Сварка оцинковки: технологии, особенности, выбор электродов
Подготовка
Сварка оцинкованной стали – это работа, доступная даже сварщикам-любителям. Перед проведением работы рекомендуется потренироваться на каких-либо похожих обрезках, чтобы «набить руку» и отрегулировать настройки аппарата.
Сварщик должен соблюдать ряд мер личной безопасности:
- работу нужно производить в обычной защитной маске и респираторе, либо в маске с вентиляционным устройством;
- перчатки с теплоизоляционным покрытием должны иметь резиновое покрытие.
Сварка оцинковки производится любым из основных способов соединения:
- Ручная сварка – для стали толщиной от 1,5 мм.
- Сварка полуавтоматическим аппаратом – применяется для металла более 0,6 мм толщиной.
- Контактная точечная сварка – предназначена в первую очередь для соединения жести толщиной до 0,45 мм.
- Газовая сварка ацетилен-кислородной смесью – подходит для стали любой толщины.


Независимо от выбранного метода сварки, необходимо принимать во внимание ряд условий:
- Температура плавления цинка (420°C) ниже температуры плавления стали (1100-1200°C), уже при температуре в 906°C происходит его испарение. Пары цинка в воздухе загрязняют атмосферу и оказывают вредное влияние на здоровье сварщика.
- Расплав цинка вспенивается и попадает в структуру стали, нарушая заданные параметры металла, а цинк, затекающий в сварной шов приводит к потере его качества.
- Шов выполняется «наплывом», электрод либо горелка подводится многократно, короткими касаниями.
- Не следует варить большие участки одним швом, следует контролировать качество сварочного шва.
- Перед свариванием цинк должен выгореть полностью, чтобы избежать вспенивания шва.
- При толщине стали более 4 мм, в сварном соединении делается фаска на 1/3 толщины листа.
- От выгорания цинка на металл можно положить асбестовую ткань, либо просто мокрую ткань.
Удаление покрытия
Первая технологическая операция при сварочных работах по оцинковке – это удаление цинкового покрытия.
Самый быстрый способ очистки металла – нагрев детали газовой горелкой. Однако, такой способ не безопасен, так как цинк выделяется в виде ядовитых паров.
При небольших объемах сварки в условиях мастерской снятие цинкового покрытия производится механическим способом – наждачной бумагой, напильником, зачистным кругом на УШМ. Можно применять очистку нагревом либо кислотой, но эти способы приводят к образованию вредных испарений.
При больших объемах сварочных работ возможно травление оцинковки с помощью кислоты. Но работа с кислотой требует повышенных мер по пожарной безопасности.
При сварке оцинкованных труб как с внешней, так и с внутренней стороны соединения производится удаление цинкового покрытия, а затем с помощью кислоты или щелочного раствора производится обезжиривание поверхности.
Применение инвертора
Аппаратом для электродуговой ручной сварки целесообразно варить сталь толщиной не менее 1,5 мм. Более тонкий металл легко прожигается и требует определенной сноровки при работе и чувствительной регулировки аппарата.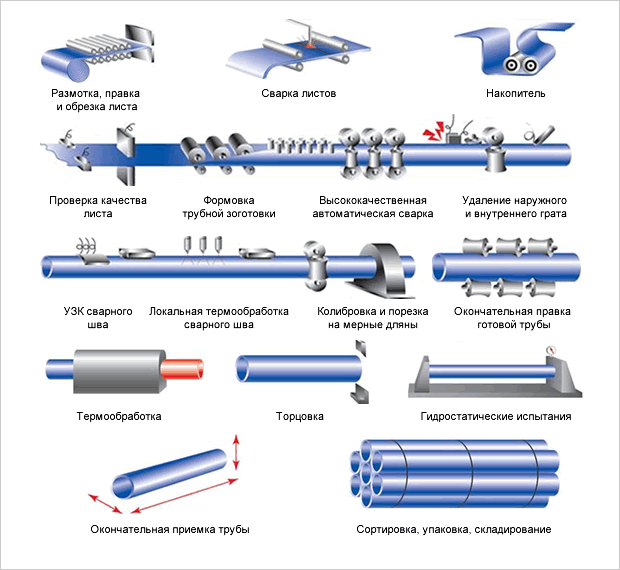 Сварка производится при обратной полярности тока, при котором на деталь крепится клемма «минус», а на держатель – «плюс».
