как их делают, заводы и линии, ГОСТ, как сделать их своими руками при помощи пленки или альтернативных методов
Ламинированная древесностружечная плита (ЛДСП) – это основной компонент для производства корпусной мебели, который достоверно имитирует натуральную древесину, но обходится во много раз дешевле.
Дешевизна обусловлена использованием отходов деревообработки — стружки.
Производство ЛДСП имеет несколько основных технологий.
Далее мы расскажем:
- что такое ЛДСП;
- чем производство ЛДСП отличается от производства ДСП;
- какие документы регламентируют качество ЛДСП в России;
- какое оборудование применяют для ламинирования;
- как изготавливают кромочную ленту;
- как ламинируют ДСП самостоятельно.
Содержание
- Что это такое?
- Как делают ЛДСП?
- Ламинирование
- Каширование
- Гладкое ламинирование
- Документы, регламентирующие качество
- Оборудование: завод и его составляющие
- Кромочная лента
- Видео по теме
- Вывод
Что это такое?
ЛДСП – это обычная древесностружечная плита, о которой мы рассказывали тут, облицованная декоративным покрытием.
Покрытие может быть, как одноцветным и гладким, так и разноцветным или имитирующим текстуру древесины.
Основные характеристики, такие как:
- прочность на изгиб;
- способность удерживать шуруп;
- плотность;
- классы влагостойкости;
- класс эмиссии формальдегида;
- горючесть
полностью соответствуют этим же характеристикам исходного материала.
Толщина ламинированного материала зависит от его назначения. Для изготовления корпусной мебели чаще всего берут ЛДСП толщиной 16 мм, однако крышки столов часто делают из плиты толщиной 25–38 мм.
ЛДСП для облицовки стен, пола и потолка изготавливают из ДСП толщиной 8–12 мм.
Ламинирующий слой с объемным рисунком увеличивает толщину древесно-стружечной плиты, ведь такой рисунок создают с помощью прессования основного слоя, продавливая на нем контуры рисунка.

Наружная пленка лишь повторяет контуры этого рисунка.
Как делают ЛДСП?
Для изготовления ЛДСП используют обычные шлифованные древесностружечные плиты, поэтому их выпускают на заводе по производству ДСП, подключив участок ламинирования.
Причем для покрытия исходного материала ламинирующей пленкой применяют 3 технологии:
- ламинирование;
- каширование;
- гладкое ламинирование.
Ламинирование
При ламинировании на основу наклеивают 1–2 слоя специально подготовленной бумаги, причем первый слой — основу — делают максимально толстым, чтобы в нем можно было продавить рисунок.
Толщина основы, в зависимости от глубины рисунка, может достигать 0,5–1 мм, толщина второго слоя составляет десятые, а то и сотые доли мм.
Поверх этих слоев укладывают еще один, изготовленный из прозрачной бумаги и смеси различных смол, которые при нагреве превращаются в прочную пленку, надежно защищающую декоративную поверхность.
На подготовленную поверхность ДСП укладывают основной слой и придавливают его горячим штампом с подходящим рисунком.
Температура поверхности штампа составляет 150–220 градусов, благодаря чему пропитывающая основной слой смола смешивается со смолой, склеивающей стружку в ДСП и, бумага становится неотделимой частью плиты.
Затем таким же образом наклеивают декоративный слой с подходящим рисунком и наружный слой, обеспечивающий защиту плиты от повреждений.
На некоторых предприятиях все слои покрытия сначала соединяют друг с другом, затем сушат и, только после этого крепят к ДСП.
При такой технологии покрытие делают в виде ленты. Рисунок на нем формируют с помощью цилиндра с установленной матрицей, аналогично формированию рисунка при кашировани.
Разница с кашированием в том, что ленту крепят без клея, прогревая пропитывающие бумагу смолы до расплавления и смешивания со смолой в ДСП.
Каширование
При кашировании сначала подготавливают облицовочный материал, для чего все слои укладывают по порядку и пропечатывают на них рисунок с помощью холодного пресса.
При этом незастывшая смола различных слоев смешивается, благодаря чему покрытие превращается в широкую и длинную ленту.
Если для печати рисунка применяют цилиндрический штамп, то возникает возможность делать ленты любой длины.
Многие небольшие предприятия, производящие ламинат с объемной текстурой, предпочитают не тратиться на дорогостоящее оборудование, необходимое для изготовления ленты, а покупать уже готовый материал.
Готовую ленту отправляют в сушилку, затем сматывают в рулоны, которые поставляют на участок каширования. Там облицовочный материал обрезают по размеру и укладывают на смазанную специальным клеем плиту, затем придавливают прессом и прогревают до тех пор, пока клей полностью не полимеризуется.
Благодаря этой технологии облицовка проходит быстрее, ведь не приходится прогревать каждый слой покрытия отдельно, поэтому предприятие может производить больше продукции.

Минус этой технологии в том, что приклеенная облицовка держится гораздо слабей, чем настоящее ламинирование.
Гладкое ламинирование
Эта технология сходна с кашированием, однако является полноценным ламинированием, ведь при нагреве смола покрытия и плиты смешиваются, образуя единый материал. Кроме того, на участке подготовки ленты нет пресса для создания рисунка.
Для создания гладкой поверхности достаточно уложить 2 слоя, нижний из которых будет сделан из бумаги, а верхний — из специальной пленки, которая при нагреве образует прочное и прозрачное покрытие.
Благодаря тому, что крупные производители ЛДСП постоянно ищут способы увеличения технологичности производства и снижения затрат, в этот процесс постоянно вносят различные изменения, суть которых производители держат втайне. Ведь любое улучшение качества ламинирующего покрытия, равно как и снижение затрат, делает их продукцию более конкурентоспособной.
Документы, регламентирующие качество
Основной документ, регламентирующий качество и характеристики ЛДСП в России – это ГОСТ Р 52078-2003, который вы сможете найти по этой ссылке.
Существует и международный стандарт EN 14322:2004, который во многом сходен с российским. Его вы можете найти здесь.
Эти стандарты отличаются от принятых в отношении ДСП только требованиями к ламинирующему покрытию. Во всем остальном они полностью идентичны.
Кроме того, существуют различные ТУ (технические условия), которые разрабатывают как производители ламинированных древесностружечных плит, так и производители мебели. В ТУ прописывают те требования, которые не вошли в общепринятые стандарты или по каким-то причинам выбиваются из них.
К примеру, в ТУ могут быть прописаны нестандартные размеры продукции, а также указан подробный состав клея, отличающийся от того, что предприятие использует при производстве обычного ДСП.
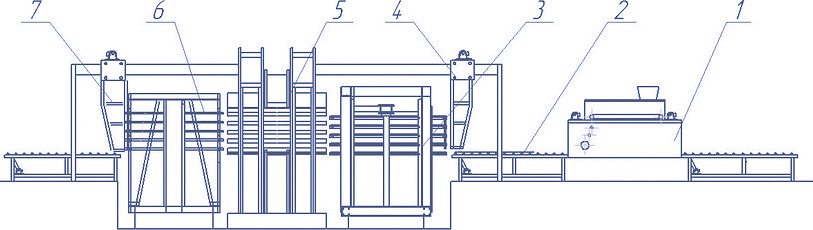
Оборудование: завод и его составляющие
В большинстве случаев для ламинирования ДСП используется многофункциональное устройство, которое называют ламинатор. Его основа –
Ламинатор может быть большим, способным обрабатывать листы максимального размера, а также средним или маленьким. Если установлен большой пресс, то после охлаждения ламинированный лист поступает на раскроечный станок, полностью аналогичный тому, что применяют при производстве ДСП.
Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Прессы среднего размера предназначены для ламинирования уже нарезанных плит, размер которых соответствует требованиям ГОСТ Р 52078-2003 и EN 14322:2004.
Малый пресс предназначен для ламинирования готовых деталей, например, входных и межкомнатных дверей или мебельных элементов. Поэтому предприятию следует выбирать ламинатор исходя из ассортимента продукции.
Кроме того, вместе с большим или средним ламинатором нередко используют линию по укладке ленты, которая также выполняет несколько функций:
- определяет качество подготовки поверхности ДСП к дальнейшей обработке;
- укладывает ленту на плиту и правильно ориентирует ее;
- обрезает излишки ленты.
На предприятиях, где установлены малые ламинаторы, эту операцию обычно выполняет специально подготовленный работник высокой квалификации, укладывающий и обрезающий ленту вручную. Чаще всего так поступают на мебельных фабриках, когда приходится изготавливать детали, которые по каким-то причинам нельзя вырезать из целого листа.
Похожим образом поступают и на крупных деревообрабатывающих цехах или производствах, изготавливающих не только мебель, но и различную столярную продукцию.
Ламинатор можно использовать не только для ламинирования, но и для обычного приклеивания, поэтому нет смысла тратиться на специальную линию.
Нередко среднюю и малую плиту после охлаждения подают на раскроечный станок, который отрезает 1–2 мм плиты, формируя ровную кромку. Такой станок оснащают дисковыми пилами большого диаметра с напайками из твердых сплавов или с алмазным напылением.
Перемещают плиты по всей линии с помощью ленточных транспортеров и вакуумных подъемников, причем все операции происходят в автоматическом режиме.
Стоимость оборудования зависит от многих факторов, поэтому большинство предприятий, выпускающих такие линии и отдельные станки, озвучивают цену только после предоставления заказчиком конкретных требований по конфигурации и производительности.
На Алиэкспресс и других площадках можно встретить отдельные устройства и целые линии с указанием примерной стоимости без учета доставки и монтажа.
Средний односторонний ламинатор для плит размером 1220*2440 мм можно приобрести за 100–200 тысяч долларов США, а линия подачи ламинирующей ленты шириной 60–120 см обойдется в 18–25 тысяч долларов США.
Кромочная лента
При изготовлении ЛДСП ламинируют только лицевую и обратную поверхности, а кромки остаются без покрытия. Поэтому предприятия, выпускающие ЛДСП, вместе с ней поставляют и кромочную ленту, которую используют для самостоятельного ламинирования торцов.
Цвет ленты полностью соответствует цвету плиты, поэтому после наклейки ленты вся плита становится одноцветной.
Ленту для кромления, то есть оклейки кромок, делают заметно тоньше, чем ту, что применяют при облицовке древесностружечных плит на производстве. Ведь в условиях мебельной мастерской невозможно создать настолько высокое давление и большинство мастеров обходится обычным утюгом, прогревая им уложенную на кромку ленту.
Как ламинировать ДСП самостоятельно?
Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Для этого хорошо подойдут различные виды декоративных пленок, которые продают в строительных магазинах.
Пленки бывают самоклеящимися и обычными.
Для нанесения самоклеящейся пленки с нее снимают тонкое защитное покрытие и укладывают на очищенный от грязи и пыли лист ДСП, затем прокатывают валиком, удаляя пузырьки воздуха.
Для нанесения обычной пленки применяют специальный клей, рекомендованный производителем пленки, затем выжидают 2–5 минут и аккуратно накладывают пленку, не допуская появления складок.
Такие способы позволяют наклеивать на ДСП лишь те рисунки, которые есть в магазине, поэтому можно использовать метод, который применяли во времена СССР, когда ЛДСП была в огромном дефиците.
На очищенную от пыли и грязи поверхность ДСП наносили тонкий слой грунтовки (ПВА, разбавленный водой в соотношении 5:1). Затем на листах альбомной бумаги делали желаемый рисунок и с обратной стороны грунтовали ПВА.
Через 2–4 дня, когда клей полностью застыл, листы с рисунком раскладывали на поверхности ДСП так, чтобы собрать рисунок воедино. Затем каждый лист прогревали с помощью утюга.
Если все листы были правильно уложены и прогреты, то после охлаждения они образовывали сплошной рисунок, полностью покрывавший всю поверхность плиты.
Однако сдвиг любого из листов приводил к нарушению рисунка и портил всю картину, поэтому для большей надежности старались достать не альбомную, а типографскую бумагу, которая превосходила плиту по размерам.
Готовый рисунок покрывали мебельным или паркетным лаком в 2–3 слоя и получали самодельный ламинат с невысокой прочностью покрытия, зато с необходимым рисунком.
Видео по теме
На этом видео можно увидеть работу завода по производству ЛДСП:
Вывод
Производство ЛДСП – это сложный процесс, включающий в себя много операций, поэтому для превращения обычных древесностружечных плит в ламинированные необходим участок с хорошим оборудованием.
Прочитав статью, вы узнали, как происходит процесс ламинирования и можно ли его сделать самостоятельно.
Технология производства корпусной мебели из ЛДСП
30.04.2019
Содержание
- Инструменты, оборудование
- Проектирование и выбор материалов
- Раскрой заготовок
- Обработка торцов деталей
- Выбор и установка фурнитуры
- Сборка корпусной мебели
Чтобы организовать с нуля мебельное производство, необходимо иметь чёткое представление о  Правильно организованное предприятие способно приносить стабильный доход своему владельцу в течение многих лет. Рассмотрим основные этапы техпроцесса изготовления корпусных мебельных изделий.
Правильно организованное предприятие способно приносить стабильный доход своему владельцу в течение многих лет. Рассмотрим основные этапы техпроцесса изготовления корпусных мебельных изделий.
Инструменты, оборудование
Даже небольшое предприятие, которое будет занято изготовлением единичных экземпляров мебели, не сможет обойтись исключительно ручным инструментом. Закупка оборудования, как правило, составляет основную долю затрат. Опытные специалисты-мебельщики считают, что для изготовления качественных изделий по всем правилам технологии производства корпусной мебели вам не обойтись без:
- форматно-раскроечного станка для раскроя элементов корпусной сборки;
- кромкооблицовочной установки для кромкования деталей из древесных плит;
- сверлильно-присадочного станка для сверления отверстий под крепёж;
- сушильной камеры для просушки пиломатериалов.
Кроме того, понадобится оборудование для обработки стекла: пескоструйная установка, приспособления для порезки и сверления листового стекла.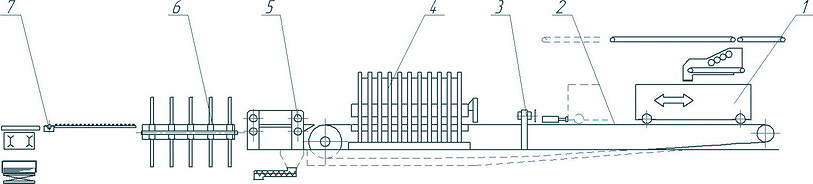 Не стоит забывать и о ручном инструменте, в число которого входят:
Не стоит забывать и о ручном инструменте, в число которого входят:
- шуруповёрт;
- шлифовальная машина;
- мебельный степлер;
- электролобзик;
- сапожные ножи для порезки тонких материалов;
- измерительный инструмент: рулетки от 2 до 5 м, стальные линейки и угольники;
- толстое шило-чертилка;
- резиновые и металлические молотки;
- струбцины для фиксации деталей с захватом не менее 100 мм;
- плоские и крестообразные отвёртки разной длины и толщины, шестигранные ключи для конфирматов, пассатижи, кусачки;
- фрезы, свёрла разных диаметров, в том числе сверло Форснела, диски для раскроечного станка;
- шлифовальные ленты разных классов абразивности.
В процессе дальнейшей работы обязательно выяснится потребность в пополнении парка оборудования и инструмента, соответствующего сложности и масштабам решаемых задач.
Проектирование корпусной мебели и выбор материалов
Для быстрой разработки проектов мебельных изделий используются специальные компьютерные программы. Сегодня не составляет труда выбрать подходящее ПО для изготовления мебели, так как рынок этих программных продуктов чрезвычайно обширен. Многие программы доступны в бесплатной версии, что позволяет сэкономить хотя бы на начальном этапе. Некоторые из них позволяют не только разрабатывать чертежи и визуализировать их в объёмном виде, но и рассчитывать смету проекта для разных материалов.
Сегодня не составляет труда выбрать подходящее ПО для изготовления мебели, так как рынок этих программных продуктов чрезвычайно обширен. Многие программы доступны в бесплатной версии, что позволяет сэкономить хотя бы на начальном этапе. Некоторые из них позволяют не только разрабатывать чертежи и визуализировать их в объёмном виде, но и рассчитывать смету проекта для разных материалов.
На этапе проектирования определяется внешний вид и функциональные элементы мебели, выбираются габаритные размеры изделия и материалы, из которых оно будет изготовлено. Исходя из проекта, подбираются фурнитура и крепёжные элементы, декор и вставки, прочие детали. Изготавливаются чертежи элементов изделия для раскроя, составляется технологическая карта сборки.
Раскрой заготовок
Современная мебель, как правило, изготавливается из древесных плит, поэтому важным этапом в её изготовлении является раскрой – процесс вырезания деталей из цельной плиты ДСП. Лучше всего это делать при помощи раскроечного станка, так как на нём порезка плиты будет выполнена с максимальной аккуратностью. Раскрой выполняется в соответствии с чертежом, лист ДСП предварительно размечают под размеры деталей. Криволинейные срезы выпиливают электролобзиком.
Раскрой выполняется в соответствии с чертежом, лист ДСП предварительно размечают под размеры деталей. Криволинейные срезы выпиливают электролобзиком.
Обработка торцов деталей
Наружные торцы деталей необходимо оклеить специальной кромочной лентой, которая закроет неэстетичный срез и послужит препятствием для попадания влаги внутрь ДСП. Оклейка выполняется на специальном кромкооблицовочном станке, где приклеивание происходит с нагревом, а значит, соблюдаются требования технологии изготовления корпусной мебели.
