Технология сварки титана и его сплавов
Температура плавления титана 1668°С. Имеется около 20 сплавов
Марка | Свариваемость | Технологические особенности сварки |
BT1-00, ВТ1-0, ОТ4-0, ОТ4-1 | Хорошая | Зачистка кромок |
0Т4, ВТ5, ВТ5-1 | Удовлетворительная | |
ВТ6, ВТ3-1, ВТ9, ВТ14, ВТ16, ВТ20 | Ограниченная | Мягкий режим с малыми скоростями охлаждения |
ВТ22 | Последующая термообработка | |
ПТ-7М, ПТ-3В, ПТ-1М | Хорошая | Режим с высокой скоростью охлаждения |
Трудности при сварке
Высокая химическая активность металла при высокой температуре, особенно в расплавленном состоянии. Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Поэтому необходима надежная защита от воздуха не только сварочной ванны, но и остывающих участков шва и околошовной зоны, пока их температура не снизится до 250-300°С. Требуется защита и обратной стороны шва даже в том случае, если металл не расплавлялся, а только нагревался выше этой температуры.
Склонность титановых сплавов к росту зерна металла в нагретых до высоких температур участках. Это затрудняет выбор режима сварки — такого, при котором нагрев околошовной зоны был бы минимальным.
Высокая температура плавления титана требует применять концентрированные источники нагрева. Низкая теплопроводность титана приводит к снижению эффективности источника нагрева по сравнению со сваркой сталей.
Поры и холодные трещины сварных соединений титана возникают из-за вредных газовых примесей и водорода. Поэтому необходимо обеспечить чистоту основного металла и сварочных материалов, в том числе присадочной проволоки.
Вблизи точки плавления поверхностное натяжение титана в 1,5 раза выше, чем алюминия, что позволяет формировать корень шва на весу. Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
Однако расплавленный металл обладает низкой вязкостью, и при некачественной сборке деталей могут образоваться прожоги.
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
ГАЗОВАЯ ЗАЩИТА НАГРЕТЫХ УЧАСТКОВ
Специальная подкладка для защиты корня шва, нагретого до 250-300°С
Защитные приспособления из нержавеющей стали для тавровых и угловых соединений
ЗАЩИТА ШВА ТРУБОПРОВОДА
Защита при приварке фланца
Защита при сварке секционных отводов
Подготовка к сварке
Резку титана и подготовку кромок под сварку выполняют механическим способом. Для толстостенных изделий пригодны и газотермические способы, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм и на ширину 15-20 мм. После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев — при вальцовке, ковке, штамповке и т.д. — должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
После этого кромки зачищают металлическими щетками, шабером и т.п. и обезжиривают. Конструкции, которые перед сваркой испытывали нагрев — при вальцовке, ковке, штамповке и т.д. — должны быть подвергнуты дробеструйной или гидропескоструйной очистке и затем химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режим химической обработки титана и его сплавов
Раствор | Длительность обработки, мин | |
Назначение | Состав | |
Рыхление оксидной пленки | Нитрит натрия 150-200 г/л Углекислый натрий 500-700 г/л | 120 |
Травление | Плавиковая кислота 220-300 мл/л Азотная кислота 480-550 мл/л | 60-1200 |
Осветление | Азотная кислота 600-750 мл/л Плавиковая кислота 85-100 мл/л | 3-10 |
После этого свариваемые кромки промывают бензином на ширину 20 мм и протирают этиловым спиртом или ацетоном.
Сварочную проволоку предварительно подвергают вакуумному отжигу и обезжиривают ацетоном или спиртом. Окисленную часть удаляют кусачками. Поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Выбор параметров режима
Сварку титана и его сплавов рекомендуется вести в отдельном помещении. Температура воздуха в нем должна быть не ниже + 15°С, а скорость его движения — не более 0,5 м/с.
Сварку выполняют на постоянном токе прямой полярности непрерывно горящей или импульсной дугой. Используют аргон высшего сорта и гелий высокой чистоты.
Сварочный ток выбирают в зависимости от толщины свариваемого изделия и диаметра W-электрода.
Техника сварки
Основное пространственное положение шва — нижнее. Ручную сварку ведут без колебательных движений горелкой, короткой дугой, «углом вперед» Проволоку подают непрерывно, угол между ней и горелкой поддерживают около 90°.
