучшает механические свойства и коррозионную стойкость сплава. Аустенитные и дуплексные нержавеющие стали обычно поставляются в состоянии отжига на твердый раствор.
Термическая обработка для снятия напряжения:
Снятие напряжения – это нагрев до относительно низкой температуры и выдержка в течение достаточно длительного времени для уменьшения остаточного напряжения в отливке. В процессе обычно используются контролируемые скорости нагрева и охлаждения, чтобы свести к минимуму развитие новых напряжений. Снятие напряжения часто выполняется после черновой обработки перед чистовой обработкой с жесткими допусками.
В процессе обычно используются контролируемые скорости нагрева и охлаждения, чтобы свести к минимуму развитие новых напряжений. Снятие напряжения часто выполняется после черновой обработки перед чистовой обработкой с жесткими допусками.
Другая термообработка:
Другие процессы термообработки, выполняемые MetalTek, включают термообработку после сварки, стабилизацию, водородный обжиг и имитацию термообработки в процессе эксплуатации. В конце концов, конкретный используемый процесс термообработки определяется потребностями клиента. Клиенты иногда хотят, чтобы детали были «более мягкими», чтобы их было легче обрабатывать. Другие металлические отливки необходимо делать прочнее и долговечнее. Желаемая окончательная микроструктура также влияет на выбор используемого процесса термообработки.
Термическая обработка MetalTek Преимущество:
Выполнение термообработки позволяет MetalTek полностью соответствовать спецификациям клиентов, ограничивая время выполнения заказа. Наши металлурги являются экспертами в сотрудничестве с клиентами для достижения точных свойств материала, которые им нужны.
Наши металлурги являются экспертами в сотрудничестве с клиентами для достижения точных свойств материала, которые им нужны.
Металлические отливки могут потребовать нескольких циклов термообработки, поэтому термообработка на месте может значительно сэкономить время. Наши клиенты могут быть уверены, что наши специалисты ответят на все вопросы и смогут завершить процесс быстро и правильно. От начала до конца любого литейного проекта все процессы и этапы можно выполнить в MetalTek. Подразделению центробежных установок MetalTek в Висконсине повезло, что у него есть резервуар для масла на 20 000 галлонов и резервуар для закалки водой на 40 000 галлонов. Крупные детали не являются проблемой для процессов термообработки. MetalTek стоит за поговоркой: «Если мы можем отлить — мы можем и закалить!»
Для получения дополнительной информации о термообработке и других возможностях MetalTek свяжитесь с нами.
Об авторах
TAC Чедвик — менеджер по металлургии Висконсинского центробежного подразделения компании MetalTek. Он присоединился к MetalTek в 2010 году и имеет более чем 25-летний опыт работы в металлургии. TAC имеет степень бакалавра в области машиностроения и степень магистра в области материаловедения и инженерии Вустерского политехнического института.
Он присоединился к MetalTek в 2010 году и имеет более чем 25-летний опыт работы в металлургии. TAC имеет степень бакалавра в области машиностроения и степень магистра в области материаловедения и инженерии Вустерского политехнического института.
Гонсало Санчес (Gonzalo Sanchez) является менеджером по термообработке, обновлению продукции турбинных двигателей и обслуживанию штампов в Висконсинском подразделении центробежной промышленности MetalTek. Он имеет более чем 20-летний опыт работы в литейном производстве и присоединился к MetalTek в 2008 году. Гонсало получил степень бакалавра технических наук в Инженерной школе Милуоки.
Пол Эндерс — старший инженер-металлург Висконсинского центробежного подразделения компании MetalTek. Он присоединился к MetalTek в 1988 году и имеет более чем 37-летний опыт работы в металлургии. Пол имеет степень бакалавра в области металлургического машиностроения Висконсинского университета в Мэдисоне и степень магистра инженерного менеджмента в Инженерной школе Милуоки.
Термическая обработка металлов: обзор процесса и преимуществ
Много лет назад кузнецы использовали тепло для придания металлу формы деталей повозок, подков и многого другого. После придания желаемой формы металл быстро охлаждали. Это обычно делало металл намного более твердым и менее хрупким. Это основной процесс, называемый термической обработкой металлов. Современные процессы механической обработки и металлообработки стали более точными и сложными.
Различные методы помогают придавать металлу форму для различных целей. Процессы термообработки изменяют реакцию металлов на прецизионную обработку. Термическая обработка может изменить некоторые свойства металлов. К таким свойствам относятся твердость, прочность, формуемость, эластичность, обрабатываемость и многое другое.
На сегодняшний день существует несколько методов термообработки. Металлурги постоянно работают над повышением экономической эффективности и результатов методов. При правильном соблюдении эти методы могут дать вам металлы с замечательными химическими и физическими свойствами. Здесь мы более подробно рассмотрим виды термической обработки стали и металлов и их назначение.
