основные виды, плюсы и минусы
 Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Термообработка металла является важной частью производственного процесса в цветной и чёрной металлургии. После этой процедуры материалы приобретают необходимые характеристики. Термообработку использовали довольно давно, но она была несовершенна. Современные методы позволяют достичь лучших результатов с меньшими затратами, и снизить стоимость.
Особенности термической обработки
Для придания нужных свойств металлической детали она подвергается термической обработке. Во время этого процесса происходит структурное изменение материала.
Металлические изделия, используемые в хозяйстве, должны быть устойчивыми к внешнему воздействию. Чтобы этого достичь, металл необходимо усилить при помощи воздействия высокой температуры. Такая обработка меняет форму кристаллической решётки, минимизирует внутреннее напряжение и улучшает его свойства.
Виды термической обработки стали
Термообработка стали сводится к трём этапам: нагреву, выдержке и быстрому охлаждению. Существует несколько видов этого процесса, но основные этапы у них остаются одинаковыми.
Выделяют такие виды термической обработки:
- Техническая (отпуск, закалка, криогенная обработка, старение).
- Термомеханическая, при которой используют не только высокую температуру, но и физическое воздействие на металл.
- Химико-термическая включает в себя термическую обработку металла с последующим воздействием на поверхность азотом, хромом или углеродом.
Отжиг
Это производственный процесс нагрева металла до заданной температуры, а затем медленного охлаждения, которое происходит естественным путём. В результате этой процедуры устраняется неоднородность металла, снижается внутреннее напряжение, и уменьшается твёрдость сплава, что значительно облегчает его переработку. Существует два вида отжига: первого и второго рода.
При отжиге первого рода фазовое состояние сплава изменяется незначительно. У него есть разновидности:
- Гомогенизированный — температура составляет 1100−1200 °C, металл выдерживается от 7−14 часов в таких условиях.
- Рекристаллизационный — температура отжига 100−200 °C, эта процедура используется для клёпаной стали.
При отжиге второго рода происходит фазовое изменения металла. Процесс имеет несколько видов:
 Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.- Неполный — сплав нагревается до критической точки и долго остывает.
- Диффузионный — отжиг производится при температуре 1100−1200 °C.
- Изотермический — нагрев металла происходит как при полном отжиге, но охлаждение ниже критической температуры, остывание на открытом воздухе.
- Нормализованный — производится полный отжиг металла с остыванием на воздухе.
 Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.
Полный отжиг — металл нагревается на 25−40 °C выше критического значения для этого материала и охлаждается со специальной скоростью.Закалка
Это процесс манипуляции металлом для достижения мартенситного превращения, чем обеспечивается повышенная прочность и уменьшенная пластичность изделия. При закалке сплав нагревают до критического значения, как и при отжиге, но процесс охлаждения производится значительно быстрее, и для этого используют ванную с жидкостью. Существует несколько видов закалки:
- Закалка в одной жидкости, для мелких деталей используют масло, а для крупных — воду.
- Прерывистая закалка — понижение температуры происходит в два этапа: резкое охлаждение до температуры в 300 °C, с помощью воды, а затем изделие помещают в масло или на открытый воздух.
- Ступенчатая — при достижении металла необходимой температуры, его охлаждают в расплавленных солях, а затем на открытом воздухе.
- Изотермическая — сходный со ступенчатой, отличается во времени выдержки.
- Закалка с самоотпуском, сплав охлаждается не полностью, оставляется тёплый участок в середине. В результате металл получает повышенную прочность и высокую вязкость. Такое сочетание отлично подходит для ударных инструментов.
Неправильно сделанная закалка может привести к появлению таких дефектов:
- обезуглероживание;
- трещины;
- коробление или поводки.
Главная причина поводок и трещин — неравномерное изменение размера детали при охлаждении или нагреве. Они также могут возникнуть при резком повышении прочности в отдельных местах. Лучший способ избежать этих проблем — медленное охлаждение металла до значения мартенситного превращения.
Поводка и коробление возникает при неравномерном охлаждении искривлённых деталей. Эти дефекты довольно невелики и могут быть исправлены шлифованием. Предварительный отжиг деталей и их постепенный и равномерный нагрев помогут избежать коробления.
Обезуглероживание металла происходит в результате выгорания углерода при длительном нагреве. Интенсивность процесса зависит от температуры нагрева, чем она выше, тем быстрее процесс. Для исправления деталь нагревают в нейтральной среде (муфельной печи).
Окалины на поверхности металла приводят к угару и деформации изделия. Это снижает скорость нагрева и делает механическую обработку более трудной. Окалины удаляются химическим или механическим способом. Для того чтобы избежать их появления, нужно использовать специальную пасту (100 г жидкого стекла, 25 г графита, 75 г огнеупорной глины, 14 г буры, 100 г воды, 30 г карборунда). Состав наносится на изделия и оставляется до полного высыхания, а затем нагревается как обычно.
Отпуск
Он смягчает воздействие закалки, снимает напряжение, уменьшает хрупкость, повышает вязкость. Отпуск производится с помощью нагрева детали, закалённой до критической температуры. В зависимости от значения температуры можно получить состояния тростита, мартенсита, сорбита. Они отличаются от похожих состояний в закалке по свойствам и структуре, которая более точечная. Это увеличивает пластичность и прочность сплава. Металл с точечной структурой имеет более высокую ударную вязкость.
В зависимости от температуры различают такие виды отпуска: низкий, средний, высокий.
Для точного определения температуры используют таблицу цветов. Плёнка окислов железа придаёт металлу разные цвета. Она появляется, если изделие очистить от окалин и нагреть до 210 °C, при повышении температуры толщина плёнки увеличивается.
При низком отпуске (температура до 300 °C) в составе сплава остаётся мартенсит, который изменяет структуру материала. Кроме того, выделяется карбид железа. Это увеличивает вязкость стали и уменьшает её твёрдость. При низком отпуске металл охлаждают в соляных и масляных ваннах.
Высокий отпуск значительно улучшает механические свойства стали, увеличивает вязкость, пластичность, прочность. Её широко используют для изготовления рессор, шатунов двигателей, кузнечных штампов, осей автомобилей. Для мелкозернистой легированной стали отпуск проводят сразу после нормализации.
Чтобы увеличить обрабатываемость металла, его нормализацию производят при высокой температуре (970 °C), что повышает его твёрдость. Для уменьшения этого параметра делают высокий отпуск.
Криогенная обработка
Изменения структуры металла можно добиться не только высокой температурой, но и низкой. Обработка сплава при температуре ниже 0 °C широко применяется в разных отраслях производства. Процесс происходит при температуре 195 °C.
Плюсы криогенной обработки:
- Снижает количество аустенита, что придаёт устойчивость размерам деталей.
- Не требует последующего отпуска, что сокращает производственный цикл.
- После такой обработки детали лучше поддаются шлифовке и полировке.
Химико-термическая обработка
Химико-термическая обработка включает в себя не только воздействие с помощью высокой температуры, но и химическое. Результатом этой процедуры является повышенная прочность и износостойкость металла, а также придание огнестойкости и кислотоустойчивости.
Различают такие виды обработки:
- Цементация.
- Азотирование.
- Нитроцементация.
- Борирование.
 Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Цементация стали — представляет собой процесс дополнительной обработки металла углеродом перед закалкой и отпуском. После проведения процедуры повышается выносливость изделия при кручении и изгибе.
Перед началом цементации производится тщательное очищение поверхности, после чего её покрывают специальными составами. Процедуру производят после полного высыхания поверхности.
Различают несколько видов цементации: жидкая, твёрдая, газовая. При первом виде используют специальную печь-ванную, в которую засыпают 75% соды, 10% карбида кремния, 15% хлористого натрия. После чего изделие погружают в ёмкость. Процесс протекает в течение 2 часов при температуре 850 °C.
Твёрдую цементацию удобно выполнять в домашней мастерской. Для неё используют специальную пасту на основе кальцинированной соды, сажи, щавелево-кислого натрия и воды. Полученный состав наносят на поверхность и ждут высыхания. После этого изделие помещают в печь на 2 часа при температуре в 900 °C.
При газовой цементации используют смеси газов, содержащие метан. Процедура происходит в специальной камере при температуре в 900 °C.
Азотирование стали — процесс насыщения поверхности металла азотом при помощи нагрева до 650 °C в аммиачной атмосфере. После обработки сплав увеличивает свою твёрдость, а также приобретает сопротивление к коррозии. Азотирование, в отличие от цементации, позволяет сохранить высокую прочность при больших температурах. А также изделия не коробятся при охлаждении. Азотирование металла широко применяется в промышленности для придания изделию износостойкости, увеличения твёрдости и защиты от коррозии.
Нитроцементация стали заключается в обработке поверхности углеродом и азотом при высокой температуре с дальнейшей закалкой и отпуском. Процедура может осуществляться при температуре 850 °C в газовой среде. Нитроцементацию используют для инструментальных сталей.
При борировании стали на поверхность металла наносят слой бора. Процедура происходит при температуре 910 °C. Такая обработка используется для повышения стойкости штампового и бурового инструментов.
Термомеханическая обработка
При использовании этого метода применяют высокую температуру и пластическую деформацию. Различают такие виды термомеханической обработки:
- Высокотемпературная.
- Низкотемпературная.
- Предварительная.
При высокотемпературной обработке деформация металла происходит после разогрева. Сплав подогревают выше температуры рекристаллизации. После чего производится закалка с отпуском.
Высокотемпературная обработка металла:
- Повышает вязкость.
- Устраняет отпускную хрупкость.
 Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
Такой обработке подвергают конструкционные, инструментальные, углеродистые, пружинные, легированные стали.
При низкотемпературной обработке заготовку после охлаждения выдерживают при температуре ниже значения рекристаллизации и выше мартенситного превращения. На этом этапе делают пластическую деформацию. Такая обработка не даёт устойчивости металлу при отпуске, а для её осуществления необходимо мощное оборудование.
