Основы производства кожаной обуви
Все операции обувного производства можно объединить в шесть групп: 1) раскрой обувных материалов; 2) предварительная обработка деталей обуви перед их скреплением; 3) сборка заготовки; 4) формование заготовки; 5) прикрепление низа обуви; 6) заключительная отделка обуви.
Раскрой обувных материалов. Перед раскроем проверяют соответствие сортности и деформационно-прочностных свойств обувных материалов требованиям нормативных документов. Натуральные кожи раскраивают на детали каждую в отдельности; это связано с наличием дефектов (различных по виду, размеру и месту расположения на коже) и с неоднородностью свойств кожи по площади, в продольном и поперечном направлениях. Ответственные детали выкраивают из чепрака. Для искусственных и синтетических кож, текстильных и трикотажных материалов применяют многослойный раскрой. Долевое направление наружных деталей должно соответствовать направлению наименьшей тягучести (продольному направлению — в кожах, основе — в тканях и искусственных кожах на тканевой основе).
Предварительная обработка деталей. Обработка деталей низа включает общие и специальные операции. К общим относят:
1) выравнивание деталей низа по толщине;
2) клеймение — нанесение маркировки, предусмотренной ГОСТ 7296-81;
3) формование.
Подошвам и основным стелькам придают профиль следа колодки, жестким задникам и подноскам — форму пяточной и носочной части колодки. До формования детали низа подвергают специальным обработкам, которые зависят от вида детали, материала и метода крепления низа. Специальная обработка основных стелек включает дублирование тонких стелек с полустелькой для их упрочнения, соединение стельки с теленком, утонение стельки в пучках для увеличения гибкости обуви, получение натуральной или искусственной губы в стельках для обуви рантового метода крепления. Специальная обработка подошв включает соединение подошву с обводкой, подложкой или подметкой, утонение крокульной части подошвы, фрезерование уреза подошв и каблуков из натуральной кожи и резины; взъерошивание подошв клеевого крепления с изнаночной стороны, промазывание их клеем и подсушивание.
Предварительная обработка деталей верха осуществляется одновременно с пошивом
(сборкой) заготовки. Она включает клеймение в соответствии с ГОСТ 7296-81,
спускание краев деталей, отделку видимых краев, дублирование наружных деталей верха с межподкладкой, украшение деталей. Спускание или утонение проводится для всех краев деталей верха, кроме затяжной кромки заготовки, идущей под загибку при формовании обуви. В результате спускания краев при сострачивании деталей не образуются грубые толстые швы. Видимые края деталей загибают, окрашивают, подвергают горячему формованию или обжигу, окантовывают для улучшения внешнего вида обуви и повышения прочности швов соединения деталей заготовки. Дублирование наружных деталей верха с межподкладкой проводят с целью упрочнения деталей верха и повышения формоустойчивости верха обуви.
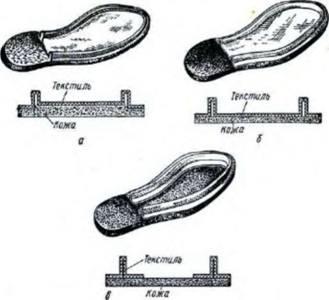
Сборка (или пошив) заготовки. Заготовка — это комплект наружных, внутренних и промежуточных мягких деталей верха обуви, скрепленных между собой. Детали заготовки сшивают ниточными швами, склеивают, сваривают токами высокой частоты (ТВЧ). ТВЧ сваривают детали из искусственных и синтетических кож. Склеивают наружные детали верха с межподкладкой (дублирование). Сшивают детали настрочным, тачным, переметочным и выворотным швами (рис.).
Рис. Заготовочные швы:
а — настрочной; б — тачной; в — переметочный; г — выворотный
Настрочным швом скрепляют носок с союзкой, союзку с берцами и задинками, перед с голенищем. Тачным и переметочным швами сшивают голенища, задние края берцев и задинок. Переметочный шов менее прочный, чем тачный, поэтому его укрепляют задним наружным ремнем. Выворотным швом сшивают наружные детали верха с подкладкой по верхнему краю заготовки.
Формование заготовки — придание заготовке формы и размеров колодки, которые должны сохраняться и после снятия обуви с колодки, при ее хранении и носке. Различают три способа формования: 1) обтяжно-затяжной; 2) беззатяжной; 3) комбинированный.
Различают три способа формования: 1) обтяжно-затяжной; 2) беззатяжной; 3) комбинированный.
Обтяжно-затяжной называют способом внешнего формования, так как растягивающие усилия прилагаются к заготовке извне (с помощью клещей или пластин обтяжно-затяжной машины). Обувь внешнего формования имеет высокую формоустойчивость, поэтому его широко используют для формования обуви.
При беззатяжном способе формования растягивающие усилия прилагаются к заготовке изнутри (за счет раздвижения колодки). Поэтому его назвали способом внутреннего формования. Способ менее трудоемкий и материалоемкий, чем обтяжно-затяжной, однако применяется для узкого ассортимента обуви (домашней, легкой, летней) из-за ее низкой формоустойчивости.
Комбинированный способ формования является комбинацией первых двух.
Окончательное закрепление формы и размеров обуви осуществляется в процессе ее влажно-тепловой обработки и сушки на колодке.
Прикрепление низа обуви. Все методы крепления деталей низа обуви к заготовке верха можно разделить на 4 группы: 1) шпилечные, 2) ниточные, 3) химические, 4) комбинированные (рис. ).
).