При отсутствии станка кромку прогревают утюгом или промышленным феном, однако о достойном качестве в этом случае говорить не приходится из-за неравномерности прогрева. На станке одновременно с приклеиванием выполняется подрезка кромки, если её ширина чересчур велика. При приклеивании утюгом обрезку выполняют вручную сапожным ножом, что иногда приводит к образованию заусенцев на кромке. Поэтому обязательным этапом приклеивания кромки является ошкуривание срезов мелкой наждачной бумагой до полной гладкости.
Выбор и установка фурнитуры
Выполняется разметка деталей для последующего сверления крепёжных отверстий, а затем и непосредственно сверление. При отмеривании расстояний необходима высокая точность, чтобы впоследствии, при сборке, не было перекосов. После разметки отверстия высверливают на сверлильном станке, который не позволяет заглублять сверло дальше требуемой глубины. Отверстия тщательно очищают от пыли и опилок.
Правильный выбор фурнитуры чрезвычайно важен при изготовлении мебели, ведь от него зависит функциональность изделия. Дверцы должны легко открываться и надёжно закрываться, ящики – выдвигаться без перекосов и застревания. Дизайн фурнитуры выбирают в соответствии с общим стилем мебели. Крепление элементов фурнитуры выполняют при помощи шуруповёрта.
Сборка корпусной мебели
В отличие от технологии изготовления мягкой мебели, включающей раскрой и шитьё обивки, корпусная мебель состоит только из твёрдых элементов, для сборки которых используются металлические крепёжные элементы и деревянные шканты. Важно, чтобы работники соблюдали установленный порядок соединения деталей. Вначале соединяют элементы каркаса, затем к ним крепят задние стенки, устанавливают зеркала и стеклянные вставки, проверяют правильность крепления фурнитуры. Затем выполняют установку выдвижных элементов – ящиков, выкатных полок и т.д.
Важно, чтобы работники соблюдали установленный порядок соединения деталей. Вначале соединяют элементы каркаса, затем к ним крепят задние стенки, устанавливают зеркала и стеклянные вставки, проверяют правильность крепления фурнитуры. Затем выполняют установку выдвижных элементов – ящиков, выкатных полок и т.д.
Соблюдение всех без исключения требований технологии производства корпусной мебели – залог качественной сборки. Заказчики обязательно оценят добротность и безукоризненный вид изделий, что в самом скором времени позитивно отразится на количестве заявок и росте прибыли мебельного предприятия.
Рассылка новостей от эксперта по увеличению продаж мебели
Прочитал и согласен на обработку персональных данных в соответствии с политикой конфиденциальности
Да, пожалуйста уведомляйте меня о новостях, событиях и предложениях ММКЦ
Производство ДСП: технология и оборудование
Производство ДСП – это выгодное дело. Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Содержание
- Сфера применения ДСП
- Способы производства
- Необходимое оборудование
- Стоимость готовой производственной линии
- Процесс изготовления ДСП
- Ламинированное ДСП
Сфера применения ДСП
Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Отлаженное производство ДСП способно принести значительную прибыль. На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
Способы производства
Процесс производства ДСП сводится к обработке посредством горячего прессования деревообрабатывающих отходов, предварительно подготовленных. В составе рабочей массы, помимо стружечной смести, присутствует и термореактивная смола с клеящими свойствами.
Исходным сырьем для будущих плит бывают щепки и опилки, а также прочие отходы бумажного и деревообрабатывающего производства. Достаточно смешать их со специальной смолой и уложить в форму. Там в условиях горячего пресса и температурного воздействия, смола проявит свои клеящие свойства.
Завершающим этапом технологического процесса является охлаждение готовых древесно-стружечных плит и их отделение от форм. Далее, их отправляют на шлифовку.
Схема производства ДСП
Необходимое оборудование
В производстве ДСП требуются определенные машины и агрегаты. Технологический процесс не обходится без следующего оборудования:
Технологический процесс не обходится без следующего оборудования:
Оборудование для производства ДСП
- смесители;
- формовочные агрегаты;
- горячий пресс;
- охладители;
- устройства для выравнивания боковин;
- шлифовальные машины.
Изначально в смесителях соединяются все компоненты для рабочей массы с учетом рекомендованных объемов. Дальнейшая напрессовка бумаги осуществляется уже агрегатами для формовки исходной смеси, в горячих прессах.
Указанный перечень является минимально необходимым для изготовления ДСП. Он касается производств, когда в работу поступает предварительно подготовленное сырье.
Когда процесс производства ДСП осуществляется с применением обычного сырья, возникнет необходимость в установке еще некоторых агрегатов. Обычно это строгальные и рубильные машины, мельницы или оборудование для раскройки.
Нередко руководители производства предпочитают дополнительно укомплектовать его дополнительными машинами, что позволяет значительно увеличить его эффективность и технологичность. В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
Стоимость готовой производственной линии
Итоговая стоимость комплекта оборудования для изготовления ДСП зависит от его производительности и некоторых других факторов. При небольшом выходе в пределах сотни готовых листов в день, придется вложить до 200 тыс. евро. Чем выше производительность – тем дороже обойдется комплект.
Еще один определяющий фактор цены на такое оборудование – это его изготовитель. Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.
Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.
Линия по производству ДСП
При составлении бизнес-плана по производству ДСП в больших объемах, измеряющихся тысячами кубических метров готовых изделий, необходимо предусмотреть расходы на:
- производственное оборудование соответствующей мощности и производительности;
- вспомогательные машины и агрегаты;
- установку приобретенного оборудования и его наладку;
- подготовку помещения с достаточной площадью, соответствующее действующим требованиям и санитарным производственным нормам для изготовления ДСП.
Процесс изготовления ДСП
Получают древесно-стружечные плиты с применением горячего пресса. В первоначальное сырье добавляется смола, обладающая специальными клеящими свойствами и некоторые другие добавки. Подготовленная масса разливается по формам, где в дальнейшем протекает процесс склеивания под воздействием внешних условий.
Основные этапы в процессе изготовления ДСП:
- подготовительный этап;
- формовка;
- прессование;
- обработка в соответствии с требуемыми размерами;
- шлифовка.
На начальном этапе в специализированных машинах смешиваются исходные составляющие рабочей смеси – деревообрабатывающие отходы и смола наряду с отвердителями и иными необходимыми компонентами. Важно строго соблюдать рекомендованные пропорции составляющих, чтобы готовый материал получил желаемые свойства.
Готовая масса подвергается формовке и опрессовке. Манипуляции осуществляются при воздействии высокой температуры.
Завершается технологический процесс удалением излишков с готовых листов посредством их обрезки с последующей шлифовкой на специальном оборудовании.
От правильности исполнения каждого из основных этапов процесса производства древесно-стружечных плит будет зависеть их конечное качество.
Ламинированное ДСП
Схема ламинирования ДСП
ЛДСП, более известный в качестве ламинированного ДСП, представляет собой стандартные древесно-стружечные плиты.
Единственное их отличие от традиционных листов состоит в том, что каждый лист имеет дополнительное покрытие. Этот ламинат несет преимущественно декоративную нагрузку.
В качестве ламината применяется специализированная пленка.
Преимущественно материал ЛДСП актуален для мебельных производств. А также его используют и в других отраслях современной промышленности.
Наряду с внешней красотой, указанный материал характеризуется некоторыми минусами. Не получится разделить готовую плиту на меньшие части в домашних условиях без применения специализированного оборудования. Ламинирующий слой легко откалывается, что делает края изделия неаккуратными.
Ламинированное ДСП
Сам процесс ламинирования – это специальная отделка готовых изделий. Операция предполагает дополнительный технологический этап в рамках производственного процесса – напрессовку специального покрытия. Эта пленка закрепляется по холодной либо по горячей методике. В первом случае нагрева поверхностей не предполагается. При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
Эта поверхность не предполагает дальнейших отделочных манипуляций.
Изготовление древесно-стружечных плит – это нужный, прибыльный и перспективный процесс при верной его первоначальной организации. Данный продукт всегда востребован на рынке строительных материалов.
Видео: Производство ДСП
Двери ЛДСП — технология изготовления, применение, безопасность и качество
Одним из ключевых элементов конструкции шкафа-купе являются раздвижные двери. Именно они определяют удобство в эксплуатации и эффектный дизайн данного вида мебели. Кроме того, затраты на раздвижные двери купе в значительной степени определяют стоимость готового шкафа. Среди многочисленных материалов, применяемых для изготовления дверей купе, одним из самых распространенных является ЛДСП. Этот популярный материал сочетает в себе хорошие эксплуатационные качества, отличный внешний вид и доступную стоимость. Это одно из лучших решений для изготовления доступных по цене и очень качественных шкафов-купе.
Именно они определяют удобство в эксплуатации и эффектный дизайн данного вида мебели. Кроме того, затраты на раздвижные двери купе в значительной степени определяют стоимость готового шкафа. Среди многочисленных материалов, применяемых для изготовления дверей купе, одним из самых распространенных является ЛДСП. Этот популярный материал сочетает в себе хорошие эксплуатационные качества, отличный внешний вид и доступную стоимость. Это одно из лучших решений для изготовления доступных по цене и очень качественных шкафов-купе.
Технология изготовления ЛДСП
Чтобы оценить свойства, которыми обладают двери из ЛДСП, необходимо, прежде всего, рассмотреть технологию изготовления этого материала. Древесно-стружечная плита выпускается с 40-х годов прошлого века. За эти годы технология ее изготовления претерпела целый ряд усовершенствований, что позволило создать по-настоящему эффективный, качественный и доступный по цене материал. Ламинированная древесно-стружечная плита является наиболее функциональной модификацией ДСП, которая широко применяется в производстве мебели, в том числе и в производстве шкафов-купе.
В качестве материала для производства ДСП используется древесная стружка, остающаяся в виде отходов деревообработки. При этом внутренний слой плиты заполняется крупной стружкой, а наружные слои – более мелкой. Это позволяет обеспечить более однородную и плотную структуру внешних слоев, за счет чего достигается их более высокая прочность.
Для формирования из стружки единой жесткой и прочной плиты в ее состав вводится специальная термоактивная смола. В результате этого в процессе производства при определенных температурных условиях создается цельная плита. Дополнительно в ее состав также вводятся специальные добавки, благодаря которым плита приобретает повышенную устойчивость к воздействию влаги, грибка и микроорганизмов.
ЛДСП представляет собой особую модификацию древесно-стружечной плиты, листы которой покрыты ламинирующей пленкой. Это придает материалу отличные декоративные характеристики, которые дают возможность использовать его в отделке помещений и производстве мебели. Так двери купе ЛДСП сегодня могут достоверно имитировать различные сорта натуральной древесины, в том числе особо ценные и дорогие породы, натуральную кожу и другие материалы. Соответственно, у производителей шкафов-купе появляется возможность использования самых разнообразных дизайнерских решений.
Так двери купе ЛДСП сегодня могут достоверно имитировать различные сорта натуральной древесины, в том числе особо ценные и дорогие породы, натуральную кожу и другие материалы. Соответственно, у производителей шкафов-купе появляется возможность использования самых разнообразных дизайнерских решений.
Ламинация древесно-стружечной плиты выполняется при помощи специальной пленки, которая изготавливается из окрашенной бумаги, пропитанной специальной меламиновой смолой. С наружным слоем плиты ламинат скрепляется специальными термоактивными клеевыми составами под прессом. В результате поверхность ЛДСП приобретает повышенную жесткость и влагостойкость. Это позволяет изготавливать надежные и долговечные раздвижные двери купе.
Применение ЛДСП для изготовления дверей купе
В производстве шкафов-купе используются высококачественные листы ЛДСП толщиной 10 миллиметров. Лист ЛДСП вставляется в раму из алюминиевых профилей, что позволяет изготавливать жесткие и надежные раздвижные двери купе. Необходимо отметить, что ламинированная древесно-стружечная плита может применяться не только в качестве самостоятельного материала, но и используется в виде вставок при изготовлении дверей с комбинированном наполнением. В данном случае возможно использование ЛДСП совместно с зеркалом, стеклом и многими другими материалами.
Необходимо отметить, что ламинированная древесно-стружечная плита может применяться не только в качестве самостоятельного материала, но и используется в виде вставок при изготовлении дверей с комбинированном наполнением. В данном случае возможно использование ЛДСП совместно с зеркалом, стеклом и многими другими материалами.
Двери из ЛДСП обладают отличными эстетическими качествами, характеризуются жесткостью и надежностью. Данный материал позволяет использовать различные решения в дизайне мебели, обеспечивая возможность создания шкафов, которые идеально подойдут к любому интерьеру. Благодаря свойствам плиты, двери купе ЛДСП могут сохранять свой внешний вид в течение многих лет, оставаясь при этом максимально простыми в уходе. Немаловажным плюсом материала является его выгодная цена. Это один из наиболее доступных вариантов изготовления раздвижных дверей для комплектации шкафа-купе.
Безопасность ЛДСП
Достаточно часто приходится сталкивать с мнением, что раздвижные двери купе, изготовленные из ЛДСП, могут быть опасными для здоровья. Это связано с тем, что в составе связующей смолы, используемой для производства древесно-стружечной плиты, содержится формальдегид. В процессе эксплуатации мебели он может выделяться в воздух, что создает угрозу для здоровья.
Это связано с тем, что в составе связующей смолы, используемой для производства древесно-стружечной плиты, содержится формальдегид. В процессе эксплуатации мебели он может выделяться в воздух, что создает угрозу для здоровья.
Такие опасения имеют под собой основания. Однако это характерно только для низкокачественных листов ЛДСП. По уровню выделения формальдегида древесно-стружечные плиты делятся на два класса эмиссии – E1 и E2. Высоким требованиям в отношении безопасности отвечает класс эмиссии E1. Древесно-стружечные плиты с таким классом эмиссии разрешаются к применению, в том числе, в детских садах и медицинских учреждениях. Необходимо отметить, что формальдегид содержится в составе различных природных материалов, в том числе и в древесине. При том уровень выделения формальдегида в ДСП класса E1 лишь немногим превышает уровень выделения натуральной древесины. Такое выделение является безопасным для здоровья человека.
Качество ЛДСП
В производстве шкафов-купе мы применяем только высококачественные листы ЛДСП. Это относится не только к безопасности для здоровья, но и к прочностным и эксплуатационным характеристикам материала. Используемые нами плиты ЛДСП от ведущих отечественных и зарубежных производителей рассчитаны на многолетнюю эксплуатацию. Они не боятся ударов и царапин, воздействия влаги и биологических факторов. Благодаря этому раздвижные двери купе в течение длительного срока сохраняют отличный внешний вид и высокую функциональность.
Это относится не только к безопасности для здоровья, но и к прочностным и эксплуатационным характеристикам материала. Используемые нами плиты ЛДСП от ведущих отечественных и зарубежных производителей рассчитаны на многолетнюю эксплуатацию. Они не боятся ударов и царапин, воздействия влаги и биологических факторов. Благодаря этому раздвижные двери купе в течение длительного срока сохраняют отличный внешний вид и высокую функциональность.
Завод ДСП с ламинацией (100000 м3 в год)
Производство плит ДСП 100 000 м3 в год состоит из пяти участков:
1. Участок I подготовки сырья
2. Участок II сушки сырья
3. Участок III клееподготовки и осмоления
4. Участок IV формирования и подпрессовки плит
5. Участок V горячего прессования плит
6. Участок VI форматирования готовой продукции
7. Участок VII контроль управления (PLC)
Технология производства ДСП 100 000 м3/год
Древесно-стружечная плита (ДСП, ДСтП) — листовой композиционный материал, изготовленный путем горячего прессования древесных частиц, преимущественно стружки, смешанных со связующим неминерального происхождения с введением при необходимости специальных добавок на одно- и многоэтажных прессах.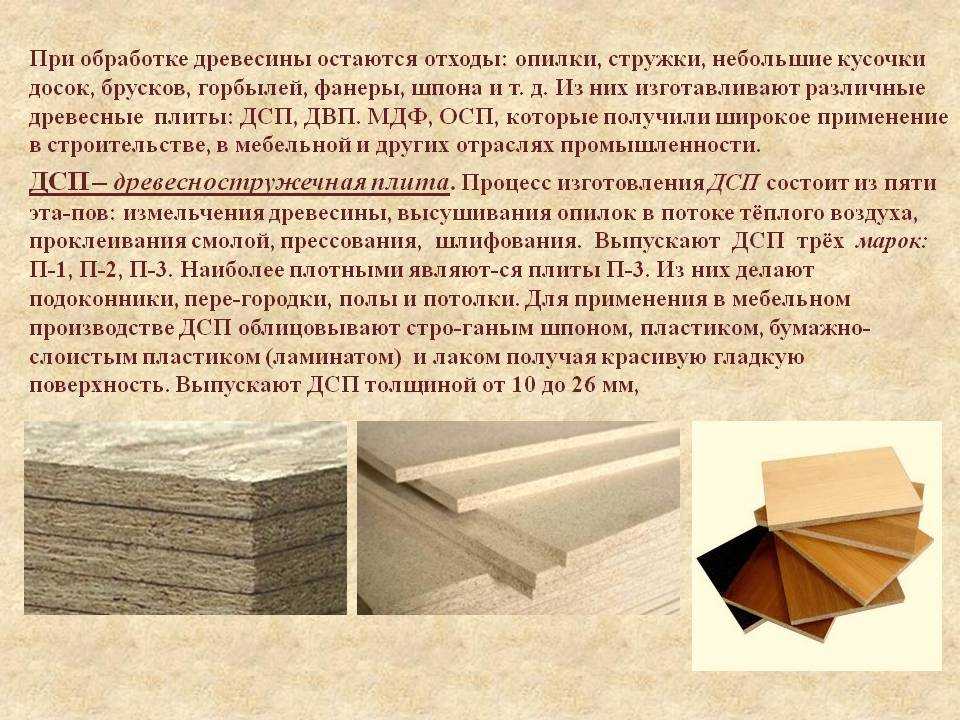 Типы смол могут использоваться разные, основное их назначение — выступить в роли связующего вещества. Плотность таких плит составляет 660-750 кг/м3 в зависимости от толщины. Класс эмиссии Е1 делает их крайне безвредными и позволяет использовать данную продукцию внутри помещений в непосредственной близости от людей. ДСП имеет определенные преимущества по сравнению с обычным деревом. У древесностружечных плит нет сучков, трещин и пустот. Плиты ДСП изготавливаются с учетом ГОСТа, требования к ним предъявляются очень высокие. Плиты ДСП должны быть легкими в обработке, при этом обладать высокой прочностью и быть достаточно жесткими. Еще одним достоинством этих плит в отличие от натурального дерева является однородность, она не зависит от направления слоев. Плиты ДСП хорошо поддаются механической обработке (пилению, строганию, сверлению, фрезерованию), легко склеиваются и красятся. По некоторым физико-механическим свойствам ДСП превосходят натуральную древесину. В частности, они меньше разбухают от влаги; менее горючи; при неравномерном изменении влажности не коробятся; ДСП обладают хорошими тепло- и звукоизоляционными свойствами; более биостойки.
