Оборудование для переработки пластиковых бутылок, и технология производства вторсырья
Опубликовано: 10.11.2014
Время на чтение: 4 мин
11473
Большинство напитков, которые приобретают люди, продаются в пластиковых бутылках. На каждого жителя города приходится примерно 100 килограммов выкинутых ПЭТ-бутылок в год. Если учитывать, что разлагаются они в течение 300 лет, то можно представить, какой непоправимый ущерб можно нанести экологии планеты, если все эти бутылки будут свозиться на свалки. Гораздо выгоднее для экономики и безопаснее для природы перерабатывать пластиковую тару и использовать как вторсырье.
Содержание:Показать
- Оборудование для переработки пластика
- Технология переработки происходит по определенной схеме:
- Что получается из вторично переработанного сырья
- Перспективы данного направления
Именно ПЭТ-бутылка является основным сырьем при производстве флекса (вторсырья для получения химического волокна).
Получается циклический процесс бесконечной переработки пластиковых бутылок, что экономит средства и защищает окружающую среду. В России данный вид деятельности еще не вышел на массовый рынок, а потому подобный бизнес является особенно конкурентоспособным и привлекательным.
Оборудование для переработки пластика
Пройдя ряд этапов обработки, последним из которых станет предварительное прессование, бутылки попадают на специальную линию, перерабатывающую тару. При выходе и получается флекс, который имеет вид хлопьев. Линия представляет собой несколько агрегатов, соединенных ленточными траснспортерами. Она состоит из следующих элементов:
- роторная машина;
- дробилка;
- шнековый транспортер, оснащенный архимедовым винтом;
- паровой котел;
- моющая полировочная машина;
- аппарат полоскания;
- сушилка-водоотделитель;
- воздушная сушка;
- бункер.

Технология переработки происходит по определенной схеме:
- собранные бутылки сортируются по цветам, каждый цвет обрабатывается отдельно;
- вручную удаляются различные посторонние предметы – резина, бумага, прочие виды пластика;
- в роторной машине отделяются этикетки и крышки;
- в дробилке с несколькими ножами, напоминающей большой блендер, бутылки измельчаются;
- затем на шнековый транспортер помещают массу из пластиковых бутылок в паровой котел, где происходит еще один процесс очищения;
- полностью очищенный пластик отправляют в сушилку-водоотделитель, потом в воздушную сушку;
- после того как полученный флекс полностью высохнет, его переместят в специальный бункер;
- путем агломерации производится спекание крошки в маленькие комки, их уже можно использовать в качестве сырья. Для усреднения характеристик комков проводят грануляцию, что повышает плотность полученного материала и облегчает его дальнейшее использование.

Что получается из вторично переработанного сырья
Переработанные бутылки идут на изготовление множества различных изделий, таких как новые бутылки, пленка, щетина, волокна, емкости для химических средств, тканевые основы для производства текстиля, одежды и ковров, а также синтепона, автомобильных деталей, шумоизоляционных материалов, электротехнических товаров.
Как из переработанных отходов может получится резиновая плитка для дачи.
Смотрите в статье: какие еще покрытия можно получить из резиновой крошки, приготовленной из вторсырья.
Перспективы данного направления
На сегодняшний день переработка пластиковых бутылок является одним из самых рентабельных сегментов рынка переработки. Если говорить о прибыли для конкретного предпринимателя, то вложения в данный вид деятельности при правильном подходе окупятся уже через 14–18 месяцев, а чистая месячная прибыль составит около 8 тысяч долларов.
Стоит отметить, что городские власти зачастую идут навстречу желающим заняться подобным видом деятельности.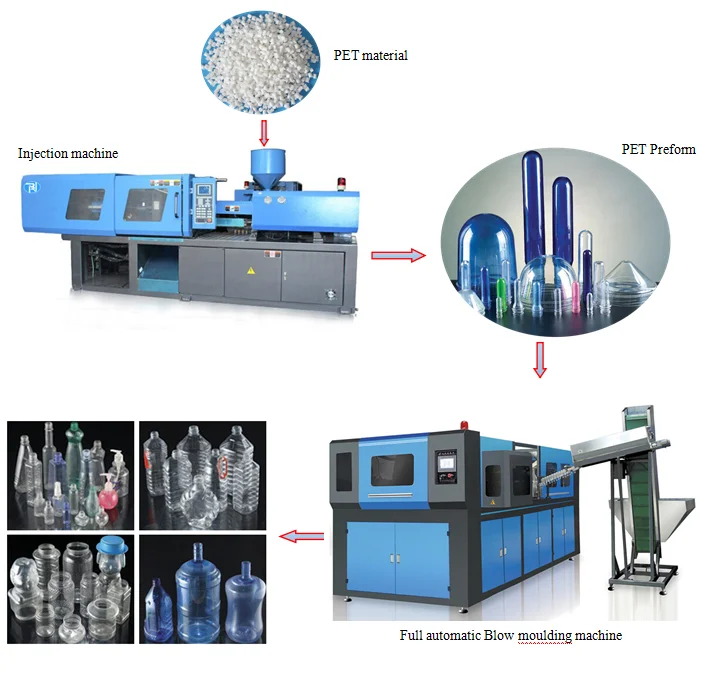 Так, если подать заявку на участие в какой-либо программе по очистке города, то вполне можно получить бесплатно помещение, подходящее под завод для переработки. Все, что останется, – это зарегистрировать предприятие и закупить необходимое оборудование (линию полного цикла).
Так, если подать заявку на участие в какой-либо программе по очистке города, то вполне можно получить бесплатно помещение, подходящее под завод для переработки. Все, что останется, – это зарегистрировать предприятие и закупить необходимое оборудование (линию полного цикла).
С нахождением сырья для производства проблем не возникает: так как города завалены пластиковыми бутылками, остается либо собирать их, либо открыть пункты приема; еще один вариант – договориться со свалкой о доставке сырья. Особенность данного бизнеса в том, что, обеспечивая себе прибыль, предприниматель делает полезное дело для экологии. Ведь ПЭТ-бутылки – это настоящая проблема, особенно в больших городах, когда после массовых мероприятий либо просто в местах скопления людей остаются огромные груды мусора, большая часть которого и есть пластиковые бутылки.
Srichakra Polyplast устанавливает первые линии рециклинга от Starlinger в Индии: Starlinger
Опытный индийский переработчик запускает две новые линии от Starlinger: по переработке постпотребительских ПЭТ-бутылок и полиолефинов. Таким образом Srichakra Polyplast модернизировала свои производственные мощности и теперь предлагает вторичные пластмассы самого высокого качества своим клиентам в Индии и на международных рынках — в Европе и США.
Таким образом Srichakra Polyplast модернизировала свои производственные мощности и теперь предлагает вторичные пластмассы самого высокого качества своим клиентам в Индии и на международных рынках — в Европе и США.
Srichakra , ведущая компания в области переработки и утилизации отходов, расположенная в Хайдарабаде, инвестировала 10 млн долларов в модернизацию и расширение своего производства по переработке пластмасс. Новая линия Starlinger recoSTAR PET 165 IV+ — первая в своем роде в Индии. В основе ее работы лежит технология переработки постпотребительских ПЭТ-бутылок, которая получила одобрение FDA (американского Управления по санитарному надзору за качеством пищевых продуктов и медикаментов): произведенный на ней вторПЭТ пригоден для контакта с пищей и может использоваться в упаковке продуктов и напитков, таких как контейнеры, лотки, бутылки под воду и газированные безалкогольные напитки и т.д. Благодаря этому технологическому усовершенствованию Srichakra теперь может поставлять высококачественный материал для пищевой упаковки на индийский и внешний рынок.
Технология удаления запаха
Для переработки постпотребительской полиолефиновой упаковки Srichakra использует линию Starlinger recoSTAR dynamic 165 C-VAC с уникальной технологией удаления запаха. Если полиолефины, такие как ПП или ПНД, использовались для упаковки пищевых продуктов, косметики или чистящих средств, частицы содержимого могли проникнуть в пластик и вызвать неприятный запах. Технология от Starlinger состоит из трех этапов: подготовка материала, высокоэффективная дегазация и последующая обработка в узле удаления запаха гранул. Это позволяет устранить даже глубоко въевшиеся запахи и выполнять самые строгие требования по качеству.
Линия переработки полиолефинов от Starlinger производит до 1.300 кг/ч высококачественных гранул без запаха, которые могут послужить сырьем для изготовления упаковки для косметики и бытовой химии, например, флаконов для лосьонов, шампуней или моющих средств.
Новая жизнь пластмасс
«Цель Srichakra — использовать передовые технологии для производства высококачественных материалов, которые позволят владельцам брендов сократить использование первичного пластика», — заявляет Равиндра Венката, генеральный директор и соучредитель Srichakra. «Новая технология, признанная во всем мире, не только позволяет нам производить вторичный пластик высшего качества, но и дает пластмассам новую жизнь, предотвращая загрязнение ими окружающей среды. Мы гордимся тем, что мы первые в Индии достигли этого, и мы намерены продолжать в том же духе».
«Новая технология, признанная во всем мире, не только позволяет нам производить вторичный пластик высшего качества, но и дает пластмассам новую жизнь, предотвращая загрязнение ими окружающей среды. Мы гордимся тем, что мы первые в Индии достигли этого, и мы намерены продолжать в том же духе».
Повышение стандартов переработки пластмасс в Индии
Согласно Программе ООН по обращению с пластиковыми отходами, в настоящее время в Индии перерабатывается только четвертая часть пластиковых отходов. При этом вторичные материалы, как правило, не отличаются высоким качеством, что отнюдь не стимулирует их повторное использование. Однако с помощью недавно установленного оборудования у Srichakra появилась возможность производить высококачественный вторичный материал, который сможет заменить первичный. Таким образом, компания вносит значительный вклад в развитие устойчивой модели обращения с пластиковыми отходами в Индии.
«Srichakra Polyplast является первопроходцем в области создания экономики замкнутого цикла в Индии, и мы гордимся тем, что являемся их поставщиками», — говорит Пауль Нидль, коммерческий директор Starlinger recycling technology. «Вдобавок, Srichakra стала первым переработчиком в Индии, кто использует технологию удаления запаха для переработки бытовых полиолефиновых отходов, а с помощью новой линии по переработке ПЭТ-бутылок с реактором SSP Srichakra сможет расширить ассортимент своей продукции и выйти на рынок упаковки для пищевой промышленности. Srichakra Polyplast установит новые стандарты для индийской индустрии переработки пластмасс».
«Вдобавок, Srichakra стала первым переработчиком в Индии, кто использует технологию удаления запаха для переработки бытовых полиолефиновых отходов, а с помощью новой линии по переработке ПЭТ-бутылок с реактором SSP Srichakra сможет расширить ассортимент своей продукции и выйти на рынок упаковки для пищевой промышленности. Srichakra Polyplast установит новые стандарты для индийской индустрии переработки пластмасс».
О Srichakra Polyplast
Основанная в 2010 году в Хайдарабаде, компания Srichakra Polyplast Pvt Ltd является ведущей компанией по переработке пластмасс и утилизации отходов. Компания производит высококачественные хлопья и регранулят из пластиковых отходов ПЭТ и полиолефинов и специализируется на поставках больших объемов вторичных материалов для упаковочной промышленности. Чтобы помочь владельцам брендов сократить использование первичного пластика, Srichakra постоянно стремится к совершенствованию и разработке новых технических решений для производства «из бутылки в бутылку» и регранулята для пищевой промышленности. В течение десяти лет Srichakra выступает за переработку местных пластиковых отходов и океанического пластика и за внедрение принципов циркулярной экономики.
В течение десяти лет Srichakra выступает за переработку местных пластиковых отходов и океанического пластика и за внедрение принципов циркулярной экономики.
www.srichakra.in
Пресс-релиз в формате PDF
Оборудование для переработки пластиковых бутылок. Линия по переработке ПЭТ-бутылок
Сегодня в больших и малых городах остро стоит вопрос переработки пластиковых бутылок, или ПЭТ-бутылок. Как можно решить данную проблему? Сифания-экотехника предлагает высокоэффективное оборудование для переработки ПЭТ-бутылок в чистые хлопья ПЭТ по конкурентной цене. Покупая у нас линию по переработке пластиковых бутылок ПЭТ-250, Вы гарантированно получаете дополнительный источник дохода, помощь в разработке бизнес-плана и организации производства. Вторичная переработка пластиковых бутылок — отличное вложение денег при грамотном подходе.
Комплект нестандартного оборудования для переработки пластиковых бутылок ПЭТ 250 – это линия по сортировке ПЭТ-бутылок по цвету и переработке ПЭТ-бутылок в полуфабрикат (чистые хлопья, пригодные для производства гранул или готовой продукции), производительностью до 250 кг/час по входному сырью.
Сифания-Экотехника — изготовливаем профессиональное оборудование для переработки отходов: станки, линии, комплексы, заводы и мини-заводы по переработке пластиковых бутылок (пластиковых бутылок).
НАЗНАЧЕНИЕ ЛИНИИ ПО ПЕРЕРАБОТКЕ ПЭТ БУТЫЛОК ПЭТ-250:
Сырьём для переработки на линии является вторичное полимерное сырьё и полимерные отходы: пластиковые бутылки (ПЭТ-бутылки), ПЭТ, ПЭТФ, ПЭТ-тара, вторичный ПЭТ, прочие изделия из ПЭТ. Использование ПЭТ-хлопьев прошедших очистку и мытьё значительно увеличивает время использования фильтра (фильеры) на экструдере и улучшает качество получаемого продукта, изготовленного из него (готовых изделий из полимеров, агломерата, гранулята). Преимущество оборудования и выбранной технологии: ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПЭТ-250:
СОСТАВ УЗЛОВ И АГРЕГАТОВ ЛИНИИ ПЭТ–250:
Бункер-накопитель с питателем и устройством разделения спрессованных ПЭТ бутылок: Предназначен для загрузки прессованных ПЭТ брикетов и дальнейшего из измельчения. Конвейер сортировки: Предназначен для сортировки бутылок по цвету (4 цвета). Конвейер наклонный с приемным бункером: Предназначен для транспортирования разделенных ПЭТ бутылок в дробилку. Модуль сухой очистки №1: Предназначен для подачи ПЭТ бутылок с дробилки в ванну сухой очистки, а также для предварительной очистки от различных загрязнений и этикеток. Ванна сухой очистки: Предназначена для дополнительной очистки материала от пыли и мелких частиц. Модуль сухой очистки №2: Предназначен для очистки и передачи сырья из ВСО в ванну быстрой мойки №1 (ВБМ №1). Ванна быстрой мойки №1. Предназначена для горячей мойки сырья – отмывка остаточных загрязнений и клея. Флотатор со шнеком №1. Предназначен для разделения методом флотации полиэтиленовых пробок, колец, этикетки от хлопьев ПЭТ, а также транспортировки мытого материала шнеком в ВБМ №2. Ванна нагрева. Для нагрева и поддержки определенной температуры воды, а также отборки отфлотированных частиц. Ванна быстрой мойки №2. Для повторной мойки флексов ПЭТ в холодной воде. Ванна ополаскивания №1. Для предварительного ополаскивания флексов. Центрифуга №1. Предназначена для отжима загрязненной воды от флексов ПЭТ. Флотатор со шнеком №2. Применяется для контрольной флотации ПЭТ флексов и их транспортировки в ванну ополаскивания №2. Ванна ополаскивания №2. Служит для контрольного ополаскивания ПЭТ флексов. Центрифуга №2. Предназначена для отжима воды, а также транспортировки флексов ПЭТ в сушилку с системой пневмотранспорта. Сушилка ПЭТ-хлопьев. Предназначена для сушки и транспортировки сырья в бункер готовой продукции. Бункер готовой продукции. Служит для периодической или непрерывной выгрузки готовой продукции в упаковочную тару. Общий вид оборудования для переработки ПЭТ-бутылок ПЭТ-250: Ванная сухой очистки: Ванна ополаскивания: До очистки: Отфильтрованные крышки и колечки плавают на дне: Хлопья ПЭТ остались на дне:

 двигатель АИР100L6У3 (N=2,2 кВт, n=940 мин-1)
двигатель АИР100L6У3 (N=2,2 кВт, n=940 мин-1)


*Состав оборудования для переработки пластиковых бутылок носит рекомендательный характер. Конкретную комплектацию оборудования согласовывает ЗАКАЗЧИК!
Условия поставки и сроки изготовления зависят от выбранной комплектации. Как правило, предоплата составляет 50%, а поставка производится в течение 45-ти рабочих дней после предоплаты.
Как правило, предоплата составляет 50%, а поставка производится в течение 45-ти рабочих дней после предоплаты.
как перерабатывают и используют пластик
ПЭТ обретает вторую жизнь: как перерабатывают и используют пластик
Около трети мусорного ведра среднестатистического человека занимают пластиковые бутылки. Этот мусор легче всего перерабатывать, чтобы затем в старых и уже новых ипостасях он «возвращался» к человеку бесконечное количество раз. Оглянитесь вокруг: в обычной жизни человек нередко пользуется вещами, сделанными из переработанных отходов, и просто не догадывается об этом.
Использование вторсырья для создания новых изделий – одно из самых динамично развивающихся направлений переработки полимерной тары в мире.
ПЭТ обладает уникальными механическими характеристиками, которые нисколько не отличают вторсырье от первичного гранулята. Непосредственным материалом для переработки являются упаковки, в которых ранее содержались напитки, вода или жидкости для хозяйственных нужд.
Полимерный безопасный материал отличается от других пластмасс легкой гомогенизацией. ПЭТ обладает рядом преимуществ в эксплуатации: устойчивость к любым механическим воздействиям, к большинству химических веществ, ударопрочность, эксплуатация при температурах от — 45 до + 210 градусов, герметичность, тягучесть, легкая обрабатываемость — покраска, нанесение печати и др.
Технология переработки ПЭТ позволяет экономить расход нефти, ведь еще в первичном производстве пластик создают именно из нее. Рециклинг пластика снижает выбросы СО2 в атмосферу за счет снижения энергопотребления. При производстве тары из вторичного ПЭТ-материала потребляется на 60% меньше энергии, чем при использовании первичного полиэфира. При этом цена на воссозданный из отходов ПЭТ достигает до 90% стоимости первичного полимера. А сама возможность рециклинга способствует снижению экологической нагрузки на экологию до 100%.
Перед переработкой на заводах с пластиковых бутылок снимают крышки, убирают этикетки и сортируют сырье по цвету. Затем пластик прессуют, измельчают, пропускают через паровой котел, чтобы удалить остатки примесей. Так с конвейера выходит вторичная гранула или флекс – сырье для будущего продукта из ПЭТ. А уже из него получают будущее химическое волокно.
Затем пластик прессуют, измельчают, пропускают через паровой котел, чтобы удалить остатки примесей. Так с конвейера выходит вторичная гранула или флекс – сырье для будущего продукта из ПЭТ. А уже из него получают будущее химическое волокно.
ПЭТ может быть переработан бесконечное количество раз. Его характеристики определили широкий диапазон сферы использования. Из полимерного сырья чаще всего делают вторичные преформы для бутылок. Повторное сырье также применяется для упаковок под моющие средства, водные растворы красок и эмульсий. ПЭТ используется и при изготовлении многослойных пленок, где внешние слои состоят из первичных полимерных материалов. Одной из сфер применения являются волокна и веревки. Вторсырье ПЭТ используют для текстиля и ковролина, которые могут на 100% состоять из повторного полимера. К тому же волокно полиэтилентерефталата применимо в зимней одежде в качестве утеплителя.
Из бывших бутылок производят ткань — полиэстер. Многие спортивные бренды используют в коллекциях одежды исключительно ткань из вторичного пластика.
А из изготовленных по технологии «meltblown» материалов из ПЭТ (специальное нетканное микроволокно) создают геотекстиль, шумоизоляционные материалы, фильтрующие и абсорбирующие элементы, синтепон. Некоторый объем полиэтилентерефталата применяется для изготовления автомобильных деталей. И наконец, все активнее вторичное сырье можно заметить в получении щетины – для щеток как хозяйственного, так и промышленного и назначения.
ПЭТ может быть переработан бесконечное количество раз. Его характеристики определили широкий диапазон сферы использования.
Сбор ПЭТ-мусора и его переработка стали способствовать позитивному развитию экологических программ во всем мире. Ряд общеизвестных корпораций обозначили приоритетом заботу об окружающей среде и стали применять в своей продукции упаковки, в создании которых участвует переработанный пластик. Эти идеи поддерживают компания Nestle Waters (50% вторичного ПЭТ используется в их таре), Coca-Cola (в США в 2015 году 25% их продукции уже разливалось в такую бутылку), Бельгийская пивоваренная компания Martens Brewery использует повторный ПЭТ при производстве тары, Danone (25% сырья использовано в производстве их воды — «Evian» и «Volvic»), PepsiCo (на рынке США — более 10% переработанного ПЭТ и планируется увеличить его долю до 50% к 2018 году).
Несмотря на очевидную выгоду сбора ПЭТ-отходов и их преобразование в сырье, сегодня в России, странах СНГ и Восточной Европы пока наблюдается невысокий процент рециклинга пластика. В России установлены мощности, способные перерабатывать до 160 тыс. тонн (30%) пластикового мусора. Объем переработки вторичного ПЭТ в мире достигает одного млн тонн ежегодно. В Европе еще в 2012 году было переработано 52% бутылок, в США — 30,8%, из них 20% — тара из-под воды. Лучше всего дела обстоят в развивающихся странах, там сбор мусора часто является отдельной профессией, как, например, в Китае или Африканских государствах.
Читать еще
Россия и экcпорт: новые данные о старом вопросе!
Пластиковая упаковка в России: импортозамещение в действии
Удивительные факты о пластиковой бутылке, которых вы не знали
Реинкарнация пластиковой бутылки
Как производят ПЭТ-бутылки: выдувание, охлаждение и немного волшебства
ПЭТ тара — мифы, технологии и заинтересованные лица
Переработка пластиков: технология непрерывного пиролиза, которая работает — Установка пиролиза УТД
Что мы знаем о накоплении и утилизации отходов пластика? Факты и цифры
Для того чтобы наобещать цивилизации всякие виды мучительной гибели, сегодня вовсе не обязательно заглядывать в «Откровения Иоанна-богослова». С этим может справиться простой пластиковый пакет об руку с ПЭТ бутылкой. Ведь в мировом океане уже к 2025 году, до которого осталось каких-то 5 лет, секунда по историческим понятиям, на одну тонну рыбы придется 3 тонны пластика — это 600 бутылок на каждые 10 кг рыбы. Остров в Тихом океане, целиком состоящий из пластиковых отходов по площади, занимает примерно три Франции. И не стоит думать, что пластиковый мусор в нем плавает лишь на поверхности: постепенно разрушаясь, до 70% его падает на дно, зависает на глубине и совершенно невозможно оценить, насколько загажен на этой огромной площади Тихий океан. Разброс в оценках составляет от 5 до 50 триллионов тонн – в 10 раз.
С этим может справиться простой пластиковый пакет об руку с ПЭТ бутылкой. Ведь в мировом океане уже к 2025 году, до которого осталось каких-то 5 лет, секунда по историческим понятиям, на одну тонну рыбы придется 3 тонны пластика — это 600 бутылок на каждые 10 кг рыбы. Остров в Тихом океане, целиком состоящий из пластиковых отходов по площади, занимает примерно три Франции. И не стоит думать, что пластиковый мусор в нем плавает лишь на поверхности: постепенно разрушаясь, до 70% его падает на дно, зависает на глубине и совершенно невозможно оценить, насколько загажен на этой огромной площади Тихий океан. Разброс в оценках составляет от 5 до 50 триллионов тонн – в 10 раз.
Пластики – удивительная группа материалов с самыми разнообразными свойствами, давно служащие человеку. Изобретение первого искусственного материала, целлулоида, относится к 1855 году. Вторым прорывом был бакелит, изобретенный в 1907 Лео Бакеландом. С тех пор пластик проник абсолютно во все стороны человеческой жизни и сделался совершенно незаменимым. И, как обычно происходит, начал потихоньку диктовать условия. Сегодня пластик отбирает 8% всей добытой нефти, причем половина идет на его производство, а половина – на утилизацию.
И, как обычно происходит, начал потихоньку диктовать условия. Сегодня пластик отбирает 8% всей добытой нефти, причем половина идет на его производство, а половина – на утилизацию.
Отходы из пластика, количество которых нарастает со скоростью снежного кома, плохо поддаются утилизации: например, с помощью различных технологий перерабатывается всего 7% пластиковой упаковки. Хотя если проанализировать эти цифры, выяснится, что, например ЕС отправляет такие отходы в низкодоходные страны и считает их утилизированными, в то время как реальную судьбу этих отходов проследить просто невозможно. Чемпионом в переработке пластика является Тайвань, где процент переработки пластиковых отходов достигает 55%.
А что в России? Проблема переработки пластиковых отходов встали перед Россией гораздо позже, чем перед Европой: в Советском Союзе в качестве упаковочного материала гораздо больше использовали бумагу, утилизация которой была достаточно хорошо отработана. Не было ни правовой базы, ни технологий, ни даже интереса к проблеме утилизации пластика. Только в конце XX века об этой проблеме заговорили, ориентируясь на мировой опыт. Несмотря на то, что по данным журнала «ТБО» пластиковые отходы составляют всего 6% от общего количества ТКО, это особый вид отходов, требующий различных подходов как по типу, так и по региону образования. Утилизация пластиков представляет собой проблему, в основном по двум причинам: разнообразия и сложности химического состава и длительного периода распада отходов.
Только в конце XX века об этой проблеме заговорили, ориентируясь на мировой опыт. Несмотря на то, что по данным журнала «ТБО» пластиковые отходы составляют всего 6% от общего количества ТКО, это особый вид отходов, требующий различных подходов как по типу, так и по региону образования. Утилизация пластиков представляет собой проблему, в основном по двум причинам: разнообразия и сложности химического состава и длительного периода распада отходов.
Виды пластиков: какие можно перерабатывать? Что означают треугольники с цифрами
Коды переработки пластика – специализированные обозначения материала, из которого изготовлено изделие. Маркировка, состоящая из идентификаторов в виде цифр и букв, значительно облегчает процесс сортировки пластиковых отходов и последующей переработки. Именно в зависимости от физико-химических характеристик полимера определяется способ обращения с его отходами.
Тип пластика | Маркировка | Основные характеристики | Области применения |
ПЭТ, ПЭТФ |
| бутылки для питьевой воды, безалкогольных и спортивных напитков, банки для специй, жаропрочные контейнеры для еды и мешки для запекания, банки для лекарств, волокна для одежды | |
ПНД, ПЭВП (ПЭНД) |
| бутылки для молока и негазированных напитков, строительная трубы, мебель, упаковка для продуктов питания, бутылки для шампуня и жидкости для полоскания рта, пластиковые заборы, горшки для растений | |