Рис. Методы крепления низа обуви:
а — гвоздевой; б — прошивной; в — сандальный; г — доппедьный; д — рантовый; е — рантопрошивной; ж — парко; з — выворотный; и — клеевой;
к — горячей вулканизации; л — рантово-клеевой; м — строчечно-клеевой;
1 — заготовка; 2 — стелька; 3 — простилка; 4 — подошва; 5 — подложка;
6 — гоздь; 7 — ниточный шов; 8 — мягкая стелька
Шпилечные методы представлены двумя: винтовым и гвоздевым. Их используют для изготовления производственной обуви, обуви для армии и флота, реже повседневной. Обувь тяжелая, жесткая, негибкая, крепление обеспечивает ей высокую прочность, водостойкость, надежность.
К ниточным методам крепления относят рантовый, сандальный, доппельный, метод парко, прошивной, рантопрошивной, бортовой, выворотный, втачный и другие. Подошву скрепляют с заготовкой с помощью одно- и двухниточных швов. Используют капроновые, нейлоновые, реже льняные нитки. Обувь ниточных методов крепления более легкая, мягкая, гибкая, гигиеничная, но менее прочная и надежная, чем винтовая и гвоздевая.
При рантовом методе подошву прикрепляют к заготовке и основной стельке через рант, применяют рантовую стельку с губой. Внешние отличительные признаки — наличие ранта, отсутствие крепителей на поверхности основной стельки в носочно-пучковой и геленочной части. Рантовая обувь самая надежная, теплозащитная и ремонтопригодная в сравнении с обувью других ниточных методов. Но из-за повышенной трудоемкости рантовый метод применяется ограниченно для изготовления мужской и женской обуви, повседневной и модельной, летней и утепленной.
Сандальный метод применяют для изготовления сандалий. Отличительные признаки — отсутствие подкладки и основной стельки, мягкие носки, затяжная кромка заготовки отгибается наружу и выходит в урез подошвы, наличие накладного ранта, подошвенный шов скрепляет подошву, затяжную кромку заготовки и накладной рант.
Доппельный (полусандальный) метод отличается от сандального наличием стельки и подкладки, нижний край которой загибают и прикрепляют к стельке; обувь менее гибкая, но более надежная в носке и меньше деформируется при увлажнении и высушивании. Выпускают летнюю и утепленную обувь для детей и взрослых.
Метод парко разработан на обувной фабрике «Парижская Коммуна». Его особенность состоит в том, что рант пришивают к затяжной кромке заготовки еще до ее формования, после чего заготовку формуют, затем подошву пришивают к ранту. Этим методом изготавливают детскую обувь. Внешне она похожа на рантовую. Но если сильно отжать верх от ранта, можно увидеть ниточный шов, скрепляющий рант с заготовкой. Метод парко имеет три разновидности. В обуви парко I отсутствует основная стелька; вынув из обуви вкладную стельку можно увидеть шов, скрепляющий рант с заготовкой. В обуви парко II (рант доходит до каблука) и парко III (рант круговой) нижний край заготовки и рант, пришитый к нему, скрепляют с основной стелькой тексами (маленькими гвоздиками), которые видны на стельке внутри обуви.
Прошивной метод отличается наличием сквозного ниточного шва на подошве и стельке, отсутствием ранта, его применяют для изготовления спортивной, домашней и дорожной обуви.
Рантопрошивной метод. Применяют обычную стельку без губы. Рант пришивают к заготовке и стельке сквозным швом, затем к ранту пришивают подошву. Этот метод менее трудоемкий и материалоемкий, чем рантовый. Однако обувь уступает рантовой по надежности и удобству; ее легко отличить по наличию шва на стельке.
Бортовой метод отличается тем, что используется подошва с бортиком, и шов, скрепляющий подошву с заготовкой, располагается выше грани следа. Обувь легкая, гибкая, удобна в носке. Выпускают опанки, туфли и полуботинки летнего и весенне-осеннего назначения.
Выворотным методом изготавливают чувяки, туфли комнатные и дорожные. Они не имеют основной стельки, подошва кожаная или войлочная. Подошву подрезают с бахтармы на расстоянии 12-14 мм от края по всему периметру — получают губу. Заготовку выворачивают на изнанку, и затяжную кромку сшивают с губой. После скрепления обувь выворачивают на лицевую сторону, внутрь обуви вкладывают картонную стельку, обклеенную тканью. Обувь легкая, мягкая, гибкая.
Они не имеют основной стельки, подошва кожаная или войлочная. Подошву подрезают с бахтармы на расстоянии 12-14 мм от края по всему периметру — получают губу. Заготовку выворачивают на изнанку, и затяжную кромку сшивают с губой. После скрепления обувь выворачивают на лицевую сторону, внутрь обуви вкладывают картонную стельку, обклеенную тканью. Обувь легкая, мягкая, гибкая.
Втачным методом изготавливают пинетки (обувь для новорожденных) и чешки. Для подошвы используют мягкие кожи для верха обуви и подкладки, фетр, ткани, трикотажные полотна. Подошву с заготовкой соединяют тачным швом. В обуви отсутствует основная стелька, жесткие задники и подноски. Это легкая, мягкая, гибкая обувь.
К химическим методам крепления относят клеевой, метод горячей вулканизации, литьевой.
Наиболее широко применяют клеевой метод. Подошву прикрепляют к заготовке клеем. Применяют наиритовый, перхлорвиниловый, нитроцеллюлозный, полиуретановый и др. клеи. Достоинство этого метода — в его универсальности. Им можно изготовить обувь любого целевого назначения (повседневную, модельную, спортивную, домашнюю), разного сезонного и поло-возрастного назначения, из различных материалов. Прочность клеевого крепления не зависит от толщины скрепляемых деталей. Обувь легкая и гибкая, имеет низкую материалоемкость, проста в исполнении. Конечно, она менее надежна, чем обувь гвоздевого крепления; ее гигиенические свойства ниже по сравнению с обувью ниточных методов.
