Сушка лиственницы в сушильных камерах
Содержание
Лиственница представляет собой один из самых сложных типов древесины в плане сушки. Она имеет высокую природную плотность/твердость, упругость, что объясняется особенностями природного строения и структуры расположения годичных колец.
Именно эти особенности позволяют использовать пиломатериал из лиственницы снаружи здания в качестве садовой мебели или для обустройства уличной террасы. Но чтобы материал из этой породы был действительно качественным, важно соблюдать технологию ее сушки и не допускать ошибок. А именно, лишний перегрев пиломатериалов может привести к возгоранию содержащихся смол, появлению трещин и короблению.
Правильная сушка лиственницы в камере осуществляется особыми методами, подразумевая более тщательный выбор режимов работы. В другом случае вместо качественного пиломатериала можно получить просто дорогие дрова.
Сушка доски лиственницы в домашних условиях может занять несколько месяцев, в зависимости от способа.
К особенностям этой породы древесины следует отнести:
- высокую плотность,
- большой вес,
- отменную упругость.
Из-за всего этого в ней всегда остается большое количество влаги, которая портит свойства как строительного материала. Важно качественно высушить ее, что можно выполнить только при использовании высокотехнологичного сушильного оборудования как пример вакуумной технологии.
Проблемы, возникающие в процессе сушки лиственницы (сложности и причины)Прежде, чем приступить к рассмотрению проблем, возникающих в процессе сушки пиломатериалов из лиственницы, необходимо разобраться в причинах, их вызывающих.
Рассмотрим их в свете подхода к данной проблеме кандидата технических наук, сотрудника СГУ им. Решетнёва Шакура Зарипова.
В общедоступном изложении, его взгляд на проблему, следующий.
В основе всех существующих технологий сушки пиломатериалов лежат физические процессы капиллярных явлений. Пиломатериалы, в данном случае, рассматриваются в роли проводящей открытой системы. То есть их сравнивают с системой, состоящей из огромного количества односторонне открытых микротрубок. Вода, испаряющаяся с поверхности древесины, восполняется посредством сил, возникающих на стенках сосудов. Фактически организуется вытягивание влаги из центра пиломатериала на его поверхность.
Подобный подход обеспечил математическое обоснование процесса удаления воды из пиломатериалов, являющихся пористыми капиллярными телами. Значительный вклад к это внёс академик Лыков А.В.
Взгляд с другой стороныНо лиственница, в отличие от древесины иных пород, в эту теорию не вписывается. Упомянутая теория не учитывает запуск процесса гидролиза в подобной древесине при повышении температуры.
Упомянутая теория не учитывает запуск процесса гидролиза в подобной древесине при повышении температуры.
Поэтому более верным является рассмотрение процессов массопереноса не в открытой, а в закрытой системе.
Лабораторные испытания показали, что максимальный вывод воды из пиломатериалов лиственных пород регистрируется в течение первых суток (24-30) часов. Затем наступает кратное снижение (в 2 и более раз). На эти процессы плотность материала не влияет.
Основным параметром, влияющим на интенсивность водоотделения из лиственничных пиломатериалов, являются (содержащиеся в древесине) экстрактивные вещества.
При сушке подобной древесины температура в центральной части доски периодически достигала аналогичного показателя для внешней среды. Причиной этого может быть только наличие неучтённого источника энергии. В его роли выступают химические процессы, комплексно протекающие в древесине при увеличении температуры.
Особенности сушкиПри низкотемпературной сушке на поверхность выступают: экстрактивные вещества в водных растворах и парогазовая смесь. Вода и смесь испаряются (сливаются). Экстрактивные вещества остаются. Уже при температурах 40-45 градусов из лиственницы выделяется значительное число веществ, включая формальдегид и фенол.
Вода и смесь испаряются (сливаются). Экстрактивные вещества остаются. Уже при температурах 40-45 градусов из лиственницы выделяется значительное число веществ, включая формальдегид и фенол.
В процессе сушки, благодаря избыточному давлению, на поверхность вытесняется содержимое клеточного пространства. Это приводит к формированию на поверхности пиломатериалов полимерной плёнки. Последняя блокирует вывод влаги из древесины.
Поэтому целесообразно, при использовании низкотемпературных процессов сушки, начинать работу с температуры в 40°. Это обеспечивает максимальный период, на протяжении которого влага удаляется наиболее интенсивно. При этом давление, как правило, не превышает 20кПа. По времени данный период занимает от 11 до 60 часов.
На втором этапе давление существенно возрастает, а интенсивность сушки снижается. Лабораторным путём установлено, что в парогазовой смеси содержится, в среднем. 139 различных компонентов. В водном растворе присутствует значительное количество водорастворимых веществ, основную часть которых составляет арабиногалактан.
Этот материал способен удерживать большое количество воды. Накапливаясь на поверхности пиломатериалов, он интенсивно впитывает её изнутри доски и из воздуха. Это провоцирует набухание, и образование на поверхности водяных пузырьков.
При любом изменении температуры они интенсивно лопаются, формируя полимерную плёнку, наличие которой многократно снижает интенсивность процесса сушки.
Этот процесс можно объяснить защитной реакцией древесины на неблагоприятные внешние условия.
Совершенствование технологии сушкиЭтот процесс предусматривает более точный учёт всего многообразия факторов, влияющих на сушку, своевременный переход на иные температурные уровни. Всё это позволяет поддерживать максимальную интенсивность удаления воды, снижает время сушки и энергозатраты на процесс её организации.
Основные рекомендацииПо результатам исследований было выработано несколько предложений, позволяющих интенсифицировать процесс, сократить время сушки и добиться повышения качества пиломатериалов.
- Сушку лиственницы требуется осуществлять с использованием многоступенчатой структуры применяемых режимов, в основу которой положена восходящая закономерность;
- на первой ступени температура ≤ (40-42) °С, что позволит добиться максимальной интенсивности выведения воды;
- шаг температур между ступенями сушки (5-8) °С;
- момент необходимости перехода устанавливается по интенсивности водоудаления.
Учёт усреднённого значения содержания воды в пиломатериале необходимой информации получить не позволяет.
- Влаготеплообработка в версии, предлагаемой РТМ, при сушке лиственницы малоэффективна;
- Для выравнивания влагосодержания в подобных материалах, прошедших сушку, следует выдерживать их 72 часа при температурах планируемой эксплуатации;
- осушение агента сушки в камерах, работающих периодически, проводится по технологии, используемой в моделях непрерывного действия, по следующему принципу: сколько воды вытеснено, столько же должно быть удалено;
- рациональной можно считать технологию осушения воздуха в камере, позволяющую удалять воду по замкнутому циклу.

Для этого часть парогазовой смеси рекомендуется прогонять через конденсатор, хладоагентом в котором выступает водопроводная вода.
Предлагаемая структура режимов сушки не приводит к увеличению процента трещин и поперечного коробления.
Промышленное применение результатов данной работы позволяет снизить время сушки лиственных пиломатериалов почти на 10%. Оптимальным решением является использование вакуумных сушильных камер. В них создаются условия, исключающие формирование блокирующего поверхностного слоя.
При определении экономической эффективности предлагаемого пакетного решения базовыми считались режимы, задаваемые согласно нормативу 19733-84. Их главным недостатком является неэффективное расходование теплоэнергии, обусловленное увеличением межступенчатых временных периодов.
Своевременный переход, обеспечиваемый вакуумной камерой, позволяет значительно экономить её.
Кроме этого рациональная технология осушения агента, исключает выброс в атмосферу значительного объёма тепловой энергии.
Вопросы естественной сушки в настоящей статье не рассматриваются, в силу продолжительности процесса, низкой эффективности и значительного процесса брака.
Поэтому кратко рассмотрим только сушку лиственничных пиломатериалов в сушильных камерах различных типов.
Что предлагает рынокКамерная сушка, наиболее распространённый вариант обработки лиственных пиломатериалов. В процессе сушки они последовательно подвергаются:
- нагреву;
- увлажнению;
- охлаждению;
- последующей сушке.
Циклы повторяются. При этом текущая влажность регулярно меняется.
Это универсальный метод обработки любых пиломатериалов.
Достоинствами использования сушильных камер является возможность загружать потребный объём материалов на каждый цикл сушки.
Обдуваемый потоками горячего воздуха пиломатериал быстро сохнет с внешней стороны, а изнутри влага остаётся. Из-за этого, при отдельных технологиях камерной сушки пиломатериал может растрескиваться. Чтобы исключить подобный негативный сценарий, предусмотрено чередование режимов: сушка, пропаривание, охлаждение. Весь процесс может занимать до трёх недель.
Из-за этого, при отдельных технологиях камерной сушки пиломатериал может растрескиваться. Чтобы исключить подобный негативный сценарий, предусмотрено чередование режимов: сушка, пропаривание, охлаждение. Весь процесс может занимать до трёх недель.
Речь, в данном случае, идёт о камерах российского, чешского, итальянского изготовления. Значительно реже встречаются финские камеры.
Все существующие камеры подразделяются по принципу работы на ряд разновидностей.
Большая часть рассчитана на конвективную обработку пиломатериалов. Горячий воздух циркулирует по всему объёму камеры, испаряя влагу из древесины, доводя оставшийся процент до заданного значения.
Лучшим, на сегодняшний день, решением является применение вакуумных камер. Создаваемое в них разряжение ускоряет процессы сушки при значительном возрастании качества готовых пиломатериалов.
- Срок сушки в 10 раз быстрее — это реальность!
Профессионалы деревопереработки, занимающиеся производством лиственных пиломатериалов, включая их сушку в камерах, не являющихся вакуумными, воспринимают наши утверждения скептически.
В качестве объективной реальности, с которой ничего поделать нельзя, они закладывают в технологические процессы сроки от 20 до 40 суток на получение лиственничной древесины столярной влажности (6-8) %. Всё остальное «от лукавого».
А теперь наши сроки.
- До столярной влажности (6-8) % лиственная доска толщиной 30 мм сохнет за 96 часов, 50 мм – за 120 часов.
- До погонажной влажности (12-15) %:
- 30 мм – 36 часов;
- 50 мм – 48 часов.
- Транспортная влажность в 20% достигается, соответственно:
- 30 мм – 30 часов;
- 50 мм – 38 часов.
При радиальном распиле коэффициент усушки составляет 0,19, при тангенциальном, 0,4.
Общий процент брака не превышает 1-2 (зависит от исходного состояния пиломатериалов). Подобные результаты достигнуты, благодаря серьёзной работе наших инженеров, программистов, проектировщиков и технологов.
Лиственничные пиломатериалы равномерно нагреваются специальными нагревательными панелями, созданными нашими инженерами.
Благодаря многолетнему анализу результатов экспериментальных сушек специалистам компании удалось рассчитать оптимальные температурные режимы сушки, их последовательность, параметры в камере на каждом этапе сушки.
Всё это заложено в программное обеспечение автоматики камеры (собственная разработка). Работы продолжаются. Поэтому клиент, заказавший у нас сушильную камеру, периодически получает обновлённое ПО.
Автоматика управления программируемая, что позволяет выбрать необходимый режим сушки с учётом породы древесины (например, лиственницы), её начальной и требуемой влажности, геометрических размеров материалов, закладываемых на сушку.
В подтверждение всего вышесказанного можете посмотреть это видео, полученное от руководителя компании, производящей пиломатериалы и погонаж из лиственницы на экспорт ((https://youtu.be/nlCC_VlrcAI).
При желании можете ознакомиться с иными видео отзывами других покупателей на нашем ютуб-канале или связаться с ними по телефону, который вам предоставит менеджер компании «Фалькон», отвечающий за работу с клиентами.
Преимущества сушки в вакуумных камерах производства компании «Фалькон»
Процесс заключается в интенсивном выведении влаги из толщи материала под действием вакуумной среды. В таких условиях молекулам воды легче высвобождаться. Они движутся вдоль волокон, поэтому быстро и эффективно выходит из древесины. Зафиксированное время сушки доски лиственницы в данных камерах в несколько раз меньше по сравнению с классическими технологиями :
до 6-8% (столярной) влажности
- 30 мм -96 часов
- 50 мм — 120 часов
до 12-15% (погонажной) влажности
- 30 мм — 36 часов
- 50 мм — 48 часов
до 20% (транспортной) влажности
- 30 мм — 30 часов
- 50 мм — 38 часов
Время зависит от выставленных режимов и начальной влажности доски. При термообработки лиственницы, древесина приобретает более темные тона, приобретает улучшенные показатели огнестойкости.
Коэффициент усушки лиственницы при тангенцальном распиле составляет 0,4.
Из этих данных видно что скорость сушки превосходит стандартные методы в конвективных камерах, не говоря уже о естественном процессе.
Также сушат лиственницу в домашних условиях, но время сушки может достигать больше 2 месяцев, при этом процент влаги в древесине составит около 18%. Так же существует риск коробления и растрескивания.
Кроме этого, процент брака намного меньше, потому что древесина прогревается равномерно по всей длине. Подробные данные и параметры по этой ссылке:
Наша компания сделала ставку на проектирование и производство на заказ камер вакуумной сушки, максимально адаптированных под потребности клиента.
Серьёзные теоретические проработки позволили определить оптимальные материалы и конструкцию камеры и основных элементов, оптимизировать их изготовление.
Необходимые комплектующие (например, датчики) мы используем только собственной разработки!
Мы испробовали датчики от всех известных производителей, к нашему сожалению, в вакуумных камерах в силу специфики датчики выдают некорректные показатели.
Так же мы решили несколько вопросов, которые интересуют заказчиков в первую очередь:
- Обеспечили возможность доставки готовой камеры в любую точку России и за её пределы обычной автомобильной фурой (внешние размеры не выходят за установленные габариты).
- Максимально упростили монтаж на месте установки (камера поступает заказчику практически в 95% готовности к работе).
- Организовали дистанционный шеф монтаж, когда сборка выполняется сотрудниками компании заказчика, а наши специалисты находятся на связи в специальном чате. Который мы создаём для каждого покупателя нашей печи.
- В процессе сушки все показатели датчиков в режиме онлайн могут передаваться нашему специалисту, что позволяет оперативно консультировать клиента в любых нестандартных ситуациях.
Кроме комплекса мер, упрощающих доставку, монтаж и эксплуатацию, к числу бесспорных достоинств наших камер относятся их эксплуатационные характеристики.
Объём одной закладки рассчитывается с учётом производственных потребностей заказчика. среди наших вакуумных камер, успешно эксплуатируемых по всей России, есть модели, рассчитанные на единовременную загрузку от 1 до 42 кубометров пиломатериалов.
Конструкция камеры допускает возможность:
- одновременной сушки пиломатериалов разных размеров и геометрии;
- изготовленных из древесины различных пород;
- с разными начальными показателями влажности;
- со снижением данного показателя до необходимого, от равновесной (транспортной) до мебельной.
В отличие от иных производителей, компания «Фалькон» не просто поёт дифирамбы своей продукции. Вы можете не просто ознакомиться с рекламными буклетами, но и лично убедиться в том, что наши слова не расходятся с делом.
Для этого можно выбрать один из доступных вариантов:
- созвониться с любым из наших покупателей (телефоны предоставляются по запросу) и напрямую выяснить его мнение о преимуществах и недостатках наших вакуумных камер;
- можно прислать своего представителя непосредственно на нашу испытательную площадку.
 Здесь на каждой готовой камере, перед ей отправкой заказчику, проводится по три контрольных сушки.
Здесь на каждой готовой камере, перед ей отправкой заказчику, проводится по три контрольных сушки.
Потенциальный заказчик имеет право присутствовать на любом этапе, задавать интересующие вопросы, лично проводить замеры качества готовых пиломатериалов (влажность, процент брака).
Если оформлен заказ на разработку и изготовление камеры вашей организации, приехавший представитель пройдёт комплексное обучение с практической отработкой всех вопросов. И получит комплект методических материалов по организации эксплуатации и обслуживания камеры.
ВыводыЕсли вы заинтересованы в развитии собственного бизнеса, нуждаетесь в высококачественных сухих пиломатериалах для собственных нужд, либо планируете их продажу, решение о заказе собственной вакуумной камеры для сушки древесины в компании «Фалькон» является самым взвешенным, в плане соотношения стоимости, сроков изготовления и доставки, производительности и качества готовой продукции.
Кроме этого вы получаете техническое сопровождение ведущими специалистами на весь срок эксплуатации камеры, периодическое обновление ПО, гарантированные поставки запасных частей для выполнения плановых ТО или ремонтных работ.
Умеете считать деньги, нацелены на рост прибыли и расширение рынков сбыта — значит ваша компания, наш потенциальный клиент!
Лиственнице нужен особый подход | Лесной комплекс
Профессионалы знают, как капризна лиственница при сушке. Мало того, что сушка длится в 2,5 – 3 раза дольше, чем сушка сосны, что само по себе затратно, так ещё и нет 100-процентной гарантии, что каждую партию удастся высушить качественно.
Может быть поэтому, несмотря на свои уникальные характеристики, эта порода не находит столь широкого применения в строительстве и изготовлении столярных изделий.
Свежий взгляд и неординарный подход к решению проблемы конвективной сушки лиственничных пиломатериалов предложил учёный Сибирского государственного университета науки и технологий имени академика М. Ф. Решетнёва Шакур Зарипов, защитивший диссертацию о совершенствовании технологии сушки лиственничных пиломатериалов.
– Шакур Гаянович, расскажите, чем ваш подход к сушке отличается от общепринятого?
– Общепринятая технология сушки
древесины основана на физике капиллярных явлений, когда древесину представляют
в виде открытой проводящей системы. Проще говоря, системой микротрубочек,
которые с одной стороны открыты, поэтому вода, испаряясь с поверхности доски,
восполняется за счёт сил, образующихся на стенках сосудов. Таким образом,
происходит своеобразное вытягивание влаги, что приводит выводу влаги из центра
доски на поверхность.
Проще говоря, системой микротрубочек,
которые с одной стороны открыты, поэтому вода, испаряясь с поверхности доски,
восполняется за счёт сил, образующихся на стенках сосудов. Таким образом,
происходит своеобразное вытягивание влаги, что приводит выводу влаги из центра
доски на поверхность.
Данный подход позволил математически обосновать процесс удаления влаги из древесины как капиллярно-пористого тела. Основоположником этого подхода является академик Алексей Васильевич Лыков.
Все процессы, которые касались таких пород, как сосна, берёза, описаны очень убедительно. Но древесина лиственницы, в отличие от других пород, во многом не согласуется с «классическими» представлениями.
В изучение сушки лиственницы большой вклад внесли коллеги с кафедры теплотехники нашего СибГТУ: Л. Н. Кротов, В. Н. Ослонович, Н.В Дзыга и другие.
Л. Н. Кротов и В. Н. Ослонович в одной из своих работ экспериментально доказали наличие избыточного давления в древесине лиственницы при конвективной сушке. Н. В. Дзыга экспериментально проверил возможность сушки лиственничных пиломатериалов в горячей воде. Однако результаты экспериментов объяснить они не смогли.
Н. В. Дзыга экспериментально проверил возможность сушки лиственничных пиломатериалов в горячей воде. Однако результаты экспериментов объяснить они не смогли.
Мне представляется, что их основная ошибка заключалась в приверженности подхода, применяемого к сушке других пород, который не учитывает возможности запуска реакций гидролиза в древесине лиственницы при незначительном повышении температуры. В этой связи пришлось создавать своё понимание о процессе конвективной сушки лиственничных пиломатериалов.
Мои предположения основывались на сведениях, которые изложены в специальной литературе по пропитке древесины лиственницы, где процессы массопереноса рассматриваются в закрытой системе.
Проведя ряд экспериментов, я пришёл к выводу, что низкотемпературные режимы не учитывают особенности строения данной породы древесины, из-за которого в центре доски возникает избыточное давление. Поэтому отечественные и зарубежные режимы сушки не в состоянии обеспечить высокое качество сушки лиственничных пиломатериалов.
– Расскажите, какие эксперименты подтолкнули вас к таким выводам.
– Первый эксперимент – простой по сути, но глубокий по содержанию.
В засверленный канал в лиственничном образце была вставлена медная трубка. Другой конец трубки был выведен в сосуд с водой. После нагрева образца в течение трёх часов при температуре 600С из образца стали выделяться пузырьки. Это указало на то, что при нагреве древесина лиственницы переходит в химически активную систему.
В результате образуется парогазовая смесь, которая выводит содержимое древесины, включая воду.
Последующие эксперименты показали, что наиболее интенсивно происходит вывод воды в течение первых 24-30 часов сушки. После указанного периода интенсивность выделения воды снижается в несколько раз. При более внимательном анализе процессов удаления воды пришёл к выводу о том, что плотность древесины лиственницы какого-либо значимого влияния не оказывает.
Основным фактором, который формирует интенсивность выделения воды из древесины лиственницы, являются экстрактивные вещества.
В процессе сушки лиственничных пиломатериалов было обращено внимание на то, что периодически температура в центре доски повышалась практически до уровня температуры окружающей среды.
Такое может происходить только в том случае, если есть источник энергии. Таким источником является комплекс химических процессов, которые формируются в древесине при повышении температуры.
В результате было установлено, что в процессе низкотемпературной сушки из древесины лиственницы на поверхность доски выделяется две основных группы веществ: парогазовая смесь и водный раствор экстрактивных веществ. Парогазовая смесь и вода с поверхности удаляется испарением и элементарным сливом. На поверхности доски остаются экстрактивные вещества.
Эксперименты показали, что при температурном интервале в 40-45°С из древесины лиственницы выделяется множество веществ, таких, как фенол, формальдегид.
Неслучайно, у операторов сушильных камер формируется целый букет профессиональных заболеваний.
По аналогичной схеме происходит сушка пиломатериалов таких пород, как ель, пихта.
Больше всего пахучих веществ даже не в лиственнице, а в ели. Ёлка – самая «пахучая». Для минимизации негативного воздействия на здоровье операторов еловые пиломатериалы стараются сушить в камерах, находящихся подальше от лаборатории, так как именно из пиломатериалов данной породы выделяется значительное количество пахучих веществ.
— Как это проявляется при сушке?
– При сушке из древесины лиственницы вытесняется содержимое клеточного пространства под действием избыточного давления. В результате на поверхности доски образуется полимерная плёнка, блокирующая вывод воды из древесины.
Целесообразно конвективный процесс сушки низкотемпературными режимами начинать с температуры 40-42°С. Указанный температурный уровень позволяет максимально увеличить период интенсивного удаления влаги из древесины лиственницы.
– А что это за вещества? Их состав известен?
– Экспериментально установлено, что избыточное давление в центре доски – величина переменная и во многом зависит от периода сушки. В начальный период давление не превышало 20 кПа, интенсивность вывода воды достигает максимальных значений. Продолжительность этого периода составляет 11-60 часов.
Второй этап сушки характеризуется резким повышением избыточного давления и понижением интенсивности сушки. Продолжительность этого периода составляет от нескольких десятков часов до сотен.
Химический анализ веществ, которые выделяются из древесины лиственницы при сушке низкотемпературными режимами, показал, что в парогазовой смеси содержится порядка 139 компонентов, а в водном растворе, кроме непосредственно воды – водорастворимые вещества. Основная масса – это арабиногалактан.
Данное вещество обладает таким свойством, как способность удерживать значительное количество воды. Поэтому, накапливаясь на поверхности доски, оно впитывает воду как из непосредственно центра доски, так и из окружающей среды. Такое впитывание приводит к набуханию – на поверхности доски образуются пузырьки, наполненные водой.
Такое впитывание приводит к набуханию – на поверхности доски образуются пузырьки, наполненные водой.
Любое изменение температуры приводит к тому, что пузырьки лопаются, вследствие чего образуется полимерная плёнка, которая практически блокирует вывод содержимого древесины – интенсивность сушки снижается в несколько раз по сравнению с первоначальным периодом.
Данный механизм образования плёнки есть защитная реакция дерева на внешнее воздействие. Что это значит? Дерево запускает механизм защиты от организмов-вредителей, а также от возгорания. Возьмём подсочку, сбор смолы. Делаются надрезы (раны на стволе), и дерево пытается защититься путём выделения на поверхность вещества, которое заделывает эти раны. По сути, мы высасываем «содержимое» дерева. Отсюда и слово «живица». Дерево себя защищает.
Я пришёл к выводу, что повышение температуры древесины при сушке – тоже своего рода реакция на стресс.
– Но как же так, ведь древесина – это уже не живое дерево.
– Для реализации вышеприведённого механизма образования защитной плёнки не обязательно иметь живое дерево. Примеров, когда неживая система работает по аналогичной схеме, можно привести великое множество.
Примеров, когда неживая система работает по аналогичной схеме, можно привести великое множество.
Самым наглядным примером может служить современный двигатель внутреннего сгорания. ДВС – это не живой организм. Но функционирующая система, реагирующая на различные факторы, выводит работу двигателя на оптимальный уровень. Древесина в данном случае тоже представляет систему, которая реагирует на температуру и другое воздействие.
Врагов у дерева очень много. Каждый пытается полакомиться, и тем не менее, деревья живут и процветают, но в определённых природных условиях. Древесина напичкана самыми разными веществами.
Согласно литературным источникам на настоящий момент установлено порядка 3600 видов экстрактивных веществ в древесине различных пород.
Поэтому каждая порода древесины выделяет
свои защитные вещества, которые уничтожают патогенную флору. Используя эти
свойства, бондари делают бочки, в которых можно в любую жару хранить продукты
питания, и они не испортятся. Раньше в деревнях, например, молоко возили на
покос в берестяных туесках, и оно не закисало в жару.
Раньше в деревнях, например, молоко возили на
покос в берестяных туесках, и оно не закисало в жару.
Или другой пример. Когда опадает лист, дерево начинает готовиться к зиме, вырабатывает вещества, которые связывают влагу, чтобы не образовался лёд. Природа все предусмотрела, эти вещества по весне являются питательной средой для того, чтобы распустились листья.
– Давайте поговорим о вашей диссертации. Как она называется?
– «Совершенствование технологии сушки лиственничных пиломатериалов». Само понятие «совершенствование технологии» предполагает улучшение через более точный учёт факторов, которые оказывают влияние на изучаемый процесс. Для этого необходимо своевременно переходить с одного температурного уровня на другой, что позволяет поддерживать интенсивность удаления воды из древесины лиственницы на максимальном уровне.
Такой подход позволяет максимально сократить время сушки и, как следствие, снизить энергетические затраты.
– А что у вас за сушильная камера в институте?
– В процессе работы над диссертацией было создано несколько сушильных установок – от настольной до полупромышленной. Каждая установка создавалась для проведения определённого вида исследований. Так, для изучения основных закономерностей процесса удаления влаги была создана установка, где размер образцов по длине ограничивался 50 см.
Каждая установка создавалась для проведения определённого вида исследований. Так, для изучения основных закономерностей процесса удаления влаги была создана установка, где размер образцов по длине ограничивался 50 см.
Для проверки полученных закономерностей была смонтирована полупромышленная камера, где размеры образцов по длине составили 2 м.
После отработки режимов в полупромышленной камере была проведена их апробация уже на промышленной площадке в сушильных камерах итальянского производства «Nardi».
В результате полученных исследований было установлено, что сушка лиственничных пиломатериалов происходит не за счёт испарения влаги с поверхности – оно вторично –, а за счёт избыточного давления.
— Шакур Гаянович, это только у лиственницы так? Почему для своих исследований вы выбрали именно эту породу?
– Древесина лиственницы – это проблемная
древесина. Поэтому она для меня представляет научный и практический интерес.
Мне кажется, что я смог чуть-чуть расширить круг знаний о данной древесной
породе, посмотрев на нее с несколько с другой стороны.
Думаю, что по подобной схеме происходит сушка и многих других пород. Но это уже другой вопрос.
– Как вы предлагаете усовершенствовать процесс сушки с учётом полученных вами данных?
– Нет смысла пересказывать все тонкости проведённых исследований. Остановлюсь на основных положениях, которые следуют из полученных данных.
Основные выводы, которые следуют из работы:
- для сушки лиственничных пиломатериалов необходимо использовать многоступенчатую структуру режимов, основанную на восходящей закономерности;
- температура первой ступени режима не должна превышать 40-42 0С, что обеспечит максимальную интенсивность удаления воды из древесины;
- температурный интервал между ступенями составляет 5-8 0С;
- момент перехода с одной ступени на
другую следует устанавливать по интенсивности удаления воды, а не по усреднённому значению содержания воды в древесине; - влаготеплообработки в том виде, который рекомендуется РТМ по сушке имеют низкую эффективность;
- для выравнивания влагосодержания в лиственничных пиломатериалах, прошедших сушку, рекомендуется проводить выдержку в течение 72 ч.
 при температурах, при которых предполагается эксплуатировать производимое изделие;
при температурах, при которых предполагается эксплуатировать производимое изделие; - осушение агента сушки в сушильных камерах периодического действия необходимо проводить аналогично технологии, которая применяется в установках непрерывного действия по принципу: сколько воды вытесняется из древесины, столько удаляется из сушилки;
- рациональной технологией осушения воздуха в сушильной камере следует считать такую, которая удаляет воду в замкнутом цикле, пропуская часть парогазовой смеси через конденсатор, где хладагентом является холодная вода, взятая из водопровода.
Промышленный эксперимент в полной мере подтвердил состоятельность теоретических гипотез и достоверность результатов экспериментальных исследований, проведённых в лабораторных условиях.
Предлагаемая в работе структура режимов сушки лиственничных пиломатериалов какого-либо значимого влияния на окончательные показатели образования поперечного коробления и трещин не оказывает.
Промышленное применение разработанных
режимов сушки позволяет сократить продолжительность сушки лиственничных
пиломатериалов не менее чем на 10 %.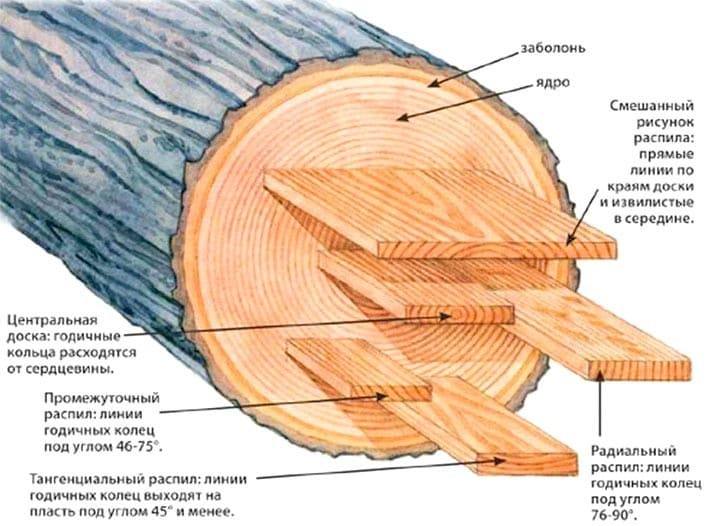
Одно из перспективных направлений, на мой взгляд, сушка под вакуумом. Вакуум позволит создавать условия, при которых формирование блокирующего слоя будет невозможным. Однако этот вопрос требует дополнительного изучения.
Для практиков очень важен аспект: использовать в процессе сушки лиственницы впрыск воды или нет. Это обязательная технологическая операция, которая, по мнению разработчиков сушильных камер, влияет на качество сушки.
Это правильно тогда, когда сушка пиломатериалов рассматривается в призме испарения влаги с поверхности. А когда речь идёт о выделении влаги под воздействием внутреннего давления, этот механизм не работает. Если на поверхности пиломатериал образовалась плёнка, то влага извне не может проникнуть в древесину. Поэтому проводить впрыски в данном случае – занятие бессмысленное.
В процессе всего периода сушки относительную
влажность целесообразно поддерживать на уровне 87-90 %. Для этого при
значительном снижении влажности древесины необходимо увлажнять высушиваемую
древесину, чтобы не допустить образование трещин.
Также в процессе изучения проблем сушки лиственничных пиломатериалов было обращено внимание на экологический аспект. В настоящее время конвективную сушку пиломатериалов принято относить к экологически чистым производствам. На самом деле это далеко не так.
При сушке лиственничных пиломатериалов выделяется значительное количество веществ, которые загрязняют окружающую среду. К таким веществам относятся фенол и формальдегид и многие другие. Поэтому есть необходимость разработки мероприятий по нейтрализации вредных веществ, которые выделяются из древесины лиственницы при конвективной сушке на окружающую среду.
Думаю, вариантов решения великое множество. Мы только в начале пути.
– Шакур Гаянович, насколько экономически оправданна предлагаемая вами технология сушки?
– При определении экономической
эффективности предлагаемых мероприятий за базовый вариант были взяты режимы по
ГОСТ 19773-84 «Пиломатериалы хвойных и лиственных пород. Режимы сушки в камерах
периодического действия».
Основной недостаток режимов по ГОСТ 19773-84 – это неэффективное расходование тепловой энергии на процесс сушки. Это связано с затягиванием межступенчатых периодов, когда имеют место временные отрезки с нулевой интенсивностью удаления воды. Поэтому своевременный переход с одной ступени на более интенсивную является основным преимуществом предложенной технологии сушки. Отказ от применения впрыска для проведения влаготеплообработок на любом этапе сушки также приводит к экономии тепловой энергии.
Однако основным фактором экономии тепловой энергии является применение рациональной технологии осушения агента сушки. Предлагаемая технология осушения исключает выброс в атмосферу огромного объёма тепловой энергии вместе с увлажнённым, но содержащим значительное количество тепла.
В работе дано обоснование применения
осушителя, где охлаждающим элементом является вода, взятая из холодного
водопровода. Суммарная экономическая эффективность от предлагаемых мероприятий
составит порядка 37,4%.
– Спасибо за интервью, Шакур Гаянович! Надеюсь, ваши начинания подхватят сибирские коллеги и учёные из других институтов.
ДЛЯ СПРАВКИ
Разработкой режимов сушки пиломатериалов в разные годы занималось большое количество учѐных, как отечественных, так и зарубежных: П. С. Серговский, Б. С. Шубин, И. В. Кречетов, Л. Н. Кротов, А. Г. Гороховский, С. И. Акишенков, И. В. Куликов, Н. В. Дзыга, F. Kollman, T. Maki, A.J. Stamm, K. Egner и др.
Изучению проблем образования внутренних напряжений и связанных с ними различного вида трещин в древесине при сушке посвящены исследования проф. Б. Н. Уголева и его учеников, проф. В. Н. Глухих и др.
Несмотря на значительное количество научных трудов, остаются нерешёнными вопросы, связанные с разработкой рациональных режимов лиственничных пиломатериалов при конвективном низкотемпературном процессе.
Установлено, что основным фактором, влияющим на удаление воды из древесины лиственницы, является избыточное давление, которое создаѐтся парогазовой смесью в центре доски.
В первые часы сушки, независимо от температуры, избыточное давление не превышает 20 кПа, что соответствует периоду интенсивной сушки. Дальнейший процесс сушки сопровождается ступенчатым повышением избыточного давления в центре.
Экспериментально доказано, что в процессе сушки проницаемость лиственницы снижается скачкообразно в несколько раз. Максимальное значение проницаемости – у свежесрубленной древесины.
Продолжительность сушки лиственничных пиломатериалов следует рассматривать как сумму двух периодов: интенсивного и замедленного. Переход от интенсивного к замедленному периоду происходит при среднем влагосодержании 25% при толщине доски 50 мм и при влагосодержании в 10-12 %, если толщина доски – 25 мм.
В результате внедрения всех разработанных мероприятий расчётный коэффициент экономической эффективности составит 37,4 %.
Особенности сушки пиломатериалов лиственницы — Макил Плюс в Москве
Содержание:
- Свойства древесины лиственницы
- Отличие лиственницы от других пород древесины
- Обеспечение правильного процесса сушки при использовании сушильных камер
Древесина лиственницы считается самой «капризной» из всех хвойных пород. В процессе сушки, при незнании специфических особенностей данного материала и несоблюдении технологий, на лиственнице чаще всего образуются пластевые и торцовые трещины. Сушка, осуществляемая с применением современных сушильных камер, позволит избежать деформации пиломатериала, сохранит его природный цвет и улучшит качество.
В процессе сушки, при незнании специфических особенностей данного материала и несоблюдении технологий, на лиственнице чаще всего образуются пластевые и торцовые трещины. Сушка, осуществляемая с применением современных сушильных камер, позволит избежать деформации пиломатериала, сохранит его природный цвет и улучшит качество.
Свойства древесины лиственницы
Структура лиственничной древесины схожа с другими хвойными породами. Так же как и они, лиственница обладает несомненным плюсом – повышенной стойкостью к агрессивной биологической среде и влаге. Поэтому древесину этой породы часто применяют для отделки внешних стен зданий, возведения перекрытий и настила полов в мансардах, беседках. Минимальная теплопроводность и высокая твердость древесины лиственницы не позволяет использовать ее для постройки домов, но дерево вполне подходит для возведения венцов.
Помимо этого, лиственница характеризуется высокой плотностью. Последний параметр с одной стороны является достоинством породы, но и в то же время относится к ее главному недостатку. Большая плотность древесины, показатели которой ядра и заболонья сильно отличаются, в сочетании с высоким содержанием влаги, затрудняет процесс обработки лиственницы и может привести к образованию трещин и искривлению пиломатериала. Сократить возможный процент деформации можно, если производить сушку в радиальном направлении, коэффициент которой на 2,0 меньше, чем при тангенциальной.