Типы смол могут использоваться разные, основное их назначение — выступить в роли связующего вещества. Плотность таких плит составляет 660-750 кг/м3 в зависимости от толщины. Класс эмиссии Е1 делает их крайне безвредными и позволяет использовать данную продукцию внутри помещений в непосредственной близости от людей. ДСП имеет определенные преимущества по сравнению с обычным деревом. У древесностружечных плит нет сучков, трещин и пустот. Плиты ДСП изготавливаются с учетом ГОСТа, требования к ним предъявляются очень высокие. Плиты ДСП должны быть легкими в обработке, при этом обладать высокой прочностью и быть достаточно жесткими. Еще одним достоинством этих плит в отличие от натурального дерева является однородность, она не зависит от направления слоев. Плиты ДСП хорошо поддаются механической обработке (пилению, строганию, сверлению, фрезерованию), легко склеиваются и красятся. По некоторым физико-механическим свойствам ДСП превосходят натуральную древесину. В частности, они меньше разбухают от влаги; менее горючи; при неравномерном изменении влажности не коробятся; ДСП обладают хорошими тепло- и звукоизоляционными свойствами; более биостойки.
Внешне сорт ДСП можно опознать по качеству обработки поверхности плиты. Более качественный первый сорт — это шлифованная ДСП, поверхность второго сорта не столь безупречна и имеет некоторые дефекты. Кроме того, существует еще ряд различий в сортах древесностружечной плиты: поверхность мелкоструктурная или обычная, по виду марки П-А, П-Б (зависит от механических показателей), по водостойкости (обычная или повышенная), по содержанию формальдегидной смолы (Е1, Е2). Плиты ДСП, в основном, зависят от плотности, формы и размера древесных частиц, а также от количества и качества связующего материала. Различают плиты одно-, трех- и пятислойные. Не рекомендуется применять в помещениях с повышенной влажностью, в таких помещениях следует применять только гидрофобизованные или защищенные покрытиями плиты.
Ламинированное ДСП, это обыкновенное шлифованное ДСП, покрытое посредством физико-химического процесса бумажно-смоляными пленками. Процесс изготовления ЛДСП осуществляется под действием температуры (140-210 С) и давления (25-28 МПа). В результате этого процесса декоративно-защитный слой на плите ламинированного ДСП образуется за счет растекания смолы по поверхности плиты с последующим затвердеванием и образованием прочного покрытия. ЛДСП обеспечивает привлекательный внешний вид, хорошие потребительские качества и физико-механические свойства, не требует дальнейшей отделки и широко применяется для производства мебели.
В результате этого процесса декоративно-защитный слой на плите ламинированного ДСП образуется за счет растекания смолы по поверхности плиты с последующим затвердеванием и образованием прочного покрытия. ЛДСП обеспечивает привлекательный внешний вид, хорошие потребительские качества и физико-механические свойства, не требует дальнейшей отделки и широко применяется для производства мебели.
Одним из основных достоинств ДСП является прочность, которая у ДСП ни чуть не хуже прочности натуральной древесины. Ещё одним достоинством шлифованного ДСП является легкость обработки, несмотря на большую плотность.
Сферы применения ДСП:
— обшивка стен и крыш;
— изготовление стеновых панелей;
— изготовление полов, оснований под ковровые и линолеумные покрытия, перегородок;
— изготовление съемной опалубки;
— изготовление мебели, стеллажей, полок, упаковки;
— строительство ограждений и разборных конструкций;
— использование для декорирования и отделки, благодаря оригинальной текстуре поверхности.
Шлифованная ДСП Ламинированная ДСП (ЛДСП)
Плотность: по плотности ДСП делится на плиту малой плотности (менее 550 кг/м³), средней (550—750 кг/м³) и высокой (более 750 кг/м³).
Номинальные размеры плит:
| Параметр |
Значение, мм |
Предельное отклонение, мм |
|
Толщина |
От 8 до 38 |
±0,3* (для шлифованных плит) −0,3/ +1,7 (для нешлифованных плит) |
|
Длина |
1830, 2040, 2440, 2500, 2600, 2700, 2750, 2840, 3220 3500, 3600, 3660, 3690, 3750, 4100, 5200, 5500, 5680 |
± 5,0 |
|
Ширина |
1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 |
± 5,0 |
ДСП производство купить
рис. 1
1
Ведущим производителем и потребителем ДСП является Западная Европа, за которой следуют Северная Америка и Восточная Европа. В России объемы потребления на ДСП составляют около 4,0 млн. м3/год, а текущий объем производства — 3,6 млн. м3/год, импорт — 0,4 млн. м3/год. Крупным потребителем ДСП является Китай, но лишь небольшая часть китайского спроса (7-8%) удовлетворяется за счет международной торговли. ДСП – относительно дешевая продукция и потому практически не является объектом международной и трансконтинентальной торговли. Так, российские производители экспортируют лишь около 5% своей продукции в страны СНГ (см. рис. 2).
рис.2
В Западной Европе ожидается незначительный рост спроса на ДСП; в период до 2015 г. темпы прироста составят 1,1%/год. В России годовые темпы прироста спроса прогнозируются на уровне 5,2%, что означает около 270 000 м3/год в объемном выражении. Значительный рост спроса (3,7%/год) ожидается также в др. странах Восточной Европы. По расчетам, прирост потребления ДСП в Японии не превысит 0,9%/год. В Северной Америке в период 2004-2015 гг. ожидается сокращение спроса на уровне -1,2% /год. Наиболее динамичный рост будет происходить в Китае; здесь темпы прироста составят 8,3%/год, т.е. около 870 000 м3/год. Прирост мирового потребления ожидаются на уровне 2,6%/год. Экономический рост влечет за собой повышение уровня жизни, который сопровождается ростом спроса на мебель и реконструкцию жилья. Как следствие растущего спроса на рынке в ряде стран разрабатываются планы строительства заводов ДСП.
странах Восточной Европы. По расчетам, прирост потребления ДСП в Японии не превысит 0,9%/год. В Северной Америке в период 2004-2015 гг. ожидается сокращение спроса на уровне -1,2% /год. Наиболее динамичный рост будет происходить в Китае; здесь темпы прироста составят 8,3%/год, т.е. около 870 000 м3/год. Прирост мирового потребления ожидаются на уровне 2,6%/год. Экономический рост влечет за собой повышение уровня жизни, который сопровождается ростом спроса на мебель и реконструкцию жилья. Как следствие растущего спроса на рынке в ряде стран разрабатываются планы строительства заводов ДСП.
Баланс спроса и предложения на ДСП в России
Размеры плит должны соответствовать указанным в табл. 1. ГОСТ 10632-89
| Параметр |
Значение, мм |
Предельное отклонение, мм |
|
Толщина |
От 8 до 38 |
±0,3 |
|
Длина |
1830, 2040, 2440, 2500, 2600, 2700, 2750, 2840, 3220 3500, 3600, 3660, 3690, 3750, 4100, 5200, 5500, 5680 |
± 5,0 |
|
Ширина |
1220, 1250, 1500, 1750, 1800, 1830, 2135, 2440, 2500 |
± 5,0 |
Примечания:
1. Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5 мм.
Толщина нешлифованных плит устанавливается как сумма номинального значения толщины шлифованной плиты и припуска на шлифование, который не должен быть более 1,5 мм.
2. Допускается выпускать плит размерами меньше основных на 200 мм с градацией 25 мм, в количестве не более 5% от партии.
3. По согласованию с потребителем допускается выпускать плиты форматов, не установленных в табл. 1.
4. Отклонение от прямолинейности кромок не должно быть более 2 мм.
5. Отклонение от перпендикулярности кромок плит не должно быть более 2 мм на 1000 мм длины кромки.
6. Перпендикулярность кромок может определяться разностью длин диагоналей пластин, которая не должна быть более 0,2% длины плиты.
7. Плиты должны изготовляться с применением синтетических смол, разрешенных Минздравом.
8. Содержание вредных химических веществ, выделяемых плитами в производственных помещениях, не должно превышать предельно допустимых концентраций, утвержденных Минздравом для воздуха рабочей зоны производственных помещений.
9. В условиях эксплуатации количество химических веществ, выделяемых плитками, не должно превышать в окружающей среде предельно допустимых концентраций, утвержденных Минздравом для атмосферного воздуха.
Физико-механические показатели плит плотностью от 550 кг/м2 до 820 кг/м2 должны соответствовать нормам, указанным в табл. 2. ГОСТ 10632-89
| Наименование показателя | Норма для плит марок | |
|
П-А |
П-Б | |
|
Влажность, % Тн* Тв* Разбухание по толщине: за 24 ч (размер образцов 100Х100 мм), %, (Тв) за 2 ч (размер образцов 25Х25 мм), % (Тв)** Предел прочности при изгибе, МПа, для толщин,мм (Тн): от 8 до 12 » 13 » 19 » 20 » 30 Предел прочности при растяжении перпендикулярно пласти плиты, МПа, для толщин, мм (Тн): от 8 до 12 » 13 » 19 » 20 » 30 Удельное сопротивление выдергиванию шурупов, Н/мм (Тн)***: из пласти » кромки Покоробленность, мм (Тв) Шероховатость поверхности пласти Rm, мкм (Тв), для образцов а) с сухой поверхностью: от для шлифованных плит с обычной поверхностью от для шлифованных плит с мелкоструктурной поверхностью от для нешлифованных плит б) после 2 ч вымачивания***: для шлифованных плит с обычной поверхностью для шлифованных плит с мелкоструктурной поверхностью для нешлифованных плит |
5 22 18 0. 60 50 150 |
5 33 16 0.30 55 63 180 |
 35
35
* Тн и Тв — соответственно нижний и верхний пределы показателей.
** Для плит повышенной водостойкости.
*** Определяется по согласованию изготовителя с потребителем.
Качество поверхности плит должно соответствовать нормам, указанным в табл. 3. ГОСТ 10632-89
| Дефекты по ГОСТ 27935 |
Норма для плит |
|||
|
шлифованных, сортов: |
не шлифованных, сортов: |
|||
|
I |
II |
I |
II |
|
| Углубления (выступы) или царапины на пласти | Не допускаются | Допускаются на 1 м поверхности плиты не более двух углублений диаметром до 20 мм и глубиной до 0,3 мм или двух царапин длиной до 200 мм |
Допускаются на площади не более 5% поверхности плиты, глубиной (высотой), мм, не более: 0,5 | 0,8 |
|
|
Парафиновые и масляные пятна, а также пятна от связующего |
То же |
Допускаются на 1 м поверхности плиты пятна площадью не более 1 см в количестве 2 шт.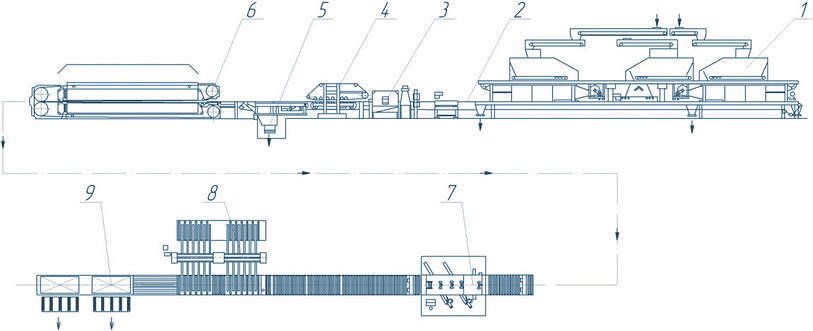 |
Допускаются на площади не более 2% поверхности плиты |
|
|
Пылесмоляные пятна |
» |
Допускаются на площади не более 2% поверхности плиты |
Допускаются |
|
|
Сколы кромок |
Не допускаются (единичные глубиной по пласти 3 мм и менее протяженностью покромке15 мм и менее не учитываются) |
Допускаются в пределах отклонений по длине (ширине) плиты | ||
|
Выкрашивание углов |
Не допускается (длиной по кромке 3 мм и менее не учитываются) |
Допускается в пределах отклонений по длине (ширине) плиты |
||
|
Дефекты шлифования(недошлифовка, прошлифовка, линейные следы от шлифования, волнистость поверхности) |
Не допускаются |
Допускаются площадью не более 10% площади каждой пласти |
Не определяют |
|
|
Отдельные включения частиц коры на пласти плиты размером, мм, не более |
3 |
10 |
3 |
10 |
|
Отдельные включения крупной стружки: для плит с мелкоструктурной поверхностью |
Допускаются в количестве 5 шт. |
|||
|
для плит с обычной поверхностью |
Не определяют |
|||
 на 1 м пласти плиты размером, мм: 10-15 16-35 10-15 16-35
на 1 м пласти плиты размером, мм: 10-15 16-35 10-15 16-35
Примечание.
Допускается для плит с обычной поверхностью не более 5 шт. отдельных включений частиц коры на 1 м пласти плиты размером, мм: для I сорта более 3 до 10; для II сорта — более 10 до 15.