ПВХ |
| водопроводные трубы, прозрачная упаковка для продуктов питания, термоусадочная пленка, пластиковые детские игрушки, скатерти, виниловые напольные покрытия, детские игровые коврики и блистеры (например, для медикаментов), оконные и дверные рамы, медицинские изделия, трубы и фитинги, оболочка из проволоки и кабеля, водостоки, изделия из синтетической кожи | |
ПВД |
| мешки для химической чистки, мешки для газет, мусорные мешки, а также «бумажные» коробки для молока и стаканы для горячих/холодных напитков, упаковочные пленки, пузырчатая упаковка, мешки для покупок, мешки для замороженных продуктов, мешки для проволоки и кабеля, мешки из высокопрочных материалов | |
ПП |
| баночки для йогуртов, крышки для бутылок, бутылки для кетчупа и сиропа, рефрижераторные контейнеры, горшки для растений, питьевые соломинки, ланч-боксы | |
ПС |
| одноразовая посуда чашки, тарелки, контейнеры, лотки для мяса в супермаркете, яичные коробки, коробки для продуктов питания, вешалки для одежды и футляры | |
Другие виды пластика |
| волоконный текстиль, бутылки для кулера, «биоразлагаемый» пластик, тюбики для зубной пасты, многоразовая тара |
 «>высокая термостойкость
«>высокая термостойкость «>высокая устойчивость к влаге и химикатам
«>высокая устойчивость к влаге и химикатам «>может быть жестким и гибким
«>может быть жестким и гибким «>практически безвреден
«>практически безвреден «>устойчивость к низким и высоким температурам, к агрессивным жидкостям
«>устойчивость к низким и высоким температурам, к агрессивным жидкостям «>эксплуатационная гибкость, прозрачность
«>эксплуатационная гибкость, прозрачность «>любые другие виды пластика (поликарбонат, полиамид, нейлон, биопластики и т.д.), кроме вышеперечисленных
«>любые другие виды пластика (поликарбонат, полиамид, нейлон, биопластики и т.д.), кроме вышеперечисленныхМетоды утилизации и переработки пластиковых отходов
Основные методы обращения с пластиковыми отходами можно разделить на 4 группы:
- Механическая переработка (вторичная переработка)
- Химическая утилизация
- Захоронение
- Термические методы (инсинерация, пиролиз)
Механический метод – грануляция, так можно переработать отходы пленки, поликарботната, полиэтилена низкого давления, полистирола и пенополистирола, полиамида и некоторых других. Метод заключается в нагреве, пропускании через экструдер, гранулировании и охлаждении. Гранулы затем можно повторно использовать в производстве пластиковых товаров. Недостатком этого метода можно считать тот факт, что из вторичного сырья удастся изготовить лишь менее качественные пластиковые товары.
Метод заключается в нагреве, пропускании через экструдер, гранулировании и охлаждении. Гранулы затем можно повторно использовать в производстве пластиковых товаров. Недостатком этого метода можно считать тот факт, что из вторичного сырья удастся изготовить лишь менее качественные пластиковые товары.
Химическая утилизация (рециклинг) вовлекает применение токсичных растворителей, с помощью которых также не удастся «пересоздать» пластик исходного качества. Кроме того, любой химический процесс критически зависит от однородности сырья, чего трудно добиться в отношении отходов. Необходимы сортировочные мощности.
Преимущества и недостатки такого метода как захоронение несколько неуместно даже обсуждать. Это метод позавчерашнего дня, к сожалению, широко распространенный и сегодня в силу относительной дешевизны для настоящего момента, однако в ближайшем будущем он отыграет куда худшими опасностями, чем остальные методы.
Термические методы, подразделяемые на инсинерацию и пиролиз, также широко применяются для утилизации пластиков. Преимущество инсинерации – в ее «всеядности» и уменьшении изначального объема отходов, особенно в отношении пластиков, обладающих немалой теплотворной способностью (конечно, теплотворная способность разных видов пластика кардинально различается). При условии качественной современной системы газоочистки инсинерацию широко используют и сегодня, например, Германия сжигает до 60% своих пластиковых отходов. Всплеск инсинерации пластика наблюдался в 2000-2016 годах в Европе, где количество сжигаемого пластика увеличилось на 61%. В Китае действует 231 крупный мусоросжигательный завод и соответственно, доля инсинерации там тоже велика. Однако, бессмысленная трата достаточно ценного вторичного ресурса сегодня непозволительна.
Преимущество инсинерации – в ее «всеядности» и уменьшении изначального объема отходов, особенно в отношении пластиков, обладающих немалой теплотворной способностью (конечно, теплотворная способность разных видов пластика кардинально различается). При условии качественной современной системы газоочистки инсинерацию широко используют и сегодня, например, Германия сжигает до 60% своих пластиковых отходов. Всплеск инсинерации пластика наблюдался в 2000-2016 годах в Европе, где количество сжигаемого пластика увеличилось на 61%. В Китае действует 231 крупный мусоросжигательный завод и соответственно, доля инсинерации там тоже велика. Однако, бессмысленная трата достаточно ценного вторичного ресурса сегодня непозволительна.
Пиролиз предполагает нагрев сырья без доступа кислорода и разложение полимерных цепочек без их окисления. Это достаточно перспективный способ, в меньшей степени, чем инсинерация или химический рециклинг нагружающий окружающую среду, имеет одну ахиллесову пяту – низкую производительность. Практически все пиролизные технологии, представленные на современном рынке, до сих пор имеют периодический или полунепрерывный принцип работы, что связано со сложностью герметизации процесса.
Практически все пиролизные технологии, представленные на современном рынке, до сих пор имеют периодический или полунепрерывный принцип работы, что связано со сложностью герметизации процесса.
Вращающаяся печь непрерывного пиролиза УТД-2 – идеальное решение для переработки отходов пластика
Компания IPEC, уже хорошо известная своими установками непрерывного пиролиза углеводородсодержащих отходов УТД-2 различной производительности, разработала новую технологию непрерывного пиролиза, предназначенную для утилизации различных видов пластика: полиэтилена, полипропилена, полистирола, полиэтилентерефталата, полиамида и некоторых других, кроме поливинилхлорида, в котором присутствует хлор.
Технологический процесс переработки пластика в УТД-2:
Пластиковые отходы из загрузочной емкости подаются на измельчитель и после него на экструдер, где проходит нагрев и плавка пластических масс до пастообразного состояния. Далее сырье подается в реактор, нагреваемый горелками на пиролизном газе, образующемся в процессе реакции. В реакторе, благодаря вращению камеры, сырье равномерно распределяется по стенкам и разлагается без доступа кислорода. Далее парогазовая смесь проходит фильтр пиролизных газов, где очищается от тяжелых компонентов и механических примесей (золы) и поступает в каталитическую колонну, которая препятствует образованию парафинов. После парогазовой смеси она подается в газожидкостный сепаратор, где разделяется на жидкую и газовую фазу. Жидкость – пиролизное топливо – сливается в бак хранения (готовой продукции). Пиролизный газ через газоосушительную колонну, где отделяется остаточный водяной пар, подается на горелки через фильтр и газовый компрессор.
Сухой углеродный остаток непрерывно удаляется из реактора с помощью системы автоматического золоудаления в бункер – золоприемник.
Дымовые газы из топки, не содержащие вредных примесей, вытягиваются дымососом в дымовую трубу и выбрасываются в атмосферу. Если температура дымовых газов превышает допустимую по нормативам, предусмотрено либо разбавление их атмосферным воздухом, либо, в качестве опции, блок рекуперации тепловой энергии.
Производительность Комплекса – от 1000 кг пластиковых отходов в час
Главное преимущество процесса IPEC – его непрерывность. Технология пиролиза, дополненная каталитическим блоком – наиболее перспективная из имеющихся на сегодняшний день термических технологий утилизации пластиковых отходов. У нее лишь одно значимое требование – настоятельная необходимость в герметизации реактора и строгой изоляции процесса от окружающей среды. Проникновение атмосферного воздуха в процесс немедленно приводит к аварийной ситуации. К счастью, в IPEC давно знают, как обезопасить оборудование и персонал, безаварийная работа УТД-2 подтверждена многими Заказчиками.
Ознакомиться с Установкой термической деструкции с вращающимся реактором серии УТД-2 для переработки пластика
Статья «Переработка пластиков: технология непрерывного пиролиза, которая работает» опубликована в корпоративном журнале «ЭКОИНЖ»
При использовании материала/любой его части ссылка на авторство и сайт (www. i-pec.ru) обязательна
Линия для переработки ПЭТ бутылок
- Оборудование из Китая
- Переработка/утилизация отходов
- Линия для переработки ПЭТ бутылок
- Артикул
- Цена
- 50,000-100,000$
- Продукция
- ПЭТ-хлопья
- Категория
- Переработка/утилизация отходов
- Дополнительная категория
- Бутылки, Пластик, Перерабатывающее
- Тип оборудования
- Линия
- Шеф-монтаж:
- бесплатно «под ключ»
- Гарантия:
- 1год
- Послепродажное обслуживание:
- Представительство в РФ обеспечивает консультирование по вопросам ремонта и техобслуживания, а также можем предоставить обслуживание на месте. Гарантия поставок запчастей в течение всего срока эксплуатации оборудования.
Описание
Производительность: 300кг/ч, содержание примесей: ≤0. 01%. Производительность: 500кг/ч, содержание ПВХ: <0.01%.
01%. Производительность: 500кг/ч, содержание ПВХ: <0.01%.
Основным предназначением линии является переработка бутылок ПЭТ. Перед началом процесса переработки, бутылки необходимо очистить. Отработанные бутылки ПЭТ имеют крышки, этикетки, как правило также содержат песок, пыль, жир и другие загрязнения, поэтому процесс очистки сравнительно сложный, однако данная линия гарантирует первоклассную очистку продукции. После измельчения ПЭТ бутылок получается готовая продукция, которую можно использовать.
Размер ПЭТ-хлопьев менее чем 16мм.
Влажность 3-5%.
1. Производственный процесс:
Технические характеристики 300кг
Подробнее
Ⅰ . Конвейерная лента (1шт.) - Эффективная длина: 4500мм
- Мощность электродвигателя: 1.5кВт
- Ширина: 600мм
- Применение: предназначена для подачи материала всепаратор этикеток
Сепаратор этикеток (1шт.  )
)- Мощность главного электродвигателя: 11кВт
- Диаметр ротора:Φ500мм
- Скорость вращения ротора: 590обр/мин
- Мощность водяного насоса: 5.5кВт
- Размер загрузочной воронки (Ш*В):700*460мм
- Эффективная длина оборудования: 3000мм
- Внешние габариты оборудования (Д*Ш*В): 3500*1100*2800мм
- Эффективность удаления этикеток:>95%
Сортировочный конвейер (1 шт.) - Эффективная длина: 8000мм
- Мощность электродвигателя: 2.2кВт, частотное управление
- Ширина: 600мм
- Применение: служит для удаления этикеток и другихпосторонних объектов, перед попаданием бутылок в дробилку.
Конвейерная лента (1 шт. ) - Мощность электродвигателя: 1.5кВт
- Эффективная длина: 4500мм
- Ширина: 600мм
- Скорость: 10-20м/мин
- Применение: служит для подачи материала в дробилку.