Для осуществления термомеханической обработки необходимо применять специальные приспособления для давления, нагрева и охлаждения заготовки.
Термообработка цветных сплавов
Цветные металлы отличаются по своим свойствам друг от друга, поэтому для них применяют свои виды термообработки. Для выравнивания химического состава меди её подвергают рекристаллизационному отжигу. Латунь обрабатывают при низкой температуре (200 °C). Бронзу подвергают отжигу при температуре 550 °C. Магний закаляют, отжигают и подвергают старению, алюминий подвергают похожей обработке.
В чёрной и цветной металлургии широко применяются разные виды термической обработки металлов. Их используют для получения нужных свойств у сплавов, а также экономии средств. Для каждой процедуры и металла подбираются свои значения температуры.
tokar.guru
Комплексная термическая обработка металлов
КОМПЛЕКСНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Комплексная термическая обработка металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью. Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Термическая обработка (термообработка) стали, сплавов бывает следующих видов: отжиг, нормализация, закалка, отпуск.
- Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термобработка (т.е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
- Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
- Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
- Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термобработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
ОТЖИГ СТАЛИ
 Отжиг — процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный, неполный, изотермический отжиги. Ниже рассмотрен отжиг, его виды, применительно к стали.
Отжиг — процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода, его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений, диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный, неполный, изотермический отжиги. Ниже рассмотрен отжиг, его виды, применительно к стали.
- Возврат (отдых) стали – нагрев до 200 – 400°C, отжиг для уменьшения или снятия наклепа. По результатам отжига наблюдается уменьшение искажений кристаллических решеток у кристаллитов и частичное восстановление физико-химических свойств стали.
- Рекристаллизационный отжиг стали (рекристаллизация) — нагрев до температур 500 – 550°C; отжиг для снятия внутренних напряжений – нагрев до температур 600 – 700°C. Эти виды отжига снимают внутренние напряжения металла отливок от неравномерного охлаждения их частей, также в заготовках, обработанных давлением (прокаткой, волочением, штамповкой) с использованием температур ниже критических. Вследствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600°C. Охлаждение после выдержки при заданной температуре должно быть достаточно медленным: вследствии ускоренного охлаждения металла вновь возникают внутренние напряжения.
- Диффузионный отжиг стали (гомогенизация) применяется тогда, когда сталь имеет внутрикристаллическую ликвацию. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. По результатам отжига, сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называет также гомогенизацией. Температура гомогенизации должна быть достаточно высокой, однако нельзя допускать пережога, оплавления зерен. Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком. Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно).
- Полный отжиг стали связан с фазовой перекристаллизацией, измельчением зерна при температурах точек АС1 и АС2. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры готовой детали. Для полного отжига сталь нагревают на 30-50°Cвыше температуры линии GSK и медленно охлаждают. После отжига избыточный цементит (в заэвтектоидных сталях) и эвтектоидный цементит имеют форму пластинок, поэтому и перлит называют пластинчатым
- При отжиге стали на пластинчатый перлит заготовки оставляют в печи до охлаждения, чаще всего при частичном подогреве печи топливом, чтобы скорость охлаждения была не больше 10-20°C в час. Отжигом также достигается измельчение зерна. Крупнозернистая структура, например, доэвтектоидной стали, получается при затвердевании вследствие свободного роста зерен (если охлаждение отливок медленное), а также в результате перегрева стали. Эта структура называется видманштетовой (по имени австрийского астронома А. Видманштеттена, открывшего в 1808 г. такую структуру на метеорном железе). Такая структура придает низкую прочность заготовке. Структура характерна тем, что включения феррита (светлые участки) и перлита (темные участки) располагаются в виде вытянутых пластин под различными углами друг к другу. В заэвтектоидный сталях видманштетова структура характеризуется штрихообразным расположением избыточного цементита. Размельчение зерна связано с перекристаллизацией альфа-железа в гамма-железо; вследствии охлаждения и обратного переходе гамма-железа в aльфа-железо мелкозернистая структура сохраняется. Таким образом, одним из результатов отжига на пластинчатый перлит является мелкозернистая структура.
- Неполный отжиг стали связан с фазовой перекристаллизацией лишь при температуре точки А С1; неполный отжиг применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
- Отжиг стали на зернистый перлит применяют обычно для эвтектоидных, заэвтектоидных сталей, для повышения пластичности, вязкости стали и уменьшения ее твердости. Для получения зернистого перлита сталь нагревают выше точки АС1, затем выдерживают недолго, чтобы цементит растворился в аустените не полностью. Затем сталь охлаждают до температуры несколько ниже Ar1, выдерживают при такой температуре несколько часов. При этом частицы оставшегося цементита служат зародышами кристаллизации для всего выделяющегося цементита, который нарастает округлыми (глобулярными) кристаллитами, рассеянными в феррите. Свойство зернистого перлита существенно отличаются от свойств пластинчатого в сторону меньшей твердости, но большей пластинчатости и вязкости. Особенно это относится к заэвтектоидной стали, где весь цементит (как эвтектоидный, так избыточный) получается в виде глобулей.
- Изотермический отжиг — после нагрева и выдержки сталь быстро охлаждают до температуры несколько ниже точки А 1, затем выдерживают при этой температуре до полного распадения аустенита на перлит, после чего охлаждают на воздухе. Применение изотермического отжига значительно сокращает время, а также повышает производительность. Например, обыкновенный отжиг легированной стали длится 13-15 ч, а изотермический – всего 4-7 ч.
ЗАКАЛКА СТАЛИ
 Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает большую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение.
Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает большую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение.
Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
В зависимости от температуры нагрева, закалку подразделяют на полную и неполную. В случае полной закалки материал нагревают на 30 — 50°C выше линии GS для доэвтектоидной стали и эвтектоидной, заэвтектоидная линия PSK, в этом случае сталь приобретает структуру аустенит и аустенит + цементит. При неполной закалке производят нагрев выше линии PSK диаграммы, что приводит к образованию избыточных фаз по окончании закалки.
Неполная закалка, как правило, применяется для инструментальных сталей. Закалка снимается отпуском материала. В некоторых изделиях закалка выполняется частично, например при изготовлении японских катан, закалке подвергается только режущая кромка меча.
Закалочные среды
При закалке для переохлаждения аустенита до температуры мартенситного превращения требуется быстрое охлаждение, но не во всём интервале температур, а только в пределах 650-400 °C, то есть в том интервале температур в котором аустенит менее всего устойчив, быстрее всего превращается в феритно-цементитную смесь. Выше 650 °C скорость превращения аустенита мала, и поэтому смесь при закалке можно охлаждать в этом интервале температур медленно, но, конечно, не настолько, чтобы началось выпадение феррита или превращение аустенита в перлит.
Механизм действия закалочных сред (вода, масло, водополимерная закалочная среда (Термат), а также охлаждение деталей в растворах солей) следующий. В момент погружения изделия в закалочную среду вокруг него образуется плёнка перегретого пара, охлаждение происходит через слой этой паровой рубашки, то есть относительно медленно. Когда температура поверхности достигает некоторого значения (определяемого составом закаливающей жидкости), при котором паровая рубашка разрывается, то жидкость начинает кипеть на поверхности детали, и охлаждение происходит быстро.
Первый этап относительно медленного кипения называется стадией плёночного кипения, второй этап быстрого охлаждения — стадией пузырькового кипения. Когда температура поверхности металла ниже температуры кипения жидкости, жидкость кипеть уже не может, и охлаждение замедлится. Этот этап носит название конвективного теплообмена.
Способы закалки
- Закалка в одном охладителе — нагретую до определённых температур деталь погружают в закалочную жидкость, где она остаётся до полного охлаждения. Этот способ применяется при закалке несложных деталей из углеродистых и легированных сталей.
- Прерывистая закалка в двух средах — этот способ применяют при закалке высокоуглеродистых сталей. Деталь сначала быстро охлаждают в быстро охлаждающей среде (например воде), а затем в медленно охлаждающей (масло).
- Струйчатая закалка заключается в обрызгивании детали интенсивной струёй воды и обычно её применяют тогда, когда нужно закалить часть детали. При этом способе не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем простая закалка в воде. Такая закалка обычно производится в индукторах на установках ТВЧ.
- Ступенчатая закалка — закалка, при которой деталь охлаждается в закалочной среде, имеющей температуру выше мартенситной точки для данной стали. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит.
- Изотермическая закалка. В отличие от ступенчатой при изотермической закалке необходимо выдерживать сталь в закалочной среде столько времени, чтобы успело закончиться изотермическое превращение аустенита.
ОТПУСК СТАЛИ

Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, троостита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение y и ударную вязкость а н, повышенное удлинение d и предел текучести s т по сравнению со сталью с пластинчатой структурой.
Мартенсит закалки имеет неустойчивую тетрагональную решетку, а мартенсит отпуска – устойчивую центрированную кубическую решетку альфа-железа.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости. Тонкая пленка окисдов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°C; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300°C) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях. Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали. Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330°C в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°C) и высоком (500-700°C) отпуске сталь из состояния мартенсита переходит соответственно в состояние троостита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость. При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение таких показателей как прочность, пластичность и вязкость, поэтому высокий отпуск стали после закалки ее на мартенсит применяют для термической обработки кузнечным штампов, пружин, рессор, а высокий – для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом. Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°C), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
НОРМАЛИЗАЦИЯ СТАЛИ

Нормализацией называют такой вид термической обработки, когда сталь нагревают на 30 — 50°C выше верхних критических температур Асз или Аст и после выдержки при этих температурах охлаждают на спокойном воздухе. Таким образом, от отжига нормализация отличается более быстрым охлаждением изделия (примерно в 2 раза).
