Cварка под флюсом: особенности, описание технологии
Сварка под слоем флюса – одна из наиболее производительных промышленных технологий сборки металлоконструкций. Ее используют для получения неразъемных соединений деталей из углеродистых и легированных сталей, а также цветных металлов. Современное технологическое оборудование для сварки под флюсом позволяет добиться высокой степени автоматизации процессов. Поэтому целесообразность применения метода определяется длиной шва и толщиной свариваемых деталей.
Особенности технологии сварки под флюсом
В зависимости от материала соединяемых деталей сварка может выполняться как переменным, так и постоянным током. В качестве электрода используется проволока или лента, намотанная на бобину. Для защиты сварочной ванны от воздействия атмосферного кислорода используется флюс – гранулированный или порошкообразный материал. Как правило, его основу составляют силикаты. Возбуждение, прерывание дуги и подача электрода выполняются автоматически, а флюс засыпается из бункера через воронку под собственным весом. В процессе сварки перемещение головки вдоль шва может выполняться оператором при помощи механических средств или приводом используемого оборудования.
В процессе сварки перемещение головки вдоль шва может выполняться оператором при помощи механических средств или приводом используемого оборудования.
Расплавление электрода и флюса происходит под воздействием температуры электрической дуги. Образующиеся пузыри газа являются защитной атмосферой для ванны. Сварочный шлак оказывается легче металла и всегда остается на поверхности шва, а после остывания механически удаляется. Слой флюса и газы создают избыточное давление, достаточное для того, чтобы предотвратить разбрызгивание металла. Поэтому полученный шов оказывается значительно чище, чем при аргонодуговой или ручной сварке штучными электродами. Оставшийся флюс может быть использован повторно. Технология широко применяется в промышленном производстве и восстановлении деталей.
Сферы применения сварки под флюсом
- Производство труб большого диаметра. Сварка под флюсом позволяет получать кольцевые, прямолинейные и спиральные швы. Оборудование дает возможность полностью автоматизировать процесс.

- Изготовление емкостей и резервуаров. Метод сварки под флюсом позволяет получить шов практически без пор и шлаковых вкраплений. Резервуары подходят для хранения и транспортировки жидкостей и газообразных веществ, а также используются в аппаратах, работающих под давлением.
- Производство металлоконструкций. Сварка под флюсом позволяет значительно снизить себестоимость монтажа.
- Производство и восстановление деталей. Технология сварки дает возможность наносить слой металла на всю поверхность изделия. Метод наплавки используется для восстановления поверхностей деталей и нанесения износостойких покрытий.
Виды оборудования для сварки под флюсом
Современное оборудование для сварки под флюсом сделано так, чтобы оператор мог выбрать положение аппарата и настроить режим. Остальные операции выполняются автоматически. Производителями разработано множество серийных и уникальных конструкций для сварки под флюсом, позволяющих решать широкий спектр задач в производственных и полевых условиях.
- Тракторы. Эти мобильные аппараты для сварки под флюсом имеют сравнительно небольшие габариты и массу. При настройке они перемещаются вручную, а при прохождении шва – автоматически. Также существуют аппараты с механическим приводом: в режиме сварки оператор регулирует скорость перемещения тележки вручную, а подача флюса и проволоки выполняется приводом. В зависимости от конструкции тележка может перемещаться по рельсам либо по самой детали.
- Мобильные сварочные установки. Такие аппараты применяются как в производственных цехах, так и в полевых условиях (например, при прокладке трубопроводов). Чаше всего они имеют модульную конструкцию и состоят из консоли, на которой расположена сварочная головка, роликовых опор с приводом для установки и вращения детали, а также источника тока.
- Стационарные сварочные установки.
 Для серийного изготовления металлоконструкций чаще всего создается уникальный проект, учитывающий особенности производства. Однако существует ряд универсальных аппаратов для сварки под флюсом, которые можно адаптировать под любые задачи. Степень автоматизации таких устройств позволяет автоматически менять направления перемещения детали и головки во всех осях, а также изменять направление и скорость вращения. Существует возможность создания технологических линий, в состав которых входит сразу несколько таких аппаратов.