Как правило, в качестве присадка используют проволоку того же химического состава, что и основной металл (BTl-00св, ВТ20-1св и т. д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
д.). Для большинства сплавов годится проволока марок СПТ-2 и СП-15.
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ ТИТАНОВЫХ СПЛАВОВ
Вид разделки кромок | Толщина металла, мм | Сварочный ток, А | Напряжение на дуге, В | Диаметр присадка, мм | Число проходов |
1 2 | 40-60 70-90 | 10-14 | 1,2-1,5 1,5-2 | 1 | |
3 4 5 10 | 120-130 130-140 140-160 160-200 | 10-15 11-15 11-15 11-15 | 1,5-2 1.5-2 2-2,5 2-2,5 | 2 2 2-3 8-12 | |
12 16 20 | 180-210 200-230 230-280 | 12-16 13-16 13-16 | 2,5-3 | 12-16 16-20 24-26 | |
Более 20 | 230-280 | 13-16 | 2,5-3 | Более 24 |
При толщине металла до 2,5 мм его сваривают за один проход без разделки кромок. При больших толщинах выполняют многослойные швы с разделкой кромок и обязательным использованием присадка. По окончании сварки или при случайном обрыве дуги аргон подают до тех пор, пока металл не остынет до 250-300°С.
При больших толщинах выполняют многослойные швы с разделкой кромок и обязательным использованием присадка. По окончании сварки или при случайном обрыве дуги аргон подают до тех пор, пока металл не остынет до 250-300°С.
Конструкции из титана и его сплавов толщиной 0,5-2,0 мм сваривают ручной импульсно-дуговой сваркой. Эффективность ее очевидна при различных пространственных положениях шва и для тех сплавов, где требуется минимальный нагрев околошовной зоны.
От размера свариваемых деталей зависит вариант защиты инертным газом.
Технологии сварки титана
Сварка титана и его сплавов получила широкое распространение благодаря таким свойствам этого металла, как малая плотность, довольно высокая прочность с коррозионной стойкостью в условиях различных агрессивных сред. Главная сложность сварки титана заключается в его особой химической активности при взаимодействии с газами в расплавленном и подогретом состоянии. Нагреваясь, титан активно принимает в себя водород и кислород с азотом, что отрицательно сказывается на пластичности металла в шве и показателях прочности.
Из-за его повышенной химической активности этот металл, а также сплавы, запрещается подвергать дуговой сварке только лишь с односторонней защитой зоны соединения нагреваемых до 500-600 ºС и выше незащищенных участков сварки и оборотной стороны изделия. При аргонодуговой сварке титана важнейшим условием получения хорошего качества соединения наряду с высокой защитой сварочной зоны является полная защита с двух сторон всего нагреваемого места соединения от соприкосновения с атмосферным воздухом. Обычно это достигается использованием бескислородных фтористых флюсов и инертного газа. Последний подают с применением особых газовых насадок. Для защищенности оборотной стороны швов применяют специальные газовые подушки, а также металлические и флюсовые прокладки. О высокой степени защищенности металла свидетельствует его блестящая поверхность после сварки титана аргоном.
До сборки поверхности изделия около кромок, в участках наложения швов, в околошовном месте обрабатывают при помощи шабера, напильника или наждачного круга на расстоянии около 2 см от начала разделки кромки. Они не должны иметь трещин, заусениц, надрывов, забоин и прочих изъянов. Непосредственно перед инверторной сваркой титана заготовки очищают с помощью металлической щетки от грязи, обезжиривают обычным растворителем. Запрещается прихватывать не обезжиренные вдоль кромок и не подготовленные детали, а также трогать голыми руками обработанные заготовки. По завершении сборки необходимо проверить качество прихваток, отсутствие смещения кромок и грязи на них, а также величину зазора.
Они не должны иметь трещин, заусениц, надрывов, забоин и прочих изъянов. Непосредственно перед инверторной сваркой титана заготовки очищают с помощью металлической щетки от грязи, обезжиривают обычным растворителем. Запрещается прихватывать не обезжиренные вдоль кромок и не подготовленные детали, а также трогать голыми руками обработанные заготовки. По завершении сборки необходимо проверить качество прихваток, отсутствие смещения кромок и грязи на них, а также величину зазора.