Нормализация является более дешевой операцией, чем отжиг, так как печи используются только для нагрева и выдержки изделия при температуре нагрева, а охлаждение производится вне печи. Кроме того, нормализация ускоряет процесс термической обработки. Таким образом, отжиг выгодно заменять нормализацией. Однако это не всегда возможно, так как у некоторых сталей твердость после нормализации возрастает более значительно, чем при отжиге. Малоуглеродистые стали рекомендуется подвергать нормализации, так как у них практически отсутствует разница в свойствах после отжига и нормализации.
Стали, содержащие свыше 0,4% углерода, после нормализации получают повышенную твердость. Такие стали лучше отжигать. На практике и такие стали часто подвергают нормализации вместо отжига, а затем высокому отпуску при температурах 650 — 700°C для уменьшения твердости. Нормализацию применяют для получения мелкозернистой структуры в отливках и поковках, для устранения внутренних напряжений и наклепа, для подготовки структуры стали к закалке.
Для некоторых изделий нормализация является не предварительной, а окончательной операцией термической обработки. В этом случае после нормализации изделия подвергают высокому отпуску для снятия внутренних напряжений, образовавшихся при охлаждении изделия на воздухе.
www.metiz.com.tw
Термическая обработка готовых изделий. Работы по металлу
Термическая обработка готовых изделий
Термическая обработка проводится с готовой уже поковкой и служит для того, чтобы изменить структуру металла. От правильного ее выполнения зависит качество изделия и его долговечность.
Закалка
Она предназначена для придания изделиям из металла большей прочности и твердости. Но следует помнить, что при этом они становятся хрупкими. Обычно закаливаются рабочие части инструментов и детали механизмов, подвергающиеся тяжелым нагрузкам. Изделия из низкоуглеродистой стали практически не меняют своих свойств после закалки, поэтому подвергают их термической обработке крайне редко.
Нагрев
Деталь нагревают до температуры, превышающей на 30–70 °C температуру установления правильной кристаллической структуры. Время нагрева должно быть достаточным для установления равномерного строения во всем объеме металла. Оно зависит от размеров детали и ее формы, а также от сорта стали.
Слишком длительная выдержка приводит к тому, что зерна металла увеличиваются, и он теряет прочность. Поэтому продолжительность выдержки ориентировочно берется равной 0,2 от времени нагрева. В горне деталь следует расположить так, чтобы холодный воздух из фурмы не попадал на ее поверхность. Для этого заготовку кладут на слой смешанного с золой угля.
Охлаждение
Очень важной частью закалки является охлаждение. От него зависит установление необходимой структуры металла.
Скорость охлаждения не должна быть меньше 150 °C в секунду. Так как температуру заготовки целесообразнее всего доводить до 400–450 °C, то продолжительность процесса составляет лишь 2–3 секунды.
В качестве жидкостей для охлаждения используются вода и трансформаторное масло. В последнем скорость понижения температуры меньше, при нормальных условиях она не превышает 180 °C в секунду. В холодной воде охлаждение идет быстрее – примерно 600 °C в секунду.
При погружении раскаленной детали в жидкость очень важно, чтобы температура последней повышалась очень незначительно. Если объем ее небольшой, то увеличить конвекцию можно помешиванием.
Хороший результат дает закалка в проточной воде, так как при этом образующийся между заготовкой и жидкостью слой пара быстро рассеивается. Улучшить качество закалки можно добавлением в емкость поваренной соли, соды (до 10 %) или серной кислоты (до 12 %).
Когда требуется закалить только часть изделия, например рабочую часть инструмента, после опускания на необходимую глубину его несколько раз перемещают в вертикальном направлении, чтобы не образовалось трещин в промежуточной части.
При неправильном погружении в воду изделие может покоробиться от неравномерного охлаждения. Чтобы этого избежать, надо опускать детали в воду так, как это показано на рис. 157.
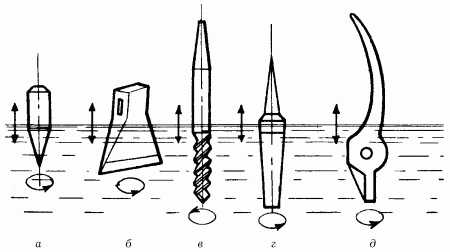
Рис. 157. Погружение поковок в охлаждающую жидкость: а – зубило; б – топор; в – сверло; г – напильник; д – клещи.
Скорость охлаждения так же, как и скорость нагрева, зависит от размеров заготовки и материала, из которого она сделана. Изделия из малоуглеродистых сталей охлаждают в воде, но если они имеют сложную форму, то лучше проводить процесс в масле, иначе на поверхности могут появиться трещины.
У заготовок большой площади сечения верхние слои охлаждаются быстрее нижних, поэтому закалка внешней части гораздо более сильная. Если сталь содержит легирующие элементы – такие, как марганец, хром и другие – то глубина закалки увеличивается.
Часто кузнецы выполняют закалку изделий сразу после ковки, что позволяет значительно экономить топливо. Для этого ковка выполняется с таким расчетом, чтобы после ее окончания металл имел температуру, при которой можно проводить закаливание.
Способы закалки
С понижением накала изделия скорость охлаждения тоже должна меняться. В интервале 650–450 °C она должна быть не больше 30 °C в секунду. Чтобы достичь такого режима, пользуются способом, который называется «через воду в масло».
Заготовку опускают сначала на несколько секунд в воду, а затем быстро переносят в масло. Время выдержки составляет 1–1,5 секунды на каждые 5 мм сечения детали. Такой способ применяется для закалки инструментов, сделанных из низкоуглеродистой стали.
Часто у различных режущих инструментов требуется закалить только верхнюю поверхность, а середину оставить мягкой. В этом случае пользуются поверхностным способом закалки.
Изделие на короткий срок помещают в горн или раскаленную до 1000 °C печь, а затем подвергают быстрому охлаждению под проточной водой. При этом надо тщательно соблюдать температурный режим закалки, в противном случае не исключено образование трещин.
Закалка различается по интенсивности. Получить сильную степень можно с использованием охлажденной до 15–18 °C воды и добавками соли и соды.
Среднюю закалку дает погружение поковки в горячую воду, а также добавление нефти, мазута, жидкого минерального масла и пр. Эти материалы образуют на поверхности пленку толщиной до 3 мм, которая более плавно охлаждает деталь.
Закалка с использованием в качестве охлаждающего материала струи воздуха или расплавленного свинца получается самой слабой.
Таким способом закаливают художественные изделия и части несущих конструкций, требующих большой точности расположения частей.
Отпуск
После закалки изделия приобретают не только прочность, но и излишнюю твердость. За счет сохраняющихся в поковке закалочных напряжений появляются трещины. Если начать работу закаленным молотком, то от него будут откалываться маленькие кусочки металла, другие детали от ударов крошатся.
Для устранения этих дефектов изделие необходимо подвергнуть отпуску. Эта операция после закалки обязательна и состоит в нагревании предмета до определенной температуры, выдерживании при ней в течение 10 минут и последующем медленном охлаждении. Она служит для придания металлу большей пластичности.
Перед началом отпуска поверхность зачищают. При нагревании она начинает покрываться тонкой оксидной пленкой, которая с увеличением температуры меняет свой цвет. По ней можно следить за сроком окончания отпуска.
При естественном освещении температуры соответствуют следующим цветам побежалости:
– 220 °C – светло-желтый;
– 230 °C – желтый;
– 240 °C – золотисто-желтый;
– 255 °C – коричнево-желтый;
– 265 °C – красно-коричневый;
– 275 °C – ярко-красный;
– 285 °C – фиолетовый;
– 305 °C – темно-синий;
– 325 °C – светло-синий;
– 345 °C – серый.
При высоких температурах поверхность металла покрывается темным налетом, который пропадает только после достижения отметки 600 °C, то есть с появлением цветов каления.
В зависимости от требуемых свойств и материала, из которого изготовляется деталь, используются разные виды отпусков.
Высокий отпуск
Так сокращенно называется высокотемпературный отпуск, при котором сильно увеличивается пластичность и почти полностью ликвидируются закалочные напряжения.
Детали нагревают до 450–650 °C, выдерживают в зависимости от площади поперечного сечения 5–10 минут (полное прогревание) и охлаждают.
Углеродистую сталь можно охлаждать на открытом воздухе, а легированную – в воде, так как иначе металл не приобретет пластичности.
Следует отметить, что прочность стали при высоком отпуске значительно снижается. Поэтому данный способ не используют при изготовлении инструментов.
Основное его применение – в комбинации с закалкой. Этот прием называется улучшением и дает оптимальное соотношение между прочностью стали и ее вязкостью. Ему подвергаются детали, испытывающие сильное давление, например оси колес или цепи.
Средний отпуск
Он состоит в нагревании закаленной детали до температуры 350–500 °C (серый цвет побежалости), выдержке и охлаждении на открытом воздухе.
В результате обработки внутренние напряжения в металле снимаются, повышается вязкость, и изделия сохраняют как прочность, так и пластичность. Их обычно используют там, где присутствуют высокое трение и динамические нагрузки. Так отпускают пружины, рессоры и т. д.
Низкий отпуск
Низкотемпературный отпуск проводят с нагреванием до 140–300 °C и последующим охлаждением. Чем выше температура, тем большей мягкостью будет обладать поковка, приобретенная при закалке твердость не теряется.
Подвергать отпущенные при слабом нагревании детали изгибам и другим видам пластических деформаций нельзя. Благодаря большой твердости металла этот способ используется при закалке режущих и измерительных инструментов.
Отпуск закаленных инструментов
Часто закалку и отпуск при изготовлении кузнечных инструментов делают одновременно. Эта операция называется самоотпуском.
Нагретую для закалки поковку охлаждают не полностью, а до 400–450 °C. Участок поверхности обрабатывают на наждачном круге или с помощью любого абразива до снятия верхнего слоя окалины. Затем по цвету побежалости определяют температуру начала отпуска и окончательно остужают изделие в воде.