Большая плотность древесины, показатели которой ядра и заболонья сильно отличаются, в сочетании с высоким содержанием влаги, затрудняет процесс обработки лиственницы и может привести к образованию трещин и искривлению пиломатериала. Сократить возможный процент деформации можно, если производить сушку в радиальном направлении, коэффициент которой на 2,0 меньше, чем при тангенциальной.
Отличие лиственницы от других пород древесины
Основное отличие древесины лиственницы от сосны и других пород является коэффициент влагопроводности. У лиственницы он растет при повышении температуры воздействия, на много больше, чем у других пород:
| Порода древесины | Коэффициент тангенциальный | Коэффициент радиальный |
|---|---|---|
| Лиственница | 0,40 | 0,19 |
| Пихта | 0,29 | 0,15 |
| Ель | 0,31 | 0,17 |
| Береза | 0,34 | 0,28 |
| Кедр | 0,28 | 0,15 |
| Сосна | 0,31 | 0,18 |
| Ясень манчжурский | 0,32 | 0,20 |
| Дуб черешчатый | 0,29 | 0,19 |
Из-за более низкого напряжения между тангенциальными и радиальными слоями, дерево других пород меньше коробится, реже растрескивается и быстрее достигает необходимых параметров влажности.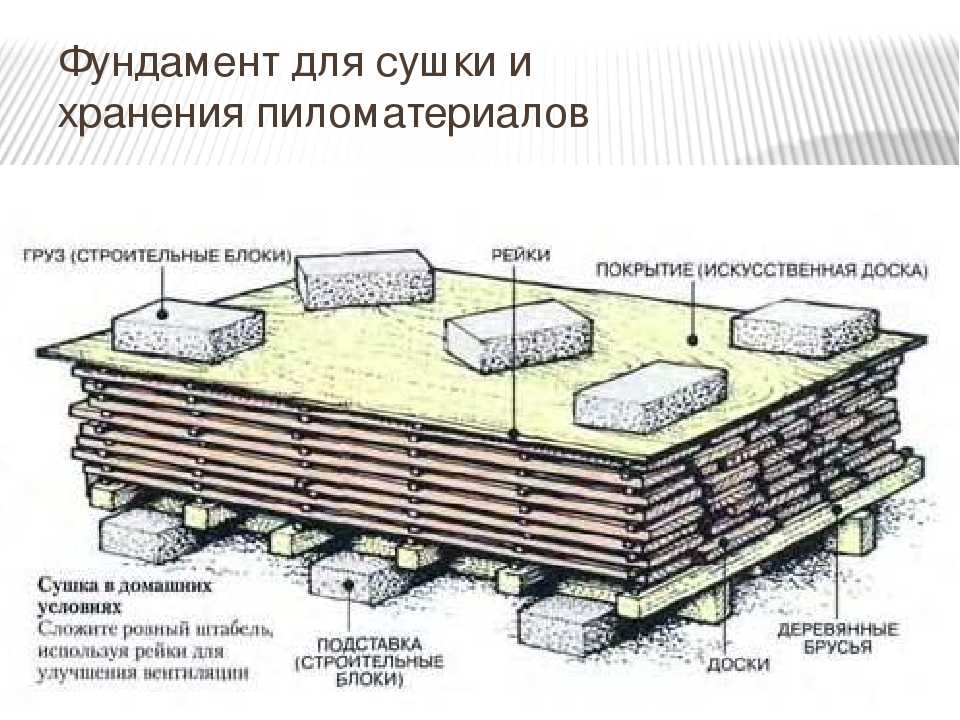
Обеспечение правильного процесса сушки при использовании сушильных камер
Сушка лиственницы с применением сушильных камер – это самый эффективный и надежный способ термической обработки этой породы. Она позволяет в короткие сроки добиться транспортной влажности лиственницы, которая может варьироваться от 6 до 15%. Для того чтобы избежать неприятных результатов, в процессе данной процедуры необходимо учитывать толщину древесины и точно соблюдать технологию:
- для достижения 8% влажности пиломатериала, толщиной до 38 мм необходима сушка в течение 14 дней. Для получения 15% влажности это параметра уменьшается до 8 суток;
- достичь 6% влажности у древесины, толщиной 50 см, удастся за 30 дней, а получить лиственницу с 15% влажности можно за 20 суток.
Чтобы лиственницу не покоробило и на ней не образовались трещины, сушку следует производить при мягком режиме с постоянным контролем точно заданной температуры. Максимальная температура для пиломатериала, толщиной 50 см является 65°С, а для доски 32 мм 55°С. При этом в процессе сушки температуру с минимального значения необходимо поднимать постепенно – для тонкой древесины на 5°С, для толстой на 2 – 3°С в час. Если в камере присутствует дренаж, то рекомендуется принудительно закрыть вытяжку. Медленный нагрев с исключением поступления свежего воздух обеспечит сохранность доски и исключит ее растрескивание.
При этом в процессе сушки температуру с минимального значения необходимо поднимать постепенно – для тонкой древесины на 5°С, для толстой на 2 – 3°С в час. Если в камере присутствует дренаж, то рекомендуется принудительно закрыть вытяжку. Медленный нагрев с исключением поступления свежего воздух обеспечит сохранность доски и исключит ее растрескивание.
Максимальной эффективности сушки лиственницы можно добиться только при использовании специализированного оборудования, к которому относятся сушильные камеры для пиломатериалов от компании ООО «Макил Плюс». Камеры оснащены высокотехнологичными системами, создающими оптимальные условия для качественной сушки пиломатериала и точно контролирующими температурный режим и равновесную влажность. Сушильные камеры для древесины имеют современное программное обеспечение и интуитивно простую систему управления, которая позволяет контролировать каждый этап сушки, а также избежать потенциальных ошибок со стороны оператора, снизив возможный брак до 2%.
- Предыдущая статья
- Следующая статья
Технология переработки лиственницы — Мегаобучалка
Введение
Объектом данной работы является разработка деревообрабатывающего участка для производства террасной доски из лиственницы и технологии последующей отгрузки готовой продукции в порту «Выборгский».
Цель работы – создание современного высокотехнологичного производства пиломатериалов, удовлетворение высокого спроса иностранных потребителей на пиломатериалы экспортного качества.
В настоящее время мировой рынок древесины показывает значительный рост. Россия является ведущим поставщиком мирового рынка древесины.
На территории РФ расположено почти 25% мирового леса, общий запас древесины составляет 82 млрд. куб. м при ежегодном допустимом объеме рубки в размере около 0,5 млрд. кубов, из которых используются сегодня менее чем четверть. В сфере внешнеэкономической деятельности Россия обеспечивает 40% мирового экспорта круглого леса хвойных пород и 30% экспорта круглого леса лиственных пород.
Поэтапным повышением экспортных пошлин на круглый лес государство пытается стимулировать переработку древесины внутри страны. Одновременно отменены экспортные пошлины на большинство видов продукции лесопереработки (340 видов).
В России в настоящее время проходит стадия реструктуризации всего лесопильного производства. На смену промышленности, которая уже существенно устарела, так как была введена еще в СССР, приходят современные технологии. Происходит замена «отживших» мощностей на новые высокопроизводительные линии. Реструктуризация наглядно показывает свои преимущества и выгодность для вложения инвестиций.
Поставщики связывают свои перспективы с заграницей. Уже сейчас на экспорт поставляется около 78% хвойных пиломатериалов и приблизительно 70% другой древесины. Больше всех пока закупают страны СНГ — порядка 25%. Далее следует Китай (20%) и государства Юго-Востока Азии — 19%. А вот Европа пока не слишком охвачена. Туда поставляется меньше 18% экспорта.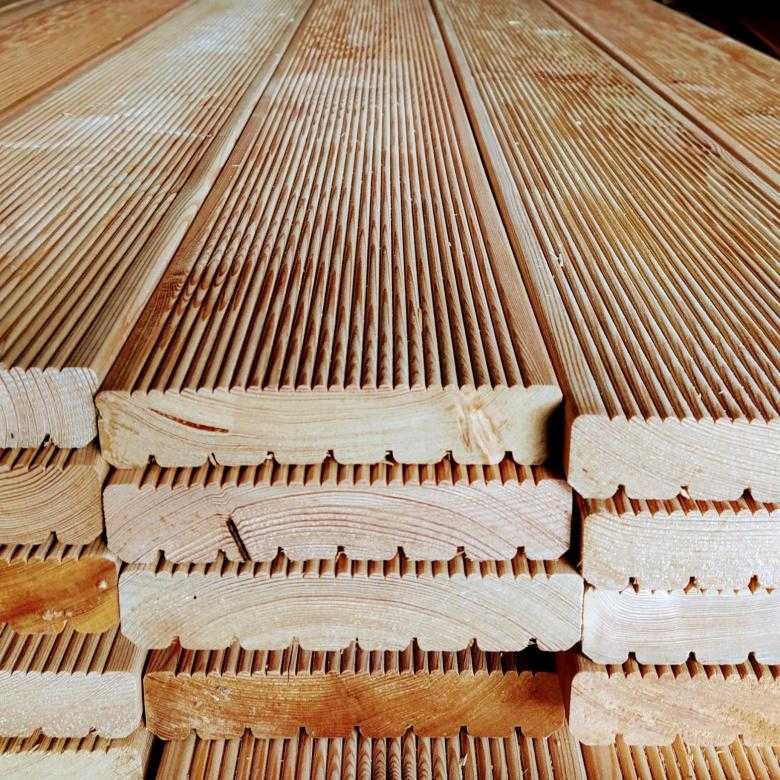 С каждым годом эти цифры растут, но достаточно медленно. Россия имеет гигантский потенциал для увеличения экспорта пиломатериалов на мировой рынок древесины. В Европе имеются сильные конкуренты, которые отправляют свои лесоматериалы в разные страны мира. Например, пиломатериалы, производимые финнами и шведами, считаются элитными среди европейских потребителей. Главным преимуществом РФ в борьбе с ними в этом сегменте может стать более доступная стоимость.
С каждым годом эти цифры растут, но достаточно медленно. Россия имеет гигантский потенциал для увеличения экспорта пиломатериалов на мировой рынок древесины. В Европе имеются сильные конкуренты, которые отправляют свои лесоматериалы в разные страны мира. Например, пиломатериалы, производимые финнами и шведами, считаются элитными среди европейских потребителей. Главным преимуществом РФ в борьбе с ними в этом сегменте может стать более доступная стоимость.
Еще одним существенным конкурентным преимуществом России является возможность поставки на мировой рынок, и, в частности, в страны ЕС изделий из уникальной по своим свойствам древесины из сибирской лиственницы.
Обзор по предприятию
Проектируемое предприятия предполагает производство террасной доски из лиственницы и поставку ее на экспорт в страны Западной Европы.
Древесина лиственницы как в виде круглых лесоматериалов, так и в виде пиломатериала пользуется устойчивым спросом на рынке Западной Европы. Причем цены на лиственничную древесину практически не подвергаются сезонным колебаниям и остаются стабильно высокими.
Причем цены на лиственничную древесину практически не подвергаются сезонным колебаниям и остаются стабильно высокими.
На сегодняшний день в нашей стране лиственница обоснованно претендует на господствующее положение среди всех прочих пород, имеющих промышленное значение. В России лиственница занимает самые большие территории 274 млн га, что составляет около 40% общей площади наших лесов, где сосредоточено 33% всех запасов деловой древесины. Несмотря на то, что это дерево встречается в большинстве регионов России, более всего ценится древесина лиственницы сибирской (Larix sibirica). Это крупное хвойное летнезеленое дерево из семейства сосновых. Диаметр ствола у комля может доходить до 2,5 м, а высота достигать 50 м.
Одним из ключевых свойств лиственницы является высокая долговечность дерева, даже при экстремальных условиях эксплуатации изделий из него. Причина такой живучести — камедь, в большом количестве присутствующая в древесине и защищающая ее от гниения. В соответствии с европейским стандартом EN 350-2:1994 лиственница относится к группе очень стойких к гниению пород, причем биостойкость увеличивается с возрастом дерева, а самая биостойкая древесина находится в комлевой части ствола. Сопротивляемость к гниению древесины любой породы оценивается по отношению к биостойкости липы, которая принята за единицу. Ядро лиственницы имеет показатель биостойкости 9,1 — самый высокий среди пород, произрастающих на территории России. Сразу за лиственницей с большим отрывом следует дуб — биостойкость 5,2.
Сопротивляемость к гниению древесины любой породы оценивается по отношению к биостойкости липы, которая принята за единицу. Ядро лиственницы имеет показатель биостойкости 9,1 — самый высокий среди пород, произрастающих на территории России. Сразу за лиственницей с большим отрывом следует дуб — биостойкость 5,2.
Рассмотрим основные физические и механические свойства лиственницы.
Пористость. Для ранней древесины лиственницы пористость составляет 75,3 %, для поздней — 46,7 %.
Влажность. В растущей лиственнице распределение влаги по периметру и высоте ствола различно, особенно в заболонной и ядровой части древесины. Содержание влаги уменьшается от заболони к ядру, что связано с анатомическим строением лиственницы. Теоретическая максимально возможная влажность древесины лиственницы — 114-139 %, но практически древесина лиственницы никогда не достигнет такой влажности, даже если долгое время пролежит в воде. Это связано с наличием в ее макро и микрокапиллярах воздуха.
Объемный вес. Объемный вес древесины лиственницы колеблется в широких пределах — от 0,49 до 0,56 г/см3, в значительной степени он зависит от содержания поздней древесины: чем больше поздней древесины, тем больше объемный вес. Соотношение ранней и поздней древесины по объемному весу говорит о неравномерности строения древесины лиственницы, что вызывает ряд технических сложностей ее обработки.
Объемный вес древесины лиственницы колеблется в широких пределах — от 0,49 до 0,56 г/см3, в значительной степени он зависит от содержания поздней древесины: чем больше поздней древесины, тем больше объемный вес. Соотношение ранней и поздней древесины по объемному весу говорит о неравномерности строения древесины лиственницы, что вызывает ряд технических сложностей ее обработки.
Гигроскопичность. Гигроскопичность ранней и поздней зон древесины лиственницы почти одинакова, но период, в течение которого поздняя древесина достигает предела гигроскопичности, в 1,5-2 раза больше. В начальный период интенсивнее поглощает влагу из воздуха древесина с меньшим объемным весом.
Усушка и набухание. В явлениях усушки и набухания наиболее сильно проявляется анизотропия свойств древесины лиственницы. Наибольшая усушка наблюдается в тангенциальном направлении, меньше — в радиальном, а минимальная — вдоль волокон. Помимо этого, поздняя древесина усыхает меньше ранней. Усушка и набухание древесины лиственницы происходят не при любом изменении влажности, а только в пределах гигроскопичности. При усушке массивной древесины суммарная усушка в разных направления и зонах годичных колец выравнивается, но такое выравнивание вызывает в древесине сложную систему внутренних напряжений: растяжения, сжатия и скалывания на границах годовых слоев. Предотвратить эти напряжения не удается, они снимаются сами собой спустя длительное время после сушки.
При усушке массивной древесины суммарная усушка в разных направления и зонах годичных колец выравнивается, но такое выравнивание вызывает в древесине сложную систему внутренних напряжений: растяжения, сжатия и скалывания на границах годовых слоев. Предотвратить эти напряжения не удается, они снимаются сами собой спустя длительное время после сушки.
Электрические свойства. Древесина лиственницы часто используется для изготовления столбов линий связи, а также в качестве электроизоляционного материала, так как обладает высокой биостойкостью и прочностью, электропроводностью и диэлектрической проницаемостью.
Электропроводность. Древесина лиственницы является проводником электрического тока во влажном состоянии и электроизолятором — в сухом. С увеличением температуры и влажности электропроводность сильно повышается. Электропроводность лиственницы вдоль волокон в 3-5 раз выше, чем поперек волокон.
Диэлектрическая проницаемость лиственницы вдоль волокон выше, чем поперек них, а в радиальном направлении выше, чем в тангенциальном.
Плотность. Древесина лиственницы плотнее сосновой на 25%, еловой — на 30%, пихтовой — на 45%, но она на 6-9% менее плотная, чем древесина бука, дуба и ясеня. Таким образом, древесина лиственницы по плотности близка к древесине твердолиственных пород и значительно превосходит древесину основных хвойных пород. Плотность древесины повышается с увеличением доли поздней древесины. Ширина годичных слоев как таковая не является признаком, определяющим плотность древесины лиственницы.
Если рассматривать все породы, лиственница относится, пожалуй, к породам средней плотности, ее плотность обычно 665 кг/м3, но при содержании большого количества влаги в древесине плотность достигает максимального значения и может увеличиться на 26-30 %. При высыхании древесина склонна к короблению и растрескиванию. При доведении влажности до 12 % усушка древесины лиственницы может составлять примерно 9% от первоначального объема ствола.
Прочность. Лиственничная древесина по сравнению с сосновой более прочная при статическом изгибе, сдвиге, более износостойкая и твердая. По сжатию и растяжению вдоль волокон лиственница превосходит сосну на 40 %. Но сжатие поперек волокон и местное смятие выдерживает хуже сосны. В среднеплотном насаждении лиственница хорошо очищается от сучьев
По сжатию и растяжению вдоль волокон лиственница превосходит сосну на 40 %. Но сжатие поперек волокон и местное смятие выдерживает хуже сосны. В среднеплотном насаждении лиственница хорошо очищается от сучьев
Торцовая, радиальная и тангенциальная твердости лиственницы выше, чем у основных хвойных пород, произрастающих на территории Российской Федерации, — ели и сосны, но ниже, чем у дуба и ясеня.
Древесина лиственницы отличается высокой стойкостью к механическим повреждениям и прочностью; по этим свойствам она сопоставима с дубом. В конструкциях, работающих при значительных нагрузках, лиственница надежнее, чем другие распространенные хвойные породы, и может конкурировать с твердолиственными породами. Использование лиственницы в конструкциях и сооружениях, где важным условием является не только прочность, но и масса древесины, требует анализа имеющихся данных с учетом массы древесины, и в этом случае приобретает значимость такой показатель, как прочность, приведенная к плотности.
При сравнении средних значений качества древесины можно определить, что при всех основных видах нагрузок у лиственницы и сосны показатели одинаковые, а по торцовой твердости лиственница превосходит сосну на 15 %. Таким образом, в ответственных конструкциях можно использовать детали из древесины лиственницы, если по массе они не отличаются от деталей из пихты, ели и сосны. Но, учитывая высокую плотность древесины лиственницы, можно изготавливать детали меньшего сечения, что дает значительную экономию древесины.
Механические свойства древесины обычно определяются при действии на нее таких нагрузок, как растяжение, сжатие, сдвиг, изгиб, кручение.
Растяжение. При испытании древесины лиственницы на растяжение поперек волокон выявляется ее незначительное сопротивление, оно во много раз меньше, чем сопротивление при растяжении вдоль волокон. В радиальном направлении прочность древесины лиственницы немного выше, чем при растяжении в тангенциальном, что можно объяснить дополнительным сопротивлением, которое оказывают сердцевинные лучи.
Сжатие. Хуже всего древесина лиственницы сопротивляется сжатию поперек волокон в радиальном направлении. Сжатию вдоль волокон лиственница сопротивляется лучше всего. Прочность на сжатие поперек волокон в тангенциальном направлении у нее выше, чем в радиальном, что объясняется резкой неоднородностью годичного слоя. На сопротивление сжатию вдоль волокон большое влияние оказывает влажность.
Сдвиг. У лиственницы весьма невысокие показатели сопротивления скалыванию вдоль волокон. При скалывании нет выраженного различия в прочности при действии сил в радиальном и тангенциальном направлениях.
Раскалывание. У лиственницы невысокие показатели сопротивления раскалыванию вдоль волокон, их значения почти одинаковы при раскалывании древесины в радиальной и тангенциальной плоскостях, что отличает лиственницу от других пород.
Изгиб. Древесина лиственницы хорошо сопротивляется изгибу. В разных зонах годичного слоя наблюдается очень большое различие сопротивления на изгиб, что обусловлено разным строением ранней и поздней зон древесины..jpg) Прочность на изгиб в сухом состоянии в поздней части годичного слоя древесины в несколько раз больше, чем в ранней. С повышением влажности прочность древесины снижается, и разница между сопротивлением поздней и ранней зон годичного слоя уменьшается. Прочность древесины лиственницы на статический изгиб в тангенциальном направлении выше, чем в радиальном.
Прочность на изгиб в сухом состоянии в поздней части годичного слоя древесины в несколько раз больше, чем в ранней. С повышением влажности прочность древесины снижается, и разница между сопротивлением поздней и ранней зон годичного слоя уменьшается. Прочность древесины лиственницы на статический изгиб в тангенциальном направлении выше, чем в радиальном.
Ударный изгиб. Древесина лиственницы по сравнению с другими основными хвойными породами обладает значительно более высокой прочностью и большим сопротивлением на ударный изгиб.
Твердость. Твердость поздней древесины лиственницы значительно выше твердости ранней. Статическая твердость лиственницы в торцовом направлении в 1,3 раза больше, чем в радиальном и тангенциальном. Твердость древесины лиственницы по Бринелю составляет 3,2 против 3,9 у дуба, а у сосны этот показатель не превышает 2. Несмотря на то, что лиственница несколько мягче дуба, она, тем не менее, превосходит его по механической прочности за счет плотной «упаковки» годичных колец. Во многих случаях расстояние между темными «зимними» и светлыми «летними» кольцами не превышает 1 мм.
Во многих случаях расстояние между темными «зимними» и светлыми «летними» кольцами не превышает 1 мм.
Модуль упругости. У лиственницы очень высокий модуль упругости древесины в сравнении с древесиной других хвойных, кроме того, по этому показателю она превосходит многие лиственные породы.
Еще одно свойство лиственницы — относительно малая для дерева горючесть. По данным исследований, проведенных специалистами МГУ леса, огнестойкость лиственницы в два раза выше, чем у древесины сосны.
К другим достоинствам лиственницы следует отнести высокую ровность ствола. Прямоствольность дерева имеет большое значение при переработке древесины: более высок процент выхода качественных прямослойных пиломатериалов при минимальных отходах.
Также древесина лиственницы обладает целебными свойствами. Фитонциды, выделяемые древесиной, оказывают благотворное воздействие при астме, аллергии, заболеваниях органов системы пищеварения.
Дерево не гниет, и подобно мореному дубу имеет свойство приобретать дополнительную прочность в воде, поэтому изделия из лиственницы можно использовать при отделке фасадов домов и открытых веранд, сооружении заборов, мощении садовых дорожек и, как конструкционный материал для строительства дома.
По сопротивляемости истиранию лиственница превосходит дуб, что позволяет изготавливать из нее различные материалы для напольных покрытий: половую доску, паркет, плинтусы.
Лиственница имеет целый ряд особенностей, которые необходимо знать при ее обработке. С одной стороны, высоко очищающиеся от веток стволы сибирской и даурской лиственницы дают заметно больший выход деловой древесины, чем другие хвойные породы. Объем древесины (ствол) составляет 77-82% всей биомассы дерева, а ветви — всего 6-8% (для сосны: ствол— 65-77%, ветви— 8-10%; для дуба: ствол — 60-75%, ветви — 20%). Поэтому и сучковатость лиственницы заметно ниже, чем у других пород. С другой стороны, лиственница часто бывает поражена комлевой гнилью (в некоторых местах до 75% деревьев). Однако гниль распространяется на высоту не более двух метров. Это снижает выход первоклассной древесины.
Снижение сортности пиловочника в основном происходит за счет сучков, выходящих на поверхность, к тому же большей частью несросшихся. Для бревен диаметром 18-22 см примерно у 80% сортиментов снижается сортность из-за сучков. Наибольший процент бессучковых бревен (до 50%) встречается для более крупных сортиментов— от 32 до 50см. По причине стволовой гнили отбраковывается 7-8%. По остальным порокам еще меньше.
Для бревен диаметром 18-22 см примерно у 80% сортиментов снижается сортность из-за сучков. Наибольший процент бессучковых бревен (до 50%) встречается для более крупных сортиментов— от 32 до 50см. По причине стволовой гнили отбраковывается 7-8%. По остальным порокам еще меньше.
Заготовители первыми сталкиваются с тем, что при обработке лиственницы инструмент (бензомоторные пилы) засмаливается. Для того чтобы избежать этого применяют пильные цепи особого профиля. Имеется в виду соотношение высот скалывающих и подрезающих зубьев. Толщина срезаемой стружки при этом остается приблизительно такой же, как и у сосны.
В наибольшей степени с засмаливанием инструмента сталкиваются те, кто занимается распиловкой. Главной неприятностью при этом является образование на зубьях пил плотных «брикетов», которые существенно затрудняют резание древесины. Они состоят на 66-67% из опилок, остальное: 32-33% — гумми (камедь) и 1-2% — смола. Большая часть налета на пиле — та же камедь. Но гумми легко растворяется в воде, поэтому в процессе работы на поверхность пил распыляют воду. Чаще всего это простое устройство, располагаемое на передних воротах пилорамы и состоящее из нескольких форсунок, через которые сжатым воздухом распыляется вода с небольшой добавкой моющего средства (1-2%).
Чаще всего это простое устройство, располагаемое на передних воротах пилорамы и состоящее из нескольких форсунок, через которые сжатым воздухом распыляется вода с небольшой добавкой моющего средства (1-2%).
При обработке сухой древесины лиственницы на станках для определения сил резания используют поправочные коэффициенты для учета особенностей той или иной породы. Для сосны он принят равным 1,0, а для лиственницы — 1,1. Для сравнения: дуб — 1,55; береза — 1,25; липа — 0,8. То есть особых трудностей при обработке лиственницы не возникает. Она шлифуется так же, как и сосна. Засмаливание инструмента при обработке сухой древесины лиственницы остается, но уже существенно меньше, чем на этапе распиловки.
Как уже было отмечено выше, одним из основных направлений использования древесины лиственницы является ее применение в качестве напольных покрытий, в частности, в качестве материала для изготовления террасной доски. Основным назначением террасной доски является обустройство садовых дорожек, открытых террас, помещений с большой влажностью и территорий вокруг бассейнов. Пол из такой террасной доски не подвержен гниению, его не портят насекомые, он устойчив к механическим повреждениям и воздействию воды. Лиственница имеет несколько оттенков, поэтому подобрать террасную доску необходимого цвета можно для любого интерьера.
Пол из такой террасной доски не подвержен гниению, его не портят насекомые, он устойчив к механическим повреждениям и воздействию воды. Лиственница имеет несколько оттенков, поэтому подобрать террасную доску необходимого цвета можно для любого интерьера.
Террасную доску выпускают с двумя типами поверхности – гладкой и рифленой. Все их характеристики, кроме внешнего вида, идентичны. В повседневном использовании чаще всего встречается первый. Уличная доска с рифленой поверхностью более прочная и препятствует скольжению.
Для проектируемого производства предполагается выпуск как гладкой, так и рифленой доски, в зависимости от текущего спроса. Тип выпускаемой доски будет определяться количеством и конфигурацией фрез на используемом четырехстороннем станке.
Планируемый к выпуску размер террасной доски по сечению 27×143 мм. Длина доски – в диапазоне 1500…3000 мм.
В проектируемом предприятии предполагается наличие двух участков:
1). Участок производства террасной доски. На этом участке производится прием и складирование исходного сырья –обрезной доски из лиственницы, сушка сырья, фрезеровка и расторцовка с получением террасной доски, пакетирование готовой продукции.
На этом участке производится прием и складирование исходного сырья –обрезной доски из лиственницы, сушка сырья, фрезеровка и расторцовка с получением террасной доски, пакетирование готовой продукции.
2). Участок отгрузки готовой продукции в порту. На этом участке производится прием и складирование готовой продукции и ее погрузка на суда для отправки на экспорт.
Основным сырьем для производства террасной доски является обрезная доска из лиственницы, закупаемая на одном из лесозаготовительных предприятий Сибири.
Для производства террасной доски используются электроэнергия и газ как источник тепловой энергии. Других энергоресурсов для технологии не требуется.
Отходы в производстве деревянных конструкций — стружка, щепа и опилки. По предлагаемой технологии на первом этапе они будут подвергаться пиролизу, а полученное тепло использоваться для отопления производственных площадей, сушильных камер.
Производственные мощности предполагается разместить на территории Выборгского района Ленинградской области. Предполагается аренда готовой площадки, не требующей больших вложений на капитальное строительство, имеющей подъездные пути и подводку энергоносителей (электричество, газ). Площадь предоставляются на правах аренды с последующим выкупом.
Предполагается аренда готовой площадки, не требующей больших вложений на капитальное строительство, имеющей подъездные пути и подводку энергоносителей (электричество, газ). Площадь предоставляются на правах аренды с последующим выкупом.
В помещении должны находиться: производственный цех, склад сырья, склад готовой продукции, ремонтный цех, кабинет руководства и инженерно-технических работников, гардеробная, комната отдыха, душевая, туалет.
Работа управленческого персонала и рабочих планируется в одну смену.
На участке отгрузки готовой продукции в порту Выборгский предполагается создание специализированного терминала экспортных лесоматериалов. Создание такого терминала может быть осуществлено в рамках реконструкции порта с привлечением средств самого порта, а также других участников внешнеэкономической деятельности в области экспорта лесоматериалов. Терминал будет осуществлять комплекс услуг по приему, временному хранению, таможенному оформлению и отгрузке продукции.
Технология переработки лиственницы
Производственный процесс включает в себя следующие основные операции:
разгрузку исходного сырья (обрезной доски естественной влажности) с укладкой в запас или непосредственной передачей в производство;
сушку обрезных пиломатериалов в конвективной сушильной камере до требуемой влажности;
обработку на четырехстороннем и торцовочном станках с получением готовой продукции;
укладку готовой продукции на промежуточный склад с последующей отгрузкой для доставки на портовой склад.
Для перевозки заготовок и деталей внутри цеха используют электропогрузчики и транспортные тележки.
Основным сырьем для производства будут доски обрезные из лиственницы 1-3 сортов в соответствии с требованиями ГОСТ 8486-86 «Пиломатериалы хвойных пород. Технические условия» длиной 6 метров. В соответствии с планируемым сечением производимой террасной доски, доски обрезные будут меть сечение 32х150 мм. Спецификация для заказа: «Доска — 2 — лиственница — 32 х 150 — ГОСТ 8486-86».
В соответствии с требованиями ГОСТа, параметр шероховатости поверхности доски не должен 1600 мкм по ГОСТ 7016-82, непараллельность пластей и кромок в обрезных пиломатериалах, а также пластей в необрезных пиломатериалах допускается в пределах отклонений от номинальных размеров, установленных ГОСТ 24454-80. Кроме того, в поставляемой доске должны быть соблюдены нормы ограничения пороков (сучки, трещины, пороки строения древесины, грибные и биологические повреждения, инородные включения, механические повреждения и пороки обработки).
Для того, чтобы изготовить более качественную и дорогостоящую строительную или отделочную конструкцию, доска будет сушится принудительно в специальных сушильных камерах. В зависимости от назначения пиломатериала влажность, достигаемая в процессе камерной сушки, может колебаться в пределах 6 — 14%. Качественная сушка проводится в строгом соответствии с ГОСТом 19773-84 «Пиломатериалы. Режимы сушки в камерах периодического действия».
Сушка пиломатериалов происходит при определенном температурном и влажностном режиме, под которым понимают закономерное чередование процессов температурного и влажностного воздействия на древесину в соответствии с ее влажностью и сроками сушки.
В процессе сушки в камере постепенно повышается (по ступеням) температура воздуха и понижается относительная влажность сушильного агента. Режимы сушки назначают с учетом породы древесины, толщины пиломатериалов, конечной влажности, категории качества высушиваемых материалов и конструкций (типа) камер.
Таблица 1. Категории качества высушенной древесины
Категории качества высушенной древесины
| Категория качества | Назначение высушенной древесины |
| 1-я высококачественная | Точное машино- и приборостроение, производство моделей, авиационных деталей, лыж, музыкальных инструментов и т.п. |
| 2-я повышенного качества | Производство мебели и т.п. |
| 3-я среднего качества | Производство окон и дверей, фрезерованных деталей — досок для покрытия полов, наличников, плинтусов |
| 4-я рядовая | Производство деталей и изделий малоэтажных домов и комплектов деталей для домов со стенами из местных материалов, строительных конструкций и т.п. |
Режимы сушки пиломатериалов хвойных и лиственных пород в камерах периодического действия регламентированы ГОСТ 19773.
Режимами сушки в зависимости от назначения пиломатериалов, предусматриваются два процесса — низкотемпературный и высокотемпературный. При низкотемпературных режимах в качестве сушильного агента на первой ступени сушки применяют влажный воздух с температурой менее 100°С.
При низкотемпературных режимах в качестве сушильного агента на первой ступени сушки применяют влажный воздух с температурой менее 100°С.
В зависимости от требований, предъявляемых к пиломатериалам, режимы делятся на:
мягкие М, при мягких режимах получается бездефектная сушка с сохранением физико-механических свойств древесины и цвета;
нормальные Н, при нормальных режимах получается бездефектная сушка с возможным небольшим изменением цвета у хвойной древесины, но с сохранением прочности;
форсированные Ф, при форсированных режимах сушки получается древесина с сохранением прочности на изгиб, растяжение и сжатие, но со снижением прочности на скалывание и раскалывание на 15 — 20% и с возможным потемнением древесины. Режимы сушки выбирают по таблице в соответствии с требованиями ГОСТ 19773.
Режимы низкотемпературного процесса сушки даны в таблице ГОСТ 19773. По этим режимам предусмотрено трехступенчатое изменение параметров агента сушки, причем переход с каждой ступени режима на последующую можно производить лишь по достижении материалом определенной влажности, предусмотренной по режиму.
Режимы высокотемпературного процесса сушки для камер периодического действия приведены в таблице ГОСТ 19773.
По этим режимам предусматривается двухступенчатое изменение параметров сушильного агента, причем переход с первой ступени на вторую производится при достижении древесиной влажности (переходной) 20%. Определяют высокотемпературный режим в зависимости от породы и толщины пиломатериалов по таблице ГОСТ 19773.
Высокотемпературные режимы допускается применять для сушки древесины, идущей на изготовление ненесущих элементов строительных конструкций, в которых допускается снижение прочности и потемнение древесины.
До проведения процесса сушки по выбранному режиму древесину прогревают паром, подаваемым через увлажнительные трубы, при включенных обогревательным приборах, работающих вентиляторах и закрытых приторно-вытяжных каналах. В начале прогрева температура агента сушки должна быть на 5°С выше первой ступени режима, но не более 100°С. Степень насыщенности среды должна быть для древесины с начальной влажностью более 25% в пределах 0,98 — 1, а для древесины с влажностью менее 25% — 0,9 — 0,92.
После прогрева параметры агента сушки доводят до первой ступени режима и затем приступают к сушке пиломатериалов, соблюдая установленный режим. Температуру и влажность воздуха регулируют вентилями на паропроводах и шиберами приторно-вытяжных каналов.
В процессе сушки в древесине возникают остаточные внутренние напряжения, для их устранения проводят промежуточную и конечную влаготеплообработку в среде повышенной температуры и влажности. При этом обработке подвергаются пиломатериалы, высушиваемые до эксплуатационной влажности и подлежащие в дальнейшем механической обработке.
Промежуточная влаготеплообработка производится при переходе со второй на третью ступень или с первой на вторую при сушке по высокотемпературным режимам. Влаготеплообработке подвергают пиломатериалы хвойных пород толщиной от 60 мм и выше и лиственных пород (в зависимости от породы) толщиной от 30 мм и выше. В процессе тепловлагообработки температура среды должна быть на 8°С выше температуры второй ступени, но не более 100°С, при степени насыщенности 0,95 — 0,97.
Конечную влаготеплообработку проводят лишь по достижении древесиной требуемой конечной средней влажности. В процессе конечной термовлагообработки температуру среды поддерживают на 8°С выше последней ступени режима, но не более 100°С. По окончании конечной влаготеплообработки пиломатериалы, прошедшие сушку, выдерживают в камерах в течение 2 — 3 ч при параметрах, предусмотренных последней ступенью режима, после чего камеры останавливают.
Для условий проектируемого производства выбираем низкотемпературный нормальный режим сушки 3-ей категории качества.
Параметрами сушильного агента, характеризующими режимы сушки пиломатериалов, являются его температура t, степень насыщенности φ и психрометрическая разность Δt = t — tм, где tм — температура смоченного термометра психрометра.
В соответствии с данными таблицы 2 «Режимы низкотемпературного процесса сушки пиломатериалов из древесины лиственницы» из ГОСТ 19773, для досок из лиственницы толщиной 32 мм нормальный режим сушки характеризуется следующими параметрами:
Таблица 2. Параметры режима сушки
Параметры режима сушки
| Средняя влажность пиломатериалов, % | Параметры режима | Значения |
| >35 | t | |
| Δt | ||
| φ | 0,76 | |
| 25…35 | t | |
| Δt | ||
| φ | 0,49 | |
| <25 | t | |
| Δt | ||
| φ | 0,30 |
При сушке древесины учитывают все возможные факторы, окружающую среду, где будет использоваться готовое изделие, внешние факторы, такие как место использования, а также усушка или наоборот разбухание. Поэтому данная операция, как сушка древесных пород, выполняется в специально предназначенных сушильных камерах.
Сами камеры для сушки подразделяют на несколько разновидностей.