В зависимости от содержания формальдегида плиты изготовляют двух классов эмиссии, указанных в табл. 4. ГОСТ 10632-89
|
Класс эмиссии формальдегида |
Содержание формальдегида, мг на 100 г абсолютно сухой плиты |
|
Е1 |
До 10 включ. |
|
Е2 |
Св. 10 до 30 включ. |
|
Е3 |
Св. 30 до 60 включ. |

| № | Модель | Наименование | Хар-ки | Кол-во (шт.) | Мощность (кВт) | Прим. | |
| I | Участок подготовки сырья | ||||||
| 100 | BYD10 | Дебаркер + транспортер | 2 вала | 2 | 32,0 |
|
|
|
101 |
BY1110/12 |
Конвейер ленточный |
ширина=1 м; длина=12 м |
2 |
4,0 |
||
|
102 |
B2114 |
Барабанная дробилка |
диаметр барабана Ø=1600 мм |
1 |
292,0 |
||
|
103 |
BZ1110/26 |
Конвейер ленточный |
ширина=1 м; длина=26 м |
1 |
5,5 |
||
|
104 |
MS-7 |
Магнитный сепаратор |
ширина=1 м |
1 |
3,0 |
||
|
105 |
BL2750 |
Бункер сырья (щепы) |
объем=50 м3 |
4 |
4×15,0 |
||
|
106 |
BZ1160/6 |
Ленточный конвейер |
ширина=0,6 м; длина=6 м |
3 |
3×2,2 |
||
|
107 |
B468 |
2-х барабанная дробилка для получения стружки |
диаметр барабана Ø=1200 мм |
2 |
2×300,0 |
||
|
108 |
MS5-54 |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
37,0 |
||
|
109 |
M32/22 |
Конвейер |
ширина=0,8 м; длина=22 м |
1 |
11,0 |
||
|
110 |
BL2655 |
Бункер |
объем=120 м3 |
1 |
1×45,0 |
||
| II |
Участок сушки сырья |
||||||
|
201 |
BY1160/16 |
Конвейер ленточный |
ширина=0,6 м; длина=16 м |
3 |
3×3,0 |
||
|
202 |
B239 |
Роторная сушка |
диаметр корпуса внешний Ø=2,9 м |
3 |
2×80,0 |
||
|
203 |
BY1160/6 |
Конвейер ленточный |
ширина=0,6м; длина=6 м |
3 |
3×2,2 |
||
|
204 |
BY1110/9 |
Конвейер ленточный |
ширина=1 м; длина=9 м, с магнитным сепаратором |
1 |
4,0 |
||
|
205 |
B1437 |
3-х уровневое вибросито |
6×30 мм, 3×15 мм |
1 |
4,0 |
||
|
206 |
MS5-54 No. |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
37,0 |
||
|
207 |
MS5-54 No.8 |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
45,0 |
||
|
208 |
BY1160/6 |
Конвейер ленточный |
ширина=0,6 м; длина=6 м |
1 |
2,2 |
||
|
209 |
B5616 |
Дробилка для получения сырья тонкой фракции |
диаметр барабана Ø=1800 мм |
2 |
220,0 |
||
|
210 |
MS5-54 No. |
Пневмотранспортер |
циклон с роторным клапаном для регулировки скорости потока |
1 |
17,2 |
||
|
211 |
BC2757 |
Бункер для внутреннего слоя |
объем=70 м3 |
1 |
9,0 |
||
|
212 |
BC2457 |
Бункер для внешних слоев |
объем=70 м3 |
1 |
9,0 |
||
|
213 |
— |
Система пылеудаления |
- |
1 |
Опция |
||
|
III | Участок клееподготовки и осмоления сырья | ||||||
|
301 |
- |
Емкость для хранения клея |
Объем=30 м3 |
2 |
Опция |
||
|
302 |
- |
Насосная установка для клея |
Расход=250 л/мин |
2 |
2,2 |
||
|
303 |
- |
Насос для подачи клея для внешних слоев |
Расход=0~60 л/мин |
2 |
1,5 |
||
|
304 |
- |
Насос для подачи клея для внутреннего слоя |
Расход=0~60 л/мин |
2 |
1,5 |
||
|
305 |
- |
Клеевой миксер |
Объем=2,0 м3 |
2 |
2,2 |
||
|
306 |
- |
Емкость с клеем для внешних слоев плиты |
Объем=2,0 м3 |
2 |
1,5 |
||
|
307 |
- |
Емкость с клеем для внутреннего слоя плиты |
Объем=2,0 м3 |
2 |
1,5 |
||
|
308 |
BР1160/3 |
Конвейер ленточный |
ширина=0,6 м; длина=16 м |
2 |
2×3,3 |
||
|
309 |
BP1250 |
Ротор осмоления стружки |
Ø=510 мм |
2 |
2х30,0 |
||
|
310 |
BB1160/22 |
Конвейер ленточный |
ширина=0,6 м, длина=22 м; с магнитным сепаратором |
2 |
2×4,0 |
||
|
IV |
Участок формирования и предварительного прессования ДСП плиты |
||||||
|
401 |
BF43 |
Формирующая машина |
рабочая ширина=1,83 м |
1 |
85,0 |
||
|
402 |
BZ8314/2 |
Предпресс |
диаметр ролика Ø=0,96м; длина=2 м |
1 |
33,0 |
||
|
403 |
B-1113 |
Диагональная пила |
пильный диск Ø=0,4м; рабочая ширина=1,3 м |
1 |
1,5+2,2 |
||
|
404 |
BB1250 |
Кромкообрезной станок |
пильный диск Ø=0,3м |
2 |
2х1,1 |
||
|
405 |
BW1232/3 |
Рециркуляционный шнековый конвейер |
ширина=0,3 м; длина=3 м |
1 |
3,0 |
||
|
406 |
BW1160/19 |
Рециркуляционный шнековый конвейер 2 |
ширина=0,6 м; длина=19 м |
1 |
4,0 |
||
|
407 |
Bh2015 |
Синхронный конвейер 1 |
ширина=2 м |
1 |
- |
||
|
408 |
BHZ1315 |
Конвейер ускоритель 1 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
||
|
409 |
BZh2315 |
Конвейер ускоритель 2 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
||
|
410 |
HS-2 |
Весы |
- |
1 |
- |
||
|
411 |
BZ1315 |
Конвейер ускоритель 1 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
||
|
412 |
BB1315 |
Конвейер ускоритель 2 |
рабочая ширина=2м; длина=4 м |
1 |
2,2 |
||
| V |
Зона горячего прессования |
||||||
|
501 |
BL-13 |
Загрузочный станок |
30 пролетов |
1 |
27,0 |
||
|
502 |
Bh224×13 |
Горячий пресс |
30 пролетов, расстояние между плитами =120 мм |
1 |
310,0 |
||
|
503 |
UB-13 |
Разгрузочный станок |
30 пролетов |
1 |
15,0 |
||
|
504 |
- |
Система удаления горячего пара и паров клея из зоны прессования |
- |
2 |
2х5,0 |
||
|
505 |
- |
Корпус системы удаления пара |
- |
1 |
Опция |
||
|
506 |
BN-354 |
Конвейер |
ширина=0,4 м, длина=3,6 м |
1 |
0,75 |
||
|
VI |
Зона форматирования плит ДСП |
||||||
|
601 |
B422 |
Подающий конвейер |
- |
1 |
1,1 |
||
|
602 |
B4230 |
Система охлаждения плит |
- |
1 |
5,0 |
||
|
603 |
BC423 |
Конвейер на выходе |
- |
1 |
1,1 |
||
|
604 |
BY3715 |
Подающий конвейер |
- |
1 |
1,1 |
||
|
605 |
B1112C |
Станок продольного форматирования |
рабочая ширина=1,83 м |
1 |
2х4+1,5 |
||
|
606 |
BY1122 |
Ленточный конвейер |
- |
1 |
1,1 |
||
|
607 |
BY3215 |
Конвейер реверсивный |
- |
1 |
1,1+3,0 |
||
|
608 |
B2124 |
Пильный станок поперечного форматирования |
рабочая ширина=2,44 м или 2,75 м |
1 |
2х4+1,1 |
||
|
609 |
BY3920 |
Разгрузочный роликовый конвейер |
- |
1 |
0,75 |
||
|
610 |
B4X8/2 |
Гидравлический стол |
Грузоподъемность ≤2 тонн; с роликами |
1 |
3,0 |
||
|
611 |
BV-1 |
Укладчик |
- |
1 |
- |
||
|
612 |
B-114 |
Подъемник с роликами |
- |
1 |
- |
||
|
613 |
- |
Система пылеудаления |
- |
1 |
Опция |
||
|
VII |
Зона шлифования ДСП и ламинирования ДСП |
||||||
|
701 |
BY114 |
Подъемник с роликами |
- |
2 |
2×1,5 |
||
|
702 |
B-116X8/2 |
Гидравлический стол |
грузоподъемность≤2 тонн |
2 |
2X1,5 |
||
|
703 |
BY-48 |
Подающий роликовый конвейер |
- |
1 |
1,5 |
||
|
704 |
BG2732 |
6-ти агрегатный калибровальный станок |
шлифование и калибрование плиты в размер |
1 |
561,75 |
||
|
705 |
B-12 |
Ленточный конвейер |
- |
1 |
1,5 |
||
|
706 |
- |
Разгрузочный укладчик плит |
- |
1 |
3,0 |
||
|
707 |
- |
Система загрузки ДСП |
- |
1 |
9,0 |
||
|
708 |
- |
Пресс для ламинации ДСП |
- |
1 |
45,0 |
||
|
709 |
- |
Система выгрузки плит |
- |
1 |
9,0 |
||
|
710 |
- |
Система пылеудаления |
- |
1 |
Опция |
||
|
VIII |
Панель управления |
||||||
 6
6
 5
5
Изготовление ламинированного ДСП 4х8 (1220х2440 мм) |
- |
Завод по изготовлению ДСП формат 6х9 (1875х2750 мм) |
Опция |
|
Производство ДСП лист формата 4х8 (1220*2440 мм) |
- |
Станок изготовление ДСП формат 6х9 (1875*2750 мм) |
- |
|
Пусконаладочные работы |
- |
|
Разработка индивидуального проекта |
- |
ИСКЛЮЧЕНИЯ ИЗ КОМПЛЕКТНОСТИ ПОСТАВКИ И ЛОКАЛЬНО ПРИОБРЕТАЕМЫЕ МАТЕРИАЛЫ. Станок изготовление ДСП.
Станок изготовление ДСП.
Здания/фундаменты/доставка/транспорт
- Полное производственное здание с отоплением, освещением и т.п.
- Все фундаменты, кладки, проведение коммуникаций в фундаментах и другие связанные с установкой строительные работы, крепежные элементы и приспособления, кабельные короба, крышки и проходы и т.п.
- Доставка, разгрузка и требующееся хранение оборудования, а также перевозка машин к месту установки.
- Кран, автокран/ специальные краны, грузоподъемники, подъемное снаряжение, инструменты для выгрузки, перемещение по заводу и сборки линии.
- Санитарно-гигиенические нормы для персонала.
Инструмент/аксессуары для работы на линии
- Защитные панели для пакетов исходных и готовых изделий.
- Сырьевой материал, необходимый для тестовых испытаний в достаточном количестве.
- Крановые системы, автопогрузчики, инструменты для работы на линии.

- Лабораторное оборудование.
- Все переходы и платформы, монтажные леса, включая поручни безопасности, лестницы, защитные ограждения, необходимые для предотвращения несчастных случаев на работе.
Система нагревания/гидравлика линии
- Масляное наполнение гидропривода пресса.
Сжатый воздух/удаляемый воздух/вода
- Воздушный компрессор со всеми линиями подачи к индивидуальным секциям линии сухого, сжатого воздуха.
- Выводящий агрегат, включая трубы подачи и возврата от индивидуальных секций прессовой линии.
- Вытяжной короб над прессом и другими компонентами линии.
Электрика/передача данных
- Распределительная панель и главная энергоподача к отдельным коммутаторным шкафам всей линии, а также электроуправление всеми компонентами линии локальной поставки.
- Заземление всей линии.
- Кабельные связи/кабельные шкафы и их установка/подготовка для подсоединения кабелей между главными шкафами выключателей и панелей управления линией и т.
 п.
п. - Программный модуль.
- Модем для онлайн-контроля программного потока в ЧПУ.
- Одна линия связи.
Устройства безопасности
- Все специальные системы безопасности, такие как запорные цепи т.п., требуемые местными властями.
- Все меры, требуемые местными властями, правилами по экологической безопасности, а также все требования по шуму, загрязнениям земли, воды, воздуха.
- Оборудование по пожарной безопасности.
- Возможно необходимые шумоизоляционные кабины для разделительных пил, обрезных агрегатов и т.п.
Противостояние технологий: чем российское производство мебели отличается от европейского
Теги: отечественные производители, мебель, Ангстрем, Олег Григорьев, импортные производители
В чем основное отличие, и почему российские потребители склонны покупать мебель импортного производства?
Недавний опрос, проведенный ФОМ на тему отечественных и импортных товаров, показал, что необходимо стремиться к замещению всех импортных товаров отечественными. Порядка 36% респондентов ответили, что это поможет «наладить собственное производство внутри страны». Категория мебели и текстиля не вошла в топ тех вещей, которые респонденты посчитали необходимым оставить российскому производителю.
Порядка 36% респондентов ответили, что это поможет «наладить собственное производство внутри страны». Категория мебели и текстиля не вошла в топ тех вещей, которые респонденты посчитали необходимым оставить российскому производителю.
35% опрошенных хочет приобретать мебель и текстиль от европейского производителя. О том, почему ситуация складывается именно таким образом, мы поговорили с главным конструктором мебельного холдинга «Ангстрем» Олегом Григорьевым.
Начнем с самого главного – в чем заключается технология производства и изготовления мебели. Ее можно разделить на две части: первая – это изготовление корпусной мебели на основе листовых материалов, это может быть МДФ, ДСП, то есть, своего рода полуфабрикатные материалы. А второй вариант – изготовление мебели из массива, фактически из дерева. Это два принципиально разных подхода к производству и процессу изготовления мебели.
Первый подход – формализованный, с точки зрения технологической цепочки более обкатанный. Мебель базируется на трех китах: раскрой, кромление (но эта операция применяется не всегда) и присадка. Раскрой – технологическая операция распиловки листа на заготовки, кромление – нанесение торцевых кромочных материалов: меламин, ПВХ, ABS различных толщин, чаще в пределах от 0,4 до 2мм и присадка – операция, производимая на многошпиндельных ручных и ЧПУ-центрах, результатом является сверление торцевых отверстий и в пласти, фрезерование пазов.
Мебель базируется на трех китах: раскрой, кромление (но эта операция применяется не всегда) и присадка. Раскрой – технологическая операция распиловки листа на заготовки, кромление – нанесение торцевых кромочных материалов: меламин, ПВХ, ABS различных толщин, чаще в пределах от 0,4 до 2мм и присадка – операция, производимая на многошпиндельных ручных и ЧПУ-центрах, результатом является сверление торцевых отверстий и в пласти, фрезерование пазов.
Мебель из массива требует более сложного процесса производства и является дорогостоящей, ее даже можно приравнять к уникальной, эксклюзивной мебели. Все дело в том, что массив – это древесина, и она требует тщательной обработки. Либо это собственная лесозаготовка, сруб идет сразу и далее уже проходят все технологические операции вплоть до создания столярного щита, из которого производится корпус, фасад мебели и т.д. Либо работаем с готовыми полуфабрикатами, высушенными в определенных условиях, из которых в дальнейшем создается мебель.
Здесь же есть еще один момент – отделка. Если мебель из массива, то она будет отделываться и внутри, и снаружи. При этом мебель может отделываться как в сборе, так и подетально, то есть каждая деталь отдельно может быть прокрашена, покрыта лаком, отполирована, отшлифована и по итогу собрана с остальными деталями в узел.
Если мебель из массива, то она будет отделываться и внутри, и снаружи. При этом мебель может отделываться как в сборе, так и подетально, то есть каждая деталь отдельно может быть прокрашена, покрыта лаком, отполирована, отшлифована и по итогу собрана с остальными деталями в узел.
Например, в нашей компании применяется описанных выше технологий: использование ЛДСП и МДФ, как основных материалов, а также инкрустация деталей из массива от шлифовки досок, полученных из леса, до создания полноценных предметов мебели.
Теперь, когда мы знаем, как происходит процесс создания мебели у российских производителей, можем поговорить о том, чем наша технология изготовления отличается от европейской. Во-первых, это шаблонность, а точнее — ее отсутствие.
Если порассуждать и уйти в историю, – что было у нас в России?
Была изба, а в ней печь, которая являлась и кроватью, и лавкой, иногда и небольшим столом. Фактически, все было сделано на уровне печи, то есть мебели как таковой у нас не было раньше. И вот именно отсюда, скажем так, корни нашего ментального отличия от европейцев. Когда мы имели лавку и печку, у них уже были кухонные гарнитуры и прочие элементы интерьера.
И вот именно отсюда, скажем так, корни нашего ментального отличия от европейцев. Когда мы имели лавку и печку, у них уже были кухонные гарнитуры и прочие элементы интерьера.
Во-первых, к огромному сожалению, сейчас нет российских компаний по созданию собственных деревообрабатывающих станков, которые были бы известны всему миру. У нас нет брендов, которые делают полуфабрикаты, материалы, фурнитуру. Российская технология сейчас полностью базируется на европейской, чаще всего немецкой и итальянской, а также китайской – мы все берем из этих технологических источников.
Во-вторых, материалы также поставляются из Европы. Безусловно, у нас есть заводы, которые делают плиты, но, тем не менее, если взять отделку плит (непосредственно бумагу или «карту», как ее называют итальянцы), то главенствующую роль занимают европейцы, производящие бумагу для наших заводов, которые уже здесь производят ЛДСП – то есть у нас есть определенная технологическая зависимость.
В России есть много небольших компаний, производящих мебельную фурнитуру, но о них знает только узкий круг специалистов в области закупок. Даже если посмотреть выставку Interzum, которая проходит раз в два года в Кельне, там мы не встретим ни одного из наших отечественных брендов из любой сферы мебельного рынка. В итоге получается, что наши технологические подходы зависимы от европейцев, и мы работаем как бы шаблонно, поскольку не можем, например, взять и поменять что-то у себя в технологической цепочке. В то время, как европейцы очень легко и гибко могут изменить подход.
Даже если посмотреть выставку Interzum, которая проходит раз в два года в Кельне, там мы не встретим ни одного из наших отечественных брендов из любой сферы мебельного рынка. В итоге получается, что наши технологические подходы зависимы от европейцев, и мы работаем как бы шаблонно, поскольку не можем, например, взять и поменять что-то у себя в технологической цепочке. В то время, как европейцы очень легко и гибко могут изменить подход.
Читайте также: От А до Я: Создание мебельной коллекции
Яркий пример европейского подхода – Фабрика в Италии, которая делает классическую мебель, межкомнатные двери в едином стиле и имеет довольно много сложных отделочных технологий. Одна из которых – технология нанесения патины. (прим. патина – это искусственно созданная грязь). Владелец компании рассказал, что грязь он берет с поля, которое находится вблизи производства. Такая уникальность присуща некоторым европейским производителям – они настолько живут своим продуктом, что для его создания используют свои уникальные местные природные богатства.![]() У нас такое редко встретишь.
У нас такое редко встретишь.
Или вот еще известная история. Один из хозяев крупной мебельной компании решил прогуляться – он увлекался охотой и походами, и нашел на болоте доски. Буквально на следующий день эти доски привезли с болота и высушили. Оказалось, что материал был червивый. Итальянец не растерялся и создал из этих досок уникальную коллекцию мебели, в которой черви оставили свои проходы – буквально дизайн, созданный природой. Здесь решающую роль сыграло также и позиционирование – на рынке коллекция была представлена как мебель из истинно старого дерева, то есть ценность продукта была очень высока.
Что же касается российского производства, то наш взлет случился после 2014-2015гг., когда начались санкции. Тогда мы начали переориентироваться на собственные производства и сделали акцент на создание российских комплектующих. Когда началась фаза импортозамещения, часть логистической цепочки Россия взяла на себя – мы на тот момент занимались реализацией части полуфабрикатов, которые шли из Европы. Затем мы придумали элементарные технологии отделки, которые, тем не менее, облагораживали внешний вид мебели и существенно повышали стоимость изделия.