Мокрая дробилка PC650 (1 шт.)
- Мощность электродвигателя: 15кВт
- Размер рабочего помещения: 650×450мм
- Диаметр поворота:Φ400мм
- Скорость ротора: 500обр/мин
- Количество вращающихся ножей: 6шт.
- Количество стационарных ножей: 4шт.
- Материал ножей: W18Cr4V(быстрорежущая сталь свольфрам)
- Вспомогательный электродвигатель:0.37кВт,
- легкая замена ножей, оборудование простое в обслуживание и ремонте.
- Электродвигатель для принудительного обжима: 3кВт.
- Процесс принудительного обжима необходим дляпредотвращения востановления исходной формы бутылок, способствует повышению производительности дробилки.
- Диаметр разбрызгивающей трубы: Φ32мм Имеется экстренный выключатель.
- Применение: При помощи вращающихся ножей и стационарных ножей осуществляется дробление бутылок.
- Дробилка выполняет функцию предварительной мойки.
 Бункер для измельченной продукции: состоит из сверхтвердых стальных плит.
Бункер для измельченной продукции: состоит из сверхтвердых стальных плит. - Особенности камеры: толстые стены, сверхпрочная, износоустойчивая, долговечная, удобная при демонтаже и техническом обслуживании.
- Нож: вращающийся нож изготовлен в форме“V”.
- Преимущества: равномерная резка, экономное потребление энергии, бесшумный, сверхпрочный, удобный в установке.
- Изготовлен из W18Cr4V материала.
- Ротор: изготовлен из специального материала.
- Преимущества: статическая балансировка, прочный, при работе не меняет своей формы, стабильный в работе.
- Ременный шкив: все ременные шкивы оборудования соединяются с приводным валом при помощи соединительной муфты.
- Преимущества: стабильное вращение, точность, простое и удобное в обслуживании.
- Сито: изготовлено из высокопрочной стали.
- Преимущества:сверхпрочное, долговечное.
- Простая установка и легкая замена сита.
- Имеется большое количество разных видов сита с различным диаметром отверстий.

Шнековый механизм подачи материала(1шт.)
- Мощность электродвигателя:3кВт
- Диаметр шнека:Φ280мм
- Скорость вращения шнека: 75обр/мин
- Диаметр отверстий сита:Φ3мм
- Применение:Предназначен для подачи хлопьев в моечное устройство. Нижняя часть устройства оснащена ситом из нержавеющей стали. При поднятии хлопьев, с помощью шнека, в моечное устройство, происходит отделение грязной воды и мусора, после чегомусор и грязная вода, через нижнее отверстие, попадает в отстойник.
- Материал: нержавеющая сталь.
Моечное устройство
- Мощность электродвигателя: 5.5кВт
- Скорость вращения: 500обр/мин
- Эффективная длина: 4000мм
- Диаметр отверстий сита: Φ3мм,сито изготовлено из нержавеющей стали
- Диаметр разбрызгивающей трубы: Φ32мм
- Водосточная воронка: Φ32мм, служит для устранения мусора.

- Применение: служит для очищения хлопьев от грязи. При помощи вращающихся на высокой скорости лопастей, хлопья проходят очистку в чистой воде.Комплектуется резервуар для избыточной воды и сбора мусора.
- Материал: нержавеющая сталь.
Одношнековый промывочныйбассейн (1шт.)
- Эффективная длина: 4000мм
- Диаметр шнека: 300мм
- Количество шнека: 1шт.
- Скорость вращения шнека: 35обр/мин
- Мощность электродвигателя: 4кВт
- Комплектуется резервуар для избыточной воды и промывочный бассейн для этикеток и крышек. Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора.
- Применение: служит для удаления этикеточной бумаги,пробок, всплывающих на поверхность при очистки хлопьев.
- Материал: нержавеющая сталь.
Шнековый загрузчик(1шт.)
- Мощность электродвигателя: 3кВт
- Диаметр шнека:Φ280мм
- Скорость вращения шнека: 75обр/мин
- Диаметр отверстий сита:Φ3мм
- Применение: служит для подачи хлопьев в ваннуюгорячей мойки.
 Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора. Мусор и грязная вода, через нижнее отверстие, попадает в отстойник.
Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора. Мусор и грязная вода, через нижнее отверстие, попадает в отстойник. - Материал: нержавеющая сталь.
Ванна горячей мойки (1шт.)
- Мощность электродвигателя: 5.5кВт
- Диаметр:Φ1500мм
- Высота: 1800мм
- Внешняя стенка покрыта теплоизоляционным материалом. В соответствие с требованиями покупателя, можно также применять электрический способ нагрева встроеннго змеевика. Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора. Мусор и грязная вода, через нижнее отверстие, попадает в отстойник.
- Применение: предназначена для мойки хлопьев с применением каустической соды при температуре выше 85℃ и для удаления масляных загрязнений, клея и т.д.
- Материал: нержавеющая сталь.
Шнековый загрузчик(1шт.
 )
)- Мощность электродвигателя: 3кВт
- Диаметр шнека:Φ280мм
- Скорость вращения шнека: 75обр/мин
- Применение: служит для подачи хлопьев в моечное устройство.
- Материал: нержавеющая сталь.
Моечное устройство (1шт.)
- Мощность электродвигателя: 5.5кВт
- Скорость вращения: 500обр/мин
- Эффективная длина: 4000мм
- Диаметр отверстий сита: Φ3мм, сито изготовлено из нержавеющей стали.
- Диаметр разбрызгивающей трубы: Φ32мм
- Водосточная воронка: Φ32мм, служит для устранения мусора.
- Применение: служит для очищения хлопьев от грязи.
- При помощи вращающихся на высокой скорости лопастей, хлопья проходят очистку в чистой воде.
- Материал: нержавеющая сталь.
Промывочный бассейн (3шт.)
- Эффективная длина: 4000мм
- Диаметр шнека: 300мм
- Количество шнека: 1шт.

- Скорость вращения шнека: 35обр/мин
- Мощность электродвигателя: 4кВт
- Комплектуется резервуар для избыточной воды и промывочный бассейн для этикеток и крышек. Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора.
- Применение: служит для удаления этикеточной бумаги,пробок, всплывающих на поверхность при очистки хлопьев.
- Материал: нержавеющая сталь.
Центробежная сушилка (1шт.)
- Мощность главного электродвигателя: 7.5кВт
- Диаметр ротора:Φ400мм
- Скорость вращения ротора: 1270обр/мин
- Электродвигатель: 1.1кВт
- Применение: предназначена для удаления воды из хлопьев, после чего хлопья попадают в аэродинамическуюсушилку.
- Материал: нержавеющая сталь.
Аэродинамическая сушилка (1шт.)
- Нагревательная мощность: 22кВт температура регулируется с помощью регулятора температуры.

- Диаметр воздухопровода: 159мм
- Материал воздухопровода:нержавеющая сталь
- Применение:применяется для сушки хлопьев. Материал: нержавеющая сталь.
Циклонный бункер (1шт.)
- Мощность вентилятора: 11кВт
- Емкость бункера: 1000л
- Материал: нержавеющая сталь.
Пульт управления (1шт.)
- Пульт управления Контактор (Siemens)
- Терморегулятор с цифровым дисплеем (RKC)
- Преобразователь частоты (LP)
- Имеется кнопка экстренного выключения. Состояние каждой части оборудования фиксируется на измерительном приборе.
Технические характеристики 500кг
Подробнее
Конвейерная лента (1шт.
 )
)- Эффективная длина: 4500мм
- Мощность электродвигателя: 1.5кВт
- Ширина: 600мм
- Применение: предназначена для подачи материала в сепаратор этикеток
Сепаратор этикеток (1шт.)
- Мощность главного электродвигателя: 11кВт
- Диаметр ротора: Φ500мм
- Скорость вращения ротора: 590обр/мин
- Мощность водяного насоса: 5.5кВт
- Размер загрузочной воронки (Ш*В):700*460мм
- Эффективная длина оборудования: 3000мм
- Внешние габариты оборудования (Д*Ш*В): 3500*1100*2800мм
- Эффективность удаления этикеток: >95%
Сортировочный конвейер (1 шт.)
- Эффективная длина: 8000мм
- Мощность электродвигателя: 2.2кВт, частотное управление
- Ширина: 600мм
- Применение: служит для удаления этикеток и других посторонних объектов, перед попаданием бутылок в дробилку.

Конвейерная лента (1 шт. )
- Мощность электродвигателя: 1.5кВт
- Эффективная длина: 4500мм
- Ширина: 600мм
- Скорость: 10-20м/мин
- Применение: служит для подачи материала в дробилку.
Мокрая дробилкаPC800 (1 шт.)
- Мощность электродвигателя: 30кВт
- Размер рабочего помещения: 800×560мм
- Диаметр поворота:Φ560мм
- Скорость ротора: 500обр/мин
- Количество вращающихся ножей: 8шт.
- Количество стационарных ножей: 4шт.
- Материал ножей: W18Cr4V (быстрорежущая сталь с вольфрам)
- Вспомогательный электродвигатель:0.37кВт, легкая замена ножей, оборудование простое в обслуживание и ремонте.
- Электродвигатель для принудительного обжима: 3кВт.
- Процесс принудительного обжима необходим для предотвращения востановления исходной формы бутылок, способствует повышению производительности дробилки.

- Диаметр разбрызгивающей трубы: Φ32мм Имеется экстренный выключатель.
- Применение: При помощи вращающихся ножей и стационарных ножей осуществляется дробление бутылок. Дробилка выполняет функцию предварительной мойки. Бункер для измельченной продукции: состоит из сверхтвердых стальных плит.
- Особенности камеры: толстые стены, сверхпрочная, износоустойчивая, долговечная, удобная при демонтаже и техническом обслуживании.
- Нож: вращающийся нож изготовлен в форме“V”.
- Преимущества: равномерная резка, экономное потребление энергии, бесшумный, сверхпрочный, удобный в установке. Изготовлен из W18Cr4V материала.
- Ротор: изготовлен из специального материала.
- Преимущества: статическая балансировка, прочный, при работе не меняет своей формы, стабильный в работе.
- Ременный шкив: все ременные шкивы оборудования соединяются с приводным валом при помощи соединительной муфты.
- Преимущества: стабильное вращение, точность, простое и удобное в обслуживании.

- Сито: изготовлено из высокопрочной стали.
- Преимущества:сверхпрочное, долговечное. Простая установка и легкая замена сита. Имеется большое количество разных видов сита с различным диаметром отверстий.
Шнековый механизм подачи материала (1шт.)
- Мощность электродвигателя: 3кВт
- Диаметр шнека: Φ280мм
- Скорость вращения шнека: 75обр/мин
- Диаметр отверстий сита: Φ3мм
- Применение: Предназначен для подачи хлопьев в моечное устройство. Нижняя часть устройства оснащена ситом из нержавеющей стали. При поднятии хлопьев, с помощью шнека, в моечное устройство, происходит отделение грязной воды и мусора, после чего мусор и грязная вода, через нижнее отверстие, попадает в отстойник.
- Материал: нержавеющая сталь.
Моечное устройство
- Мощность электродвигателя: 5.5кВт
- Скорость вращения: 500обр/мин
- Эффективная длина: 4000мм
- Диаметр отверстий сита: Φ3мм,ситоизготовлено из нержавеющей стали
- Диаметр разбрызгивающей трубы: Φ32мм
- Водосточная воронка: Φ32мм, служит для устранения мусора.

- Применение: служит для очищения хлопьев от грязи. При помощи вращающихся на высокой скорости лопастей, хлопья проходят очистку в чистой воде. Комплектуется резервуар для избыточной воды и сбора мусора.
- Материал: нержавеющая сталь.
Одношнековый промывочный бассейн (1шт.)
- Эффективная длина: 4000мм
- Диаметр шнека: 300мм
- Количество шнека: 1шт.
- Скорость вращения шнека: 35обр/мин
- Мощность электродвигателя: 4кВт
- Комплектуется резервуар для избыточной воды и промывочный бассейн для этикеток и крышек. Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора.
- Применение: служит для удаления этикеточной бумаги, пробок, всплывающих на поверхность при очистки хлопьев.
- Материал: нержавеющая сталь.
Шнековый загрузчик (1шт.)
- Мощность электродвигателя: 3кВт
- Диаметр шнека: Φ280мм
- Скорость вращения шнека: 75обр/мин
- Диаметр отверстий сита: Φ3мм
- Применение: служит для подачи хлопьев в ванную горячей мойки.
 Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора. Мусор и грязная вода, через нижнее отверстие, попадает в отстойник.
Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора. Мусор и грязная вода, через нижнее отверстие, попадает в отстойник. - Материал: нержавеющая сталь.
Ванна горячей мойки (1шт.)
- Мощность электродвигателя: 5.5кВт
- Диаметр: Φ1500мм
- Высота: 1800мм
- Внешняя стенка покрыта теплоизоляционным материалом. В соответствие с требованиями покупателя, можно также применять электрический способ нагрева встроеннго змеевика.
- Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора. Мусор и грязная вода, через нижнее отверстие, попадает в отстойник.
- Применение: предназначена для мойки хлопьев с применением каустической соды при температуре выше 85℃ и для удаления масляных загрязнений, клея и т.д.
- Материал: нержавеющая сталь.
Шнековый загрузчик (1шт.
 )
)- Мощность электродвигателя: 3кВт
- Диаметр шнека: Φ280мм
- Скорость вращения шнека: 75обр/мин
- Применение: служит для подачи хлопьев в моечное устройство.
- Материал: нержавеющая сталь.
Моечное устройство (1шт.)
- Мощность электродвигателя: 5.5кВт
- Скорость вращения: 500обр/мин
- Эффективная длина: 4000мм
- Диаметр отверстий сита: Φ3мм, сито изготовлено из нержавеющей стали.
- Диаметр разбрызгивающей трубы: Φ32мм
- Водосточная воронка: Φ32мм, служит для устранения мусора.
- Применение: служит для очищения хлопьев от грязи. При помощи вращающихся на высокой скорости лопастей, хлопья проходят очистку в чистой воде.
- Материал: нержавеющая сталь.
Промывочный бассейн (3шт.)
- Эффективная длина: 4000мм
- Диаметр шнека: 300мм
- Количество шнека: 1шт.