Им можно изготовить обувь любого целевого назначения (повседневную, модельную, спортивную, домашнюю), разного сезонного и поло-возрастного назначения, из различных материалов. Прочность клеевого крепления не зависит от толщины скрепляемых деталей. Обувь легкая и гибкая, имеет низкую материалоемкость, проста в исполнении. Конечно, она менее надежна, чем обувь гвоздевого крепления; ее гигиенические свойства ниже по сравнению с обувью ниточных методов.
Метод горячей вулканизации позволяет получить очень прочное, герметичное соединение подошвы с заготовкой. Обувь отличается высокими влагозащитными свойствами, надежностью в носке. Материалы для верха обуви должны быть термостойкими. Для подошвы и каблука используют резины. Выпускают повседневную обувь (летнюю и утепленную), домашнюю и производственную. Для модельной обуви не применяют. Метод горячей вулканизации имеет две разновидности: прессовую и котловую вулканизацию. В первом случае, формование подошвы, ее вулканизация и прикрепление к заготовке осуществляются в одной пресс-форме. Обувь прессовой вулканизации можно отличить по наличию следов выпрессовок от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на геленочной части подошвы с ходовой стороны. В случае котловой вулканизации, детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке. Затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.
Обувь прессовой вулканизации можно отличить по наличию следов выпрессовок от стыка полуматриц пресс-формы в носочной и пяточной частях подошвы, а также по фирменному знаку обувной фабрики на геленочной части подошвы с ходовой стороны. В случае котловой вулканизации, детали из сырой резиновой смеси (подошву, каблук, обсоюзку и другие) сначала приклеивают к заготовке. Затем проводят вулканизацию в специальных котлах. Обувь котловой вулканизации можно распознать по резиновым деталям, наклеенным на детали верха.
Литьевой метод. В одной пресс-форме осуществляются формование подошвы и ее прикрепление к заготовке. Для подошв используют термопластичные полимеры: полиуретан, поливинилхлорид, термоэластопласты, полиэтилен и др. Применяют для изготовления повседневной, модельной, домашней, спортивной и производственной обуви. По свойствам близка к обуви прессовой вулканизации. Отличается наличием следа от литника на подошве, подошва имеет более четкие грани и зеркальный блеск, можно получить более тонкие подошвы и более изящную обувь.
Комбинированные методы крепления представляют собой сочетание двух различных методов, чаще ниточных с химическими. Например, рантово-клеевой (рис.), доппельно-клеевой, сандально-клеевой, клеепрошивной, строчечно-клеевой (рис.), гвозде-клеевой и др. методы крепления.
Каблуки приклеивают или прикрепляют с помощью штифтов (гвоздей, шурупов, металлических втулок). Средние и высокие каблуки прикрепляют комбинированным способом (штифто-клеевым). Набойки приклеивают, прикрепляют гвоздями или специальными штифтами.
Заключительную отделку обуви проводят чтобы: придать обуви красивый внешний вид; устранить дефекты, возникшие при изготовлении; повысить водостойкость кожаных деталей. Отделка низа обуви включает фрезерование уреза (торцевой поверхности) подошвы, каблука, набойки, шлифование отфрезерованных поверхностей, окраску и полирование уреза и опорной поверхности подошвы и каблука. Использование предварительно обработанных деталей низа упрощает или исключает заключительную отделку низа обуви. Отделка верха обуви включает чистку (удаление загрязнений с деталей верха механическим или химическим способом), заделку мелких поверхностных дефектов (царапин, пятен, осыпания покрытия), разглаживания складок и морщин утюжкой, аппретирование, создание теневых эффектов на наружных деталях верха распылением краски через трафарет.
Отделка верха обуви включает чистку (удаление загрязнений с деталей верха механическим или химическим способом), заделку мелких поверхностных дефектов (царапин, пятен, осыпания покрытия), разглаживания складок и морщин утюжкой, аппретирование, создание теневых эффектов на наружных деталях верха распылением краски через трафарет.
Технология производства обуви
Любой технологический процесс производства обуви или одежды состоит из нескольких последовательных операций. Их количество в отдельных случаях может достигать 300, все зависит от сложности изделия и применяемого материала. При этом все выполняемые операции можно сгруппировать и разделить на несколько основных стадий производства.
Последовательность этапов производства
1. Раскрой деталей
Самый первый и очень важный этап в производстве обуви — это раскрой всех необходимых деталей. Готовые шаблоны передаются на раскрой, где из подготовленных заранее материалов вырезаются составные части будущего обувного изделия. Раскрой выполняется вручную при помощи специальных трафаретов, а если деталь часто повторяется, то ее кроят на так называемых вырубочных прессах, оборудованных резаками.
Раскрой выполняется вручную при помощи специальных трафаретов, а если деталь часто повторяется, то ее кроят на так называемых вырубочных прессах, оборудованных резаками.
В раскройном цеху также производятся стельки для обуви. Подготовленный материал поддают тщательному прессованию и затем все его края зашлифовывают и обрабатывают клеем. После этого стельку прессуют еще раз для придания ей готового вида.
2. Подготовка к сборке
На следующем этапе производства изготовляют верхние детали обуви для завершающей сборки. Вырезанные части обуви направляются в цех заготовок, в котором их выравнивают, ставят необходимые клейма, подкладку и в конце окрашивают все видимые части.
3. Сборка
Вся подготовка завершается сборкой изделия. Заключается она в сшивании и склеивании всех составных частей обуви с помощью швейных машинок. Вместе с этим выполняется загибание краев изделия и придание ему дополнительной прочности за счет использования каркаса из определенных материалов.
4. Пошив
Наиболее важный этап технологического процесса производства — это пошив. Он заключается в скреплении между собой всех деталей нижней и верхней частей изделия. Весь этот процесс выполняется в пошивочном цеху. Готовые части обуви соединяются между собой при помощи специальных обувных машинок, например, для формовки носков, кожаных нашивок, разглаживания швов, вставки подносковых деталей и т. п.