Затем мы придумали элементарные технологии отделки, которые, тем не менее, облагораживали внешний вид мебели и существенно повышали стоимость изделия.
Российская мебельная индустрия всегда стремилась к формализации работы с точки зрения процессов, в отдельных процессах создания новых продуктов действовала по определенной схеме. А вот европейцы меняют направления с разницей в несколько часов, но именно такой подход позволяет им посмотреть на общую стратегию с разных позиций, чтобы выбрать лучший результат.
Олег Григорьев,
главный конструктор мебельного холдинга «Ангстрем»
для New Retail
Передовая технология — SicoCam с SICK AppSpace
Дорогостоящее ручное измерение необработанной древесно-стружечной плиты осталось в прошлом. Встроенная система измерения плит SicoCam от Siempelkamp Logistics & Service теперь измеряет деревянные композитные плиты в непрерывном цикле. Он включает в себя четыре программируемые высокопроизводительные камеры InspectorP65x от SICK и SICK AppSpace. Они предоставляют измеренные значения для расчета размера доски и регулировки пил. Это повышает качество производимых плат, снижает количество брака и повышает производительность. Кроме того, повышается безопасность на рабочем месте.
Они предоставляют измеренные значения для расчета размера доски и регулировки пил. Это повышает качество производимых плат, снижает количество брака и повышает производительность. Кроме того, повышается безопасность на рабочем месте.
Ежегодно на заводе по производству ДСП Fritz Egger GmbH & Co. ДСП. Этого достаточно, чтобы покрыть половину земной окружности, если их выстроить в линию. ДСП компании поставляется на промышленные предприятия и в специализированные магазины. В списке клиентов Egger есть все известные австрийские производители мебели. Необработанные доски изготавливаются путем прессования прядей доски с последующим выполнением необходимых надрезов многоугольными пилами. Как правило, за этими шагами следует измерение отдельных досок, чтобы исправить любые возможные отклонения в размерах. До сих пор эту задачу приходилось выполнять вручную, удаляя «приемлемые платы» с производственной линии или измеряя платы на заводе, например, в звездообразном охладителе.
Необходимо решение для обеспечения безопасности, достигнута более высокая степень автоматизации
Долгое время Зимпелькамп (инженер и установщик оборудования) и Эггер хотели найти техническое решение, которое устранило бы серьезные недостатки в области безопасности, присущие существующему подходу. «Существующее техническое решение для измерения досок после многоугольной пилы не соответствовало новейшим технологиям», — говорит д-р Франк Отто, руководитель проекта Siempelkamp Logistics & Service GmbH, о первоначальной ситуации, с которой столкнулись обе компании. . «Что еще хуже, многодиагональная пила в наших высокопроизводительных системах выполняет большую часть распила в тандемном, тройном или четверном режиме, другими словами, с двумя или более пилами. В сочетании с ручной коррекцией параметров резки при обнаружении отклонений в размерах процесс ручного измерения доски оказался слишком сложным и слишком длительным для наших клиентов, не говоря уже о связанных с этим недостатках безопасности».
Раньше отдельные доски проверялись вручную с помощью рулетки и перемещались в стопку брака. Если обнаруживались отклонения в измеренных значениях, оператор на пиле должен был ввести и подтвердить необходимые параметры коррекции. К этому времени на завод уже должны были попасть несколько досок с неправильными размерами. Как только пила была отрегулирована, оператору приходилось вручную снимать другую доску и измерять ее, чтобы определить, были ли достигнуты желаемые результаты. Если доска не соответствовала спецификациям, оператору приходилось заново настраивать пилу. Этот процесс может занять от пятнадцати минут до получаса.
«Теперь, когда система измерения досок находится внутри станка, пила может быть откорректирована сразу же после обнаружения каких-либо отклонений в размерах», — отмечает Мартин Хинтерхофер, технический директор Fritz Egger GmbH & Co. OG. «Благодаря новой системе мы также можем быстро реагировать на изменения процессов, чтобы стабилизировать наши процессы и обеспечить постоянное качество конечного продукта».
Измерение геометрии плиты
В производстве древесно-стружечных плит линия формовки и прессования представляет собой наиболее ответственную системную единицу всего предприятия. Являясь центральным элементом завода, он играет важную роль в определении производительности завода и качества продукции. По этой причине выход машин, расположенных ниже по потоку, должен быть согласован с линией, что поможет избежать узких мест. Например, система измерения геометрии доски в идеале должна располагаться на линии и, по возможности, после пилы. Встроенная система измерения досок SicoCam от Siempelkamp измеряет длину и ширину доски, а также вычисляет диагонали и углы в четырех углах доски. Это позволяет оптимизировать обрезку и поперечную резку и помогает свести к минимуму количество отходов.
Siempelkamp добавляет (еще одну) вишенку сверху
После обрезки по длине бесконечной пряди отдельные доски измеряются на конвейерной дорожке по мере их прохождения через систему. Над этой дорожкой четыре программируемые 2D-камеры Inspector65x установлены на портале, причем камеры установлены на подвижных салазках, расположенных в задней части прохода по направлению движения транспорта. С помощью салазок система камер настраивается на различную длину доски. Точность настройки находится на шкале 0,01 миллиметра. Небольшой фотоэлектрический датчик W12-2 Laser обеспечивает фронтальное обнаружение и активирует функцию захвата (запускает камеры). «У нас есть конвейерная лента или роликовый конвейер; портал SicoCam расположен над ним, и плата измеряется в том виде, в котором она поставляется», — отмечает д-р Франк Отто, описывая конструкцию. «Никакой механической связи с существующим заводом нет. Он полностью отделен, и нам не нужно вносить какие-либо модификации в существующее оборудование, включая функциональные модификации или замедление досок». «Все это можно сделать во время нормальной работы с кратковременной остановкой, так как нам просто нужно расположить систему над конвейером», — говорит Матиас Кёль, руководитель производства древесно-стружечных плит Fritz Egger GmbH & Co.
Над этой дорожкой четыре программируемые 2D-камеры Inspector65x установлены на портале, причем камеры установлены на подвижных салазках, расположенных в задней части прохода по направлению движения транспорта. С помощью салазок система камер настраивается на различную длину доски. Точность настройки находится на шкале 0,01 миллиметра. Небольшой фотоэлектрический датчик W12-2 Laser обеспечивает фронтальное обнаружение и активирует функцию захвата (запускает камеры). «У нас есть конвейерная лента или роликовый конвейер; портал SicoCam расположен над ним, и плата измеряется в том виде, в котором она поставляется», — отмечает д-р Франк Отто, описывая конструкцию. «Никакой механической связи с существующим заводом нет. Он полностью отделен, и нам не нужно вносить какие-либо модификации в существующее оборудование, включая функциональные модификации или замедление досок». «Все это можно сделать во время нормальной работы с кратковременной остановкой, так как нам просто нужно расположить систему над конвейером», — говорит Матиас Кёль, руководитель производства древесно-стружечных плит Fritz Egger GmbH & Co. OG.
OG.
SICK AppSpace: свобода разработки специализированных приложений
В оптоэлектронике, особенно в области обработки изображений, конфигурируемые продукты часто доводятся до предела своих возможностей, когда реализация определенных функций или рабочих характеристик имеет решающее значение. Благодаря экосистеме SICK AppSpace компания SICK предлагает системным интеграторам и производителям оригинального оборудования новую свободу для разработки настраиваемых приложений и пользовательских интерфейсов на основе программируемых камер и оптических датчиков. Измерение геометрии доски требует компенсации высоты при скорости транспортировки доски до четырех метров в секунду. «Планка натягивается, когда выходит из-под пресса, и иногда немного выгибается вниз или вверх. Это нужно учитывать. Единственный способ компенсировать это — разместить лазеры на каждом углу доски и соответствующим образом запрограммировать приложение», — говорит Маркус Гропп, глава филиала Siempelkamp Logistics & Service GmbH, описывая трудности, с которыми пришлось столкнуться в этом процессе.
«Вся система состоит не только из четырех камер, которые просто обнаруживают край. Это может сделать каждый», – добавляет доктор Франк Отто из Siempelkamp. «Здесь гораздо больше ноу-хау». «Сердцем системы является ее программное обеспечение. Несмотря на это, оборудование по-прежнему должно соответствовать определенным требованиям. Не каждая камера способна обеспечить производительность, чувствительность и короткую выдержку, необходимые для этой задачи. Теперь у нас есть возможность измерять доски, движущиеся со скоростью до четырех метров в секунду. Когда дело доходит до времени экспозиции, нам нужно работать в микросекундном диапазоне. И здесь камера работает очень хорошо вместе со всеми технологиями затвора, так что мы получаем чрезвычайно четкие изображения, несмотря на высокую скорость», — с энтузиазмом отмечает д-р Франк Отто, Зимпелькамп.
Отчеты о мировом и китайском рынке древесно-стружечных плит (ДСП)
ДАЛЛАС, 9 апреля 2014 г. /PRNewswire/ —
/PRNewswire/ —
ReportsnReports.com предлагает отчет об исследовании рынка мировой и китайской промышленности древесно-стружечных плит (ДСП), 2009–2019 гг., China Particle Отчет о профилях компаний по производству картона за 2012 г. и Россия: анализ рынка ДСП (DSP) и прогноз на 2017 г. исследовательские отчеты в своем магазине.
Отчет об исследовании рынка мировой и китайской промышленности ДСП, 2009 г.-2019 , доступно на ReportsnReports.com по адресу http://www.reportsnreports.com/reports/280106-market-research-report-on-global-and-chinese-particleboard-chipboard-industry-2009-2019.html, является профессиональным и всесторонним исследованием рынка на мировом и китайском рынках ДСП (ДСП). В отчете сначала рассматривается основная информация о ДСП (ДСП), включая его классификацию, применение и технологию производства; Затем в отчете рассматриваются ведущие мировые и китайские производители древесно-стружечных плит (ДСП), в которых указываются их спецификации, мощности, стоимость производства, доля рынка и т. Д .; В отчете проводится дальнейший количественный анализ 2009 г.-2014 г. мировой и общий рынок Китая ДСП (ДСП) путем расчета основных экономических параметров каждой компании; Данные о разбивке рынка ДСП (ДСП) представлены по компаниям, странам и приложениям; В отчете также оценивается развитие рынка ДСП (ДСП) в 2014–2019 годах. Затем в отчете анализируются исходное сырье, последующие клиенты и текущая динамика рынка ДСП (ДСП). В конце в отчете делается несколько предложений по новому проекту отрасли ДСП и новому проекту отрасли ДСП, прежде чем оценивать его возможности. В целом, отчет дает углубленное представление о 2009 г.-2014 глобальная и китайская индустрия древесно-стружечных плит (ДСП), охватывающая все важные параметры.
Д .; В отчете проводится дальнейший количественный анализ 2009 г.-2014 г. мировой и общий рынок Китая ДСП (ДСП) путем расчета основных экономических параметров каждой компании; Данные о разбивке рынка ДСП (ДСП) представлены по компаниям, странам и приложениям; В отчете также оценивается развитие рынка ДСП (ДСП) в 2014–2019 годах. Затем в отчете анализируются исходное сырье, последующие клиенты и текущая динамика рынка ДСП (ДСП). В конце в отчете делается несколько предложений по новому проекту отрасли ДСП и новому проекту отрасли ДСП, прежде чем оценивать его возможности. В целом, отчет дает углубленное представление о 2009 г.-2014 глобальная и китайская индустрия древесно-стружечных плит (ДСП), охватывающая все важные параметры.
Компании, представленные в этом обзоре рынка стружечных плит, включают Fletcher Building, Kronospan, Kronostar, Tafisa Canada, Wilsonart, Sonae Indústria и еще 4. Закажите копию этого отчета по адресу http://www.reportsnreports.com/Purchase.aspx?name=280106 .
Китайская промышленность по производству древесно-стружечных плит Отчет о списке профилей 2012 — это последняя коллекция китайских компаний-производителей древесностружечных плит с годовым доходом более 5 миллионов долларов США. Элементы данных для каждой компании в отчете содержат балансовую единицу, название компании, основную сферу деятельности, законного представителя, адрес, номер телефона, код города, национальный налоговый номер, местный налоговый номер, тип регистрации, долю участия, установленную дату, количество сотрудники, годовой доход, годовая прибыль, годовой объем производства, годовая стоимость продукта, годовая стоимость экспорта, оплаченный капитал, рейтинг по выручке. Читатели могут получить множество преимуществ от отчета, таких как поиск клиентов, проверка и оценка деловых партнеров, анализ отрасли, позиционирование на рынке и т. д. Отчет можно использовать для получения сведений о бизнес-фактах компании, KPI, рейтинге, прибыли, активах, а также конкурентных преимуществах. ландшафт, географическое размещение отрасли. Полный отчет доступен по адресу http://www.reportsnreports.com/reports/219.159-Китай-ДСП-производство-промышленность-компания-профиль-список-отчет-2012.html .
ландшафт, географическое размещение отрасли. Полный отчет доступен по адресу http://www.reportsnreports.com/reports/219.159-Китай-ДСП-производство-промышленность-компания-профиль-список-отчет-2012.html .
Россия: Анализ и прогноз рынка ДСП до 2017 г. В отчете представлена актуальная информация о состоянии российского рынка ДСП по состоянию на март 2011 г. Целью настоящего отчета об исследовании рынка является описание текущей ситуации. рынка ДСП России, предоставив актуальную информацию о производстве, экспорте, импорте, потреблении и конъюнктуре рынка, а также об изменениях, произошедших в 2010 году. В настоящее время в России ДСП являются наиболее популярным материалом для производства мебели. Объем рынка ДСП в 2009 г.снизился на 29% по сравнению с его значением в 2008 г., но с 2010 г. наблюдается восстановление объемов производства, которые практически достигли значений 2008 г. Объясняется это тем, что в 2009 г. произошло падение внутреннего спроса, что привело к падение оптовых цен на ДСП, а также сокращение экспорта в Среднюю Азию. Однако в 2010 году рост потребления древесно-стружечных плит увеличил стоимость продукта. Тем не менее, фактические цены в 2010 году остались ниже уровня 2008 года. Отчет о российском рынке стружечных плит (ДСП) содержит: Анализ и прогноз динамики рынка, Структура потребления, Анализ отечественного производства, доли рынка основных участников, Анализ экспорта и импорта, Оценка и прогноз развития рынка. Методология исследования включала в себя экспертные интервью с топ-менеджерами крупнейших игроков, анализ обращений участников рынка, анализ статистической информации, Росстат, ВЭД, РЖД и другое. Отчет позволит читателям: Определить ключевые показатели рынка, построить собственные бизнес-прогнозы на основе рынка, а также оценить потенциал роста и угрозы на рынке. Основные показатели, представленные в отчете, включают: объемы производства, экспорта и импорта, показатели рыночного потребления и многое другое. Полный отчет доступен по адресу http://www.reportsnreports.com/reports/2149.11-россия-рынок ДСП-анализ-и-прогноз-до-2017.
Однако в 2010 году рост потребления древесно-стружечных плит увеличил стоимость продукта. Тем не менее, фактические цены в 2010 году остались ниже уровня 2008 года. Отчет о российском рынке стружечных плит (ДСП) содержит: Анализ и прогноз динамики рынка, Структура потребления, Анализ отечественного производства, доли рынка основных участников, Анализ экспорта и импорта, Оценка и прогноз развития рынка. Методология исследования включала в себя экспертные интервью с топ-менеджерами крупнейших игроков, анализ обращений участников рынка, анализ статистической информации, Росстат, ВЭД, РЖД и другое. Отчет позволит читателям: Определить ключевые показатели рынка, построить собственные бизнес-прогнозы на основе рынка, а также оценить потенциал роста и угрозы на рынке. Основные показатели, представленные в отчете, включают: объемы производства, экспорта и импорта, показатели рыночного потребления и многое другое. Полный отчет доступен по адресу http://www.reportsnreports.com/reports/2149.11-россия-рынок ДСП-анализ-и-прогноз-до-2017. html .
html .
Содержание отчета об исследовании рынка мировой и китайской промышленности древесно-стружечных плит (ДСП), 2009–2019 гг. обложка :
Глава первая. Введение в отрасль древесно-стружечных плит (ДСП)
Развитие отрасли ДСП
1.3 Состояние отрасли ДСП
Глава вторая Технология производства ДСП
2.1 Развитие технологии производства ДСП
2.2 Анализ технологии производства ДСП
2.3 Тенденции развития технологии производства ДСП
Глава третья Глобальный анализ Основные производители (включая профиль компании, спецификацию продукции, производственную информацию за 2009–2014 гг. и т. д.)
3.1 Fletcher Building
3,2 Кронеспанский
3.3 Кроностар
3.4 Tafisa Canada
3.5 Wilsonart
3.6 Sonae Indústria
3,7 Компания G
3,8 Компания I
3.9 Глобальная компания J
3.10 Компания K
ГЛАВА ЧЕТВЕРТА 2009-2014 Глобальная и Китайская рынка.
4. 1 2009-2014 г. Мировые и китайские мощности, производство и стоимость производства древесно-стружечных плит (ДСП) промышленности
1 2009-2014 г. Мировые и китайские мощности, производство и стоимость производства древесно-стружечных плит (ДСП) промышленности
4.2 2009-2014 г. Глобальные и китайские затраты и прибыль древесно-стружечных плит (ДСП) промышленности
4.3 Сравнение мировых рынков и Китая по производству древесно-стружечных плит (ДСП)
4.4 2009–2014 гг. Мировое и китайское предложение и потребление древесностружечных (ДСП)
4.5 2009–2014 гг. Импорт и экспорт древесностружечных плит (ДСП) в Китае
Глава пятая Статус отрасли ДСП (ДСП)
5.1 Конкуренция на рынке отрасли ДСП (ДСП) (по компаниям)
5.2 Конкуренция на рынке отрасли ДСП (ДСП) (по странам: включая Европу, США, Японию, Китай и т. д.)