К наиболее часто применяемым технологиям сварки титана со сталью относятся дуговая в защитных газовых средах и под флюсом, электрошлаковая, а также сварка с помощью электронного луча. Применяется как ручная, так и сварка титана полуавтоматом с помощью неплавящихся электродов или титановой проволоки, а также флюсов. В целях уменьшения затрат энергии и сокращения зоны термического воздействия, исключения пор в швах и для повышения защиты титана от воздействия воздуха при сварочных работах применяются бескислородные фторидно-хлоридные флюсы.
Для дуговой сварки титановых сплавов в инертных газовых средах пользуются плавящимися либо вольфрамовыми электродами, для автоматической в аргоне – проволоками для сварки титана, вылет которых не может превышать 2-2,5 см. Ручная аргонодуговая сварка электродами из вольфрама проводится постоянным током при прямой полярности, для заготовок толщиной до 4 см он не может превышать 170 А. Для работ с изделиями толщиной около 12 мм подойдет холодная сварка титана плазмой, а для большей толщины – сварка в несколько проходов. Плазменная сварка с неплавящимися электродами способна обеспечить производительность большую, чем у традиционной аргонодуговой, с меньшими деформациями свариваемой заготовки. Но при этом очень важно соблюдение жестких требований по качеству сборки конструкции.
Из-за низкой теплопроводности материала при использовании технологии сварки титана аргоном с помощью плавящихся электродов получаются стыковые швы специфической конусообразной формы и небольшим коэффициентом формы шва.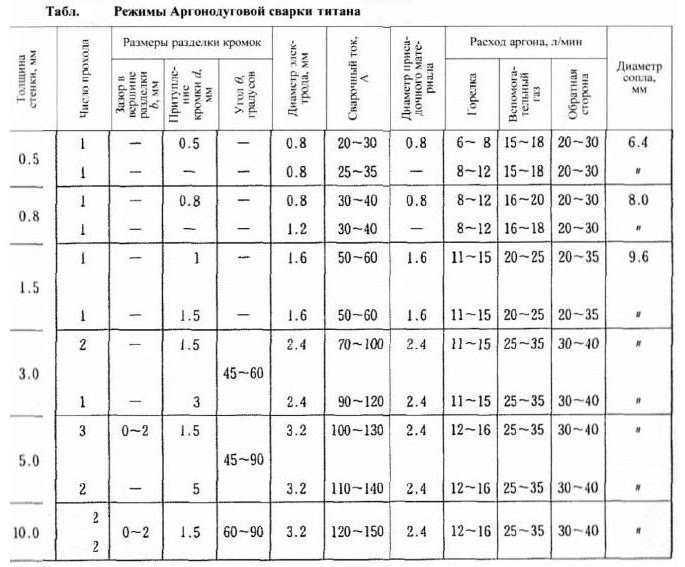 В случае использования для сварке гелия формы швов бывают лучше. Это объясняется большим напряжением дуги в гелии. Получаемые сваркой аргоном швы довольно узкие, а в гелии – несколько шире. При этом расход гелия для обеспечения требуемой защиты материала значительно превышает расход аргона из-за возрастания размеров зоны расплавления.
В случае использования для сварке гелия формы швов бывают лучше. Это объясняется большим напряжением дуги в гелии. Получаемые сваркой аргоном швы довольно узкие, а в гелии – несколько шире. При этом расход гелия для обеспечения требуемой защиты материала значительно превышает расход аргона из-за возрастания размеров зоны расплавления.
Технология сварки титана в заготовках небольшой толщины предполагает использование ручных горелок с электродами из вольфрама, а также обычных автоматов аргонодуговой сварки и неплавящихся электродов. Для этого подается постоянный сварочный ток с прямой полярностью. Применение присадочных металлов обосновано для толщины листов от 1,5 мм. Без них показатели прочности соединения не будут превышать прочности основного материала. Использование прутка приводит к поглощению его разогретой поверхностью определенного объема газов, это способствует понижению пластичности металла в швах.
К особенностям сварки титана при толщине заготовок больше 4 мм относится применение различной разделки кромок (в X-, U- или V-форме).
