Сварка нержавеющей стали (нержавейки) методы и особенности доступным языком
0
На сумму: 0 р.
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
- Нержавеющая сталь – что это за материал
- Где используются различные виды нержавеющей стали
- Какими методами сваривают нержавейку
- Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
- Каким должно быть качественное оборудование для сварки нержавеющей стали
- Обработка изделий перед сваркой – что и как надо делать
- Как обрабатывают изделия из нержавейки после сварки
- Особенности сварки нержавейки с другими материалами
- Выводы
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.

- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.

Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления. .
 .
.Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали
Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок.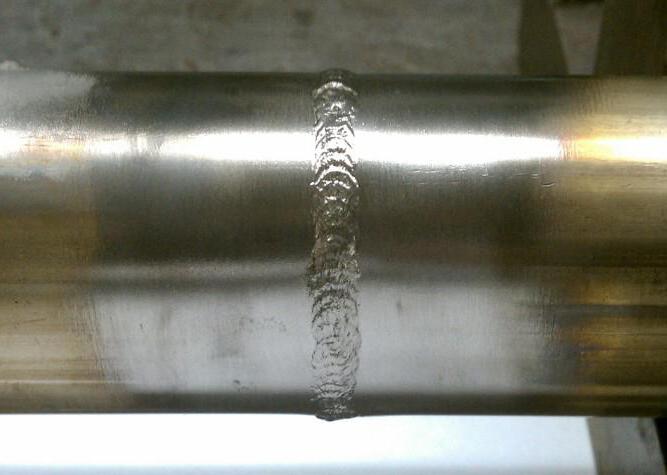 Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями).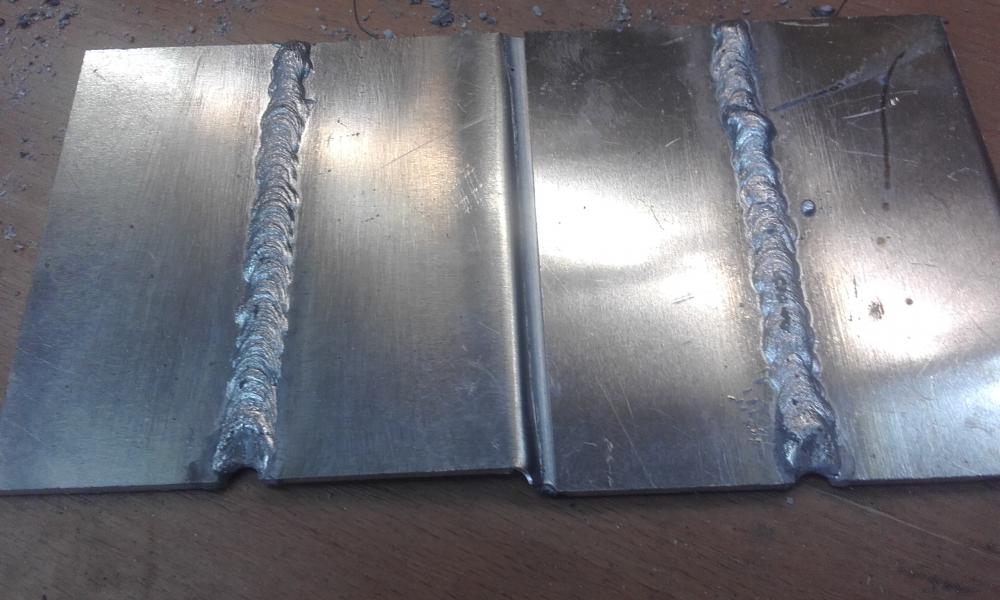 Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.

В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
Спасибо за подписку!
современные технологии, виды и способы
Из этого материала вы узнаете:
- Кто и когда создал нержавеющую сталь
- Какая существует технология сварки нержавеющей стали
- Какие есть режимы и способы сварки нержавеющей стали
- Какие необходимы оборудование и расходные материалы для сварки нержавеющей стали
- Как выполняется сварка изделий из нержавеющей стали с другими металлами
- Какие ошибки чаще всего допускают во время сварки нержавеющей стали
Согласно существующей классификации металлов нержавеющая сталь является высоколегированной, особо устойчивой к разрушению и коррозии. Потребитель видит в этом огромное преимущество, а сварщик – сложность в обработке. На сегодняшний день сварка трубопроводов из нержавеющей стали и сварка тонколистовой нержавеющей стали очень востребованы. Для профессионала выполнение этих работ не должно составлять никакого труда. Разберем подробнее, что такое сварка нержавеющей стали.
Разберем подробнее, что такое сварка нержавеющей стали.
История нержавеющей стали
Своим появлением нержавеющая сталь обязана английскому металлургу Гарри Бреарли, который в 1913 году работал над совершенствованием оружейных стволов и отметил, что хром, добавленный в состав низкоуглеродистой стали, резко повышает ее антикоррозийные свойства.
Основными элементами любой нержавеющей стали являются железо, хром и углерод. Количество хрома в составе варьируется в пределах 11–30 %. Высокая устойчивость стали к коррозии обеспечивается хромом, добавленным в количестве не менее 12 %. Именно благодаря ему при взаимодействии с кислородом, находящимся в атмосфере, на стали образуется оксидная пленка, представляющая собой очень тонкий слой оксида хрома. Атомы этого оксида по размеру схожи с атомами хрома, что дает им возможность плотно примыкать друг к другу и образовывать устойчивый к любым воздействиям слой, имеющий толщину нескольких частиц.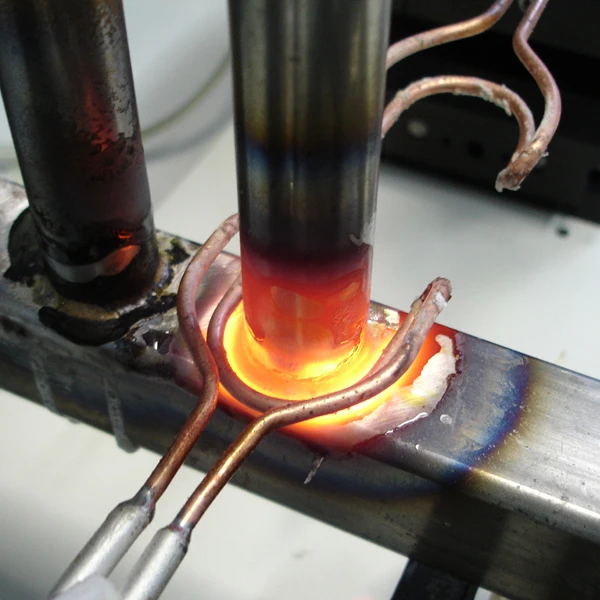
При деформации поверхности нержавеющей стали – порезах или царапинах, наблюдается разрушение оксидной пленки. Но сразу происходит образование новых оксидов, восстанавливающих поверхность и защищающих ее от коррозии. Если сравнить атомы железа и его оксида, можно заметить их совершенно разный размер. Это не позволяет создать на поверхности металла ровный, крепкий слой. Он получается рыхлым и тонким. Соответственно, железо быстро ржавеет.
Помимо железа, хрома и углерода, в состав современных нержавеющих сталей входят и иные элементы. Повышается коррозионная стойкость и улучшаются другие физико-механические свойства нержавеющей стали при добавлении никеля, молибдена или ниобия. Никель значительно снижает тепло- и электропроводность стали.
Современные технологии значительно расширили область применения нержавеющей стали, затронув практически все сферы жизни человека. Из наиболее популярных хромоникелевых аустенитных сталей изготавливаются крепежные детали в виде болтов и гаек. Эти сплавы применяются в производстве монет.
Эти сплавы применяются в производстве монет.
Аустенитные стали не требуют особой обработки и легко поддаются сварке. Химическая промышленность сделала востребованными ферритные сплавы. Благодаря своей устойчивости к негативному воздействию высокой температуры и различных химических составов, в том числе и кислот, они идеально подходят для изготовления больших резервуаров, необходимых в химическом производстве.