Обычный отпуск выполняют следующим образом. Поверхность изделия тщательно очищают от налета, шлифуют и нагревают. По цветам побежалости, которые меняются очень быстро, следят за моментом, когда инструмент достигнет нужной температуры. Затем его быстро охлаждают.
Если нужно закалить только рабочую поверхность инструмента, нагрев производится чуть выше его режущего конца. Температура должна быть немного выше требуемой.
Затем рабочую поверхность инструмента аккуратно погружают в воду, с остывшего конца шкуркой удаляют окалину. Теплота, оставшаяся в верхней части, передается к холодной части заготовки, и она начинает нагреваться. После достижения нужной температуры деталь окончательно охлаждают.
Проводить закалку и отпуск инструмента с двумя рабочими концами, например чеканного молотка или ручника, следует так, чтобы между ними оставался слой мягкой незакаленной стали. Это можно сделать за один прием, нагревая целиком всю заготовку.
Когда металл достигает нужной температуры, изделие охлаждают в воде, начиная с меньшего конца. Его погружают в воду и по цвету побежалости следят за вторым концом, чтобы он не остыл раньше времени. После того как второй конец достигнет нужной температуры, его, в свою очередь, опускают в воду, а меньший очищают от окалины.
Когда на нем появится нужный цвет побежалости, его опять охлаждают.
Остужая таким образом по очереди то одну, то другую части изделия, производят закалку концов. Середина должна оставаться нагретой и сохранять запас энергии, поэтому для вращения лучше использовать клещи с узкими губками.
Если в закаленном изделии требуется отпустить только небольшой участок, берут клещи с ровными массивными губками, нагревают их до нужной температуры и зажимают металл в выбранном месте. Этот способ используется тогда, когда необходимо пробить отверстие в уже закаленном инструменте.
Термическая обработка цветных металлов и сплавов
Выше приводилось разделение алюминиевых сплавов на две группы. Металлы, относящиеся к первой группе, легко деформируются и имеют небольшой запас прочности. Поэтому для их обработки больше подходит холодная ковка. Из этих материалов делаются легкие детали художественных композиций.
Алюминиевые сплавы
Сплавы второй группы после нагревания приобретают повышенную прочность в сочетании с хорошей пластичностью. Процесс термической обработки состоит из двух частей: закалки и старения.
Закалка проводится при температуре около 500–505 °C с последующим остужением в воде до 150–165 °C. Затем деталь выдерживают в течение 2–3 суток при комнатной температуре (так называемое естественное старение) или несколько часов при повышенной (искусственное старение).
Медные сплавы
За счет образования наклепа во время холодной ковки прочность латуни резко увеличивается, но теряется вся пластичность. Данное свойство используют для изготовления предметов быта, так как изделия из этого сплава к тому же не окисляются при контакте с большинством жидкостей.
Если требуется снять наклеп, проводят рекристаллизационный отжиг при температуре 600–700° С в течение 2–3 часов. Для сохранения таких изделий нужно проводить сезонный отжиг при 200–300 °C, чтобы они не потрескались от влажности.
Бронзовые поковки подвергают нормализующему нагреванию до температуры 600–650 °C и старению, после чего металл восстанавливает свои пластические свойства.
Алюминиевые бронзы можно подвергать закалке нагреванием до 950 °C с последующим остужением в проточной воде. Изделия после такой обработки приобретают высокую прочность.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Термическая обработка металлов и сплавов
Курсовая работа
на тему: «Термическая обработка металлов и сплавов»
Введение
Термическую обработку применяют на различных стадиях производства деталей машин и металлоизделий. В одних случаях она может быть промежуточной операцией, служащей для улучшения обрабатываемости сплавов давлением, резанием, в других – является окончательной операцией, обеспечивающей необходимый комплекс показателей механических, физических и эксплуатационных свойств изделий или полуфабрикатов. Полуфабрикаты подвергают термической обработке для улучшения структуры, снижения твердости (улучшения обрабатываемости), а детали – для придания им определенных, требуемых свойств (твердости, износостойкости, прочности и других).
В результате термической обработки свойства сплавов могут быть изменены в широких пределах. Возможность значительного повышения механических свойств после термической обработки по сравнению с исходным состоянием позволяет увеличить допускаемые напряжения, уменьшить размеры и массу машин и механизмов, повысить надежность и срок службы изделий. Улучшение свойств в результате термической обработки позволяет применять сплавы более простых составов, а поэтому более дешевые. Сплавы приобретают также некоторые новые свойства, в связи с чем расширяется область их применения.
Назначение и виды термической обработки
Термической (тепловой) обработкой называются процессы, сущность которых заключается в нагреве и охлаждении изделий по определенным режимам, в результате чего происходят изменения структуры, фазового состава, механических и физических свойств материала, без изменения химического состава.
Назначение термической обработки металлов – получение требуемой твердости, улучшение прочностных характеристик металлов и сплавов. Термическая обработка подразделяется на термическую, термомеханическую и химико-термическую. Термическая обработка – только термическое воздействие, термомеханическая – сочетание термического воздействия и пластической деформации, химико-термическая – сочетание термического и химического воздействия. Термическая обработка, в зависимости от структурного состояния, получаемого в результате ее применения, подразделяется на отжиг (первого и второго рода), закалку и отпуск.
Отжиг
Отжиг – термическая обработка заключающаяся в нагреве металла до определенных температур, выдержка и последующего очень медленного охлаждения вместе с печью. Применяют для улучшения обработки металлов резанием, снижения твердости, получения зернистой структуры, а также для снятия напряжений, устраняет частично (или полностью) всякого рода неоднородности, которые были внесены в металл при предшествующих операциях (механическая обработка, обработка давлением, литье, сварка), улучшает структуру стали.
Отжиг первого рода . Это отжиг при котором не происходит фазовых превращений, а если они имеют место, то не оказывают влияния на конечные результаты, предусмотренные его целевым назначением. Различают следующие разновидности отжига первого рода: гомогенизационный и рекристаллизационный.
Гомогенизационный – это отжиг с длительной выдержкой при температуре выше 950ºС (обычно 1100–1200ºС) с целью выравнивания химического состава.
Рекристаллизационный – это отжиг наклепанной стали при температуре, превышающей температуру начала рекристаллизации, с целью устранения наклепаи получение определенной величины зерна.
Отжиг второго рода . Это отжиг, при котором фазовые превращения определяют его целевое назначение. Различают следующие виды: полный, неполный, диффузионный, изотермический, светлый, нормализованный (нормализация), сфероидизирующий (на зернистый перлит).
Полный отжиг производят путем нагрева стали на 30–50 °С выше критической точки, выдержкой при этой температуре и медленным охлаждением до 400–500 °С со скоростью 200 °С в час углеродистых сталей, 100 °С в час для низколегированных сталей и 50 °С в час для высоколегированных сталей. Структура стали после отжига равновесная, устойчивая.
Неполный отжиг производится путем нагрева стали до одной из температур, находящейся в интервале превращений, выдержкой и медленным охлаждением. Неполный отжиг применяют для снижения внутренних напряжений, понижения твердости и улучшения обрабатываемости резанием
Диффузионный отжиг . Металл нагревают до температур 1100–1200ºС, так как при этом более полно протекают диффузионные процессы, необходимые для выравнивания химического состава.
Изотермический отжиг заключается в следующем: сталь нагревают, а затем быстро охлаждают (чаще переносом в другую печь) до температуры, находящейся ниже критической на 50–100ºС. В основном применяется для легированных сталей. Экономически выгоден, так как длительность обычного отжига (13 – 15) ч, а изотермического отжига (4 – 6) ч
Сфероидизирующий отжиг (на зернистый перлит ) заключается в нагреве стали выше критической температуры на 20 – 30 °С, выдержке при этой температуре и медленном охлаждении.
Светлый отжиг осуществляется по режимам полного или неполного отжига с применением защитных атмосфер ил в печах с частичным вакуумом. Применяется с целью защиты поверхности металла от окисления и обезуглероживания.
Нормализация – заключается в нагреве металла до температуры на (30–50) ºС выше критической точки и последующего охлаждения на воздухе. Назначение нормализации различно в зависимости от состава стали. Вместо отжига низкоуглеродистые стали подвергают нормализации. Для среднеуглеродистых сталей нормализацию применяют вместо закалки и высокого отпуска. Высокоуглеродистые стали подвергают нормализации с целью устранения цементитной сетки. Нормализацию с последующим высоким отпуском применяют вместо отжига для исправления структуры легированных сталей. Нормализация по сравнению с отжигом – более экономичная операция, так как не требует охлаждения вместе с печью.
Закалка
Закалка – это нагрев до оптимальной температуры, выдержка и последующее быстрое охлаждение с целью получения неравновесной структуры.
В результате закалки повышается прочность и твердость и понжается пластичность стали. Основные параметры при закалке – температура нагрева и скорость охлаждения. Критической скоростью закалки называется скорость охлаждения, обеспечивающая получение структуры – мартенсит или мартенсит и остаточный аустенит.
В зависимости от формы детали, марки стали и требуемого комплекса свойств применяют различные способы закалки.
Закалка в одном охладителе . Деталь нагревают до температуры закалки и охлаждают в одном охладителе (вода, масло).
Закалка в двух средах (прерывистая закалка) – это закалка при которой деталь охлаждают последовательно в двух средах: первая среда – охлаждающая жидкость (вода), вторая – воздух или масло.
Ступенчатая закалка . Нагретую до температуры закалки деталь охлаждают в расплавленных солях, после выдержки в течении времени необходимого для выравнивания температуры по всему сечению, деталь охлаждают на воздухе, что способствует снижению закалочных напряжений.