Сварка производится при обратной полярности тока, при котором на деталь крепится клемма «минус», а на держатель – «плюс».
Скорость проварки шва должна быть меньше, чем при сваривании стали такой же толщины. Это снижение должно составлять не менее 10% и не более 20%. Отличается сила тока:
- Если сварка производится обычными электродами ОЗС-4, УОНИ-13/45 и 13/55, МР-3, то сила тока должна быть меньше на 5-10А, чем для неоцинкованной стали.
- Если сварка выполняется электродами для оцинковки ЦУ-5, ЦЛ-20, ЦЛ-39 и другие, то сила тока устанавливается на 10-50А больше, при этом зазор между свариваемыми элементами должен быть больше, чем при соединении неоцинкованной стали такой же толщины.
Электрод наклоняется к заготовке не более, чем на 45°, иначе может произойти прожигание металла. Инвертор требует аккуратной настройки силы тока и стабильного напряжения, поскольку при малом токе шов будет не проварен, а слишком высокая сила тока также приведет к сквозному прогоранию соединения и испарению цинка на большой площади поверхности. При перепадах электричества возможно прилипание электрода к металлу и нарушение целостности шва.
При перепадах электричества возможно прилипание электрода к металлу и нарушение целостности шва.
Выбор марки электрода должен производиться с учетом требований к шовному соединению:
- Электроды с рутиловым покрытием обеспечивают более прочное соединение, но шов будет требовать дополнительной антикоррозионной обработки.
- Электроды с содержанием сильноосновных флюсов качественно герметизируют шов, обеспечивая ему надежную защиту от коррозии, но прочность шва будет снижена на 15-25%.
Примерный режим применения электродов представлен в таблице.
Наибольшая сложность при ручной сварке – это правильное регулирование силы тока и времени контакта электрода с поверхностью.
Требуемые расходные материалы
Трудоемкость процесса зависит от толщины листа. Профессиональные навыки сварщика и надежный сварочный аппарат будут бесполезны при использовании некачественного присадочного материала. Главный показатель проволоки – низкая температура плавления. При этом будет плавиться только присадка, а не сталь. Это придает сварочному процессу характерные признаки пайки.
При этом будет плавиться только присадка, а не сталь. Это придает сварочному процессу характерные признаки пайки.
CuSi₃ – наиболее известная проволока из медно-кремниевого сплава. Процентное содержание меди может достигать 97%. Ее основное предназначение – сварка меди, но она прекрасно подходит для оцинковки. Конечная прочность соединения не очень высока, зато легко поддается обработке.
Обратите внимание! Кремний, один из компонентов данной проволоки, наделяет ее повышенной текучестью. Будьте аккуратны при работе.
Помимо вышеуказанной проволоки при сварке оцинковки применяют другие виды:
- ОК Autrod 19.30. Продукт концерна ESAB, специально разработанный для работы с оцинковкой. В состав входят кремний, марганец и сера, повышающие качественные характеристики соединения.
- CuSi₂Mn. Позволяет получить высокопрочное соединение благодаря содержанию марганца. Высокая прочность затрудняет последующую обработку поверхности.
- CuAl8. Проволока предназначена для сварки металла, защищенного цинк-алюминиевым сплавом.
 Проволока предназначена для сварки металла, защищенного цинк-алюминиевым сплавом.
Проволока предназначена для сварки металла, защищенного цинк-алюминиевым сплавом.Какие электроды выбрать
Существует несколько видов электродов с рутиловым или основным покрытием, подходящих для работы с оцинковкой:
- УОНИ13/55;
- ДСК50;
- ОЗС4;
- АНО4;
- МР3;
- АОНИ13/45.
Выбор электродов зависит от типа материала. Например, для сварки оцинкованного листа из низкоуглеродистого металла лучше использовать рутиловые электроды ОЗС4 или МР3, а соединение низколегированного металла предусматривает использование материалов с основным покрытием – УОНИ 13/55 или ДСК50.