Для серийного изготовления металлоконструкций чаще всего создается уникальный проект, учитывающий особенности производства. Однако существует ряд универсальных аппаратов для сварки под флюсом, которые можно адаптировать под любые задачи. Степень автоматизации таких устройств позволяет автоматически менять направления перемещения детали и головки во всех осях, а также изменять направление и скорость вращения. Существует возможность создания технологических линий, в состав которых входит сразу несколько таких аппаратов.
Решение для промышленной сварки под флюсом: STTNF-II + ASAW 1000
Преимущества и недостатки технологии
Среди преимуществ сварки под флюсом можно выделить следующие.
- Использование высоких токов (1000–2000 А) и проволоки позволяет добиться высокой производительности аппаратов.
- Применение флюса помогает снизить потери металла на разбрызгивание, улучшить условия защиты шва и сократить затраты электроэнергии.
- Сварка на высоких токах позволяет контролируемо увеличить глубину проплавления основного металла.

- Шлаковая корка, образующаяся в результате плавления флюса, снижает скорость остывания шва и предохраняет его от растрескивания.
- Зона сварки закрыта, что позволяет оператору работать без щитка.
У технологии также есть недостатки. К ним относят следующие.
- Высокая начальная стоимость оборудования для сварки под флюсом.
- Сложность коррекции положения дуги относительно кромок деталей.
- Невидимость зоны сварки создает повышенные требования к качеству подготовительных операций.
- Флюс является источником пыли.
Как выбрать оборудование
Наиболее важными критериями служат геометрические параметры и материал деталей, которые предстоит соединять, а также массовость и условия производства. Для сварки под флюсом применяются универсальные источники. Их выбирают в зависимости от сечения электрода по максимальной силе тока.
Чтобы оборудование для сварки под флюсом соответствовало всем рабочим параметрам, лучше всего обратиться к производителям или официальным дилерам. У них всегда есть возможность адаптации устройств под конкретные задачи.
У них всегда есть возможность адаптации устройств под конкретные задачи.
Технологии сварки под флюсом
Разновидность электродуговой сварки, при которой горение дуги осуществляется под действием слоя флюса, способствующего защите сварочной зоны от негативного атмосферного влияния, называется сваркой под флюсом. Помимо выполнения защитной функции флюс обеспечивает стабильное горение дуги, оказывает металлургическое действие на металл, обеспечивая легирование, рафинирование и раскисление металлического расплава ванны, а также препятствует его разбрызгиванию.
Обладающий низкой проводимостью тепла расплавленный флюс в режиме автоматической сварки способен замедлять остывание шва, это позволяет растворенным в ванне газам со шлаковыми образованиями подниматься на ее поверхность. Таким образом шовный металл очищается от загрязнений. Затвердевшая после расплавления часть флюса покрывает площадь шва толстой коркой из шлака, которая без труда удаляется по завершении дуговой сварки.
Технологии сварки под флюсом
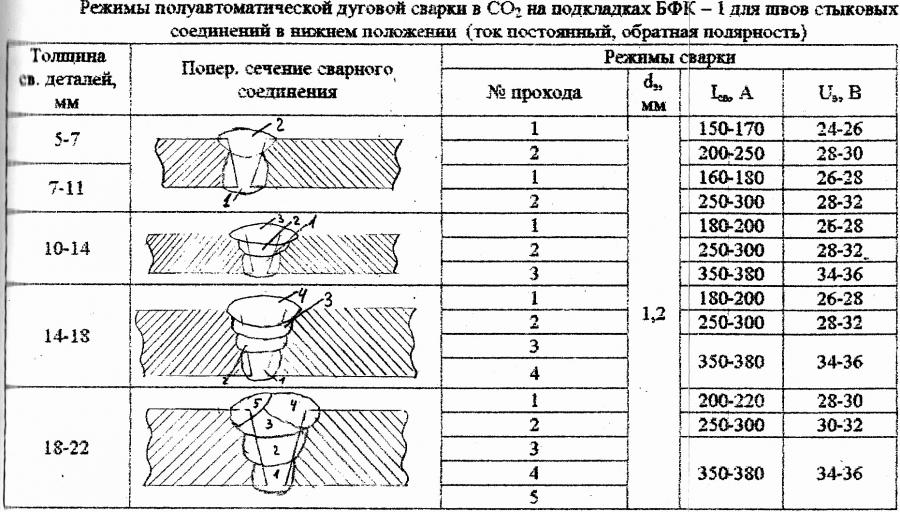
Исходя из степени механизации такого сварочного процесса, выделяют дуговую автоматическую сварку под флюсом и механизированную. Во втором случае флюс подается в ходе ручного передвижения сварочной головки полуавтомата на свариваемый участок, покрывая слоем в 4-5 см поверхность изделия с электродной проволокой. Его подача ведется с помощью пневматики по шлангу либо из особого бункера, размещаемого на сварочной головке оборудования полуавтоматической сварки.