Здесь мы более подробно рассмотрим виды термической обработки стали и металлов и их назначение.
Термическая обработка стали обычно включает нагрев и охлаждение материала. Металл или сплав нагревают до определенной температуры. Затем происходит охлаждение для затвердевания нагретого материала. Процесс направлен на изменение микроструктуры металла. Кроме того, это помогает выявить желаемые механические, химические и физические характеристики.
Изменение этих свойств увеличивает срок службы компонента. Например, может быть повышенная пластичность, прочность, твердость поверхности или термостойкость. Термическая обработка является одним из основных этапов процесса производства металла. Это связано с тем, что это помогает улучшить металлическую деталь, чтобы она лучше противостояла износу.
Общее определение термической обработки может заключаться в нагреве и охлаждении металлов. Однако процесс термообработки более контролируемый. Пока идут процессы нагрева и охлаждения, форма обрабатываемого металла остается неизменной.
Пока идут процессы нагрева и охлаждения, форма обрабатываемого металла остается неизменной.
Во время этого процесса структурные и физические свойства материала изменяются, чтобы служить желаемой цели. Это также может быть для дальнейших работ по металлу. Термическая обработка стали или металлов играет важную роль на различных этапах производства.
Как работает Термическая обработка металлов ?Несмотря на то, что существует множество видов термической обработки, они следуют схожим процессам. Первый этап включает нагрев металла или сплава до необходимой температуры. Иногда температура поднимается до 2400°F. Его выдерживают при температуре в течение определенного времени перед охлаждением.
Пока металл горячий, микроструктура меняется. Это физическая структура металла. Изменение структуры в конечном итоге приводит к изменению физических свойств металла. «Время выдержки» — это время, необходимое для нагревания металла.
Время выдержки является важным фактором в процессе термообработки. Металл, выдержанный в течение более длительного периода времени, будет иметь больше микроструктурных изменений, чем металл, выдержанный в течение более короткого периода времени. Охлаждение металла также играет решающую роль в конечном результате.
Процесс охлаждения может быть быстрым – закалка. В других случаях охлаждение можно проводить медленно в печи. Лучший тип охлаждения зависит от конечного результата, ожидаемого от процесса. Поэтому важно учитывать эти факторы перед началом термической обработки стали и металлов.
Другой фактор также определяет изменение свойств металла. Это конкретное время термической обработки в процессе производства. Некоторые металлы могут даже потребовать нагрева несколько раз во время производства. Поэтому важно понимать, как лучше всего выполнять операции правильно.
Преимущества Термическая обработка металлов Без термической обработки металлов не может быть ничего подобного металлическим деталям приборов и оборудования. Даже если бы они существовали, они бы не функционировали должным образом. Например, детали из цветного металла будут слишком слабыми для некоторых применений.
Даже если бы они существовали, они бы не функционировали должным образом. Например, детали из цветного металла будут слишком слабыми для некоторых применений.
Упрочнение металлов и сплавов, таких как сталь и алюминий, происходит посредством термической обработки. Применение многих из этих металлов в самолетах, автомобилях, компьютерах и других. В этих изделиях используются металлы с повышенной прочностью. Это необходимо для обеспечения надлежащей безопасности и повышения производительности.
Основное механическое свойство, которое изменяется после термической обработки, — это сопротивление сдвигу. Другие включают прочность на растяжение и ударную вязкость. Металлы с термической обработкой обычно прочнее, что обеспечивает долговечность. Поэтому не будет необходимости то и дело заменять дорогие металлические детали.
Использование эффективно термообработанных металлических деталей обеспечивает эффективную и экономичную эксплуатацию машин. Кроме того, продукт будет намного эффективнее даже в самых тяжелых условиях. Кроме того, для некоторых применений может потребоваться использование чрезвычайно твердых металлов. Приложениями могут быть те, которые требуют четко определенных границ.
Кроме того, для некоторых применений может потребоваться использование чрезвычайно твердых металлов. Приложениями могут быть те, которые требуют четко определенных границ.
Термическая обработка металлов является одним из лучших способов получения желаемых характеристик. Это также помогает разрабатывать твердые поверхности с пластичными материалами основы. Помимо преимуществ применения, термообработка также выгодна производителям.
Надлежащий процесс термообработки помогает снять внутренние напряжения. Следовательно, это облегчает сварку или обработку металла. Такие процессы, как горячая штамповка, могут со временем создавать напряжения в стальных материалах. Таким образом, эти материалы значительно выигрывают от термической обработки. Вкратце, преимущества термической обработки металлов включают:
- Увеличивает прочность, делая материал пластичным или более гибким.
- Придает металлу износостойкие свойства.