Наиболее часто применяющиеся сушильные камеры — это камеры конвективного режима обработки древесины. Принцип их действия заключается в круговороте горячих струй воздушного потока вокруг обрабатываемой поверхности, что дает в итоге нужный процент испарения влаги из древесных пород. Другими словами, действие конвекции передает материалу необходимую энергию для высушивания. Сами же конвекционные сушильные камеры подразделяются еще на такие виды как:
камеры для сушки древесины непрерывного воздействия — в этих камерах действие происходит по принципу движения материала из одного конца камеры (мокрого) в другой конец (сухой), иными словами, загружается пиломатериал в мокром конце, а выгрузка уже высушенной древесины происходит в сухом конце. Однако сушка в таких камерах предполагает только испарение влажности для транспортировки материала. Данные сушильные камеры, как правило, устанавливают на огромных производственных предприятиях. Такие камеры еще называют туннельными или канальными камерами.
сушильные камеры для древесины периодического воздействия – работают по принципу поддержки обязательных параметров, эти камеры заполняют и опустошают только с одной стороны, в одну дверцу. Сушка в этих камерах предполагает различную степень удаления влаги, до любого уровня, но перерасход энергоресурсов в случае такого типа высушки имеет около 20-30 %, чем при сушке туннельным способом.
Другой разновидностью сушильных камер являются камеры конденсационного типа. Отличие их от предыдущего типа заключается в том, что вначале происходит скопление влаги на специальных охладителях, а затем уже происходит ее сброс в канализацию. Сам процесс такой сушки древесины довольно таки длителен, но при этом и результат более продуктивен. Однако сами теплонасосы не вырабатывают достаточной мощности для того чтобы поддерживать высокий температурный уровень, поэтому большие партии древесины невозможно просушить одновременно. Этот вид высушивания больше всего является подходящим для сушки маленьких объемов и таких пород дерева, как то: бук, дуб или ясень, поскольку они являются наиболее плотными породами.
Довольно-таки редко, но, тем не менее, периодически встречающийся тип сушильных камер — это камеры вакуумного принципа действия. Действия в данных камерах производятся при помощи вакуума, который искусственно создают для более ускоренного процесса высыхания древесины. Но такой вид сушки плох тем, что требует довольно трудоемкой работы по загрузке и выгрузке материла, поскольку процесс еще не автоматизирован для такого типа камер, да и высушка пород происходит неравномерно.
Так же довольно таки редкий тип сушильных камер — это тип микроволнового действия, который воздействует на древесину подобно микроволновой печи.
Применяются также индукционные камеры, или как их еще называют электромагнитные, принцип работы таких камер состоит в том, что передача тепла древесине передается от ферромагнитных прокладок, которые располагаются внутри штабеля, и нагреваются посредством подачи индуктивного тока. Конечно камеры микроволнового типа, индукционные и вакуумные отличаются новизной и технической экзотичностью, но не нашли большого отклика в производстве, поскольку являются дорогостоящими, довольно сложными в обслуживании и выдают материал низкого качества.
Выбираем сушильную камеру конвективного типа серии ГЕЛИОС модель «СКВ-50ТА» объемом 50 м3.
Общий вид камеры представлен на рис. 1.
Рисунок 1. Сушильная камера модели «СКВ-50ТА»
Технические параметры сушильной камеры представлены в таблице
Таблица 3. Технические параметры сушильной камеры «СКВ-50ТА»
| Параметр | Значение |
| 1. Объем загрузки пиломатериала ,м³ -толщиной 25 мм -толщиной 40 мм -толщиной 50 мм | |
| 2. Транспортировка штабеля | тележкой |
| 3. Теплоноситель | горячая вода |
| 4. Температура теплоносителя, °С | до 95 |
| 5. Точность поддержания температуры теплоносителя, °С | ± 1 |
6. Количество внутрикамерных
вентиляторов, шт.
| |
| 7. Установленная мощность электродвигателей вентиляторов, кВт | |
| 8.Номинальная тепловая мощность энергетической установки, кВт | |
| 9. Продолжительность сушки пиломатериалов хвойных пород толщиной 20-50мм, сутки — до влажности 18-22 % — до влажности 6-8 % | 2-6 (летом) / 3-6 зимой 3,5-10 (летом) / 5-14 зимой |
| 10.Габаритные размеры, м — длина — ширина — высота | 13,5 5,1 4,2 |
| 12. Масса (без энергетической установки), кг |
Основные достоинства выбранной камеры следующие:
· Удобно сконструированная дверь установки изготовлена в виде щита с уплотнительной прокладкой из особой термостойкой резины, которая придает высокую герметичность в притворе, высокую механическую прочность, а также высокую паро- и теплоизоляцию в течение всего срока эксплуатирования камеры и удобство при его обслуживании.
· Алюминиевые реверсивные осевые вентиляторы имеют привод от термовлагостойких двигателей (класс изоляции «Н»). Двигатели способны работать в экстремальных условиях при температуре до 120° С, а также влажностью до 98%.
· Лопасти вентилятора (6шт.) выполнены из особого алюминиевого сплава, качественно отбалансирована (статически и динамически). Крыльчатка устанавливается на вал двигателя методом конусной посадки (без зазора). За счет этих факторов станку обеспечивается защищенность от коррозии на очень долгий срок эксплуатации, а также значительное увеличение возможного ресурса функционирования подшипников в двигателе на 75% (за счет балансировки и специальной беззазорной посадки). Стоит отметить также высокую производительность вентилятора, которая достигает 35000 м3/ч.
· Мощность двигателей и диаметр вентиляторов высчитывается отдельно под определенный объем камеры. При сушке обеспечивается высочайшая производительность и минимуме энергетических затрат.
· Калориферы обеспечивают большую теплоотдачу благодаря своему биметаллическому строению, своей алюминиевой ребристости, а также защите от воздействия различных агрессивных сред изнутри (повышенная кислотность, влажность, температура). При условии отсутствия гальванической пары обеспечивается долговечная эксплуатация элемента, а также высокая его стойкость к коррозии.
Сушка древесины. Технологии сушки. ← Все статьи » УфаСтройСнаб-Лес
Влажность древесиныВлажность — одна из основных характеристик древесины. При неравномерном распределении влаги при сушке древесины в ней могут образовываться внутренние напряжения, то есть напряжения, возникающие без участия внешних сил. Внутренние напряжения могут являться причиной изменения размеров и формы деталей при механической обработке древесины.
Свойства древесины напрямую определяют свойства деревянных изделий. При избыточной или недостаточной влажности древесина обычно впитывает или отдает влагу, соответственно увеличиваясь или уменьшаясь в объеме. При высокой влажности древесина может разбухать, а при недостатке влаги она, как правило, усыхает, поэтому все деревянные изделия, например, напольные покрытия и мебель требуют тщательного ухода. При резком изменении температурно-влажностного режима в древесине возникают внутренние напряжения, которые могут приводить к трещинам и деформациям, поэтому на всех стадиях производства и эксплуатации необходимо контролировать влажность деревянных изделий.
Свежеспиленное дерево имеет естественную влажность. Но это не значит, что влажность всей древесины примерно одинакова.
Совсем не одинаковую влажность будет иметь сосна, росшая на сухом месте и елка, спиленная в болоте. Влажность может быть и еще выше, например, когда при сплавлении по реке дерево набрало в себя влаги столько, сколько смогло. Если изготовить из такой древесины доски, не просушив её предварительно, то доски, конечно, получатся, но со временем они обязательно рассохнутся и покоробятся. В результате придется отрывать прибитую к стене обшивочные доски — перебирать обшивку. И даже если для обивки использовать вагонку с европрофилем, все равно в обшивке появятся щели, которые будут тем больше, чем больше ширина используемой вагонки. Правда самих щелей будет меньше. (Чем шире вагонка, тем меньше щелей, но сами они больше. И наоборот — чем уже, тем меньше щели, но больше их количество.) И это если обшивать сырым материалом по сухому. Если и материал основы сырой, и обшивочный сырой, то последствия будут еще хуже и печальнее. Это просто один из вариантов выбрасывания денег «на ветер».
Дерево при усушке теряет от 5 до 7% своих размеров по ширине и толщине, и всего до 1% по длине. Это значит, что если в этом году Вы сложили сруб высотой 3 метра, то через год его высота вполне может оказаться на 10, а то и 20 сантиметров меньше. А вот по длине и ширине он останется практически таким же, каким и был. Именно по этой причине большинство строительных фирм предлагает своим клиентам в первый год сложить дом из бруса и только в следующем году производить его отделку. Чтобы всего этого не происходило, необходимо древесину предварительно просушивать.
Именно поэтому ГОСТОМ определяется и влажность используемой древесины. Так для внутренней обшивки должна применяться древесина с влажностью до 15%, для наружной — до 20%. Влажность половой доски так же не должна превышать 15% влажности.
Так что же такое влажность???
Влажность древесины бывает абсолютной и относительной:
Абсолютной влажностью древесины называется отношение массы влаги, находящейся в данном объеме древесины, к массе абсолютно сухой древесины.
Относительная влажность древесины — это отношение массы влаги, содержащейся в древесине, к массе древесины во влажном состоянии.
Различают две формы воды, находящейся в древесине: связанную и свободную. Из них складывается общее количество влаги в древесине. Связанная (или гигроскопичная) влага содержится в клеточных стенках древесины, а свободная занимает полости клеток и межклеточное пространство. Свободная вода удаляется легче, чем связанная, и в меньшей степени влияет на деформацию и растрескивание древесины.
По степени влажности древесину различают на следующие виды:
— Мокрая древесина. Ее влажность составляет более 100%. Это возможно только при условии, что древесина долгое время находилась в воде.
— Свежесрубленная. Ее влажность составляет от 50 до 100%.
— Воздушно-сухая (транспортная). Такая древесина обычно долгое время хранится на воздухе. Ее влажность может составлять 15-20%, в зависимости от климатических условий и времени года.
— Комнатно-сухая древесина. Ее влажность обычно равна 8-10%.
— Абсолютно сухая. Ее влажность равна 0%.
При продолжительной сушке вода из древесины испаряется, что может повлечь за собой значительные деформации материала. Процесс потери влаги продолжается до тех пор, пока уровень влаги в древесине не достигнет определенного предела, который напрямую зависит от температуры и влажности окружающего воздуха. Аналогичный процесс происходит при сорбции, то есть поглощении влаги. Уменьшение линейных объемов древесины при удалении из нее связанной влаги называется усушкой. Удаление свободной влаги усушки не вызывает.
Усушка неодинакова по разным направлениям. В среднем полная линейная усушка в тангенциальном направлении составляет 6-10%, а в радиальном — 3.5%.
При полной усушке (то есть такой, при которой вся связанная влага удалена) влажность древесины снижается до предела гигроскопичности, то есть до 0%.
Абсолютно сухую древесину можно получить только в лабораторных условиях, высушивая её в сушильном шкафу. При сушке древесины в первую очередь высыхают её поверхностные слои, внутренние слои могут очень длительное время удерживать влагу. На это следует обращать внимание при градуировке влагомеров. Для правильного определения влажности древесины сушильно-весовым методом её рекомендуется предварительно расщепить на мелкие куски и только затем её высушивать.
.
Атмосферная (естественная) сушка
Древесину для атмосферной сушки укладывают в штабеля, а агентом сушки является воздух. Температура, влажность и скорость движения воздуха в процессе атмосферной сушки имеют такое же значение, как и при камерной. Однако при атмосферной сушке состояние воздуха почти не поддается управлению, так как зависит от климатических условий данной местности, времени года и погоды. В течение суток параметры воздуха также изменяются: днем воздух нагревается и становится суше, а ночью охлаждается и увлажняется. Состояние воздуха в штабеле, кроме того, зависит от плотности укладки материала. Чем плотнее уложены пиломатериалы, тем ниже температура воздуха в штабелей выше его относительная влажность. Поэтому соответствующим пространственным размещением древесины в штабеле можно в некоторой степени влиять на интенсивность ее просыхания.
Преимущества атмосферной сушки древесины.
Это самый древний и самый простой способ сушки древесины. Она производится на открытом воздухе под навесом. Атмосферная сушка позволяет снизить влажность древесины до 18-22%. Продолжительность сушки зависит от температуры и влажности воздуха, времени года, породы и сечения материала, начальной и конечной его влажности, способа укладки.
— простота организации и проведения процесса сушки,
— отсутствие затрат теплоты на подогрев воздуха и материала.
— остаточные напряжения при атмосферной сушке значительно меньше, чем при камерной.
Кроме того, за счет сочетания природных условий с правильным выбором места для склада и рациональным его использованием, регулировки плотности укладки материала, защиты торцов досок от растрескивания можно добиться вполне удовлетворительных результатов.
Недостатки атмосферной сушки древесины.
— малая интенсивность и, следовательно, большая длительность процесса.
— для размещения древесины, проходящей атмосферную сушку, требуются большие площади складов.
— при атмосферной сушке, так же как и при камерной, доски могут растрескиваться и коробиться.
Атмосферная сушка древесины находит применение на лесопильно-дерёвообрабатывающих предприятиях, особенно при сезонной отгрузке пиломатериалов. Правила атмосферной сушки пиломатериалов хвойных пород регламентируются ГОСТ 3808.1-80, твердых лиственных пород — ГОСТ 7319-80.
Устройство штабелей и способы укладки пиломатериалов хвойных пород.
На складах атмосферной сушки для хвойных пиломатериалов применяют два способа укладки штабелей: штучный и пакетный. Штабеля, уложенные этими способами, называются соответственно рядовыми и пакетными.
При штучном способе доски укладывают в штабель рядами на прокладках. Если в качестве прокладок используют эти же доски, которые укладывают в штабель для сушки, то такой рядовой штабель называется круглым; если в качестве прокладок используют специально подготовленные сухие рейки, то штабель называется реечным. В круглые штабеля укладывают пиломатериалы шириной до 150 мм всех сортов и шириной более 150 мм — 4-го сорта.
Пакетные штабеля составляют из заранее подготовленных пакетов.
Штабель формируют на подштабельном основании, которое обеспечивает устойчивость штабеля и отвод отработавшего воздуха. Высота подштабельных оснований (от уровня земли до нижнего ряда досок) 500 мм, в районах с большим количеством осадков 750 мм.
Подштабельные основания состоят из деревянных или бетонных опор и укладываемых на них прогонов. Расположение опор в подштабельном основании зависит от способа укладки штабеля и применяемых механизмов.
В один штабель помещают одинаковые по породам и размерам пиломатериалы. Правильная укладка досок в штабель обеспечивает хорошую циркуляцию воздуха как в вертикальном, так и горизонтальном направлениях. Концы досок не должны провисать и коробиться. Торцы их защищают от растрескивания и прямого попадания солнечных лучей.
Пиломатериалы укладывают в рядовой штабель горизонтальными рядами. Ряды досок отделяют прокладками, благодаря чему обеспечивается горизонтальная циркуляция воздуха. Прокладки изготовляют из сухой хвойной древесины сечением 25 X х 40 мм.
Камерная (искусственная) сушка.
Она является наиболее распространенным способом сушки древесины. Источником теплоты для сушки в камерах может быть пар, поступающий из парового котла, или топочные газы, получаемые от сжигания топлива в специальных топках. Пар, обогревающий камеру, подается в систему металлических труб, так называемые калориферы. По типу среды, высушивающей материал, сушильные камеры делят на паровоздушные и газовые.
С помощью нагревательного прибора повышается температура воздуха в камере.
Для подачи тепла непосредственно к высушиваемому материалу используется естественное или принудительное движение пара (газа), называемое циркуляцией.
По способу циркуляции различают камеры с естественной циркуляцией, где движение пара через штабель происходит за счет разных удельных весов более и менее нагретых частиц воздуха, и камеры с принудительной циркуляцией, где движение пара происходит с помощью вентиляторов.
Нагретый воздух, подгоняемый вентилятором или путем естественной циркуляции, отдает тепло влажной древесине и одновременно забирает из высушиваемого сортимента исходящую в виде пара влагу. Если воздух в камере слишком сухой или относительная влажность слишком низкая, то процесс сушки будет протекать слишком быстро и может вызвать повреждения древесины, например образование трещин. С помощью разбрызгивающего оборудования можно установить желаемую относительную влажность воздуха в камере.
Воздух в зависимости от температуры может принять только определенное количество водяного пара. При сушке температура не меняется. Для поддержания процесса сушки необходим постоянный приток свежего воздуха, так называемого сухого воздуха, через приточный клапан в сушильную камеру. В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине также обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.
В зависимости от режима работы различают сушильные камеры периодического и непрерывного действия.
В камерах периодического действия загрузка сырого и выгрузка сухого материала происходят с одного конца камеры.
В камерах непрерывного действия сырой материал загружается на одном конце камеры (сыром), а сухой — выгружается на другом (сухом). Температура и влажность сушильного агента в камере изменяются от сырого конца к сухому: температура повышается, а относительная влажность уменьшается.
Сушки для пиломатериалов бывают разных размеров:
маленькие сушки для обьема древесины примерно от 0,5 до 6,0 м3,
средние сушки для объема древесины примерно от 10 до 40 м3,
сушки для большого объема древесины примерно от 100 до 200 м3.
В зависимости от температуры воздуха сушки разделяют на низкотемпературные, нормальные и высокотемпературные.
Низкотемпературная сушка: древесина высушивается при температуре ниже 45°С. Процесс сушки длится медленнее, древесина высушивается бережнее и без напряжений (так называемая мягкая сушка). Этот метод применяется для толстой, трудно поддающейся сушке и склонной к изменению цвета древесины. Значение конечной влажности составляет примерно 20%, то есть речь идет о предварительном подсушивании.
Сушка при нормальной температуре: температура воздуха в сушильной камере лежит в интервале от 45 до 90°С. Этот диапазон температур подходит для древесины хвойных пород и для легко сохнущих лиственных пород. Начальная влажность не ограничена. Этим методом древесину можно высушивать до достижения конечного значения влажности.
Высокотемпературная сушка: температура воздуха в сушильной камере лежит в интервале от 100 до 130°С. При такой быстрой и резкой сушке существует опасность возникновения повреждений древесины, например образования трещин усушки, изменения цвета и т. д. Этот метод применяется для древесины хвойных пород. Многие лиственные породы, например дуб и бук, могут высушиваться при высоких температурах начиная с уровня влажности древесины менее 30%.
При высокотемпературной сушке различают сушку горячим воздухом и горячим паром. При сушке горячим воздухом используют горячий сухой воздух (паровоздушную смесь), сушка является резкой. При сушке горячим паром применяют перегретый водяной пар без примешивания воздуха. Такое высушивание является более мягким.
Камерная сушка состоит из следующих основных этапов:
— подготовки сушильной камеры;
— подготовки материала;
— сушки материала;
— выгрузки и выдержки в остывочном помещении;
— контроля влажности материала.
Преимуществами камерной сушки являются
— возможность высушивания материала до необходимой влажности (ниже 18-20%;
— осуществление постоянного контроля и возможность регулирования процесса сушки (причем для каждой породы можно подбирать наивыгоднейший режим), экономия времени для подготовки древесины к обработке и сокращение производственных площадей;
— срок сушки значительно короче атмосферной сушки; для хранения лесоматериалов требуются меньшие площади;
— можно защищать материалы от заражения гнилью и синевой в процессе сушки. Горячий и влажный воздух (с температурой 60° и выше) уничтожает споры и гифы грибов, а также личинки жуков-точильщиков.
К недостаткам камерной сушки следует отнести:
— необходимость значительных затрат на оборудование сушилок и большой расход тепла на нагревание воздуха.
Вакуумная сушка древесины
В 1964 году доктором Паньоцци была разработана технология вакуумной сушки древесины, которая позволяла использовать более жесткие режимы сушки, при этом экономя пространство и электроэнергию. Нет сомнения в том, что деревообработчики заинтересовались подобной технологией и начали ее испробовать на практике.
Вакуумные сушильные камеры – это не особо распространённый тип сушильных камер. Технология сушки предполагает, что для ускорения процесса создаётся вакуум, таким образом, появляется необходимая для сушки древесины энергия. Вакуумная сушильная камера многофункциональна и универсальна, в ней можно сушить пиломатериал по любой категории качества и быстрее, чем в других сушильных камерах.
Кроме того, в вакуумных сушильных камерах можно сушить круглые бревна без образования наружных и внутренних трещин, можно изменять цвет древесины, пропитывать пиломатериал химическими составами, придавать пиломатериалу любую криволинейную форму и закреплять ее без нарушения структуры дерева. Технология сушки древесины в вакуумных сушильных камерах объединяет принципы сушки всех классических сушильных камер и современные технологии.
Вакуумная сушка древесины, происходит в сушильных камерах с предварительным извлечением воздуха (созданием вакуума). В процессе сушки древесины под действием градиентов влажности, температуры и давления происходит равномерное движение свободной и связанной влаги от центра к поверхности. Мягкие температурные режимы — от 45°C до 62°С — и разрежение воздуха способствуют равномерному изменению тепло-влажностных характеристик древесины
Сухие верхние клетки древесины впитывают влагу от влажных, расположенных в сердцевине доски. Вакуумный метод обеспечивает равномерную сушку, в процессе которой устраняются внутренние напряжения, а значит, значительно снижается вероятность коробления или возникновения трещин.
Контактная сушка
Ей подвергаются плоские материалы в форме листов, которые зажимаются между двумя нагретыми до температуры 150°С металлическими плитами. Основное преимущество состоит в том, что сушка протекает в течение нескольких минут. Таким способом высушивают тонкие древесные материалы — шпон, фанеру; при этом объемы материала, как правило, небольшие. Влажность – 10-12%. Недостатком такого способа является относительное потемнение древесины снаружи при чрезмерной выдержке.
Сушка древесины в жидкостях
Она происходит, например, в петролатуме. (петролатум — густой, мазеобразный продукт переработки нефти соломенно-желтого цвета, с температурой плавления 56°С и температурой вспышки 250°С). Сырая древесина опускается в ванну с некоторым маслянистым веществом, которое нагревают до температуры 100°С. Пар, который образуется при кипении воды в древесине, имеет упругость больше атмосферного давления. Поэтому, преодолевая сопротивление масла, в котором находиться древесина, он будет стараться выйти на воздух.
На этом физическом явлении основан способ сушки дерева емкостях с петролатумом. Очищенное высоковязкое масло и отходы от химической переработки нефти — смесь парафинов и церозиев, таков состав петролатума. При сушке дерева в петролатуме, температура которого 120°-130°, процесс осуществляется в 5-7 раз быстрее, чем в сушильных камерах. Однако, у этого способа есть один большой недостаток.
Это проникновение петролатума в древесину. Это ведет к тому, что загрязненная петролатумом древесина плохо поддается механической обработке, ее сложно склеить и невозможно провести качественную отделку лаком. Из-за этого сушку в жидкостях применяют только в том случае, если не требуется дальнейшая механическая обработка дерева. Обычно такую сушку используют мелкие предприятия, выпускающие шпалы и детали для инженерных сооружений.
Слой масла, который пропитывает дерево, иногда бывает очень полезен, ведь он защищает древесину от намокания.
Способ выпаривания
Способ выпаривания или запаривания использовали на Руси еще с давних времен. Заготовки распиливают на части с учетом размера будущего изделия, закладывают в обыкновенный чугун, подсыпают опилки из такой же заготовки, заливают водой и ставят на несколько часов в протопленную и остывающую русскую печь “томиться” при t=60-70C. При этом происходит “выщелачивание” – выпаривание древесины; из заготовки выходят естественные соки, дерево окрашивается, приобретая теплый густо-шоколадный цвет, с ярко выраженным природным рисунком текстуры. Такая заготовка легче обрабатывается, а после окончания сушки меньше растрескивается и коробится.
Сушка в электрическом поле токов высокой частоты (ТВЧ)
Высокая интенсивность отличает сушку в электрическом поле токов высокой частоты (ТВЧ).
Сушка основана на нагревании древесины между двумя или несколькими металлическими пластинами, подключенными к источнику ТВЧ. Пластины и размещенная между ними древесина образуют конденсатор, в котором диэлектриком является древесина. Электрическое поле часто изменяет свой знак, в результате чего в пиломатериале возникают диэлектрические потери, дерево является плохим проводником электричества, вследствие чего древесина нагревается и из нее испаряется влага.
В процессе TВЧ-сушки влага из древесины удаляется выпариванием. Если парообразование во влажном материале происходит при температуре влаги равной или выше 100 С, процесс сушки называют выпариванием, а при температуре ниже 100 С процесс называется испарением. TВЧ-сушка древесины происходит в среде перенасыщенного пара и древесина от начала и до конца находится в пропаренном состоянии. В камере образуется среда с ассоциированными молекулами. При сушке древесины различными способами в ней могут возникнуть трещины и покоробленности. Основной причиной их возникновения является то, что древесина сохнет в направлении от периферии к центру.
При способе сушки ТВЧ материал прогревается очень быстро, и влага испаряется моментально. Из всех способов, которые применяются при сушке дерева — это самый дорогостоящий, учитывая современные отпускные цены на электричество. Так же для него требуется непростое оборудование и из-за этого его не применяют в промышленности.
Ротационная сушка
Использование центробежной силы лежит в основе ротационной сушки. На карусель, установленную внутри отапливаемого помещения, укладывается штабель материалов, разделенный прокладками. Центробежная сила, направленная вдоль досок, создаваемая при вращении карусели, заставляет свободную влагу передвигаться из внутренней части древесины к ее торцам и наружным поверхностям. Загруженный пиломатериал просыхает в сроки более короткие, чем при сушке в камере.
Происходит это потому, что при вращении создается активное направленное движение горячего воздуха внутри штабеля досок. Мощность привода вентилятора значительно больше мощности привода карусели, у которой она совершенно незначительна. Громоздкая конструкция и неудобная блокировка не дает применять карусельные камеры в промышленности.
Радиационная сушка
Радиационная сушка основана на подаче тепла к древесине от очень сильно нагретого тела прямым лучеиспусканием. Электрические лампы или плиты (они могут быть чугунные или керамические) нагреваются до красного каления, именно они служат источниками тепла. Создается поток инфракрасных лучей, которые создает лучистая теплота. Так как он распространяется прямолинейно, то задерживается различными экранами и телами, встречающимися на пути потока.
Лучистая теплота может высушить только те части предметов, которые непосредственно облучаются со стороны источника тепла. Лучистая теплота с легкостью проникает в дерево на глубину 10-12 мм, это доказано исследованиями советских ученых. Можно сделать вывод, что прогревая доски хвойных пород толщиной 20-25 мм с обеих сторон, их можно высушить в течение короткого времени.
Камерная сушка древесины в десятки раз медленнее. Но при этом доски должны сушиться в свободном, а не в зажатом состоянии, что приводит к их обязательному короблению. Именно это служит основным препятствием применения радиационной сушки древесины.
Сушка в камерах ПАП
Рассмотрим сушку в камерах ПАП. Проведено множество опытов по сушке древесины в бескалориферных, рециркуляционных камерах из металла, оборудованных аэродинамическим подогревом типа ПАП. Ротор центробежного вентилятора с лопатками специального профиля используется в качестве генератора тепла и одновременно он перемещает воздух в этих камерах. Ротор, вращаясь, создает в замкнутом контуре поток воздуха, большая часть механической энергии, используемой в вентиляторе, становиться тепловой. При этом воздух нагревается до высоких температур. Изменением мощности воздушного потока можно регулировать температуру нагревания.
Высокая скорость циркуляции приводит к тому, что горячий воздух нагревает древесину, которая сушится чисто конвективным путем. Для осуществления любых режимов сушки в камерах ПАП необходимо в отдельные периоды процесса сушки подавать увлажняющий пар низкого давления (до 0,5 ати), это доказано опытным путем. В камерах ПАП нет сложного оборудования, эксплуатация их несложная. Основной недостаток этих камер – высокий расход электричества.
Производство лиственницы. От кругляка до готовой доски. Этапы, циклы, фото
Лиственница – уникальный строительный материал, крайне интересная древесина. Казалось бы, по объемам запасов она занимает первые места, но использовалась до сих пор сравнительно мало. Тому есть несколько причин.
Ее достаточно трудно добывать и транспортировать, а также обрабатывать. Для того чтобы получить качественный хороший пиломатериал – например доску пола из лиственницы – лесозаготовительные работы начинают в зимний период, поскольку в это время древесина наиболее сухая.
Влага уходит из дерева, чтобы во время морозов дерево не лопнуло. Ведь даже свою хвою лиственница на зиму сбрасывает – чем отличается от других хвойных пород и откуда получила название.
Заготовка леса и транспортировка
Итак, вырубка круглого леса начинается в конце декабря. В этот период возможно получать самую качественную древесину лиственницы. Переправляют ее от мест вырубки плотовым способом, а зимой – лесовозами, так как в остальное время года, пригодное для вырубки, места вырубок изобилуют топкими болотами, препятствующими трелевке готовых лесоматериалов.
Трелевка – то есть транспортировка поваленных лиственниц на погрузочную площадку – на так называемый верхний склад – осложнена труднодоступностью вырубок.
Но как ни странно, снег в данном случае скорее союзник лесорубов, трелевать кругляк по снегу с помощью гусеничной техники проще, чем по грязи, кора будет чистой и не нужна будет дополнительная очистка перед распиловкой.
Обработка древесины
При производстве обрезной доски – это первый этап обработки круглого леса – используется только первый рез пиловочника. С верхнего склада, куда с вырубки вывозится (трелевка) кругляк, его отвозят по лесным дорогам на пилораму.
В производстве досок используется дисковая пилорама, обеспечивающая высокую гладкость изделий. То есть, из полученных досок можно дальше производить погонаж, но шлифовка и обстругивание уже не нужны – доска изначально гладкая. Сложность в распиловке лиственницы на пилораме в том, что она имеет высокую смолистость – до 23% против 4,6% у сосны!
А значит, смола активно загрязняет зубья пил и под воздействием трения начинает подгорать. Для производства погонажных изделий мы используем только самое современное оборудование и дисковые пилы из надежных сплавов. Для очистки пил от смолы используется специальный станок, подающий на пилу горячую воду под давлением.
Каждое бревно распиливается по специальному раскрою, составленному в виде документа и таблицы. Так мы сводим к минимуму потери и отходы и повышаем качество готового пиломатериала. Все процессы управляются станком на числовом программном управлении, производящим распил по внесенной программе с точностью до миллиметров.
Существует несколько методов распиловки древесины, которые применяют при производстве досок.
Пиление «вразвал» дает возможность получить несколько необрезных досок заданной толщины. Пиление «с брусовкой» выполняют в два этапа, первый из которых позволяет получить несколько боковых досок и двухкантный брус, а второй заключается в распиловке бруса на отдельные доски.
Необрезная обрабатывается до обрезной в дальнейшем методом опиливания кромок на круглопильном станке.
При использовании фрезерно-пильного оборудования бревна сразу распиливают на обрезные доски. Затем уже все полученные доски отправляют в сушильный шкаф, где высушивают в соответствии с тем, где будет применяться будущий погонаж.
Экономия леса составляет до 40%. Впоследствии, когда основной материал получен, остается еще до 18% обрезков, их мы тоже пускаем в дело. Погонаж идет на дальнейшую обработку, а из этих обрезков в будущем будет изготовляться мебель сложных профилей.
Погонаж – от слова погонный метр, то есть продукция продается в погонных метрах. Это могут быть доски палубные, половые и террасные (лиственница – прекрасный выбор в данном случае), брус, профиль, паркетная доска, планкен, доски для обшивки (вагонка), плинтусы и декоративные профили. Каждый из пиломатериалов занял свою нишу в строительстве.
Какой должна быть влажность лиственницы после сушки?
Камерная сушка имеет немало преимуществ по сравнению с атмосферной (естественной). В первую очередь, речь идет о возможности создания благоприятных условий для удаления влаги из дерева, контроле за процессом и значительной экономии времени.
Сушка древесины в промышленных условиях может производиться в газообразной среде, в поле токов высокой частоты и в расплавленных средах. Помимо того, применяют контактную сушку, при которой древесина соприкасается с нагретыми до высокой температуры металлическими плитами.
Учитывая природные свойства древесины лиственницы, сушка такого сырья требует тщательного соблюдения температурного режима и наличия первоклассного лесосушильного оснащения. Лиственница имеет весьма высокую естественную влажность, причем степень влагопроводности ядровой части дерева намного ниже, чем заболонной. Это повышает коэффициент усушки данной породы дерева по сравнению с другими видами хвойных пород.
Кроме того, данное физическое свойство материала увеличивает вероятность коробления и растрескивания заготовок, возникающих как при обычной сушке в естественных условиях, так и при использовании лесосушильных конвекторных камер.
В итоге, если не учитывать индивидуальные физико-механические показатели капризной лиственничной древесины, при нарушении технологии сушки возникает немалое количество брака, а объем заготовок, сортность которых пришлось снизить из-за дефектов, может достигать до 50% от первоначального объема сырья!
Во избежание перерасхода материала и значительных убытков, компании, которые тщательно следят за качеством выпускаемых пиломатериалов, применяют новейшие технологии обработки древесины. Современные сушильные камеры оборудованы высокочувствительными датчиками и системой увлажнения материала. Устройства имеют цифровое управление, поэтому весь процесс сушки можно отслеживать на экране компьютера и при необходимости менять рабочие параметры.
Если погонаж предназначен для внутренней отделки, то доску сушат до 12%, если для внешней – например, декинг или планкен, то до 16%.
Изготовление погонажных изделий из обрезной доски
После сушки доски подвергают предварительной сортировке на сорт 0–1 и 2–4 и отправляют в строгальный цех, где из них изготовляют непосредственно изделия. Такой вид обработки, как строгание, производится на специализированном фрезерном оборудовании, в частности четырехстороннем строгальном станке.
Прибор получил такое название, потому что он позволяет производить обработку заготовки сразу с четырех сторон, поэтому в один прогон мы получаем готовое изделие. Данное оснащение может отличаться в зависимости от мощности: существуют станки с небольшой нагрузкой и устройства, предназначенные для выполнения внушительного объема работы.
Фрезерные деревообрабатывающие станки оборудованы специальным механизмом для захвата и подачи пиломатериала в рабочую зону, что обеспечивает автоматизацию процесса и высокую производительность.
При помощи четырехстороннего строгального станка удается получить различные виды погонажной продукции. Самым простым примером являются калиброванные доски, имеющие идеально точные габариты. Этот вид материалов традиционно используют для облицовки.
Что касается строганой доски, то, помимо идеально точных размеров, она обладает гладкой и ровной поверхностью. Толщина строганой доски варьируется от 20 до 40 миллиметров, а ширина конструкции — от 80 до 150 миллиметров.
Благодаря высокой точности размеров и эстетической привлекательности строганая доска прекрасно себя зарекомендовала в качестве материала для наружной и внутренней отделки.
Для изготовления вагонки обрезную доску строгают на фрезерном станке с одной или двух сторон, а затем с боковых сторон производят фальцовку либо шпунтовку. Фальцовка дает возможность получить вагонку, которую в дальнейшем можно устанавливать впритык, а шпунтовка предусматривает наличие выемки для выступа, благодаря которому соседние доски крепят друг к другу методом «шип-паз».
Чтобы изготовить доску пола или другие виды погонажных изделий для напольного покрытия, обрезную доску строгают с четырех сторон и профилируют, благодаря чему при монтаже пола доски крепят между собой с помощью соединения «шип-паз». Такая техническая особенность позволяет получить покрытие без стыков и щелей, которое не скрипит и не прогибается. Толщина доски пола варьируется от 22 до 50 миллиметров, а ширина изделия составляет от 85 до 150 миллиметров.
Окончательная сортировка проводится подготовленным специалистом – брокером. Он делит погонаж на сорт экстра (без дефектов), А (допускается один изъян на погонный метр), В (до 3 дефектов), С (не допускаются трещины и дыры от выпавших сучков, остальные дефекты не учитываются) и сорт D (возможны любые дефекты).
Конечно, от того, какого сорта будет погонажное изделие, зависит его стоимость. Когда оценка проведена, каждый сорт отдельно упаковывается в специальную термоупаковочную пленку. Теперь лиственничный погонаж готов к отправке на реализацию.
Сорт «Экстра» и А являются элитными и характеризуются достаточно высокой ценой. В то же время, как показывает практика, для достижения эффектного внешнего вида деревянного покрытия вовсе необязательно приобретать пиломатериалы высшего сорта.
Наличие небольших дефектов на поверхности дерева является скорее достоинством, чем недостатком, ведь они позволяют придать готовому изделию индивидуальность и подчеркнуть натуральную красоту материала.
С помощью тонировочных составов при необходимости можно подкорректировать исходный оттенок. Именно по этой причине наибольшее распространение среди покупателей получили сорта В и С. Они представляют собой идеальный компромисс между стоимостью и потребительскими свойствами товара.
Художественная обработка погонажных изделий
Для повышения эстетической ценности изделий пиломатериалы могут подвергаться дополнительной обработке. Например, благодаря брашированию (искусственному состариванию древесины) материал приобретает особую солидность, что позволяет использовать его при создании эксклюзивных интерьеров.
Браширование производится с применением специального устройства, оснащенного щетками. На первом этапе осуществляется обработка верхнего слоя древесины при помощи насадки с металлической щетиной, что позволяет удалить мелкие дефекты и вмятины.