5.3 Анализ рынка ДСП (ДСП) (по приложениям)
Глава шестая. Прогноз рынка на 2014–2019 годы в мире и Китае. ДСП (ДСП)
6,2 2014-2019 ДСП (ДСП) Оценка стоимости и прибыли отрасли
6,3 2014-2019 Доля рынка ДСП (ДСП) на мировом рынке и в Китае
6,4 2014-2019Мировое потребление и потребление ДСП в Китае
6,5 2014-2019 Китай Импорт и экспорт ДСП (ДСП)
Глава седьмая Анализ отраслевой цепочки ДСП
7. 1 Структура отраслевой цепочки
1 Структура отраслевой цепочки
7.2 Сырье для добычи и переработки
7.3 Перерабатывающая промышленность
Глава восьмая Глобальное и китайское экономическое влияние на промышленность ДСП (ДСП)
8.1 Анализ мировой экономики и экономики Китая
8.2 Тенденции мировой и китайской экономики
8.3 Влияние на отрасль ДСП (ДСП)
Глава 9. Динамика рынка и политика отрасли ДСП (ДСП)
9.1 Новости отрасли ДСП (ДСП)
9.2 Проблемы развития отрасли ДСП (ДСП)
9.3 Возможности развития отрасли ДСП (ДСП)
Предложения главы десятой по новому проекту
10.1 Стратегии выхода на рынок
10.2 Контрмеры экономического воздействия
10.3 Каналы сбыта
10.4 ТЭО инвестиций в новый проект
Глава одиннадцатая Выводы исследования мировой и китайской промышленности древесно-стружечных плит (ДСП)
Список таблиц и рисунков
Рисунок Таблица 9007 ДСП (ДСП) Продукт
ДСП (ДСП) Классификация
Стол ДСП (ДСП) Применение
Рисунок ДСП (ДСП) Технология изготовления
Таблица Список основных производителей производственных технологий
Стол ДСП (ДСП) Список политик отраслей
Рисунок 2013 Доля рынка ДСП (ДСП) по странам
Рисунок 2013 Доля рынка основных производителей ДСП (ДСП)
Рисунок 2013 Доля рынка ДСП (ДСП) в мире По приложениям
Рисунок. Доля рынка ДСП (ДСП) Китая в 2013 г. по регионам
Доля рынка ДСП (ДСП) Китая в 2013 г. по регионам
Рисунок. Доля рынка основных производителей ДСП (ДСП) Китая в 2013 г.
Рисунок. Доля рынка ДСП (ДСП) в Китае в 2013 г. по приложениям
Таблица 2009–2014 гг. Список основных мировых производителей ДСП (ДСП)
Таблица 2009–2014 гг. Перечень производства древесно-стружечных плит (ДСП)
Таблица 2009–2014 гг. Основные мировые производители производства ДСП (ДСП) Доля рынка Список
Рисунок 2009–2014 гг.0077 Таблица 2009–2014 гг. Глобальный показатель использования производственных мощностей Список
Таблица 2009–2014 гг. Мировой спрос на древесностружечные плиты (ДСП) и темпы роста
Таблица 2009–2014 гг. ДСП (ДСП) Производство Импорт Экспорт Перечень
Рисунок Компания А ДСП (ДСП) Изображение продукта
Рисунок Компания А ДСП (ДСП) Спецификации продукции Список
Таблица 2009-2014 Компания A ДСП (ДСП) Мощность Производство Цена Себестоимость Валовая стоимость производства Список валовой прибыли
Рисунок 2009-2014 Компания A ДСП (ДСП) Мощность производства и темпы роста
Рисунок 2009-2014 Компания A ДСП (ДСП) Доля рынка
Исследовать больше отчетов о рынке потребительских товаров и по другим отраслям Prof-Research на http://www. reportsnreports.com/publisher/prof-research/.
reportsnreports.com/publisher/prof-research/.
О нас:
ReportsnReports.com — это онлайн-библиотека отчетов об исследованиях рынка (http://www.reportsnreports.com/latest-market-research.aspx), содержащая более 400 000 углубленных исследований более 5000 микрорынков. . Наша база данных включает отчеты ведущих издателей со всего мира. Мы предоставляем нашим клиентам круглосуточную онлайн и офлайн поддержку.
Contact:
Priyank Tiwari
TX, Dallas North — Dominion Plaza,
17304, Preston Road,
Suite 800, Dallas 75252
Tel: +1-888-391-5441
[email protected]
http://www.sandlerresearch.org/
Connect With Us on:
Facebook: https://www.facebook.com/pages/ReportsnReports/191441427571689
LinkedIn: www. linkedin.com/company/reportsnreports
Twitter: https://twitter.com/marketsreports
Pinterest: www. pinterest.com/comeonseo/reportsnreports/
pinterest.com/comeonseo/reportsnreports/
ИСТОЧНИК ReportsnReports.com
производство древесно-стружечных плит2
Строительство комплексных заводов по производству древесно-стружечных плит является одной из наших основных компетенций. Потребности и задачи в различных производственных процессах наших клиентов уже играют огромную роль в развитии наших заводов по производству древесных плит: Siempelkamp разрабатывает индивидуальную концепцию установки для каждого клиента, чтобы гарантировать все предпосылки для бесперебойной и надежной работы. и экономичный производственный процесс в секторе листовых древесных материалов. Siempelkamp поставляет на ваш завод по производству древесно-стружечных плит, МДФ, OSB или даже древесноволокнистых изоляционных панелей по принципу «Все из одних рук», поскольку нашим уникальным преимуществом является отображение всего производственного процесса для древесно-стружечных плит. панели, начиная с подготовки и измельчения древесины, хранения, классификации по технологии гравиметрической сепарации или просеивания, технологии пневматической и механической транспортировки, технологии сушки, различных систем склеивания, формовочных и прессовых линий и покрытия. Мы можем поддерживать все производственные процессы, уделяя особое внимание безопасности и эффективности производства древесных плит, благодаря нашему собственному опыту в области обработки необработанных панелей и автоматизации.
Мы можем поддерживать все производственные процессы, уделяя особое внимание безопасности и эффективности производства древесных плит, благодаря нашему собственному опыту в области обработки необработанных панелей и автоматизации.
Ориентированные на будущее установки для деревообрабатывающей промышленности с устойчивой концепцией послепродажного обслуживания и послепродажного обслуживания
Мы проектируем все определяющие технологические процессы машины вашего завода и производим их вместе со специализированными компаниями по всему миру, входящими в нашу группу компаний. По запросу мы можем включить машинную технику сторонних производителей в нашу интегрированную концепцию планирования. Затем мы занимаемся логистикой и контролируем монтаж и ввод в эксплуатацию всей установки. После успешного запуска мы предоставляем вам комплексное послепродажное и сервисное обслуживание на протяжении всего жизненного цикла установки. Наша концепция обеспечивает реализацию экономичных концепций установок (концепций установок и технологических трубопроводов), которые полностью соответствуют вашим потребностям. Мы сопровождаем клиентов по всему миру на пути к лучшей древесной плите для соответствующего применения. Тенденции и текущие разработки, такие как ресурсосберегающее использование сырья, альтернативные концепции сырья (например, рисовая солома, багасса, бамбук, конопля, пальмовое масло и т. д.), оптимизация процессов и энергоэффективные технологии, являются одним из основных направлений нашей деятельности. спектр услуг.
Мы сопровождаем клиентов по всему миру на пути к лучшей древесной плите для соответствующего применения. Тенденции и текущие разработки, такие как ресурсосберегающее использование сырья, альтернативные концепции сырья (например, рисовая солома, багасса, бамбук, конопля, пальмовое масло и т. д.), оптимизация процессов и энергоэффективные технологии, являются одним из основных направлений нашей деятельности. спектр услуг.
Мы предлагаем комплексную концепцию установки Siempelkamp для различных областей применения
Комплексную компетенцию Siempelkamp для производства деревянных панелей из МДФ
Комплексную компетенцию Siempelkamp для производства древесно-стружечных плит OSB
Комплексную компетенцию Siempelkamp для производства древесно-стружечных плит
Самый широкий ассортимент машин и установок для производства древесных материалов
Предоставление нашим партнерам комплексных производственных систем является нашей основной компетенцией
Тот факт, что мы продали 320 концепций ContiRoll ® , делает нас мировым лидером на рынке комплексных установок для производства древесных материалов. Мы поддерживаем клиентов надежно, эффективно и индивидуально, от проектирования до послепродажного обслуживания. Все это экономит нашим клиентам время, затраты, ресурсы и затраты на логистику.
Мы поддерживаем клиентов надежно, эффективно и индивидуально, от проектирования до послепродажного обслуживания. Все это экономит нашим клиентам время, затраты, ресурсы и затраты на логистику.
Измельчение
подробнее
Просеивание и очистка
подробнее
Рафинирование
read more
Pneumatic conveying
read more
Energy Plant
read more
Glueing
read more
EcoResinator
read more
Laminating
read more
Drying
read more
Fibreboard Формовочная линия
подробнее
ContiRoll
подробнее
подробнее
Охлаждение и штабелирование
подробнее
SicoScan
Читать Подробнее
Шлифование и разрез
Читать Подробнее
Снижение размера
Прочтите больше
Скрининг и очистка
Прочтите больше
Flame
.
Энергетическая установка
подробнее
Склеивание
подробнее
Сушка
подробнее
Линия формования ДСП
подробнее
ContiRoll0015 Прочтите больше
Прочтите подробности
Охлаждение и укладку
Читать подробности
SICOSCAN
Читать больше
Шлифование и размер
.
подробнее
Отслаивание
подробнее
Пневматическая транспортировка
подробнее
Энергетическая установка
подробнее
Склеивание
подробнее
EcoResinator
read more
Drying
read more
OSB-Forming Line
read more
read more
ContiRoll
read more
Cooling and stacking
read more
SicoScan
read подробнее
Шлифование и резка по размеру
подробнее
LVL-формовочная линия
подробнее
подробнее
ContiRoll
подробнее
Цифровые решения для повышения эффективности, прозрачности, безопасности и прибыли
Интеллектуальное производство от датчиков до ERP
Ключ к повышению эффективности: интеллектуальное производство, т. е. прикладная Индустрия 4.0. Вот почему мы разработали модульный MES-инструмент Prod-IQ®, специально адаптированный к требованиям наших клиентов.
е. прикладная Индустрия 4.0. Вот почему мы разработали модульный MES-инструмент Prod-IQ®, специально адаптированный к требованиям наших клиентов.
Обзор Prod-IQ
подробнее
Prod-IQ.basics
подробнее
Prod-IQ.business
подробнее
Prod-IQ.Quality
Читать подробности
Prod-IQ.Maintion
Читать Подробнее
Prod-IQ.Profile
Прочтите больше
Варианты
Читать
. производство ДСП. Технология и оборудование для производства ДСП
Мы можем поддерживать все производственные процессы, уделяя особое внимание безопасности и эффективности производства древесных плит, благодаря нашему собственному опыту в области обработки необработанных панелей и автоматизации. Мы сопровождаем клиентов по всему миру на пути к лучшей древесной плите для соответствующего применения. Тенденции и текущие разработки, такие как ресурсосберегающее использование сырья, альтернативные концепции сырья (например, рисовая солома, багасса, бамбук, конопля, пальмовое масло и т. д.), оптимизация процессов и энергоэффективные технологии, являются одним из основных направлений нашей деятельности. спектр услуг. Мы поддерживаем клиентов надежно, эффективно и индивидуально, от проектирования до послепродажного обслуживания. Все это экономит нашим клиентам время, затраты, ресурсы и затраты на логистику. е. прикладная Индустрия 4.0. Вот почему мы разработали модульный MES-инструмент Prod-IQ®, специально адаптированный к требованиям наших клиентов. В погоне за прибылью многие начинающие предприниматели делают ставку на изготовление современных материалов для производства В большинстве случаев производители не обращают внимания на такую продукцию, как ДСП. Они считают это устаревшим вариантом. Некоторые люди называют изготовление этого материала одним из способов вторичной переработки.
Они считают это устаревшим вариантом. Некоторые люди называют изготовление этого материала одним из способов вторичной переработки.
Подставки из ДСП для ДСП. Это композитный листовой материал. Производство ДСП осуществляется методом горячего прессования отходов деревообработки, в основном опилок, стружки. Для получения особых свойств в состав включают специальные добавки. Их объем составляет от 6 до 8 процентов от массы основного наполнителя.
Область применения
Сфера использования ДСП очень широка. Этот материал используется в отделке и строительстве, при изготовлении мебели и дверей. Кроме того, ДСП используется в вагоностроении и автомобилестроении. На сегодняшний день ДСП наиболее широко используется в производстве мебели.
Завод по производству ДСП – прибыльный бизнес. Особенно хорошо, если есть доступ к дешевому сырью – отходам деревообработки. Однако — в зависимости от имеющегося капитала — можно организовать небольшое производство ДСП. Спрос на строительном рынке на этот материал постоянен. Поэтому с реализацией продукции проблем не будет.
Спрос на строительном рынке на этот материал постоянен. Поэтому с реализацией продукции проблем не будет.
Технология
ДСП изготавливают методом горячего прессования, используя в качестве основного сырья древесную стружку, с добавлением термореактивной смолы. Это выглядит довольно просто. Для производства ДСП требуется высококачественное сырье – любая недорогая древесина. Также можно использовать опилки, щепу и переработанную древесину. Наличие антисептических, водоотталкивающих и других добавок определяет износостойкость и прочность материала.
Производство ДСПосуществляется по достаточно простой схеме:
- Стружка смешана с термореактивной смолой.
- Затем приготовленную массу заливают в специально подготовленные формы.
- После этого под воздействием высокого давления и повышенной температуры технологическая смесь склеивается.
- Изготовленную плиту вынимают из формы, охлаждают, шлифуют и обрабатывают края.
Весь процесс производства ДСП делится на следующие этапы:
— подготовка сырья;
— производство технологической массы;
— заполнение форм и формирование ковра;
— прессование и склеивание плит;
— охлаждение и обрезка изделий по размеру;
— шлифовка плоскостей и торцов.
Если используется импортный материал, первые два этапа выполнять не нужно. В противном случае необходимо приобрести специальную дробилку или измельчитель, что требует дополнительных затрат.
Цена оборудования
Стоимость дробилки в зависимости от мощности и производителя установки колеблется от 160 000 до 460 000 руб. Цена чип-машины около 1280 000 рублей. Такие затраты не считаются большими на момент создания данного производства. Однако это не мешает хорошо подумать и организовать поставку готового сырья с предприятий деревообрабатывающей отрасли.
Процесс производства ДСП
- Приготовление технологической смеси щепы с клеем осуществляется в предназначенном для этого смесителе. Это важное оборудование для производства ДСП. В таких установках подается стружка и нагретая смола. Кроме того, в смесь добавляют отвердители. При приготовлении технологической массы необходимо правильно следить за пропорциями компонентов, входящих в ее состав.
 От этих соотношений зависят качественные характеристики материала.
От этих соотношений зависят качественные характеристики материала. - Формование ковра осуществляется на специальных машинах. Эти устройства укладывают массу в форму для прессования.
- Следующим процессом в этой технологической цепочке является прессование материала. Вы не можете обойтись без этого. Осуществляется с помощью термопресса.
- Обработка листа по размеру производится с помощью блока автоматической обрезки.
- Шлифовка является завершающим этапом изготовления плиты. От этого будет зависеть оценка материала. Это действие осуществляется шлифовальными машинами.
Вышеперечисленное оборудование для производства ДСП является основным, а к дополнительному добавляются конвейеры и вибросита. Для производства материала необходимо около 1800 м² площади под производство и около 600 м² площади под склады готовой продукции.
Другие характеристики
Материал делится по следующим критериям:
— Конструкция: по количеству слоев ДСП делится на 1-слойную, 3-слойную и многослойную.
— Марка: по показателям сопротивления деформации, изгибам, водонепроницаемости, подверженности короблению продукция делится на 2 марки: П-Б и П-А.
— Марка: по внешнему виду плиты (трещины, сколы, пятна, пятна, выступы и углубления) материалу присваивается 1 марка (недопустимы дефекты кроме минимальных), 2 марка (допускаются крупные поверхностные дефекты) и без уклона (значительные повреждения поверхности, использование конструкции).
— Наружный слой: выделяют материалы с мелкозернистой поверхностью (допускается отделка полимерными материалами), нормальную (облицовка шпоном) и крупнозернистую (применяется на стройке).
— Уровень обработки поверхности: ДСП полируется и не подвергается этому процессу.
— Класс эмиссии формальдегида: по количеству его содержания в 100 г высушенной указанной плиты различают классы Е-1 (менее 10 мг), Е-2 (10-30 мг).
— Влагостойкость: помимо того, что материал с маркой П-А наделен хорошей влагостойкостью (деформация 22% против 33% у марки П-Б при погружении в воду на 24 часа), выделен отдельный водонепроницаемый тип ДСП предназначена для изготовления мебели и специальных строительных работ.
— Плотность: изделия делятся на три вида: плиты малой (менее 550 кг/м³), средней (от 550 до 750 кг/м³) и высокой плотности (свыше 750 кг/м³).