Использование полуавтомата
На многих полуавтоматах существует режим сварки «Synergic», при котором в настройках можно выбрать определенный тип работы (пресет), наиболее оптимально подходящий для нужного вида металла. Если такой режим отсутствует, потребуется дополнительное время на отстройку аппарата и, возможно, эксперимент со сваркой какой-либо обрези.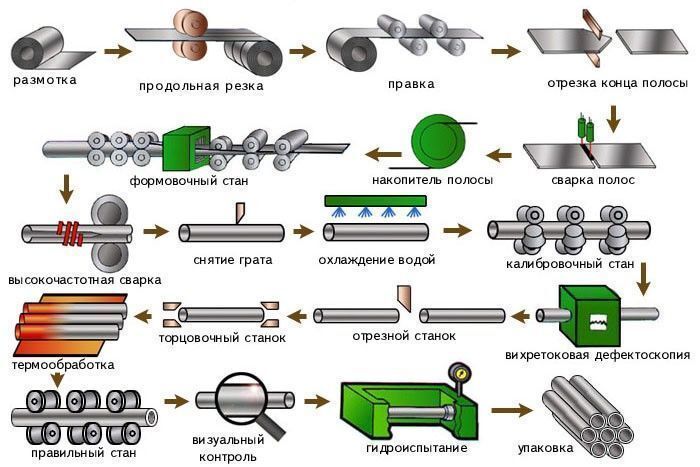
Сварка на полуавтоматах может производиться либо с применением присадок, подающихся по рукаву, либо в качестве защитной среды может использоваться аргон.
Проволока подбирается в зависимости от толщины деталей.
Если напряжение в сети меньше 220В, диаметр проволоки уменьшается на 0,2 мм от рекомендуемой.
Горелка наклоняется под углом 70-75º к поверхности соединения при выполнении переплавляющего шва и 20-30º при выполнении заполняющего. При этом припой (присадка) должен располагаться перед пламенем, чтобы оно не выжигало покрытие металла.
Применение присадочных материалов, изготовленных на основе меди, позволяет создать среду защитного газа в районе сварки. Такая технология имеет ряд преимуществ:
- сварочный шов и поверхность металла вокруг него защищены от коррозии;
- минимальное разбрызгивание расплава;
- флюс потребляет значительное количество выделяемого тепла, предотвращая таким образом нагрев большой площади металла;
- впоследствии шов легко поддается обработке.

Температура плавления медных присадок ниже, чем у стали, поэтому такой вид сварки является скорее пайкой металла, но с обеспечением прочного соединения. Отметим, что этот способ позволяет избежать повреждений цинкового слоя.
В зависимости от содержания этих добавок, присадки задают нужные качества сварному шву:
- Присадка кремниевая CuSi3 позволяет легко обрабатывать шов, но снижает его прочностные качества, так как кремний обладает высокой текучестью.
- Присадка с алюминием CuAl8 применяется для оцинкованных сталей с большим содержанием этого легирующего элемента.
- Кремний-марганцевая добавка CuSi2Mn предназначена для создания швов с повышенной прочностью.
Во время сварки трубопроводов с питьевой водой применяются флюсы марки HLS-B, безопасные для здоровья и быстро растворяющиеся в воде. При нагреве флюс сначала становится белым, а затем прозрачным, что свидетельствует о готовности к началу процесса пайки.
Металлы толщиной до 4 мм могут спаиваться за один проход, но для больших толщин требуется сварка в несколько проходов. После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
После выполнения сварки производится удаление остатков припоя с помощью щетки и воды. Внутри труба заполняется водой на сутки, после чего промывается.
Характеристики процесса
Проводить сварку с оцинкованной сталью нелегко. Это напрямую зависит от характеристик цинка, которые влияют на весь рабочий процесс. Новички не учитывают то, что металл может препятствовать вашим действиям.
Например, неопытный мастер сталкивается с проблемой определения нужной температуры, которая требуется для сварки оцинкованного металла. Он начинает плавиться уже при 400 градусах. Если хоть немного увеличить температуру, цинк может вовсе испариться.
Эта характеристика стоит на пути создания хорошего соединения. Арка начинает гореть при высокой температуре и способна быстро испарить слой металла. Соединение получится неровным и потресканным. Дуга при этом будут отличаться нестабильной работой.
Этого не получится избежать, только надеюсь на свой 15-летний опыт. Навыки здесь не помогут. Отличным решением будет сварка со специальными электродами, которые имеют покрытие.
Навыки здесь не помогут. Отличным решением будет сварка со специальными электродами, которые имеют покрытие.
Контактная сварка
Точечная сварка может проводиться на металле любой толщины, но лучше всего ее проводить на жести, поскольку очень тонкую оцинковку трудно соединить другими способами. Для сварки оцинкованных сталей на аппаратах контактной сварки применяются электроды марок БрХ и БРХЦр, изготовленные на основе бронзы.