После этого выполняется шлифовка изделия при помощи пластиковой щетки, которая придает поверхности гладкость и подчеркивает фактуру дерева. Чтобы усилить визуальный эффект, браширование может производиться совместно с тонированием древесины. Чаще всего искусственному состариванию подвергают паркетную доску, из которой впоследствии получается по-королевски роскошное покрытие пола.
Не менее популярным является и обычное тонирование с помощью специального цветного или бесцветного лака либо масла. Бесцветные покрытия призваны подчеркнуть уникальную текстуру древесины и естественную красоту материала, а колеровочные составы необходимы, чтобы скрыть имеющиеся на поверхности изъяны и придать поверхности более ухоженный вид.
Еще один весьма необычный метод декоративной обработки паркетной доски заключается в создании искусственных повреждений. Для этого в специальную камеру помещают мелкие металлические предметы, после чего камера начинает быстро вращаться.
Паркетную доску пропускают сквозь центрифугу, что приводит к появлению хаотично расположенных повреждений — своеобразных шрамов на поверхности дерева. Такая процедура создает оригинальный визуальный эффект, благодаря которому можно получить паркет «с историей», не уступающий по внешнему виду старинным покрытиям.
Моделирование скорости воздушной сушки пиломатериалов из лиственницы китайской :: Биоресурсы
Хуа Дж., Джу Л., Цай Л. и Ши С. К. (2016). «Моделирование скорости воздушной сушки пиломатериалов из лиственницы китайской», BioRes. 11(3), 5931-5940.Abstract
Чтобы помочь защитить окружающую среду и снизить потребление энергии в деревообрабатывающей промышленности, воздушная сушка используется для предварительной сушки пиломатериалов до содержания влаги около 30%. Модель воздушной сушки, основанная на принципе диффузии, была разработана для более точной оценки времени воздушной сушки. Поскольку скорость перемещения влаги значительно отличается от той, которая имеет место при камерной сушке, были экспериментально определены эффективные коэффициенты диффузии при разных температурах. С помощью метода контрольного объема была разработана удобная для пользователя компьютерная программа, предсказывающая время высыхания на воздухе. Модель была экспериментально подтверждена практикой воздушной сушки. Эта программа является мощным инструментом, используемым для оценки времени воздушной сушки при любой конечной влажности пиломатериалов из лиственницы в любое время года, в любом месте, где исторические метеорологические данные, такие как температура, относительная влажность и скорость ветра, доступен. Этот инструмент позволяет руководителям заводов создавать оптимальный план работы с учетом мощности их печей, наличия двора, требований к инвентарю и погодных условий.
Скачать PDF
Статья полностью
Моделирование скорости воздушной сушки пиломатериалов из лиственницы китайской
Джун Хуа, a, * Линь Джу, a Липин Кай, b и Шелдон К. Ши b
Чтобы помочь защитить окружающую среду и снизить потребление энергии в деревообрабатывающей промышленности, воздушная сушка используется для предварительной сушки пиломатериалов примерно до 30% влажности. Модель воздушной сушки, основанная на принципе диффузии, была разработана для более точной оценки времени воздушной сушки. Поскольку скорость перемещения влаги значительно отличается от той, которая имеет место при камерной сушке, были экспериментально определены эффективные коэффициенты диффузии при разных температурах. С помощью метода контрольного объема была разработана удобная для пользователя компьютерная программа, предсказывающая время высыхания на воздухе. Модель была экспериментально подтверждена практикой воздушной сушки. Эта программа является мощным инструментом, используемым для оценки времени воздушной сушки при любой конечной влажности пиломатериалов из лиственницы в любое время года, в любом месте, где исторические метеорологические данные, такие как температура, относительная влажность и скорость ветра, доступен. Этот инструмент позволяет руководителям заводов создавать оптимальный план работы с учетом мощности их печей, наличия двора, требований к инвентарю и погодных условий.
Ключевые слова: Воздушная сушка лиственницы; эффективные коэффициенты диффузии; Оценка времени сушки; Моделирование
Контактная информация: а: Колледж электромеханического машиностроения Северо-восточного университета лесного хозяйства, Харбин 150040, Китай; b: Факультет машиностроения и энергетики, Инженерный колледж, Университет Северного Техаса, Дентон, Техас, 76207, США; * Автор, ответственный за переписку: [email protected]
ВВЕДЕНИЕ
Для снижения энергопотребления и защиты окружающей среды воздушная сушка используется для предварительной сушки пиломатериалов до влажности около 30%. Время сушки на воздухе в значительной степени зависит от времени года, размера и породы древесины, а также от годовых климатических изменений. В сушке на воздухе участвуют многие переменные, такие как свойства пиломатериалов и погодные условия, что затрудняет оценку времени сушки на воздухе. Ритц и Пейдж (1971) разработал таблицы для оценки приблизительного времени сушки на воздухе для лиственных и хвойных пород толщиной в один дюйм в определенных местах. Rietz (1972) разделил восток Соединенных Штатов на пять зон, используя карту воздушной сушки для оценки продолжительности эффективных условий воздушной сушки. Макмиллен и Венгерт (1978) также составили таблицу времени сушки на воздухе для большинства лиственных пород, высушенных на юге, среднем юге, в центре и на среднем севере. Дениг и Венгерт (1982) разработали уравнение регрессии для оценки суточного содержания влаги (СВ), потерь по сравнению с исходными данными СВ, температуры и относительной влажности (ОВ) для красного дуба и желтого тополя. Simpson and Wang (2003) высушивали на воздухе окоренные бревна из пондерозовой сосны и дугласовой пихты, которые складывали в штабеля четыре раза в течение года. Эти данные были использованы для разработки нескольких уравнений линейной и нелинейной регрессии. Кай и Оливейра (2012) использовали модель множественной регрессии для оценки скорости сушки пиломатериалов размерами зеленая ель/сосна. Анализ данных показал, что направление ветра не оказывает существенного влияния на скорость потери влаги.
Программа компьютерного моделирования сушки, разработанная Хартом (1981), может использоваться для оценки времени сушки на воздухе с помощью метода интерполяции для тех месяцев, когда эксперименты не проводились. Это компьютерное моделирование обычно требует подхода проб и ошибок для получения расчетного коэффициента диффузии на основе предыдущих данных сушки. Реш и др. (1989) применил модель Харта к высушенным пиломатериалам из дугласовой пихты и пришел к выводу, что эта модель является полезным инструментом для исследования сушки пиломатериалов и разработки графика сушки пиломатериалов. Симпсон и Харт (2001) использовали эту модель для оценки времени сушки на воздухе для конкретных мест путем оптимизации моделирования сушки с существующими экспериментальными значениями времени сушки на воздухе для северного красного дуба, сахарного клена, американского бука, тополя желтого, сосны желтой и Дуглас-пихта. Использование параметров моделирования, таких как коэффициент диффузии, относительная энергия активации, и т.д. , привели к оптимизации времени воздушной сушки этих видов. Хотя компьютерное моделирование сушки дало хорошие оценки времени сушки пиломатериалов на воздухе, было трудно получить параметры моделирования из экспериментальных данных (Simpson and Wang 2003).
Фактически, ограниченные исследования на сегодняшний день показали моделирование метода воздушной сушки. Herritsch и Nijdam (2009) разработали модель сушки, которая включает влияние как температуры, так и МС на коэффициент диффузии для древесины твердых пород с высокой степенью непроницаемости. С помощью Matlab 7.0 решались связанные дифференциальные уравнения в частных производных. В их более поздней работе (Herritsch and Nijdam 2012) были исследованы изменения времени сушки в разных местах Новой Зеландии с использованием проверенной модели сушки. Кроме того, с помощью модели был смоделирован альтернативный метод сушки древесины красного бука, известный как предварительная сушка на складе.
Ки и др. (2000) предложил следующее выражение для коэффициента диффузии, которое включает влияние как температуры, так и содержания влаги:
(1)
, где D R – эталонный коэффициент диффузии; – энергия активации диффузии. Этот расчет представляет вероятный диапазон значений энергии активации в температурном члене, но не дает значений константы b , в связи с отсутствием в литературе сведений о влиянии содержания влаги на коэффициент диффузии выше точки насыщения волокна.
Лиственница китайская ( Larix potaninii ) представляет собой коренную непроницаемую древесину и может стать важным ресурсом устойчивой древесины в Китае, поскольку ее легко выращивать в горах Северного Китая, а также она обладает хорошими механическими свойствами и устойчивостью к гниению. В данной работе разработана модель прогнозирования скорости воздушной сушки лиственницы китайской. Это первый шаг к оптимизации стратегии сушки для производства высококачественной равномерно высушенной древесины в разумные сроки. Разработанная модель воздушной сушки была проверена в различных условиях воздушной сушки путем сравнения предсказаний модели с экспериментальными данными сушки пиломатериалов из китайской лиственницы.
ЭКСПЕРИМЕНТАЛЬНЫЙ
Материалы и методы
В качестве образцов для данного исследования использовались пиломатериалы из зеленой китайской лиственницы ( Larix ) размером 5 см (толщина) × 10 см (ширина) × 240 см (длина), полученные с лесопилки, расположенной в провинции Хэйлунцзян. , Китай. Образцы складывали в блоки, чтобы свести к минимуму потерю влаги при транспортировке и хранении. Эксперименты по воздушной сушке проводились в городе Харбин, провинция Хэйлунцзян, Китай. Общий план эксперимента заключался в штабелировании пиломатериалов из лиственницы для воздушной сушки (рис.1). С помощью метода сушки в печи индивидуальную исходную MC определяли с помощью 25-сантиметровых дисков, которые вырезали с каждого конца исходного пиломатериала длиной 300 см, в результате чего получались образцы длиной 240 см.
Для получения точной информации о погоде во время воздушной сушки рядом со штабелями для сушки пиломатериалов была установлена метеостанция с батарейным питанием и регистратором данных (передвижная метеостанция PC-3, Jian Zhou Yanggang Weather Equipment Co., Цзяньчжоу, Китай). показано на рис. 1. Метеостанция была предварительно настроена на измерение температуры, относительной влажности и скорости ветра каждые 60 минут и сохранение информации вместе со временем и датой. По завершении воздушной сушки данные о погоде экспортировались в компьютер.
Два штабеля пиломатериалов были установлены для экспериментов по воздушной сушке с апреля по август и с июля по октябрь 2013 года. Штабели были покрыты фанерой для защиты пиломатериалов от дождя и прямых солнечных лучей. Подобно метеостанции, регистратор данных нагрузочных балок был предварительно настроен на запись веса штабеля каждые 60 минут. После завершения сушки на воздухе рассчитывали потерю МС для каждого временного интервала с использованием измеренного веса во время сушки на воздухе и начальных масс пиломатериалов и МС.
Рис. 1. Стопка пиломатериалов, метеостанция и несущие балки
Определение эффективных коэффициентов диффузии
Хотя общепризнано, что капиллярные силы ответственны за движение свободной воды и что диффузия связана с движением связанной воды, которое происходит ниже точки насыщения волокна (FSP), в этом моделировании использовалась диффузионная модель как для МС выше и ниже FSP. Обоснование состоит в том, что скорость высыхания, вероятно, контролируется диффузией влаги через древесную оболочку, где MC ниже FSP. Подход Фика был привлекателен для моделирования из-за его простоты и легкости численного решения (Herritsch and Nijdam 2009).). Следовательно, диффузионная модель подходит для описания переноса влаги изнутри наружу плиты. Ключевым элементом в этом моделировании является определение коэффициента диффузии, который зависит от содержания влаги в древесине.
Процесс воздушной сушки проводился при низких температурах, в основном ниже 30 °C, в Харбине, Китай. Скорость сушки значительно отличалась от скорости сушки в печи. Поэтому были определены эффективные коэффициенты диффузии, непосредственно влияющие на массоперенос в процессе воздушной сушки.
Из пиломатериалов лиственницы (плоскопиленной заболони) вырезали образцы размером 50 мм (ширина) × 10 мм (толщина) × 100 мм (длина) и готовили для определения эффективного коэффициента диффузии ( D eff ). Для каждого уровня температуры использовали тридцать повторов. Все образцы были без видимых дефектов и покрыты по краям двумя слоями эпоксидной смолы для предотвращения потери влаги в продольном и поперечном направлениях при сушке.
Использовалась камера кондиционирования с постоянными температурой и относительной влажностью ± 1 °C и ± 2% от экспериментальных целей. При относительной влажности около 50% эксперименты по сушке (десорбции) проводились при шести температурах по сухому термометру, а именно: 5°С, 10°С, 15°С, 20°С, 25°С и 30°С. . Чтобы свести к минимуму влияние поверхностного сопротивления на коэффициент диффузии, для камеры была предварительно задана высокая скорость воздуха около 5 м/с. Цифровые весы, чувствительные к 0,1 мг, использовались для контроля изменения массы образцов во время десорбции.
Исходная МС образцов лиственницы колебалась от 75 до 92 % (табл. 1). В процессе десорбции массу каждого образца контролировали цифровыми весами. После достижения равновесия МС образцы затем высушивали при 103 ± 2 °С до постоянной массы. По высушенной массе оценивали начальную МС и потерю влаги при десорбции. Предполагая, что коэффициент диффузии не зависит от MC, использовалось следующее уравнение (Siau 1984):
(2)
где D коэффициент диффузии, мм 2 /ч, L полутолщина в направлении диффузии влаги, мм, t – время, ч, средний МС в момент времени t , рассчитанный следующим образом,
(3)
где — концентрация влаги в момент времени t , кг/м 3 , Ce — концентрация влаги в равновесии с давлением водяного пара в окружающем воздухе, кг/м 3 , а C 0 – начальная концентрация влаги, кг/м 3 .
Уравнение 2 показывает, что график 2 по сравнению с t является линейным с наклоном D/705,88L 2 , поэтому D можно рассчитать на основе наклона линейной регрессии, соответствующей экспериментальным данным, как следует,
D = 705,88L 2 × Уклон (4)
, где
Моделирование воздушной сушки
Если предположить, что скорость сушки пропорциональна градиенту влажности, более корректным термином, используемым для моделирования процесса сушки на воздухе, будет эффективный коэффициент диффузии ( D eff ), вместо традиционного коэффициента диффузии. Значение D eff было определено экспериментально во всем диапазоне MC, как выше, так и ниже FSP, в образцах, как описано в предыдущем разделе. D eff значения варьировались от 0,1 × 10 -10 м 2 /с до 1 × 10 -10 м 2 /с, что согласовывалось со значениями в таблице 10 2.
Для образцов лиственницы длина 240 см была намного больше, чем ширина (10 см) и толщина (5 см), поэтому для моделирования тепломассообмена был использован двухмерный подход. Основное уравнение, используемое для сохранения энергии, было следующим (Cai and Oliveira 2008),
(5)
где T – температура, К, k x и k y – теплопроводность в координатах x и y, Вт/мК, – скорость тепловыделения на единицу объема. , в Вт/м 3 , древесина является основной плотностью древесины, в кг/м 3 , а C p является удельной теплоемкостью древесины в Дж/кгК.
Таблица 1. Параметры , используемые в модели воздушной сушки
Граничное условие для уравнения. 5 можно описать,
(6)
где ч коэффициент теплопередачи, Вт/м 2 К, T с температура поверхности, К, T температура окружающей среды, К, ч 5 ig 9 — скрытая теплота парообразования, Дж/кг, а м — поток влаги, кг/м 2 с.
Основное уравнение сохранения массы выглядит следующим образом:
(7)
где M концентрация влаги, кг/м 3 , D eff эффективная диффузия в направлениях координат x и y, ×10 -9 м 2 /с.
Граничное условие для переноса массы описывается как,
(8)
где M s концентрация влаги на поверхности древесины, кг/м 3 , M концентрация влаги в воздухе, кг/м 3 , h м коэффициент массопереноса в м/с и поправочный коэффициент, зависящий от M поверхностного слоя (Cai 2005). Коэффициент массообмена ч м является функцией скорости воздуха и коэффициента теплопередачи.
Поскольку ч м является функцией скорости воздуха v и коэффициента теплопередачи ч , они могут быть связаны аналогией Чилтона-Колберна (Pordage and Langrish 1999),
(9)
где g — плотность объемного газа, кг/м 3 , C pg — удельная теплоемкость объемного газа, Дж/кгK, Pr — число Прадтля, Sc – число Шмидта.
Связанные дифференциальные уравнения в частных производных в уравнениях. 5 и 7 были решены методом контрольного объема (Kreith and Bohn 2001). Контрольный объем — фиксированная область в пространстве, ограниченная контрольной поверхностью, через которую проходят тепло и масса. Используя этот метод, Кай и Оливейра (2008) успешно смоделировали процесс тепло- и массопереноса во время сушки пиломатериалов во влажном кармане.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Коэффициенты диффузии
Коэффициенты диффузии лиственницы китайской были определены при шести температурах, т.е. 5 °C, 10 °C, 15 °C, 20 °C, 25 °C и 30 °C. Результаты, которые были средними из 30 образцов, показаны в таблице 2. После регрессии уравнение. 10, который можно использовать для предсказания увеличения эффективного коэффициента диффузии ( D eff ) с температурой.
D эфф = 0,1918 ln( T ) – 0,0889 (R² = 0,9922) (10)
где D eff эффективный коэффициент диффузии, 10 -10 м 2 /с и T это температура, °С.
Таблица 2. Эффективные коэффициенты диффузии при различных температурах
Значения в скобках являются стандартными отклонениями.
Рис. 2. Экран пользовательского интерфейса для оценки скорости осушения воздуха (с апреля по август 2013 г.)
Результаты моделирования
С помощью Visual Basic было разработано программное обеспечение для прогнозирования времени воздушной сушки пиломатериалов из лиственницы, экраны пользовательского интерфейса показаны на рис. 2 с апреля по август 2013 г. Программа прогнозирует изменение МС во времени как функцию исходной МС, плотности древесины, размеров пиломатериалов, расчетной будущей температуры, относительной влажности и скорости ветра.
Сравнение между теоретической прогнозируемой кривой и данными для одного штабеля пиломатериалов, датированными с апреля по август 2013 г. (Run1), показано на рис. 3. Данные для другого штабеля пиломатериалов, датированными с июля по октябрь 2013 г. (Run2), вместе с кривой, предсказанной моделью, проиллюстрировано на рис. 4. На этих двух рисунках M exp — результаты эксперимента, а M вычисл — значения, рассчитанные на основе модели. Различия между теоретическим предсказанием (сплошные линии) и экспериментальными данными (точки) находятся в допустимых пределах на обоих рис. 3 и 4, что означает, что время высыхания воздуха можно оценить, если доступны исторические метеорологические данные, такие как температура, относительная влажность и скорость ветра.
Хотя при сравнении кривых в опыте 1 (рис. 3) и опыте 2 (рис. 4) визуальной разницы не наблюдалось, анализ данных показал, что скорости высыхания различались между двумя опытами, как видно из таблицы 3. В табл. 3 представлено влияние различных начальных MC и средней температуры на скорость сушки. Более высокая скорость сушки в опыте 2, вероятно, была вызвана более высокой начальной МС и более высокой температурой.
Таблица 3. Сравнение Run1 и Run2
Как показано на рис. 2, мощная программа способна прогнозировать время сушки на воздухе и предоставляет инструмент для учета влияния всех переменных, влияющих на время сушки на воздухе, таких как плотность древесины, начальная и целевая влажность. содержание, размеры пиломатериалов, температуру, относительную влажность и скорость ветра. Программа способна прогнозировать время сушки на воздухе с точностью ± 15% от наблюдаемых значений, как показано на рис. 3 и 4. Используя этот инструмент, можно добиться рентабельной работы мельницы, учитывая мощность печи, наличие площадки для воздушной сушки и требования к запасам.
Рис. 3. Сравнение экспериментальных результатов ( M exp ) и рассчитанной кривой ( M вычисл ) с использованием программного обеспечения (Прогон 1: с апреля по август 2013 г.)
Рис. 4. Сравнение экспериментальных результатов ( M exp ) и расчетной кривой ( M вычисл ) с использованием программного обеспечения (прогон 2: с июля по октябрь 2013 г. )
ВЫВОДЫ
- Эффективный коэффициент диффузии увеличивается с температурой.
- Экспериментальная проверка подтвердила, что эта модель способна прогнозировать время сушки на воздухе с точностью ± 15% от наблюдаемых значений.
- Программное обеспечение может оценивать время сушки воздуха до любого конечного содержания влаги в любое время года и в любом месте, где доступны исторические метеорологические данные о температуре, относительной влажности и скорости ветра.
- Следует иметь в виду, что, хотя компьютерная программа учитывает различные переменные ( т.е. плотность, размеры) на основе теоретического расчета, только один вид (лиственница китайская), один размер (5-см × 10-см ), и одно место (Харбин, Китай, с апреля по октябрь) были подтверждены экспериментами.
БЛАГОДАРНОСТИ
Это исследование было поддержано Специальным фондом исследований лесного хозяйства в общественных интересах (проект №: 201304502).
ССЫЛКИ
Кай, Л. (2005). «Оценка скорости нагрева пиломатериалов из субальпийской ели», Wood and Fiber Science 37(2), 275-282.
Кай, Л., и Оливейра, Л.К. (2012). «Оценка времени сушки на воздухе размерных пиломатериалов», Технология сушки 30, 827-831. DOI: 10.1080/07373937.2012.668148
Кай, Л., и Оливейра, Л.К. (2008). «Моделирование сушки пиломатериалов с мокрым карманом», Технология сушки 26, 525-529. DOI: 10.1080/07373930801944572
Дениг, Дж., и Венгерт, Э. (1982). «Оценка потери содержания влаги при сушке на воздухе для пиломатериалов из красного дуба и желтого тополя», Forest Products Journal 32(2), 26-31.
Харт, Калифорния (1981). «SIMSOR: компьютерное моделирование сорбции воды в древесине», Wood and Fiber 13(1), 46-71.
Херрич, А., и Нийдам, Дж. Дж. (2009). «Усовершенствованная модель сушки высоконепроницаемой твердой древесины», Holzforschung 63, 464-471. DOI: 10.1515/HF.2009.075
Херрич, А., и Нийдам, Дж. Дж. (2012). «Вычислительный инструмент для исследования различных методов сушки древесины местного красного бука Новой Зеландии ( Nothofagus fusca )», Asia-Pacific Journal of Chemical Engineering 7(4), 555-562. DOI: 10.1002/apj.606
Ки, Р. Б., Лэнгриш, Т. А. Г., и Уокер, Дж. С. Ф. (2000). Kiln-Drying of Lumber , Springer-Verlag, New York, NY, USA, стр. 220-230.
Крейт, Ф., и Бон, М.С. (2001). Принципы теплопередачи (6 th Ed.), Brooks/Cole Thomson Learning, Сингапур, стр. 201-250.
Макмиллен М. и Венгерт Э. М. (1978). Сушка пиломатериалов восточных лиственных пород (Справочник Министерства сельского хозяйства США № 528) , Министерство сельского хозяйства США, Вашингтон, округ Колумбия, США, стр. 104.
Нийдам, Дж. Дж., Лэнгриш, Т. А. Г., и Ки, Р. Б. (2000). «Модель высокотемпературной сушки древесины хвойных пород», Chemical Engineering Science 55, 3585-359. 8. DOI:10.1016/S0009-2509(00)00042-7
Портедж, Л.Дж., и Лэнгриш, Т.А.Г. (1999). «Моделирование влияния скорости воздуха при сушке древесины лиственных пород», Технология сушки 17 (1–2), 237–255. DOI: 10.1080/07373939
7527
Реш Х., Канг Х. и Бэг М. (1989). «Сушка пихты Дугласа: компьютерное моделирование», Wood and Fiber Science 21(3), 207-218.
Ритц, RC (1972). Календарь воздушной сушки пиломатериалов на Верхнем Среднем Западе (Res. Note FPL-0224) , Министерство сельского хозяйства США, Лаборатория лесных товаров, Мэдисон, Висконсин, США.
Ритц Р.К. и Пейдж Р.Х. (1971). Воздушная сушка пиломатериалов: руководство по отраслевой практике, Агни. Справочник 401, стр. 110, доступен в исправленной форме как: Сушка пиломатериалов на воздухе , ( Общий технический отчет, FPL-GTR-117, 1999, стр. 62) , Министерство сельского хозяйства США, Лаборатория лесных товаров, Мэдисон , Висконсин, США.
Сиау, Дж. Ф. (1984). Транспортные процессы в древесине , Springer-Verlag, New York, NY, USA, стр. 24-103.
Симпсон, В.Т., и Харт, Калифорния (2001). «Метод оценки времени воздушной сушки пиломатериалов», Forest Products Journal 51 (11/12), 56–63.
Симпсон, В. Т., и Ван, X. (2003). «Оценка времени сушки на воздухе бревен сосны пондероза малого диаметра и пихты Дугласа» (Res. Paper, FPL-RP-613), Министерство сельского хозяйства США, Лаборатория лесных товаров, Мэдисон, Висконсин, США.
Статья отправлена: 22 февраля 2016 г.; Экспертная оценка завершена: 1 мая 2016 г.; Получена исправленная версия: 3 мая 2016 г.; Принято: 4 мая 2016 г.; Опубликовано: 16 мая 2016 г.
DOI: 10.15376/biores.11.3.5931-5940
[PDF] ПЕЧНАЯ СУШКА ЛИСТВЕННИЦЫ СИБИРСКОЙ (Larix sibirica) ДРЕВЕСИНА
Самули Хейкконен • Катри Луостаринен • Киммо Пииспа
СУШКА ЛИСТВЕННИЦЫ СИБИРСКОЙ (Larix sibirica) ПИЛОМА Миккелин амматтикоркеакоулу A: Tutkimuksia ja raportteja — Research Reports 26
Samuli Heikkonen • Katri Luostarinen • Kimmo Piispa
KILN DRYING OF SIBERIAN LARCH (Larix sibirica) TIMBER Mikkelin ammattikorkeakoulu A: Tutkimuksia ja raportteja — Research Reports 26
MIKKELIN AMMATTIKORKEAKOULU Mikkeli 2007
MIKKELIN AMMATTIKORKEAKOULU A: Tutkimuksia ja raportteja — Research Reports PL 181, 50101 Mikkeli Puhelin (015) 35561
78-951-588-211-0 (PDF) ISSN 1795-9438 Ulkoasu: Taktum Oy Kannen ja sisällön painatus: Interkopio Oy
KUVAILULEHTI Julkaisusarja ja nro
Päivämäärä
A:Tutkimuksia ja raportteja 21. 11.2007
26
Tekijät
Samuli Heikkonen, Katri Luostarinen, Kimmo Piispa Nimeke
Печная сушка древесины лиственницы сибирской (Larix sibirica) Tiivistelmä
SIBLARCH-projektissa verrattiin neljääku eri kuivausmenetelm Käytetyt menetelmät olivat lämminilma-, alipaine-, kuuma- ja suurtaajuuskuivaus. Tavoitteena oli saavuttaa sahatavaran hyvä kuivauslaatu mahdollisimman nopeasti. Aineistona kaytettiin Dimensioiltaan 50 мм x 150 мм sahatavaraa sekä Suomesta että Siperiasta; tavoitekosteussuhde oli 10%. Tavoitekosteussuhde saavutettiin parhaiten lämminilma- ja alipainekuivauksissa. Vaihtelu oli melko pientä, mikä on tyypillistä näille hitaille kuivausmenetelmille tasaannutusta kaytettäessä. Nopeimmat menetelmät olivat kuuma- ja suurtaajuuskuivaus. Kuumakuivauksessa sahatavaran muodonmuutokset olivat vähäiset, kun taas tavoitekosteussuhdetta ei saavutettu; lisäksi hajonta oli suuri. Kuumakuivatun sahatavaran värinmuutokset olivat lisäksi huomattavat. Suurtaajuuskuivauksessa tavoitekosteussuhde saavutettiin hieman paremmin kuin kuumakuivauksessa, mutta hajonta oli liian suuri puusepänteollisuuteen. Kuumakuivausta voitaisiin käyttää ulkotiloissa käytettävälle lehtikuusisahatavaralle, silla silloin kosteussuhdevaihtelut voidaan sallia. Suurtaajuuskuivauksella taas voitaneen saavuttaa selvä ajansäästö alle 10 % kosteussuhteeseen kuivattaessa. Tulevaisuudessa kaikille kuivausmenetelmille pitäisi optimoida parhaat kuivauskaavat. Etenkin alipainekuivaus korkeilla lämpötiloilla voisi tuottaa hyviä kuivaustuloksia kuten myös alipaine-, suurtaajuus- ja kuumakuivausmenetelmien yhdistäminen. Siperialainen, selvästi tiheämpi ja hitaammin kasvanut puuaines kuivui selvästi hitaammin kuin suomalainen Siperianlehtikuusisahatavara. Niiden kuivaus olisi siten suoritettava omissa erissään. Säteensuuntaisesti sahatun sahatavaran muodonmuutokset olivat kuivauksen jälkeen pienemmät kuin X-log –menetelmällä sahatun sahatavaran. X-log –menetelmällä ytimen sisältävät tai läheltä ydintä sahatut kappaleet kieroutuivat selvästi enemmän kuin kauempaa ydintä sahatut kappaleet. Siperianlehtikuusisahatavaran kuivauksessa voidaan saavuttaa laadullisesti hyviä tuloksia. Kuitenkin tasaisen tavoitekosteussuhteen saavuttaminen on haastavaa nopeilla kuivausmenetelmillä. Аваинсанат (азиасанат)
ISBN
Siperianlehtikuusi, Sahatavara, Kuivaus, Menetelmät, Fysikaaliset Ominaisuudet, Tiheys, Lujuus, Kutistuminen, Muoto — Muutos
. Silehärä, Muutos
.
Englanti
Muita tietoja
978-951-588-210-3 (nid.) 978-951-588-211-0 (PDF) 1795-9438 Luokitukset YKL 64.11 UDK 674.047
DESCRIPTION Date
Серия публикаций и №
А: Отчеты об исследованиях 21.11.2007
26
Авторы
Самули Хейкконен, Катри Луостаринен, Киммо Пииспа Название работы
Сушка древесины лиственницы сибирской (Larix sibirica) в камерной печи Реферат
В рамках проекта SIBLARCH были исследованы четыре различных метода сушки лиственницы сибирской. Методы включали обычную сушку в печи, сушку в вакуумной печи, высокотемпературную сушку и высокочастотную вакуумную сушку. Цели исследования для каждого метода заключались в достижении хорошего качества сушки и сокращении времени сушки. Материал был привезен из Сибири и Финляндии. Доски размером 50 мм х 150 мм высушивали до заданной влажности 10%. Наилучшее целевое содержание влаги было достигнуто с наименьшими отклонениями при обычной сушке в печи и сушке в вакуумной печи. Низкие колебания характерны для методов медленной сушки, особенно при правильной стабилизации влажности в конце процесса. Высокотемпературная сушка и высокочастотная вакуумная сушка позволили сократить время сушки. Деформации были низкими при высокотемпературной сушке. Достижение целевого содержания влаги было затруднено, а вариации конечного содержания влаги были значительными. Кроме того, изменения цвета при высокотемпературной сушке были четкими. При высокочастотной сушке целевое содержание влаги достигалось с большим успехом, но все же отклонение было явно слишком большим для столярной промышленности. Древесина лиственницы, высушенная при высокой температуре, может быть полезна для использования на открытом воздухе, когда допустимы большие колебания влажности. Высокочастотная сушка позволит значительно сократить время сушки при сушке до низкого содержания влаги ниже 10%. Оптимизация всех методов сушки должна иметь место в будущих исследованиях. В частности, сушка в вакуумной печи при высоких температурах может дать некоторые преимущества во времени сушки, а также сочетание вакуума, высокой частоты и высоких температур. Исследуемый материал, происходящий из Сибири, явно медленнее сохнет, чем материал из южной Финляндии, из-за более высокой плотности и более медленной скорости роста. Таким образом, истоки должны быть высушены отдельно. Радиальная распиловка привела к лучшим результатам деформации по сравнению с распиловкой X-log. Доски, распиленные из бревен близко к сердцевине или включая сердцевину, скручивались значительно больше, чем доски с большего расстояния от сердцевины. Согласно этим исследованиям сушка древесины лиственницы сибирской может привести к хорошему качеству сушки. Достижение даже конечного содержания влаги особенно сложно при использовании методов быстрой сушки. Ключевые слова
ISBN
Лиственница сибирская, древесина, сушка, методы, физические свойства, плотность, прочность, усадка
978-951-588-210-3 (нид.) 978-951-588-211-0 (PDF) ISSN
1795-9438
Страницы
Язык
Классификации
78 стр. + приложение. 4 р.
English
YKL 64.11 UDK 674.047
Примечания
ПРЕДИСЛОВИЕ Настоящая публикация подготовлена для публикации результатов проекта SIBLARCH: «Стойкая к гниению древесина – лиственница сибирская по сравнению с сосной обыкновенной в лесном хозяйстве и продукции». Проект осуществлялся несколькими общественными организациями и частными компаниями в Финляндии, Исландии, Норвегии, России и Швеции. Исследование камерной сушки лиственницы сибирской проводилось в Исследовательском центре YTI Университета прикладных наук Миккели и на факультете лесных наук Университета Йоэнсуу. Это исследование финансировалось Программой Европейского Союза по северной периферии, Министерством сельского и лесного хозяйства Финляндии и Университетом прикладных наук Миккели. Это исследование было бы невозможно без сотрудничества нескольких человек из разных организаций. Как авторы, мы хотели бы поблагодарить г-на Кари Кухмонена и г-на Тимо Аавакаллио из Исследовательского центра YTI за их опыт и консультации в области управления проектами и исследований в области сушки. Г-н Петтери Торниайнен выражает благодарность за консультации по высокотемпературной сушке, а г-н Ари Саари выражает благодарность за помощь в испытаниях высокотемпературной сушки. Г-н Анри Лехто заслуживает особой благодарности за выполнение дипломной работы по сушке лиственницы методами вакуумной, высокотемпературной и высокочастотной сушки. Его работа требовала огромных усилий и предлагала огромное количество данных. Его дипломная работа получила звание лучшей инженерной работы 2006 года, присвоенное Ассоциацией финских инженеров деревообрабатывающей промышленности (Suomen puuteollisuusinsinöörien yhdistys). Г-н Юкка Корри с факультета лесных наук Университета Йоэнсуу выражает благодарность за проведение испытаний обычной камерной сушки в Университете Йоэнсуу. Данные этих испытаний являются материалом для его магистерской диссертации. Кроме того, мы благодарим г-жу Пиа Валтонен и студентов Университета прикладных наук Миккели за исследование механических свойств сибирской лиственницы.