— Огнестойкость: достигается введением в состав материала антипиренов.
Использование шлифованной ДСП
— Обшивка крыш и стен.
— Строительство стеновых панелей.
— Строительство заборов и сборно-разборных конструкций.
— Производство полов из ДСП, фундаментов, перегородок.
— Под линолеум и ковровые покрытия.
— Для декора и украшения за счет оригинальной фактуры поверхности.
— Производство стеллажей, мебели, упаковки, полок и съемной опалубки.
Ламинирование ДСП
Процесс заключается в отделке листовых и плитных материалов. Ламинирование ДСП осуществляется путем прессования бумаги, которая пропитана смолами. Пленка фиксируется горячим и холодным способом. Это достигается за счет химических превращений смолы в пленке.
- Холодный метод представляет собой процесс нанесения покрытия без нагревания. То есть в данном случае ламинатор выступает в роли пресса.
- При горячем способе активируется клеевая основа пленки. Выровненная поверхность не нуждается в дополнительной отделке. Этот процесс осуществляется за счет нагрева и давления прижимных валов ламинатора. Этот метод является наиболее эффективным.
Технология: ламинирование ДСП
— Подготовка основы и бумаги.
— Формирование пакетов.
— Прессование на бумажной основе.
Более подробно будет рассмотрен первый этап.
Подготовка ДСП
Процесс заключается в выравнивании поверхности материала. Осуществляя производство ЛДСП, необходимо использовать плиты плотностью от 0,65 до 0,7 г/см³. Если указанный параметр ниже, то может произойти сильное вдавливание плиты (свыше 10%), что приведет к деструктивному процессу между стружками клеевых связей и последующему снижению прочности материала.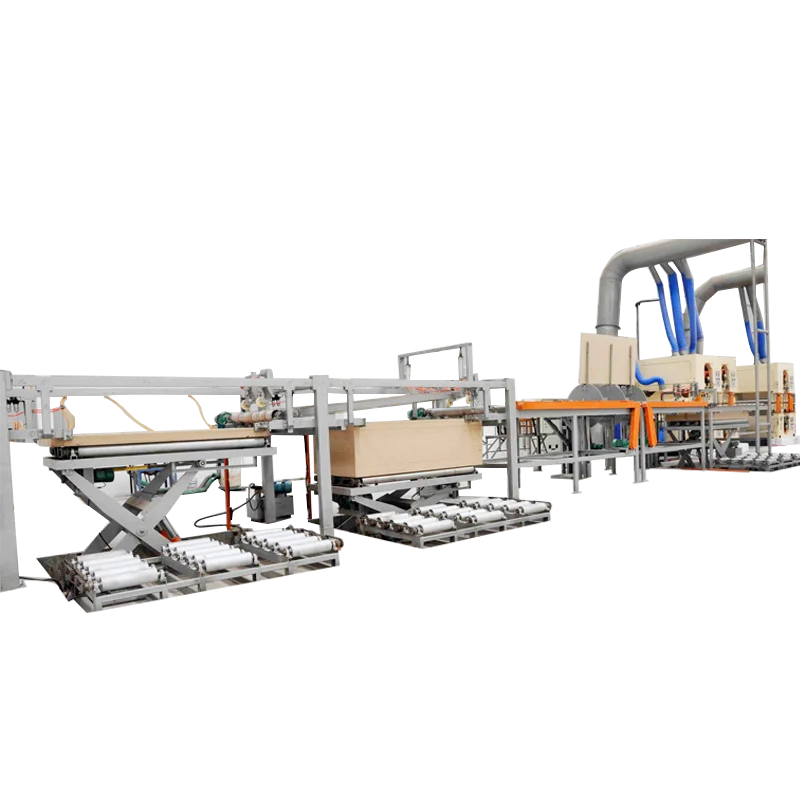
Влажность данного продукта должна быть от 7 до 8%, допуск по толщине примерно 0,2 мм. Необходимо, чтобы шероховатость поверхности пластины находилась в пределах от 16 до 63 мкм. Это важно. Чтобы получить нужную шероховатость плиты, ее обрабатывают на специальных шлифовальных станках. Выравнивание поверхности материала происходит за счет нанесения шпаклевки.
Подготовка бумаги
При облицовке плит методом ламинирования ДСП применяют три вида материала:
- Бумага — основа. Плотность от 80 до 150 г/м². Предназначен для облицовки изнаночного и внутреннего слоев.
- Покрывающая бумага. Плотность – от 126 до 170 г/м². Бывает с рисунком древесной фактуры или однотонным. Предназначен для верхних слоев.
- Отделочная бумага. Плотность от 20 до 40 г/м². Оно прозрачно и представляет собой защитную пленку, повышающую стойкость покрытия к протиранию.
Наконец
Проанализировав вышеизложенное, можно с уверенностью сказать, что при правильном подходе производство ДСП как бизнес очень перспективно. Поэтому каждый уверенный в себе предприниматель может смело браться за это дело.
Поэтому каждый уверенный в себе предприниматель может смело браться за это дело.
Бизнес-идеи для начинающих производителей изделий из древесины
ДСП, также обычно называемая древесностружечной плитой, представляет собой экструдированный инженерный продукт из древесины, изготовленный из древесной стружки или синтетической смолы. По сравнению с традиционно используемой древесиной ДСП дешевле и плотнее. ДСП можно сделать более привлекательными с помощью покраски и использования шпона. Ориентированно-стружечная плита (также известная как ДСП) — это другой тип древесноволокнистой плиты, в котором используются обработанные древесные стружки, и он обеспечивает большую прочность, чем ДСП. ДСП – самый легкий вид ДВП. Разные сорта ДСП имеют разную плотность.
Запуск бизнеса в промышленности по обработке древесины, Нажмите здесь
Возможности для производственной промышленности на промышленности частиц:
. Рынок Глобальной Партицы Партиля ожидается, что будет увеличиваться в CAGR of CAGR 6.1
Рынок Глобальной Партицы Партиля ожидается, что будет увеличиваться в CAGR of CAGR 6.1
Глобальный рынок Партий, ожидается, увеличится на CAGR. процентов в ближайшие пять-шесть лет. Одним из важных факторов, которые, по прогнозам, будут стимулировать рост целевого рынка, является увеличение строительной активности по всему миру. Быстрая урбанизация наряду с растущим желанием людей придать внутренней части здания более красивый внешний вид являются одними из основных причин, которые, как ожидается, оживят мировой рынок ДСП. ДСП представляют собой экономически эффективную альтернативу фанере, которая является еще одним элементом, который, как ожидается, будет стимулировать развитие мирового рынка древесностружечных плит. Из-за его исключительных звукопоглощающих свойств он часто используется в таких местах, как мюзик-холлы и студии звукозаписи.
ДСП также можно покрыть, покрасить или оклеить обоями для повышения их общей эстетической ценности. Это, вместе с растущим численностью работающего населения и растущей популярностью современных офисов, увеличивает спрос на древесностружечные плиты и отныне расширяет возможности в этом секторе.
Кроме того, растущая популярность активного отдыха способствует расширению отрасли и открывает все больше и больше возможностей. Кроме того, известные производители концентрируются на повышении внутренних качеств древесно-стружечных плит за счет использования сырья, полученного из сельскохозяйственных культур. Натуральные волокна, такие как пшеница, хлопковолокно, рис, банан и т. д., также используются для запуска различных продуктов, что обеспечивает позитивные перспективы рынка. Ожидается, что мировой рынок ДСП выиграет от развития инновационных процессов производства ДСП в будущем.
Связанный бизнес-план: ДСП (древесно-стружечная плита) – производственное предприятие, подробный отчет о проекте, профиль, бизнес-план, отраслевые тенденции, исследование рынка, обзор, производственный процесс, оборудование, сырье, технико-экономическое обоснование, инвестиции Возможности, затраты и доходы
Отчет о материалах проекта:
Цель отчета о материалах состоит в том, чтобы помочь и дать совет предпринимателю в сборе точной информации о материальных потребностях проекта. Он включает важные детали, включая потребности в сырье, описание оборудования и производственных процессов завода. Мощность завода, затраты на установку проекта, требования к операционному капиталу, ожидаемые продажи и прибыль включены в отчет.
Он включает важные детали, включая потребности в сырье, описание оборудования и производственных процессов завода. Мощность завода, затраты на установку проекта, требования к операционному капиталу, ожидаемые продажи и прибыль включены в отчет.
Проект иллюстрирует полное (как количественное, так и качественное) исследование старинных данных, прибылей, важнейших достижений, а также критической политики, проводимой жизненно важными учреждениями, обслуживающими проект. Это предлагает динамическое и всестороннее видение в директиве, чтобы проиллюстрировать ситуацию на мировом рынке.
Материалы предлагают описательную разбивку исследования пяти сил носильщика в сочетании с исследованием SWOT, чтобы предоставить коммерческие взаимосвязанные статистические данные и информацию. Модель пяти сил Портера понимает инклюзивный недорогой сценарий, который преобладает в игровых автоматах. Кроме того, SWOT-анализ взаимно признает конструктивные и деструктивные черты расширения проекта, которые влияют на эволюцию и развитие компании, направленные на то, чтобы выжить и выжить в удлиненном маршруте.
Прочтите Аналогичные статьи: Продукты на основе древесины
Наше предварительное исследование. , риск, ограничения и опасности были изучены Entrepreneur India. Исследование стоимости производства, которое включает в себя анализ сырья, динамику цен на продукцию, слияния и поглощения, рост, ключевых поставщиков продукции, плату за осведомленность о рынке древесностружечных плит и анализ производственного процесса, также включено в предварительное технико-экономическое обоснование. Исследование также включает в себя анализ характеристик рыночных результатов, который фокусируется на техническом прогрессе, моделях потребительского спроса и внешнем обмене окружающей средой, чтобы помочь стартапам и предпринимателям.
В отчете представлен всесторонний анализ рынка по каждому из сегментов продукции. Анализ цепочки затрат дает обширную информацию о том, как создается ценность на каждом уровне. В предварительном ТЭО рассматриваются движущие силы и ограничения рынка стружечных плит, а также их влияние на спрос в течение прогнозируемого периода.
В предварительном ТЭО рассматриваются движущие силы и ограничения рынка стружечных плит, а также их влияние на спрос в течение прогнозируемого периода.
В исследовании также рассматриваются все критические факторы, которые фирма должна учитывать, прежде чем присоединиться к отрасли производства древесно-стружечных плит. Он полностью основан на текущих финансовых данных и содержит подробную информацию о потоке основного метода, потребностях в сырье, реакциях, затратах на применение, рабочих сборах, капитальных вложениях, прогнозах и марже, среди прочего. Этот текст должен быть прочитан предпринимателями, исследователями, экспертами, коммерческими бизнес-стратегами и всеми, кто интересуется индустрией древесно-стружечных плит. В отчете также рассматриваются продажи, стоимость, доля рынка и планы на будущее развития основных производителей стружечных плит. Упоминаются продажи на рынке, продолжительность, качество и оценки.
Watch Video: Плата частиц (древесная база) — Производственное растение
Последние рыночные тренды. Промышленность. Промышленность. Предпочтения в стиле мебели резко изменились за последние годы. Использование древесно-стружечных плит в мебельном секторе значительно возросло из-за их высокой термостойкости и огнестойкости. Спрос на мебель, такую как стулья, столы, диваны, кровати и шкафы, значительно увеличился из-за роста жилищного строительства, населения и уровня доходов во всем мире.
Промышленность. Промышленность. Предпочтения в стиле мебели резко изменились за последние годы. Использование древесно-стружечных плит в мебельном секторе значительно возросло из-за их высокой термостойкости и огнестойкости. Спрос на мебель, такую как стулья, столы, диваны, кровати и шкафы, значительно увеличился из-за роста жилищного строительства, населения и уровня доходов во всем мире.
Концепции дизайна интерьера домов, квартир и рабочих мест постоянно развиваются в мебельном секторе. Это подталкивает к исследованиям и инновациям, особенно в отношении формы, размера и цвета. Прогнозируется, что это приведет к увеличению объемов производства мебели во всем мире.
Основными рынками мебельной промышленности являются Германия, Китай, США. Китай является крупнейшим в мире экспортером деревянной мебели в Европейский Союз.
Благодаря развитию строительной и мебельной промышленности в таких странах, как Китай, ожидается быстрый рост рынка стружечных плит в Азиатско-Тихоокеанском регионе.
Из-за постоянно растущего населения, растущего благосостояния и быстрой урбанизации Китай имеет самую большую рыночную базу в Азиатско-Тихоокеанском регионе. Он также является ключевым производственным центром практически для всех отраслей промышленности. В связи с последними рыночными тенденциями прогнозируется, что в ближайшем будущем глобальное производство древесно-стружечных плит будет расти.
Связанные технико-экономические обоснования: Древесина и изделия из дерева, Фанера, Доска, ДСП, Деревянная мебель, Бамбук, Инженерная древесина, Продукция леса, Пиломатериалы, Дерево, Сушка древесины, Древесно-пластиковый композит, Двери, Окна, Модульная мебель, древесина, деревообработка, декоративные ламинированные листы
Причины для покупки отчета:
- Этот отчет поможет вам определить прибыльный проект для инвестирования или диверсификации, проливая свет на такие важные области, как размер отрасли, спрос на продукт и причины для инвестирования в товар.

- В этом отчете содержится важная информация о продукте, например, его определение, характеристики и сегментация.
- Этот отчет помогает правильно продавать и размещать продукт, определяя целевую группу клиентов продукта.
- Этот отчет помогает вам понять жизнеспособность проекта, раскрывая такие детали, как требуемое сырье, производственный процесс, стоимость проекта и моментальные данные о других финансовых показателях проекта.
- В отчете представлены прогнозы ключевых параметров, которые помогают прогнозировать отраслевые показатели и принимать обоснованные деловые решения.
Каков процесс производства ДСП?
ДСП изготавливается путем соединения частиц древесины или джута со смолой и формования комбинации в виде листа.
Этапы производственного процесса ДСП: –
- Сырье подается в дисковый измельчитель. Затем частицы сушат, и любые слишком большие или слишком маленькие частицы отсеиваются.

- Затем на частицы распыляют смолу в виде тонкого тумана.
- В производстве панелей используются и другие химические вещества, такие как воск, красители, смачивающие агенты и разделительные агенты, которые облегчают обработку. Частицы укладываются в непрерывный ковер после прохождения через туман смолы, достаточный для покрытия всех поверхностей.
- После этого «ковер» разделяется на отдельные прямоугольные «одеяла», которые затем прессуются в холодном прессе.
- Затем хлопья взвешиваются и распределяются воздушной струей в ДСП различной плотности, которая отбрасывает более мелкие частицы дальше, чем крупные.
- Частицы могут накапливаться от мелких до крупных и снова до мелких с помощью двух таких форсунок, которые перевернуты.
- Для минимизации толщины производимые листы подвергаются холодному прессованию. После этого доски охлаждают и шлифуют. Затем они могут предлагаться в виде необработанной плиты или с добавлением деревянного шпона или ламината для улучшения внешнего вида.

Read our Books Here: Wood, Bamboo, Coal, Lignin and Its Derivatives
ParticleBoard API Manufacturing Industry FAQs:
- What Is the Growth Rate of ParticleBoard Globally?
Ожидается, что мировой рынок ДСП вырастет в среднем на 6,1%
(2019–2025 гг.).
- Каковы движущие факторы рынка ДСП?
В обрабатывающей промышленности растет спрос на недорогие древесноволокнистые плиты. Увеличение инвестиций в исследования и разработки в области инноваций и разработки изделий из ДВП
- Кто является ведущим игроком на рынке ДСП?
Крупнейшие игроки на мировом рынке ДСП:
- Roseburg
- Компания по производству лесоматериалов
- Д&Р Хендерсон Pty Ltd
- Юниборд
- Дакота Премиум Твердая древесина
- ДСП Green Land
- Компания Century Plyboards India Ltd
- Ассошиэйтед Декор Лимитед
- Каскад Бойсе
- Крифор Индастриз
- Shell Laminates Pvt.
 ООО
ООО
- Каковы основные тенденции мирового рынка ДСП?
Растущее число строительных и строительных проектов, а также повышение осведомленности конечных потребителей об экологичности древесно-стружечных плит — две важные рыночные тенденции.
Смотрите другие познавательные видео: Дерево и изделия из дерева, Фанера, ДСП, Деревянная мебель, Бамбук, Лесопродукция, Древесно-пластиковый композит, Лесоматериалы и деревообработка NPCS хочет помочь вам расти, предоставляя решения, которые масштабируются в соответствии с вашими новыми операциями, снижая риски и максимизируя отдачу от ваших инвестиций в приложения. Наш опыт в области совершенства был оценен огромным количеством наших клиентов из Индии и NRI, что говорит о нашей преданности и приверженности успеху каждого клиента. NPCS — это известный технический консалтинг, который фокусируется на конкретных услугах, и мы следуем жесткой системе и методу, чтобы гарантировать только самое высокое качество в соответствии с потребностями наших клиентов на этом быстро растущем и меняющемся рынке..jpg) У нас есть полный штат высококвалифицированных технических консультантов, инженеров, экономистов и технологов, обладающих знаниями в различных областях, и мы получаем большое удовольствие от совместной работы в команде для достижения нашей общей цели — достижения совершенства. Многие инвестиции наших клиентов были успешными благодаря усилиям нашей команды.