Чаще всего используют для сварки под флюсом автоматы, у которых подача сварочной проволоки в место сваривания полностью автоматизирована специальным устройством. Горение дуги, зажигаемой между деталью и краем электродной проволоки, осуществляется под слоем флюса, подающегося из особого бункера. Теплота, производимая дугой, расплавляет металл электрода с основным и ту часть флюса, которая попадает в зону ее действия. В ходе электродуговой сварки в месте горения дуги формируется полость, которую сверху ограничивает купол из расплава флюса. Он в ходе производства работы наполняется парами флюса с металлом и газами с давлением, поддерживаемым образовавшимся над сварочной зоной флюсовой оболочкой.
В ходе электродуговой сварки в месте горения дуги формируется полость, которую сверху ограничивает купол из расплава флюса. Он в ходе производства работы наполняется парами флюса с металлом и газами с давлением, поддерживаемым образовавшимся над сварочной зоной флюсовой оболочкой.
Горение дуги в ходе сварки под слоем флюса приходится на передний край сварочной ванны, немного отстраняясь от вертикали в направлении, противоположном продвижению сварки. От действия давления дуги расплав металла вытесняется в том же направлении, формируя сварочную ванну. Около электрода при автоматической сварке образуется кратер, наполненный небольшим слоем расплавленного металла, а большая часть расплава помещается в зоне между кратером и плоскостью шва.
Флюс в состоянии жидкости, имеющий меньшую плотность, оказывается в верхнем слое расплава и плотно покрывает шов. Технология автоматической сварки предполагает ведение процесса на подкладке либо с помощью флюсовой подушки. Металл полученного шва, сваренного под слоем флюса, на треть составляется из присадочного материала и на две трети из переплавленного основного металла.
Металл полученного шва, сваренного под слоем флюса, на треть составляется из присадочного материала и на две трети из переплавленного основного металла.
Преимущества сварки под флюсом
К особенностям сварки под флюсом, обеспечивающим ее преимущества перед другими способами, относят довольно высокую производительность со стабильным процессом и хорошее качество получаемых сварных соединений. Первое обусловлено использованием значительных токов, хорошей глубиной расплавления. Второе достигается надежностью защиты металлического расплава от окружающего воздуха и механизацией операций с расчетом режимов сварки. Помимо этого данный способ практически полностью исключает металлические потери в разбрызгивании и угаре. Недостатком этой технологии является возможность ее использования лишь в нижнем расположении шва с наклоном около 15º в основном на коротких швах, что создает сложности в проведении монтажных работ.
В автоматической сварке под слоем флюса производительность работ в несколько раз больше, чем в ручном процессе. А использование в изготовлении широкополых балок с двумя таврами и трубопроводов значительного диаметра особых форсирующих режимов сварки под флюсом позволяет увеличить производительность в 15-20 раз. Это возможно благодаря большой плотности токов в электродном металле, достигаемой за счет окружения зоны сварки флюсовым слоем. Получаемая величина тока позволяет даже вести сварку кольцевых швов со значительными толщинами материалов. В монтажных работах и заводских производствах применяют оборудование для сварки под флюсом, позволяющее соединять заготовки с толщинами от 2 до 100 мм из сталей с разным составом, медные, алюминиевые, титановые детали и изготовленные из их сплавов.
А использование в изготовлении широкополых балок с двумя таврами и трубопроводов значительного диаметра особых форсирующих режимов сварки под флюсом позволяет увеличить производительность в 15-20 раз. Это возможно благодаря большой плотности токов в электродном металле, достигаемой за счет окружения зоны сварки флюсовым слоем. Получаемая величина тока позволяет даже вести сварку кольцевых швов со значительными толщинами материалов. В монтажных работах и заводских производствах применяют оборудование для сварки под флюсом, позволяющее соединять заготовки с толщинами от 2 до 100 мм из сталей с разным составом, медные, алюминиевые, титановые детали и изготовленные из их сплавов.