Присоединение титановых деталей большой толщины возможно без разделывания кромок сваркой с помощью погруженной дуги с неплавящимся электродом. Двухсторонней сваркой, производимой в два прохода, с использованием плавящегося электрода можно соединять без скоса кромок заготовки значительной толщины. Благодаря высокому электрическому сопротивлению этого металла вылет электрода будет небольшим. Процесс сварки осуществляется постоянным током при обратной полярности.
Удобна для титана, как и некоторых других особо активных металлов, сварка при помощи электронных лучей, позволяющая получать глубокие и узкие швы на изделиях большой толщины. А лазерная сварка титана, использующая в нагреве энергию излучения лазера, применяется для наплавки, прошивки отверстий, резки и поверхностной обработки деталей.
А лазерная сварка титана, использующая в нагреве энергию излучения лазера, применяется для наплавки, прошивки отверстий, резки и поверхностной обработки деталей.
How to Weld Titanium — International Titanium Association
W h y You Should Attend
Любые люди, желающие научиться правильно сваривать титан или желающие научиться сваривать титан более эффективно, получат эта мастерская. Будут обсуждаться методы, уникальные для титана, которые не очевидны при соединении других металлов. В ходе курса будут обсуждаться различные формы соединения титана, такие как электронно-лучевая, лазерная, MIG, TIG и плазменная сварка. Основное внимание будет уделяться методу GTAW (дуговая сварка вольфрамовым электродом) или методу сварки вольфрамовым инертным газом (TIG) для соединения титана.
Люди также научатся справляться с трудностями повседневного производства в условиях настоящей мастерской. Титан можно сваривать каждый день в условиях открытого цеха для самых строгих и ответственных применений, и вы тоже можете.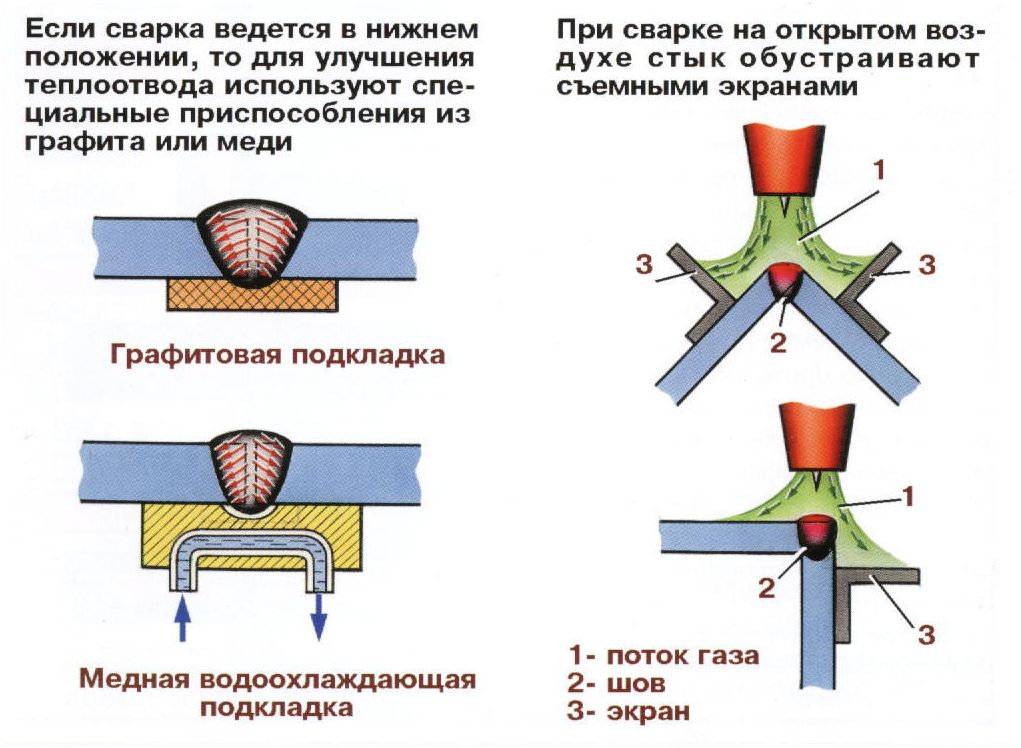 Присоединяйтесь к нам на этом однодневном семинаре, чтобы узнать, как это сделать.
Присоединяйтесь к нам на этом однодневном семинаре, чтобы узнать, как это сделать.