Аппараты для точечной сварки могут работать на постоянном или переменном токе, а специализированное оборудование для сварки жести и оцинковки, помимо этого, обладают тремя дополнительными режимами подачи импульса:
- предварительный нагрев зоны соединения;
- процесс сварки;
- завершающая термическая обработка.
Прочность сварного шва при таком способе соединений выше, чем у самих соединяемых элементов, поэтому данный тип сварки распространен при соединении элементов автомобильных кузовов.
Следует также заметить, что контактная сварка обеспечивает равномерное проваривание шва по всей его длине, что затруднительно обеспечить при ручной сварке. Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
Поэтому контактный аппарат целесообразно устанавливать в мастерских, которые регулярно в больших объемах сваривают изделия из оцинковки.
При проведении точечной сварки листов толщиной свыше 1,5 мм рекомендуется проведение проковки. Проковка – это ударное воздействие на шов в процессе остывания, которое производится молотком либо кувалдой.
Существенным минусом точечной сварки является большой расход электроэнергии на сварочных аппаратах.
Правила сварки инвертором
Инверторное оборудование часто применяют для работы с тонколистовым металлом. Для соединения используется ток обратной полярности: плюс подключают к держателю, а минус – к оцинкованному металлу. В результате электрод поддается значительному температурному воздействию, которое обеспечивает качество соединения.
Особенности технологического процесса соединения оцинковки инвертором следующие:
- Диаметр сечения электрода. Не рекомендуется варить оцинковку электродом большого диаметра. Максимально допустимое значение – 2 мм.
- Легкоплавкость электрода. Материалы с повышенным коэффициентом расплавления работают при меньших значениях тока, что особенно важно для оцинковки.
- Интенсивность движения. Оцинковка не терпит резких движений. Следить за плавностью перемещения дуги.
- Угол наклона. Во избежание прогаров угол наклона электрода не должен находиться в диапазоне 45–90 °C.
 Максимально допустимое значение – 2 мм.
Максимально допустимое значение – 2 мм.Разработано множество методов сварки оцинковки. Выбор подходящего способа зависит от конкретных условий работы, типа материала и характеристик оборудования. Перед выполнением работ рекомендуем ознакомиться с особенностями процесса и требованиями техники безопасности. Если вы знаете современные способы соединения труб из оцинкованного металла или сталкивались с прочими методами сварки оцинковки, поделитесь своим опытом в блоке комментариев.
Завершение работы
После проведения сварочной работы требуется осуществить вентиляцию помещения, и произвести уборку цинковой стружки.
Следует учитывать, что очищенные участки будут подвергаться коррозии и вызывать снижение качества всей конструкции. Поэтому после завершения работы с них необходимо удалить окалину, обработать шов шлифованием и нанести защитное покрытие.
Поверхность в районе сварного шва должна покрываться краской либо антикоррозионным покрытием. Хорошим вариантом может служить краска, содержащая 94% цинковой пыли. Возможен вариант наплавления цинковой проволоки, либо прутков, изготовленных из цинково-кадмиевого сплава.
ГОСТ, технология производства, видео монтажа
Основной враг любого стального изделия — коррозия. Оцинкованная стальная труба, применяемая при монтаже водо- и газопроводов считается одним из самых доступных материалов, стоимость такой обработки несколько ниже, чем у других способов защиты.
Следует отметить, что труба из оцинкованной стали не производится, поэтому на оцинкованные стальные трубы ГОСТа не существует. Все требования по изготовлению труб нормируются общепринятыми стандартами, относящимися к газоводопроводным (ГОСТ 3262-75) и электросварным прямошовным (ГОСТ 10704) трубам, на которые и наносится цинковое покрытие.
Кроме того, подобное покрытие может наноситься и на бесшовные трубы, на изделия со спиральным швом, принципиальной разницы не существует.
Рассмотрим технологию изготовления именно прямошовных труб, которые и упоминаются в нормативных документах.
Изготовление осуществляется из плоской листовой стали (штрипса), которая режется на полосы необходимой ширины. Проходя через вальцы, штрипс деформируется, ему придается форма цилиндра (применяют метод холодной и горячей деформации).
Сварка шва выполняется на автоматизированных линиях, чаще всего применяется метод индукторной сварки, он более дешев.
Для получения изделий повышенной прочности применяют сварку в аргоне (TIG-сварка), но такой процесс трудоемок, выполняется при меньшей скорости.