В промышленности чаще всего применяют электродную проволоку для сварки под флюсом. Однако отдельные виды работ, особенно наплавку, эффективнее выполнять с помощью ленточных электродов. При этом перемещаемая от одного конца ленты к другому сварочная дуга, оплавляя ее края, расплавляет основной металл. Изменением формы электродной ленты возможна корректировка размера поперечного сечения шва. Достигается это большей равномерностью, а также глубиной расплавления металла шва как по оси, так и вдоль его сечения. Для достижения большей производительности при сварке угловых швов и стыковых соединений с разделыванием кромок применяют порошковые присадочные материалы. Они позволяют при одновременном увеличении вылета электрода получать больший объем наплавляемого металла. Хотя в данном случае существенно уменьшается глубина расплавления металла.
Изменением формы электродной ленты возможна корректировка размера поперечного сечения шва. Достигается это большей равномерностью, а также глубиной расплавления металла шва как по оси, так и вдоль его сечения. Для достижения большей производительности при сварке угловых швов и стыковых соединений с разделыванием кромок применяют порошковые присадочные материалы. Они позволяют при одновременном увеличении вылета электрода получать больший объем наплавляемого металла. Хотя в данном случае существенно уменьшается глубина расплавления металла.
Увеличить производительность сварочных операций с качеством получаемого шва можно с использованием технологии сварки под флюсом при помощи двух или более электродов, а также применяя многодуговую автоматическую сварку. Это целесообразно при массовом производстве одинаковых изделий (резервуаров, балок, труб). Многоэлектродная сварка характеризуется присоединением всех электродов к одному полюсу питающего источника. При многодуговой сварке каждый изолированный от других электрод соединяется со своим источником питания.
ТЕХНОЛОГО ТЕХНОЛОГО ТЕХНОЛОГИЯ СВАРКА ARC ARC — AWS Schäfer — The Pipe Technologists
- SAW LONTUDINAL и CINGERENTIAL WALDING MACHINES
- Система сварки затопленной дуговой пластины
- Колонна и подтоконный задумчивый арка. Сварка и управление системой
Ваш специалист AWS
Электронная почта
Дуговая сварка под флюсом (SAW) относится к процессу дуговой сварки с использованием непрерывно плавящейся проволоки или полосового электрода с высокой скоростью наплавки. Этот процесс, который особенно подходит для автоматизации, используется в первую очередь для сварки длинных швов с очень высоким стандартом качества.
В зависимости от конкретного применения системы SAW от AWS Schäfer доступны в виде систем для сварки продольных и кольцевых швов, систем для сварки пластин или опор для автоматических сварочных аппаратов.
Наши системы могут быть сконфигурированы для использования до семи сварочных головок. Для повышения эффективности системы снабжены самыми современными энергосберегающими инверторными сварочными источниками питания. Производители источников питания могут быть выбраны в соответствии с индивидуальными предпочтениями. Мы интегрируем всех ведущих производителей через общие интерфейсы в собственную систему управления технологическими процессами Главный элемент управления AWS ONE . Программное обеспечение имеет удобный интерфейс, который упрощает управление всем процессом. Все сварочные головки настраиваются и управляются с помощью сенсорной панели. Система отслеживания сварочных данных соответствует всем требованиям прослеживаемости и может быть интегрирована в систему управления качеством.
Для повышения эффективности системы снабжены самыми современными энергосберегающими инверторными сварочными источниками питания. Производители источников питания могут быть выбраны в соответствии с индивидуальными предпочтениями. Мы интегрируем всех ведущих производителей через общие интерфейсы в собственную систему управления технологическими процессами Главный элемент управления AWS ONE . Программное обеспечение имеет удобный интерфейс, который упрощает управление всем процессом. Все сварочные головки настраиваются и управляются с помощью сенсорной панели. Система отслеживания сварочных данных соответствует всем требованиям прослеживаемости и может быть интегрирована в систему управления качеством.
Мы гарантируем устойчивость в области присадочных материалов благодаря новейшим системам подачи сварочного порошка. Системы подогрева порошка с рекуперацией и подготовкой порошка обеспечивают качество порошка и повышенную эффективность.