Технология сварки нержавеющей стали
Сварка нержавеющей стали – процесс, требующий серьезного подхода. Даже небольшое отступление от разработанной технологии грозит отрицательным результатом. Все требования к технике и способам сварки нержавеющей стали продиктованы ее химическим составом и физическими свойствами.
Для промышленной или бытовой сварки профильной и листовой нержавеющей стали необходимо правильно выбрать способ работы. Здесь все зависит от вида металла. Нержавеющую сталь профессионалы квалифицируют на:
- аустенитную;
- мартенситную;
- ферритную.

На эффективность процесса сварки нержавеющей стали оказывают влияние многие факторы.
Особенности сварки нержавеющей стали:
1. Теплопроводность данного материала гораздо ниже, чем у низкоуглеродистой стали. Разница может варьироваться в пределах от 50 % до 100 % в зависимости от марки материала. При проведении сварки нержавеющей стали необходимо обязательно учитывать этот момент, чтобы не допустить прожога металла в месте выполнения сварочного шва. Оптимальным будет выбор режима пониженного на 17–20 % тока.
2. Нержавейку отличает повышенное электрическое сопротивление. Именно этим объясняется значительная скорость сгорания электрода, вызванная быстрым и сильным его нагревом. Оптимальным решением будет выбор хромоникелевых электродов.
3. У нержавеющей стали высокое значение коэффициента линейного расширения. Поэтому при сваривании деталей из нержавеющей стали, особенно значительной толщины, должен быть выдержан некоторый зазор, обеспечивающий нужную усадку шва. Невыполнение данного условия грозит появлением трещин.
Невыполнение данного условия грозит появлением трещин.
4. Неправильно выбранный режим термообработки аустенитной хромоникелевой нержавеющей стали может спровоцировать потерю ее антикоррозийных свойств, связанную с образованием карбида железа и хрома. Исправить ситуацию можно быстрым охлаждением сварочного шва холодной водой. Однако такой способ значительно снижает стойкость к коррозии.
5. В разных условиях температура сварки нержавеющей стали варьируется от +600 до +1200 °С.
Широкий ассортимент современного сварочного оборудования дает возможность проводить сварку нержавеющей стали как в промышленном масштабе, так и в бытовых условиях.
Подготовительный этап к сварке нержавеющей стали идентичен аналогичным процедурам с другими металлами. Но некоторые моменты все же требуют особого внимания:
- Металлическая щетка поможет быстро и эффективно зачистить до блеска кромки соединяемых сваркой деталей.
- Подходящий растворитель, ацетон или авиационный бензин поможет обезжирить поверхности. Такой подход снижает пористость шва, а также повышает устойчивость дуги.

Режимов и способов сварки нержавеющей стали существует довольно много. Чаще всего используют:
- аргонодуговую, с режимом DC/AC TIG и вольфрамовым электродом;
- сварку с режимом ММА и покрытым электродом;
- аргоновую полуавтоматическую, с режимом MIG и нержавеющей проволокой;
- холодную, осуществляемую под давлением, без плавления поверхности;
- шовную и точечную контактную;
- при помощи лазерного луча.
Аргонодуговой сварочный аппарат имеет свои неоспоримые преимущества. Он обеспечивает защиту сварочной ванны аргоном, не допускает соприкосновения металла и воздуха, дает возможность получения качественного сварочного шва. Неплавящиеся вольфрамовые электроды, в свою очередь, не допускают разбрызгивания металла, что способствует получению ровного и прочного шва. Не менее важно и то, что такой вид сварки нержавеющей стали может быть применен в тех случаях, когда сварочные брызги нежелательны.
Не менее важно и то, что такой вид сварки нержавеющей стали может быть применен в тех случаях, когда сварочные брызги нежелательны.
Аргон не позволяет воздуху и содержащимся в нем газам попасть в сварочную ванну во время расплавления металла. Он тяжелее воздуха и не входит в реакцию с расплавляемым металлом. Такие свойства обеспечивают наилучшую и самую доступную защиту сварочного шва. Профессионалы признают преимущества аргонодуговой сварки, отлично проваривающей шов стали и дающей повышенный провар на корне шва независимо от толщины металла.
Аргонодуговая сварка нержавеющей стали инвертором в режиме DC/AC TIG
Если материал для сварки выбран очень тонкий, а требования к качеству предъявлены высокие, то предпочтительнее будет применить метод TIG. Вольфрамовый электрод в инертном газе оптимально подходит для сварки нержавеющих труб, используемых при транспортировке газа или жидкости под давлением.
Сварка нержавеющей стали в среде аргона проводится под действием переменного или постоянного тока прямой полярности. Присадочным материалом может служить проволока с более высокой степенью легирования, чем обрабатываема сталь. Защитить изделие от брака в этом случае поможет аргон.
Присадочным материалом может служить проволока с более высокой степенью легирования, чем обрабатываема сталь. Защитить изделие от брака в этом случае поможет аргон.
При работе старайтесь исключить колебательные движения электродом, чтобы не нарушить защиту области сварки и не допустить окисления металла на шве. Оборотную сторону шва от воздуха защищает поддув аргона. Стоит отметить, что нержавеющая сталь – не слишком требовательная к защите оборотной стороны, как, к примеру, титан.
Важно прослеживать, чтобы вольфрам не попадал в сварочную ванну. С этой целью оптимально применение бесконтактного поджога дуги или зажигание ее сначала на пластине из графита или угля с последующим переносом на основной металл.
Чтобы концентрация хрома на внешних участках оставалась постоянной и не уменьшалась, сварочный шов охлаждают водой. Чтобы уменьшить расход вольфрамового электрода, не следует по окончании сварки сразу выключать защитный газ. Сделайте это на 10–15 секунд позже. Нагретый электрод не получит интенсивного окисления, что значительно продлит срок его службы.
Сделайте это на 10–15 секунд позже. Нагретый электрод не получит интенсивного окисления, что значительно продлит срок его службы.
К бесспорным преимуществам данного вида сварки нержавеющей стали можно отнести:
- выполнение высококачественных швов;
- возможность визуального наблюдения за ходом работы;
- отсутствие разбрызгивания металла;
- возможность выполнения сварки в любой плоскости;
- защита сварного шва от попадания шлака.
Ручная дуговая сварка нержавеющей стали покрытыми электродами (режим ММА)
В ручной дуговой сварке используются покрытые электроды, что обеспечивает шву достойное качество. Когда к сварному соединению не предъявляется каких-либо отдельных требований, то этот способ будет самым оптимальным.
Электроды, которые применяются при сварке нержавеющей стали, должны соответствовать ГОСТу 10052-75 «Электроды, покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами».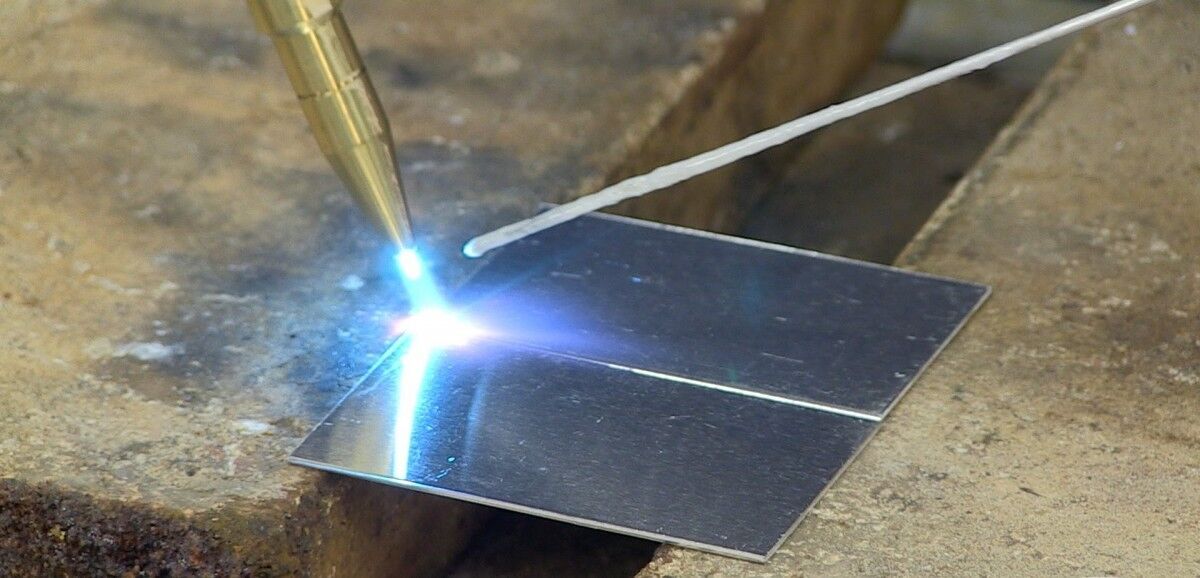 Для процесса сварки нержавеющей стали используются электроды марок ЦЛ-11, ОЗЛ-8, УОНИ-13/НЖ 12Х13, НИАТ-1 и др.