Выражаем благодарность г-ну Тейо Никканену и другим заинтересованным лицам из научно-исследовательской станции Пункахарью Финского института лесных исследований за организацию финского тестового материала, а также г-ну Юкке Хуомолину из Pariwood Oy, Париккала, Финляндия, за организацию сибирского тестового материала из Иркутска. . Мы благодарим г-на Вейкко Тарвайнена и г-на Хольгера Форсена из VTT за предоставленную возможность использовать программу моделирования VTT для традиционной камерной сушки лиственницы. Кроме того, мы благодарим г-на Мицуюки Мёджина из Yasujima Co., Япония за консультацию по высокочастотной вакуумной сушке. Мы горячо благодарим г-на Дэвида Гриттена за пересмотр языка. Наконец, мы хотели бы поблагодарить всех людей, организации и финансистов за их ценные усилия, направленные на это исследование. Миккели 14.11.2007 Авторов
СОДЕРЖАНИЕ ПРЕДИСЛОВИЕ 1 ВВЕДЕНИЕ …………………………………………. …………………………………………. ……1 2 СВОЙСТВА, ПРИМЕНЕНИЕ, ПЕРЕРАБОТКА И ДОСТУПНОСТЬ ДРЕВЕСИНЫ СИБИРСКОЙ ЛИСТВЕННИЦЫ ………………….. …………………………………………. ………………..2 2.1 Сопротивление гниению и количество сердцевины ………………….. …………………………..2 2.2 Плотность и механические свойства ……………… ………………………………………….4 2.3 Доля коры…………………………………………………….. ………………………………………5 2.4 Использование и проблемы при использовании древесины лиственницы ……………………………….. ……………..6 2.5 Обработка древесины лиственницы………………….. ……………………………7 2.5.1 Сушка. …………………………………………. ………………… ………………………. …8 2.6 Наличие бревен из лиственницы и пиломатериалы ……………………………………………… ..10 3 МАТЕРИАЛЫ ……………………………………………… …………………………………………. …….11 4 МЕТОДЫ………………………………………….. …………………………………………. …………………………..14 4.1 Возраст деревьев, диаметр бревен и количество сердцевины и коры……..14 4.2 Годовой рост деревьев и начальная влажность, базовая плотность и прочность древесины……………………………. …………………………………………. ……14 4.3 Методы и графики сушки ……………………………….. ……………………………15 4.3.1 Сушка в высокотемпературной печи……… …………………………………………. .15 4.3.2 Сушка в вакуумной печи………………………………… ……………………………17 4.3.3 Высокочастотная печная сушка. ….. …………………………………………. ………..194.3.4 Традиционная камерная сушка………………………………. …………………………..22 4.4 Усадка при высыхании ………………… …………………………………………. ……………………………24 4.5 Качество сушки пиломатериалов …………………………… …………………………………………. ……………..25 4.5.1 Влажность, поверхностное твердение и деформации …………………………..25 4.5.2 Течение смолы и растрескивание …………………………………………… ………………….26 4.5.3 Цвет ………………………….. …………………………………………. …………………………… 28 4.5.4 Сравнение методов и процессов сушки …….. ………………….29
5 РЕЗУЛЬТАТЫ…………………………………………… …………………………………………. ……………..30 5.1 Возраст деревьев, диаметр бревен и количество сердцевины и коры. …….30 5.2 Годовой прирост деревьев и начальная влажность , базовая плотность и прочность древесины…………………………………… …………………………………………32 5.3 Процессы сушки и качество высушенной древесины ……………………………….. ..34 5.3.1 Сушка в высокотемпературной печи……………………………………. …………………………..34 5.3.2 Вакуумная сушка…………………. …………………………………………. ……………..37 5.3.3 Высокочастотная камерная сушка………………………………….. ……………………………40 5.3.4 Обычная камерная сушка……… …………………………………………. ……………..42 5.4 Влияние радиального расположения доски и способа распиловки на качество сушки ……. …………………………………………. …………………………………………. 47 5.5 Усадка при высыхании…………………………………. …………. ……………………………………….495.6 Сравнение методов и графиков сушки ……………………………..51 6 ОБСУЖДЕНИЕ …. …………………………………………. …………………………………………. .58 6.1 Свойства бревен и древесины……………………………………. ………………………………58 6.2 Окончательное содержание влаги и градиент ……. …………………………………………. …60 6.3 Деформации, растрескивание и истечение смолы ………………………………… ……………62 6.4 Цвет ………………………….. …………………………………………. …………………………..64 6.5 Усадка при высыхании ……………… …………………………………………. …………………………..64 6.6 Методы сушки и распиловки ………………….. …………………………………………. …..66 7 ВЫВОДЫ ………………………….. ………………… …………………………………………. ……..68 ССЫЛКИ … …………………………………………. …………………………………………. ….71 ПРИЛОЖЕНИЕ ………………………………………… …………………………………………. …………….. 79
АВТОРЫ Самули Хейкконен Исследовательский центр YTI, Университет прикладных наук Миккели Катри Луостаринен Факультет лесных наук, Университет Йоэнсуу Киммо Пииспа Лаппеенрантский технологический университет
СПИСОК СОКРАЩЕНИЙ Авер. – средняя Br – Brinell C – обычная камерная сушка (C1 – C8) Cop. – обильный дет. – определяемая DF – сила сушки (MC/EMC) EL – значение настройки мощности EDG – European Drying Group EMC – равновесная влажность, % END IP – электрический ток (А) в конце процесса сушки Grad – градиент HT – высокий температурная сушка (h2 — H6) HF — высокочастотная сушка (R1 — R6) IP — электрический ток (А), величина уставки в процессе сушки Ja — Janka ju — ювенильная ma — зрелая MC — влажность, % MOE — модуль эластичность (кН/мм2) NT – Nordic Timber Obv. – очевидная R – высокочастотная сушка RAD – радиальная Ref – опорная RF – радиочастота 13,58 МГц RH – относительная влажность воздуха (%) SD – стандартное отклонение T – температура, °C TA – температура воздуха, °C TW – температура древесины, °С TWOOD – температура древесины, °С
TAP – напряжение (В), значение настройки В – вакуумная сушка (V1 – V6) Вентил. – вентиляция VOC – летучее органическое соединение
1 1 ВВЕДЕНИЕ Заболонь фенно-скандинавских пород древесины, таких как ель европейская (Picea abies) и сосна обыкновенная (Pinus sylvestris), должна быть защищена от гниения при использовании на открытом воздухе. В Фенно-Скандинавии наружные деревянные конструкции обычно защищают химической обработкой. В последние несколько лет защита окружающей среды становится все более важной. По этой причине химическая обработка древесины претерпевает изменения, и разрабатываются новые химикаты и альтернативные решения для защиты древесины. Считается, что древесина лиственницы сибирской (Larix sibirica Ledeb. ) устойчива к гниющим грибам, что является основной причиной, по которой ее рекомендуется все чаще использовать, особенно на открытом воздухе. Древесина лиственницы сибирской является хорошим сырьем, особенно в деревообрабатывающей промышленности. С точки зрения этой отрасли замечательные свойства древесины лиственницы, например. его хорошая стойкость к гниению, живой и красивый рисунок годичных колец и его прочность, но его сушка часто была затруднена, поскольку после сушки в древесине лиственницы могут оставаться дефекты. Сушка в печи используется для того, чтобы свести к минимуму время производства, а также капитал, необходимый для промышленного производства древесины. Сушка может занять месяцы в зависимости от породы дерева, размеров досок, температуры и влажности воздуха. Для целей столярной промышленности древесина должна быть высушена до равномерного содержания влаги ниже 10%, чтобы свести к минимуму изменения размеров. Это также необходимо для успешного склеивания, отделки и строгания. Низкое содержание влаги может быть достигнуто только при использовании различных методов камерной сушки. Распространенными дефектами, возникающими после сушки древесины лиственницы, являются деформации, растрескивание и различная влажность. Однако исследования свойств и сушки древесины лиственницы еще немногочисленны.
2 Целью данного исследования было изучение пригодности различных методов сушки (традиционная камерная сушка, вакуумная сушка, высокотемпературная камерная сушка и высокочастотная вакуумная сушка) древесины сибирской лиственницы, предназначенной для столярной промышленности. В то же время было проведено сравнение нескольких режимов сушки для каждого метода сушки, чтобы определить условия каждого метода и их влияние на качество сушки лиственничной древесины. Также были изучены различия в сушке и качестве сушки сибирской лиственницы, происходящей из Финляндии и России (Сибирь). Плотность, ежегодный прирост, прочность и количество сердцевины сравнивали между странами происхождения, чтобы найти различия. Вторая цель состояла в том, чтобы собрать информацию о свойствах, особенно объединить знания о свойствах лиственницы при сушке и использовании лиственницы. Таким образом, исследование проводилось как литературный брифинг и экспериментальное исследование.
2 СВОЙСТВА, ПРИМЕНЕНИЕ, ПЕРЕРАБОТКА И НАЛИЧИЕ ДРЕВЕСИНЫ ЛИСТВЕННИЦЫ СИБИРСКОЙ 2.1 Сопротивление гниению и количество сердцевины Древесина лиственницы сибирской известна своими свойствами сопротивления гниению. Эта репутация является основной причиной, по которой рекомендуется все чаще использовать его, особенно на открытом воздухе. Современное экологическое сознание подчеркивает эту рекомендацию. Эффективные традиционные консерванты запрещены, что требует поиска новых решений. Натурально прочные породы являются одной из возможностей для использования в менее требовательных и довольно легко ремонтируемых наружных конструкциях. За последние несколько десятилетий лиственница использовалась в сложных условиях контакта с землей. Однако в европейских стандартах сердцевина лиственницы сибирской оценивается как слегка прочная – умеренно прочная (классы 3–4) (например, Finnforest Thermowood 2003). Эти классы прочности предназначены для использования вне помещений над землей. Известно, что вариации гнилостных свойств древесины лиственницы значительны.
3 Преимуществом лиственницы сибирской по устойчивости к гниению является большая доля сердцевины, входящей в состав вторичной ксилемы, в том числе экстрактивных веществ, обуславливающих свойства устойчивости. Было замечено, что доля сердцевины тем больше, чем старше дерево: около 50 % (Hakkila et al. 1972, Hakkila & Winter 1973) или 67 % (Juvonen et al. 1986) в возрасте 50 лет и даже 85% в возрасте старше 160 лет (Использование лиственницы… 1971). Также было замечено, что доля сердцевины тем больше, чем быстрее росло дерево лиственницы сибирской (Hakkila & Winter 19).73). У сосны обыкновенной (Pinus
sylvestris) доля сердцевины обычно составляет менее 40% (например, Björklund 1999). Было обнаружено, что существует генетическая детерминация устойчивости к гниению, но характеристики роста и устойчивость к гниению в древесине лиственницы сибирской не коррелируют (Venäläinen et al. 2001). Вместо этого, чем старше сибирская лиственница, тем прочнее ее древесина; разницы в стойкости к гниению древесины между лиственницей сибирской и финской выращенной сибирской лиственницы не наблюдалось. Однако было отмечено, что долговечность одной и той же доски различается (Viitanen et al. 19).97). Были проведены исследования, чтобы отличить устойчивых особей от восприимчивых: концентрация таксифолина (флавоноида) и общего фенола в сердцевине лиственницы сибирской положительно коррелирует с устойчивостью к гниению, в то время как плотность и водопоглощающие свойства не коррелируют с ней (Venäläinen et al. 2006). У других видов лиственницы аналогичная корреляция была обнаружена между концентрацией общих фенолов и устойчивостью к гниению (Gierlinger et al. 2004b), а красноватый цвет сердцевины положительно коррелирует с фенолами и устойчивостью к гниению (Gierlinger et al. 2004a). Неразрушающая спектроскопия в ближнем инфракрасном диапазоне (FTNIR) оказалась точным и быстрым методом определения устойчивости к разложению L. sibirica, L. decidua и L. kaempheri (Gierlinger et al. 2003, Sykacek et al. 2006).
4 2.2 Плотность и механические свойства При сравнении механических свойств древесины лиственницы сибирской с характеристиками древесины других пород, особенно хвойных, древесина лиственницы сибирской имеет высокую плотность, среднюю твердость и относительно высокую прочность. Плотность оказывает основное влияние на механические свойства древесины лиственницы сибирской, причем древесина тем прочнее, чем плотнее (Коидзуми и др., 2003). Некоторые механические свойства древесины лиственницы сибирской представлены в таблице 1 в сравнении с аналогичными свойствами древесины некоторых других пород деревьев. ТАБЛИЦА 1. Некоторые механические свойства древесины лиственницы сибирской, сосны обыкновенной, ели европейской и березы повислой. Некоторые значения лиственницы относятся к ювенильной и зрелой древесине, значения твердости представляют собой значения Янка (Ja) или значения Бринелля (Br). (Литералы: 1) Кудинов 1965b согласно Sairanen 1982, 2) Juvonen et al. 1986, 3) Grekin 2006, 4) Jalava 1945, 5) Heräjärvi 2004, 6) Wagenführ 1996) Порода
Основная плотность (кг/м3)
МОЭ (ГПа) (ма-ю)
Лиственница
4 900-900- 5601)Сосна3) Ель3) Береза
401-438 354-417 4804)
12.718.12) 12,7 13,7 15,14)
Прочность на изгиб (МПа)1)6-18 4)12-18 9 86 1145)
Прочность на сжатие (МПа)
Твердость (МПа) (ю-ма)
47-611)
26,4-34,52) (Ja) 24,4 (Br) 20,9 (Br) 23,45) (Br)
48 45 544)
Прочность на сдвиг (МПа) (ju-ma) 10-1222 11 5.3 136)
Плотность древесины лиственницы сибирской существенно различается, особенно между ранней и поздней древесиной, а также в зависимости от происхождения (Koizumi et al. 2003). Кроме того, согласно Kärkkäinen (1978), базовая плотность связана с возрастом; наибольшего размера вокруг годичных колец на расстоянии 40-60 см от сердцевины. Хаккила и Винтер (1973) также обнаружил, что возраст является лучшим параметром для объяснения изменений базовой плотности между стволами: чем старше дерево, тем больше плотность. Базовая плотность древесины сибирской лиственницы составляет 476 кг/м3 в возрасте 60 лет и 539 кг/м3 в возрасте 100 лет у деревьев в Пункахарью, Финляндия (Tuimala 1993). Также были измерены значения около 490 кг/м3 лиственницы сибирской, выращенной в Финляндии, для базовой плотности (Hakkila et al. 1972, Hakkila & Winter 1973, Juvonen et al. 1986). В лиственнице
5 ядровая древесина содержит арабиногалактан, экстрактивное вещество (например, Venäläinen et al. 2006), концентрация которого увеличивается с возрастом деревьев (Viitanen et al. 1997) и влияет на плотность древесины лиственницы. Арабиногалактан располагается в трахеидах вблизи лучей, образуя заполненные трахеидные ряды. Было измерено, что эти заполненные ряды трахеид явно улучшают поперечную прочность на сжатие и модуль Юнга древесины лиственницы (Grabner et al. 2005). Согласно Карккяйнену (1978), основная плотность связана еще и с шириной годичных колец; чем выше плотность, тем уже кольца. Было замечено, что позднесезонное таяние снега и низкая температура в начале лета уменьшают ширину годичных колец у деревьев лиственницы сибирской (Кирдянов и др. , 2003) и, таким образом, должны влиять на плотность. Кроме того, плохие условия выращивания снижают основную плотность, и в то же время снижается прочность на сжатие (Львов, Климов, 1971 по Сайранену, 1982). Прочность на сдвиг, а также наклон зерна можно предсказать по плотности (Müller et al. 2004). В отличие от плотности, угол микрофибрилл и длина трахеид не влияют на механические свойства древесины лиственницы сибирской (Koizumi et al. 2003). 2.3 Доля коры Важным и часто измеряемым параметром, особенно в целлюлозной промышленности, является доля коры, которая различается в Южной (14,1%) и Северной (18,7%) Финляндии (Hakkila et al. 19).72) выращенных лиственниц сибирских, в среднем 15,5% (Хаккила и Винтер, 1973) или 16% (Ювонен и др., 1986) в возрасте 50 лет. Вместо этого Verkasalo (1993) измерил более высокое значение, 20,9%, для доли коры около 60-летних деревьев сибирской лиственницы. Доля коры у лиственницы сибирской несколько выше, чем у сосны и ели, произрастающих в Финляндии (Hakkila & Winter, 1973).
6 2.4 Использование и проблемы использования древесины лиственницы Древесина сибирской лиственницы красива и особенно пригодна для декоративного использования (Веркасало 2001). Традиционным использованием древесины лиственницы были лодки, оконные рамы, двери и лестницы (Pro Puury 2007). В настоящее время в Финляндии древесина сибирской лиственницы в основном используется для наружных работ: садовая мебель и таблички на земле, а также мосты и опоры (Pro Puu ry 2007), но лестницы и аналогичные конструкции менее распространены из-за высокая плотность древесины лиственницы. В бывшем Советском Союзе древесина сибирской лиственницы использовалась для деревянных домов, упаковки и бочек, мебели, паркета, фанеры, древесноволокнистых плит (Черненко и Фадеев 19).82 по Sairanen 1982), железнодорожных шпал, опор линий электропередач, мостов, пирсов (Bukštynov 1981 по Sairanen 1982), в качестве горнодобывающей древесины (Byvših 1977 по Sairanen 1982), в смесях цемента и щепы (Akodus & Buharkin 1980 по по Сайранену, 1982), целлюлозно-бумажной промышленности (Шапиро и др. , 1971, по Сайранену, 1982; Букштынов, 1981, по Сайранену, 1982), скипидарной и смоляной промышленности (Букштынов, 1981, по Сайранену, 1982), газовой и угольной промышленности (Твердохлебова, Левин, 19).75 согласно Sairanen 1982). Предполагается, что древесина лиственницы может заменить сосновую древесину в интерьерах из-за меньшего количества летучих органических соединений. Количество терпенов особенно мало, однако количество уксусной кислоты довольно велико (Viitanen et al. 2001). Количество летучих органических соединений зависит от метода сушки, но при комнатной температуре, несмотря на используемый метод сушки, оно всегда было очень низким. Вместо этого высокое количество легковоспламеняющихся экстрактивных веществ снижает огнестойкость (Виитанен и др., 2001). В Финляндии лесопользователи из лиственницы отмечают следующие проблемы при использовании лиственничной древесины: 1) трещины, возникающие при сушке, т.к. они увеличивают количество древесных отходов, 2) неравномерная конечная влажность, т. к. это вызывает заметные деформации заготовок и необходимость дать заготовкам высохнуть после
7 первая обработка перед окончательной обработкой, 3) сучки, которые всегда трескаются при сушке и вызывают изгибы древесины, 4) большое содержание смолы, 5) осколки, 6) ослабление годичных колец, 7) очень плотно прикрепленная кора, и 8) большая разница в плотности между ранней и поздней древесиной (Saimovaara 2001). Согласно Pelz et al. (1999, согласно Verkasalo & Viitanen 2001), основным фактором, ограничивающим первичную обработку и, следовательно, использование лиственничной древесины в Центральной Европе, является доступность лиственничной древесины, но очень важными факторами также являются смоляные наплывы и трещины, залипание инструментов. и лопаток, деформации – особенно скручивание, искривление бревна, трудная сушка, цена, реакционная древесина, сердцевина, расположенная не в центре бревна, спиральное волокно, все это ухудшает возможности обработки. 2.5 Обработка древесины лиственницы Хотя исследования свойств древесины лиственницы сибирской немногочисленны, известно, что хорошие свойства древесины проявляются особенно на полях с низкой степенью обработки, а дальнейшая обработка подчеркивает ее плохие свойства (Сайранен 19). 82). Кроме того, арабиногалактан затрудняет распиловку древесины лиственницы, поскольку он застревает в пильных полотнах (например, Viitanen et al., 1997). В частности, упоминается растрескивание древесины лиственницы при использовании шурупов и гвоздей из-за плохой прочности на сдвиг по сравнению с ее твердостью (Веркасало 2001), и их использование не рекомендуется: если необходимо использовать шурупы, следует просверлить направляющие отверстия. (Тюриков 1965 по Сайранен 1982). Плохая прочность на сдвиг по отношению к твердости может наблюдаться также при разрыхлении щепок при распиловке и строгании лиственницы; это широко известно среди пользователей. При распиловке, а также при резке шпона рекомендуется радиальная обработка, так как древесина в этом направлении наиболее устойчива и прочна, поэтому в радиальном направлении она меньше всего растрескивается (Zuban 19).65b согласно Sairanen 1982, Minejev 1975 согласно Sairanen 1982). После дальнейшей обработки свойства склеивания во многом аналогичны свойствам, например, сосна, но большая усадка и набухание при изменении влажности могут вызвать проблемы с долговечностью клеевого шва. Таким образом, при склеивании древесины лиственницы
8 следует учитывать ориентацию годичных колец и рекомендуется длительное время прессования (Suomi-Lindberg & Viitanen 2001). Также отделочные свойства сравнимы с сосной. Когда были испытаны несколько различных отделок, единственным, спасающим древесину лиственницы от растрескивания при выдержке в течение шести месяцев, была водорастворимая защитная жидкость для покрытия древесины (Ahola 2001). 2.5.1 Сушка Существует мало информации о сушке древесины лиственницы сибирской, но в целом считается, что сушка довольно сложна, более сложна, чем, например, древесина из лиственницы сибирской. сушка древесины сосны обыкновенной (Tarvainen et al. 1999). Например, сушка древесины лиственницы занимает значительно больше времени, чем сушка древесины сосны аналогичных размеров (Sipi 1988, Rantala & Anttila 2004). Чтобы сократить время сушки, для лиственницы следует использовать более высокие температуры, чем для сосны (Sipi 1988). Имеются противоречивые данные о растрескивании древесины лиственницы сибирской при сушке. По русским источникам (Пономарев 1934 по Сайранену 1982, Чудинов 1965b по Сайранену 1982, Бывших 1977 по Сайранену 1982) и результаты исследования Pelz et al. (1999; согласно Verkasalo & Viitanen 2001) растрескивание является наиболее серьезной проблемой при сушке лиственницы, но финские научные источники утверждают, что наиболее серьезными проблемами являются большой градиент влажности и трудности с достижением целевого содержания влаги (Sipi 1988, Tarvainen et al. др. 1999). Вместо этого финские потребители лиственничной древесины утверждают, что растрескивание лиственничной древесины является основной проблемой при ее обработке после сушки (Saimovaara 2001). Большая тангенциальная усушка древесины лиственницы и значительная разница между тангенциальной и радиальной усадкой (табл. 2), а также малая продольная способность волокон проводить влагу вызывают растрескивание как на поверхности, так и на торцах деревянных заготовок (Чудинов 19).65а согласно Sairanen 1982). Кроме того, разница в усадке между ранней древесиной и
9 поздней древесиной увеличивает растрескивание в тангенциальном направлении (Чудинов, 1965а, согласно Sairanen, 1982), в то время как внутреннее растрескивание в древесине лиственницы при сушке встречается редко (Zuban, 1965a, согласно Sairanen, 1982). Ювонен и др. (1986), Sipi (1988) и Tarvainen et al. (1999) установили, что древесина лиственницы растрескивается при сушке лишь немного больше, чем сосна: растрескивание чаще всего происходит в кусках, содержащих сердцевину и ювенильную древесину. Отчетливо видно, что пиломатериалы из лиственницы, предварительно высушенные в холодных условиях на открытом воздухе в течение одного года, растрескиваются сразу после распиловки больше, чем искусственно высушенные (Асикайнен, 2001). Для уменьшения растрескивания рекомендуется высокотемпературная сушка с пропариванием и высокая относительная влажность воздуха в начале обычной сушки (Зубан 19).65а согласно Sairanen 1982). Условия последней рекомендации усиливают движение влаги изнутри деревянных деталей к их поверхности. ТАБЛИЦА 2. Усадка и набухание (%) лиственницы сибирской и усадка (%) древесины сосны обыкновенной от зеленой до абсолютно сухой (Тюриков, 1965 по Сайранену, 1982)
18,3
Лиственница
Усадка
12,0
5,4
19,8
Сосновая
Усадка
8,4
5,1
13,2
Скручивание является еще одной проблемой в древесине Сибирской личинки во время сушки (SIPI 1988, Rantala & Anttila 2004). Угловые опорные секции, установленные на тележке печи для скручивания древесины в направлении, противоположном естественному скручиванию (Тарвайнен, 2005 г.), и загрузка древесины сверху (Тарвайнен, 2005 г., Фрювальд, 2006 г.) оказались эффективными способами уменьшения деформации, особенно в высокотемпературная сушка (Tarvainen 2005), в то время как отклонение в направлении, противоположном естественной деформации во время охлаждения, уменьшило коробление только на короткий период (Taylor & Mitchell 19).90). Однако сушка при высоких температурах может снизить стойкость древесины лиственницы к гниению, вероятно, из-за химических изменений в гемицеллюлозе (Doi et al. 2005).
10 Разработана имитационная модель сушки древесины лиственницы сибирской (Tarvainen et al. 1999). В этой модели удалось точно предсказать сушку древесины лиственницы сибирской, если известны начальная влажность и плотность, а растрескивание можно было свести к минимуму, однако оказалось сложным предсказать градиент влажности. 2.6 Наличие бревен и пиломатериалов из лиственницы Доступность древесины сибирской лиственницы в Финляндии ограничена. В Финляндии лиственница является культивируемой породой, хотя объем выращивания ограничен. Выращивание лиственницы началось в Финляндии в 18 веке, и, по оценкам, в настоящее время в Финляндии занято около 20 000 га лиственницы (Verkasalo 2001). Тем не менее, коммерческое значение древесины, полученной от выращивания, невелико, хотя, по оценкам, оно возрастет в будущем, когда деревья достигнут размера больших бревен (Веркасало, 2001). В настоящее время коммерчески доступная в Финляндии древесина лиственницы в основном импортируется из России в виде пиломатериалов. В Сибири произрастает значительное количество лиственницы, лиственничной древесины хватит на десятилетия для гораздо более широкого использования, чем в настоящее время, но проблема заключается в транспортировке древесины из лесов на лесопилки, а также из России в Финляндию. Например, в этом исследовании, несмотря на договоренности, выбранная партия древесины не прибыла из России в Миккели в нужное время. Кроме того, введение весной 2007 г. повышенных таможенных пошлин на экспорт круглого леса из России ограничивает возможности покупателей приобретать лесоматериалы из России. Кроме того, бревна из лиственницы запрещены к ввозу в Финляндию из-за возможности нашествия насекомых. Также пиломатериалы из лиственницы, импортируемые в Финляндию, могут содержать кору из-за наличия насекомых.
11 3 МАТЕРИАЛЫ Для данного исследования древесина сибирской лиственницы из финского источника поступила из Пункахарью, Восточная Финляндия (61°81’ с.ш., 29°32’ в.д.) с плантаций Финского научно-исследовательского института леса. Лес был посажен в 1924 году четырехлетними саженцами. Деревья были заготовлены в декабре 2005 г. и взяты два бревна, комель и среднее бревно, длиной 4,3 м. Образцы для диаметра, доли сердцевины и коры, а также для измерения годового прироста отбирали с высоты 4,5 м, т.е. над комлем бревна. Бревна из Пункахарью были распилены небольшой переносной циркулярной пилой на доски размером 50 мм х 150 мм (рис. 1). Большинство этих бревен были распилены методом X-log. Несколько бревен были распилены методом радиальной распиловки (рис. 2). Последний метод привел к различным размерам досок, в то время как отходы были сведены к минимуму. Радиальная распиловка требовала специальных мер при обработке деревянных половинок и четвертей, в то время как пила позаботилась об этом при распиловке X-бревен. В промышленных масштабах радиальная распиловка потребует специализированного производства.
РИСУНОК 1. Распиловка финского тестового материала в Пункахарью В процессе распиловки особое внимание уделялось внутренним напряжениям древесины (рис. 3). Было замечено, что доски и планки некоторых бревен сразу после распиловки имели значительный изгиб или изгиб. Натяжения вызывали проблемы, особенно при радиальной распиловке. Пильное полотно легко застревало при распиливании
12 бревна. Также были обнаружены большие смоляные карманы (рис. 3), особенно вблизи сердцевины. Эти смоляные карманы выглядели как трещины по всей длине досок. Таким образом, сердцевина содержала заметное количество смолы, что может вызвать проблемы как в процессе распиловки, так и в другой обработке древесины лиственницы.
M
M
1
M
2 3
M
4
M
Рисунок 2. Метод пилания X-Log (слева) и метод радиального распределения (справа). материалы исследовательской станции Пункахарью. Буквами М на левом рисунке обозначены доски, для которых проводились замеры качества сушки (см. п. 4.5). Цифры указывают расстояние образца от сердцевины (см. пункт 4.2)
РИСУНОК 3. Снятие ростовых напряжений в полосах и досках после распиловки (слева и посередине). Большие смоляные карманы в досках возле сердцевины (справа)
13 Древесина лиственницы сибирской из сибирского источника поступила из Усть-Илимска Иркутской области (58°15’ с.ш., 102°75’ в.д.) (рис. 4). Деревья были заготовлены в октябре-декабре 2005 г., а бревна распилены в Сибири в ноябре-декабре 2005-2006 гг. на доски размером 50 мм х 150 мм. Доски были приобретены у Pariwood Oy из Париккала, Финляндия, поэтому более точной информации найти не удалось.
РИСУНОК 4. Происхождение финского и сибирского тестового материала (карта из Commonwealth 2006) Для испытаний на сушку доски были нарезаны на подходящие длины для печей, используемых в этом исследовании (подробности см. в параграфах каждого метода). При раскрое образцов досок обращали внимание на то, чтобы от каждого бревна брать как можно более одинаковые доски для сушки разными способами, чтобы сделать возможным сравнение результатов сушки между методами и партиями. Высушенный материал был в основном из торцевых бревен. Общий объем исследуемого материала составил около 22 м³ (~11 м³ финского, ~11 м³ сибирского), что составляет 780 досок. Аналогичные образцы были взяты для сосны обыкновенной из Северной Финляндии (Пелло, Лапландия) и Южной Финляндии (Рантасалми, Южный Саволакс) и
14 их сравнивали с лиственницей. Количество образцов сосны обыкновенной с обоих участков составило 50.
4 МЕТОДЫ 4.1 Возраст деревьев, диаметр бревен и количество сердцевины и коры Возраст (а) лиственниц рассчитывали по годичным кольцам пня. Были измерены диаметры (мм) стволов, сердцевины и вторичной ксилемы. Количество сердцевины (%) и коры (%) рассчитывали также из дисков финского материала (n=20), снятых с бревен перед распиловкой с высоты 4,5 м от пня. Возраст, диаметр бревен и количество сердцевины и коры определяли для сосны так же, как и для лиственницы, и результаты для сосны сравнивали с результатами для лиственницы. 4.2 Годовой прирост деревьев и исходная влажность, базовая плотность и прочность древесины Величину годового прироста (мм) измеряли в соответствии со стандартом INSTA 142 (скандинавская визуальная прочность … 1997) не ближе 24 мм от сердцевины образцов, отобранных с высоты 4,5 м. Измерения плотности и начального содержания влаги проводились для всех досок (N=780), использованных в испытаниях на сушку. Образцы длиной 20 мм были взяты из досок длиной 4,3 м при их нарезке на подходящую длину для каждой печи. Измеряли точные размеры образцов и взвешивали их сразу после вырезания из сырых досок. После этого образцы высушивали при температуре 103 ± 2°С и взвешивали. Затем рассчитывали базовую плотность (кг/м3) и исходное содержание влаги (% в пересчете на сухую массу). При измерении учитывалось расстояние образца от сердцевины; в сибирском материале, закупленном в виде пиломатериалов, расстояние определялось по кривой годичных колец и наличием
15 сердцевина, заболонь и кора. Использовалась следующая шкала: 1) доски, включая сердцевину, 2) доски из самой внутренней сердцевины, 3) доски из середины сердцевины и 4) доски, содержащие как сердцевину, так и заболонь (рис. 2). После анализа результатов сушки некоторые доски были распилены на образцы размером 20 мм х 20 мм х 400 мм без каких-либо дефектов. Эти образцы были стабилизированы (T = 20°C, RH = 65%) и испытаны на четырехточечный изгиб, измеряя изгиб от середины образца. Прочность на изгиб и модуль упругости (MOE) были испытаны в соответствии со стандартом EN 408, часть 10: «Определение общего модуля упругости при изгибе». Испытание проводилось на Shimadzu AG-100 kNE, серийный номер 2809.2778 с помощью компьютерной программы Trapezium2. 4.3 Методы и графики сушки Обычно и сибирский, и финский материал включались в один и тот же процесс, но несколько испытаний проводились с использованием древесины только одного происхождения одновременно. Контроль процесса осуществлялся в соответствии с финским тестовым материалом, когда оба материала сушились в одном и том же процессе. 4.3.1 Сушка в высокотемпературной печи Для высокотемпературной сушки использовалась печь для высокотемпературной сушки производства Nardi, Италия (рис. 5). Устройство можно использовать для высокотемпературной сушки, обычной печной сушки и термической модификации. Использовалась программа управления технологическим процессом Wintek от Tekmawood Oy. В процессе сушки можно регулировать температуру древесины, температуру по сухому термометру, температуру по влажному термометру, величину давления (избыточное давление) и вентиляцию. Управление процессом основано на температуре древесины. Объем печи около 1 м³. Максимальная длина древесины, которую можно сушить в этой печи, составляет 1,85 м, но использовалась длина 1,7 м. Сверху груза использовались грузы весом 134 кг/м².
16
РИСУНОК 5. Высокотемпературная сушильная камера в Исследовательском центре YTI Все процессы высокотемпературной сушки включали этапы нагрева, сушки, охлаждения, кондиционирования и окончательного охлаждения. Нагрев производился в очень влажных условиях паром, чтобы предотвратить растрескивание поверхности. Дополнительный пар также использовался на ранних стадиях сушки, прежде чем пар был получен из самой древесины. После стадии сушки древесину охлаждали до 70‒80°С. Кондиционирование осуществлялось пропариванием поверхности древесины до 90 – 95°С. Наконец, древесину охлаждали до 40°С. Всего было проведено шесть испытаний на высокотемпературную сушку при температуре 108–120°C. Исследования начинали при температуре 108°С. Цель состояла в том, чтобы начать с теста на щадящую сушку и перейти к более эффективным. Разница температур между древесиной и воздухом, а также уровни температуры были повышены в более эффективных процессах, чтобы сократить время сушки. Информация о температуре режимов сушки представлена в таблице 3.
17 ТАБЛИЦА 3. Температура древесины и воздуха (°C) на разных стадиях процессов высокотемпературной сушки. H5 и H6 были оптимизировали тесты H2 H3 H4 H5 H5 и H6 TW
TA
TW
60
65
20
59 99 99 103 105
64 95 103 106 108 108
9009 900995 103 106 108 108
95 103 106 108 108
. 101 105 111
108 80 80 95 95 40
105 77 82 97 93 38
TA
TW
TA
TW
60 85 60 100 90 100 90 106 95 113 95 107 99 114 99 110 101 109 101 115 105 111 108 108 110 116 112 105
Охлаждение / Кондиционирование / Стадия охлаждения 100 98 105 102 106 80 78 80 80 80 80 80 95 91 95. 100 95 95 93 95 89 95 40 38 40 34 40
TA
TW
TA
15
5
15
30 85 110 113 114 109 117 120 106
5 60 95 99 101 1014 109 108 111 113
25 80 105 108 109 109 112 113 115 115 110
103 77 85 100 894. 3.2 Сушка в вакуумной печи Используемая лабораторная вакуумная печь HIGH VAC-BL 13 (рис. 6) производства Brunner-Hildebrand Gmbh Германия, а процесс контролируется по собственной программе производителя. Объем печи 0,6 м³. Печь нагревается электрически. Процессы сушки контролируются влажностью древесины, которая измеряется в 12 точках внутри древесины. Кроме того, измеряются температура древесины (два датчика) и климат в печи (давление воздуха, температура воздуха, относительная влажность воздуха) и рассчитывается равновесная влажность древесины. Сверху груза использовались грузы весом 154 кг/м².
18
РИСУНОК 6. Сушка в вакуумной печи в Исследовательском центре YTI Всего было проведено шесть испытаний на вакуумную сушку при температуре от 55 до 85°C. Исследования были начаты с испытаний уровня температуры при 55°С, 65°С, 75°С и 85°С. Силы сушки были выбраны равными лучшим в испытаниях на сушку в проекте «Лиственница как сырье для столярной промышленности» (Асикайнен, 2001). В каждом испытании на сушку проводили одну и ту же стадию нагрева при высокой относительной влажности воздуха для предотвращения растрескивания поверхности. После стадии сушки древесину кондиционировали в течение 24 часов до равновесной влажности 6,2%. На последней стадии процесса древесина охлаждалась до 40°С перед открытием печи (табл. 4). После испытаний уровня температуры был запланирован график сушки для оптимизации испытаний сушки V5 и V6. В V5 сушился только финский, а в V6 только сибирский материал.
19 ТАБЛИЦА 4. Температура воздуха и интенсивность сушки на различных стадиях процесса сушки в вакуумной печи. V5 и V6 были оптимизирующими испытаниями Стадия сушки V1 V2 V3 V4 V5 и V6 ЭМС (%) DF Температура сушки (°C) Нагрев 20 55 65 75 85 70 Сушка > 70% 2,8 55 65 75 85 70 60-70% 2,9 55 65 75 85 75 50-60% 3,0 55 65 75 85 75 40-50% 3,1 55 65 75 85 75 30-40% 3,1 55 65 75 85 75 25-30% 3,2 55 65 75 85-75% 20 3,3 55 65 75 85 81 15-20% 3,4 55 65 75 85 83 10-15% 1,8 55 65 75 85 85 70% 80 70 60 50 2,6 70 2,6 60-70% 80 70 60 50 2,6 50% 2,6 70 2,6 70 80 70 60 50 2,6 70 2,6 40-50% 80 70 60 50 2,6 70 2,6 30-40% 80 70 60 50 2,4 70 2,6 25-30% 80 70 60 50 2,3 75 2,7 20-25 % 6 50 80 70 2,7 15–20 % 80 70 60 50 2,6 80 2,7 10–15 % 80 70 60 50 2,7 80 3 2 1–2 Нет Цементация 8 S Q E Изменение цвета 7 10 8 6 4 2 Продолжительность высыхания 6 30 16 12 8 4 Скручивание 5 10 6 4 Крюк 4 8 4 3 Лук 3 20 10 5 Чашка 2 4 2 Поток смолы 1 Коп. аверс Дет. Нет
5 РЕЗУЛЬТАТЫ 5.1 Возраст деревьев, диаметр бревен и количество сердцевины и коры Возраст лиственницы сибирской, произрастающей в Финляндии, составил 85 лет, что близко к возрасту сосны обыкновенной, произрастающей в Южной Финляндии (82± 8,1 года) и используется здесь для сравнения. Сосны обыкновенные, заготовленные для сравнения в Северной Финляндии, были явно старше (133 ± 26,0 лет). Диаметр выборки бревна, в том числе из лиственницы и сосны, тем больше, чем моложе дерево. Лиственница сибирская из Финляндии имела явно самый большой диаметр (371 мм), что особенно отличается от сосны обыкновенной, произрастающей в Северной Финляндии (рис. 10). Также объем лиственницы сибирской был на 42,3% больше, чем у сосны обыкновенной, выращенной в Южной Финляндии. При сравнении лиственницы сибирской с сосной обыкновенной из Северной Финляндии разница составила 190%, размер сибирской лиственницы почти в три раза превышает размер сосны обыкновенной в Северной Финляндии, и для достижения этого объема потребовалось примерно на 50 лет меньше времени.
31 Диаметр сердцевины был следующим: лиственница сибирская 306 мм, сосна южная 181 мм и сосна обыкновенная северная 140 мм. Это означает, что объем сердцевины лиственницы сибирской был на 186% и 375% больше, чем у сосны обыкновенной, произрастающей в Южной и Северной Финляндии, соответственно. Таким образом, лиственница сибирская дала почти в пять раз больше сердцевины
500
80 Доля сердцевины (%)
Диаметр (мм)
больше, чем у сосны обыкновенной в Северной Финляндии.