Цели и содержание курса
Четыре часа аудиторных занятий включают инструкции по правильному сварочному оборудованию и рабочей зоне, необходимой для успешной сварки титана, правильной конструкции соединения,
процедуры защиты от загрязнения и как оценивать процедуры и методы. Трехчасовые практические занятия последуют за полноценным семинаром.
На этом семинаре будет представлена информация по следующим категориям:
• История титана и предыстория
• Характеристики – что важно для сварки.
• Общее производство/используемые сварочные процессы
• Соединение: свариваемые материалы и присадочные материалы
• Подготовка к сварке, резке и очистке
• Используемое оборудование, как его настроить
• Правильные методы работы с титаном
• Практика сварки
• Проблемы после сварки
• Металлография
• Контроль качества, WPQR и WPS
• Снятие стресса
• Безопасность
Сварщики должны принести каски Если они хотят поработать над своей техникой
A B O U T E D I SO N Сварка SO N Сварка 0005 I N S T I T U T E
С начала 1980 -х годов EWI помог производителям в Aerospace, Automotive, Ofence Manufacturing and Electronics Industry, промышленности Electrics помог производителям в Aerospace, Automotive, Ofence Manufacturing and Electronics Industries и Electrics. улучшить их производительность, время выхода на рынок и профессиональные технологии. Сегодня мы предоставляем прикладные исследования, производственную поддержку и стратегические услуги почти 2800 компаниям-членам по всему миру. У нас также есть ряд центров, которые служат центрами для развития конкретных технологий и отраслей; весь производственный сектор более конкурентоспособен в глобальном масштабе. Наша штаб-квартира в Колумбусе, штат Огайо, включает в себя полноразмерные лаборатории и штат высококвалифицированных инженеров и ученых, которые помогут вам решить самые сложные производственные процессы и проблемы
улучшить их производительность, время выхода на рынок и профессиональные технологии. Сегодня мы предоставляем прикладные исследования, производственную поддержку и стратегические услуги почти 2800 компаниям-членам по всему миру. У нас также есть ряд центров, которые служат центрами для развития конкретных технологий и отраслей; весь производственный сектор более конкурентоспособен в глобальном масштабе. Наша штаб-квартира в Колумбусе, штат Огайо, включает в себя полноразмерные лаборатории и штат высококвалифицированных инженеров и ученых, которые помогут вам решить самые сложные производственные процессы и проблемы
Если вы заинтересованы в проведении занятий, напишите Дженнифер Симпсон напрямую.
Обзор сварки с титаном
Титан является девятым наиболее распространенным элементом на Земле. Небольшие количества содержатся почти во всех видах горных пород. Этот элемент используется во многих продуктах, которые люди используют каждый день, включая такие вещи, как мобильные телефоны, ножницы и велосипедные рамы. Он также используется в хирургических инструментах, металлических имплантатах, используемых для восстановления костей, теннисных ракетках и различных типах протезов.
Небольшие количества содержатся почти во всех видах горных пород. Этот элемент используется во многих продуктах, которые люди используют каждый день, включая такие вещи, как мобильные телефоны, ножницы и велосипедные рамы. Он также используется в хирургических инструментах, металлических имплантатах, используемых для восстановления костей, теннисных ракетках и различных типах протезов.
Титан был назван «идеальным металлом для морских и аэрокосмических применений». Это потому, что он так же прочен, как сталь, но весит почти вдвое меньше. Он обладает высокой устойчивостью к видам коррозии, встречающимся в морской среде. Этот металл также широко используется в производстве электроэнергии и опреснении воды.
Сварка титана сопряжена с некоторыми уникальными трудностями, и он имеет репутацию металла, с которым трудно работать. Обычные сварщики часто спрашивают, можно ли создать качественный сварной шов из титана. Они спрашивают, какие шаги им необходимо предпринять при сварке титана, чтобы убедиться, что сварка прошла успешно и сохранила его коррозионную стойкость.
Проблемы, которые могут возникнуть при работе с титаном
Сварка титана может быть сложной, хотя на первый взгляд она может показаться похожей на сварку стали. Вот некоторые конкретные вопросы, которые необходимо учитывать:
- Титан сильно реагирует на химические вещества окружающей среды при воздействии высоких температур. Кислород может проникнуть в сварной шов и повредить его, сделав его хрупким и склонным к растрескиванию или преждевременному разрушению.