Изотермическая закалка так же, как и ступенчатая, производится в двух охлаждающих средах. Температура горячей среды (соляные, селитровые или щелочные ванны) различна: она зависит от химического состава стали, но всегда на 20–100 °С выше точки мартенситного превращения для данной стали. Окончательное охлаждение до комнатной температуры производится на воздухе. Изотермическая закалка широко применяется для деталей из высоколегированных сталей. После изотермической закалки сталь приобретает высокие прочностные свойства, то есть сочетание высокой вязкости с прочностью.
Закалка с самоотпуском имеет широкое применение в инструментальном производстве. Процесс состоит в том, что детали выдерживаются в охлаждающей среде не до полного охлаждения, а в определенный момент извлекаются из нее с целью сохранения в сердцевине детали некоторого количества тепла, за счет которого производится последующий отпуск.
Отпуск
Отпуск стали является завершающей операцией термической обработки, формирующей структуру, а следовательно, и свойства стали. Отпуск заключается в нагреве стали до различных температур (в зависимости от вида отпуска, но всегда ниже критической точки), выдержке при этой температуре и охлаждении с разными скоростями. Назначение отпуска – снять внутренние напряжения, возникающие в процессе закалки, и получить необходимую структуру.
В зависимости от температуры нагрева закаленной детали различают три вида отпуска: высокий, средний и низкий.
Высокий отпуск производится при температу
mirznanii.com
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ
ОБРАБОТКА МАТЕРИАЛОВ
Термическая и химико-термическая обработка широко применяются в ремонтном производстве для улучшения эксплуатационных характеристик деталей. Это совокупность термических операций, предназначенных для изменения внутреннего строения (микроструктуры) металла под воздействием изменяющейся по определенному циклу температуры и других факторов с целью придания металлу необходимых физико-механических свойств. Любой процесс термической обработки включает три этапа: нагревание детали с определенной скоростью до требуемой температуры, выдержку при этой температуре и охлаждение детали в определенной среде с установленной для данного процесса скоростью. Известные способы термической обработки различаются параметрами процессов, относящихся к этим этапам и определяющим режим термической обработки (температура нагрева, время выдержки при этой температуре, скорость нагрева и скорость охлаждения), а также источниками нагрева и средой, в которой он осуществляется.
В процессах изготовления и восстановления деталей машин термическая обработка применяется для улучшения обрабатываемости заготовок резанием, устранения внутренних остаточных напряжений и опасности образования трещин в отливках, поковках и сварных изделиях, придания материалу деталей требуемых физико-механических свойств. Термическая обработка является эффективным методом обеспечения и восстановления износостойкости, жаростойкости и других эксплуатационных свойств деталей машин.
Термическая обработка может осуществляться только за счет теплового воздействия на материал деталей (собственно термическая обработка), сочетания теплового и механического воздействий (термомеханическая обработка), дополнительного химического воздействия за счет введения в состав материала детали легирующих элементов, образующих с ним химические соединения или твердые растворы (химико-термическя обработка).
Основные виды термической обработки
Основными видами термической обработки, применяемыми в ремонтном производстве, являются отжиг, нормализация, закалка, отпуск, старение, обработка холодом. Важнейший параметр любого вида термической обработки температура нагрева, которая назначается в соответствии с диаграммой состояния для данного сплава, например, диаграммы «железо углерод» применительно к углеродистым сталям.
Отжиг термическая операция, предназначенная для снижения твердости материала детали, увеличения пластичности и вязкости, улучшения его обрабатываемости, а также для устранения неустойчивого состояния металла и снятия в нем внутренних напряжений, образованных при выполнении предшествующих операций (отливка или штамповка заготовки, сварка, черновая механическая обработка и др.). Отжиг происходит в результате медленного охлаждения нагретой до определенной температуры детали вместе с нагревательным устройством. Исходя из решаемых задач, в ремонтном производстве применяют следующие виды отжига: полный, диффузионный, для снятия остаточных напряжений.
Полный отжиг обеспечивается при нагревании изделия до температуры на 3050 °С выше температур, соответствующих критическим точкам для данного материала, и выдержке при этой температуре с последующим медленным охлаждением вместе с печью со скоростью 2050 °С/ч. В результате такого отжига металл приобретает мелкозернистую структуру, повышаются его вязкость и пластичность, снижается твердость, устраняются внутренние напряжения, например в сварных соединениях.
Диффузионный (гомогенизационный) отжиг проводится при необходимости выравнивания за счет диффузионных процессов химического состава заготовок из легированных сталей, наплавленного материала. Для протекания диффузионных процессов температура нагрева стальных деталей должна составлять 11001200 °С. После выдержки в течение 815 ч при такой температуре отжигаемые изделия вначале охлаждают вместе с печью до температуры 800850 °С и окончательно на воздухе.
При отжиге для снятия структурной неоднородности и наклепа материала, полученного им в результате механического упрочнения при холодном пластическом деформировании или черновой обработке резанием (рекристаллизационный отжиг), а также для снятия остаточных напряжений в сварных соединениях и отливках (релаксационный отжиг) изделия нагревают до температуры не выше 727 °С, что исключает фазовые превращения в металле.
Отжиг является длительной операцией. Например, продолжительность отжига при температуре нагрева 600 °С составляет 20 ч. Для сокращения его продолжительности температура нагревания должна приближаться к указанной максимальной и обычно находится в диапазоне 680700 °С. В ряде случаев вместо отжига проводится нормализация.
Нормализация термическая операция, включающая нагрев стальных изделий до температуры 750950 °С, выдержку при этой температуре и последующее их охлаждение на воздухе. Благодаря охлаждению на воздухе длительность процесса нормализации по сравнению с отжигом меньше в несколько раз. Нормализация проводится с целью повышения механических характеристик стали и улучшения ее обрабатываемости резанием, исправления структуры металла после сварки, горячей обработки давлением, а также как подготовительная операция к закалке.
Закалка наиболее распространенный вид термической обработки, которая выполняется перед окончательной механической обработкой или в конце технологического процесса изготовления (восстановления) детали. Она заключается в нагревании стали до определенной температуры, выдержке при ней и последующем быстром охлаждении со скоростью 150200 °С в секунду, что приводит к образованию неравновесной структуры материала. В результате закалки повышаются прочность, твердость, износостойкость и предел упругости стали, а ее пластичность снижается. Указанные свойства зависят от охлаждающей среды и скорости охлаждения стали.
В качестве охлаждающих сред при закалке используют воду, водные растворы солей, щелочей, масло, водомасляные эмульсии и др., имеющие различную охлаждающую способность. Воду применяют для охлаждения углеродистых сталей. Высокая скорость охлаждения деталей в воде может быть причиной возникновения структурных напряжений и образования трещин. Поэтому для деталей из высокоуглеродистых и легированных сталей, а также деталей из углеродистых сталей с поперечным сечением менее 3 мм применяют закалку в машинном масле. Оно обеспечивает меньшую скорость охлаждения деталей, поэтому опасность образования в них трещин резко снижается.
Нагреваемые до высокой температуры при закалке металлы и сплавы, взаимодействуя с кислородом воздуха подвергаются окислению. Происходит также процесс обезуглероживания выгорания углерода из поверхностного слоя. Для предотвращения этих негативных процессов нагрев деталей в необходимых случаях производят в среде инертных или определенного состава газов, а также в расплавах солей и металлов.
Охлаждение детали при закалке может производиться в одной среде или последовательно в двух средах, например, вначале деталь охлаждают до определенной температуры в воде или расплаве солей и окончательно в масле или на воздухе. Закалка последовательно в двух средах создает более благоприятные условия для протекания необходимых фазовых превращений, что способствует уменьшению внутренних напряжений в металле после закалки. Трудность определения момента перенесения детали из одного охладителя в другой требует высокой квалификации от исполнителей.
В зависимости от закона изменения температуры при охлаждении различают непрерывную и ступенчатую закалку. При непрерывной закалке в каждый момент времени температура различна. Для качественной закалки необходимо обеспечить сложную зависимость температуры охлаждающей среды от времени охлаждения. Поэтому на практике применяют ступенчатую закалку, когда в процессе охлаждения предусматривают выдержку при определенной температуре для осуществления в материале необходимых структурных превращений. В качестве закалочной среды при ступенчатой закалке применяют расплавы солей, которые относятся к горячим охлаждающим средам, что ограничивает размеры закаливаемых деталей: диаметром 1012 мм для углеродистых и 2030 мм для легированных сталей.
Ступенчатая закалка предоставляет дополнительные возможности управления физико-механическими свойствами металла за счет термической обработки. Например, при изотермической закалке, являющейся разновидностью ступенчатой, за счет выдержки при температуре 250350 °С происходит полный распад аустенита в материале изделия. Длительность выдержки определяется временем изотермического распада аустенита и устанавливается по соответствующим диаграммам. Изотермическая закалка обеспечивает минимальные внутренние напряжения и остаточные деформации, а также рациональное сочетание твердости и вязкости материала, что важно, например, для пружин и деталей, работающих при ударных нагрузках.
Качество закалки зависит от способа погружения деталей в охлаждающую жидкость. Мелкие изделия (болты, винты, гайки) можно погружать беспорядочно, а длинные детали типа валов необходимо погружать так, чтобы ось детали занимала вертикальное положение. В этом случае уменьшается остаточная деформация деталей.
Закалке может подвергаться весь материал детали (объемная закалка) или только ее поверхностный слой определенной толщины (поверхностная закалка).
Поверхностная закалка применяется в тех случаях, когда поверхностный слой детали должен иметь высокую твердость и износостойкость, а сердцевина быть вязкой и иметь повышенную усталостную прочность. Такие свойства важны для валов, осей, зубьев шестерен и других деталей, работающих в условиях трения и изгибающих нагрузок. Указанное сочетание свойств обеспечивают закалка токами высокой частоты (ТВЧ), газопламенная и другие разновидности поверхностной закалки.