Полученная таким образом неоцинкованная труба подвергается повторному вальцеванию, ей придается требуемая стандартом форма.
Контроль качества осуществляется методом вихревых токов, которые выявляют любые дефекты в структуре сварного шва (раковины, непровар, поры). Полученная труба нарезается на мерные изделия. Завершающий этап — термическая обработка, повышающая прочностные характеристики изделия.
Полученная труба нарезается на мерные изделия. Завершающий этап — термическая обработка, повышающая прочностные характеристики изделия.
В обязательном порядке должен осуществляться визуальный контроль качества перед отправкой труб на дальнейшую обработку.
Содержание
- Оцинковка труб — обзор технологий
- Электрогальваническое цинкование
- Горячее цинкование
- Термодиффузионное покрытие цинком
- Сортамент оцинкованных труб
Оцинковка труб — обзор технологий
Покрытие цинка может наноситься и на наружную, и на внутреннюю поверхность трубы, в зависимости от условий применения. Покрытие на трубы оцинкованные стальные наносится по различным технологиям, выбор которых зависит от габаритов изделий, предъявляемых требований к качеству и прочности слоя цинка.
Стальные оцинкованные трубы получают следующими способами.
Электрогальваническое цинкование
Один из наиболее применяемых способов нанесения цинковых покрытий. Основан на растворении цинковых электродов в растворе электролита под действием электрического тока. В процессе электролиза цинк осаждается на поверхности трубы.
Основан на растворении цинковых электродов в растворе электролита под действием электрического тока. В процессе электролиза цинк осаждается на поверхности трубы.
Преимущества:
- Ровное покрытие
- Отличный внешний вид
- Толщина слоя достигает 30 мкм
Недостатки:
- Слабая адгезия
- Пористость покрытия определяет незначительный срок эксплуатации (до 5 лет)
Кроме того, утилизация электролита, применяемого для получения трубы из оцинкованной стали, достаточно дорогостоящий и экологически опасный процесс.
Горячее цинкование
Данный способ позволяет получить наиболее надежное покрытие, в промышленных масштабах применяется достаточно часто. Для нанесения покрытия заготовку помещают на определенное время в расплав цинка.
К недостаткам применения такого метода стоит отнести его значительную стоимость. Кроме того на поверхности труб могут образовываться наплывы, происходит залипание резьбы, поэтому будет требоваться повторная механическая обработка.
Существует ограничение по марке стали, к которой может применяться такой способ — содержание углерода не более 0,24%.
Термодиффузионное покрытие цинком
Несмотря на низкую производительность линий по нанесению цинковых покрытий таким способом, термодиффузионное цинкование применяется достаточно часто, в основном, при высоких требованиях к качеству покрытий.Стальная оцинкованная труба получается путем нанесения на поверхность заготовки паров цинка, весь процесс осуществляется в герметичных емкостях, что обеспечивает высокую экологическую безопасность процесса.
К преимуществам данного метода можно отнести следующие показатели:
- Значительная твердость покрытия.
- Возможность нанесения только на одну требуемую поверхность.
- Отсутствие наплывов, возможность обрабатывать детали сложной конфигурации (резьбы).
- При сварке таких оцинкованных труб происходит минимальное нарушение покрытия.
- Срок эксплуатации превышает 15 лет.

Стоит отметить, что труба из оцинкованной стали, полученная по такой технологии, несколько дороже, и внешний вид таких изделий несколько хуже — отсутствует характерный цинковый блеск.
Существует несколько способов защитить уже смонтированные коммуникации путем нанесения цинка.
Холодное цинкование, по своей сути, является покраской цинкосодержащим составом. Данное покрытие может служить не менее 5-6 лет, хотя и обладает чувствительностью к механическим повреждениям.
Напыление цинка газотермическим способом. Данный метод позволяет получать покрытие при помощи газоплазменного нанесения порошка цинка на поверхность трубы. Срок эксплуатации покрытия составляет 7-8 лет. Покрытие отличается пористостью, стойкость к повреждениям также невысока.
Сортамент оцинкованных труб
Как уже говорилось, собственного стандарта такие изделия не имеют. Сортамент определяет ГОСТ 10704, стальные оцинкованные трубы согласно ему могут иметь диаметр от 10 до 1420 мм.
Хотя стоит отметить, что практически не выпускаются оцинкованные трубы, диаметр которых больше чем 530 мм. Экономическая целесообразность выпуска таких труб отсутствует, для защиты от коррозии применяют другие технологии.