У нас есть полный штат высококвалифицированных технических консультантов, инженеров, экономистов и технологов, обладающих знаниями в различных областях, и мы получаем большое удовольствие от совместной работы в команде для достижения нашей общей цели — достижения совершенства. Многие инвестиции наших клиентов были успешными благодаря усилиям нашей команды.
См. Дополнительные ссылки:
Служба стартапов
Начать бизнес в Азии
Начать бизнес в потенциальных странах для ведения бизнеса
. Начать бизнес в потенциальных странах для бизнеса
9000 2 . Лучший бизнес . Лучший бизнес. Бизнес-идеи с низкими, средними и высокими инвестициямиПоиск самых востребованных бизнес-идей для стартапов
Начать бизнес в Африке
Начать бизнес в Индии
Начать бизнес в Ближнем Востоке
Связанные видео
Связанные книги
. EntrepreneurIndia#ДСП#ДСПБизнес#ДСППроизводство#ДСППроизводство#Отчет о проектеNPCS
EntrepreneurIndia#ДСП#ДСПБизнес#ДСППроизводство#ДСППроизводство#Отчет о проектеNPCS
Unasylva — № 151 — Международное финансирование лесного хозяйства
Unasylva — № 151 — Международное финансирование лесного хозяйства — Развитие производства древесностружечных плит в КитаеТомас М. Малони
Томас М. Мэлони — профессор материаловедения и инженерии и руководитель секции технологии обработки древесины в Университете штата Вашингтон в Пуллмане. Вашингтон, США. Он является автором книги «Современное производство древесно-стружечных плит и древесноволокнистых плит сухим способом».
ОСТАТКИ ДРЕВЕСИНЫ ДЛЯ ДСП, главным образом из малоценных пород деревьев
Обладая небольшой лесной базой, Китай в настоящее время вынужден в значительной степени полагаться на иностранный импорт. Обширная кампания по лесовосстановлению/облесению, в случае успеха, могла бы изменить эту ситуацию. Тем временем древесно-стружечные плиты, которые могут частично изготавливаться из недревесных отходов, предлагают привлекательные возможности для развития отечественной деревообрабатывающей промышленности. Таким образом, сегодня в Китае быстро развиваются исследования в области производства древесно-стружечных плит и строительства заводов.
Тем временем древесно-стружечные плиты, которые могут частично изготавливаться из недревесных отходов, предлагают привлекательные возможности для развития отечественной деревообрабатывающей промышленности. Таким образом, сегодня в Китае быстро развиваются исследования в области производства древесно-стружечных плит и строительства заводов.
ПОСТАВКА ЗАВОДА ДСП максимальное использование древесины Является целью
ПРОИЗВОДСТВО СМОЛЫ чрезвычайно дорогостоящая процедура
· В настоящее время мировое производство стружечных плит составляет около 40 миллионов м 3 в год. Промышленность созрела только за последние десять лет, и ее наиболее быстрое развитие было в промышленно развитых странах. Вместе с распространением этой чрезвычайно практичной формы использования древесины в производстве панелей появилось новое оборудование, инструменты и синтетические смолы.
Заводы по производству древесно-стружечных плит особенно привлекательны для стран с ограниченными лесными ресурсами, поскольку древесностружечные плиты являются продуктом, который позволяет максимально использовать древесные отходы, а также различные породы, которые в противном случае не могли бы быть использованы с выгодой. Такие остатки, как, например, лен и багасса, могут быть использованы для изготовления древесно-стружечных плит. Поэтому малолесные страны, промышленно развитые и неиндустриальные, найдут эти растения особенно привлекательными. Одним из них является Китай, в котором слишком мало лесов для удовлетворения своих потребностей в древесине, и, таким образом, промышленность древесно-стружечных плит переживает период быстрого роста.
Такие остатки, как, например, лен и багасса, могут быть использованы для изготовления древесно-стружечных плит. Поэтому малолесные страны, промышленно развитые и неиндустриальные, найдут эти растения особенно привлекательными. Одним из них является Китай, в котором слишком мало лесов для удовлетворения своих потребностей в древесине, и, таким образом, промышленность древесно-стружечных плит переживает период быстрого роста.
В 1982 году у меня была возможность посетить Китай в качестве советника ФАО в этой области. Далее следует краткое и частичное описание производства древесно-стружечных плит в Китае с указанием того, что происходит в других секторах производства древесно-стружечных плит, фанеры и древесноволокнистых плит. Вся информация была предоставлена Китайской академией лесного хозяйства и поэтому является официальной. Отрасль следует рассматривать, прежде всего, в контексте более крупной экономики, которая включает в себя ресурсы, необходимые для ее роста, или дефицит этих самых ресурсов.
Китай сегодня находится в самом разгаре чрезвычайно амбициозной кампании по лесовосстановлению и лесоразведению. Пока неясно, будут ли достигнуты цели этих усилий. К 2000 году цель состоит в том, чтобы 20 процентов территории страны были покрыты лесами. Каждому гражданину Китая было предложено сажать не менее четырех деревьев в год.
Чтобы понять, насколько амбициозны эти цели, следует понимать, что во время основания Китайской Народной Республики в 1949, лишь около 8,6% из 9,6 млн км суши Китая было покрыто лесами. Была предпринята обширная программа лесопосадок, в результате которой 12,7% территории страны — 120 млн га — покрыты лесом. Из-за этого. 50 млн. м 3 древесины в настоящее время имеется в наличии для деревообрабатывающих производств страны. В 1950 г. было доступно всего 5 млн м 3 .
Около 40 процентов бревен используются для пиломатериалов. В основном они перерабатываются очень старыми мельницами, которые подлежат модернизации или замене. В 1981, более 100 000 человек были заняты на лесопильных и листовых заводах; заводов, а еще 270 000 человек работают на мебельных фабриках.
Таблица 1. Некоторые текущие спецификации для производства стружечных плит в Китае
Собственность | Класс 1 | 2 класс |
Прочность на изгиб (кг/см 2 ) | 180 | 150 |
Внутреннее соединение (кг/см 2 ) | 4 | 3 |
Разбухание по толщине (%) a | 6 | 10 |
a Температура воды 30 + 3°C, испытание длится четыре часа
Таблица 2. Расчетное производство продукции и количество заводов, работающих в Китае в 1982 г.
Продукт | Производство 1982 г. | Количество растений |
Пиломатериалы | 13,6 млн мА | неизвестно |
Фанера | 394000 м 3 | 65 |
ДВП | 670000 м 3 | 302 |
ДСП | 103000 м 3 | 52 |
Мебель | 33 миллиона штук (1981) | 2100 |
Примечание: В Китае многие фабрики имеют все три вида линий по производству древесных плит Используемый здесь термин «завод» относится к той части интегрированного комплекса по производству изделий из древесины, которая производит конкретную плитную продукцию. . Большинство заводов находятся в ведении Министерства лесного хозяйства, но некоторые связаны с Министерством легкой промышленности.
Большая часть древесных плит в Китае используется для производства мебели. Это контрастирует с ситуацией в Соединенных Штатах, Канаде и других странах, использующих древесину, где высокий процент панельной продукции идет на строительство зданий.
Прежде всего следует сказать о древесноволокнистой и фанерной промышленности.
Китай импортировал свой первый завод по производству древесноволокнистых плит в 1950-х годах из Швеции. С тех пор было построено около 300 других заводов. Все они были спроектированы и построены китайцами, и практически все они мокрого типа. Завод сухого способа работает в Шанхае.
Производительность заводов по производству древесноволокнистых плит составляет от 2 000 до 5 000 тонн в год, что довольно мало. Однако такой размер хорошо подходит для участков с разбросанными лесными ресурсами. Преимущество мокрого процесса заключается в том, что для связывания волокон вместе в плите требуется мало смолы или она вообще не требуется, что является важным фактором, поскольку синтетические смолы дороги. Эти смолы составляют значительную часть производства сухим способом.
В настоящее время действует один завод по производству древесноволокнистых плит средней плотности. Это переоборудованный завод по производству древесноволокнистых плит сухим способом в Чжучжоу, провинция Хунань, который производит около 10 000 м3 3 в год. В провинции Фуцзянь строится новый крупный завод по зарубежной технологии. Он будет производить 50 000 м 3 в год. Третий завод находится в стадии строительства на лесопилке Guangha в Пекине. Здесь также будет использоваться иностранное оборудование. Сообщается, что несколько других заводов по производству древесноволокнистых плит находятся на стадии планирования.
Производительность фанерных заводов в Китае низкая. На производство 1 м 3 фанеры на лучших заводах уходит 40—50 рабочих часов, а на большинстве заводов — 60—70 рабочих часов. Большинство панелей довольно тонкие, в пределах 9 мм. В планы входит улучшение растениеводства, особенно по мере ввода в коммерческое использование новых лесов.
С 1950-х годов в Китае работает около 11 заводов по производству древесно-стружечных плит. Эти! заводы относительно небольшие, производят около 20 м 3 пансиона в день. Даже самые крупные производили всего около 30 м 3 в день.
Из оригинальных установок три экструзионного типа. В одном из них, приобретенном в Швейцарии, используется система горизонтальной экструзии, основанная на процессе American Lane. Два других представляют собой вертикальные экструзионные системы типа OKAL из Федеративной Республики Германии.
Построенные ранее типовые заводы по производству плит ДСП китайского дизайна, и все оборудование также китайского производства. Однако на некоторых новых заводах используется иностранное оборудование. Новый крупнейший завод, сейчас производящий 100 м 3 в день древесно-стружечной плиты высочайшего качества в Китае, представляет собой одностворчатую пресс-линию, импортированную из Федеративной Республики Германии. Еще один завод производительностью 3 100 м3 в день строится в Гуанчжоу. Основные производственные машины также импортируются из Федеративной Республики Германии, остальное оборудование китайского производства.
Два других завода производительностью 50 м 3 в день в настоящее время проходят пробные пуски. Один находится в Ханчжоу, а другой в Ухане. Оба полностью китайской разработки, и оборудование тоже китайское.
Для расширения производства древесно-стружечных плит китайцы разрабатывают проекты для трех различных размеров заводов: 25, 50 и 100 м 3 в день. Меньшие заводы проектируются для строительства в небольших населенных пунктах по всей сельской местности. Более крупные планируется построить рядом с лесными массивами, хотя некоторые из них запланированы для городских районов.
В Китае развита собственная промышленность по производству оборудования для заводов по производству ДСП и ДВП. Большая часть оборудования производится в Куньмине. Пресс для производства древесно-стружечных плит производится недалеко от Сианя в уезде Цяньсянь, а рафинер под давлением для древесноволокнистых плит производится в Шанхае.
Оборудование для производства древесностружечных плит включает в себя 12-ножевую барабанную плющильную машину, 26-ножевую кольцевую плющильную машину встречного вращения, ударную мельницу, роторную сушилку трубчатого типа, смеситель непрерывного действия с коротким временем пребывания, весы для использования с блендер, двух- или четырехголовочные формовочные машины, ленточный предварительный пресс, семиъярусный горячий пресс для изготовления досок размером 1480 х 2 620 мм, возвратный конвейер с чеканкой, ускорительный конвейер и отрезной пила для ковриков. Оборудование ДВП включает дефибраторный напорный рафинер однодискового вращающегося типа, рафинер с диском диаметром 600 мм, картоноформовочную машину Фурдринье, картоноукладчик, узел разгерметизации и разбавления для удаления черных металлов из стружки, 15- или 17-гнездной горячий пресс с плитами 1 150 на 2 250 мм, загрузчиком и разгрузчиком пресса.
Китай сейчас готовится предложить свое оборудование для продажи другим странам.
ДСП: что это? Древесностружечная плита – это общий термин для панели, изготовленной из лигноцеллюлозных материалов (обычно древесины), главным образом в виде отдельных кусков или частиц, в отличие от волокон, объединенных с синтетической смолой или другим подходящим связующим и скрепленных вместе под действием тепла и давление в горячем прессе с помощью процесса, в котором все межчастицы создаются добавленным связующим веществом, и в который могут быть добавлены материалы во время производства для улучшения определенных свойств. Кроме того, древесностружечные плиты определяются методом прессования. Когда давление прикладывается в направлении, перпендикулярном граням, как в обычном многоплитном горячем прессе, они определяются как плоскопрессованные; и когда приложенное давление параллельно граням, они определяются как вытянутые. Производство композиционных плит, включая ДВП, изоляционные плиты, древесностружечные плиты (экструдированные и прессованные), древесноволокнистые плиты средней плотности, цементно-связанные плиты и формованные изделия, появилось совсем недавно. Никто не смог придумать хороший описательный термин, приемлемый для всех, для этой относительно новой отрасли лесной промышленности. Эти продукты были задуманы в лаборатории и реализованы в результате лабораторных исследований, а также программ разработки экспериментальных установок. Таким образом, эти отрасли очень тесно связаны с наукой и техникой. Изделия, изготовленные из измельченных древесных материалов в виде волокон, стружки и многих других возможных типов частиц, имеют особую привлекательность, поскольку они могут изготавливаться и в большинстве случаев изготавливаются из отходов деревообработки, некоммерческих или малоценных пород деревьев и сельскохозяйственные отходы. Будущие соображения показывают, что кора, лесопромышленные и коммунальные отходы, а также другие сельскохозяйственные отходы будут поступать в аналогичную строительную продукцию. Эта разработка также является экологически чистой, так как ранее выбрасываемый материал теперь и будет идти на полезные продукты, тем самым сохраняя наши природные ресурсы. Для этой отрасли требуется относительно небольшое количество энергии и нефтехимических производных. В настоящее время изделия из композиционных плит требуют небольших количеств других сырьевых материалов, таких как клеи на основе синтетических смол, но они сохраняются, поскольку для плит или изделий, состоящих в основном из древесины, требуются незначительные количества. В настоящее время представляется вероятным разработка клеевых систем из отходов бумажной промышленности или других растительных источников. Экологически нецелесообразно строить здания исключительно из невозобновляемых ресурсов, таких как пластик или металл, когда доступно дерево. Существующие коммерческие продукты из измельченной древесины обладают некоторыми весьма желательными характеристиками: доступность в больших листах, гладкие поверхности, однородность свойств от листа к листу и отсутствие локальных дефектов. Адаптировано из Современное производство древесно-стружечных плит и древесноволокнистых плит сухим способом по Т.М. Мэлони |
ПОДГОТОВКА МАТОВ Модернизация китайской технологии
ПЛИТЫ ДЛЯ НАКЛАДКИ ВЫСОКОЙ ПЛОТНОСТИ: расширение китайской ДСП
Институт деревообрабатывающей промышленности Китайской академии лесного хозяйства является национальным исследовательским центром по всем видам лесной продукции. До недавнего времени его исследовательские усилия в области композиционных плат всех видов были несколько ограничены из-за отсутствия оборудования. Тем не менее, лаборатория была быстро развита в течение очень короткого периода времени. ДСП, лаборатория, в частности, должны быть одними из лучших в эксплуатации:
Лаборатория уже построена, идет установка лабораторного оборудования. Это оборудование включает машины, импортированные из Федеративной Республики Германии. Ключевыми частями оборудования являются барабанный хлопьеукладчик, кольцевой хлопьевидный станок, рубительная машина, сито, смеситель, устройство для формирования матов с воздушной классификацией и горячий пресс. Также было закуплено некоторое новое испытательное оборудование в дополнение к уже имеющимся испытательным машинам.
Как упоминалось ранее, древесностружечные плиты в Китае в основном используются для производства мебели. Запланирована большая научно-исследовательская работа по повышению качества продукции, используемой для производства мебели, а также по использованию в качестве сырья для древесностружечных плит других пород древесины и недревесных сельскохозяйственных отходов.
В настоящее время не существует стандарта кондиционирования для тестирования. Тем не менее, новый стандарт близок к завершению, и для различных испытаний будут установлены процедуры кондиционирования. Также в новый стандарт испытаний будут включены измерения удержания кромок и торцевых винтов. В настоящее время испытания на линейное расширение не проводятся.
ПОКРЫТИЕ ШПОНОМ НА ДСП кроме мебели
Поскольку Китай получает больше древесных ресурсов за счет своих усилий по лесовосстановлению и международной торговли, он планирует рассмотреть возможность производства ряда других продуктов, аналогичных древесностружечным плитам. К ним относятся формованные древесностружечные плиты, ориентированно-стружечные плиты и композиты из шпона и ДСП. Композит из шпона и частиц может сыграть чрезвычайно важную роль в расширении производства панелей для мебели в Китае.
По большей части породы, пригодные для использования в производстве древесно-стружечных плит для мебели, имеют относительно высокую плотность. Это может чрезвычайно затруднить получение плит с очень гладкой поверхностью. Как отмечалось ранее, производство фанеры довольно низкое из-за отсутствия шпона. Шпон, однако, обеспечивает очень хорошую основу для поверхности панелей, используемых в мебельной промышленности. Комбинация шпона для облицовки панелей и частиц относительно высокой плотности для сердцевины панелей дает возможность увеличить запасы шпона и производить более качественные панели для мебели, чем при рассмотрении только частиц. Также представляет интерес применение компонентов типа ДСП для различных типов строительных конструкций. Все это исследуется в настоящее время в других странах мира, и некоторые продукты уже производятся. Китай хочет исследовать как можно больше продуктов, чтобы увидеть, подойдут ли они для внутреннего строительного рынка и будет ли их производство наиболее выгодным использованием лесных ресурсов.
Поскольку Китай открывает свои двери для других стран, торгуя не только товарами, но и знаниями, ожидается значительный рост производства древесно-стружечных плит.