Поверхностная закалка с нагревом токами высокой частоты. Поверхностная закалка ТВЧ находит все большее применение при ремонте. Она основана на нагревании поверхностного слоя детали под действием вихревых токов, возникающих в нем при внесении детали в переменное электромагнитное поле. После охлаждения этот слой приобретает новую структуру и высокую твердость, а сердцевина сохраняет исходное состояние. Например, при закалке широко распространенных сталей 40Х, 45Х, 45 и др, обеспечивается твердость 5865 HRC3. Закалка ТВЧ применяется для стальных и чугунных деталей. При закалке деталей из чугуна необходимо учитывать некоторые особенности, обусловленные наличием в его структуре свободного углерода, а также повышенным содержанием кремния.
Для выполнения закалки ТВЧ деталь или ее часть, например, шейку вала, помещают в индуктор, изготовленный по ее форме. При подключении индуктора к источнику тока высокой частоты (специальному генератору, вырабатывающему ток с частотой 2,55,0 кГц) в поверхностном слое детали индуктируются вихревые токи, под действием которых этот слой в течение нескольких секунд разогревается до температуры, необходимой для проведения закалки. Не снимая деталь с установки для закалки, ее охлаждают потоком жидкости, в результате чего и происходит поверхностная закалка. Толщина закаленного слоя составляет от 1 до 10 мм и ее можно регулировать, изменяя частоту тока. После закалки деталь подвергают низкому отпуску в печи при температуре 250300 °С. Возможен также «самоотпуск» за счет тепла, накопленного деталью при закалке.
Закалке с нагревом ТВЧ подвергаются такие ответственные детали, как шестерни, червяки, кулачковые валики, отдельные участки валов, втулок и др. деталей.
Основными преимуществами закалки ТВЧ являются: возможность изменения в широких пределах глубины закаленного слоя; высокая производительность процесса благодаря кратковременности нагрева; небольшие деформации, что позволяет уменьшить припуски на окончательную обработку; стабильность и несложность автоматизации процессов нагрева и охлаждения.
К недостаткам закалки ТВЧ следует отнести высокую стоимость оборудования, а также необходимость в большом количестве индукторов при ремонтном производстве, так как для каждой детали обычно требуется специальный индуктор.
Поверхностная газопламенная закалка. Сущность этого метода термической обработки состоит в том, что поверхность, подлежащая закалке, нагревается газовым пламенем с помощью специальных горелок до закалочной температуры с одновременным или последовательным охлаждением водой или воздухом.
Технологический процесс газопламенной закалки состоит из следующих основных операций: подготовка оборудования и деталей для термообработки; закалка; обработка после закалки и контроль.
Пламенная поверхностная закалка имеет следующие достоинства: простота исполнения операций закалки; возможность получения необходимой твердости и глубины закаленного слоя на любом участке изделия; минимальные коробления и отсутствие окисления незакаленной поверхности; доступность осуществления процесса в заводских условиях и в мастерских.
Этот способ применяется в ремонтном производстве для упрочнения поверхностей разнообразных деталей, особенно крупногабаритных. Применяются два основных процесса пламенной поверхностной закалки циклический и непрерывно-последовательный. В первом случае нагрев и охлаждение детали выполняются последовательно (рис. 4.64, аг), а во втором, одновременно (рис. 4.64, дж). Каждый из этих способов в зависимости от формы и размеров закаливаемой поверхности может осуществляться по разным схемам, различающимся отсутствием (рис. 4.64, а, б) или наличием (остальные схемы) относительного перемещения горелки и детали, а также видом этого движения: вращательное (рис. 4.64, в, г) или поступательное (рис. 4.64, дж).
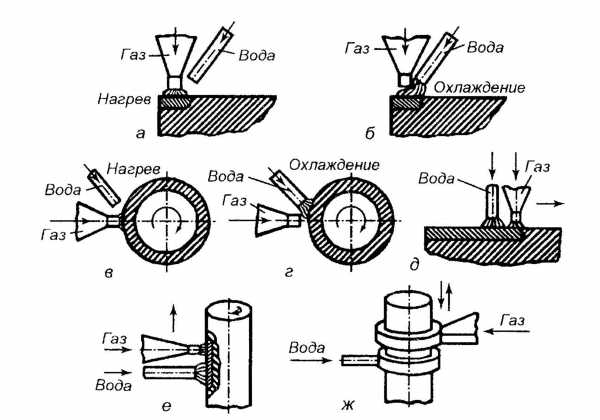
Рис. 4.64. Схемы поверхностной закалки деталей с нагревом газовым пламенем: аг циклическим способом; дж непрерывно-последовательным способом
Газопламенный метод обеспечивает равномерную закалку стальных и чугунных деталей при скорости перемещения пламени от 80 до 150 мм/мин на глубину 15 мм с плавным переходом от закаленного слоя к сердцевине.
Отпуск вид термической обработки, включающий нагревание закаленной стальной детали до температуры, не превышающей 727 °С (обычно в диапазоне от 150 до 650 °С), выдержку и последующее охлаждение с любой скоростью, так как при такой температуре нагрева фазовые превращения в металле не происходят. Отпуск позволяет уменьшить хрупкость и твердость, а также повысить вязкость закаленной стали, снизить или устранить внутренние напряжения, возникающие при закалке. В зависимости от температуры нагревания различают низкий, средний и высокий отпуск.
Низкий отпуск предусматривает нагревание закаленной детали до температуры 150250 °С, выдержку (от 0,5 до 1,5 ч) при этой температуре и последующее ее охлаждение в машинном масле или на воздухе. После низкого отпуска твердость поверхности не изменяется, но уменьшаются остаточные закалочные напряжения и несколько повышается вязкость.
Средний отпуск отличается температурой нагрева деталей (300500 °С). Они приобретают упругие свойства при сохранении высокой прочности. Среднему отпуску подвергают пружины, рессоры, мембраны.
При высоком отпуске детали нагревают до температуры 500650 °С. Закалку с последующим высоким отпуском называют улучшением стали. После улучшения металл приобретает повышенную твердость. Этому виду термической обработки подвергаются ответственные детали машин валы, зубчатые колеса и др.
Закалка холодом. При закалке холодом деталь, прошедшая обычную закалку, дополнительно подвергается охлаждению до температуры от -40 до -100 °С. В качестве охладителя обычно используется смесь из твердой углекислоты и ацетона, обеспечивающую охлаждение до температуры -78 °С. Закалке холодом подвергаются стали с содержанием углерода более 0,5 %, которые после обычной закалки имеют повышенное количество остаточного аустенита.
Сущность закалки холодом состоит в том, что при отрицательной температуре остаточный аустенит переходит в мартенсит. В результате несколько увеличивается объем детали и благодаря уменьшению количества неустойчивого остаточного аустенита стабилизируются ее размеры. Этот эффект проявляется в большей степени, если обработка холодом проводится сразу после обычной закалки. При этом повышаются также твердость и износостойкость, улучшаются магнитные характеристики металла, а у цементированных сталей возрастает предел выносливости и снижается ударная вязкость.
Увеличение объема обработанной холодом детали используется для восстановления точных изделий, в частности, калибров.
Термомеханическая обработка стали. Этот вид обработки включает последовательное выполнение нагрева, пластического деформирования, закалки и отпуска, в результате чего значительно повышается прочность и почти не снижается пластичность металла. В зависимости от температуры нагрева металла перед пластическим деформированием различают высокотемпературную и низкотемпературную термомеханическую обработку. Первому виду обработки можно подвергать любые стали, а второму только легированные.
В первом случае заготовку нагревают до 10001100 °С, пластически деформируют при этой температуре прокаткой, ковкой или штамповкой, немного охлаждают и проводят закалку.
Во втором случае заготовку нагревают до температуры ниже температуры рекристаллизации стали (450550 °С), подвергают ее пластической деформации и при этой температуре помещают в закалочную среду В обоих случаях после закалки выполняют низкий отпуск.
Химико-термическая обработка
Особенностью химико-термической обработки является то, что необходимые свойства обработанных деталей (износостойкость, коррозионная стойкость, жаростойкость и др.) обеспечиваются путем изменения химического состава и микроструктуры поверхностного слоя металла. Это достигается благодаря насыщению его определенными элементами, которые под воздействием температуры образуют с материалом детали твердые растворы или химические соединения, придающие ему требуемые свойства. Тем самым химико-термическая обработка позволяет вместо высоколегированных дорогих применять для изготовления деталей обычные углеродистые стали.
Из методов химико-термической обработки в ремонтном производстве чаще применяются цементация, азотирование, цианирование, диффузионная металлизация.
Цементация процесс насыщения поверхностного слоя детали углеродом при нагревании в среде, содержащей углерод. Цементацию с последующей закалкой и низким отпуском проводят для получения высокой твердости поверхностного слоя (до 600 НВ) при сохранении твердости (160170 НВ) и других свойств остального металла. В результате повышаются износостойкость и предел выносливости стальных деталей. Цементации обычно подвергаются так называемые цементируемые стали с содержанием углерода до 0,25 %, например, стали 10, 15, 20, 20Х. Толщина цементированного слоя в зависимости от длительности процесса составляет 0,52 мм при концентрации углерода в нем 0,81,0 %. Цементацию применяют также и для сталей с содержанием углерода до 0,35 %. В этом случае ее выполняют на меньшую глубину, что позволяет сократить длительность процесса.
На практике применяют два вида цементации: в газовом или твердом карбюризаторе. В качестве газового карбюризатора используют окись углерода, природные газы (метан, этан, пропан или бутан), а также пары бензола, керосина, уайт-спирита и др. углеродосодержащих жидкостей, образующиеся при подаче их в виде капель в нагревательную печь.
Детали нагревают до температуры 900950 °С в герметически закрытой печи, в которую подается газ или углеродосодержащая жидкость. Нагреваясь, газ или пары этой жидкости диссоциируют с выделением атомарного углерода, который диффундирует в поверхностный слой детали. Газовая цементация применяется в основном при большом объеме производства.