400 300 200 100 0
60 40 20 0
Личинка
Сосновая юг
Сосновая север
Виды
Личинка
Сосновая
South
North
South
North
South
NOW Диаметр (мм) ± SD деревьев лиственницы сибирской и сосны обыкновенной на высоте 4,5 м (слева). Количество сердцевины (%) ± SD деревьев лиственницы сибирской и сосны обыкновенной на высоте 4,5 м (справа) Доля сердцевины была наибольшей у лиственницы сибирской (68%). В процентном отношении количество сердцевины сосны обыкновенной, выращенной в Северной Финляндии и Южной Финляндии, было явно ниже, 34-36% (Рисунок 10). Количество коры у лиственницы сибирской составило 11,8%. Таким образом, количество заболони составляло всего около 20%.
32 5.2 Годовой прирост деревьев и исходная влажность, основная плотность и прочность древесины Исходная влажность была больше у сибирского опытного материала, особенно у поверхности стволов, тогда как у древесины, спиленной вблизи сердцевины, разница была небольшой (табл. 10). ТАБЛИЦА 10. Исходная влажность (% в пересчете на сухую массу) используемого древесного материала по радиальному расположению в стволе Радиальное расположение древесины Исходная влажность (%)
Итого 1) доски с сердцевиной 2) доски из самой внутренней сердцевины 3 ) доски из середины сердцевины 4) доски, содержащие как сердцевину, так и заболонь
Финляндия SD Ср. 49,6 8,5 52,3 7,7 51,2 7,9 45,9 6,1 51,4
10,0
Сибирь Ср. SD 53,4 10 53,4 10,8 50,9 7,6 54,3 10,7 54,8
10,1
Среднегодовой прирост лиственницы сибирской составил 1,4 мм/год, лиственницы финской – 3,1 мм/год. Финский материал, особенно внутренние части бревен, быстро разросся (рис. 11). Базовая плотность финского древесного материала значительно уменьшилась по направлению к сердцевине бревна, в то время как плотность сибирского материала не уменьшилась (рис. 11). Доски из сибирского тестового материала, распиленные близко к сердцевине, были более плотными по сравнению с соответствующим финским материалом. Годовой прирост имел явно отрицательную корреляцию с базовой плотностью на финском тестовом материале (рис. 12). В финском испытательном материале древесина вблизи поверхности бревен имела явно более высокую прочность на изгиб и модуль упругости (MOE), чем древесина, расположенная вблизи сердцевины (рис. 13). В сибирском опытном материале различия в прочности на изгиб и МДЭ между древесиной из разных мест в радиальном направлении были очень малы. Это коррелирует с плотностью и годовыми результатами роста.
1
2
3
1
4
2
Wood origin
3
SIB
FIN
SIB
FIN
SIB
FIN
SIB
FIN
SIB
SIB
FIN
0
SIB
2
FIN
4
SIB
6
600 550 500 450 350 300
3
550 500 450 350 300
3
550 500 450 350 300
3
. )
8
FIN
Годовой рост (MM)
33
4
Древесный происхождение
8
Годовой рост (ММ)
Годовой рост (ММ)
Рисунок 11. Средний годовой рост. мм) ± СО и базовой плотности (кг/м3) ± СО финского (ФИН) и сибирского (СИБ) пробного материала по радиальному расположению древесины в стволе (1 – 4, см. табл. 5)
6 4 2 0 300
400
500
600
8 6 4 2 0
700
300
400
500
600
700
3
3
Основная плотность (кг/м)
Основная плотность (кг/м)
10 5 00010
Heart
Лиственница
JUV
Heart
Личинка SIB
Деревянный Происхождение
Сосновая сосновая сосноваяМОЭ (кН/мм )
РИСУНОК 12. Соотношение годового прироста и базовой плотности финской (слева) и сибирской (справа) древесной массы сок
ЛИСТВЕННИЦА РЕБРОВАЯ ЛИСТИНИЦА СИБОРНАЯ СОСНА Происхождение древесины
ювенильная древесина, сердцевина – самая молодая зрелая сердцевина) и заболонь сосны
34 5.3 Процессы сушки и качество высушенной древесины 5.3.1 Сушка в высокотемпературной печи Продолжительность испытаний на сушку при высокой температуре составляла от 78 до 145 часов (таблица 11). Целевое содержание влаги не могло быть достигнуто, а градиент влажности оставался слишком большим при высокотемпературной сушке, особенно для сибирского материала. Среднее содержание влаги составляло от 11,3 до 15,3 % в финском материале и от 14,6 до 23,3 % в сибирском (табл. 11). По классификации EDG 60-83% финского материала, но только 11-38% сибирского материала достигли стандартного качества сушки по влажности. Деформации были незначительными при высокотемпературной сушке (таблица 12). Не было четкой разницы между испытаниями на высокотемпературную сушку в величинах деформации. При анализе деформаций в соответствии с ТАБЛИЦЕЙ 11. Конечное содержание влаги и градиенты влажности при высокотемпературной камерной сушке Параметр Происхождение h2 h3 h4 h5 H5 H6 T сушки (°C) 108 115 115 120 114 114 Время сушки (ч) 143 115 100 78 102 145 Окончательный МС (%) Финляндия 12,6 15,3 11,3 12,1 11,3 СО — Целевой 10 % +/- 2 % 2,2 2,1 2,3 4,1 3,0 Сибирь 23,3 17,8 21,5 14,6 СО 5,3 4,8 5,2 3,3 Финляндия 8,97,3 5,0 5,5 5,6 Градиент влажности SD между глубинами 1/2 6,5 5,3 3,9 4,4 4,1 1/6 (%) Сибирь 22,7 16,3 20,9 10,1 SD-Target
Во имя любви к лиственнице
25.04.2014 — Лиственница необыкновенная дерево не только из-за его естественной красоты, но и из-за его уникальных особенностей и пока еще неизвестного потенциала для изготовления изделий из дерева, обладающих внешним и внутренним видом. Иногда ошибочно называемая красной елью, с красивой красноватой шишкой, это единственное хвойное дерево, которое ежегодно теряет иголки, как лиственные породы. В Европе, прежде всего в Дании и Финляндии, европейская лиственница используется для производства деревянных полов уже более 35 лет. В Польше и России лиственница используется для изготовления деревянных окон благодаря ее устойчивости к гниению и декоративному виду.
Очевидно, что превращение лиственницы в продукцию с высокой стоимостью осуществляется компаниями, использующими передовые и инновационные процессы на каждом этапе производства (например, вакуумная сушка с помощью нагревательных плит), чтобы обеспечить успех готового продукта и минимизировать производственные потери; это потому, что этот вид является одним из самых сложных для сушки. В этом смысле масляные покрытия предпочтительнее лака или морилки, особенно в отношении стабильности размеров продукта.
В Северной Америке лиственница часто использовалась для изготовления железнодорожных шпал, деревянных водопропускных труб, свай, заборов, строительства лодок, деревянных террас (настилов), доковых фартуков (из-за устойчивости этой древесины к механическим воздействиям и влаге), грузовых платформ и товарных вагонов. Более того, более 150 лет полы в амбарах традиционно делались из лиственницы из-за ее устойчивости к древесной влаге, копытам и моче лошадей!
Один дизайнер недавно сказал мне, что не рекомендует использовать лиственницу в традиционных домах без отапливаемых подвалов, в коттеджах или для полов в ванных комнатах. Мое удивление сравнимо только с его невежеством; Я предложил этому джентльмену посоветоваться с его лошадью, прежде чем комментировать лиственницу! Я так сильно верю в силу и красоту лиственницы, что отремонтировал свою дачу с неизолированным черным полом полностью из лиственницы; то же самое с полами, стенами и ванной (отделка маслом), все они прошли 10 лет экстремальных перепадов температуры и влажности без какого-либо износа! Таким образом, я стал свидетелем практического подтверждения моих утверждений. Как и в Европе, лиственницу также можно использовать для обшивки панелями и другими композитными или ламинированными фасадами.
В Канаде как будто знания о наших экзотических видах были утеряны с этим периодом изобилия. Поэтому в этой статье я хочу еще раз подчеркнуть потенциал лиственницы и объяснить некоторые советы и технические приемы для успешного производства ценных продуктов с использованием этой породы.
Источник поставки
Доступный объем лиственницы, вероятно, больше, чем считается, потому что этот вид не всегда идентифицируется в реестрах. Он встречается в частных лесах, вокруг болот на юге, разбросан повсюду группами в редких местах, вдоль края сети шоссе, ведущей к острову Принца Эдуарда, где компания Ирвинга имеет большую концентрацию поставок. Концентрация также обнаружена в штате Мэн и на плантациях в некоторых северных штатах США. Хороший объем был разбросан по Абитиби и бореальной зоне, часто достигая пяти процентов в некоторых районах. Южнее иногда встречаются гибридные лиственничные насаждения, которые особенно не следует смешивать с естественным лиственничным лесом во время сушки, так как его признаки продольного отступления слишком различны (ювенильная древесина) и этот последний сорт имеет другую декоративную розоватую окраску, чем ядровая древесина.
Характеристики и особенности лиственницы
Лиственница одновременно имеет дефекты белой сосны и дуба при обработке, но, к счастью, также проявляет красоту ясеня из-за необыкновенного зеленоватого или розоватого цвета сердцевины и резкого изменения плотности между весенней и летней древесиной, как видно из каждого кольца роста. Это создает проблему размера для процессора. Поэтому оппортунисты должны воздерживаться, поскольку только те, кто овладевает передовыми методами науки о древесине, получат готовые продукты только с экономически обоснованными потерями на дорогостоящих продуктах. Лиственница предназначена для использования в продукции стоимостью 1500 долларов и выше за тысячу футов для наружных изделий (готовые фасонные компоненты патио, панели и т. д.) и свыше 3000 долларов за тысячу футов для внутренних готовых фасонных изделий. Несколько редких инновационных компаний уже делают это.
Токарная обработка с использованием системы Smart Battery Box System
Это основано на европейской методике, которую я протестировал и усовершенствовал с некоторыми инновационными производителями. Укладка выполняется с использованием стандарта Box Pile, как описано во всех руководствах по сушке, но с добавлением следующих чередующихся изменений: чередуйте каждый ряд сердцевиной вниз, а сердцевину следующего ряда смотрите вверх, чтобы нейтрализовать дифференциальные силы усадки. встречающиеся при сушке. В верхнем ряду сердце должно быть направлено вниз, а в нижнем ряду сердце должно быть обращено вверх. Никакие куски не должны иметь сердцевину на краю внешней стороны упаковок; в противном случае кусок будет полной потерей после высыхания. Это можно сделать на скорости производства, потому что это просто и основано на быстром решении, размещая критические части в благоприятных направлениях (я подробнее остановлюсь на этом в следующей статье). Наклейки должны иметь размеры ¾ дюйма x 2,5–3,5 дюйма в ширину (без маленьких досок) с максимальной разницей в толщине 1/32 дюйма. Двойные наклейки в конце пакетов и наклейки через каждые два фута, идеально выровненные.
Советы и рекомендации
- Избегайте ударов лиственницы при опускании на землю (микротрещины и при начале ее раскачивания). Таким образом, предпочтительнее зимняя рубка или использование щадящих методов. Защищайте концы бревен, начиная с марта.
- Предпочтителен продольный распил или радиальная распиловка, чтобы самые широкие доски распиливались радиально для достижения стабильности размеров.

- Используйте такую схему распила, чтобы сердцевина всегда была включена или располагалась в центре детали (сердцевина никогда не должна быть на краю или на лицевой стороне). Это значительно уменьшит скручивание и брак после сушки.
- Избегайте насильственных манипуляций с конвейером-распутывателем.
- Избегайте сушки на открытом воздухе и на солнце. Очень важно укрыть древесину в сарае с низкой вентиляцией.
- Лучше всего использовать обрешетку стопки Smart Box (краткое пояснение ниже).
- Лучше сушить древесину, когда она зеленая (в идеале выше 35% MC).
- Настоятельно рекомендуется использовать обычную паровую сушилку низкого давления с распылением пара, достигающую 170°F по влажному термометру и 200°F по сухому термометру. Это необходимо для частичного затвердевания смолы из-за пластичности молодой древесины и для стабилизации естественного цвета древесины. Случайные большие смоляные карманы удаляются во время обрезки. Сушка проводится во влажных условиях, чтобы избежать быстрого испарения весенней древесины и свести к минимуму тряску.
- Очень важно охладить белье в сушилке до 120°F или ниже, прежде чем открывать дверцы зимой и даже летом, если идет дождь.
- Сухая древесина должна храниться в течение недели, прежде чем она будет сформирована, на складе с регулируемой влажностью, чтобы уменьшить градиент внутренней влажности заготовок (в настоящее время это стандартная практика в Европе на фабриках по производству высококачественных изделий из древесины).
- Формование должно производиться при умеренной скорости и минимальном давлении на вальцы, чтобы избежать развития механического сотрясения и поднятия волокон (раскол вальцов и поднятие волокон) до такой степени, что менее плотная яровая древесина будет раздавлена годичными кольцами из густой поздней древесины. Масло для финишной обработки
- следует использовать для большей долговечности и стабильности размеров. Для этой породы деревьев нельзя использовать лак, содержащий смолу.
- Важное значение имеет хранение при конечном уровне влажности клиента и качественная упаковка, чтобы защитить древесину от повышения влажности во время транспортировки к клиенту.
- Окончательный уровень влажности должен составлять 8% MC для предметов интерьера, 8-12% MC для панелей и 14% (плюс-минус три%) для патио. Это может варьироваться в зависимости от страны конечного пользователя.
- Установку следует производить стороной с сердцем вниз на товары для интерьера, но сердцем или стороной с сердцем вверх (на патио) и открытой в случае продуктов для улицы, потому что этот метод более защищен от атмосферных воздействий, поскольку вызывает чашеобразную форму вниз, что приводит к выпуклой поверхности. для стока дождевой воды. Эта техника может варьироваться в зависимости от типа воздействия на поверхность наложения. Неважно, используется ли радиальная распиловка.
Техника сушки лиственницы
Лучше всего добиться настройки частичного шага, используя температурную фазу 90-95°C в течение 12 часов для 4X4 и 24 часов для 8X4 во влажных условиях до достижения FSP (30 процентов MC). Это позволяет повысить пластичность ювенильной древесины (меньше искривления за счет продольной усушки) и стабилизировать естественный цвет лиственницы за счет выпаривания экстрактивных веществ сердцевины. В противном случае сердцевина лиственницы через полгода после установки у заказчика приобретет темно-синий оттенок, что не всегда может быть оценено по достоинству. Бессмысленно и слишком рискованно пытаться установить шаг больших случайных смоляных карманов, которые можно удалить на заключительном этапе обрезки.
Для тех, кто мечтает о передовых технологиях, такие сушилки, как Vacupress, могут быть технологией для сушки лиственницы до 8% MC или меньше для внутренних работ, потому что это облегчает установку смолы (температура кипения при 60°C). ) и в меньшей степени зависит от уровня вакуума, обеспечивается пластичность ювенильной древесины и натуральный цвет лиственницы. Этот метод использовался в течение десятилетий на европейской лиственнице в Финляндии и Дании.
Наконец, я хочу повторить, что рынок лиственницы несколько раз разрушался оппортунистическими переработчиками, которые внедряли и даже разрушали рынок, распространяя некачественную продукцию в сочетании с плохой маркетинговой стратегией, нацеленной на дистрибьюторов и монтажников, незнакомых с этим довольно необычным видом древесины. Это моя мотивация предоставить в этой статье информацию, основанную на здравом смысле, в надежде, что только лучшие процессоры с долгосрочными целями будут продолжать обеспечивать лиственнице репутацию, которую она заслуживает для продуктов высокого класса. Таким образом, дистрибьюторы и установщики вашей продукции нуждаются в постоянном обучении и контроле, поскольку удовлетворенность клиентов является самым мощным двигателем роста ваших продаж.
Рентгеновский снимок лиственницы
Средняя плотность: 0,48 быстро реагирует на окружающий воздух в незавершенном состоянии
Механическая обработка: Труднообрабатываемая, скрученное волокно, щели, разрывы, умеренное количество смолы, опасность для волокон, приподнятый штык, особенно на уровне спинного мозга.
Тангенциальная усадка: 6,2% умеренная
Радиальная усадка: 2,8% низкая, поэтому очень стабильна при радиальной распиловке
Дифференциальные риски усадки: опасно тянуть сердцевину на всех компонентах шириной шесть дюймов и более; таким образом, поощряйте радиальное распиливание больших досок и/или резание по центру сердцевины.
Устойчивость к гниению: второй лучший вид после кедра восточного
- Частое скручивание при традиционной сушке
- Радиальная пила или живая пила предпочтительнее для небольших бревен
- Без лакового покрытия из-за смолы
- Экзотические цвета, зеленоватая или необычайно розовая сердцевина из-за некоторых природных экстрактов и различий между северными и южными сортами.
- Одной из проблем является то, что весенняя древесина по плотности близка к белой сосне, а летняя древесина примерно к дубу, что приводит к обрезке и отслоению годичных колец при резком высыхании. Это особенно актуально при сушке на открытом воздухе и при воздействии солнца, которых следует избегать.
Пьер Асселин, F. Eng. В течение 30 лет работал тренером и консультантом по сушке древесины и разработке продукции в восточной Канаде. В настоящее время он работает в SEREX.
25 апреля 2014 Пьер Асселин Перевод Сюзанны Гармсен
Бревно, иллюстрирующее декоративный цвет сердцевины (лиственница южная). Лиственница — необычное дерево
Изменение основных химических компонентов в древесине лиственницы при комбинированной обработке сушкой и термической обработкой перегретым паром | Журнал науки о древесине
- Оригинальный артикул
- Опубликовано:
- Yonggun Park 1 ,
- Soo-Kyeong Jang 1 ,
- Jun-Ho Park 2 ,
- Sang-Yun Yang 1 ,
- Hyunwoo Chung 1 ,
- Yeonjung Хан 3 ,
- Юн-Сон Чанг 3 ,
- Ин-Гю Чхве 1,4,5 и
- …
- Хванмён Ё
ORCID: orcid. org/0000-0002-1779-069X 1,4
Журнал науки о древесине том 63 , страницы 635–643 (2017)Цитировать эту статью
1417 доступов
12 цитирований
Сведения о показателях
Abstract
Исследовано влияние комбинированной обработки сушки и термической обработки перегретым паром (СВС) на изменение основных химических компонентов древесины лиственницы. Сырой пиломатериал был высушен и термообработан в условиях СВС 250°С и 0,5 МПа в течение 18 ч, исследовано относительное процентное содержание сахаров, лигнина и экстрактивных веществ и сопоставлено с относительным процентным содержанием в термообработанном пиломатериале. в условиях горячего воздуха 250 °С и атмосферного давления в течение 18 ч. После обоих методов термической обработки относительное процентное содержание ксилана, маннана, галактана и арабинана значительно снизилось, тогда как содержание лигнина Класона увеличилось, кроме того, содержание глюкана и экстрактивных веществ осталось почти неизменным. Лигнин может связываться с фурановыми соединениями, разложившимися из гемицеллюлозы после термической обработки, что способствует увеличению кажущегося относительного процентного содержания лигнина Класона. Кроме того, конденсат, собранный в холодильнике после комбинированной сушки и термообработки с использованием СВС, был качественно и количественно исследован методом высокоэффективной жидкостной хроматографии (ВЭЖХ). В жидком конденсате обнаружено большое количество фурфурола и уксусной кислоты, разложившихся из гемицеллюлозы, а также некоторые сахарные компоненты, состоящие из целлюлозы и гемицеллюлозы.
Введение
Термическая обработка древесины – это способ нагрева до температур 160–260 °С, при котором происходит изменение химического состава древесины путем термогидролиза с целью улучшения физико-механических свойств и стойкости древесины к гниению [1]. Термически обработанная древесина имеет некоторые преимущества, такие как улучшение размерной стабильности с повышением гидрофобности, выравнивание цвета поверхности и повышение устойчивости к гниению. Из-за этих преимуществ в основном в Европе были разработаны различные методы термообработки, и были исследованы свойства древесины, термообработанной каждым методом [2,3,4].
Термическая обработка древесины изменяет химические компоненты древесины путем разрушения компонентов клеточных стенок или экстрактивных веществ. Изменения химической составляющей от термической обработки зависят от времени и температуры термической обработки, вида и вида термической обработки (теплоносителя) [5,6,7,8]. Как правило, ниже 150 °С древесина высыхает, начиная с потери свободной воды и заканчивая связанной водой. При 160–260 °С, основном температурном диапазоне термообработки, древесина претерпевает различные изменения химического состава. Химические изменения древесины при этих температурах в основном связаны с автокаталитическими реакциями компонентов клеточной стенки [9]. ]. Во-первых, гемицеллюлоза, наиболее чувствительная к теплу среди компонентов клеточной стенки древесины, деградирует путем деацетилирования с последующей деполимеризацией, катализируемой выделившейся уксусной кислотой [10, 11]. Целлюлоза менее подвержена термической обработке, вероятно, из-за ее кристаллической природы [11]. Термическая обработка также вызывает расщепление связи β — O -4 лигнина [12]. Экстрактивные вещества, такие как смоляные кислоты, исчезали из древесины при температуре выше 200 °С [13]. Кроме того, при температуре выше 260 °C древесина начинает карбонизацию с образованием продуктов пиролиза, таких как диоксид углерода [11].
Недавно была изучена комбинированная обработка сушки и термической обработки с использованием перегретого пара (СВС) для сырой древесины. СВС, представляющий собой пар при температуре выше точки кипения, использовался для сушки древесины, пищевых продуктов, шлама и т. д. [14]. Комбинированная обработка сушки и термической обработки с использованием СВС, называемая «комбинированной обработкой», для сырой древесины – это метод, при котором сушка и термическая обработка проводятся одновременно с использованием СВС при высокой температуре и высоком давлении. Парк и др. [15] провели комбинированную обработку сосны-сырца с использованием СВС при различных температурах и давлениях в лабораторных масштабах и определили надлежащие условия температуры и давления СВС без проведения проверок сушки. Поскольку комбинированная обработка одновременно осуществляет два процесса сушки и термической обработки в одном реакторе с удаленным кислородом, это может сократить время и энергию, необходимые для процесса сушки, и предотвратить пожары.
В этом исследовании изучались изменения основных химических компонентов в древесине лиственницы, обработанной комбинированной обработкой, и сравнивались с изменениями в древесине, обработанной обычной термообработкой горячим воздухом. Кроме того, качественно и количественно исследовался конденсат, собранный в конденсаторе после комбинированной обработки.
Материалы и методы
Материалы
Пиломатериалы из лиственницы зеленой ( Larix kaempferi ), произведенные в Канвондо, Республика Корея, длиной 2,2 м (продольная), шириной 150 мм (радиальная) и была подготовлена толщина 150 мм. С каждого торца пиломатериала были удалены отрезки длиной 80 мм для обеспечения равномерности исходной влажности в продольном направлении; с каждого конца оставшегося пиломатериала вырезали куски длиной 20 мм для оценки исходной влажности пиломатериала; а оставшийся пиломатериал длиной 2 м подвергли термообработке. Образец толщиной 20 мм использовали для оценки основных компонентов необработанной древесины после оценки исходного содержания влаги. Средняя начальная влажность 20 шт. пиломатериалов составила 40,0% (±3,7). При каждом способе термической обработки использовали по десять кусков пиломатериалов.
Оборудование для термообработки
Термическая обработка горячим воздухом высушенных в печи пиломатериалов и комбинированная обработка сырых пиломатериалов проводились с использованием оборудования для термообработки (Hanwoul Engineering Co., Gunpo-si, Республика Корея), как показано на рис. 1. Оборудование состояло из реактора, конденсатора, вакуумного насоса и резервуара для подачи воды. Цилиндрический реактор диаметром 640 мм, длиной 640 мм и объемом 0,7 м 3 имеет на внутренней поверхности керамический нагреватель для нагрева воздуха или пара в реакторе. Внешняя поверхность реактора изолирована травяной ватой, чтобы свести к минимуму потери тепла в реакторе. Три фиксированных датчика температуры (термопара типа К, Fluke, Вашингтон, США) для измерения температуры воздуха или пара в реакторе, три гибких датчика температуры для измерения температуры в древесине или на поверхности древесины и один датчик давления (PA21SR, Keller, NC, USA) для измерения давления воздуха или пара в реакторе устанавливаются в реакторе. Измеряемые значения температуры и давления контролируются в режиме реального времени и записываются на подключенный компьютер. Кроме того, на верхней части реактора установлены три регулятора. Поскольку все трубы соединяют реактор с конденсатором, все разложившиеся химические вещества и вода, удаленная из пиломатериалов, собираются в конденсаторе. Вакуумный насос используется для удаления воздуха из реактора перед началом комбинированной обработки, а бак подачи воды используется для подачи дистиллированной воды в реактор для получения СВС при комбинированной очистке.
Оборудование для термообработки древесины [19]. A Общий вид оборудования. B Реактор, вид сбоку. a Датчик давления для измерения давления пара. b Датчики температуры для измерения температуры пара. c Температурные датчики для измерения температуры древесины. d Регуляторы давления. C Реактор, вид спереди
Увеличенное изображение
Комбинированная сушка и термообработка методом СВС
При комбинированной очистке СВС образуется в реакторе путем кипячения закачиваемой дистиллированной воды [15]. Методика комбинированной обработки следующая: после герметизации реактора с 10 штабелями пиломатериалов в реактор вводят некоторое количество дистиллированной воды. Количество дистиллированной воды зависит от удельного объема СВС при заданной температуре и заданном давлении и объемной емкости реактора. В этом исследовании целевая температура СВС была установлена на уровне 250 °C, температура пиломатериалов достигала 220 °C при этой температуре СВС, а целевое давление СВС было установлено на уровне 0,5 МПа (абсолютное давление). В этих условиях удельный объем СВС составляет 474 л/кг, а объемная емкость реактора составляет 700 л. Таким образом, количество дистиллированной воды, которое необходимо ввести в реактор, рассчитывается как 1,5 кг. Тем не менее, для быстрого заполнения реактора паром в начале процесса необходимо большее количество. После введения 3 кг дистиллированной воды воздух в реакторе удаляли. Когда абсолютное давление падало ниже 0,01 МПа, нагреватель включался для кипячения воды в реакторе. Выпариванием воды в реакторе повышали давление в реакторе и температуру пара, после чего реактор заполняли СВС. Температура СВС поддерживалась системой включения/выключения нагревателя, которая отключалась, когда температура СВС достигала заданной температуры, и снова включалась, когда температура СВС падала ниже заданной. температура. Кроме того, давление СВС поддерживалось при отборе избыточного пара через регуляторы при достижении давления пара заданного. Время работы нагревателя составило 18 часов. Общий сухой вес пиломатериалов, использованных при комбинированной обработке, оценивается в 81,0 кг.
Термическая обработка горячим воздухом после обычной сушки в печи
Поскольку, когда неспеченные пиломатериалы подвергались термообработке горячим воздухом при атмосферном давлении, в древесине происходили серьезные нарушения сушки, древесина, высушенная примерно до 12% влажности, была используется при традиционной термообработке горячим воздухом [15]. Таким образом, 10 пиломатериалов из сырой лиственницы были высушены до влажности 12% по стандартному режиму камерной сушки FPL и подвергнуты термообработке горячим воздухом 250 °С на оборудовании, используемом при комбинированной обработке (рис. 1). . В отличие от комбинированной обработки, реактор не был герметичен. Удалось откачать воздух в реакторе и удалить пары из пиломатериалов. Время работы нагревателя составило 18 часов. Общий сухой вес пиломатериалов, использованных при обычной термообработке горячим воздухом, оценивается в 86,8 кг.
Анализ основных химических компонентов в пиломатериалах из лиственницы
Химический состав пиломатериалов до обеих термообработок предполагался таким же, как и у заготовок длиной 20 мм для оценки исходной влажности пиломатериалов. Химический состав пиломатериала после обеих термообработок также предполагался таким же, как и у кусков длиной 20 мм, вырезанных из центра пиломатериала в продольном направлении после термообработки. Все детали были измельчены до размера менее 0,5 мм и использовались для оценки изменений основных химических компонентов до и после обоих методов термообработки. При экстрагировании размолотых образцов спирто-бензольным раствором (1:2, по объему) за количество извлеченных из раствора химических веществ принимали количество экстрактивных веществ в древесине лиственницы. Аналитическая процедура для оценки количества лигнина Класона, кислоторастворимого лигнина (ASL) и сахаров была выполнена со ссылкой на предыдущие исследования [16,17,18]. Образцы твердого остатка спиртобензольной экстракции (0,3 г) набухали в 3 мл 72%-ной серной кислоты при 30°С в течение 1 ч, а затем добавляли в 84 мл дистиллированной воды для разбавления (4%-ная серная кислота). Эти образцы реагировали в автоклаве при 121 °C в течение 1 ч и фильтровались с использованием дистиллированной воды через стеклянные фильтры (1G4, Иваки, Япония). Остаток на фильтрах сушили в печи и взвешивали для измерения лигнина Класона [16]. Для анализа химических компонентов остатка после лигнинового метода Класона был проведен анализ методом пиролизной газовой хроматографии/спектрографии (пиролиз-ГХ/МС). Для анализа методом пиролиза-ГХ/МС 2 мг образца помещали в кварцевую пробирку с 2,6 мкг внутреннего стандарта (флуорантен). Затем его подвергли пиролизу с использованием CDS Pyroprobe 5000 (CDS Analytical Inc., Оксфорд, Пенсильвания, США) при 600 °C в течение 20 с со скоростью нагрева 10 °C/мс в газообразном гелии, который является репрезентативной инертной атмосферой. Выделившиеся летучие продукты анализировали методом газовой хроматографии (Agilent Technologies 7890А) с масс-селективным детектором (Agilent Technologies 5975A). АСЛ анализировали по поглощению фильтрата, которое определяли с помощью УФ-видимого спектрофотометра (UV-1601 PC, Shimadzu, Япония). Фильтраты разбавляли дистиллированной водой (1:14, об./об.) и измеряли оптическую плотность при 205 нм с помощью кварцевой кюветы [17]. Количество сахаров (глюкана, ксилана, маннана, галактана и арабинана) в фильтрате после лигнинового метода Класона определяли на биожидкостном хроматографе (ICS-2500, Thermo Dionex, Пало-Альто, Калифорния, США), оснащенном прибором CarboPac. Колонка ПА-1 (250 × 4 мм, Dionex, Пало-Альто, Калифорния, США) и детектор импульсной амперометрии (HP 1100, Hewlett Packard, США) [18]. Оценка основных химических компонентов пиломатериалов проводилась по методике, показанной на рис. 2.
Методика анализа основных компонентов пиломатериалов из лиственницы
Увеличенное изображение
Анализ конденсата, собранного в конденсаторе после комбинированной обработки с использованием СВС
При комбинированной обработке, в отличие от традиционной термообработки горячим воздухом, химические вещества разложившийся из пиломатериалов при термической обработке может быть восстановлен в конденсаторе. Конденсат, извлеченный в конденсаторе, классифицировали как газовый конденсат с избыточным паром, отведенным через регуляторы при комбинированной очистке, и жидкий конденсат, сконденсировавшийся в реакторе и извлеченный в конденсатор через отводящую трубу после комбинированной очистки. Поскольку согласно предыдущим исследованиям в химические вещества, разлагающиеся при термической обработке, были включены различные эффективные компоненты, два типа конденсатов были проанализированы качественно и количественно с помощью высокоэффективной жидкостной хроматографии (ВЭЖХ). В ВЭЖХ-анализе использовали Dionex Ultimate 3000 (США). В качестве детектора использовали RI (ERC, RefractoMAX520, Япония), использовали колонку Aminex 87H. Химические вещества анализировали в печи для ВЭЖХ, установленной на 40 °C со скоростью 0,5 мл/мин в течение 90 мин.
Результаты и обсуждение
Комбинированная сушка и термическая обработка СВС (комбинированная обработка)
На рис. 3 представлены изменения температуры и давления СВС в реакторе и температуры пиломатериала при комбинированной обработке пиломатериалов из сырой лиственницы. В начале комбинированной обработки температура и давление СВС и температура пиломатериала быстро увеличивались. При достижении температурой и давлением СВС заданной температуры (250 °С) и заданного давления (0,5 МПа) температура пиломатериалов достигала температуры насыщения (151,8 °С) пара при 0,5 МПа и поддерживалась в течение 3 дней. час Парк и др. [19] сообщили, что образец древесины был высушен в печи, когда температура образца древесины поддерживалась постоянной и снова повышалась. Другими словами, вода в древесине полностью удалялась на время поддержания постоянной температуры, а температура древесины снова повышалась за счет тепловой энергии, которая использовалась для удаления воды из древесины, которая использовалась для нагревания древесины. древесина. В конце комбинированной обработки температура пиломатериала достигала 220 °С. Учитывая, что диапазон температур, вызывающих изменение химического состава древесины при термообработке, составляет 160–260 °С, термообработку пиломатериалов проводили в течение 10 ч. Конечная влажность пиломатериала после комбинированной обработки составила почти 0%. Общая сухая масса обработанных пиломатериалов в печи составила 73,9 г.кг, а потеряно 7,1 кг массы.
Изменение температуры и давления СВС в реакторе и температуры в пиломатериале при комбинированной обработке (целевые условия пара: 0,5 МПа и 250 °С)
Увеличить
Термическая обработка горячим воздухом
На рис. 4 представлены изменения температуры и давления горячего воздуха в реакторе и температуры пиломатериала при термовоздушной термообработке камерной сушки пиломатериалов из лиственницы. В начале термообработки горячим воздухом температура воздуха и пиломатериалов быстро повышалась; однако давление воздуха поддерживало и атмосферное давление. Температура пиломатериала почти не повышалась до максимальной температуры (220 °С) без продолжительности поддержания постоянной температуры при термообработке горячим воздухом, в отличие от комбинированной обработки. Поэтому тепловая энергия, необходимая для удаления воды из пиломатериала при термической обработке горячим воздухом камерной сушки пиломатериала, была намного меньше, чем при комбинированной обработке сырого пиломатериала. Продолжительность термической обработки пиломатериала, при которой температура пиломатериала поддерживалась выше 160 °С, составила 10 ч. После термообработки горячим воздухом конечная влажность пиломатериала составила 0%. Общая сухая масса обработанных пиломатериалов в печи составила 71,5 кг, при этом было потеряно 15,3 кг массы.
Изменения температуры и давления пара в реакторе и температуры в образце древесины при термообработке горячим воздухом (целевые условия горячего воздуха: атмосферное давление и 250 °С)
Изображение в натуральную величину
Анализ основных химических компонентов в пиломатериалах из лиственницы
В таблице 1 показано относительное процентное содержание основных химических компонентов в пиломатериалах из лиственницы до и после комбинированной обработки и термообработки горячим воздухом. Хотя при двух разных способах термической обработки использовались разные теплоносители, изменение относительного процентного содержания основных химических компонентов в пиломатериалах лиственницы до и после термической обработки было очень сходным. В обоих случаях после термической обработки относительное процентное содержание глюкана и экстрактивных веществ практически не изменилось или незначительно уменьшилось. Однако наблюдалось значительное снижение относительного процентного содержания ксилана, маннана, галактана и арабинана, известных как компонент гемицеллюлозы, и значительное увеличение относительного процентного содержания класон-лигнина по сравнению с состоянием до термической обработки.
Полная таблица
Гемицеллюлоза известна как наиболее чувствительная среди компонентов клеточных стенок древесины. Согласно предыдущим исследованиям, деградация начинается с деацетилирования, а высвобождающаяся уксусная кислота действует как катализатор деполимеризации, еще более усиливающий разложение полисахарида [10, 11]. Кислотно-катализируемая деградация приводит к образованию формальдегида, фурфурола и других альдегидов [20]. В то же время гемицеллюлоза вступает в реакции дегидратации с уменьшением гидроксильных групп [21].
Увеличено относительное процентное содержание лигнина Класона. Однако лигнин, определяемый методом лигнина Класона, который является стандартным методом измерения количества лигнина, вероятно, не является нативным лигнином. Согласно предыдущим исследованиям, реакции поликонденсации с другими компонентами клеточных стенок, приводящие к дальнейшему сшиванию, способствуют увеличению кажущегося относительного процентного содержания лигнина [3, 9, 10, 22]. Исходя из сухой массы пиломатериалов в печи (81,0 кг) до комбинированной обработки и относительного процентного содержания лигнина Класона (28,8%), расчетная масса лигнина Класона пиломатериалов до комбинированной обработки составила 23,3 кг. С другой стороны, расчетная масса класон-лигнина пиломатериалов после комбинированной обработки составила 41,1 кг. Учитывая, что абсолютное количество лигнина после термической обработки не увеличится, увеличение количества лигнина Класона может быть связано с увеличением количества остатка, не растворившегося под действием H 2 SO 4 после лигнинового метода Класона из-за сшивания с лигнином и некоторыми другими химическими веществами (возможно, химическими веществами, разлагающимися из гемицеллюлозы). На рисунке 5 показаны хроматограммы пиролиза/ГХ/МС для лигнина Класона до и после комбинированной обработки. В отличие от лигнина Класона в необработанных пиломатериалах лиственницы, некоторые фурановые соединения, такие как 2-метилфуран, 2,5-диметилфуран, 2-этил-5-метилфуран и 5-метил-2-фуранкарбоксальдегид, были обнаружены в течение 15 минут времени реакции. . Эти фурановые соединения, по-видимому, разлагались из гемицеллюлозы после термической обработки и связывались с лигнином. Фуран-лигниновые соединения не растворялись в H 2 SO 4 во время метода лигнина Klason и оставался в виде остатка лигнина Klason. Следовательно, присутствие этих фуран-лигниновых соединений может быть причиной увеличения количества класон-лигнина при термообработке.