Для процесса сварки нержавеющей стали используются электроды марок ЦЛ-11, ОЗЛ-8, УОНИ-13/НЖ 12Х13, НИАТ-1 и др.
Зная марку нержавеющей стали для сварки, с помощью ГОСТа легко выбрать нужные для работы электроды. Они в обязательном порядке должны обеспечивать высокий уровень основных эксплуатационных параметров сварных соединений – коррозионной стойкости, механических свойств, при необходимости жаростойкости и т. п. Выбор электродов для сварки нержавеющей стали должен быть ориентирован на требования к конструкции, указанные в ее документации.
В работе обычно применяется ток обратной полярности. Профессионалы стремятся как можно меньше проплавить шов, используя в работе электроды с небольшим диаметром и минимум тепловой энергии. Стоит отметить, что для сварочных работ с обычной сталью требуется ток, сила которого на 15–20 % выше, чем для работ с нержавейкой.
Высокое электрическое сопротивление и низкая теплопроводность электродов ограничивают применение токов высокого значения. Это может вызвать перегрев покрытия и деформацию отдельных участков. Этими же причинами обоснована более высокая скорость плавления электродов, выбираемых при сварке нержавеющей стали, нежели для обычной стали. Мастер, впервые занимающийся сваркой нержавейки, должен знать эти нюансы.
Это может вызвать перегрев покрытия и деформацию отдельных участков. Этими же причинами обоснована более высокая скорость плавления электродов, выбираемых при сварке нержавеющей стали, нежели для обычной стали. Мастер, впервые занимающийся сваркой нержавейки, должен знать эти нюансы.
Для сохранения коррозионных свойств сварочного шва необходимо его быстро охладить. Достичь этого можно путем обдувания воздухом или применением медных прокладок. Для хромоникелевых аустенитных сталей допустимо использование холодной воды.
Преимуществ у данного метода несколько:
- Мобильность, возможность выполнять работы в любых положениях, а также в труднодоступных местах.
- Широкая номенклатура электродов. Это дает возможность соединять самые разнообразные металлы. При этом на перенастройку оборудования затрачивается очень мало времени.
Аргоновая полуавтоматическая сварка нержавеющей стали в режиме MIG/MAG с применением нержавеющей проволоки
Одним из способов сварки, применяемой как в масштабе тяжелой промышленности, так и в бытовых условиях, является полуавтоматическая MIG/MAG сварка. Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Существуют некоторые нюансы, характерные для полуавтоматической MIG/MAG сварки, которым необходимо уделить отдельное внимание. Сварщик обязан знать базовые основы сварки, совершенствоваться в работе, узнавать и понимать детали, чтобы в дальнейшем использовать их в работе и получать результаты высокого качества.
Суть полуавтоматической MIG/MAG сварки заключается в соединении нескольких металлических деталей в одно целое при помощи расплавленной ванны, образующей связь в процессе охлаждения и затвердевания. Концепцию такого типа сварки можно назвать простой. Однако несоблюдение технических требований и условий приведут к негативному результату – низкому качеству сварочного шва, что станет дефектом изделия.
Для полуавтоматической MIG/MAG сварки применяются защитные газы GMAW, сокращение от Gas Metal Arc Welding. Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Основными преимуществами данного вида сварки являются:
- высокая скорость сварки;
- доступность быстрого обучения работе;
- возможность выполнения длинных сварных швов, отсутствие необходимости останавливать процесс или заново запаливать дугу;
- сварочный шов после проведения работ не требует очистки.
Другие современные способы сварки нержавеющей стали
- Холодная сварка нержавеющей стали без плавления под давлением.
В данной технологии плавление материала в зоне соединения не предусмотрено. Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
- Шовная и точечная контактная сварка нержавеющей стали.
Существует две технологии выполнения такой сварки: точечная и роликовая. Такой метод позволяет соединять тонкие пласты нержавеющей стали, которые имеют толщину не больше 2 мм. Оборудование применяется такое же, как и для обычной сварки.
- Лазерная сварка нержавеющей стали.
Этот метод сварки нержавеющей стали потрясающе смотрится и имеет целый ряд серьезных преимуществ. Сталь в зоне соединения не теряет своей прочности даже при высоком температурном воздействии, быстро охлаждается, трещины не появляются, зерна, образующиеся в структуре металла, имеют минимальный размер. Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Оборудование и расходные материалы для сварки нержавеющей стали
Стандартный комплект, состоящий из инвертора, осциллятора и баллона с аргоном, дополненный горелкой и набором шлангов и проводов, прекрасно подойдет в качестве сварочного аппарата для сварки тонкой нержавеющей стали, для работы в ручном режиме.
В качестве расходных материалов будут выступать аргон и присадочная проволока. Важно, чтобы состав присадки и свариваемого материала был одинаковым. Обычно разнообразные изделия изготавливают из нержавеющей стали, имеющей марку 304. Оптимальным присадочным материалом для нее станет пруток для сварки нержавеющих сталей, имеющий марку Y308.
Аргон – не единственный защитный газ, применяемый в сварочных работах такого типа.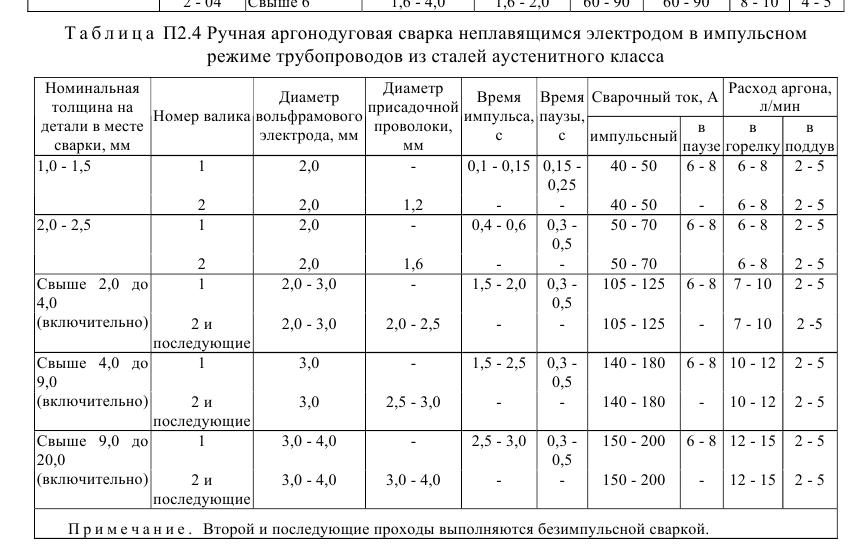 Однако он считается основным, поэтому процесс сварки и называют аргонодуговым.
Однако он считается основным, поэтому процесс сварки и называют аргонодуговым.
Расход аргона – серьезный показатель в расчете себестоимости проведения сварочных работ. Он напрямую зависит от вида металла, свариваемого по технологии TIG. К примеру, при соединении алюминиевых стыков требуется около 20 л/мин, а титановых – 50 л/мин. На сварку нержавейки понадобится 8 л/мин аргона. Установка газовой линзы, оснащенной специальной сеточкой, позволит снизить объемы расходуемого аргона и усилит износостойкость сварочной ванны.