Хотя при цементации в газовой среде длительность процесса в 2,53 раза меньше, чем в твердом карбюризаторе, в условиях ремонтного производства более экономичной является цементация в твердом карбюризаторе. Обычно он представляет собой смесь древесного угля и различных добавок (углеродистого бария, соды, углекислого кальция и др.), составляющих 1040 % массы угля.
Цементацию твердым карбюризатором проводят в герметически закрытых металлических ящиках. Уложенные в ящик детали засыпают карбюризатором и нагревают в печи. Если цементации подлежат отдельные участки детали, то целесообразно применять карбюризатор в виде пасты, которую наносят на цементуемую поверхность и сушат, образуя слой, в 68 раз превышающий по толщине цементованный слой. Длительность процесса в зависимости от массы загруженных деталей составляет 1020 ч. Охлаждение деталей после цементации проводится в тех же ящиках вместе с печью или на воздухе.
Один процесс цементации не позволяет получить высокую твердость поверхностного слоя, поэтому цементированные детали подвергают закалке и низкому отпуску, в результате которых поверхностный слой приобретает твердость примерно 60 HRCэ. Закалка может выполняться сразу по завершению процесса цементации без охлаждения детали, т. е. от температуры 900950 °С, что обеспечивает ее меньшую остаточную деформацию и снижение расхода энергии. Однако при такой закалке из-за высокой начальной температуры образуется крупнозернистая структура металла с пониженной твердостью. Для устранения этих недостатков закаленные таким способом детали подвергают закалке холодом, а также выполняют закалку после охлаждения детали на воздухе и нагрева ее до 850900 °С в зависимости от марки стали. Для наиболее ответственных деталей проводят также повторную закалку от температуры 760800 °С с последующим низким отпуском.
Цементации подвергают зубчатые колеса, червяки, звездочки, шейки валов и другие детали. Не подлежащие закалке поверхности перед цементацией защищают специальным обмазками или обрабатывают после цементации резанием на глубину насыщенного углеродом слоя. Возможность такой обработки должна быть учтена при расчете припуска.
Азотирование процесс диффузионного насыщения азотом поверхностного слоя стальных и титановых изделий при нагревании их в среде аммиака или в расплаве специальных солей. Обычно применяют аммиак, который при нагревании разлагается, образуя атомарный азот. Азот диффундирует в поверхность детали и при взаимодействии с железом образует нитриды. Благодаря им повышаются твердость, износостойкость, коррозионная стойкость (во влажной атмосфере и пресной воде), усталостная прочность и теплостойкость материала. Детали, прошедшие азотирование, могут работать при температуре до 500600 °С.
Азотированию подвергают готовые детали, прошедшие закалку с высоким отпуском (улучшение) и окончательную механическую обработку после термообработки. Неазотируемые участки изолируют электролитическим покрытием олова, а отверстия защищают пробками и замазкой. Толщина азотированного слоя в зависимости от температуры и длительности процесса составляет 0,20,7 мм. Слой такой толщины не позволяет применять азотированные детали при высоких удельных давлениях, вызывающих его разрушение, что ограничивает область применения азотирования.
Повышение механических характеристик материала наиболее существенно при азотировании легированных сталей типа 38ХМЮА и др., содержащих в качестве легирующих элементов в небольшом количестве хром, алюминий, молибден, которые образуют с азотом твердые нитриды. При более высоком содержании легирующих элементов стали азотируются хуже.
Азотирование легированных сталей обеспечивает повышение прочностных свойств. Для обеспечения высокой твердости и минимальной деформации деталей его проводят при температуре 500520 °С. Для ускорения процесса азотирования применяют ступенчатый цикл: на первой ступени его ведут при температуре 500520 °С, а на второй ступени на 100 °С выше. Твердость азотированного слоя у легированных сталей может достигать 1200 HV, что в 56 раз больше, чем у азотированной углеродистой стали. Поэтому азотирование углеродистых сталей служит в основном для повышения коррозионной стойкости (противокоррозионное или декоративное азотирование). Оно проводится при температуре 600700 °С в течение 0,51 ч.
По сравнению с цементацией азотирование имеет следующие преимущества: обеспечиваются более высокая твердость и износостойкость поверхностного слоя; практически отсутствуют коробления деталей; азотированная поверхность более устойчива к коррозии. Однако азотирование процесс более длительный и сложный.
Цианирование (нитроцементация) стали процесс одновременного насыщения поверхностного слоя стали азотом и углеродом при содержании углерода в материале детали менее 0,4 %. Оно может производиться в твердых, жидких и газообразных средах. Чаще применяются жидкие среды в виде расплавов солей, в состав которых входят азот и углерод. Под действием высокой температуры (более 800 °С) они переходят в атомарное состояние и диффундируют в сталь. В результате поверхность детали насыщается азотом (до 12 %) и углеродом (до 0,7 %).
При температуре расплава 820860 °С получают диффузионный слой толщиной до 0,3 мм, а при температуре 930960 °С до 2 мм. Толщина цианированного слоя зависит от времени выдержки деталей при указанной температуре. Высокие значения температуры расплава обусловлены тем, что если она меньше 600 °С, то процесс насыщения углеродом не происходит. После цианирования проводят закалку и низкий отпуск деталей, в результате которых твердость поверхностного слоя составляет 5963 HRCэ.
Газовая нитроцементация проводится в смеси науглероживающих и азотирующих газов, например, в смеси светильного или природного газа (90 97 %) и аммиака (310 %). При температуре нагрева деталей в диапазоне 850870 °С, процесс нитроцементации длится 210 ч. После нитроцементации, закалки и низкого отпуска твердость поверхностного слоя составляет 6163 HRCэ.
Диффузионная металлизация процесс насыщения поверхностей стальных деталей различными металлами в твердых, жидких и газообразных средах при температуре 10001200 °С: алюминием (алитирование), хромом (хромирование), кремнием (силицирование), бором (борирование), одновременно хромом и алюминием (хромо-алитирование) или хромом и вольфрамом (хромо-вольфрамирование) и др. В результате диффузионной металлизации повышаются жаростойкость (окалиностойкость), износостойкость, твердость (до HV 2000) и коррозионная стойкость стальных деталей.
Алитирование стали предназначено для повышения жаростойкости (окалиностойкости) деталей, работающих при температурах до 900 °С. Детали засыпают в стальном ящике порошкообразной смесью, компонентами которой являются алюминий (49 %), оксид алюминия (39 %) и хлористый аммоний, нагревают в печи и выдерживают в течение 412 ч при температуре 9501050 °С. В результате детали покрываются тугоплавкая пленкой из оксида алюминия толщиной более 0,1 мм, имеющей температуру плавления более 2000 °С и предохраняющей детали от окисления. Поэтому их можно использовать вместо деталей, изготовленных из жаростойких сталей. Покрытие устойчиво также в газах, содержащих сернистые соединения.
Диффузионное хромирование стальных изделий проводят с целью повышения жаро- и коррозионностойкости, твердости и износостойкости поверхностного слоя за счет образования в нем карбидов хрома. Процесс проводится в среде газообразного хлора или смеси водорода и хлористого водорода при температуре 9501050 °С в течение 46 ч. Толщина насыщенного хромом слоя составляет 0,10,2 мм.
Силицирование это насыщение поверхностного слоя материала кремнием с целью повышения его коррозионной стойкости, жаропрочности и износостойкости. Обычно оно проводится в газовой среде при температуре 1050 °С. Процесс характеризуется относительно высокой скоростью диффузии: силицированный слой толщиной в 1 мм формируется при указанной температуре в течение 2 ч.