Если вам нужен водопровод или газовая линия с повышенной стойкостью к коррозии, смело можете останавливать свой выбор на оцинкованных трубах. При покупке обращайте внимание на целостность и качество покрытия.
Технология сварки оцинкованной стальной трубы
Характеристики сварки оцинкованной стали:
Оцинкованная сталь обычно находится в наружном слое низкоуглеродистой стали с цинковым покрытием, оцинкованный слой обычно имеет толщину 20 мкм. Температура плавления цинка 419°С, точка кипения 908°С или около того. При сварке цинк плавится в жидкости, плавающей на поверхности или в корне сварочной ванны. Цинк имеет большую степень твердого раствора железа, цинка, жидкого травления вдоль границы зерна глубокого металла сварного шва, низкой температуры плавления цинка с образованием «жидкого охрупчивания металла». Между тем, цинк и железо могут образовывать хрупкие фазы интерметаллических соединений металла сварного шва, эти хрупкие, пластичные уменьшаются при растягивающих напряжениях и трещинах. При сварке угловых швов, особенно тавровых, угловые швы наиболее склонны к проникновению трещин. При сварке оцинкованной стали скошенная поверхность кромки и слой цинка под действием тепла дуги, окисления, плавления, испарения и даже летучего белого дыма и пара легко могут вызвать пористость сварного шва. Из-за окисления и образования ZnO высокая температура плавления около 1800 ° C или выше, если параметр процесса сварки слишком мал, одновременно приведет к образованию шлака ZnO. Так как Zn как раскислитель. Производят FeO-MnO или FeO-MnO-SiO2 шлаковые плавильные оксиды. Во-вторых, потому что испарение цинка, большое количество испарения белого дыма, стимулируют человеческое тело, вредные последствия, поэтому необходимо сварить оцинкованный слой полировки.
Цинк имеет большую степень твердого раствора железа, цинка, жидкого травления вдоль границы зерна глубокого металла сварного шва, низкой температуры плавления цинка с образованием «жидкого охрупчивания металла». Между тем, цинк и железо могут образовывать хрупкие фазы интерметаллических соединений металла сварного шва, эти хрупкие, пластичные уменьшаются при растягивающих напряжениях и трещинах. При сварке угловых швов, особенно тавровых, угловые швы наиболее склонны к проникновению трещин. При сварке оцинкованной стали скошенная поверхность кромки и слой цинка под действием тепла дуги, окисления, плавления, испарения и даже летучего белого дыма и пара легко могут вызвать пористость сварного шва. Из-за окисления и образования ZnO высокая температура плавления около 1800 ° C или выше, если параметр процесса сварки слишком мал, одновременно приведет к образованию шлака ZnO. Так как Zn как раскислитель. Производят FeO-MnO или FeO-MnO-SiO2 шлаковые плавильные оксиды. Во-вторых, потому что испарение цинка, большое количество испарения белого дыма, стимулируют человеческое тело, вредные последствия, поэтому необходимо сварить оцинкованный слой полировки.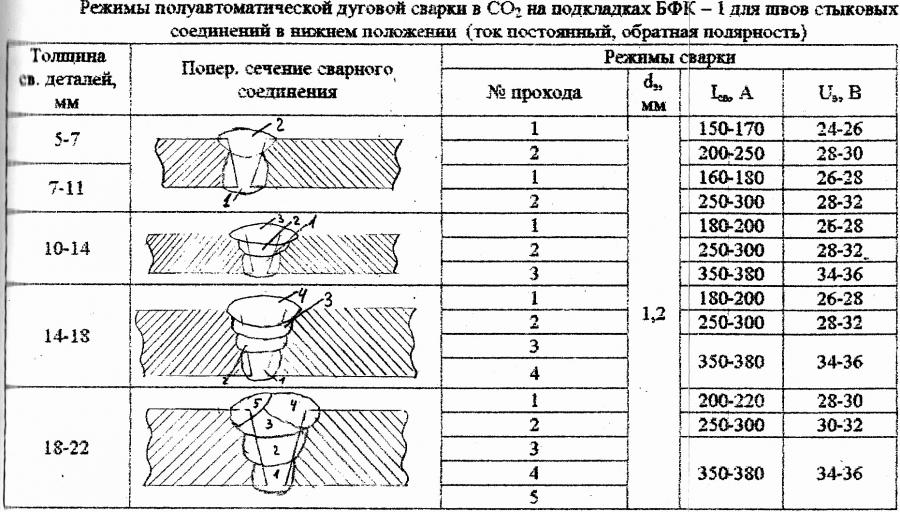
Управление процессом сварки оцинкованной стали
Подготовка к сварке оцинкованной стали и обычной низкоуглеродистой стали одинаковы, вам нужно обратить внимание на то, чтобы серьезно обрабатывать размер канавки и близлежащее цинковое покрытие. Для проплавления сварки размер фаски должен быть соответствующим, обычно 60 ~ 65 °, чтобы оставить определенный зазор, обычно 1,5 ~ 2,5 мм; цинк, чтобы уменьшить проникновение сварного шва, сварной шов до, канавка может быть гальванизированным слоем ясно позже сварки. В фактическом надзоре, используя централизованную ударную канавку, оставляя тупую технологию кромки для централизованного управления, два процесса сварки, уменьшая возможность непровара. Сварка 9Труба из оцинкованной стали 0011 должна основываться на выборе матричного материала, общей простоте низкоуглеродистой стали с учетом рассмотрения, выбор J422 является более распространенным.