Преимущества
- Индивидуальные решения с использованием инновационных технологий
- Управление системой с главной панели управления
- Не требующие особого ухода и удобные в обслуживании системные технологии
- Интеграция всех ведущих производителей источников сварочного тока
- Высокая производительность плавления благодаря использование до семи проводов
- Удобный и проверенный на практике пользовательский интерфейс
- Система контроля параметров сварки
- Модуль удаленного обслуживания для быстрой поддержки
- Система подачи нагретого сварочного порошка с рекуперацией и подготовкой порошка
- Опыт работы в качестве эксклюзивного поставщика технологии дуговой сварки под флюсом на многочисленных трубных заводах по всему миру
Мы будем рады выслать вам дополнительную информацию.
Информационный бюллетень в формате PDF
Аппараты для продольной и кольцевой сварки под флюсом
(внутри/снаружи)
Изображения
Преимущества
- Стационарная или мобильная версия0006
- Дополнительная дуговая сварка под флюсом от 1 до 7 проволок
- Сварочная головка с линейными опорами, блок подачи проволоки с сервоприводом Система камер, бесконтактное или тактильное сканирование по высоте и по бокам
- Инновационный блок направления и правки проволоки
- Энергосберегающая инверторная технология
- Управление технологическим процессом с помощью AWS ONE Master Control на базе Siemens S7 с главной панелью управления для всех системных функций, включая управление манипуляциями с заготовками
- Welding data monitoring system
- Remote maintenance module for straightforward, rapid problem solving
- Heated welding powder supply system with powder recovery
Technical data
| External diameter: | 406. 4 – 12,000 mm 4 – 12,000 mm | 16″ – 472,4″ |
| Толщина стенки: | 6 – 150 мм | |
| Длина: | 1500 – 28000 мм | 300 – 2400 мм/мин. |
| Материалы: | Все углеродистые и нержавеющие стали, подходящие для сварки |
Мы будем рады выслать вам дополнительную информацию.
Система дуговой сварки пластин под флюсом
Изображения
Системы дуговой сварки пластин под флюсом, разработанные AWS Schäfer, могут использоваться для производства стальных листов тех размеров, которые трудно изготовить по технологическим или логистическим причинам. Одним из примеров использования сварных листов является производство развертки секций труб большого диаметра для морских фундаментов или при производстве композитных панелей в судостроении.
Преимущества
- Доступные версии включают стационарную установку, которая может поворачиваться на +/- 180°, и мобильную установку.
- Столы поддержки листов со встроенным устройством манипулирования листами
- Опциональная дуговая сварка под флюсом от 1 до 7 проводов
- Сварочная головка с линейными опорами, механизм подачи проволоки с сервоприводом
- Система камер, бесконтактное или тактильное сканирование по высоте и по сторонам
- Инновационный узел направления и правки проволоки
- Энергосберегающая инверторная технология
- Управление процессом с помощью AWS ONE Master Control на базе Siemens S7 с главной панелью управления для всех системных функций, включая управление манипуляциями с заготовками
- Система мониторинга данных сварки
- Модуль удаленного обслуживания для простого и быстрого устранения неполадок решение
- Система подачи нагретого сварочного порошка с рекуперацией порошка
Мы будем рады выслать вам дополнительную информацию.
Машина для дуговой сварки под флюсом колонны и стрелы
Изображения
Машины для дуговой сварки под флюсом колонны и стрелы так и снаружи.
Наше новейшее поколение сварочных аппаратов для дуговой сварки под флюсом с колонной и стрелой гарантирует чрезвычайно стабильную работу с низким уровнем вибрации и вибрации при выполнении дуговой сварки под флюсом с одной, тандемной или тремя проволоками.
Модульная система позволяет конфигурировать индивидуальные специальные решения, такие как дополнительная сварочная горелка GMAW перед головкой для дуговой сварки под флюсом. Уникальная система роликовых направляющих означает, что движения системы не изнашиваются, а трудоемкая и дорогостоящая замена изношенных реек или шпинделей теперь в прошлом. Эта прочная и надежная конструкция гарантирует непрерывно стабильный производственный процесс и долгий срок службы: в самых тяжелых условиях эксплуатации при трехсменной работе.