- Снимает напряжения, облегчая обработку детали или сварку.

- Улучшает хрупкость.
- Может улучшать электрические и магнитные свойства металла.
Как упоминалось ранее, каждый процесс термической обработки включает в себя нагрев и охлаждение. В этом разделе мы обсудим четыре основных типа термообработки. Вы также поймете их уникальное назначение в механической обработке.
ЗакалкаЗакалка включает нагрев металлического материала до определенной температуры. Эта температура является точкой, при которой элементы, присутствующие в металле, переходят в раствор. Структура кристаллической решетки металла может иметь дефекты, являющиеся источником пластичности. Термическая обработка помогает устранить эти дефекты.
Он делает это путем превращения металла в раствор мелких частиц. Это работает для укрепления металлического материала. После тщательного нагрева металла до необходимой температуры его максимально быстро закаливают. Закалка помогает металлу улавливать частицы в растворе. В некоторых случаях технические специалисты могут добавлять в сплав примеси для дальнейшего повышения прочности.
Закалка помогает металлу улавливать частицы в растворе. В некоторых случаях технические специалисты могут добавлять в сплав примеси для дальнейшего повышения прочности.
Целью закалки является повышение прочности металла. В то же время он делает металл более хрупким, снижая пластичность. Поэтому поможет, если вы закалите металл после процесса закалки.
ЗакалкаЭто еще один процесс термообработки, который помогает повысить упругость стали. Сплавы на основе железа обычно твердые, но часто слишком хрупкие для определенных применений. Закалка помогает изменить твердость, хрупкость и пластичность металла. Это делается для того, чтобы упростить процесс обработки.
В этом случае нагрев происходит при температуре ниже критической. Более низкие температуры, как правило, уменьшают хрупкость и сохраняют твердость. Отпуск помогает уменьшить твердость, вызванную закалкой. Таким образом, вы можете развивать новые физические свойства вашего металла. Поэтому отпуск часто должен следовать за закалкой во время термической обработки.
Поэтому отпуск часто должен следовать за закалкой во время термической обработки.
Этот процесс подходит для таких металлов, как сталь, алюминий, медь, серебро или латунь. Отжиг заключается в нагреве металла до определенной температуры. Затем вы выдерживаете металл при этой температуре в течение некоторого времени для трансформации. Затем происходит воздушное охлаждение.
Охлаждение серебра, меди и латуни может происходить медленно или быстро. Однако для эффективного отжига охлаждение стали должно быть постепенным. Отжиг действует противоположно закалке. Он снижает твердость металла, повышая его пластичность. Таким образом, он облегчает работу с металлом. Это также отличный способ починить слабый металл. В то же время он способствует снятию внутренних напряжений в металлах.
Нормализация Нормализация — еще одна форма отжига. При этом металлический материал нагревается до 200°F, что выше, чем при отжиге. Техник держит металл при критической температуре, пока не произойдет превращение. Этот процесс термообработки требует воздушного охлаждения после нагрева.
Техник держит металл при критической температуре, пока не произойдет превращение. Этот процесс термообработки требует воздушного охлаждения после нагрева.
Этот процесс приводит к более мелким аустенитным зернам. Воздушное охлаждение способствует получению более измельченных ферритных зерен. Он работает, чтобы удалить любую форму внутреннего напряжения из металлов. Внутренние напряжения могут привести к разрушению металла. Поэтому очень важно нормализовать металл. Тогда закалка может обеспечить успех производственных процессов.
ЗаключениеТермическая обработка металлов является отличным способом улучшения механических свойств металлов. Помимо физических, он также может улучшить электрические и магнитные свойства металла. Это дополнительно улучшает совместимость детали с другими материалами.
Как вы уже знаете, различные процессы термической обработки могут улучшить вашу продукцию. Тем не менее, вам нужны лучшие руки для работы над вашим проектом, чтобы получить желаемые результаты.
RapidDirect позволяет легко получать детали идеальной формы с помощью термообработки. Мы можем похвастаться наличием мощностей, которые выполняют широкий спектр операций термической обработки. Наши процессы термообработки выполняются лучшими техниками и инженерами в отрасли. Мы готовы использовать наши знания и опыт, чтобы предложить лучшие услуги. Вы можете быть уверены в адекватной поддержке и продуктах, отвечающих вашим уникальным требованиям. Все это вы получаете по конкурентоспособным ценам.
Часто задаваемые вопросы – Термическая обработка металловДелает ли термическая обработка металлов их прочнее?
Нагрев до определенного диапазона температур может дать более чистый и твердый металл. Термическая обработка обычно создает более прочные металлы. Однако также возможно, что некоторые виды обработки могут сделать металл слабее.
Что происходит при термической обработке металлов?
Повышение температуры металла увеличивает площадь его поверхности, объем и длину.