Пиролизные ГХ/МС хроматографы для лигнина Klason. a Класон лигнин пиломатериалов лиственницы до комбинированной обработки. б Класон лигнин пиломатериалов лиственницы после комбинированной обработки
Изображение в натуральную величину
Целлюлоза менее подвержена термической обработке, вероятно, из-за ее кристаллической природы [11]. По этой причине относительное процентное содержание глюкана до и после термообработки практически не изменяется.
Относительное процентное содержание экстрактивных веществ также мало изменилось. Однако из-за того, что нативные экстрактивные вещества в необработанной древесине очень чувствительны к нагреванию, они улетучивались, деградировали и исчезали, а в результате деградации структурных компонентов клеточных стенок появлялись новые соединения, которые можно извлечь из древесины [3, 13]. , 23].
Анализ конденсата, собранного в конденсаторе после комбинированной обработки с использованием СВС
На рис. 6а представлена картина газового конденсата, а на рис. 7а представлена картина жидкого конденсата, собранного в конденсаторе после комбинированной обработки с помощью СВС. Всего в конденсаторе было собрано 20,5 кг желтого газового конденсата и 4,9 кг бурого жидкого конденсата.
Рис. 6Газовый конденсат, собранный в конденсаторе при комбинированной очистке. а Газовый конденсат. b ВЭЖХ-анализ газового конденсата
Увеличенное изображение
Рис. 7Жидкий конденсат, собранный в конденсаторе после комбинированной обработки. a Жидкий конденсат. b ВЭЖХ-анализ жидкого конденсата
Изображение с полным размером
На рис. 6b показаны результаты ВЭЖХ-анализа газового конденсата. Имеется пять пиков, которые представляют муравьиную кислоту, уксусную кислоту, левулиновую кислоту, 5-гидроксиметилфурфурол и фурфурол в порядке слева соответственно (таблица 2). Количество фурфурола было самым высоким в жидком конденсате, также было включено большое количество уксусной кислоты, расщепленной из гемицеллюлозы.
Полноразмерная таблица
На рисунке 7b показаны результаты анализа ВЭЖХ для жидкого конденсата; имеется восемь пиков, которые представляют глюкан, XMG (ксилан + маннан + галактан), арабинан, муравьиную кислоту, уксусную кислоту, левулиновую кислоту, 5-гидроксиметилфурфурол и фурфурол в порядке слева соответственно (таблица 3). Количество XMG, которого не было в газовом конденсате, было самым высоким в жидком конденсате. По-видимому, эти сахара, разложившиеся при термической обработке, в жидком состоянии вытекали из пиломатериалов и собирались в конденсаторе. Это свидетельствует о том, что гемицеллюлоза является наиболее разрушаемым при термической обработке компонентом среди компонентов клеточных стенок древесины.
Полноразмерная таблица
Массовый баланс термообработанной древесины
Поскольку некоторые компоненты клеточных стенок разрушаются при термообработке, сухая масса древесины после термообработки обработки меньше, чем ожидаемая сухая масса древесины в печи до термообработки. В случае обычной термообработки горячим воздухом летучие химические вещества не могут быть восстановлены, потому что они улетучиваются и исчезают в окружающем воздухе. Некоторые жидкие химикаты использовались для восстановления; однако большая часть химикатов сгорела на дне реактора. С другой стороны, в случае комбинированной очистки большая часть летучих и жидких химикатов растворяется в СВС и может быть восстановлена в конденсаторе. Следовательно, когда эти химические вещества отделяются, очищаются и повторно используются, количество потерь массы при термической обработке может уменьшиться. Для количественной оценки количества химикатов, извлеченных при комбинированной обработке, по сравнению с количеством химикатов при термической обработке горячим воздухом, массовые балансы химикатов на основе ожидаемого сухого веса в печи перед термической обработкой необходимо сравнить друг с другом в случае двух методы термической обработки.
В таблице 4 показан массовый баланс каждого компонента на основе ожидаемой сухой массы пиломатериалов до термической обработки, включая сухую массу и потерю массы после термической обработки. При комбинированной обработке потеря массы в пересчете на сухую массу печи составила 7,1 кг до и после термообработки. Если 0,8 кг химикатов в 20,5 кг газового конденсата и 0,4 кг химикатов в 4,9 кг жидких конденсатов отделить, очистить и использовать повторно, то 1,2 кг химикатов, деградировавших из древесины, можно было бы использовать повторно, а потерю массы можно уменьшить до 5,9кг. В случае термообработки горячим воздухом было потеряно 15,3 кг массы. Вот почему компоненты клеточных стенок древесины окислялись из-за кислорода в горячем воздухе, который использовался в качестве теплоносителя при термообработке горячим воздухом. Эту потерю массы трудно уменьшить. Следовательно, комбинированная обработка имеет преимущества, заключающиеся в том, что количество разложившихся компонентов древесных клеток было ниже, а потеря массы при термообработке могла быть уменьшена за счет рекуперации по сравнению с термообработкой горячим воздухом.
Полная таблица
Выводы
Относительное процентное содержание ксилана, маннана, галактана и арабинана уменьшилось, тогда как содержание лигнина класона было увеличено, кроме того, содержание глюкана и экстрактивных веществ практически не изменилось. Лигнин может связываться с фурановыми соединениями, разложившимися из гемицеллюлозы после термической обработки, что способствует увеличению кажущегося относительного процентного содержания лигнина Класона. В газе и жидком конденсате, собранном в конденсаторе после комбинированной обработки, обнаружено большое количество реагентов, разложившихся из гемицеллюлозы. В частности, в жидком конденсате обнаружено значительное количество сахаров, деградировавших из целлюлозы и гемицеллюлозы.
Ссылки
Militz H (2002) Технологии термообработки в Европе: научные основы и технический уровень. В: Материалы конференции по повышению долговечности пиломатериалов и инженерных изделий из дерева. Общество лесных товаров, Киссимми, Орландо, Мэдисон, США
Репеллин В., Гайоннет Р. (2005) Оценка набухания термообработанной древесины с помощью дифференциальной сканирующей калориметрии в зависимости от химического состава. Хольцфоршунг 59(1): 28–34
CAS Статья Google ученый
Эстевес Б.М., Граса Дж., Перейра Х.
М. (2008) Экстрактивный состав и суммарный химический анализ термически обработанной древесины эвкалипта. Holzforschung 62(3):344–351CAS Статья Google ученый
Туонг В.М., Ли Дж. (2011) Изменения химического состава и некоторых физических свойств заболони гибрида акации, вызванные термической обработкой. Holzforschung 65 (1): 67–72
КАС Статья Google ученый
Kim YH, Lee SM, Lee HW, Lee JW (2012) Физические и химические характеристики продуктов торрефикации тополя желтого ( Liriodendron tulipifera ). Биоресурс Технол 116:120–125
CAS Статья пабмед Google ученый
Ferrari S, Allegretti O, Cuccui I, Moretti N, Marra M, Todaro L (2013) Переоценка древесины турецкого дуба ( Quercus cerris L.) путем комбинированной пропаривания и термовакуумной обработки.
Биоресурсы 8(4):5051–5066Статья Google ученый
Yang Y, Zhan TY, Lu JX, Jiang JH (2015) Влияние термовакуумной обработки на цвет и химический состав древесины березы ольхи. Биоресурсы 10(4):7936–7945
CAS Google ученый
Wang Z, Yang X, Sun B, Chai Y, Liu J, Cao J (2016) Влияние вакуумной термообработки на химический состав древесины лиственницы. Биоресурсы 11(3):5743–5750
КАС Google ученый
Tjeerdsma BF, Militz H (2005) Химические изменения в гидротермической древесине: FTIR-анализ комбинированной гидротермической и сухой термообработанной древесины. Holz Roh Werkst 63(2):102–111
CAS Статья Google ученый
Boonstra MJ, Tjeerdsma B (2006) Химический анализ термически обработанной древесины хвойных пород.
Хольц Ро Веркст 64(3):204–211КАС Статья Google ученый
Эстевес Б.М., Перейра Х.М. (2009) Модификация древесины термической обработкой: обзор. Биоресурсы 4(1):370–404
CAS Google ученый
Wikberg H, Maunu SL (2004) Характеристика термически модифицированной твердой и мягкой древесины с помощью 13C CPMAS ЯМР. Carbohydr Polym 58(4):461–466
CAS Статья Google ученый
Нуоппонен М., Вуоринен Т., Ямся С., Виитаниеми П. (2003) Влияние термической обработки на поведение экстрактивных веществ в хвойной древесине, изученное методами FTIR-спектроскопии. Wood Sci Technol 37:109–115
CAS Статья Google ученый
Ким О.С., Ли Д.Х., Чун В.П. (2008 г.
) Экологически чистая технология сушки с использованием перегретого пара. Korean Chem Eng Res 46 (2): 258–273CAS Google ученый
Park Y, Eom CD, Han Y, Park JH, Chang YS, Yang SY, Choi JW, Yeo H (2014) Комбинированная обработка сырой древесины сосны теплом и перегретым паром и влияние на физические свойства товары. Holzforschung 68(3):327–335
CAS Статья Google ученый
Sluiter A, Hames B, Ruiz R, Scarlata C, Sluiter J, Templeton D (2006) Определение сахаров, побочных продуктов и продуктов разложения в образцах жидких фракций. Национальная лаборатория возобновляемых источников энергии, Golden, стр. 3–9.
Google ученый
Jang SK, Kim HY, Jeong HS, Kim JY, Yeo H, Choi IG (2016) Влияние факторов предварительной обработки этанолом в органосольвенте на ферментативную усвояемость и этанолорганосольвентную структуру лигнина из Liriodendron tulipifera в конкретных комбинированных факторах тяжести.
Renew Energy 87: 599–606CAS Статья Google ученый
Jeong HS, Jang SK, Kim HY, Yeo H, Choi JW, Choi IG (2016) Влияние замораживания на разложение гемицеллюлозы и ферментативный гидролиз путем предварительной обработки разбавленной кислотой монгольского дуба. Топливо 165:145–151
КАС Статья Google ученый
Park Y, Park JH, Yang SY, Chung H, Kim H, Han Y, Chang YS, Kim K, Yeo H (2016) Оценка физико-механических свойств и долговечности термообработанной древесины larix kaempferi перегретым паром. J Korean Wood Sci Technol 44(5):776–784
Статья Google ученый
Tjeerdsma BF, Boonstra M, Pizzi A, Tekely P, Militz H (1998) Характеристика термически модифицированной древесины: молекулярные причины улучшения характеристик древесины.
Хольц Ро Веркст 56: 149–153CAS Статья Google ученый
Weiland JJ, Guyonnet R (2003) Изучение химических модификаций и разложения грибками термически модифицированной древесины с использованием DRIFT-спектроскопии. Holz Roh Werkst 61(3):216–220
CAS Google ученый
Yao C, Yongming F, Jianmin G, Li Houkun (2012) Характеристики окраски лигнина in situ во время термической обработки. Wood Sci Technol 46:33–40
CAS Статья Google ученый
Bourgois J, Guyonnet R (1988) Характеристика и анализ торрефицированной древесины. Wood Sci Technol 22(2):143–155
CAS Статья Google ученый
Скачать ссылки
Благодарности
Эта работа выполнена при финансовой поддержке Проектов по лесным наукам и технологиям (S121315L010100), предоставленных Корейской лесной службой, и Программы фундаментальных научных исследований через Национальный исследовательский фонд Кореи (NRF), финансируемой Министерством науки, ИКТ и Планирование будущего (NRF-2015R1D1A1A01060308).
Информация об авторе
Авторы и организации
Департамент лесных наук, Колледж сельского хозяйства и естественных наук, Сеульский национальный университет, 1, Кванак-ро, Кванак-гу, Сеул, 08826, Республика Корея
Yonggun Park, Soo-Kyeong Jang, Sang-Yun Yang, Hyunwoo Chung, In-Gyu Choi и Hwanmyeong Yeo
Центр исследований и разработок материалов, Samsung SDI Co., LTD., 130, Samsung-ro, Yeongtong-gu , Suwon-si, Gyeonggi-do, 16678, Республика Корея
Jun-Ho Park
Департамент лесных товаров, Национальный институт лесных наук, 57, Hoegi-ro, Dongdaemun-gu, Seoul, 02455, Republic Кореи
Ёнджунг Хан и Юн-Сон Чанг
Научно-исследовательский институт сельского хозяйства и наук о жизни, Сеульский национальный университет, 1, Кванак-ро, Кванак-гу, Сеул, 08826, Республика Корея
Ин-Гю Чой и Хванмён Ё
Институт Green-Bio Наука и технологии, Seoul National University, 1447, Pyeongchang-daero, Daehwa-myeon, Pyeongchang-gun, Gangwon-do, 25354, Республика Корея
In-Gyu Choi
Авторы
- Yonggun Park 900 публикации
Вы также можете искать этого автора в PubMed Google Scholar
- Soo-Kyeong Jang
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Jun-Ho Park
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Sang-Yun Yang
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Hyunwoo Chung
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Yeonjung Han
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Yoon-Seong Chang
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- In-Gyu Choi
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Hwanmyeong Yeo
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за корреспонденцию
Хванмён Ё.
Права и разрешения
Перепечатка и разрешения
Об этой статье
Изделия из лиственницы сибирской — Stein Wood Products
Это прямо?
Проверяет/скручивает/деформирует/самоуничтожается как ACQ?
Хорошо ли окрашивает и впитывает краску?
Является ли он структурно эквивалентным обработанному давлением?
Красиво ли смотреть?
Есть ли на него сертификация?
Это из-за ситуации с устойчивым доходом
Где это будет доступно?
Где я могу, но это?
Что-нибудь из этого использовалось здесь, в штатах?
Какие есть варианты поручней?
Какие требования к отделке и герметизации необходимы?
Это прямо? —
вернуться к началу
Да, это прямо. Наш поставщик — компания в Австрии.
по имени Лейтингер. Лейтингер на протяжении многих лет
всегда брал на себя значительные обязательства по улучшению своих
процессы фрезерования древесины. Они постоянно инвестируют
в новой технологии, которая позволяет им обеспечивать лучшее,
более однородные продукты. Этот материал производится
в стране, где обработка дерева была традицией
на 100 лет. Они относятся к этому серьезно и делают потрясающие
Работа. Эти продукты не из Китая! Если это
продукт производился компанией в России, вы
определенно можно было бы ожидать больше вариаций в досках.
Россия, как правило, сильно отстает от современности, когда дело доходит до
к их технологиям и процессам. Мы были чрезмерно
впечатлен Лейтингером и вниманием к деталям
они используются, когда дело доходит до сушки древесины и производства
прямая, однородная, однородная доска.
Проверяет/скручивает/деформирует/самоуничтожается как ACQ?- назад
наверх
Лиственница сибирская, как и любая другая порода дерева,
испытывать некоторое движение. Расширение и сужение с
изменение уровня влажности происходит в любой натуральной древесине.
Вы можете испытать небольшую проверку поверхности, которая
следует ожидать во всех натуральных породах дерева. С уважением
по степени движения лиственница сибирская выполнит
очень хорошо и считается стабильной древесиной.
Плотность древесины во многом зависит от того,
вода может проникнуть на его поверхность. Чем плотнее древесина,
тем меньше движений будет. В среднем по Сибири
Лиственница имеет плотность 41 фунт/фут3. Сосна обработанная 35,
Красное дерево – 25, а западный красный кедр – 23. Сибирский
Лиственница имеет репутацию очень сложной древесины.
сушить. Процесс сушки должен быть значительно замедлен
и сделано в очень тщательном темпе, чтобы предотвратить
проверка и другие дефекты. Те же свойства сибирской
Лиственница (высокая плотность, высокая доля поздней и сердцевинной древесины,
большая концентрация смол и экстрактивных веществ), которые делают
трудно извлечь влагу во время сушки
те же свойства, которые препятствуют проникновению влаги
древесина при использовании в качестве настила. При обработке сосны инъецируют
с химическими веществами, химические вещества, как правило, разрушают
материал и сделать его хрупким. Лиственница сибирская не обрабатывается
с химическими веществами, он, естественно, долговечен, поэтому не будет
не самоуничтожается, как обработанная сосна.
Хорошо ли окрашивает и впитывает краску? — назад
наверх
Во-первых, мы не рекомендуем покраску лиственницы. Краска
не является гибким и в конечном итоге выйдет из строя, если его использовать. Если
ты рисуешь, она не выйдет из строя так быстро, как могла бы
с другими лесами, которые испытывают большее расширение и
сокращение. Краска подобна слою «кожи» и
на время защитит древесину. Эти дни
кедр, сосна и особенно красное дерево, которые вы можете получить
имеют более низкое качество. Все старое красное дерево
защищены, а то, что сейчас используется для настила, содержит
гораздо больше заболони. Эти леса не такие прочные
как они были в прошлом. По этой причине люди
должны красить свои колоды, чтобы защитить их. Лиственница
не нуждается в этом уровне защиты, чтобы
чтобы выжить на открытом воздухе элементы. Покраска не нужна
с лиственницей. Если вы хотите изменить внешний вид, мы
предлагают покрасить дерево. Лиственница сибирская окрашивается
очень хорошо, и с его особенностями зерна это может быть удивительно
красиво, когда окрашены.
Является ли структурно равноценным обработанному давлением?- назад
наверх
Структурные свойства лиственницы сибирской значительно превосходят
к обработанной сосне и правда лучше любой хвойной древесины
там. Сибирская лиственница — самая твердая хвойная древесина.
По шкале Янки имеет среднюю твердость 1100.
фунт/дюйм2. Для сравнения кедр 350-580, красное дерево
480, обработанная сосна 690-870, а Ипе 3680. Наша лиственница
это старовозрастная древесина с очень плотной текстурой и ростом
кольца. Это не похоже на сосну, выращенную на плантации.
бревенчатый после нескольких лет роста. Структурный
целостность дерева точно есть.
Это «красиво»
посмотреть? — назад
наверх
Это очень красивая древесина. Что больше всего привлекает
это его зерновые особенности. Зерно очень плотное
это утонченный и стильный вид. Цвет светлый,
Золотой коричневый. Еще одной эстетической особенностью лиственницы является то, что
у него есть некоторые узлы и характерные знаки.
Есть ли на него сертификат? — назад
наверх
В Европе есть несколько сертификатов на использование
лиственницы сибирской. Архитекторы Финляндии, Швеции, Норвегии,
Австрия и другие страны определяют использование сибирской лиственницы
при строительстве школ, торговых площадей и т.
жилые дома. Чтобы указать древесину
в этих конкретных странах он должен содержать все
необходимые сертификаты так же, как процесс здесь
в США. Когда речь заходит об экологических проблемах,
Кажется, европейцы всегда на несколько лет опережают
НАС. Например, запрет мышьяка в лечении
из сосны существует уже много лет в Европе.
США просто запретили его в 2003 году. Лоббист леса
компании имеют большой вес здесь, в США, и
это имеет тенденцию замедлять работу. В США западный
Лиственница указана и продается в сочетании с Дугласом.
Пихта как конструкционная древесина премиум-класса. Во всех отношениях,
Сибирская лиственница намного превосходит североамериканскую.
родственник.
Это из ситуации устойчивого урожая?- назад
наверх
Он определенно произрастает в устойчивом лесу. Здесь
некоторые статистические данные. Бореальный лес в России составляет 2,7 млрд. акров (абсолютно огромные)! Учет пород лиственницы
на 38% древесины в этом лесу. Одно это существенно
больше, чем весь тропический лес Амазонки, который составляет 800
размером в миллион акров. Лес рубят в России
составляет только 20% прироста леса. Значение
за каждое срубленное дерево эквивалентно еще 5
уже выросли на своем месте. Это происходит от
очень устойчивый лес. Россия имеет репутацию заботливой
немного об окружающей среде и ее природных ресурсах.
Коррупция, скандалы, бюрократия — все это преследует Россию и
предприятия, работающие в его границах. Всегда
имеет. Leitinger, чьи корни и штаб-квартира находятся в Австрии,
исходит из совсем другого наследия. Лейтингер на самом деле
был награжден несколькими экологическими наградами Австрийской
правительство. Лейтингер очень тщательно следит за тем, чтобы
они не тратят впустую ни кусочка дерева, которое собирают.
Например, они доходят до сжатия остатков
опилок в топливные пеллеты для использования в качестве энергетических средств.
Их глубокая приверженность делу экологической ответственности
было очень важным соображением для нас при принятии решения
представлять свою продукцию.
Где это будет доступно? Я на западном побережье.- назад
наверх
Честно говоря, сейчас нам бы пришлось нелегко
время на предоставление вам этого материала (по разумной
затраты то есть). Логистически мы не настроены на доставку
материал очень далеко. Это изменится в ближайшее время
и это то, что я сейчас активно изучаю.
Это область, в которой вы могли бы предоставить некоторые полезные
информация мне. Вы, ребята, обычно покупаете материал?
со склада пиломатериалов или у вас есть отношения с
производители/дилеры, которые отправляют его непосредственно вам? Если
они отправляют его вам, с помощью каких средств они это делают?
Я думаю, что нам нужно будет заручиться средствами
лесных складов с целью создания удобного и
надежное снабжение более широкой области.
Где можно купить?
Где находится главный распределительный пункт
сейчас? — вернуться к
топ
В настоящее время основной точкой распространения является Чаттануга,
ТН. Мы можем доставить вам древесину оптом. Очевидно,
ваша близость к Чаттануге повлияет на доставку
Стоимость. South Lumber распространяет наши настилы в
Атланта, Джорджия. С ними можно связаться по телефону 770-517-4054.
Что-нибудь из этого использовалось здесь, в Штатах? — назад
наверх
Да, мы продали материал для постройки 6 палуб. Этот
все было совсем недавно, и большинство из них находятся в стадии строительства
пока я печатаю или жду создания в ближайшие несколько
недели. 3 палубы крытые жилые помещения и
остальные 3 будут выставлены. 2 крытых палубы завершены
и 1 из открытых колод завершена.
Какие есть варианты поручней? — назад
наверх
Существует множество вариантов перил. Мы рекомендуем следовать
творчества вашего архитектора или строителя. Тем не менее, материал 2×6 доступен
для перил и может быть разорван до 2×4, если желателен более узкий вид.
Доски 2х6 также можно распилить на балясины 2х2. Для сообщений, обработанных
сосна 4×4 может быть обернута материалом 1x лиственница сибирская для достижения
единый вид. Кроме того, столбы могут быть изготовлены путем привинчивания или прибивания гвоздей.
две или три доски 2×6. В данный момент мы усердно работаем над
поставка стоек из сибирской лиственницы 4х4. Это может быть частью нашего ассортимента продукции
в ближайшем будущем. Другой вариант — посмотреть на альтернативные системы перил.
Многие компании специализируются на выпуске данной продукции. Несколько
замечательные дизайны доступны и могут позволить вам добавить творчества к
ваша колода. Одной из таких компаний является Deckorators.
Какие требования к отделке и герметизации необходимы?- Назад
наверх
Одной из наиболее привлекательных особенностей лиственницы сибирской является то, что ее не нужно герметизировать.
Герметизация не является обязательной, и вы все равно можете рассчитывать на долгую жизнь вашей колоды.
Это обеспечивает значительную экономию времени и затрат на техническое обслуживание! Тем не менее, герметизация добавляет дополнительный уровень защиты и приводит к тому, что настил прослужит еще дольше. Это поможет сохранить внешний вид и уменьшить растрескивание поверхности, которое может произойти с любой натуральной древесиной.
Как и все натуральные породы дерева, лиственница сибирская окисляется и приобретает серебристо-серый цвет. Если вы хотите сохранить цвет, необходимо использовать защиту от УФ-излучения.
км. Сушка из сибирской лиственницы (Larix Sibirica) Timber
1 Самули Хейкконен Катри Лустаринен Киммо Пииспа Килн Сушка из сибирской личинки (Larix Sibirica) Timber -necymar 900 2600 26.0 -neristhin -hysemariN 9.0 -й. Piispa СУШКА ЛИСТВЕННИЦЫ СИБИРСКОЙ (Larix sibirica) В ПЕЧИ Mikkelin ammattikorkeakoulu A: Tutkimuksia ja raportteja — Research Reports 26 MIKKELIN AMMATTIKORKEAKOULU Mikkeli 2007
3 MIKKELIN AMMATTIKORKEAKOULU A: Tutkimuksia ja raportteja — Research Reports PL 181, Mikkeli Puhelin (015) Tekijät ja Mikkelin ammattikorkeakoulu Kannen kuva: Samuli Heikkonen ISBN (nid.) ISBN (PDF) ISSN Ulkoasu: Taktum Oy Kannen ja pain
4 KUVAILULEHTI Päivämäärä Julkaisusarja ja nro A:Tutkimuksia ja raportteja 26 Tekijät Samuli Heikkonen, Katri Luostarinen, Kimmo Piispa Nimeke Kiln drying of Siberian Larch (Larix sibirica) timber Tiivistelmä SIBLARCH-projektissa verrattiin neljää eri kuivausmenetelmää Siperianlehtikuusen kuivauksessa. Käytetyt menetelmät olivat lämminilma-, alipaine-, kuuma- ja suurtaajuuskuivaus. Tavoitteena oli saavuttaa sahatavaran hyvä kuivauslaatu mahdollisimman nopeasti. Aineistona kaytettiin Dimensioiltaan 50 мм x 150 мм sahatavaraa sekä Suomesta että Siperiasta; tavoitekosteussuhde oli 10%. Tavoitekosteussuhde saavutettiin parhaiten lämminilma- ja alipainekuivauksissa. Vaihtelu oli melko pientä, mikä on tyypillistä näille hitaille kuivausmenetelmille tasaannutusta kaytettäessä. Nopeimmat menetelmät olivat kuuma- ja suurtaajuuskuivaus. Kuumakuivauksessa sahatavaran muodonmuutokset olivat vähäiset, kun taas tavoitekosteussuhdetta ei saavutettu; lisäksi hajonta oli suuri. Kuumakuivatun sahatavaran värinmuutokset olivat lisäksi huomattavat. Suurtaajuuskuivauksessa tavoitekosteussuhde saavutettiin hieman paremmin kuin kuumakuivauksessa, mutta hajonta oli liian suuri puusepänteollisuuteen. Kuumakuivausta voitaisiin käyttää ulkotiloissa käytettävälle lehtikuusisahatavaralle, silla silloin kosteussuhdevaihtelut voidaan sallia. Suurtaajuuskuivauksella taas voitaneen saavuttaa selvä ajansäästö alle 10 % kosteussuhteeseen kuivattaessa. Tulevaisuudessa kaikille kuivausmenetelmille pitäisi optimoida parhaat kuivauskaavat. Etenkin alipainekuivaus korkeilla lämpötiloilla voisi tuottaa hyviä kuivaustuloksia kuten myös alipaine-, suurtaajuus- ja kuumakuivausmenetelmien yhdistäminen. Siperialainen, selvästi tiheämpi ja hitaammin kasvanut puuaines kuivui selvästi hitaammin kuin suomalainen Siperianlehtikuusisahatavara. Niiden kuivaus olisi siten suoritettava omissa erissään. Säteensuuntaisesti sahatun sahatavaran muodonmuutokset olivat kuivauksen jälkeen pienemmät kuin X-log menetelmällä sahatun sahatavaran. X-log menetelmällä ytimen sisältävät tai läheltä ydintä sahatut kappaleet kieroutuivat selvästi enemmän kuin kauempaa ydintä sahatut kappaleet. Siperianlehtikuusisahatavaran kuivauksessa voidaan saavuttaa laadullisesti hyviä tuloksia. Kuitenkin tasaisen tavoitekosteussuhteen saavuttaminen on haastavaa nopeilla kuivausmenetelmillä. Avainsanat (asiasanat) siperianlehtikuusi, sahatavara, kuivaus, menetelmät, fysikaaliset ominaisuudet, tiheys, lujuus, kutistuminen, muoto — muutos Sivumäärä 78 с.+ liite 4 с. Muita tietoja Kieli Englishti ISBN (nid.) (PDF) ISSN Luokitukset YKL UDK
5 ОПИСАНИЕ Дата Серия публикаций и № А: Отчеты об исследованиях Авторы Самули Хейкконен, Катри Луостаринен, Киммо Пииспа Название работы Печная сушка древесины лиственницы сибирской (Larix sibirica) Резюме Четыре различных метода сушки лиственницы сибирской были исследованы в SIBLARCH- проект. Методы включали обычную сушку в печи, сушку в вакуумной печи, высокотемпературную сушку и высокочастотную вакуумную сушку. Цели исследования для каждого метода заключались в достижении хорошего качества сушки и сокращении времени сушки. Материал был привезен из Сибири и Финляндии. Доски размером 50 мм х 150 мм высушивали до заданной влажности 10%. Наилучшее целевое содержание влаги было достигнуто с наименьшими отклонениями при обычной сушке в печи и сушке в вакуумной печи. Низкие колебания характерны для методов медленной сушки, особенно при правильной стабилизации влажности в конце процесса. Высокотемпературная сушка и высокочастотная вакуумная сушка позволили сократить время сушки. Деформации были низкими при высокотемпературной сушке. Достижение целевого содержания влаги было затруднено, а вариации конечного содержания влаги были значительными. Кроме того, изменения цвета при высокотемпературной сушке были четкими. При высокочастотной сушке целевое содержание влаги достигалось с большим успехом, но все же отклонение было явно слишком большим для столярной промышленности. Древесина лиственницы, высушенная при высокой температуре, может быть полезна для использования на открытом воздухе, когда допустимы большие колебания влажности. Высокочастотная сушка позволит значительно сократить время сушки при сушке до низкого содержания влаги ниже 10%. Оптимизация всех методов сушки должна иметь место в будущих исследованиях. В частности, сушка в вакуумной печи при высоких температурах может дать некоторые преимущества во времени сушки, а также сочетание вакуума, высокой частоты и высоких температур. Исследуемый материал, происходящий из Сибири, явно медленнее сохнет, чем материал из южной Финляндии, из-за более высокой плотности и более медленной скорости роста. Таким образом, истоки должны быть высушены отдельно. Радиальная распиловка привела к лучшим результатам деформации по сравнению с распиловкой X-log. Доски, распиленные из бревен близко к сердцевине или включая сердцевину, скручивались значительно больше, чем доски с большего расстояния от сердцевины. Согласно этим исследованиям сушка древесины лиственницы сибирской может привести к хорошему качеству сушки. Достижение даже конечного содержания влаги особенно сложно при использовании методов быстрой сушки. Ключевые слова ISBN (nid.) Лиственница сибирская, древесина, сушка, методы, физические свойства, (PDF) плотность, прочность, усушка ISSN Страниц 78 с. + приложение. 4 р. Язык Английский Классификации YKL UDK Примечания
6 ПРЕДИСЛОВИЕ Настоящая публикация была написана для публикации результатов проекта SIBLARCH: Устойчивая к гниению древесина лиственницы сибирской по сравнению с сосной обыкновенной в лесном хозяйстве и продукции. Проект осуществлялся несколькими общественными организациями и частными компаниями в Финляндии, Исландии, Норвегии, России и Швеции. Исследование камерной сушки лиственницы сибирской проводилось в Исследовательском центре YTI Университета прикладных наук Миккели и на факультете лесных наук Университета Йоэнсуу. Это исследование финансировалось Программой Европейского Союза по северной периферии, Министерством сельского и лесного хозяйства Финляндии и Университетом прикладных наук Миккели. Это исследование было бы невозможно без сотрудничества нескольких человек из разных организаций. Как авторы, мы хотели бы поблагодарить г-на Кари Кухмонена и г-на Тимо Аавакаллио из Исследовательского центра YTI за их опыт и консультации в области управления проектами и исследований в области сушки. Г-н Петтери Торниайнен выражает благодарность за консультации по высокотемпературной сушке, а г-н Ари Саари выражает благодарность за помощь в испытаниях высокотемпературной сушки. Г-н Анри Лехто заслуживает особой благодарности за выполнение дипломной работы по сушке лиственницы методами вакуумной, высокотемпературной и высокочастотной сушки. Его работа требовала огромных усилий и предлагала огромное количество данных. Его дипломная работа получила звание лучшей инженерной работы 2006 года, присвоенное Ассоциацией финских инженеров деревообрабатывающей промышленности (Suomen puuteollisuusinsinöörien yhdistys). Г-н Юкка Корри с факультета лесных наук Университета Йоэнсуу выражает благодарность за проведение испытаний обычной камерной сушки в Университете Йоэнсуу. Данные этих испытаний являются материалом для его магистерской диссертации. Кроме того, мы благодарим г-жу Пиа Валтонен и студентов Университета прикладных наук Миккели за исследование механических свойств сибирской лиственницы.
7 Выражаем благодарность г-ну Тейо Никканену и другим заинтересованным лицам из научно-исследовательской станции Пункахарью Финского научно-исследовательского института леса за организацию финского тестового материала, а также г-ну Юкке Хуомолину из Pariwood Oy, Париккала, Финляндия, за организацию сибирского тестового материала из Иркутск. Мы благодарим г-на Вейкко Тарвайнена и г-на Хольгера Форсена из VTT за возможность использовать программу моделирования VTT для традиционной камерной сушки лиственницы. Кроме того, мы благодарим г-на Мицуюки Мёджина из Yasujima Co., Япония за консультацию по высокочастотной вакуумной сушке. Мы горячо благодарим г-на Дэвида Гриттена за пересмотр языка. Наконец, мы хотели бы поблагодарить всех людей, организации и финансистов за их ценные усилия, направленные на это исследование. Миккели Авторы
8 СОДЕРЖАНИЕ ПРЕДИСЛОВИЕ 1 ВВЕДЕНИЕ СВОЙСТВА, ПРИМЕНЕНИЕ, ПЕРЕРАБОТКА И НАЛИЧИЕ ДРЕВЕСИНЫ ЛИСТВЕННИЦЫ СИБИРСКОЙ Стойкость к гниению и количество сердцевины Плотность и механические свойства Доля коры Использование и проблемы при использовании древесины лиственницы Обработка древесины лиственницы Сушка Наличие бревен и пиломатериалов из лиственницы древесина МАТЕРИАЛЫ МЕТОДЫ Возраст деревьев, диаметр бревен и количество сердцевины и коры Ежегодный прирост деревьев и начальная влажность, плотность и прочность древесины Способы и режимы сушки Высокотемпературная камерная сушка Вакуумная камерная сушка Высокочастотная камерная сушка Традиционная камерная сушка Сушка усадка Качество сушки древесины Влажность, цементация и деформации Течение смолы и растрескивание Цвет Сравнение методов и процессов сушки. ..29
9 5 РЕЗУЛЬТАТЫ Возраст деревьев, диаметр бревен и количество сердцевины и коры Годовой прирост деревьев и исходная влажность, базовая плотность и прочность древесины Процессы сушки и качество высушенной древесины Высокотемпературная камерная сушка Вакуумная камерная сушка Высокочастотная печь сушка Обычная камерная сушка Влияние радиального расположения доски и метода распиловки на качество сушки Усадка при сушке Сравнение методов и режимов сушки ОБСУЖДЕНИЕ Свойства бревна и древесины Конечная влажность и градиент Деформации, растрескивание и потоки смолы Цвет Усадка при сушке Методы сушки и распиловки ВЫВОДЫ …68 ССЫЛКИ…71 ПРИЛОЖЕНИЕ… 79
10 АВТОРЫ Самули Хейкконен Исследовательский центр YTI, Университет прикладных наук Миккели Катри Луостаринен Факультет лесных наук, Университет Йоэнсуу Киммо Пийспа Технологический университет Лаппеенранта
11 СПИСОК СОКРАЩЕНИЙ Авер. средняя Br по Бринеллю C обычная камерная сушка (C1 — C8) Коп. обильный дет. определяемая DF сила сушки (MC/EMC) EL установочное значение мощности EDG European Drying Group EMC равновесная влажность, % END IP электрический ток (A) в конце процесса сушки Градиент градиента HT высокотемпературная сушка (h2 — H6) HF высокочастотная сушка (R1 — R6) IP электрический ток (А), значение уставки в процессе сушки Ja Janka ju juvenile ma зрелые MC влажность, % MOE модуль упругости (кн/мм 2 ) NT Nordic Timber Obv. очевидная R высокочастотная сушка RAD радиальная Эталонная радиочастота RF 13,58 Mhz RH относительная влажность воздуха (%) SD стандартное отклонение T температура, C T A температура воздуха, C T W температура древесины, C T WOOD температура древесины, C
12 Напряжение TAP (В), значение настройки В вакуумной сушки (V1 V6) Вентил. вентиляция ЛОС летучее органическое соединение
13 1 1 ВВЕДЕНИЕ Заболонь фенно-скандинавских пород древесины, таких как ель европейская (Picea abies) и сосна обыкновенная (Pinus sylvestris), должна быть защищена от гниения при использовании на открытом воздухе. В Фенно-Скандинавии наружные деревянные конструкции обычно защищают химической обработкой. В последние несколько лет защита окружающей среды становится все более важной. По этой причине химическая обработка древесины претерпевает изменения, и разрабатываются новые химикаты и альтернативные решения для защиты древесины. Считается, что древесина лиственницы сибирской (Larix sibirica Ledeb. ) устойчива к гниющим грибам, что является основной причиной, по которой ее рекомендуется все чаще использовать, особенно на открытом воздухе. Древесина лиственницы сибирской является хорошим сырьем, особенно в деревообрабатывающей промышленности. С точки зрения этой отрасли замечательные свойства древесины лиственницы, например. его хорошая стойкость к гниению, живой и красивый рисунок годичных колец и его прочность, но его сушка часто была затруднена, поскольку после сушки в древесине лиственницы могут оставаться дефекты. Сушка в печи используется для того, чтобы свести к минимуму время производства, а также капитал, необходимый для промышленного производства древесины. Сушка может занять месяцы в зависимости от породы дерева, размеров досок, температуры и влажности воздуха. Для целей столярной промышленности древесина должна быть высушена до равномерного содержания влаги ниже 10%, чтобы свести к минимуму изменения размеров. Это также необходимо для успешного склеивания, отделки и строгания. Низкое содержание влаги может быть достигнуто только при использовании различных методов камерной сушки. Распространенными дефектами, возникающими после сушки древесины лиственницы, являются деформации, растрескивание и различная влажность. Однако исследования свойств и сушки древесины лиственницы еще немногочисленны.