От качества соединения деталей верхней и нижней частей обуви напрямую зависят ее основные эксплуатационные характеристики, такие как износостойкость, прочность, легкость в ношении, гибкость, тепло- и влагоизоляционные особенности. Существует сегодня три способа скрепления деталей: ниточный, химический и комбинированный, который сочетает в себе одновременно два первых способа.
- Ниточный способ соединения деталей используется очень широко благодаря своей гигиеничности и чистоте. Его разделяют на несколько отдельных методов, среди них бортовой, сандальный, рантовый и некоторые другие.
- Химический способ предполагает три метода скрепления деталей: горячей вулканизации, клеевой и литьевой.
- Комбинированный способ заключается в совместном использовании, например, литья, вулканизации и склеивания с прошивкой нитками.
5. Отделка
Самым последним этапом производства обуви является завершающая отделка каждого изделия. После закрепления подошвы аккуратно срезают все ненужные части материалов, вставляются стельки, приклеиваются подпяточники и формируются голенища. В самом конце на готовую обувь наносятся различные специальные покрытия, кремы, воск и вставляются крючки, шнурки и другая мелкая обувная фурнитура.
Производство обуви: оборудование, материалы и технология
Обувь всегда является востребованным товаром среди населения, поэтому обувная промышленность является популярной отраслью бизнеса. В современное время на рынке представлено много моделей данной продукции различных производителей и фабрик.
Мировая конкуренция
На сегодняшний день многие покупатели желают иметь не только качественную и практичную обувь, но и соответствующую модным тенденциям. Среди экспертов данной сферы деятельности замечено, что доходы российских фабрик и спрос на продукцию, напрямую зависят от иностранных производителей.
Среди экспертов данной сферы деятельности замечено, что доходы российских фабрик и спрос на продукцию, напрямую зависят от иностранных производителей.
Обувная промышленность хорошо развита в Китае. С одной стороны, продукция из Китая славится невысокой ценой, однако, плохим качеством. С другой стороны, существует немало известных европейских брендов с продукцией высокого качества, и соответственно, завышенной стоимостью.
Из-за быстрого повышения цен на импортную продукцию и некачественного товара и Китая, все больше покупателей начинают отдавать предпочтение отечественному производителю. Поэтому многие предприниматели задумываются об открытии фабрики по производству обуви.
Чтобы потеснить китайских производителей и соперничать с европейскими поставщиками, необходимо выпустить дизайнерский модельный ряд с какой-либо изюминкой.
Технология производства обуви в промышленных масштабах осуществляется в несколько этапов:
- Проектирование и создание моделей обувного ряда с разработкой всей необходимой документации.
- Производство обуви и сбыт партий.
Технология пошива
Предварительно материалы, используемые в производстве, необходимо:
- тщательно проверить на соответствие качественным характеристикам;
- отсортировать в производственные партии;
- направить в раскройный цех.
Первым делом дизайнерами-специалистами разрабатывается дизайн и внешний вид будущей модели, создается эскиз, выполняется заготовка.
Для создания производства по пошиву обуви необходимы соответствующие материалы, одни из них являются основными, другие – вспомогательными.
Основные материалы применяются для изготовления наружных, внутренних и промежуточных элементов верхних и нижних частей изделия:
- разные виды кожи;
- меха;
- текстильные материалы.
К вспомогательным материалам относятся детали, предназначенные для отделки и украшения моделей:
- различная обувная фурнитура;
- текстильно-галантерейные изделия;
- клей.

Таким образом, для изготовления обуви существует достаточно большой выбор материалов. Однако, самый лучший из них – натуральная кожа.
Помимо натурального сырья, в последнее время все чаще применяются синтетические материалы для производства обуви, которые значительно дешевле. Однако, многие из них не только дешевле, но часто и практичнее природных аналогов.
Раскройный цех
Именно в раскройном цеху выполняется создание эскиза обуви, моделирование изделия и раскрой деталей.
Из заранее подготовленного материала изготавливаются составные части обуви, для получения которых предназначены два специальных вырубочных пресса:
- один – для работы с верхними деталями;
- второй – для нижних деталей изделия.
Некоторые части обуви вырезаются вручную при помощи трафарета.
Пошивочный участок
Верх обуви изготавливается отдельно от подошвы и включает в себя следующие детали:
- Переднюю часть изделия – носок;
- Среднюю часть изделия – союзку;
- Часть, фиксирующую верх ноги – язычок;
- Заднюю часть изделия, фиксирующую пятку – задник.

Необходимое оборудование
Перед тем как сшивать детали, необходимо каждую часть истончить, чтобы швы были ровными и аккуратными. В пошивочном цехе выполняется сшивание подготовленных деталей. Необходимо следующее оборудование для производства обуви:
- Швейные машины;
- Пошивочный конвейер;
- Машина для вставки подносков;
- Машина для загибки краев и разглаживания швов;
- Машина для формовки кожаных нашивок на носок обуви.
Технология крепления подошвы
Подошва крепится к верху обуви разными способами:
- Клеевым;
- Прошивным;
- Комбинированным;
- Вулканизацией.
Клеевой способ популярен, поскольку надежен и недорогой в выполнении. При правильном выполнении технологии склейки, вероятность проникновения влаги между верхом и подошвой практически невозможна. Однако, при склеивании некачественным клеем или с нарушением правил крепления, обувь может быстро развалиться.
Прошивной способ крепления подошвы к верху обуви недостаточно практичен к проникновению влаги, также высокая вероятность повреждения прошивной нити.
Комбинированный метод предполагает использование клеевого и прошивного способов.