- Скорость вращения шнека: 35обр/мин
- Мощность электродвигателя: 4кВт
- Комплектуется резервуар для избыточной воды и промывочный бассейн для этикеток и крышек. Нижняя часть устройства оснащена ситом из нержавеющей стали, для удобной фильтрации мусора.
- Применение: служит для удаления этикеточной бумаги, пробок, всплывающих на поверхность при очистки хлопьев.
- Материал: нержавеющая сталь.
Центробежная сушилка (1шт.)
- Мощность главного электродвигателя: 7.5кВт
- Диаметр ротора: Φ400мм
- Скорость вращения ротора: 1270обр/мин
- Электродвигатель: 1.1кВт
- Применение: предназначена для удаления воды из хлопьев, после чего хлопья попадают в аэродинамическую сушилку.
- Материал: нержавеющая сталь.
Аэродинамическая сушилка (1шт.)
- Нагревательная мощность: 22кВт температура регулируется с помощью регулятора температуры.

- Диаметр воздухопровода: 159мм
- Материал воздухопровода: нержавеющая сталь
- Применение: применяется для сушки хлопьев.
- Материал: нержавеющая сталь.
Циклонный бункер (1шт.)
- Мощность вентилятора: 11кВт
- Емкость бункера: 1000л
- Материал: нержавеющая сталь.
Пульт управления (1шт.)
- Пульт управления Контактор ( Siemens )
- Терморегулятор с цифровым дисплеем (RKC)
- Преобразователь частоты (LP) Имеется кнопка экстренного выключения. Состояние каждой части оборудования фиксируется на измерительном приборе.
Ознакомительное видео
Отправить заявку
Понимание сложного процесса переработки ПЭТ-бутылок
Сокращение потребления пластика стало горячей темой во всех новостях в последнее время. Но пока мы не придумаем, как жить без пластика, нам понадобятся способы его переработки. Наши свалки с каждой минутой становятся все полнее.
Но пока мы не придумаем, как жить без пластика, нам понадобятся способы его переработки. Наши свалки с каждой минутой становятся все полнее.
Посмотрите на дно бутылки с водой или газировкой, что вы видите? В зависимости от страны, в которой вы живете, вы можете увидеть маленький треугольник. Этот треугольник говорит нам, подлежит ли бутылка переработке или нет. Цифры в середине говорят нам, что это за пластик. Но знаете ли вы, что такое ПЭТ-пластик и что происходит в процессе переработки ПЭТ-бутылок? Кто их забирает и куда они идут? Сегодня мы поделимся с вами процессом переработки пластиковых бутылок. Что такое переработка ПЭТ-бутылок?
Что такое переработка ПЭТ-бутылок? ПЭТ, или полиэтилентерефталат, представляет собой соединение, из которого изготавливают одноразовые пластмассы. ПЭТ — это то, чем являются многие наши предметы домашнего обихода. Все, что мы видим в наших супермаркетах, например, бутылки с водой, молочные кувшины и бутылки для моющих средств, содержит определенное количество ПЭТ.
Переработка ПЭТ-бутылок — это процесс продления срока службы одноразовой пластиковой бутылки. Но мы не можем перерабатывать весь пластик. Некоторые пластиковые бутылки меняют свои химические свойства через определенное время. А из бутылок могут протекать химические вещества или размножаться бактерии, от которых мы заболеваем.
К счастью, теперь у нас есть технология переработки ПЭТ-пластика и превращения его в новые вещи. Такие вещи, как ковры, набивка для игрушек, спасательные жилеты или даже свитер.
Что происходит после того, как вы выбрасываете ПЭТ-бутылкуВ каждой стране и каждом городе действуют свои законы и правила по переработке, но процесс переработки ПЭТ-бутылок более или менее одинаков.
После того, как вы выбрасываете пластиковую бутылку в мусорное ведро, ее забирает компания по переработке. Затем они доставляют их на ближайший завод по переработке пластика.
Сортировка Первое, что сделают рабочие на предприятии по переработке, это рассортируют все материалы. Машины и люди работают вместе, чтобы сортировать и выбирать все, что не подлежит вторичной переработке. После этого они сортируют бутылки по типам пластика и цветам.
Машины и люди работают вместе, чтобы сортировать и выбирать все, что не подлежит вторичной переработке. После этого они сортируют бутылки по типам пластика и цветам.
Сортировка имеет решающее значение в процессе переработки. Многие люди не выбрасывают мусор в правильные урны. Процесс сортировки заключается в том, чтобы убедиться, что ничего неперерабатываемого не смешано и не загрязнит остальную часть партии.
Тип пластика, из которого изготовлена бутылка, чрезвычайно важен. Подсказка: обычно на всех бутылках есть треугольник с цифрой в центре. Эти цифры говорят нам, что это за пластик.
ИзмельчениеПосле сортировки машина, называемая измельчителем пластиковых бутылок, измельчает пластиковые бутылки на кусочки размером с крошку. Это облегчает уход за пластиком.
Стирка После того, как они станут достаточно маленькими, они пройдут стадию стирки, при которой каждый предмет промывают теплой мыльной водой. Цель здесь — убрать все этикетки, все остатки клея и все продезинфицировать.
Цель здесь — убрать все этикетки, все остатки клея и все продезинфицировать.
После того, как кусочки ПЭТ очищаются и дробятся на более мелкие хлопья в машине, называемой гранулятором. После этого машины очищают их снова, если это необходимо. На данный момент мы называем эти хлопья rPET или хлопьями из переработанных пластиковых бутылок.
ТестированиеПосле того, как все бутылки рассортированы и очищены, начинается тестирование. Каждая партия rPET проверяется на соответствие пищевым стандартам. Если они пройдены, их можно снова использовать для изготовления бутылок или других типов пищевых контейнеров. Иногда их также превращают в соломинки или контейнеры для еды на вынос.
Если хлопья не соответствуют пищевым стандартам, компания продает их на фабрики в другие страны. Оказавшись там, они превратятся в повседневные предметы домашнего обихода, такие как приветственные коврики, набивка для подушек или одежда.
Не все пластиковые бутылки можно перерабатывать. Некоторым приходится обращаться в разные центры переработки с более передовыми технологиями переработки. Некоторые вообще не подлежат переработке.
Одним из новейших способов переработки является термическое сжатие. Тепловое сжатие — это процесс, при котором различные виды пластика смешиваются друг с другом. При смешивании они создают совершенно новый пластик, используемый для изготовления других вещей. Еще один способ переработки пластика называется «мономер». Этот процесс манипулирует молекулярной структурой пластика для создания нового типа материала. Недостатком этих более продвинутых методов переработки является то, что они более дороги. Не все страны в настоящее время могут себе это позволить или считают, что они того стоят. Другие типы пластиковых бутылок, которые нельзя переработать, либо отправятся на свалку, либо будут проданы странам, которые могут их перерабатывать.
С годами просвещение населения в области переработки улучшилось. Но есть еще некоторые проблемы, связанные с тем, чтобы заставить людей перерабатывать пластик.
Соединенные Штаты являются одним из крупнейших потребителей пластика. Тем не менее, только десять штатов сегодня имеют закон о бутылках. Закон о бутылках — это закон, который побуждает людей сдавать свои бутылки на переработку за деньги.
Хорошей новостью является то, что есть несколько компаний, которые берут на себя инициативу использовать больше переработанных пластиковых бутылок. Resource Natural Spring Water – это компания, которая взяла на себя обязательство производить бутилированную воду из 100% вторичного ПЭТФ.
Для борьбы с этой проблемой такие страны, как Германия, ввели ответственность производителя (EPR). EPR — это государственная политика, которая требует от производителей ПЭТ-продукции переработки своих товаров. Это возлагает ответственность на производителя, а не на потребителя.
Когда все сказано и сделано, мы, безусловно, прошли долгий путь с тех пор, как мир впервые представил одноразовые бутылки из-под содовой в 1975 году.
С этого момента технологии становятся только лучше. Каждый день мы находим новые способы повторного использования переработанных материалов. Если срок службы каждого куска пластика составляет 500 лет, то мы наверняка найдем для них лучшее применение, чем сидеть без дела. Если ученые смогут найти способ перерабатывать весь наш пластик, представьте, насколько меньше отходов будет на наших свалках.
Если вы хотите узнать больше о технологиях переработки или решениях для термообработки, посетите наш веб-сайт, чтобы получить дополнительную информацию.
Первые в мире ПЭТ-бутылки, полностью переработанные ферментами
Жесткий пластик
представлено
Пресс-релиз |
Джером Палле
Революция в переработке ПЭТ от компаний Carbios, L’Oréal, Nestlé Waters, PepsiCo и Suntory Beverage & Food Europe позволила получить пищевые ПЭТ-бутылки.
Сотрудники PlasticsToday | 24 июня 2021 г.
Перспектива бесконечно перерабатываемого ПЭТ-пластика стала еще на один шаг ближе: консорциум Carbios, L’Oréal, Nestlé Waters, PepsiCo и Suntory Beverage & Food Europe объявил об успешном производстве первых в мире пластиковых бутылок из пищевого ПЭТ, полностью изготовленных из ферментативного сырья. переработанный пластик.
Каждая компания Консорциума успешно изготовила бутылки для образцов на основе технологии ферментативной переработки ПЭТ Carbios для некоторых из своих ведущих продуктов, включая: Biotherm, Perrier, Pepsi Max и Orangina.
Это кульминация почти 10-летних исследований и разработок Carbios по созданию нового процесса и усилению фермента естественного происхождения в компостных кучах, который обычно разрушает мембраны листьев мертвых растений. Адаптировав этот фермент, Carbios усовершенствовала технологию и оптимизировала этот фермент для расщепления любого вида ПЭТ-пластика (независимо от цвета или сложности) на его строительные блоки, которые затем можно превратить обратно в как новый, исходного качества. пластик.
Запатентованный компанией Carbios процесс ферментативной переработки ПЭТ позволяет перерабатывать широкий спектр ПЭТ-пластиков в первичный качественный пищевой rPET. ПЭТ-пластики, которые в противном случае отправились бы в отходы или были сожжены, теперь могут быть возвращены в непрерывную круговую систему переработки. И этого можно добиться на большой скорости — разбивая 97% пластика всего за 16 часов. Это в 10 000 раз эффективнее, чем любое испытание биологической переработки пластика на сегодняшний день (рецензируемая статья в Nature ).
Carbios
Вместе эти бренды будут масштабировать эту инновацию, чтобы удовлетворить глобальный спрос на устойчивые упаковочные решения. В сентябре 2021 года Carbios запустит демонстрационный завод, а к 2025 году запустит промышленное предприятие мощностью 40 000 тонн.
Ферментативная переработка решает проблему деградации при традиционной переработке и может использоваться для любого типа ПЭТ-пластика. Поскольку процесс переработки Carbios работает в мягких условиях, он также может снизить углеродный след переработки отходов ПЭТ, сократив выбросы CO2 на 30 % по сравнению с обычным сочетанием сжигания и захоронения в конце срока службы, принимая во внимание замещение первичного производства ПЭТ.* **
Поскольку процесс переработки Carbios работает в мягких условиях, он также может снизить углеродный след переработки отходов ПЭТ, сократив выбросы CO2 на 30 % по сравнению с обычным сочетанием сжигания и захоронения в конце срока службы, принимая во внимание замещение первичного производства ПЭТ.* **
Успешное завершение производства этих первоначальных пищевых бутылок является важной вехой в проверке Консорциумом технологии Carbios. Это партнерство является частью растущей тенденции среди брендов к сотрудничеству между отраслями для решения этих глобальных проблем, стремясь к миру замкнутого цикла, в котором мы ограничиваем производство первичного пластика.
Carbios предоставит лицензию на свою технологию производителям ПЭТ по всему миру, что ускорит глобальное внедрение ферментативной переработки для всех видов продуктов на основе ПЭТ.
Carbios
Комментарии пользователей.
«Это действительно трансформационная инновация, которая может полностью закрыть цикл поставок ПЭТ-пластика во всем мире, чтобы он никогда не стал отходами». – Генеральный директор Carbios Жан-Клод Люмаре
– Генеральный директор Carbios Жан-Клод Люмаре
«Мы работаем с Carbios с 2017 года над разработкой этой первой бутылки из ПЭТ, полученного с помощью технологии ферментативной переработки, альтернативы механической переработке. Мы рады объявить сегодня о возможности использования этих бутылок на экспериментальной стадии и рады возможности создать упаковку будущего вместе с нашими партнерами. Это многообещающая инновация на ближайшие годы, которая демонстрирует наше стремление вывести на рынок более экологически чистую упаковку и является частью инициативы по внедрению замкнутого цикла, начатой более 15 лет назад», — Жак Плей, глобальный руководитель отдела упаковки и продукции L’Oréal. Добавлено разработки:
«Очень приятно видеть, что качество прототипов бутылок, изготовленных из цветного переработанного ПЭТ, практически идентично прозрачному первичному ПЭТ. Когда мы достигнем промышленных масштабов, эта технология ферментативной переработки позволит нам производить высококачественные бутылки из вторичного ПЭТ и поможет Nestlé Waters в нашем стремлении стимулировать экономику замкнутого цикла и сократить использование первичного пластика». — Жан-Франсуа Бриуа, руководитель отдела упаковочных материалов и экологической устойчивости Nestlé Waters global R&D