14 2 Целью данного исследования было изучение пригодности различных методов сушки (традиционная камерная сушка, вакуумная сушка, высокотемпературная камерная сушка и высокочастотная вакуумная сушка) древесины сибирской лиственницы, предназначенной для столярной промышленности. В то же время было проведено сравнение нескольких режимов сушки для каждого метода сушки, чтобы определить условия каждого метода и их влияние на качество сушки лиственничной древесины. Также были изучены различия в сушке и качестве сушки сибирской лиственницы, происходящей из Финляндии и России (Сибирь). Плотность, ежегодный прирост, прочность и количество сердцевины сравнивали между странами происхождения, чтобы найти различия. Вторая цель состояла в том, чтобы собрать информацию о свойствах, особенно объединить знания о свойствах лиственницы при сушке и использовании лиственницы. Таким образом, исследование проводилось как литературный брифинг и экспериментальное исследование. 2 СВОЙСТВА, ПРИМЕНЕНИЕ, ПЕРЕРАБОТКА И ДОСТУПНОСТЬ ДРЕВЕСИНЫ СИБИРСКОЙ ЛИСТВЕННИЦЫ 2.1 Стойкость к гниению и количество сердцевины Древесина лиственницы сибирской известна своими противогнилостными свойствами. Эта репутация является основной причиной, по которой рекомендуется все чаще использовать его, особенно на открытом воздухе. Современное экологическое сознание подчеркивает эту рекомендацию. Эффективные традиционные консерванты запрещены, что требует поиска новых решений. Натурально прочные породы являются одной из возможностей для использования в менее требовательных и довольно легко ремонтируемых наружных конструкциях. За последние несколько десятилетий лиственница использовалась в сложных условиях контакта с землей. Однако в европейских стандартах сердцевина сибирской лиственницы оценивается как слегка прочная и умеренно прочная (классы 3–4) (например, Finnforest Thermowood 2003). Эти классы прочности предназначены для использования вне помещений над землей. Известно, что вариации гнилостных свойств древесины лиственницы значительны.
15 3 Преимуществом лиственницы сибирской по устойчивости к гниению является большая доля сердцевины, входящей в состав вторичной ксилемы, включающей экстрактивные вещества, обуславливающие свойства устойчивости. Было замечено, что доля сердцевины тем больше, чем старше дерево: около 50 % (Hakkila et al. 1972, Hakkila & Winter 1973) или 67 % (Juvonen et al. 1986) в возрасте 50 лет и даже 85% в возрасте старше 160 лет (Использование лиственницы 1971). Также было замечено, что доля сердцевины тем больше, чем быстрее росло дерево лиственницы сибирской (Hakkila & Winter 19).73). У сосны обыкновенной (Pinus sylvestris) доля сердцевины обычно составляет менее 40% (например, Björklund 1999). Было обнаружено, что существует генетическая детерминация устойчивости к гниению, но характеристики роста и устойчивость к гниению в древесине лиственницы сибирской не коррелируют (Venäläinen et al. 2001). Вместо этого, чем старше сибирская лиственница, тем прочнее ее древесина; разницы в стойкости к гниению древесины между лиственницей сибирской и финской выращенной сибирской лиственницы не наблюдалось. Однако было отмечено, что долговечность одной и той же доски различается (Viitanen et al. 19).97). Были проведены исследования, чтобы отличить устойчивых особей от восприимчивых: концентрация таксифолина (флавоноида) и общего фенола в сердцевине лиственницы сибирской положительно коррелирует с устойчивостью к гниению, в то время как плотность и водопоглощающие свойства не коррелируют с ней (Venäläinen et al. 2006). У других видов лиственницы аналогичная корреляция была обнаружена между концентрацией общих фенолов и устойчивостью к гниению (Gierlinger et al. 2004b), а красноватый цвет сердцевины положительно коррелирует с фенолами и устойчивостью к гниению (Gierlinger et al. 2004a). Неразрушающая спектроскопия в ближнем инфракрасном диапазоне (FT-NIR) оказалась точным и быстрым методом определения устойчивости к разложению L. sibirica, L. decidua и L. kaempheri (Gierlinger et al. 2003, Sykacek et al. 2006). .
16 4 2.2 Плотность и механические свойства При сравнении механических свойств древесины лиственницы сибирской с характеристиками древесины других пород, особенно хвойных, древесина лиственницы сибирской имеет высокую плотность, среднюю твердость и относительно высокую прочность. Плотность оказывает основное влияние на механические свойства древесины лиственницы сибирской, причем древесина тем прочнее, чем плотнее (Коидзуми и др., 2003). Некоторые механические свойства древесины лиственницы сибирской представлены в таблице 1 в сравнении с аналогичными свойствами древесины некоторых других пород деревьев. ТАБЛИЦА 1. Некоторые механические свойства древесины лиственницы сибирской, сосны обыкновенной, ели европейской и березы повислой. Некоторые значения лиственницы относятся к ювенильной и зрелой древесине, значения твердости представляют собой значения Янка (Ja) или значения Бринелля (Br). (Литералы: 1) Кудинов 1965b согласно Sairanen 1982, 2) Juvonen et al. 1986, 3) Grekin 2006, 4) Jalava 1945, 5) Heräjärvi 2004, 6) Wagenführ 1996) Виды Основная плотность (кг/м 3 ) Прочность на изгиб (МПа) Прочность на сжатие (МПа) (ma-ju) ) ) ) ) MOE (ГПа) (ma-ju) Твердость (MPa) (ju-ma) Прочность на сдвиг (MPa) (ju-ma) ) Лиственница ) ) (Ja) Сосна 3) (Br) 11 Ель 3) (Br) 5,3 Береза 480 4) ) 114 5) 54 4) ) (Br) 13 6) Плотность древесины лиственницы сибирской существенно различается, особенно между ранней и поздней древесиной, а также в зависимости от происхождения (Коидзуми и др., 2003). Кроме того, согласно Карккяйнену (1978), базовая плотность связана с возрастом; будучи самым большим вокруг годовых колец от сердцевины. Хаккила и Винтер (1973) также обнаружили, что возраст является лучшим параметром для объяснения изменений базовой плотности между стволами: чем старше дерево, тем больше плотность. Базовая плотность древесины сибирской лиственницы составляет 476 кг/м 3 в возрасте 60 лет и 539 кг/м 3 в возрасте 100 лет у деревьев в Пункахарью, Финляндия (Tuimala 1993). Также были измерены значения около 490 кг/м 3 сибирской лиственницы, выращенной в Финляндии, для базовой плотности (Hakkila et al. 19).72, Hakkila & Winter 1973, Juvonen et al. 1986). В сердцевине лиственницы
17 5 присутствует арабиногалактан, экстрактивное вещество (например, Venäläinen et al. 2006), концентрация которого увеличивается с возрастом деревьев (Viitanen et al. 1997) и влияет на плотность древесины лиственницы. Арабиногалактан располагается в трахеидах вблизи лучей, образуя заполненные трахеидные ряды. Было измерено, что эти заполненные ряды трахеид явно улучшают поперечную прочность на сжатие и модуль Юнга древесины лиственницы (Grabner et al. 2005). Согласно Карккяйнену (1978), основная плотность связана еще и с шириной годичных колец; чем выше плотность, тем уже кольца. Было замечено, что позднесезонное таяние снега и низкая температура в начале лета уменьшают ширину годичных колец у деревьев лиственницы сибирской (Кирдянов и др., 2003) и, таким образом, должны влиять на плотность. Кроме того, плохие условия выращивания снижают основную плотность, и в то же время снижается прочность на сжатие (Львов, Климов, 1971 по Сайранену, 1982). Прочность на сдвиг, а также наклон зерна можно предсказать по плотности (Müller et al. 2004). В отличие от плотности, угол микрофибрилл и длина трахеид не влияют на механические свойства древесины лиственницы сибирской (Koizumi et al. 2003). 2.3 Доля коры Важным и часто измеряемым параметром, особенно в целлюлозной промышленности, является доля коры, которая различается в Южной (14,1%) и Северной (18,7%) Финляндии (Hakkila et al. 19).72) выращенных лиственниц сибирских, в среднем 15,5% (Хаккила и Винтер, 1973) или 16% (Ювонен и др., 1986) в возрасте 50 лет. Вместо этого Verkasalo (1993) измерил более высокое значение, 20,9%, для доли коры около 60-летних деревьев сибирской лиственницы. Доля коры у лиственницы сибирской несколько выше, чем у сосны и ели, произрастающих в Финляндии (Hakkila & Winter, 1973).
18 6 2.4 Использование и проблемы использования древесины лиственницы Древесина лиственницы сибирской красива и особенно пригодна для декоративного использования (Веркасало 2001). Традиционным использованием древесины лиственницы были лодки, оконные рамы, двери и лестницы (Pro Puury 2007). В настоящее время в Финляндии древесина сибирской лиственницы в основном используется для наружных работ: садовая мебель и таблички на земле, а также мосты и опоры (Pro Puu ry 2007), но лестницы и аналогичные конструкции менее распространены из-за высокая плотность древесины лиственницы. В бывшем Советском Союзе древесина сибирской лиственницы использовалась для деревянных домов, упаковки и бочек, мебели, паркета, фанеры, древесноволокнистых плит (Черненко и Фадеев 19).82 по Sairanen 1982), железнодорожных шпал, опор линий электропередач, мостов, пирсов (Bukštynov 1981 по Sairanen 1982), в качестве горнодобывающей древесины (Byvših 1977 по Sairanen 1982), в смесях цемента и щепы (Akodus & Buharkin 1980 по по Сайранену, 1982 г.), целлюлозно-бумажной промышленности (Шапиро и др. по Сайранену, 1982 г., Букштынов, 1981 г. по Сайранену, 1982 г.), производству скипидара и смолы (Букштынов, 1981 г. по Сайранену, 1982 г.), а также газовой и угольной промышленности (Твердохлебова и Левин 19).75 согласно Sairanen 1982). Предполагается, что древесина лиственницы может заменить сосновую древесину в интерьерах из-за меньшего количества летучих органических соединений. Количество терпенов особенно мало, однако количество уксусной кислоты довольно велико (Viitanen et al. 2001). Количество летучих органических соединений зависит от метода сушки, но при комнатной температуре, несмотря на используемый метод сушки, оно всегда было очень низким. Вместо этого высокое количество легковоспламеняющихся экстрактивных веществ снижает огнестойкость (Виитанен и др., 2001). В Финляндии лесопользователи из лиственницы отмечают следующие проблемы при использовании лиственничной древесины: 1) трещины, возникающие при сушке, т.к. они увеличивают количество древесных отходов, 2) неравномерная конечная влажность, т.к. это вызывает заметные деформации заготовок и необходимость дать заготовкам высохнуть после
19 7 первая обработка перед окончательной обработкой, 3) сучки, которые всегда растрескиваются при сушке и вызывают изгибы древесины, 4) большое содержание смолы, 5) осколки, 6) ослабление годичных колец, 7) очень плотно прикрепленная кора, и 8) большая разница в плотности между ранней и поздней древесиной (Saimovaara 2001). Согласно Pelz et al. (1999, согласно Verkasalo & Viitanen 2001), основным фактором, ограничивающим первичную обработку и, следовательно, использование лиственничной древесины в Центральной Европе, является доступность лиственничной древесины, но очень важными факторами также являются смоляные наплывы и трещины, залипание инструментов. и лопаток, деформации, особенно скручивание, искривление бревна, трудная сушка, цена, реакционная древесина, сердцевина, расположенная не в центре бревна, и спиральное волокно, ухудшающие возможности обработки. 2.5 Обработка древесины лиственницы Хотя исследования свойств древесины лиственницы сибирской немногочисленны, известно, что хорошие свойства древесины проявляются особенно на полях с низкой степенью обработки, а дальнейшая обработка подчеркивает ее плохие свойства (Сайранен 19).82). Кроме того, арабиногалактан затрудняет распиловку древесины лиственницы, поскольку он застревает в пильных полотнах (например, Viitanen et al., 1997). В частности, упоминается растрескивание древесины лиственницы при использовании шурупов и гвоздей из-за плохой прочности на сдвиг по сравнению с ее твердостью (Веркасало 2001), и их использование не рекомендуется: если необходимо использовать шурупы, следует просверлить направляющие отверстия. (Тюриков 1965 по Сайранен 1982). Плохая прочность на сдвиг по отношению к твердости может наблюдаться также при разрыхлении щепок при распиловке и строгании лиственницы; это широко известно среди пользователей. При распиловке, а также при резке шпона рекомендуется радиальная обработка, так как древесина в этом направлении наиболее устойчива и прочна, поэтому в радиальном направлении она меньше всего растрескивается (Zuban 19).65b согласно Sairanen 1982, Minejev 1975 согласно Sairanen 1982). После дальнейшей обработки свойства склеивания во многом аналогичны свойствам, например, сосна, но большая усадка и набухание при изменении влажности могут вызвать проблемы с долговечностью клеевого шва. Таким образом, при склеивании древесины лиственницы
20 8 следует учитывать ориентацию годичных колец и рекомендуется длительное время прессования (Suomi-Lindberg & Viitanen 2001). Также отделочные свойства сравнимы с сосной. Когда были испытаны несколько различных отделок, единственным средством, спасающим древесину лиственницы от растрескивания в течение шести месяцев, была водорастворимая защитная жидкость для дерева (Ahola 2001) Сушка Существует мало информации о сушке древесины сибирской лиственницы, но в целом считается что сушка довольно сложна, более сложна, чем, например. сушка древесины сосны обыкновенной (Tarvainen et al. 1999). Например, сушка древесины лиственницы занимает значительно больше времени, чем сушка древесины сосны аналогичных размеров (Sipi 1988, Rantala & Anttila 2004). Чтобы сократить время сушки, для лиственницы следует использовать более высокие температуры, чем для сосны (Sipi 1988). Имеются противоречивые данные о растрескивании древесины лиственницы сибирской при сушке. По русским источникам (Пономарев 1934 по Сайранену 1982, Чудинов 1965b по Сайранену 1982, Бывших 1977 по Сайранену 1982) и результаты исследования Pelz et al. (1999; согласно Verkasalo & Viitanen 2001) растрескивание является наиболее серьезной проблемой при сушке лиственницы, но финские научные источники утверждают, что наиболее серьезными проблемами являются большой градиент влажности и трудности с достижением целевого содержания влаги (Sipi 1988, Tarvainen et al. др. 1999). Вместо этого финские потребители лиственничной древесины утверждают, что растрескивание лиственничной древесины является основной проблемой при ее обработке после сушки (Saimovaara 2001). Большая тангенциальная усушка древесины лиственницы и значительная разница между тангенциальной и радиальной усадкой (табл. 2), а также малая продольная способность волокон проводить влагу вызывают растрескивание как на поверхности, так и на торцах деревянных заготовок (Чудинов 19).65а согласно Sairanen 1982). Кроме того, разница в усадке между ранней древесиной и
21 9 поздней древесиной увеличивает растрескивание в тангенциальном направлении (Чудинов, 1965а по Сайранену, 1982), в то время как внутреннее растрескивание редко встречается в древесине лиственницы при сушке (Зубан, 1965а, по Сайранену, 1982). Ювонен и др. (1986), Sipi (1988) и Tarvainen et al. (1999) установили, что древесина лиственницы растрескивается при сушке лишь немного больше, чем сосна: растрескивание чаще всего происходит в кусках, содержащих сердцевину и ювенильную древесину. Отчетливо видно, что пиломатериалы из лиственницы, предварительно высушенные в холодных условиях на открытом воздухе в течение одного года, растрескиваются сразу после распиловки больше, чем искусственно высушенные (Асикайнен, 2001). Для уменьшения растрескивания рекомендуется высокотемпературная сушка с пропариванием и высокая относительная влажность воздуха в начале обычной сушки (Зубан 19).65а согласно Sairanen 1982). Условия последней рекомендации усиливают движение влаги изнутри деревянных деталей к их поверхности. ТАБЛИЦА 2. Усадка и набухание (%) лиственницы сибирской и усадка (%) древесины сосны обыкновенной от зеленой до абсолютно сухой (Тюриков, 1965 по Сайранену, 1982) Порода Свойство Тангенциальная Радиальная Объем Лиственница Набухание Усадка лиственницы Сосна Усадка Скручивание древесина лиственницы сибирской во время сушки (Sipi 1988, Rantala & Anttila 2004). Угловые опорные секции, установленные на тележке печи для скручивания древесины в направлении, противоположном естественному скручиванию (Тарвайнен, 2005 г.), и загрузка древесины сверху (Тарвайнен, 2005 г., Фрювальд, 2006 г.) оказались эффективными способами уменьшения деформации, особенно в высокотемпературная сушка (Tarvainen 2005), в то время как отклонение в направлении, противоположном естественной деформации во время охлаждения, уменьшило коробление только на короткий период (Taylor & Mitchell 19). 90). Однако сушка при высоких температурах может снизить стойкость древесины лиственницы к гниению, вероятно, из-за химических изменений в гемицеллюлозе (Doi et al. 2005).
22 10 Разработана имитационная модель сушки древесины лиственницы сибирской (Tarvainen et al. 1999). В этой модели удалось точно предсказать сушку древесины лиственницы сибирской, если известны начальная влажность и плотность, а растрескивание можно было свести к минимуму, однако оказалось сложным предсказать градиент влажности. 2.6 Наличие бревен и пиломатериалов из лиственницы Доступность древесины сибирской лиственницы в Финляндии ограничена. В Финляндии лиственница является культивируемой породой, хотя объем выращивания ограничен. Выращивание лиственницы началось в Финляндии в 18-м веке, и было подсчитано, что в настоящее время в Финляндии насчитывается около 1 гектаров посевов лиственницы (Verkasalo 2001). Тем не менее, коммерческое значение древесины, полученной от выращивания, невелико, хотя, по оценкам, оно возрастет в будущем, когда деревья достигнут размера больших бревен (Веркасало, 2001). В настоящее время коммерчески доступная в Финляндии древесина лиственницы в основном импортируется из России в виде пиломатериалов. В Сибири произрастает значительное количество лиственницы, лиственничной древесины хватит на десятилетия для гораздо более широкого использования, чем в настоящее время, но проблема заключается в транспортировке древесины из лесов на лесопилки, а также из России в Финляндию. Например, в этом исследовании, несмотря на договоренности, выбранная партия древесины не прибыла из России в Миккели в нужное время. Кроме того, введение весной 2007 г. повышенных таможенных пошлин на экспорт круглого леса из России ограничивает возможности покупателей приобретать лесоматериалы из России. Кроме того, бревна из лиственницы запрещены к ввозу в Финляндию из-за возможности нашествия насекомых. Также пиломатериалы из лиственницы, импортируемые в Финляндию, могут содержать кору из-за наличия насекомых.
23 11 3 МАТЕРИАЛЫ Для данного исследования древесина сибирской лиственницы из финского источника поступила из Пункахарью, Восточная Финляндия (61 81 с. ш., в.д.) с плантаций Финского научно-исследовательского института леса. Лес был посажен в 1924 году четырехлетними саженцами. Деревья были заготовлены в декабре 2005 г. и взяты два бревна, комель и среднее бревно, длиной 4,3 м. Образцы для диаметра, доли сердцевины и коры, а также для измерения годового прироста отбирали с высоты 4,5 м, т.е. над комлем бревна. Бревна из Пункахарью были распилены небольшой переносной циркулярной пилой на доски размером 50 мм х 150 мм (рис. 1). Большинство этих бревен были распилены методом X-log. Несколько бревен были распилены методом радиальной распиловки (рис. 2). Последний метод привел к различным размерам досок, в то время как отходы были сведены к минимуму. Радиальная распиловка требовала специальных мер при обработке деревянных половинок и четвертей, в то время как пила позаботилась об этом при распиловке X-бревен. В промышленных масштабах радиальная распиловка потребует специализированного производства. РИСУНОК 1. Распиловка финского тестового материала в Пункахарью В процессе распиловки особое внимание уделялось внутренним напряжениям древесины (рис. 3). Было замечено, что доски и планки некоторых бревен сразу после распиловки имели значительный изгиб или изгиб. Натяжения вызывали проблемы, особенно при радиальной распиловке. Полотно пилы легко застревало при пилении
24 12 через лог. Также были обнаружены большие смоляные карманы (рис. 3), особенно вблизи сердцевины. Эти смоляные карманы выглядели как трещины по всей длине досок. Таким образом, сердцевина содержала заметное количество смолы, что может вызвать проблемы как в процессе распиловки, так и в другой обработке древесины лиственницы. M M M M M РИСУНОК 2. Метод поперечного распила (слева) и метод радиального распила (справа), использованные при распиловке исследуемого материала на исследовательской станции Пункахарью. Буквами М на левом рисунке обозначены доски, для которых проводились замеры качества сушки (см. п. 4.5). Цифры указывают расстояние образца от сердцевины (см. пункт 4.2) РИСУНОК 3. Снятие напряжения роста в полосах и досках после распиловки (слева и посередине). Большие смоляные карманы в досках возле сердцевины (справа)
25 13 Древесина лиственницы сибирской из сибирского источника поступила из Усть-Илимска Иркутской области (58 15 с.ш., в.д.) (рис. 4). Деревья были заготовлены в октябре декабре 2005 года, а бревна распилены в Сибири в ноябре декабре на доски размером 50 мм х 150 мм. Доски были приобретены у Pariwood Oy из Париккала, Финляндия, поэтому более точной информации найти не удалось. РИСУНОК 4. Происхождение финского и сибирского тестового материала (карта из Commonwealth 2006) Для испытаний на сушку доски были нарезаны на подходящие длины для печей, используемых в этом исследовании (подробности см. в параграфах каждого метода). При раскрое образцов досок обращали внимание на то, чтобы от каждого бревна брать как можно более одинаковые доски для сушки разными способами, чтобы сделать возможным сравнение результатов сушки между методами и партиями. Высушенный материал был в основном из торцевых бревен. Общий объем исследуемого материала составил около 22 м³ (~11 м³ финского, ~11 м³ сибирского), что составляет 780 досок. Аналогичные образцы были взяты для сосны обыкновенной из Северной Финляндии (Пелло, Лапландия) и Южной Финляндии (Рантасалми, Южный Саволакс) и
26 14 их сравнивали с лиственницей. Количество образцов сосны обыкновенной с обоих участков составило 50. 4 МЕТОДЫ 4.1 Возраст деревьев, диаметр бревен и количество сердцевины и коры Возраст (а) лиственниц рассчитывали по годичным кольцам пня. Были измерены диаметры (мм) стволов, сердцевины и вторичной ксилемы. Количество сердцевины (%) и коры (%) рассчитывали также из дисков финского материала (n=20), снятых с бревен перед распиловкой с высоты 4,5 м от пня. Возраст, диаметр бревен и количество сердцевины и коры определяли для сосны так же, как и для лиственницы, и результаты для сосны сравнивали с результатами для лиственницы. 4.2 Годовой прирост деревьев и начальная влажность, базовая плотность и прочность древесины Величину годового прироста (мм) измеряли в соответствии с INSTA 142 (скандинавская визуальная прочность 19).97) не ближе 24 мм от сердцевины образцов, отобранных с высоты 4,5 м. Измерения плотности и начального содержания влаги проводились для всех досок (N=780), использованных в испытаниях на сушку. Образцы длиной 20 мм были взяты из досок длиной 4,3 м при их нарезке на подходящую длину для каждой печи. Измеряли точные размеры образцов и взвешивали их сразу после вырезания из сырых досок. После этого образцы высушивали при температуре 103 ± 2°С и взвешивали. Затем рассчитывали базовую плотность (кг/м 3 ) и исходное содержание влаги (% в пересчете на сухую массу). При измерении учитывалось расстояние образца от сердцевины; в сибирском материале, закупленном в виде пиломатериалов, расстояние определялось по кривой годичных колец и наличием
27 15 сердцевина, заболонь и кора. Использовалась следующая шкала: 1) доски, включая сердцевину, 2) доски из самой внутренней сердцевины, 3) доски из середины сердцевины и 4) доски, содержащие как сердцевину, так и заболонь (рис. 2). После анализа результатов сушки некоторые доски были распилены на образцы размером 20 мм х 20 мм х 400 мм без каких-либо дефектов. Эти образцы были стабилизированы (T = 20°C, RH = 65%) и испытаны на четырехточечный изгиб, измеряя изгиб от середины образца. Прочность на изгиб и модуль упругости (MOE) были испытаны в соответствии со стандартом EN 408, часть 10: Определение общего модуля упругости при изгибе. Тест проводился с коленом Shimadzu AG-100, серийный номер, с использованием компьютерной программы Trapezium2. 4.3 Методы и графики сушки Обычно и сибирский, и финский материал включались в один и тот же процесс, но несколько испытаний проводились с использованием древесины только одного происхождения одновременно. Контроль процесса осуществлялся в соответствии с финским испытательным материалом, когда оба материала сушились в одном и том же процессе. Сушка в высокотемпературной печи Для высокотемпературной сушки использовалась сушильная печь для высокотемпературной сушки производства Nardi, Италия (рис. 5). Устройство можно использовать для высокотемпературной сушки, обычной печной сушки и термической модификации. Использовалась программа управления технологическим процессом Wintek от Tekmawood Oy. В процессе сушки можно регулировать температуру древесины, температуру по сухому термометру, температуру по влажному термометру, величину давления (избыточное давление) и вентиляцию. Управление процессом основано на температуре древесины. Объем печи около 1 м³. Максимальная длина древесины, которую можно сушить в этой печи, составляет 1,85 м, но использовалась длина 1,7 м. Сверху груза использовались грузы весом 134 кг/м².
28 16 РИСУНОК 5. Высокотемпературная сушильная камера в Исследовательском центре YTI Все процессы высокотемпературной сушки включали стадии нагрева, сушки, охлаждения, кондиционирования и окончательного охлаждения. Нагрев производился в очень влажных условиях паром, чтобы предотвратить растрескивание поверхности. Дополнительный пар также использовался на ранних стадиях сушки, прежде чем пар был получен из самой древесины. После этапа сушки древесину охлаждали до С. Кондиционирование проводили путем пропаривания поверхности древесины до С. Наконец, древесину охлаждали до 40 С. Всего было проведено шесть испытаний на высокотемпературную сушку при температурах между С. исследование было начато при температуре 108 C. Цель состояла в том, чтобы начать с щадящего испытания на сушку, переходя к более эффективным. Разница температур между древесиной и воздухом, а также уровни температуры были повышены в более эффективных процессах, чтобы сократить время сушки. Информация о температуре режимов сушки представлена в таблице 3.
29 ТАБЛИЦА 3. Температура древесины и воздуха (С) на разных стадиях процессов высокотемпературной сушки. H5 и H6 были оптимизирующими тестами h2 h3 h4 h5 H5 и H6 17 T W T W T A T W T A T W T A T W T A Стадия предварительного нагрева Стадия нагрева/сушки Стадия охлаждения/кондиционирования/охлаждения Сушка в вакуумной печи Используемая лабораторная вакуумная печь HIGH VAC-BL 13 (рис. 6) производства Brunner-Hildebrand Gmbh, Германия, процесс контролируется по собственной программе производителя. Объем печи 0,6 м³. Печь нагревается электрически. Процессы сушки контролируются влажностью древесины, которая измеряется в 12 точках внутри древесины. Кроме того, измеряются температура древесины (два датчика) и климат в печи (давление воздуха, температура воздуха, относительная влажность воздуха) и рассчитывается равновесная влажность древесины. Сверху груза использовались грузы весом 154 кг/м².
30 18 РИСУНОК 6. Сушка в вакуумной печи в Исследовательском центре YTI В общей сложности было проведено шесть испытаний вакуумной сушки при температурах между C. Исследование было начато с температурных испытаний при 55 C, 65 C, 75 C и 85 C. Сушка силы были выбраны такими же, как лучшие в испытаниях на сушку в проекте Лиственница как сырье для столярного производства (Asikainen 2001). В каждом испытании на сушку проводили одну и ту же стадию нагрева при высокой относительной влажности воздуха для предотвращения растрескивания поверхности. После стадии сушки древесину кондиционировали в течение 24 часов до равновесной влажности 6,2%. На последней стадии процесса древесина охлаждалась до 40°С перед открытием печи (таблица 4). После испытаний уровня температуры был запланирован график сушки для оптимизации испытаний сушки V5 и V6. В V5 сушился только финский, а в V6 только сибирский материал.
31 ТАБЛИЦА 4. Температура воздуха и интенсивность сушки на разных стадиях процесса сушки в вакуумной печи. V5 и V6 были оптимизирующими тестами Стадия сушки V1 V2 V3 V4 V5 и V6 ЭМС (%) DF Температура сушки (C) Нагрев Сушка, > 70% % % % % % % % <10% Кондиционирование 24 часа Охлаждение 4 часа Коррекция коэффициент для измерения влажности 25 Целевое содержание влаги (%) 10 Целевой градиент влажности (%) Сушка в высокочастотной печи Используемая высокочастотная печь изготовлена компанией Yasujima Co., Япония (рис. 7). Эта печь может использоваться как для высокочастотной сушки, высокочастотной вакуумной сушки, так и для обычной вакуумной сушки. Печь поддерживает температуру до 120 C. Работа печи основана на высокочастотной энергии, которая нагревает древесину изнутри. Вместимость печи составляет около 3 4 м³. Управление процессом основано на электрических параметрах, испарении воды и температуре древесины. Температуру древесины измеряли одним датчиком температуры. Гидравлический цилиндр прижимал груз сверху максимально легким весом 550 кг/м².
32 20 РИСУНОК 7. Высокочастотная сушильная печь в Исследовательском центре YTI В общей сложности было проведено шесть испытаний высокочастотной вакуумной сушки с использованием электроэнергии мощностью от кВт/м 3 . Исследование было начато с процесса, использующего максимально возможную мощность высокой частоты, позволяющую температура древесины повышалась до 95°С. На основании результатов первого испытания на сушку (заметное внутреннее растрескивание и потемнение цвета) мощность и самые высокие уровни температуры были снижены для других испытаний. Последнее испытание было проведено с дополнительными электрическими металлическими пластинами между слоями древесины и гораздо более сильным прессом, чем пять предыдущих испытаний (примерно 2000 кг/м²). ТАБЛИЦА 5. Температуры древесины и высокочастотная информация R1 Стадия нагрева Этап 1 Этап 2 Пар Стадия 3 Этап 4 Пар Стадия 5 1,5 ч 4,5 ч 18,5 ч 20 ч 29.5 ч 42 ч 44 ч Вакуум (торр) RF вкл. (мин) RF выкл. (мин) IP EL END IP Мощность (кВтч/м³) T WOOD
33 ТАБЛИЦА 6. Информация о температуре древесины и высокой частоте в процессах высокочастотной сушки R2-R6 Стадия Параметра R2 R3 R4 R5 и R6 сушка Объем (м³) Предварительный вакуум Вакуум (торр) Нагрев Время пропаривания (ч) T пропаривания ( C) RF с пропариванием Да Да Да Нет/Да IP EL TAP Wood T установка ( C ) RF вкл. (мин) RF выкл. (мин) Мощность (кВт-ч/м³) Сушка Этап 1 Вакуум (торр) RF вкл. (мин) RF выкл. (мин) IP EL END IP Мощность (кВт-ч/м³) Температура древесины (C) Завершить Завершить Продолжить Продолжить Шаг 2 После 119h Через 138 часов Вакуум (Торр) RF on (мин) 1 2 RF off (мин) 2 4 IP EL END IP Мощность (кВтч/м³) Нагрев всегда производился в очень влажных условиях с пропариванием в течение нескольких часов, чтобы предотвратить растрескивание поверхности. Обычно высокая частота сочеталась с паром, чтобы нагреть древесину изнутри. На стадии сушки применялась высокая частота в циклах согласно таблицам 5 и 6. Уровень мощности, время цикла мощности и самая высокая температура менялись для каждого теста на сушку. Обычно стадия сушки состояла из одной или двух стадий. Стадии кондиционирования при высокочастотной сушке не было.
34 Сушка в обычной печи В качестве обычной печи лабораторного масштаба использовалась печь B 9400 COMP (рис. 8), изготовленная компанией Brunner Hildebrand Gmbh. Процессы контролируются собственной программой производителя. Объем печи м³. Печь обогревается электричеством (макс. 15 кВт), а влажность воздуха регулируется распылением холодной воды. И температура, и относительная влажность воздуха измеряются в двух точках. Процессы сушки контролируются влажностью древесины. Градиент влажности также принимается во внимание для обеспечения достаточного контроля. Это необходимо, когда разница между внутренней и поверхностной влажностью высока. Влажность измеряют в двенадцати точках, в шести на глубине 1/3 толщины доски и в шести от сердцевины доски. Измерения содержания влаги основаны на изменениях электропроводности, вызванных сушкой древесины. Влажность поверхности досок принимается на 12% больше, чем равновесная влажность печи. Скорость воздуха можно контролировать, регулируя скорость вращения электродвигателя с помощью преобразователя частоты, а поток воздуха можно направлять с помощью ручной заслонки. Изменение направления воздушного потока можно регулировать с точностью до часа. Графики сушки в обычной лабораторной печи Brunner составляются путем определения температуры и силы сушки для десяти интервалов влажности на этапе сушки, а климат для нагрева, кондиционирования и охлаждения определяется температурой и равновесным содержанием влаги. Запрограммированные графики сушки представлены в Таблице 7. Для минимизации деформаций при загрузке использовались грузы весом 154 кг/м².
35 23 РИСУНОК 8. Традиционная сушильная камера на факультете лесных наук Университета Йоэнсуу ТАБЛИЦА 7. Запрограммированные графики сушки для традиционной сушки Стадия сушки C1 C2 C3 C4 C1 4 C5 8 T ( C) EMC (%) DF T ( C) EMC (%) DF Нагрев Сушка, >70% % % % % % % % % <10% Кондиционирование Охлаждение Выключение вент. ( C) Поправочный коэффициент для измерения влажности в C в C8 Целевое содержание влаги (%) в C5-6 8 в C7-8 Целевой градиент влажности (%) 1 1 в C5 0,1 в C6-C8
36 Усадка при высыхании Измерения усадки при высыхании проводились для пяти различных процессов сушки: двух вакуумных сушек, двух высокочастотных сушек и одной высокотемпературной сушки. Усадку рассчитывали по разнице размеров до и после сушки и сравнивали с влажностью каждой доски. Размеры и влажность каждой доски измеряли как до, так и после сушки. а) б) в) РИСУНОК 9. Системы измерения размеров и влажности для измерения усадки при высыхании. a) Измерение толщины, b) ширины и c) содержания влаги Измерения размеров проводились с помощью двух измерительных систем линейного сканирования Inx System Seecon CCD, а измерения содержания влаги — с помощью емкостного встроенного влагомера FMI (Brookhuis 2007) (рис. 9).). Доски перемещались через измерительный блок с помощью конвейерной системы в продольном направлении. Система измеряет интенсивность отраженного от доски света и рассчитывает размеры доски на основе этих данных.
37 Одной доски делаются сотни отдельных кадров, когда она движется в поле зрения камеры. Толщина всегда измерялась от одного и того же края, а ширина от внутренней плоскости доски. 25 При измерении сухого пиломатериала деформации вызывали колебание досок на конвейере во время измерения. Также некоторые проблемы при измерении вызывали обесцвечивание и лед на поверхности зеленых досок. Из-за этих факторов некоторые результаты пришлось отфильтровать. 4.5 Качество сушки пиломатериалов После процессов были проведены измерения для выбранных досок, которые были произвольно помещены в сушильную загрузку. Некоторые измерения были проведены и для образцов, выпиленных из внутренней части бревен, но сравнение методов было проведено только для образцов, выпиленных из внешней части бревен (рис.