Вулканизация – части изделия (верх и низ) практически свариваются в одно целое. Используя такой способ, вероятность отсоединения подошвы от верха практически исключается. Недостаток у данного способа один – ограниченность в выборе материалов.
Пошив внутренней части
Внутренняя часть обуви подшивается подкладкой, которая может быть выполнена из следующих материалов:
- кожаная;
- текстильная;
- из искусственных материалов;
- комбинированная из разных материалов;
- шерстяная на тканой основе;
- из натурального меха на кожаной основе.
От качества выполнения соединения деталей зависит качество будущей модели.
Соединение частей изделия
Способ скрепления верхних и нижних частей обуви отвечает за многие эксплуатационные характеристики:
- гибкость;
- легкость;
- износостойкость.
Гибкость обуви
После того как верх изделия будет готов, он натягивается на колодку и с нижней ее стороны закрепляется со стелькой. Этот процесс называется – «затяжка». На этом этапе в носок и задник будущей обуви устанавливаются формовочные элементы:
- в носок – подносок;
- в задник – усилитель жесткости в виде пластиковой пластины или дополнительных слоев кожи.
Колодки могут быть выполнены по-разному, в зависимости от будущей модели. Они могут быть в следующем выполнении:
- цельные;
- раздвижные;
- сочлененные;
- с выпиленным клином.
Фасон колодки зависит от тенденций моды, поскольку это является основной технической характеристикой, от которой зависит вид будущей изготовленной модели.
Производство стелек
Внутрь готового изделия вкладываются стельки. Стельки могут быть выполнены из разного сырья. Материал, из которого изготавливается стельки, должен быть качественным, поскольку именно он будет впоследствии соприкасаться с ногой человека. Стелька может быть выполнена из влагостойкого картона или синтетического нетканого материала.
Для изготовления обувных стелек выбранная ткань прессуется на специальном оборудовании. Затем машиной для шлифовки обрабатываются края и промазываются специальным клеем, после чего проходят еще одну прессовку.
Стельки к модели можно приобретать отдельно, исходя из потребностей, это могут быть:
- утепленные стельки;
- ортопедические;
- другие варианты.
Заключительный этап
Изготовление обуви после крепления подошва завершается окончательной отделкой изделия:
- необходимо отрезать излишки материала;
- вклеить мягкие подпяточники;
- вложить стельки;
- сформировать голенища.
Завершающим этапом является обработка готового изделия при помощи специальных покрытий:
- восков;
- спреев;
- кремов.
При необходимости выполняется вставка шнурков, крючков и других аксессуаров и фурнитуры.
Готовая продукция поступает в отдел проверки качества, где сортируется, маркируется, упаковывается попарно и группируется по партиям для сбыта.
Организация бизнеса
Если хорошо ознакомиться с данной отраслью, обувная промышленность может стать прибыльным доходом. Необходимо ознакомиться со всеми нюансами производства, пошива обуви, выбора материалов и оборудования, а также соблюдать ряд последовательно выполняемых операций и действий.
Для организации бизнеса в сфере производства обуви необходимо выполнение следующих пунктов:
- приобретение производственного помещения с необходимым оборудованием;
- приобретение материалов;
- сертификация и декларация продукции;
- договора по сбыту готовой продукции.
Перед тем как закупать материалы и оборудование, стоит определиться со стилем будущих коллекций. Формат изделий может быть разный – производство классической кожаной обуви, резиновые или спортивные модели. Кроме того, можно выбрать одно направление продукции: либо производство мужской обуви, либо производство женской обуви. Очень прибыльна и востребована среди покупателей детская продукция.
Следует учитывать и сезонные периоды. Как правило, сезон начинается с осени и идет до весны следующего года. В летнее время:
- пересматривается ассортимент;
- разрабатываются новые модели;
- обновляется оборудование.
Следует учитывать также, что одной из больших проблем и трудностей обувного производства, является отсутствие качественного отечественного сырья для производства обуви. Поэтому, изделия, которые производятся в нашей стране, почти наполовину состоит из импортных материалов.
Таким образом, обувная промышленность России не является сильной стороной нашей страны и уступает в объемах производимой продукции многим странам.
В заключение
Если иметь оригинальную идею, которая позволит выделить коллекцию на фоне конкурентов, а также учитывать потребности и пожелания покупателей, обувная промышленность может стать прибыльным производством.
Видео по теме: Производство обуви
Разработка технологического процесса производства летних женских туфель (Курсовая работа)
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ ИНСТИТУТ ТЕХНОЛОГИИ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ, МОДЫ И ДИЗАЙНА
Кафедра моды и технологии
Курсовая работа
по дисциплине «Технология изделий из кожи»
Тема: Разработка технологического процесса производства летних женских туфель
Исполнитель: студент группы
Руководитель:
Казань, 2009
Содержание
Введение
1 Литературный обзор
2. Конструкторско-технологическая характеристика модели
2.1 Технический паспорт женских туфель с открытыми носочной и пяточной частями
3. Обоснование выбора: материалов, технологии, оборудования
3.1 Обоснование выбора материалов
3.1.1 Кожи для верха обуви
3.1.1.1 Искусственная и синтетическая кожа для верха обуви
3.1.1.2 Натуральные кожи для верха обуви
3.1.2 Материалы для подкладки обуви
3.1.3 Материалы для промежуточных деталей
3.1.4 Низ обуви. Виды подошв
3.2 Обоснование выбора технологии
3.3 Обоснование выбора оборудования. Техническая характеристика оборудования
4. Проектирование технологического процесса сборки заготовки верха обуви
4.1 Принципы построения технологического процесса
4.2 Перечень операций технологического процесса сборки заготовки верха летних женских туфель
5. Проектирование технологического процесса сборки и отделки обуви
5.1 Обоснование выбора метода формования заготовки на колодке
5.2 Перечень технологических операций по сборке обуви женских туфель с открытыми пяточной и носочной частями клеевого метода крепления
Заключение
Литература
Приложение
Введение
Цель работы – разработка технологического процесса производства женских туфель с открытыми пяточной и носочной частями клеевого метода крепления.