— Жан-Франсуа Бриуа, руководитель отдела упаковочных материалов и экологической устойчивости Nestlé Waters global R&D
«PepsiCo стремится построить экономику замкнутого цикла, чтобы реализовать наше видение, согласно которому упаковка никогда не станет отходами. Мы стремимся сократить количество используемого нами первичного пластика, и с помощью революционной технологии ферментативной переработки Carbios мы можем помочь сохранить ценный материал в экономике замкнутого цикла, сократить количество отходов и сделать еще один шаг к созданию действительно замкнутой системы». — Рон Хан, глобальный вице-президент по упаковке и напиткам, PepsiCo.
«Глобальная проблема пластиковых отходов требует трансформационного мышления, творческого партнерства и объединения инновационных брендов для поиска новых решений. Постоянные инвестиции в новые способы борьбы с отходами и создание настоящей замкнутости, такие как эта новаторская технология от Carbios, будут иметь ключевое значение для достижения Suntory Beverage & Food Europe своих амбиций в отношении 100% экологичного пластика». — Роберто Ванин, директор по исследованиям и разработкам, Suntory Beverage & Food Europe.
— Роберто Ванин, директор по исследованиям и разработкам, Suntory Beverage & Food Europe.
TAGS: Устойчивые методы Устойчивое развитие Передовая переработка Переработка
Введение в новую передовую технологию переработки ПЭТ (полиэтилентерефталата)
Более высокое содержание рециклата ПЭТ в конечном продукте требует инновационного процесса переработки высокая эффективность дезактивации, компактность и низкое энергопотребление.
Чтобы быть одобренным для контакта с пищевыми продуктами, переработанные пластмассы, такие как ПЭТ (полиэтилентерефталат), должны соответствовать все более строгим критериям качества, которые приводят к более требовательным процессам переработки. В то же время растет спрос на высококачественный вторичный ПЭТФ, поскольку юридические требования и добровольные обязательства ведущих производителей брендов требуют более высокого использования вторсырья в конечных продуктах.
Хотя это увеличивает скорость сбора, это также приводит к более низкому качеству исходных материалов, поскольку также увеличивается доля неоднородных компонентов в потоке материала. Это означает, что современные перерабатывающие заводы должны производить более качественный выходной материал из менее качественного входного материала, такого как ПЭТФ.
Благодаря новому процессу VACUNITE® «бутылка в бутылку» впервые была разработана система переработки ПЭТ, которая отвечает этим требованиям и справляется с трудным балансированием между снижением качества исходного материала и все более строгими требованиями к перерабатываемым материалам. .
Система переработки ПЭТ VACUNITE®
Процесс VACUNITE® основан на сочетании технологии VACUREMA®, проверенной за последние 20 лет и специально разработанной для этого применения, вместе с новым запатентованным вакуумом. с помощью твердотельной поликонденсации (SSP), которая также была специально разработана Polymetrix (производителем) для EREMA для этого требовательного применения.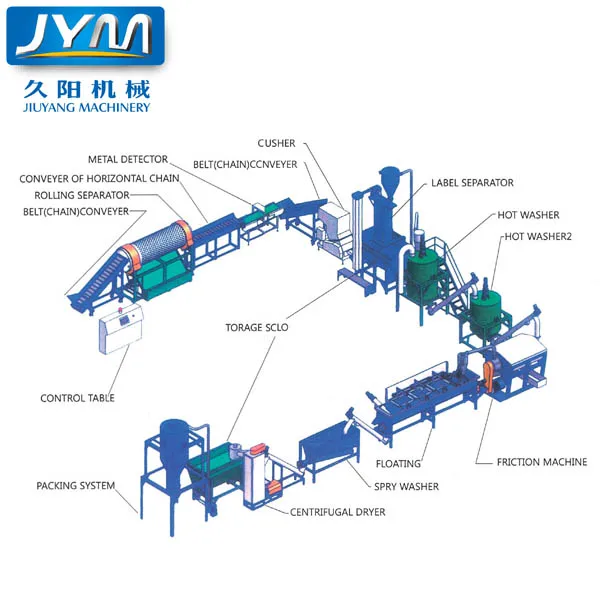 Интеграция двух технологий (см. рис. 1), в которой все этапы термического процесса происходят в атмосфере азота и/или вакуума, является новым явлением, объединяющим известные технологии для получения результатов, востребованных рынком.
Интеграция двух технологий (см. рис. 1), в которой все этапы термического процесса происходят в атмосфере азота и/или вакуума, является новым явлением, объединяющим известные технологии для получения результатов, востребованных рынком.
Рис. 1: В системе VACUNITE® компания EREMA сочетает свою технологию VACUREMA® с недавно запатентованным вакуумным азотным SSP от Polymetrix.
Передовой технологический процесс переработки ПЭТ
Исходным продуктом являются обычные хлопья ПЭТ-бутылок, промытые горячим способом. Они превращаются в сферические кристаллические гранулы со значениями вязкости и чистоты, соответствующими исходному материалу, и почти не проявляют желтой окраски. Для переработки хлопья подаются вакуумным конвейером из биг-бэга или силоса в первую секцию установки, основанной на технологии VACUREMA®. Уже в процессе транспортировки хлопья освобождаются от очень легкой пыли, образующейся в результате измельчения, происходящего в процессе промывки и различных пневматических процессов.
Нет необходимости отделять тяжелую пыль и мелкие частицы. Именно здесь проявляется значительное преимущество технологии VACUREMA®, поскольку благодаря энергии, поступающей от механического трения, она справляется с пылью и мелкими частицами намного лучше, чем другие технологии.
Этот технологический этап особенно подходит для применений, в которых мелкие частицы ПЭТ, т. е. отходы промывочных установок, используются исключительно в качестве исходного материала, поскольку, например, при производстве обвязочных лент нет необходимости в дорогостоящих и трудоемких обеспыливание. Ранее этот вид материала использовался для термической переработки.
При розливе от бутылки к бутылке хлопья засыпаются небольшими порциями в приемный бункер над входным шлюзом. Это разработано таким образом, что его необходимо активировать один или два раза в минуту (см. рис. 1, пункт 3). Шлюз необходим для поддержания вакуума в реакторе <10 мбар. Новшеством и особенностью технологии VACUNITE® является то, что шлюз и реактор продуваются азотом высокой чистоты (99,99 % N2). В окружающем воздухе содержание кислорода составляет около 21%, тогда как при абсолютном давлении 10 мбар оно составляет всего около 200 частей на миллион. Продувка азотом значительно снижает остаточное содержание кислорода до < 3 частей на миллион (0,0003 %), чтобы еще больше уменьшить желтую окраску. При постоянном уровне материала 90 процентов внутри реактора, входящий материал обрабатывается при вакууме < 10 мбар. Вакуум снижает температуру испарения диффузных веществ, таких как вода и лимонен и т.д. (см. рис. 2), а поверхностная влага в верхней части реактора испаряется и удаляется в течение нескольких секунд.
В окружающем воздухе содержание кислорода составляет около 21%, тогда как при абсолютном давлении 10 мбар оно составляет всего около 200 частей на миллион. Продувка азотом значительно снижает остаточное содержание кислорода до < 3 частей на миллион (0,0003 %), чтобы еще больше уменьшить желтую окраску. При постоянном уровне материала 90 процентов внутри реактора, входящий материал обрабатывается при вакууме < 10 мбар. Вакуум снижает температуру испарения диффузных веществ, таких как вода и лимонен и т.д. (см. рис. 2), а поверхностная влага в верхней части реактора испаряется и удаляется в течение нескольких секунд.
Рис. 2. Диаграмма давления и температуры пара для воды, карвона и лимонена (Источник: давление и температура пара для воды, карвона и лимонена, график основан на Landrie, 09/2006)
Время пребывания в реакторе составляет от полутора до двух часов, в зависимости от производительности. Материал проходит три технологических этапа. После осушения, описанного выше, его доводят до рабочей температуры (~ 190°C) в течение нескольких минут с помощью тепловой энергии, вырабатываемой трением мешалки, а затем обеззараживают. Повышенная температура в реакторе вызывает диффузию мигрировавших постпотребительских веществ и воды к поверхности хлопьев, где они снова испаряются из-за пониженного парциального давления. Эта стадия осушения снижает внутривенные потери.
Повышенная температура в реакторе вызывает диффузию мигрировавших постпотребительских веществ и воды к поверхности хлопьев, где они снова испаряются из-за пониженного парциального давления. Эта стадия осушения снижает внутривенные потери.
Помимо дезактивации и сушки происходит увеличение насыпной плотности внутри реактора до 100 % и происходит кристаллизация хлопьев. Это позволяет загружать экструдер с постоянным потоком, что является необходимым условием для стабильной производительности. Материал подается в экструдер под вакуумом по касательной в направлении, противоположном экструзии.
Запатентованное расположение реактора и экструдера обеспечивает очень мягкое плавление ПЭТ-хлопьев. Газы, выделяющиеся в процессе, удаляются обратно через реактор. Из-за высокой температуры внутри реактора экструдер должен вводить в материал меньше энергии расплава, поэтому шнек может быть на 40 % короче, чем в сопоставимых системах рециркуляции. Из-за этого, а также из-за того, что в середине экструдера не требуется дополнительная дегазация, время пребывания материала в экструдере значительно короче. Эффективная предварительная сушка в реакторе и короткая длина шнека сводят к минимуму потери IV материала ПЭТФ (рис. 3).
Эффективная предварительная сушка в реакторе и короткая длина шнека сводят к минимуму потери IV материала ПЭТФ (рис. 3).
Рис. 3: Стабилизация IV в первой технологической секции VACUNITE® на основе проверенной технологии VACUREMA® от EREMA
Фильтрация расплава ПЭТФ
Для инфильтрации расплава необходимо создать давление . Для этого используется фильтр обратной промывки EREMA с тонкостью фильтрации около 40 мкм. Преимуществом фильтра EREMA по сравнению с другими фильтрами является очень большая активная площадь фильтрации, которая снижает давление в экструдере, предотвращая проникновение твердых загрязняющих веществ через фильтрующую среду. Фильтр расплава работает в полуавтоматическом режиме, т. е. последовательности обратной промывки запускаются в зависимости от перепада давления, а сито промывается обратной промывкой чистым материалом (потеря материала 1%). При снижении эффективности обратной промывки сита необходимо менять вручную, обычно один раз в день.
ПЭТ-кристаллизация в потоке
Отфильтрованный расплав ПЭТ затем разрезают в горячей воде и транспортируют на очень короткое расстояние к центрифуге, где гранулы кристаллизуются под действием скрытого тепла, а затем кристаллизуются изнутри. без необходимости внешнего источника энергии. Специальная конфигурация этого процесса и контроль температуры процесса VACUNITE обеспечивают очень высокие скорости кристаллизации (>40%, определяемые методом плотности) без необходимости установки дополнительного процесса посткристаллизации. Это, в свою очередь, дает нашим клиентам преимущества с точки зрения количества компонентов и энергоэффективности, поскольку в целом концепция VACUNITE® требует на 40 % меньше компонентов и, следовательно, до 36 %.
Запатентованная вакуумная переработка ПЭТФ
Полученные таким образом пищевые, сферические и кристаллические гранулы в горячем состоянии подаются на азотный SSP. Эта запатентованная система была разработана компанией Polymetrix исключительно для EREMA и имеет следующие особенности (рис. 4):
Эта запатентованная система была разработана компанией Polymetrix исключительно для EREMA и имеет следующие особенности (рис. 4):
вдувается в буферный сосуд через систему транспортировки под давлением. Там поворотный клапан отделяет окружающую атмосферу от азотной среды. Чтобы противодействовать обесцвечиванию при повышенных температурах, гранулы затем доводят до рабочей температуры в подогревателе с азотом и подают в SSP. Там снова происходит разделение между нормальным давлением и отрицательным давлением, так что может быть гарантирована азотная атмосфера с вакуумом. Вакуум создается водокольцевыми насосами без дополнительных механических усилителей, так как в этом случае достаточно умеренного вакуума за счет сухого материала. Кроме того, SSP продувают свежим азотом. Сочетание вакуума, правильного расхода азота, температуры, времени выдержки и очень узкого спектра времени выдержки позволяет точно контролировать процесс и обеспечивает уникальные характеристики обеззараживания.
Азот впрыскивается в SSP посредством противоточного процесса. На пути к вершине он поглощает загрязняющие вещества, гликоль и воду из гранул, которые являются побочными продуктами процесса увеличения вязкости.
В последующей системе водокольцевых насосов азот снова очищается, чтобы его можно было вернуть на предшествующие этапы процесса. Кроме того, вязкость в SSP снова повышается до значений, пригодных для производства преформ. (рис. 5).
Рис. 5: Увеличение вязкости в запатентованной вакуумной системе SSP
На заключительном этапе процесса гранулы окончательно охлаждаются в псевдоожиженном слое и параллельно обеспыливаются для повышения прозрачности преформ. Такое же охлаждение можно использовать и для системы VACUREMA® BASIC, т. е. режим работы без увеличения IV и без SSP, т.е. для листов или волокон возможно. В качестве конечного продукта новая технология VACUNITE® производит гранулы rPET уникального качества, которые с точки зрения соответствия требованиям к контакту с пищевыми продуктами значительно превосходят как действующие законодательные требования, так и еще более высокие требования ведущих владельцев торговых марок.