Линза подбирается для каждого сопла горелки по размеру, с соответствующим номером от 4 до 10. Чем выше номер, тем сильнее защитные свойства линзы. Следует учитывать, что для работы в труднодоступных местах лучше подойдут более компактные линзы. Отмечено, что благодаря установке на горелки газовых линз неплавящиеся вольфрамовые электроды выдвигаются на 10 мм дальше. Для аргоновой сварки нержавеющей стали оптимально подходит универсальный вид вольфрамовых электродов.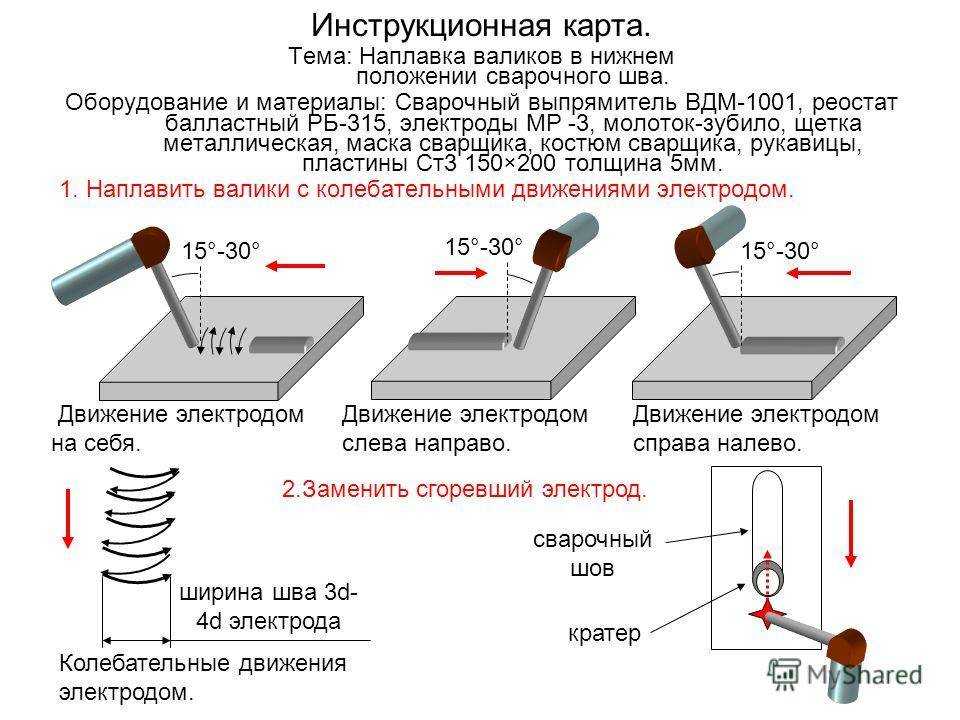 Диаметр тугоплавкого стержня выбирают, ориентируясь на толщину свариваемых заготовок.
Диаметр тугоплавкого стержня выбирают, ориентируясь на толщину свариваемых заготовок.
При толщине детали из нержавеющей стали до 1,6 мм диаметр вольфрамового электрода должен быть не менее 1 мм, а сила тока – 50 А. Если свариваемый материал большей толщины, то сила тока требуется до 50 А, а диаметр вольфрамового стержня не менее 1,6 мм.
Особенности сварки изделий из нержавеющей стали с другими металлами
Современный человек использует в своей жизни все больше инструментов, вещей, средств, которые со временем при износе или поломке требуют применения сварки. Однако очень многие металлы могут быть успешно сварены только после дополнительной подготовки.
1. Сварка нержавеющей стали с титаном
Каждый способ сварки нержавеющей стали подразумевает свои требования ко всем элементам конструкции, включая подготовку самих деталей, их кромок, определение нужного размера шва и т. п. Все параметры утверждены и регламентированы ГОСТом. Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Самой главной задачей в подготовке сварочных работ стали и титана является правильный выбор материала, метода и режима сварки. Оптимальный режим позволит либо предотвратить, либо резко подавить образование хрупких интерметаллических фаз, негативно влияющих на получение качественного результата работы.
Обычным способом соединить титан и сталь невозможно. Просто сваривать эти два металла друг с другом бесполезно. Здесь нужно применять аргон в совокупности с вольфрамовым электродом. Значительно реже, но все еще применяют сварку при помощи специальных промежуточных вставок. Такой способ достаточно трудоемок, но всегда дает хорошие результаты. В качестве вставок можно использовать технический талан, имеющий давление 700 Мпа, и термообрабатываемую бронзу.
2. Сварка нержавеющей стали с алюминием
Сварка нержавеющей стали с алюминием
Надежным способом профессионалы считают сварку алюминия и стали через биметалл. Биметаллом является материал, структуру которого составляют несколько слоев различных металлов.
Изготавливается он одновременным прокатом через валы. Между слоями происходит диффузия молекул. Для алюминирования применяется прерывный и непрерывный методы. Металл помещается во флюс, затем обсушивается и обрабатывается реакционным газом. В этом случае он приобретает чистую и слегка пористую поверхность.
Деталь погружается в горячий алюминиевый расплав, полностью там прогревается и удерживается некоторое время для проникновения алюминия в пористую структуру поверхности. Затем ее вынимают из ванны. За счет закупорки в поверхности части расплавленного металла и получается прочное соединение. Такой электролитический метод сварки нержавеющей стали признан наиболее затратным и энергоемким.
Примерная инструкция по сварке алюминия со сталью следующая: взять по бруску алюминия, биметалла, состоящего из алюминия и нужной стали, а также самой стали.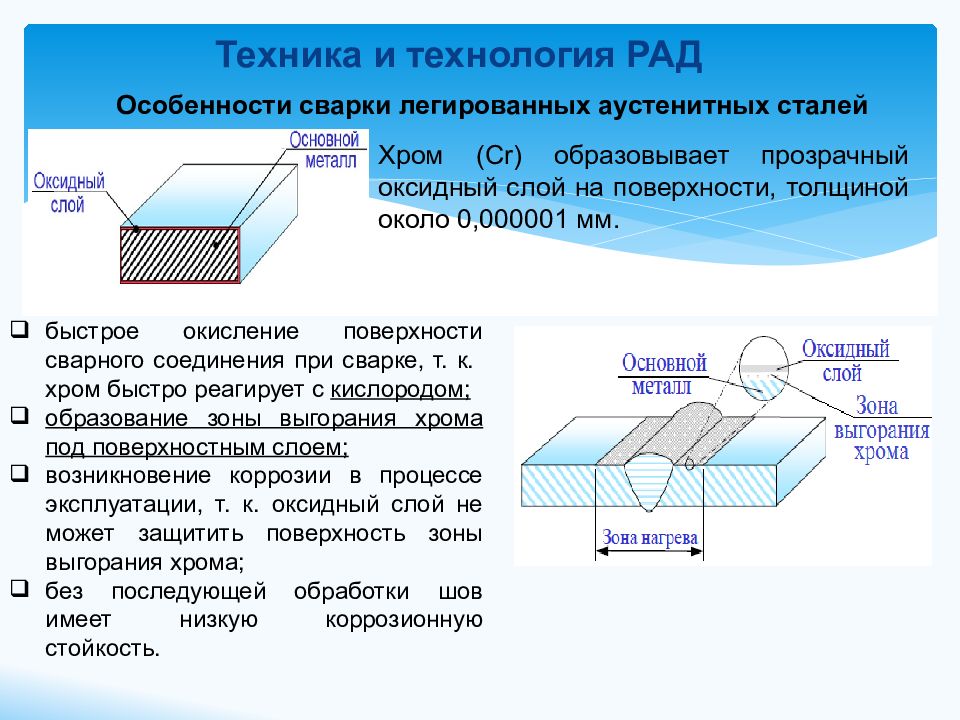 Все поверхности нуждаются в обработке и обезжиривании.
Все поверхности нуждаются в обработке и обезжиривании.
Первый шаг – соединение алюминия с алюминиевой подложкой биметалла. Необходимо следить за процессом, чтобы не допустить перегрева. Оптимальным решением будет использование хорошего полуавтомата сварки MIG. Проволоку выбирайте также алюминиевую. Это обеспечит большую скорость и возможность регулирования глубины проваривания.