В гардеробе современной женщины обувь занимает ведущее положение и является предметом первой необходимости. Она предназначена для защиты ног человека от неблагоприятных воздействий внешней среды — холода, чрезмерного нагрева, сырости, пыли, грязи, механических повреждений, а также служит предметом украшения человека.
Изменения, происходящие в последние годы в экономике страны, затрагивают и обувную промышленность. Глубокое и всестороннее изучение конкретной ситуации на рынке современного товара и перспектив его изменения являются одной из важнейших предпосылок для развития производства обуви и повышения его эффективности.
В последнее время в продаже стало появляться много новых, более модных моделей женской кожаной обуви, как отечественного, так и импортного производства, стали более полнее удовлетворяться возросшие требования населения на многие виды обуви. Проблема заключается в необходимости обеспечить полноту ассортимента кожаной обуви, улучшения качества и внешней отделки, создания условий, при которых покупатель имел бы возможность без лишних затрат времени приобрести изделия нужного размера, модели.
В связи с этим, в условиях жёсткой конкуренции, для торгового предприятия важно правильно выбрать ассортиментную политику, а также более полно удовлетворить возросшие требования населения в конкурентоспособной обуви высокого качества.
1. Литературный обзор
В настоящее время на рынке легкой промышленности существует огромное количество различных предприятий, которые являются производителями современной обуви. Благодаря отсутствию дефицита в этой области потребитель имеет возможность выбора. Но известно, что увеличение предложения не всегда влечет за собой увеличение спроса. Большое разнообразие ассортимента изделий не гарантирует удовлетворение потребностей населения. Современный покупатель предъявляет к обуви, параллельно с требованиями технологичности, долговечности такие требования, как неординарный подход к конструированию в сочетании с практичностью и комфортностью. Отдельные обувные фирмы самостоятельно руководствуются, в основном, направлением моды, не учитывают фактическую половозрастную и видовую потребность, а также выпускают обувь без учета ростовочно-полнотных шкал для различных возрастных групп. Это привело к тому, что у большинства производителей обуви в сезоне 1999 — 2000 гг. товарные остатки значительно превысили ожидаемые, что сказалось на снижении объемов производства в сезоне 2000 — 2001 гг.
При определенной видовой структуре ассортимента следует учитывать климатические условия страны и непосредственно условия носки. Несоблюдение особенностей формы и размеров стоп россиян, условий эксплуатации и многих других факторов создает целый ряд проблем, связанных, с одной стороны с невпорностью произведенной обуви, а с другой — с неудовлетворенным спросом на обувь очень больших групп населения.
Большая часть производимой в настоящее время обуви изготавливается из импортных комплектующих остро модного направления, имеет качественную сборку и поэтому дорогая. Это, в свою очередь, препятствует удовлетворению спроса на обувь населения со средним и ниже среднего достатком.
В настоящее время отмечается тенденция возрастания интереса кожевенных заводов к отечественным химическим материалам. Лабораторией технологии нового ассортимента кож ЦНИИКП был выполнен комплекс исследований по разработке и освоению производства новых химических материалов для красильно-жировальных процессов в производстве натуральных кож. Эти химические материалы используются в работе более 20 кожевенных предприятий из 40 реально работающих, например, ОАО «Вахрушин-Юфть», ООО «Кожсервис», ЗАО «Хромтан», ООО «Фирма «Кожа», ООО «Шевро», кожевенные заводы в г. Ростове-на-Дону, Омске, Новосибирске и др.
Работы зарубежных обувных специалистов выдвигают новые технические решения способов изготовления и конструкции обуви.
В моде последних лет, в том числе обувной, все чаще прослеживаются новые веяния. Классическая мода отходит от функциональности в сторону декоративных излишеств. Удобство и комфорт отходят на второй план, не выделяются, афишируется же изысканная роскошь и элегантность. Богатство и роскошь буржуазного шика подчеркивается материалами, используемыми для сумок, ремней и обуви. Становятся модными натуральные и искусственные кожи с лаковой поверхностью, блестящие кожи под золото и серебро, с рисунками и тиснениями печати под кожу страуса, крокодила, питона и других экзотических животных.
Сильное влияние моды 60-х и 80-х гг. на современную обувную моду выдвигает на первое место в ассортименте высокие сапоги с прямыми голенищами, облегающие в икрах и свободными в щиколотках, отчего в этом месте образуются складки в виде гармошки. Они напоминают популярные в 80-е годы сапоги «казачок».
По-прежнему остаются модными сапоги, облегающие всю ногу, иногда очень высокие, за колено.
По сравнению с прошлыми годами, роль сапог неизмеримо возрастает, и теперь они предлагаются в качестве дополнения не только верхней одежды, но и платьев, и даже дорогих туалетов.
Для решения основной задачи обувной отрасли — обеспечения населения опорной конкурентоспособной обувью — необходимо, прежде всего, наладить производство оснастки и комплектующих деталей для производства обуви, а именно: обувных колодок, геленков, подносков, задников, каблуков, формованных подошв, подошвенных узлов, стелек. При этом понятно, что без наличия координирующих технических документов невозможно наладить четкий выпуск упомянутой обуви в должном количестве и ассортименте.
Учитывая изложенное, по мнению специалистов пересмотр ГОСТа 39927 «Колодки обувные» и разработка нового стандарта становятся безусловной необходимостью, как первый шаг к решению существующих проблем в отрасли.