- Сварка в атмосферном воздухе может привести к загрязнению титана, что может снизить сопротивление усталости и ударную вязкость сварного шва.
- Титан особенно подвержен коррозии из-за хлора, содержащегося в поте сварщика или чистящих средствах. В виде порошка титан легко воспламеняется.
- Трение от шлифовальных кругов может генерировать достаточно тепла, чтобы образовались загрязнения, снижающие эффективность сварного шва.
Несмотря на все эти опасения, титан является «весьма желательным» выбором для использования во многих отраслях, включая оборонную и аэрокосмическую.
Стрелки для сварки с титаном
Несмотря на трудности, связанные со сваркой титана, при надлежащей подготовке можно добиться качественных сварных швов из титана. Вот несколько советов по успешной сварке титана:
Выбирайте высококачественный титан . Первый шаг – выбрать качественный титан не ниже Grade 5.
Экологическая чистота. Не следует прикасаться к металлу голыми руками, так как жир, жир и грязь могут легко загрязнить титан. Носите безворсовые перчатки, например, из нитрила.
Детали должны быть завернуты и защищены от воздействия окружающей среды. Их следует хранить в чистом, сухом месте. Соединяемые поверхности должны быть гладкими и полностью свободными от каких-либо загрязнений.
Специализированная рабочая станция. Из-за высокого риска перекрестного загрязнения другими металлами рабочее место, предназначенное только для сварки титана, является обязательным. Это включает в себя специальные инструменты, которые поставляются с выделенной рабочей станцией. Любое загрязнение металла разрушит его коррозионную стойкость и общую работоспособность.
Любое загрязнение металла разрушит его коррозионную стойкость и общую работоспособность.
Как оценить успешность сварки титана
Сварщики могут определить успешность сварки по цвету завершенного шва. Как правило, приемлемый сварной шов блестящий и серебристый, как только сварка завершена.
Сварщики титана используют цветовую шкалу для определения неудачного сварного шва. Синий, фиолетовый или коричневый цвет указывает на серьезную проблему со сварным швом, которая может привести к выходу изделия из строя. К сожалению, нет исправления. Придется срезать стык и начинать процесс заново.
Это важная информация для сварщиков, плохо знакомых со сваркой титана. Изменение цвета других металлов, таких как нержавеющая сталь или сплавы на основе никеля, является нормальным явлением. Обесцвеченную часть можно смахнуть щеткой, но это не относится к обесцвечиванию титанового сварного шва.
Свяжитесь с лидером в области сварочных материалов в Аризоне
Vern Lewis Welding Supply, Inc. , имеющая восемь офисов по всему штату Аризона, обеспечивает полный набор продуктов, необходимых для успешной сварки титана. Профессионалы Vern Lewis могут помочь вам выбрать подходящие инструменты для сварки титана и ответить на вопросы о том, как убедиться, что ваша среда и процедура сварки позволят вам успешно выполнять сварку при использовании этого темпераментного металла.
, имеющая восемь офисов по всему штату Аризона, обеспечивает полный набор продуктов, необходимых для успешной сварки титана. Профессионалы Vern Lewis могут помочь вам выбрать подходящие инструменты для сварки титана и ответить на вопросы о том, как убедиться, что ваша среда и процедура сварки позволят вам успешно выполнять сварку при использовании этого темпераментного металла.
Для получения дополнительной информации свяжитесь с нами через Интернет или позвоните по телефону 602-633-7481.
Источники:
- https://www.arc-zone.com/blog/joewelder/2013/01/13/tips-for-welding-titanium/
- https://www.arc-zone .com/pdf/Welding_Titanium.pdf
- https://weldingheadquarters.com/
- https://geology.com/articles/titanium/
- https://weldguru.com/titanium-welding/
- https: //www.excelco.net/welding-techniques/titanium-welding-unique-benefits-unique-challenges-unique-risks/
- https://www.millerwelds.com/resources/article-library/only-as-strong-as-the-weld-best-practices-for-welding-titanium-tube-pipe
Похожие сообщения
Какой газ лучше всего подходит для сварки МИГ – выбор подходящего газа для подходящей работы