Остальная часть пластины приваривается непосредственно к стали. Здесь должна использоваться специальная проволока. Следует учитывать роль алюминия в отводе тепла. Нельзя допускать его перегрева, чтобы не спровоцировать появление экзотермической реакции со сталью, вызывающей образование на стыке металлов очень хрупкого соединения FeAl3.
3. Сварка жаропрочной нержавеющей стали
Самой большой неприятностью при выполнении работ с жаропрочной сталью становятся появляющиеся микро- и макротрещины. Чтобы этого избежать, необходимо исследовать каждый материал, и выяснить оптимальную температуру для сварки. При этом нужно учитывать склонность материалов к коррозии и воздействию других негативных факторов.
При этом нужно учитывать склонность материалов к коррозии и воздействию других негативных факторов.
Определять тенденцию образования трещин на металле лучше всего проведением натуральных испытаний. Качественная сварка жаропрочной стали подразумевает достижение в швах и соединениях механических свойств, максимально приближенных к основному материалу.
Обязательным условием проведения качественных работ считается предварительная закалка жаростойких сплавов. Процесс заключается в воздействии на каждую деталь температуры +1100 °С с последующим охлаждением.
Применение термообработки металла после его закалки способствует значительному упрочнению стали. Следует понимать, что качество сварки по паяному шву напрямую зависит от химического состава припоя.
4. Сварка черной и нержавеющей стали
Разный химический состав стали приводит к появлению своих особенностей сварки:
- Следует учитывать теплопроводность материалов, чтобы не получилось так, что один из них недостаточно проплавился.
- Различие коэффициентов линейного расширения. В наиболее слабом месте сварочного соединения, в области сплавления, даже после завершения термообработки могут оставаться напряжения.
- Сталь, достаточно насыщенная углеродом, может отдавать его металлу шва, что значительно снижает антикоррозийные свойства нержавейки.

Единого подхода к сварке нержавеющей стали, дающего отличный результат во всех случаях, не существует. Это обусловлено великим многообразием видов соединений металла, их разным составом.
Качественные результаты гарантированы при работе с материалом, имеющим хорошую свариваемость, и соблюдении рекомендаций профессионалов. На практике чаще всего используются два метода сварки нержавеющей стали с низкоуглеродистыми и низколегированными материалами:
- Для заполнения шва используются электроды из более легированной стали или имеющие никелевую основу.
- Вначале при помощи легированных электродов из черной стали наплавляется кромка, затем делается плакированный слой. Процесс завершается свариванием электродами нержавеющей кромки.
 Процесс завершается свариванием электродами нержавеющей кромки.
Процесс завершается свариванием электродами нержавеющей кромки.5. Сварка разнородных сталей
Для сварных соединений разнородных сталей характерен ряд специфических особенностей. Основное затруднение при работе с такими сталями в конструкции, долго работающей под воздействием высоких температур, вызывает образование в области соединения структурной неоднородности, способной привести к изменению свойств металлов и преждевременному разрушению конструкции.
Неоднородность не будет образовываться при высоком содержании никеля в составе аустенитного материала. Никель – дорогой и дефицитный материал, который нужно применять с осторожностью, чтобы не спровоцировать появление горячих трещин в сварочных швах.
Для получения результата высокого качества при соединении аустенитной стали с неаустенитной металл шва должен иметь повышенное содержание никеля, чтобы предупредить структурную неоднородность в зоне сплава. Но тот же никель негативно влияет на металл. Поэтому следует рассчитывать оптимальное его содержание, учитывая факторы, влияющие на появление в зоне сварки структурной неоднородности.
Но тот же никель негативно влияет на металл. Поэтому следует рассчитывать оптимальное его содержание, учитывая факторы, влияющие на появление в зоне сварки структурной неоднородности.
6. Сварка пищевой нержавеющей стали
Для сварки нержавеющей стали, используемой в пищевой промышленности, оптимально подходят электроды ЦЛ-11. Они позволяют проводить сварочные работы в любом пространственном положении, применять обратно полярный ток. Этим объясняется их востребованность у профессиональных сварщиков.
До начала работы электроды прокаливают. Стоит внимательно относиться к этому этапу, от этого зависит качество выполняемой работы. Время прокаливания – 1,5 часа. Электроды отличает высокое качество металла шва, малое разбрызгивание и устойчивое горение дуги. Большая популярность сварочных электродов при работе с пищевой нержавейкой обеспечивается и отличным удалением шлаков.
8 часто допускаемых ошибок во время сварки нержавеющей стали
В процессе сварочных работ могут допускаться ошибки, некоторые из них значительно влияют на конечный результат.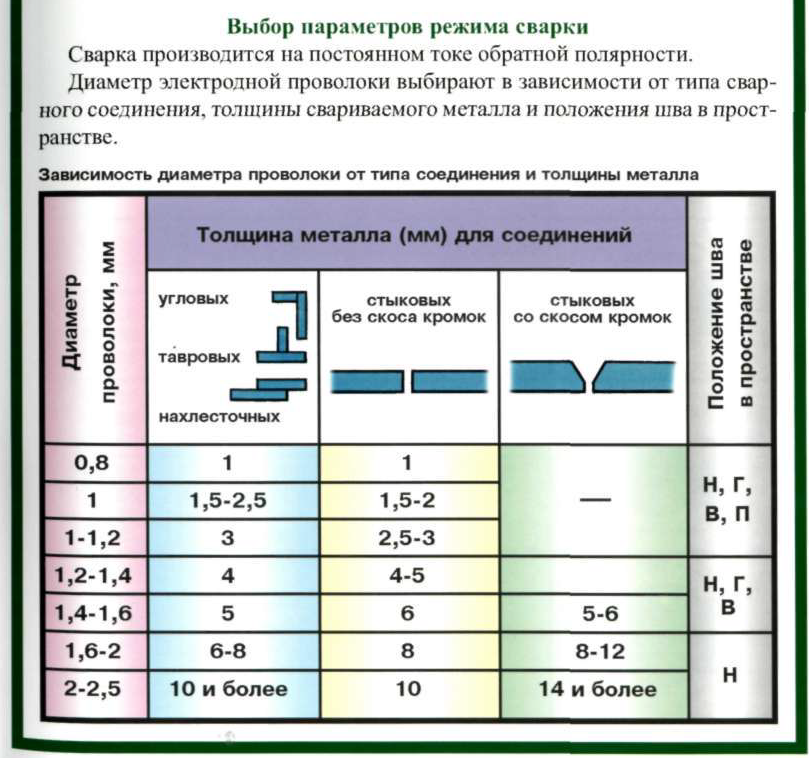
Качество работы определяется множеством факторов, которые требуют постоянного внимания – классность оборудования, металла, расходных материалов, ход сварочного процесса и т. д. Несоблюдение одного из этих параметров неизбежно приведет к ошибкам в сварочных работах.
1. Использовать устаревшее сварочное оборудование и методы недопустимо. Современные технологии наполнены инновациями, которые помогают снизить энергопотребление, увеличить скорость сварки, сократить время на подготовку до сварки и быстро обучить оператора работать на новом оборудовании.
2. Если в работе используется слишком слабая или рассчитанная на очень высокие силы тока сварочная горелка, то это вызовет лишние расходы.
3. Довольно распространенной ошибкой является неправильное хранение сварочного материала под негативным воздействием влаги, пыли и т. п. Рекомендуется выбирать сухие, чистые помещения, без резких перепадов температуры.
4. Ошибкой будет неправильный выбор температуры подогрева или температуры металла во время начала сварки нержавеющей стали. Материал должен быть предварительно нагрет до достижения определенной температуры.
5. Несвоевременное профилактическое обслуживание сварочного оборудования может привести к сбоям в его работе. Также необходима своевременная замена расходных материалов и запасных частей сварочной горелки.
6. Несоответствие применяемого защитного газа негативно отразится на результате работы.
7. К низкому результату приводит отсутствие обучения сотрудников и приобретение дешевых, некачественных сварочных материалов.
8. Неправильно подготовленный сварочный шов при эксплуатации конструкции может спровоцировать серьезные проблемы.
3 Общие методы сварки нержавеющей стали
Процесс сварки нержавеющей стали зависит от толщины и отделки материала, а также от использования готового продукта. Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Этими методами сварки нержавеющей стали являются сварка TIG, сварка сопротивлением и сварка MIG.
Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. Этими методами сварки нержавеющей стали являются сварка TIG, сварка сопротивлением и сварка MIG.
Это сварка TIG, сварка сопротивлением и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом из них.
1. Сварка ВИГ или дуговая сварка вольфрамовым электродом в газе
Предлагая высокое качество, универсальность и долговечность, ВИГ является наиболее часто используемым процессом сварки нержавеющей стали. Этот процесс сварки создает низкое тепловложение, что делает его идеальным для тонкого материала. Газообразный аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая защиту инертным защитным газом между внутренними и внешними сварными швами.
2. Сварка сопротивлением или точечная сварка
Сварка сопротивлением или точечная сварка, как ее часто называют, является одним из самых экономичных видов сварки. Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева потертых металлических краев и их герметизации. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно настроить таким образом, чтобы предотвратить деформацию металла.
3. Сварка МИГ или газовая сварка АС
Сварка МИГ представляет собой полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали. В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
Сварка MIG популярна, потому что она позволяет сварщику использовать импульсный источник тока, что может облегчить сварку труднодоступных мест в сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше?
Выбор правильного метода сварки нержавеющей стали действительно зависит от качества, которое вы ищете. Если вы ищете более доступный способ сварки, то точечная сварка может быть лучшим вариантом для этой работы. Но если материал, с которым мы работаем, тонкий, то лучшим выбором может быть сварка TIG или газовая вольфрамовая дуга.
В All-Type Welding and Fabrication, Inc. наша команда экспертов по сварке оценит материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для этой задачи.
Обладая обширными знаниями в области сварки и многолетним опытом работы, компания ATWF готова выбрать и внедрить для вас наилучший метод сварки нержавеющей стали. Свяжитесь с нами сегодня, чтобы получить предложение, узнать больше о нашем процессе и получить все ответы, которые вы ищете.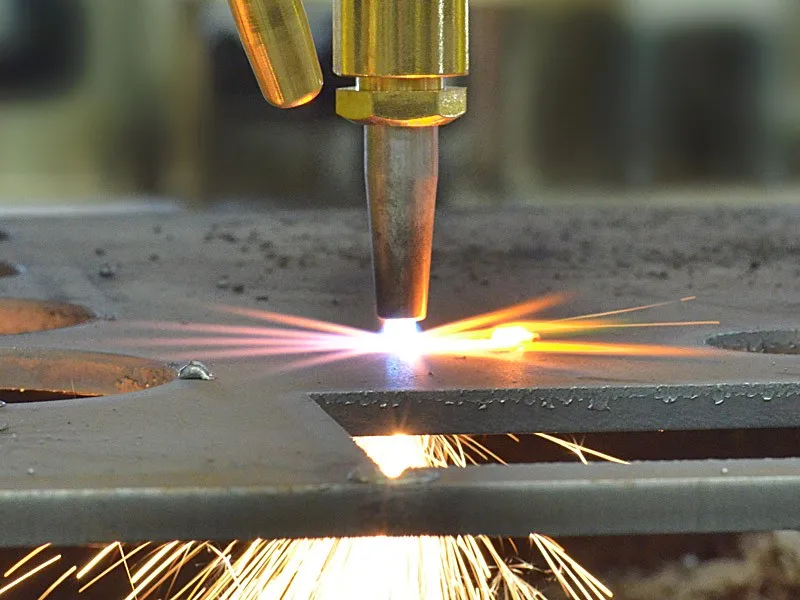
Как сваривать нержавеющую сталь: полное руководство
Нержавеющая сталь прекрасно выглядит и устойчива к коррозии. Кроме того, он прочный и прочный. Итак, у нержавеющей стали есть много преимуществ…
Но когда дело доходит до сварки, все может усложниться. Некоторые даже думают, что сварить нержавеющую сталь слишком сложно, если у вас нет многолетнего опыта.
Но так ли это?
Спойлер, вы можете научиться его сваривать, если у вас есть нужные знания и достаточно практики. Итак, давайте углубимся в факты о том, как сваривать нержавеющую сталь, и, надеюсь, развеем заблуждения на этом пути.
Часто задаваемые вопросы о сварке нержавеющей стали
Поскольку именно поэтому вы здесь, давайте сначала ответим на наиболее часто задаваемые вопросы.
Можно ли сваривать нержавеющую сталь?
Да! Нержавеющая сталь может быть сварена с использованием любого процесса дуговой сварки, такого как MIG, TIG, Stick & Flux-core. Каждый процесс даст немного отличающийся результат и потребует некоторого обучения и навыков.
Сложно ли сваривать нержавеющую сталь?
Хотя это и не так просто, как сварка низкоуглеродистой стали, это выполнимо при наличии некоторых знаний и практики практически для всех, у кого есть подходящее оборудование.
Сварка нержавеющей стали представляет собой сложную задачу для неопытных сварщиков, поскольку нержавеющая сталь эффективно сохраняет тепло. Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Нержавеющая сталь также четко показывает все дефекты сварного шва. Только по этой причине некоторые скажут, что сварка нержавеющей стали — более сложная и неумолимая работа, лучше всего подходящая для опытных пользователей. Но, как и во всей сварке, любой может научиться этому при достаточной практике.
Еще вопрос со сваркой нержавейки, там много разных сплавов. Вы ДОЛЖНЫ использовать правильный присадочный материал, защитный газ, настройки и т. д. для каждого сплава.
Этот уровень детализации может быть болезненным и добавляет к восприятию того, что сварка нержавеющей стали сложна.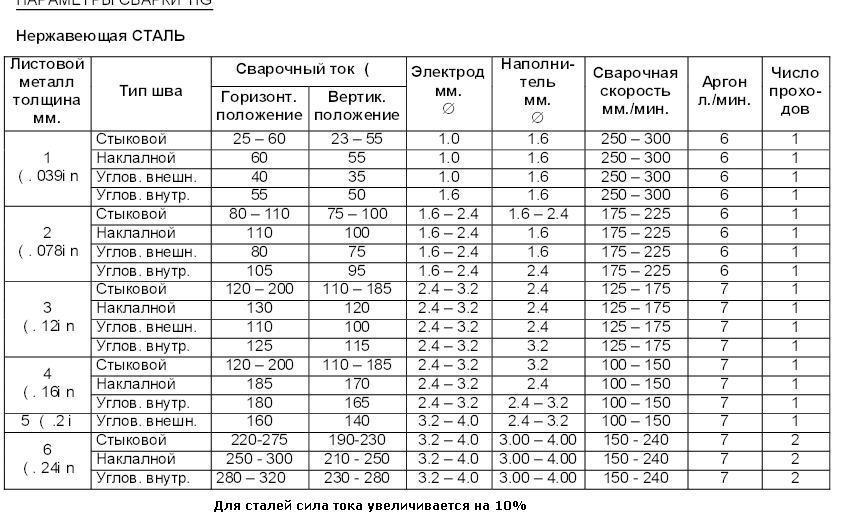 Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Многие начинающие сварщики с удивлением узнают, что для соединения нержавеющей стали («SS») можно использовать несколько различных процессов сварки, включая TIG, MIG, порошковую проволоку и электроды.
Сварочные аппараты TIG
Сварочные швы TIG с использованием аргонаЕсли вам нужны гладкие, профессионально выглядящие швы, вам следует выбрать сварочный аппарат TIG. Сварщики TIG делают чистые, привлекательные сварные швы на нержавеющей стали. Таким образом, они обычно являются правильным инструментом, когда готовое изделие должно быть эстетически приятным.
Кроме того, сварочные аппараты TIG с ножной педалью (или управлением пальцами) позволяют точно контролировать количество подаваемого тепла. Другими словами, вы можете вносить микрорегулировки на лету во время укладки валика. Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Однако сварка ВИГ SS имеет недостатки. Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Сварочные аппараты MIG
Сварные валики из нержавеющей стали, сваренные методом МИГСлишком многие полагают, что сварка ВИГ — единственный процесс, при котором свариваются нержавеющие стали. Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Например, сварочные аппараты MIG лучше подходят для длинных швов. Вам не нужно постоянно заменять новые электроды/присадочные стержни, как это необходимо при использовании аппаратов для сварки TIG и дуговой сварки. Однако вам понадобится другой, более дорогой защитный газ, поскольку уровни кислорода, которые может выдержать SS, ниже, чем у мягкой стали.