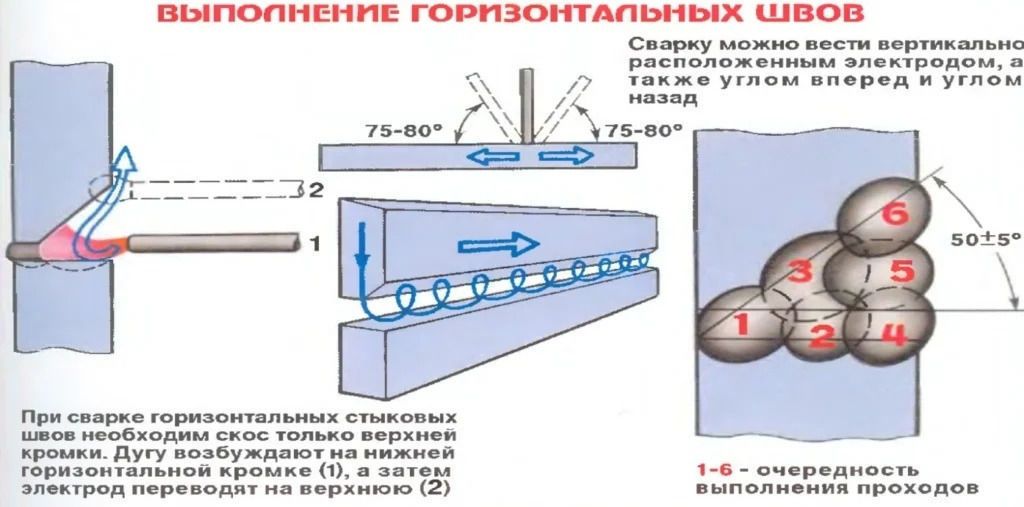
Методы сварки: первый слой многослойного сварного шва, попытаться расплавить слой цинка, испарение, испарение и выход из сварного шва, что может значительно уменьшить жидкий цинк, остающийся в сварном шве. При угловой сварке, так же, как и в первом слое, происходит испарение расплавленного цинка, испарение и выход из сварного шва, который смещается вперед концевой частью первого электрода примерно на 5 ~ 7 мм, когда слой цинка расплавляется, а затем продолжают вернуться в исходное положение сварки. Горизонтальная и вертикальная сварка опять же, если используется сварка с коротким шлаком, такая как J427, имеет тенденцию к небольшим подрезам; транспорт туда и обратно, если передняя и задняя часть технологии, но также может быть без дефектов качества сварки.
При угловой сварке, так же, как и в первом слое, происходит испарение расплавленного цинка, испарение и выход из сварного шва, который смещается вперед концевой частью первого электрода примерно на 5 ~ 7 мм, когда слой цинка расплавляется, а затем продолжают вернуться в исходное положение сварки. Горизонтальная и вертикальная сварка опять же, если используется сварка с коротким шлаком, такая как J427, имеет тенденцию к небольшим подрезам; транспорт туда и обратно, если передняя и задняя часть технологии, но также может быть без дефектов качества сварки.