Преимущества
- Конструкция в соответствии со специфическими требованиями заказчика
- Опциональная дуговая сварка под флюсом от 1 до 3 проволок
- Сервопривод в неизнашиваемом исполнении правильный блок
- Энергосберегающая инверторная технология
- Управление технологическим процессом с помощью AWS ONE Master Control на базе Siemens S7 с главной панелью управления для всех системных функций, включая управление манипуляциями с заготовками
- Система контроля параметров сварки
- Модуль дистанционного обслуживания для простого и быстрого решения проблем
- Система подачи нагретого сварочного порошка с рекуперацией порошка
- Прочная конструкция с уменьшенной вибрацией и вибрацией
Мы будем рады выслать вам дополнительную информацию.
AWS ONE Master Control — сварка и управление системой
Изображения
Центральным элементом наших систем дуговой сварки под флюсом является AWS ONE Master Control сварка и управление системой. Точно согласованные аппаратные и программные элементы объединяют все системные функции и периферийные устройства для управления в один единый блок управления. Для связи с источниками сварочного тока доступны все распространенные интерфейсы, такие как Profibus, Profinet, CanOpen или DeviceNet. Система управления позволяет интегрировать до семи сварочных проволок с одновременной визуализацией процесса и адаптацией всех параметров сварки. Наша система регистрации сварочных данных «Welding Data Analyzer», работающая в фоновом режиме, фиксирует качество сварки. Записи графически анализируются и используются в качестве документированной проверки процесса.
Система управления может быть сконфигурирована в соответствии с требованиями заказчика и может быть адаптирована к индивидуальным требованиям, независимо от того, является ли система новой или существующей системой для дуговой сварки под флюсом.
Преимущества
- Цифровое управление процессом с функциями автонастройки, от зажигания до снижения сварочного тока в конце сварного шва
- Управление и контроль всех системных функций и системы подачи порошка, системы позиционирования сварочной головки или автоматические системы сканирования и устройства манипулирования)
- Удобный человеко-машинный интерфейс и визуализация
- Система сбора данных сварки с возможностью локального хранения данных на USB-носителе или сетевом диске и прямой распечаткой на месте
- Возможность подключения к системе сбора производственных данных (КПК ) для передачи заданных производственных данных, а также чтения в технологической карте сварки (WPS) с автоматической передачей параметров сварки
- Мониторинг данных сварки в реальном времени для сравнения заданных/фактических параметров сварки с всплывающими сообщениями в случае отклонений и создание отчета о качестве с указанием места и времени отклонения
- Функция памяти заданий с управлением набором параметров и функцией архивирования для создания отдельной базы данных со ссылкой на соответствующее задание на сварку или заказ время входа в систему и выхода из системы
Мы будем рады выслать вам дополнительную информацию.
Информационный бюллетень в формате PDF
Дуговая сварка под флюсом (SAW) Объяснение
Дуговая сварка под флюсом представляет собой стандартный промышленный процесс, при котором дуга образуется между заготовкой и электродом. Он был изобретен в 1935 году Институтом электросварки им. Е. О. Патона в Киеве, Украина, как движущая сила Второй мировой войны. Одним из наиболее заметных применений этого изобретения является военный танк Т34.
Несмотря на то, что эта технология сварки существует уже почти столетие, она по-прежнему остается важным выбором для многих отраслей промышленности.
Что такое дуговая сварка под флюсом?
Дуговая сварка под флюсом (SAW) — это метод сварки, при котором, как и в других процессах дуговой сварки, основные металлы соединяются путем образования электрической дуги между заготовкой и электродом.
Определяющим элементом процесса SAW является то, как он защищает металл сварного шва от атмосферного загрязнения. При дуговой сварке под флюсом используется слой порошкового флюса, образующий защитный слой и шлак, при этом получается гладкий и чистый сварной шов. В других методах для защиты сварного шва используется защитный газ (сварка MIG/TIG), порошковая проволока (FCAW), электрод с флюсовым покрытием (SMAW) или контролируемая среда (плазменная сварка).
Как работает процесс дуговой сварки под флюсом?
Дуговая сварка под флюсом создает прочные сварные швы с использованием слоя гранулированного флюса. По этой причине процесс может выполняться только в плоских и горизонтальных положениях , при этом сварка продвигается за счет перемещения сварочной системы или заготовки.