Компактный и ресурсосберегающий
VACUNITE® отличается не только исключительным качеством выходного материала. Целью разработки также было создание компактной и строго стандартизированной модульной системы, которая создает предпосылки для очень высокой степени автоматизации. В зависимости от типа машины, площади пола от 50 до 60 квадратных метров достаточно для секции SSP или около 200 квадратных метров для всей установки (в зависимости от размера установки и местных условий, см. рис. 6). Высота и основание также оказывают меньшее влияние на размеры здания завода по сравнению с другими решениями SSP. Энергопотребление VACUNIT® для всего производственного процесса от хлопьев до конечных гранул составляет всего 0,35 кВтч на кг.
Мы уверены, что с VACUNITE® нам в очередной раз удалось продемонстрировать роль EREMA как лидера инноваций в области переработки ПЭТ. После XTREME Renew (Direct Inline Flake to Preform) в 2017 году и первой в мире системы рециркуляции от лотка к лотку в 2018 году мы предлагаем нашим клиентам еще одну инновацию — новую технологию, которая устанавливает новые стандарты в все уровни, от технических характеристик до качества вторичной переработки.
Переработка ПЭТ – Обеззараживание – Контрольный тест
Эффективность обеззараживания должна быть проверена в промышленности с помощью контрольных испытаний. Хлопья искусственно загрязняются альтернативными химическими веществами, так называемыми суррогатами, а затем проходят процесс обеззараживания. Затем измеряется количество оставшихся суррогатов. Должны быть достигнуты различные значения в зависимости от официальных правил (EFSA, FDA) или спецификаций производителей брендов (Coca-Cola, Nestlé, Danone, PepsiCo).
Результаты контрольных испытаний VACUREMA® Basic, на которых основана первая технологическая секция VACUNITE®, источник: EREMA, журнал efsa 4842, 05.04.2017
Крупные инновации выводят переработку ПЭТ-бутылок на новый уровень устойчивого развития
SIPA является клиентом Business Reporter.
Джанфранко Зоппас, президент Zoppas Industries
В настоящее время во всем мире существует общее мнение о том, что единственной возможной моделью развития, способной обеспечить миру «безотходное» будущее, является экономика замкнутого цикла. Однако сегодня существует лишь несколько систем с замкнутым циклом, которые могут взять материал, срок службы которого истек, и снова сделать его новым, не производя дополнительных отходов.
sipa
Идет гонка по разработке большего количества таких систем. Нигде давление не выше, чем в секторе пластиковой упаковки. Это давление особенно сильно в Европе. Неудивительно, что некоторые из наиболее важных ответов на это давление исходят от европейских организаций.
Европейский союз борется с пластиковыми отходами, продвигая свои планы по экономике замкнутого цикла. Он ограничивает использование одноразового пластика и ставит жесткие цели по использованию переработанных материалов.
sipa
В соответствии с Директивой по одноразовым пластмассам ПЭТ-бутылки должны содержать не менее 25 % переработанного ПЭТ (так называемого rPET) к 2025 г. , а к 2030 г. эта доля возрастет до 30 %. к 2030 году ЕС потребуется вдвое больше нынешних мощностей по переработке вторичного ПЭТФ.
, а к 2030 г. эта доля возрастет до 30 %. к 2030 году ЕС потребуется вдвое больше нынешних мощностей по переработке вторичного ПЭТФ.
Сегодня менее 60% бутылочного ПЭТ собирается для переработки; и только 6% возвращается в новые бутылки. Чтобы цели ЕС были достижимы, существует очевидная и острая потребность в новых и улучшенных технологиях восстановления и переработки ПЭТФ. К счастью, предпринимаются шаги для удовлетворения этой потребности.
Разработана новаторская технология производства ПЭТ-бутылок полностью из бывших в употреблении отходов. Это полностью объединяет два процесса, которые обычно выполняются раздельно: создание готового материала из предварительно промытых хлопьев, поступающих из использованных бутылок; и производство новых бутылок (или, по крайней мере, преформ, которые позже выдуваются в бутылки) из хлопьев.
rPET сам по себе является важным вкладом в экономику замкнутого цикла. Но эта интеграция процессов дает дополнительные важные преимущества с точки зрения устойчивости, поскольку она намного более энергоэффективна, чем традиционные методы.
Интегрированный процесс под названием XTREME Renew был разработан и запатентован компанией SIPA, ведущим специалистом в области технологий переработки ПЭТ-бутылок, базирующейся в северной Италии, в сотрудничестве с австрийским специалистом по технологиям переработки EREMA.
sipa
XTREME Renew потребляет почти на 30 % меньше энергии, чем обычная система производства ПЭТ-преформ; CO 2 выбросы почти на 80 % ниже. По сравнению с традиционными системами, производящими контейнеры из вторичного ПЭТ, сокращение выбросов составляет около 18%. В дополнение к этому XTREME Renew предъявляет более низкие требования к складским площадям, которые могут достигать 20%.
XTREME Renews начинается с технологии EREMA Vacurema, которая обеззараживает и удаляет влагу из хлопьев под вакуумом. Эта технология потребляет меньше энергии, чем альтернативные системы. Кроме того, он улучшает цвет обрабатываемого материала и поддерживает очень низкий уровень ацетальдегида (продукт разложения, который может повлиять на вкус бутилированных жидкостей). Система Vacurema также создает очень однородный расплав, даже если исходный материал имеет переменную вязкость.
Система Vacurema также создает очень однородный расплав, даже если исходный материал имеет переменную вязкость.
В обычных системах переработки ПЭТ экструдер, обрабатывающий хлопья бутылок, превращает их в гранулы для переработки на более позднем этапе. Это включает в себя охлаждение расплава до твердого состояния, его резку, сушку, а затем повторное плавление — процессы, которые требуют энергии. Но в процессе XTREME Renew экструдер Vacurema подключается напрямую к блоку по производству преформ XTREME SIPA, исключая все эти этапы.
На этом преимущества не заканчиваются: XTREME использует инновационный процесс экструзии, литья под давлением и компрессионного формования для создания сверхлегких преформ из ПЭТФ, которые работают так же хорошо, как и обычные преформы, изготовленные методом литья под давлением, которые имеют больший вес.
Контейнеры, изготовленные из заготовок, отличаются высоким уровнем эстетики благодаря устранению всего процесса плавления, который в противном случае мог бы вызвать пожелтение смолы. XTREME Renew позволяет производить выдувание бутылок непосредственно в процессе производства преформ, обеспечивая еще большую экономию энергии при охлаждении и повторном нагреве преформ. Кроме того, наличие отдельных операций по производству преформ и бутылок обеспечивает большую гибкость для переработчиков.
XTREME Renew позволяет производить выдувание бутылок непосредственно в процессе производства преформ, обеспечивая еще большую экономию энергии при охлаждении и повторном нагреве преформ. Кроме того, наличие отдельных операций по производству преформ и бутылок обеспечивает большую гибкость для переработчиков.
Технология XTREME Renew уникальна тем, что позволяет производить высококачественные бутылки, пригодные для контакта с пищевыми продуктами, непосредственно из хлопьев бытовых отходов за один тепловой цикл.
sipa
Первые два завода XTREME Renew были установлены в Японии в сотрудничестве с двумя японскими партнерами, Kyoei Industry и Suntory. Эти системы могут производить более 300 миллионов контейнеров в год. Kyoei Industry — крупная компания по переработке отходов. Suntory с объемом продаж 20 миллиардов долларов и 38 000 сотрудников по всему миру ежегодно разливает более 2,5 миллиардов бутылок. Третья система должна быть установлена в Польше в конце этого года на заводе Coca-Cola.
Признание важности этой разработки пришло через несколько месяцев после того, как первые заводы XTREME Renew были введены в эксплуатацию в Японии. Это было в форме престижной награды WorldStar Packaging от Всемирной организации упаковки (WPO). WPO ежегодно присуждает награду WorldStar Packaging Awards за то, что независимые эксперты считают лучшими упаковочными решениями и применяемыми технологическими инновациями.
«Это решение представляет собой идеальный ответ на требования новой экономики замкнутого цикла», — говорит Джанфранко Зоппас, президент SIPA. «Переработка отходов становится устойчивой и экономичной при производстве новых продуктов высочайшего качества.
«Для меня особая честь, что эта технология получила важное международное признание. Он уже имел такой успех в Японии, что наши партнеры там даже сейчас думают о двух дополнительных установках, которые утроят производственную мощность почти до миллиарда бутылок rPET в год. Я очень надеюсь, что XTREME Renew также будет принят в других регионах мира».
«Социальная ответственность лежит в основе миссии компании», — заключает Зоппас. «Сочетание экологической устойчивости и экономического развития возможно. Компании должны помочь сделать мир лучше для будущих поколений, и это еще одна причина, по которой мы разработали XTREME Renew».
Для получения дополнительной информации нажмите здесь .
Первоначально эта статья была опубликована в Business Reporter.
Информационный бюллетень — Введение в ПЭТ (полиэтилентерефталат)
Minnesota Vikings Purple Oversize Дешевые трикотажные изделия бесплатная доставка Логотип iPhone 5 Hard Case, Chicago Bears Flashing Let’s Go Light
Скачать PDF
ПЭТ (также сокращенно ПЭТ) — это сокращение от полиэтилентерефталат, химическое название полиэстера.
ПЭТ — это прозрачный, прочный и легкий пластик, который широко используется для упаковки продуктов питания и напитков, особенно безалкогольных напитков, соков и воды. Практически все одноразовые и двухлитровые бутылки газированных безалкогольных напитков и воды, продаваемые в США, изготовлены из ПЭТ.
Практически все одноразовые и двухлитровые бутылки газированных безалкогольных напитков и воды, продаваемые в США, изготовлены из ПЭТ.
Он также популярен для упаковки заправок для салатов, арахисового масла, кулинарных масел, жидкости для полоскания рта, шампуней, жидкого мыла для рук, средств для мытья окон и даже теннисных мячей. Специальные сорта ПЭТ используются для пищевых контейнеров и подносов для готовых продуктов, которые можно разогревать в духовке или микроволновой печи.
Основными строительными блоками ПЭТ являются этиленгликоль и терефталевая кислота, которые объединяются в полимерную цепь. Полученные нити ПЭТ, похожие на спагетти, экструдируют, быстро охлаждают и нарезают на мелкие гранулы. Гранулы смолы затем нагревают до расплавленной жидкости, которую можно легко экструдировать или формовать в изделия практически любой формы.
ПЭТ был впервые синтезирован в Северной Америке в середине 1940-х годов химиками DuPont в поисках новых синтетических волокон. Позже DuPont назвала свое ПЭТ-волокно «Дакрон». Сегодня более половины синтетического волокна в мире производится из ПЭТФ, который называется «полиэстер», когда он используется для изготовления волокон или тканей. При использовании для контейнеров и других целей его называют ПЭТ или ПЭТ-смолой.
Позже DuPont назвала свое ПЭТ-волокно «Дакрон». Сегодня более половины синтетического волокна в мире производится из ПЭТФ, который называется «полиэстер», когда он используется для изготовления волокон или тканей. При использовании для контейнеров и других целей его называют ПЭТ или ПЭТ-смолой.
В конце 1950-х годов исследователи нашли способ растягивания тонкого экструдированного листа ПЭТФ в двух направлениях для создания ПЭТ-пленки, которая в настоящее время широко используется для видео-, фото- и упаковочной пленки. В начале 1970-х годов была разработана технология выдувного формования ПЭТ в бутылки. ПЭТ-бутылка была запатентована в 1973 году.
Глобальный сертификат безопасности
ПЭТ одобрен как безопасный для контакта с пищевыми продуктами и напитками FDA и агентствами по охране здоровья во всем мире. Безопасность ПЭТ для пищевых продуктов, напитков, фармацевтики и медицины неоднократно демонстрировалась обширными исследованиями, одобрениями регулирующих органов, испытаниями и его широким распространением на протяжении более 30 лет. ПЭТ не содержит бисфенол-А (BPA) или фталаты (пластификаторы).
ПЭТ не содержит бисфенол-А (BPA) или фталаты (пластификаторы).
Благодаря уникальным свойствам ПЭТ быстро становится предпочтительным упаковочным материалом для пищевых продуктов и напитков. Подобно стеклу, это очень прочный и инертный материал, который не вступает в реакцию с пищевыми продуктами, устойчив к воздействию микроорганизмов и не подвергается биологическому разложению. Но, в отличие от стекла, ПЭТ чрезвычайно легкий, удобный и эффективный в транспортировке и небьющийся.
Полностью пригоден для вторичной переработки
ПЭТ полностью пригоден для вторичной переработки и является наиболее перерабатываемым пластиком в США и во всем мире. Ежегодно в США для переработки возвращается более 1,5 миллиарда фунтов использованных ПЭТ-бутылок и контейнеров. ПЭТ можно легко идентифицировать по номеру 1 в треугольном коде «стрелки погони», который обычно находится на дне или сбоку контейнера. Никакой другой пластик не имеет кода №1.