Следующая: Посещение вопросов, требующих внимания, на выставке фланцев из нержавеющей стали
Предыдущая: Список химических элементов
Характеристики сварки и технология сварки оцинкованной стальной трубы
Характеристики сварки и процесс сварки оцинкованной стальной трубы . Поскольку оцинкованные стальные трубы обладают двойными преимуществами: коррозионной стойкостью и длительным сроком службы, а соответствующая цена оцинкованных труб относительно низка, коэффициент их использования становится все выше и выше.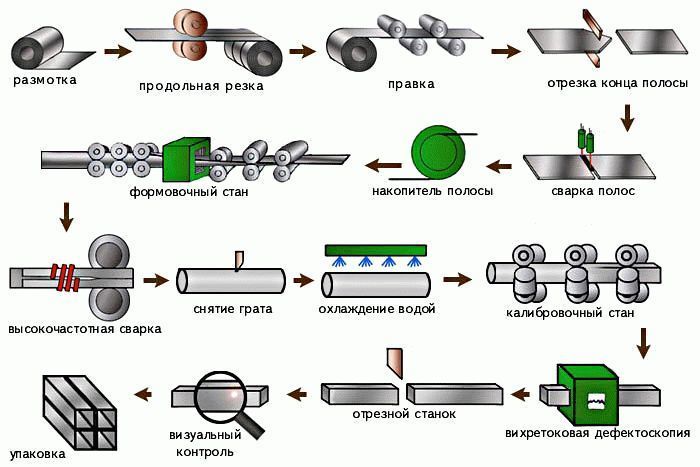
1. Помещение должно быть отшлифовано
Оцинкованный слой сварного шва должен быть отшлифован, иначе появятся пузырьки воздуха, трахома, ложная сварка и т.п. Это также сделает сварной шов хрупким и снизит жесткость.
2. Характеристики сварки оцинкованной стальной трубы
Оцинкованные стальные трубы обычно покрываются слоем цинка снаружи труб из низкоуглеродистой стали, а толщина оцинкованного слоя обычно составляет 20 мкм. Температура плавления цинка 419°С, а температура кипения составляет около 908 °С. При сварке цинк плавится в жидкость, плавающую на поверхности расплавленной ванны или в корне сварного шва. Цинк обладает большой растворимостью в твердом состоянии в железе, и жидкий цинк будет глубоко травить металл сварного шва вдоль границы зерна, а цинк с низкой температурой плавления будет образовывать «охрупчивание жидкого металла».
В то же время цинк и железо могут образовывать между металлами хрупкие соединения. Эти хрупкие фазы снижают пластичность металла шва и вызывают трещины при растяжении. При сварке угловых швов, особенно угловых швов Т-образных соединений, наиболее вероятно появление сквозных трещин.
При сварке оцинкованной стальной трубы слой цинка на поверхности и краю канавки окисляется, расплавляется, испаряется и даже улетучивается белый дым и пар под действием тепла дуги, что может легко вызвать поры сварки.
ZnO, образующийся при окислении, имеет более высокую температуру плавления, примерно выше 1800°C. Если параметр слишком мал во время процесса сварки, это приведет к включению шлака ZnO и в то же время. Потому что Zn становится раскислителем. Производят низкоплавкий оксидный шлак FeO-MnO или FeO-MnO-SiO2. Во-вторых, из-за испарения цинка улетучивается большое количество белого дыма, раздражающего и вредного для организма человека. Поэтому оцинкованный слой сварного шва необходимо зашлифовать и утилизировать.
3. Контроль процесса сварки
Предсварочная подготовка трубы из оцинкованной стали такая же, как и для обычной низкоуглеродистой стали. Следует отметить, что с размером паза и соседним слоем оцинковки нужно обращаться осторожно. Для проплавления сваркой размер канавки должен быть соответствующим, обычно 60~65°, и должен быть оставлен определенный зазор, обычно 1,5~2,5 мм; для уменьшения проникновения цинка в сварной шов канавку в канавке можно оцинковать перед сваркой припоем после удаления слоя.
В реальной работе используется централизованный процесс снятия фаски без тупых кромок для централизованного управления. Двухслойный процесс сварки снижает вероятность неполного провара. Сварочный стержень следует выбирать в соответствии с основным материалом трубы из оцинкованной стали . Как правило, для труб из низкоуглеродистой стали чаще выбирают J422 из-за простоты эксплуатации.
Метод сварки: при сварке первого слоя многослойной сварки попытайтесь расплавить слой цинка и заставить его испаряться и испаряться, чтобы выйти из сварного шва, что может значительно уменьшить количество жидкого цинка, остающегося в сварном шве.