refleader.ru
Термическая обработка стальных деталей — Справочник химика 21
Термическая обработка стальных деталей. Нужные свойства деталям и их поверхностям часто придают путем термической обработки. Под термической обработкой понимают специальную [c.77]Термическая обработка стальных деталей. Нужные свойства деталям и их поверхностям часто придают путем термической обработки. Под термической обработкой понимают специальную тепловую обработку по определенному режиму, в результате которой изменяются физико-механические и физико-химические свойства стали. При термической обработке может быть достигнуто изменение свойств детали как во всем объеме, так и в его части (например, в поверхностных слоях). Наиболее часто применяемые способы термической обработки следующие отжиг, нормализация, закалка и отпуск. [c.70]
Режим термической обработки сплавов изменяет предел их коррозионной усталости. Под влиянием термообработки изменяются внутренние факторы сплава. Структурное состояние, опре-.деляемое видом термической обработки, как было указано выше, в сильной степени влияет на усталостную прочность стальных. деталей, В результате закалки с последующим отпуском значи- [c.106]
Термическая обработка стальных деталей [c.92]
Термическая обработка стальных деталей или механическая обработка (дробеструйная или полирование) повышает однородность их структуры в поверхностных слоях. Поэтому обработанные таким образом детали обладают повышенной стойкостью против коррозии. Часто причиной процесса коррозии являются включения карбидов железа в стали или чугуне, которые в ряду напряжений стоят по другую сторону от водорода по сравнению с железом. [c.25]
Литейные формы — изложницы, кокили, формы для непрерывного литья изготовляют из графитов марок МГ, МГ-1, ГМЗ, ППГ. Такие формы применяют для массового и крупносерийного производства отливок из марганцовистой стали, поршней, деталей насосов, колес для железнодорожных вагонов и многих других изделий несложной конфигурации. Литье в графитовых формах характеризуется более высокими техникоэкономическими показателями по сравнению с яитьем в песчаных и металлических формах повышенной прочностью, плотностью и чистотой поверхности отливок, поскольку заливаемый металл не приваривается к форме, а сама форма не смачивается шлаками. Поэтому возможно уменьшение величины припусков на механическую обработку. По сравнению с керамическими графитовые формы не нуждаются в термической обработке и обладают более высокой термической, химической, коррозионной стойкостью, а также в три раза меньшей массой при тех же размерах. Трудоемкость их изготовления также меньше, чем керамических. В зависимости от массы и конфигурации отливок графитовые формы выдерживают 300—500 заливок при производстве стального и чугунного литья. С учетом переточки формы (до 20 раз) число заливок достигает 6000—8000. При литье цветных и особенно алюминиевых сплавов число заливок еще выше. [c.252]
В аналогичных по коиструкции селитренных ваннах нагревают дюралюминиевые листы перед штамповкой из них деталей самолетов, осуществляют химико-термическую обработку, например цианирование, поверхностную цементацию, патентируют стальную проволоку после волочения. [c.10]
Если стальные изделия хранятся или эксплуатируются на холоде, важно избегать дополнительного мартенситного превращения в металле и изменения размеров деталей. С этой целью рекомендуется после закалки и упрочняющей термической обработки проводить обработку холодом при -70 с. [c.46]
Нагрев в электролите получил применение для поверхностного и местного нагрева стальных деталей под термическую и пластическую обработку, а также для некоторых других процессов, например пайки. Явления, протекающие в электролитической ванне у катода, еще недостаточно изучены. Это обстоятельство, а также ряд трудностей, связанных с контролем температуры, получением равномерного нагрева больших и фасонных деталей и т. д., ограничивают область применения этого метода. Однако в некоторых случаях нагрев в электролите деталей простых форм производится на автоматизированных установках и при этом достигаются хорошие технологические результаты и высокая производительность. [c.108]
Детали агрегатов топливной системы изготовляются из различных легированных сталей. Поверхность этих деталей подвергается термической и химической обработке (закалка, цементация, азотирование и др.), в результате которой на поверхности детали образуются специальные защитные слои, оказывающие существенное влияние на коррозионную устойчивость стальных деталей. [c.527]
Азотирование заключается в диффузионном насыщении поверхностных слоев стальных деталей азотом прн 450—650 °С в течение 20—50 ч. Оно приводит к повышению твердости, износостойкости, вибропрочности и коррозионной стойкости в воздухе, воде и водяных парах. Азотирование проводят в атмосфере аммиака, который диссоциирует с выделением атомарного азота, образующего в поверхностных слоях нитриды — твердые химические соединения азота с железом и легирующими элементами. Азотируют шестерни, валы, гильзы цилиндров и другие детали из низко- и высоколегированных сталей. Азотированные детали работают при нагреве до 450—600 °С, а цементированные — до 200—225 °С. Детали азотируют после механической и термической обработки. [c.84]
Травление стали в растворах кислот без наложения катодной или анодной поляризации от внешнего источника тока является давно известным и широко применяющимся по сей день способом удаления окалины после термической обработки, а также ржавчины с поверхности стальных деталей перед окраской, нанесением гальванопокрытий и т. д. Травление применяется для удаления накипи с элементов котлов, работающих в соприкосновении с водой. Принципиально не отличается по механизму выделения водорода и коррозия стали в растворах кислот и некоторых других электролитов (коррозия с водородной деполяризацией). Выделяющийся при этом на катодах локальных микроэлементов водород частично проникает в сталь, ухудшая ее механические свойства и вызывая появление травильных пузырей. [c.108]
Термическая обработка деталей станков и машин. Контроль деталей после азотирования. Методы контроля Промышленная чистота. Метод отбора пробы для определения класса чистоты жидкости Контроль неразрушающий. Порядок организации и проведения работ. Показатели технического уровня и эффективности контроля Прокат стальной. Методы статистического контроля механических свойств Подразделения испытательные и лаборатори
www.chem21.info
Термическая и химико-термическая обработка деталей машин Термическая обработка представляет собой комплекс операций теплового воздействия, проводимых в определенной последовательности с целью изменения структуры и свойств материала заготовки. Термической обработке подвергается почти половина объема стали, используемой в машиностроении. Термическая обработка является одним из самых эффективных и распространенных способов изменения свойств металлов и сплавов. Являясь, как правило, конечной технологической операцией при изготовлении деталей машин и инструментов, она определяет их структуру, механические и эксплуатационные свойства. Термической обработке подвергают также слитки, отливки, поковки и штамповки, сварные соединения. Кроме того, термическая обработка применяется и как промежуточная операция для улучшения технологических свойств металла (обрабатываемости давлением, резанием и др.). Характер операций термической обработки обусловливается… Основными технологическими параметрами, определяющими свойства сплавов после термической обработки, являются температура и скорость нагрева, длительность выдержки при выбранной температуре нагрева и скорость последующего охлаждения. Изменяя эти параметры, можно получить сплав с теми или иными физико-механическими и эксплуатационными свойствами. В зависимости от режимов обработки, определяющих фазовые и структурные изменения в металле, различают следующие виды термической обработки – отжиг, закалку и отпуск. Некоторые из этих операций имеют разновидности. Отжиг производится для снижения твердости, увеличения пластичности и вязкости и улучшения обрабатываемости стали. Чаще всего отжигу подвергаются отливки, сварные конструкции, продукция прокатного производства. В результате отжига снижаются внутренние напряжения, выравнивается химический состав материала по объему заготовки и устраняется его структурная неоднородность. В отдельных случаях отжиг применяют для изменения физических свойств стали. Например, с помощью отжига можно изменить магнитные свойства трансформаторных сталей. Отжиг является длительной операцией, продолжающейся иногда до 12…14 ч. Поэтому часто для углеродистых сталей вместо отжига применяют нормализацию. В этом случае деталь после нагрева до 920…950оС и непродолжительной выдержки охлаждается не вместе с печью (как при отжиге), а на… Она производится для повышения твердости, износостойкости и упругости сталей. После закалки наряду с высокой твердостью стали приобретают одновременно и наибольшую хрупкость. Главным отличием закалки от других операций термической обработки является высокая скорость охлаждения, достигаемая применением различных закалочных сред. Большинство конструкционных сталей под закалку нагревают до температуры 800…880оС. Температура нагрева под закалку инструментальных сталей составляет 760…780оС. Длительность нагрева зависит от теплопроводности стали, способа нагрева, типа печи, формы и размера детали. Наибольшая скорость нагрева достигается при индукционном нагреве, наименьшая – в пламенных печах. Ориентировочно для углеродистых сталей при нагреве в электрических печах время нагрева до 800…850оС принимают равным 1…2 мин на каждый… Наиболее распространенными закалочными средами являются вода, водные растворы солей или щелочей (например, 10% раствор NaCl или 10…15% раствор NaОН), минеральные масла, расплавленные металлы. Назначая режимы закалки, следует иметь в виду, что не все стали одинаково хорошо принимают закалку, т.е. приобретают после закалки высокую твердость. Закаливаемость сталей определяется в основном содержанием углерода. Низкоуглеродистые стали, содержащие углерода до 0,3%, практически не закаливаются, так как при закалке их механические свойства не изменяются. Закалка всегда связана с резким охлаждением, в результате чего внутренние и наружные слои металла детали охлаждаются с разной скоростью. Это приводит к возникновению значительных внутренних напряжений. Для уменьшения хрупкости сталей после… Низкий отпуск заключается в нагреве закаленной детали до 150…200оС, выдержке в течение 1,0…1,5 ч и последующего медленного охлаждения (иногда вместе с печью). Твердость стали при этом практически не снижается, а прочность и вязкость повышаются. Этот вид отпуска применяют в основном для режущего и измерительного инструмента из углеродистых и низколегированных сталей, а также для деталей, прошедших поверхностную закалку и химико-термическую обработку. Среднему отпуску подвергаются углеродистые и легированные стали, из которых изготовляют пружины, рессоры и некоторые виды штампового инструмента. Схема такого отпуска включает нагрев до 300…450оС, выдержку продолжительностью от 1…2 до 3…8 ч в зависимости от размеров детали и охлаждение, выполняемое, как… Улучшенные стали обладают высокими показателями пределов текучести, выносливости и ударной вязкости. После термической обработки производят очистку деталей травлением в растворах кислот с последующей промывкой, электрохимическим травлением, обдувкой на дробеструйных установках для удаления окалины, мойкой в моечных баках или машинах для удаления масла, солей и других загрязнений. Срок службы многих деталей, испытывающих значительные нагрузки, зависит от механических характеристик поверхностей трения. Одним из способов улучшения свойств поверхности деталей, изготовленных из различных конструкционных сталей, является химико-термическая обработка. Химико-термической обработкой называют диффузионное насыщение поверхностных слоев стали различными элементами. Применяют этот способ обработки для повышения твердости, износостойкости, сопротивления усталости, а также для защиты от электрохимической и газовой коррозии. Основными преимуществами химико-термической обработки являются возможность сравнительно легко регулировать качество поверхностного слоя и создавать значительный градиент свойств от поверхности к сердцевине, а также получать упрочненные слои весьма малой толщины. Наиболее распространенными операциями химико-термической обработки стали являются цементация, азотирование и нитроцементация (или цианирование). Цементацией называется технологический процесс диффузионного насыщения поверхности стали углеродом. Цементации обычно подвергают такие детали машин, которые должны иметь высокую износостойкость рабочих поверхностей и вязкую сердцевину, например валы, оси, зубчатые колеса, детали кулачковых механизмов и др. Цементации подвергают детали, изготовленные из низкоуглеродистых сталей с содержанием углерода до 0,3%. После цементации сталь подвергают закалке и низкому отпуску. Толщина цементованного слоя составляет около 1,0…1,5 мм, а концентрация углерода в нем повышается до 0,8…1,0%. Азотированием называют процесс диффузионного насыщения азотом поверхностной зоны деталей. До азотирования детали подвергают окончательной чистовой механической и термической обработке. Улучшение свойств стали при азотировании является результатом образования в поверхностном слое нитридов – устойчивых химических соединений азота с другими элементами. Наиболее высокую твердость и термическую стойкость имеют нитриды металлов, содержащихся в стали в качестве легирующих добавок. Поэтому наибольший эффект достигается при азотировании легированных сталей, содержащих, например, хром, алюминий, молибден и др. |
proizauto.ru