Аппараты для сварки порошковой проволокой
Если дополнительные расходы на сварку МИГ нержавеющей стали являются проблемой, сварка порошковой проволокой позволяет использовать менее дорогой CO 2 или даже не использовать защитный газ. Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Еще одним преимуществом сварки порошковой проволокой является то, что ее можно использовать в ветреную погоду. Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Сварочные аппараты
В промышленности или строительстве внешний вид может не иметь большого значения. Таким образом, портативность и простота сварочных аппаратов SMAW или палки могут быть именно тем, что вам нужно на большой рабочей площадке. Плюс, поскольку нет защитного газа, можно сваривать в ветреную погоду.
Стержневые электроды имеют внешнее покрытие, содержащее флюс. Флюс означает, что эти электроды производят шлак, с которым вам придется иметь дело, и контроль тепла в металле может быть проблемой. Кроме того, вы должны часто заменять расходуемый электрод.
Какие металлы можно приваривать к нержавеющей стали?
Можно сваривать разнородные металлы, включая нержавеющую сталь. Но по ряду причин это сложная задача с особыми соображениями. Вам необходимо оценить риски и решить, приемлемы ли они для предполагаемого применения.
Во многих случаях точки плавления двух металлов сильно различаются, что создает проблемы. По этой причине материал наполнителя становится очень важным, и выбор наполнителя, который вы используете, имеет решающее значение.
Суть в том, что сварка разнородных металлов сопряжена с риском. Вы должны понимать два металла, которые вы свариваете, и использовать правильный присадочный материал.
Но есть также много методов и специальных материалов, которые могут вам понадобиться в зависимости от того, что вы свариваете. Проведите исследование заранее.
Проведите исследование заранее.
| Сплав/металл | Да/Нет |
|---|---|
| Углеродистая сталь | 901 20 Да 1|
| Мягкая сталь (низкоуглеродистая) | Да 2 |
| Оцинкованная сталь | Да 3 |
| Да 4 | |
| Алюминий | Нет 5 |
1 Обычно требуется предварительный нагрев углеродистой стали.
2 Для большинства работ используйте процесс MIG с присадочной проволокой ER309L и трехкомпонентным защитным газом.
3 Должен удалять цинк, который представляет опасность для здоровья и может загрязнить сварной шов.
4 Используйте «масляный» метод, чтобы удержать углерод от нержавеющей стали с наполнителем NiFe-CI или Ni-CI.
5 Существуют обходные пути, такие как биметаллические переходные вставки, но биметаллические вставки изготавливаются с использованием специальных процессов, обычно невозможных на месте. Готовые вставки трудно найти, если у вас небольшой магазин или любитель.
Как сваривать нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, убедитесь, что у вас есть подходящее оборудование, а сварщик и сталь подготовлены.
Давайте рассмотрим их.
Что нужно для сварки нержавеющей стали?
Механизм, необходимый для сварки нержавеющей стали, не будет сильно отличаться от сварки других металлов. Как правило, вам потребуется:
- Сварочный аппарат (MIG, TIG, порошковая проволока или электрод)
- Электроды (проволока или электрод должны быть тщательно выбраны для сварки)
- Защитный газ (для MIG и TIG и возможно с флюсовой проволокой)
- Шлифовальная машина/проволочная щетка/растворитель для очистки металла
- Зажимы
- Сварочный стол (для небольших работ в цеху)
- Сварочная маска
- Защитные очки (для шлифовки и других вспомогательных работ)
- Кожаный фартук, рукава и перчатки
- Сварочные сапоги (25 % всех несчастных случаев при сварке травмы стопы)
- Вентиляция (если в помещении)
- Плоскогубцы MIG (удобны для всех сварочных процессов)
Вентиляция была включена как необходимое оборудование, поскольку нержавеющая сталь выделяет газ шестивалентного хрома. Этот токсичный газ означает, что вы должны защитить себя и убедиться, что вы не вдыхаете пары при сварке нержавеющей стали.
Этот токсичный газ означает, что вы должны защитить себя и убедиться, что вы не вдыхаете пары при сварке нержавеющей стали.
Подготовка сварочного аппарата
Для всех процессов сварки нержавеющей стали необходимо сначала выбрать правильный электрод/присадочный материал. Это должен быть правильный сплав для предполагаемого сварного шва, независимо от того, какой тип сварочного аппарата вы используете. Существует множество руководств от производителей и интернет-источников, которые помогут вам.
Далее идут сведения о различных процессах сварки, которые мы подробно рассмотрим ниже.
Подготовка сварочного аппарата TIG
Сила тока
На многих сварочных аппаратах TIG сила тока регулируется во время сварки (подробнее об этом чуть позже). Но сначала вы должны установить максимальный ток на машине. Это будет варьироваться в зависимости от сплава SS и других переменных, таких как толщина. Диаграммы легко доступны, чтобы помочь вам с этой настройкой.
Управление силой тока пальцем или ногой
Ножная педаль в виде кулисы обеспечивает детальное управлениеЕсли она есть у вашего сварщика, она позволяет регулировать температуру или силу тока во время сварки, что помогает свести к минимуму избыточное тепло и возникающее в результате коробление SS. Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Но для других работ ножная педаль может оказаться более удобной. Убедитесь, что на вашем аппарате настроена наилучшая регулировка силы тока для конкретного сварного шва. Многие сварщики TIG имеют возможность включать и выключать ножную педаль/пальцевое управление, поэтому убедитесь, что вы правильно настроили ее заранее.
Детали электрода
Размер электрода имеет большое значение в аппарате для сварки TIG. Таким образом, используемый электрод должен иметь правильный диаметр. Обычно это 3/32, но может достигать 1/4 дюйма. Какой размер вам нужен, зависит от таких переменных, как полярность, сила тока, размер соединения, толщина основного металла.
Также следует обратить внимание на тип вольфрамового электрода. Вы увидите торированный красный электрод, используемый для большинства работ по сварке нержавеющей стали. Но для некоторых сплавов нержавеющей стали может потребоваться электрод другого «цвета».
Кроме того, важна геометрия. Конусность, не превышающая диаметр электрода более чем в 2,5 раза, позволяет получить сфокусированную дугу с образованием глубоких, тонких валиков и небольшой зоны термического влияния («ЗТВ»). Если электрод сужается более чем в 2,5 раза по сравнению с его диаметром, дуга начинает разветвляться, что приводит к меньшему проплавлению и большей ЗТВ.
Полярность и пульсация
Для сварки SS установите полярность сварочного аппарата TIG на DCEN (отрицательный электрод постоянного тока). Некоторые люди называют это прямой полярностью, и вы никогда не должны использовать электрод с положительным электродом, так как это мгновенно сожжет ваш вольфрам.
Также, если ваш сварочный аппарат имеет импульсный режим, используйте его. Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, и неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, и неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Защитный газ ВИГ
Не второстепенная деталь; Вы должны выбрать правильный защитный газ и установить правильные скорости потока. Обычно для сварки TIG используется чистый аргон (Ar).
Но гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. В некоторых случаях для достижения особых свойств добавляют азот (N 2 ) и водород (H 2 ). Например, включение водорода дает аналогичный, но более сильный эффект по сравнению с добавлением гелия. Однако водород не следует использовать при сварке мартенситных, ферритных или дуплексных сталей.
Скорость потока обычно составляет от 35 до 50 кубических футов в час, но см. рекомендации для вашей машины и другие общедоступные таблицы и источники.
Подготовка аппарата для сварки MIG
Проволока для сварки MIG
Первым шагом является получение и установка проволоки подходящего сплава и размера для сварки, которую вы хотите выполнить. В зависимости от конкретного сплава, который вы свариваете, могут потребоваться некоторые исследования, но популярна проволока ER309L. Не забудьте также использовать проволоку подходящего диаметра.