Конструирование и технология изделий из кожи
Первое, что делает человек утром, встав с постели, обувается. И в обуви проводит весь день, сменив домашние тапочки на уличные ботинки, туфли или сапоги, их — на рабочую обувь или спортивную, или выходные туфли…
Многие думают, что труд на обувной фабрике тяжелый, скучный и не престижный. Неправда! Наша профессия творческая и, можно даже сказать, лирическая. В каждую модель автор вкладывает частицу своей души. Разве может такая профессия быть скучной?
Каждое утро многочисленный отряд обувщиков принимается за работу. Рассыпаются по плитам раскройных прессов вагоны кож, раскатываются бесконечные рулоны синтетических материалов. Растекаются реки клеев, ручейки красок и аппретур; разматываются пестрые километры ниток, рассыпаются тонны разнокалиберных гвоздей. Всё это нужно, для того чтобы снова как вчера, как месяц, год и много лет назад заработал конвейер, начали свою ежедневную суету иглы, принялись сжимать и разжимать челюсти затяжные машины, вгрызаться в края подошвы фрезы. Нам нужно много красивой, добротной и разнообразной обуви. Её носят все.
Специальность обувщика была и будет необходима всегда и повсюду. Ведь не было ещё цивилизованного общества без обувщиков. Обувное дело — выгодный, стабильный бизнес. При знакомстве друг с другом бизнесмены обращают внимание на три предмета туалета собеседника: часы, очки, ботинки. Эти вещи непременно должны быть высокого качества.
В дело повышения качества белорусской обуви наша специальность старается внести самый непосредственный вклад. Мы учим учащихся, мыслить оригинально, «заражаем вирусом творчества». Наши выпускники работают ведущими специалистами на обувных и кожгалантерейных фабриках Республики Беларусь и ближнего зарубежья, возглавляют собственные фирмы.
Обучение по данной специальности позволит приобрести современные и глубокие теоретические знания и практические умения по дисциплинам:
- технология и оборудование обувного производства;
- технология индивидуального пошива и ремонта обуви;
- моделирование и конструирование обуви;
- товароведение обуви;
- основы менеджмента, маркетинга и деловой документации;
- информационные технологии и др.
Выпускники владеют навыками и знаниями разработки технологической документации по проектированию технологических процессов обувного производства и смогут занимать должности: контролёра, мастера, технолога.
Выпускники специальности будут востребованы в следующих сферах деятельности:
- на предприятиях различных организационно-правовых форм, осуществляющих производство обуви и ремонт.
Специалисты будут обладать навыками и знаниями в области:
- разработки технологических процессов производства обуви;
- наладки и настройки оборудования и систем обувного производства;
- контроля качества и соблюдения трудовой дисциплины;
- реализации менеджмента качества продукции в соответствии со стандартами ИСО 9000.
Выпускники будут знать:
- сырье, используемое для производства обуви;
- технологические процессы производства и ремонта обуви.
Выпускники будут уметь:
- характеризовать свойства материалов, используемых для производства обуви;
- определять основные показатели качества кожевенных материалов;
- рассчитывать и подбирать новейшее оборудование для осуществления производства обуви;
- размещать технологическое оборудование в цехах;
- расставлять рабочих по рабочим местам с учетом квалификации и индивидуальных способностей в соответствии с технологической схемой процесса;
- владеть приемами выполнения работ при обслуживании технологического оборудования и обучать им рабочих.
В процессе прохождения производственной практики получают одну из профессий рабочего:
- раскройщик материалов;
- затяжчик обуви;
- контролер изделий полуфабрикатов и материалов;
- сборщик обуви; обувщик по ремонту обуви.
Квалификация специалиста — техник.
Специализации:
- Технология обуви и ремонт. Конструирование обуви и кожгалантерейных изделий
Энциклопедия моды
Глоссарий
B
Basf Elastopan® cold resistance — специальные подошвы из инновационного многокомпонентного полиуретана, используемые в производстве обуви Jog Dog. Материал обладает отличными эксплуатационными характеристиками, является на 100% безвредным и содержит миллионы маленьких пузырьков воздуха, что делает его на 40% легче обычного полиуретана или резины.
Biometex — мембранный текстиль, используемый в производстве зимней обуви Jog Dog. Представляет собой закрытую гидрофильную систему со стопроцентной водоотталкиваемостью и ветронепроницаемостью. Biometex обеспечивает циркуляцию воздуха внутри обуви и в тоже время защищает от холода, влаги и ветра. Именно он позволяет обуви сохранять тепло при температуре до -25 Сº.
F
Flexpoint – технология естественного сгибания стопы, защищает от боли суставы и сухожилия при длительной ходьбе и активных нагрузках.
L
Lumi – текстиль, используемый в производстве некоторых моделей ботинок, сапог и бибутов Jog Dog. Днем он выглядит, как обычный материал. При дневном освещении Lumi «накапливает» свет солнечных лучей, а в темноте ткань — светится.
M
Mountaineering boots — это ботинки (хайкеры), созданные специально для пеших походов в горы. Само название этой обуви произошло от английского hiking, что означает непродолжительное путешествие пешком. Такое предназначение ботинок предопределило их специальную конструкцию с надежной фиксацией ноги. У хайкеров в приоритете безопасность, комфорт и легкость. Сегодня эта обувь используется не только для активного отдыха, но еще и очень актуальна и в городе.
N
Natural step system – система естественного шага, анатомическое строение подошвы, которое равномерно распределяет нагрузку по стопе и суставам ног.
P
PU — полиуретан. Износостойкий, легкий, гибкий материал, который широко используется при изготовлении подошв. Такие подошвы крепят к верху ботинка методом вулканизации.
PU LIGHT — облегченный полиуретан, в который под давлением нагоняется воздух, благодаря чему материал становится еще более легким. Широко используется при производстве подошв обуви. Он хорошо амортизирует и обладает высокой износостойкостью.