ПЭТ может быть переработан в промышленных масштабах путем тщательной промывки и повторного плавления или путем химического разложения его на составляющие материалы для получения новой ПЭТ-смолы. Почти каждая муниципальная программа утилизации в Северной Америке и Европе принимает контейнеры из ПЭТ.
Изделия, обычно изготавливаемые из переработанного ПЭТ, включают новые ПЭТ-бутылки и банки, ковры, одежду, промышленные обвязки, веревки, автомобильные детали, наполнитель для зимних курток и спальных мешков, строительные материалы и защитную упаковку.
Текущий уровень переработки ПЭТ в США составляет 31%. Этот показатель продолжает расти, но заметно отстает от Европы, где коэффициент переработки ПЭТФ составляет 52%.
Хотя переработка является наиболее экологически безопасным и эффективным повторным использованием ресурсов, ПЭТ-бутылки и контейнеры, которые попадают на свалку, не представляют опасности повреждения или вымывания. Поскольку полимер инертен, он устойчив к воздействию микроорганизмов и не подвергается биологическому разложению. ПЭТ также занимает относительно мало места на свалке, так как его легко измельчить. По данным EPA, только 1% твердых бытовых отходов в США приходится на контейнеры из ПЭТ.
ПЭТ также занимает относительно мало места на свалке, так как его легко измельчить. По данным EPA, только 1% твердых бытовых отходов в США приходится на контейнеры из ПЭТ.
Экологичность
ПЭТ — очень энергоэффективный упаковочный материал. Хотя его сырье получают из сырой нефти и природного газа, он имеет очень благоприятный профиль устойчивости по сравнению со стеклом, алюминием и другими контейнерными материалами.
Его экологичность подскакивает еще выше, когда вводится переработка, поскольку примерно 40% энергии, потребляемой ПЭТ, приходится на его «ресурсную энергию» — энергию, изначально заключенную в его сырье, которую можно улавливать и повторно использовать путем переработки.
Высокая прочность ПЭТФ по сравнению с его легким весом является основным фактором его энергоэффективности, что позволяет доставлять больше продукции в меньшем количестве упаковки и использовать меньше топлива для транспортировки. Постоянные достижения в области технологий облегчения веса продолжают повышать его энергоэффективность еще больше. Исследования жизненного цикла ПЭТ постоянно подтверждают экологические преимущества ПЭТ как упаковочного материала.
Исследования жизненного цикла ПЭТ постоянно подтверждают экологические преимущества ПЭТ как упаковочного материала.
За 60 лет, прошедших с момента первого синтеза ПЭТ, он стал одним из наиболее широко используемых, универсальных и надежных материалов в мире.
###
В центре внимания науки и техники: усовершенствованная переработка пластика
Краткие фактыПластиковые отходы — переполненные свалки и загрязняющие океаны — выросли в США в десять раз с 1970 по 2018 год, поскольку уровень переработки остается низким.
Химическая переработка представляет собой альтернативу или дополнительную технологию к существующим процессам механической переработки (таким как сортировка и измельчение). Технологии химической переработки используют тепло, химические реакции или и то, и другое для переработки использованного пластика в новый пластик, топливо или другие химические вещества, создавая замкнутый цикл, в котором пластик можно перерабатывать бесконечно, чтобы уменьшить зависимость от свалок.
Но внедрение технологий химической переработки сталкивается с препятствиями, такими как высокие начальные затраты и мало стимулов для инвестиций в инновации.
Перейти к основным моментам
Основные моментыПочему это важно
Объем пластиковых отходов в США вырос в десять раз с 1970 по 2018 год, в то время как уровень переработки остается низким. Скопление пластиковых отходов на свалках и в океанах может загрязнить экосистемы и негативно повлиять на здоровье человека и дикую природу. Технологии химической переработки могут улучшить переработку пластика, но остается несколько проблем.
Технология
Что это? Пластмасса используется во многих предметах повседневного обихода, включая упаковку для пищевых продуктов, бутылки с водой, сумки и бытовую технику. Они в основном изготавливаются из химических веществ на основе ископаемого топлива в сочетании с различными добавками, такими как стабилизаторы или антипирены, для достижения желаемого результата (например, прочности, жесткости, цвета, термостойкости).
Большая часть пластиковых отходов в США попадает на свалки, при этом относительно небольшая часть сжигается, а еще меньшая часть перерабатывается. Аккумулирующиеся на свалках пластиковые отходы, как правило, не разлагаются и не разлагаются.
Рисунок 1. Методы утилизации пластиковых отходов в США
Технологии переработки пластмасс перерабатывают или перерабатывают пластиковые отходы для повторного использования. В настоящее время доминирующей технологией переработки пластика является механическая переработка, в которой используются физические процессы, такие как сортировка, измельчение, промывка, разделение, сушка и повторное гранулирование, для восстановления пластика, который можно заменить первичным или новым пластиком. Однако технология механической переработки является дорогостоящей, трудоемкой и, как правило, приводит к получению пластмасс более низкого качества, чем первичные пластмассы. Следовательно, промышленность рассматривает передовые технологии переработки, а именно химическую переработку, в качестве альтернативы или дополнения к механической переработке. Технологии химической переработки используют тепло, химические реакции или и то, и другое для переработки использованного пластика в эквивалентный девственному пластик, топливо или другие химические вещества.
Технологии химической переработки используют тепло, химические реакции или и то, и другое для переработки использованного пластика в эквивалентный девственному пластик, топливо или другие химические вещества.
Кроме того, недавние достижения в технологии сортировки — одного из физических процессов, общих как для химической, так и для механической переработки — могут также повысить эффективность химической переработки и привести к увеличению объема вторичной переработки пластика. Например, технологии искусственного интеллекта могут повысить эффективность автоматизированной сортировки. Точно так же другая передовая технология эффективно сортирует материалы, определяя их молекулярные колебания.
Как это работает? Химическая переработка может способствовать созданию замкнутой системы, известной как экономика замкнутого цикла, в которой пластмассы используются повторно, а не выбрасываются на свалки или сжигаются. Существует три основных категории технологий химической переработки: конверсия, разложение и очистка.
Рис. 2. Замкнутый цикл химической переработки
Конверсия фокусируется на преобразовании полимеров — молекул углеводородов с длинной цепью, построенных из более мелких повторяющихся единиц, называемых мономерами, — в смешанных или отсортированных пластмассах в более мелкие молекулы. Это может происходить с помощью различных методов, включая пиролиз и газификацию.
- Пиролиз, который иногда называют «пластиком в топливо», превращает пластиковые отходы в синтетическую сырую нефть, которую можно перерабатывать в дизельное топливо, бензин, печное топливо или воск. Этот процесс включает в себя нагрев пластиковых отходов до высоких температур (300-900°C) в отсутствие кислорода. Различные формы пиролиза используют разные температуры, давления и время обработки.
- Газификация также нагревает пластиковые отходы до высоких температур (500-1300°C) в среде с низким содержанием кислорода для преобразования пластиковых отходов в синтез-газ или «синтез-газ».
 Синтез-газ — топливная смесь, содержащая в основном водород и монооксид углерода — может сжигаться для производства электроэнергии или преобразовываться в другие виды топлива или химические вещества, такие как этанол и метанол.
Синтез-газ — топливная смесь, содержащая в основном водород и монооксид углерода — может сжигаться для производства электроэнергии или преобразовываться в другие виды топлива или химические вещества, такие как этанол и метанол.
Разложение расщепляет полимеры в отсортированных пластмассах на мономеры для производства новых пластмасс. Это разложение может быть сделано с помощью тепла или химических веществ. Химическое разложение использует растворители для разрушения полимеров на мономеры. Некоторые технологии разложения используют ферменты для разрушения полимеров при температуре ниже комнатной, что приводит к меньшему потреблению энергии.
Очистка использует растворители для отделения полимеров от добавок или загрязнителей. В отличие от других видов химической переработки, очистка не разрушает и не модифицирует полимер. Очистку можно использовать со смешанными или отсортированными пластиками.
Насколько он зрелый? Несмотря на то, что такие технологии, как пиролиз и газификация, являются зрелыми, их использование в переработке пластика является относительно новым, отчасти из-за низкой стоимости первичного пластика и проблем, связанных с переработкой загрязненных или сложных пластиковых изделий. Конверсия в настоящее время является наиболее зрелой из технологий химической переработки, при этом несколько компаний используют пиролиз, и по крайней мере одна компания использует газификацию в промышленных масштабах. Несколько компаний также разрабатывают или находятся на начальных этапах пилотных испытаний термического и химического разложения. Очистка является наименее зрелой технологией химической переработки, хотя исследования в этой области продолжаются. Передовые технологии сортировки различаются по степени зрелости: молекулярные вибрации для идентификации материалов уже используются, а сортировка с использованием искусственного интеллекта все еще находится в стадии разработки.
Конверсия в настоящее время является наиболее зрелой из технологий химической переработки, при этом несколько компаний используют пиролиз, и по крайней мере одна компания использует газификацию в промышленных масштабах. Несколько компаний также разрабатывают или находятся на начальных этапах пилотных испытаний термического и химического разложения. Очистка является наименее зрелой технологией химической переработки, хотя исследования в этой области продолжаются. Передовые технологии сортировки различаются по степени зрелости: молекулярные вибрации для идентификации материалов уже используются, а сортировка с использованием искусственного интеллекта все еще находится в стадии разработки.
Возможности
- Сохранение ресурсов . Химическая переработка может производить сырье первичного качества, тем самым снижая спрос на ископаемое топливо и другие природные ресурсы.
- Сокращение использования полигонов . Значительное количество пластиковых отходов попадает на свалки.
 Новые технологии могут сократить потребность в мусорных свалках, что может сократить выбросы вредных химических веществ в окружающую среду.
Новые технологии могут сократить потребность в мусорных свалках, что может сократить выбросы вредных химических веществ в окружающую среду. - Новые рынки . Разработка передовых технологий переработки может способствовать развитию отечественного бизнеса и занятости. Химическая переработка создает рынок пластиковых отходов и новый способ повторного использования некоторых пластмасс.
Проблемы
- Препятствия для принятия . Компании, стремящиеся использовать химическую переработку, могут столкнуться с рядом препятствий, включая технологические и технологические проблемы, высокие начальные и эксплуатационные расходы, недостаточно развитые внутренние рынки для переработанных продуктов и ограниченные стимулы для инноваций и инвестиций в переработку.
- Пригодность . Химическая переработка подходит не для всех типов пластика, особенно когда полимерные цепи необратимо связаны друг с другом.
- Конкурс .
 Первичные пластмассы, как правило, дешевле в производстве, чем переработанные пластмассы, отчасти из-за транспортных расходов и ограниченной инфраструктуры переработки, что затрудняет конкуренцию процессам переработки.
Первичные пластмассы, как правило, дешевле в производстве, чем переработанные пластмассы, отчасти из-за транспортных расходов и ограниченной инфраструктуры переработки, что затрудняет конкуренцию процессам переработки.
Политический контекст и вопросы
Поскольку объем пластиковых отходов, как ожидается, со временем будет расти, некоторые ключевые вопросы для рассмотрения директивными органами включают:
- Какие шаги могут предпринять федеральное правительство, штаты и другие заинтересованные чем утилизация? Каковы потенциальные преимущества и проблемы этих подходов?
- Какие шаги могут предпринять политики для поддержки перехода к экономике замкнутого цикла, включая инновации и инвестиции в производственные и перерабатывающие мощности?
- Что могут сделать политики для продвижения передовых технологий переработки, а также снижения опасностей, связанных с существующими методами производства и переработки пластика?
Для получения дополнительной информации обращайтесь: Карен Л.