Флюс подается в соединение вручную или с помощью воронки для флюса. Система с одним электродом или несколькими проволочными электродами помещается в рабочую зону, окруженную флюсовой подушкой. Такие параметры, как сварочный ток, напряжение дуги и скорость подачи проволоки, задаются в зависимости от типа металла, его толщины и желаемых механических свойств. Электрический ток подается на электроды, производя сильное тепло, которое плавит и сплавляет основной материал и присадочную проволоку с валиком.
Расплавленный металл остывает, образуя прочные однородные сварные швы и многоразовый гранулированный флюс на поверхности и шлак под ним. Воронка собирает многоразовый флюс, а шлак обычно отделяют вручную.
SAW позволяет получать высококачественные сварные швы с меньшим количеством дефектов сварки, чем другие процессы. Однако это не означает, что дефекты никогда не возникнут. Когда они это делают, это обычно связано с неправильно установленными параметрами сварки.
Флюс
Гранулированный флюс
Гранулированный флюс внутри бункера обычно состоит из оксидов алюминия, кальция, магния, марганца, кремния, титана и циркония. Этот состав подходит для типа электрода для достижения желаемых свойств металла, поскольку он вступает в химическую реакцию при плавлении.
Флюс на связке
Флюс на связке получают путем сушки композиции и ее медленного обжига, обычно с таким соединением, как силикат натрия. В качестве преимущества связанный флюс может содержать легирующие элементы, обеспечивающие гибкость для некоторых применений и защиту от ржавчины.
Плавленый флюс
Плавленый флюс получают путем плавления композиции в электрической печи. Расплавленный флюс превращается в однородные частицы по мере затвердевания. Он отлично подходит для создания однородных сварных швов вдоль валика.
Проволочный электрод
SAW использует катушку с проволокой для подачи проволочного электрода в сварной шов. Толщина проволоки обычно составляет от 1,6 мм до 6 мм . Электроды могут быть в виде сплошной, витой или порошковой проволоки и могут работать с использованием различных источников питания.
В определенных обстоятельствах может потребоваться использование модифицированных проволочных электродов и электродных систем для достижения желаемого профиля сварного шва:
В многопроволочных системах обычно используется ведущая проволока для улучшения проплавления, а замыкающая проволока используется для дополнительного заполнения и улучшения валика профиль. Дополнительные проволоки используются в системе электродов, чтобы добавить больше наплавки в сварочную ванну.
Материалы
Процесс дуговой сварки под флюсом используется со следующими материалами:
Источник питания
Дуговая сварка под флюсом может работать на нескольких выходных мощностях, что позволяет манипулировать результатами сварки. Системы с несколькими электродами позволяют SAW прокладывать провода с разными источниками питания, чтобы лучше контролировать профиль валика и проникновение.
DCEP обеспечивает наибольшую стабильность и проникающую способность, тогда как DCEN оптимален для увеличения скорости осаждения. Выполнение этого сварочного процесса на переменном токе является золотой серединой, где достигается баланс между ними.
Применение и отрасли
Дуговая сварка под флюсом
Изготовление
Сварка под флюсом является одним из предпочтительных процессов сварки при изготовлении сосудов под давлением, труб и котлов из-за его прочности при продольной и кольцевой сварке. Эта сварочная операция обеспечивает гладкую сварочную ванну за счет непрерывно подаваемого электрода.
Судостроение
Гибкость процесса SAW позволяет выполнять его как в помещении, так и на открытом воздухе, что делает его пригодным для судостроения. Он идеально подходит для создания длинных прямых сварных швов тяжелых металлов, из которых состоят детали кораблей.
Автомобильная промышленность
Металлы, используемые в автомобильной и военной промышленности, подходят для SAW, а также обеспечивают скорость и эффективность. Этот метод сварки также идеально подходит для автоматизации, с возможностью выполнения многопроходных или однопроходных сварных швов в зависимости от толщины металла.
Железные дороги
Процесс сварки под флюсом обеспечивает глубокое проплавление сварного шва, что является привлекательным для железнодорожной отрасли.
Преимущества SAW
Покрытие из гранулированного флюса создает минимальное количество сварочного дыма и брызг.
Позволяет выполнять полуавтоматическую или полностью автоматическую сварку.
Гибкость для внутреннего и наружного применения.
Создает гладкие, однородные и глубокие швы.