Защитный газ
Вы должны выбрать правильный газ. Нержавеющая сталь чувствительна к атмосферным газам, и популярна тройная смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь создает хороший контур валика, а уровень CO2 достаточно низок, чтобы не повредить коррозионной стойкости нержавеющей стали.
Вы не хотите использовать чистый инертный защитный газ, такой как гелий или аргон, для сварки SS MIG. Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Также убедитесь, что скорость потока установлена правильно. Как уже говорилось, нержавеющая сталь чувствительна к химически активным газам, а это означает, что для предотвращения загрязнения сварного шва требуется хорошее покрытие. Обратитесь к руководству вашего сварочного аппарата или таблице настроек для хорошей отправной точки.
Полярность
Ваш сварочный аппарат должен быть настроен на положительное расположение электрода постоянного тока (DCEP).
Скорость подачи проволоки
В руководстве и таблице настроек для вашего аппарата должны быть указаны необходимые скорости подачи проволоки для сплавов нержавеющей стали различной толщины. Но если нет, то для большинства сварных швов из нержавеющей стали используется немного более высокая скорость подачи проволоки («WFS»), чем та, которую вы использовали бы для мягкой стали.
Параметры силы тока и напряжения
Обратитесь к руководству по сварке и/или к таблице параметров сварки, чтобы задать уровни силы тока и напряжения. Если у вас их нет, опытные сварщики или интернет также могут предоставить таблицы и рекомендации по начальным настройкам.
SS обычно требует более низкой настройки силы тока из-за более высокой WFS. Кроме того, необходимо использовать более высокие настройки напряжения, которые смачивают ванну, что позволяет получить более плоскую поверхность и выступы на концах сварного шва.
Подготовка аппарата для сварки порошковой проволокой
Выбор проволоки
Как и в других процессах сварки нержавеющей сталью, присадочный материал имеет важное значение. Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Это означает, что состав проволоки более сложный, чем у сплошной проволоки MIG. Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Кроме того, настоящая безгазовая проволока будет работать в ветреную погоду. Но это, вероятно, будет ограничено плоской и горизонтальной работой.
Итак, еще одним важным фактором, который следует учитывать, является защитный газ. Для многих порошковых проволок из нержавеющей стали требуется газ. В то время как ветер может быть проблемой, эти проволоки лучше справляются со сварными швами. Их часто называют проволокой с двойным экраном, и они широко доступны (получить настоящую «безгазовую» порошковую проволоку из нержавеющей стали сложнее).
Полярность
Полярность может запутаться при сварке порошковой проволокой (или FCAW), так как настройка меняется в зависимости от используемой проволоки. Поэтому обязательно запомните, какая полярность вам нужна для порошковой проволоки, и убедитесь, что ваша машина настроена соответствующим образом.
Защитный газ
Да, при FCAW защитный газ не нужен для многих сварных швов. Но нержавеющая сталь отличается от углеродистой стали и необходима для многих работ. При использовании проволоки с двойным экраном (флюс и защитный газ вместе) убедитесь, что защитный газ находится под рукой.
Сварщики часто используют смесь 100% CO 2 или 75% аргона 25% CO 2 . Шлаковая оболочка сварного шва ограничивает поглощение углерода, что делает возможным использование защитного газа с высоким содержанием CO 2 .
Подготовка сварочного аппарата
Электрод
Возможно, здесь вы видите закономерность, но выбор присадочного материала имеет значение в каждом сварочном процессе. Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Производители обычно наносят правильное флюсовое покрытие на сплав SS, используемый для изготовления стержня. Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Сила тока
Значения силы тока должны быть указаны в руководстве к сварочному аппарату или в таблице, напечатанной на сварочном аппарате, или вы можете легко найти рекомендации, если их нет. Но в целом устанавливайте усилители на низах, как можно более «крутыми».
При использовании электродуховой сварки вы обнаружите, что по мере того, как вы входите в сварной шов на пару дюймов, палка нагревается сильнее, а характеристики дуги и валика изменяются. Таким образом, вам нужно учесть это на любом суставе длиной более одного или двух дюймов.
Продукт для защиты от брызг
Стик прост и удобен в использовании, но он производит много брызг. При работе с нержавейкой это может быть проблемой. Таким образом, вы можете захотеть иметь под рукой гель или спрей против брызг, чтобы подготовить заготовку перед сваркой.
Подготовка нержавеющей стали к сварке
После настройки сварочного аппарата для нержавеющей стали вам необходимо подготовить металл перед сваркой. Вот некоторые вещи, которые вы должны подготовить…
Чистота
Нержавеющая сталь плохо переносит загрязнение. Даже следовые количества могут создать проблему. Таким образом, металл должен быть очищен от краски, ржавчины, масла и т. д. и очищен перед сваркой. Никаких исключений, так что будьте внимательны.
Подгонка
Убедитесь, что детали выровнены должным образом и что нет зазоров или отклонений в соединении. Зазоры разной ширины шва требуют избытка присадочного материала, который дополнительно нагревает сварной шов. Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Подготовка кромок
Края более толстых деталей должны быть скошены или сняты фаски. Этот профиль помогает при подгонке, но также позволяет делать более прочные и красивые сварные швы.
10 советов по успешной сварке нержавеющей стали
1.
 Снизьте температуру
Снизьте температуруНержавеющая сталь коробится под воздействием избыточного тепла. Помнить? Мы упоминали об этом в начале статьи. Таким образом, имеет смысл установить ваши усилители, то есть тепловложение, на низкую сторону, чтобы избежать проблемы.
2. Избегайте большого диаметра присадочного материала
Чем толще присадочный стержень/проволока, тем больше тепла вам потребуется. Но с SS вам нужно держать усилители на низком уровне. Таким образом, избегайте больших наполнительных стержней / проволоки, поскольку это еще один способ снизить температуру.
3. Точная настройка Подгонка
Правильная подгонка позволяет использовать нужное количество наполнителя и устраняет необходимость заполнения зазоров. Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
4. Используйте присадочный материал/электрод, предназначенный для сплава SS
Да, вы можете сваривать нержавеющую сталь с тем же присадочным материалом из мягкой стали, который вы обычно используете. Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
5. Используйте правильный угол наклона горелки (стержневой и с порошковой проволокой)
Со шлаком таскаешь. Этот совет работает, как правило, для всех видов сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и должным образом покрыть валик. В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно подходит в качестве отправной точки. Но при сварке стержнем вы можете попробовать использовать гораздо более крутой угол.
Подробнее : Толкать или тянуть при сварке MIG?
6.
 Правильный вылет проволоки
Правильный вылет проволоки При сварке MIG и сварке с флюсовой проволокой необходимо обеспечить правильный вылет в начале сварки, чтобы получить ровную дугу. Кроме того, вам нужно избегать изменения этого расстояния между соплом и металлом во время сварки.
Кроме того, при сварке с флюсовой проволокой подрезайте кончик проволоки каждый раз, когда вы накладываете валик. Если вы не подстригаете каждый раз, вы можете получить силиконовую каплю на кончике проволоки, которая может испортить ваш старт. Обрезка проволоки, вероятно, также является хорошим советом для ваших сварных швов MIG, чтобы обеспечить правильный выступ и чистый наконечник.
7. Сварочная ванна TIG
Диаметр сварочной ванны должен соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончик пальца или педаль, чтобы уменьшить нагрев. В конце сварки устраните кратеры, уменьшая ток и добавляя присадочный металл, пока лужа не затвердеет.
8. Скорость наплавки
Различные процессы сварки имеют разную скорость наплавки, и ничто не заменит опыт, чтобы узнать, как она меняется у ваших сварщиков.
Но в целом, если вам нужна высокая скорость наплавки, используйте сварочный аппарат с флюсовой проволокой и двойной экранированной проволокой. Эта настройка обычно дает вам лучшие скорости осаждения.
9. Скорость передвижения
В общем, вам не следует двигаться слишком медленно. Это создаст избыточное тепло в нержавеющей стали. Так что держите скорость вашего путешествия.
Кроме того, при сварке стержнем и порошковой проволокой вы можете определить, снизилась ли ваша скорость, по образовавшемуся валику. Признаки, на которые вы можете обратить внимание:
Медленное перемещение сварного шва: ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: сварной шов будет слишком вязким, а сварной шов будет слишком узким.