S
Shock absorber – особая структура подошвы, которая гасит ударную нагрузку, защищает ногу от растяжений и вывихов, и делает комфортным процесс ходьбы или бега.
Supergrip – противоскользящая подошва с эластичными зонами, создана из термопластичной полиуретана со специальным профилем для лучшего сцепления с поверхностью и дополнительными эластичными зонами.
T
Thinsulate — специальная трехслойная подкладка в некоторых моделях зимней обуви Jog Dog, изготовленная из особо тонкого синтетического волокна толщиной от 2 до 10 микрон. Каждое волокно естественно окружает слой воздуха, который и обеспечивает сохранение тепла человеческого тела.
А
Артикул обуви — краткая условная характеристика, содержащая информацию о материалах, технологиях и конструкциях, использованных при изготовлении обуви, а также ее назначении.
Б
Балетки – это легкие женские туфли с закругленным мыском на плоской подошве или устойчивом широком каблуке высотой не более 1 см.
Бахрома – декоративный элемент обуви (и не только), представляющий собой ряд свободно свисающих нитей и полосок кожи. Их часто заранее крепят на тесьме.
Бахтарма — нижняя поверхность выдубленной кожи или шкуры животного.
Бейка — ремешок, который используют при изготовлении верха в открытой обуви.
Берцы — наружные детали верха обуви. Они закрывают тыльную поверхность стопы в ботинках и полуботинках. Чаще всего на берцах расположены элементы крепления обуви на ноге.
Ботильоны — женские модельные сапожки укороченной длины.
Ботинки — обувь с верхом, которая закрывает всю тыльную поверхность стопы.
В
Велюр — кожа хромового дубления, предназначенная для производства верха обуви, кожгалантереи и одежды. Велюр обрабатывают по методу шлифования лицевой поверхностью или же бахтармой.
Вкладная полустелька — внутренняя деталь верха обуви, которая идентична по форме пяточно-геленочной части (от пятки до середины ступни) основной стельки и выполняет функции вкладной стельки.
Вкладная стелька – это элемент обуви, который по своей форме соответствует основной стельке. Данная деталь необходима для уменьшения нагрузки на суставы стопы и ноги во время ходьбы. Огромной популярностью сегодня пользуются многослойные вкладные стельки, слои которых изготовлены из одного или разных материалов. Они особенно хороши для холодного сезона.
Войлок — материал, состоящий из смеси шерстяных волокон.
Впорность — соответствие обуви размеру стопы по длине и полноте, один из показателей комфортности.
Г
Гигиенические свойства обуви – это перечень свойств, которые обеспечивают оптимальные для человеческого здоровья условия носки обуви. К ним относятся теплопроводность, гигроскопичность, влагоотдача, паропроницаемость и другие.
Гладкая кожа – это кожа с плотной и гладкой лицевой поверхностью. Именно данный вид считаются наиболее ценным в обувной промышленности и используется в самых разнообразных моделях женской, мужской и детской обуви.
Голенище – наружная деталь верха сапога, закрывающая голень, а иногда ее часть или бедро.
Гребень колодки — выступ на стыке наружной и внутренней поверхности колодки.
Гриф — это свойства кожи, которые можно определить на ощупь.
Грунт-модель – это шаблон-чертеж модели в сборке.
Грунтование — процесс нанесения на поверхность кожи тонкого слоя пропитывающего грунта, содержащего полимерные материалы. Грунтование используют для уменьшения или устранения отдушистости, а также для повышения качества кожи.
Губа стельки — это выступы основной стельки рантовой обуви, к нему крепится рант.
Д
Детская обувь — видовая группа обуви для детей (с ясельного до дошкольного возраста), которая имеет определенные конструктивные особенности. К материалам данного вида обуви предъявляются повышенные экологические и гигиенические требования.
Длина следа колодки — длина от носочной до пяточной части колодки.
Длина стопы – это название расстояния от наиболее выступающей точки пятки до наиболее удаленной точки первого или второго пальца ноги.
Долговечность — это способность изделия сохранить свои свойства до механического износа.
Ж
Женская обувь – это видовая группа обуви, которую конструируют и производят специально для женщин.
З
Задинка – наружная деталь верха обуви, которая закрывает пяточную часть стопы.
Задник – внутренняя или промежуточная деталь верха обуви, расположенная в пяточной части. Выполняет функцию сохранения формы обуви.
Замша – вид кожи, получаемый из самых качественных шкур лося, оленя, овец, коз. Для того, чтобы кожа приняла эстетичный вид и сохранила при этом свои свойства, она проходит многоэтапную обработку. Ее пропитывают специальным составом из рыбьего, тюленьего, костного жира, растительного масла, что придает материалу мягкость и эластичность.
Застежка — устройство, предназначенное для соединения расходящихся краев или концов обувных изделий.
Застежка-молния – это застежка, которая состоит из двух лент со звеньями. Она соединяется при движении замка.
Зимние стельки Jog Dog — специальные стельки с тройным слоем изоляции. Нижний слой из полипропилена придает им дополнительную износоустойчивость, влагостойкость, а также сопротивление скольжению стельки внутри сапога или ботинка. Второй слой из холодоотражающей фольги выполняет функцию термоизоляции, позволяя удерживать ноги в тепле. В свою очередь, верхний слой стелек — из натуральной шерсти – согревает стопы и обеспечивает циркуляцию воздуха.
И
Износостойкость — это сопротивление материалов и изделий механическому износу.
Истинная плотность кожи – показатель соотношения массы кожи с объемом ее плотного вещества (без учета пор).
К
Каблук – это наружная деталь низа обуви, которая применяется для подъема пяточной части стопы на ту или иную высоту.
Каблуки различаются:
- По высоте. Каблуки до 29 мм считаются низкими, от 30 до 49 мм – средними, от 50 до 60 мм – высокими. Каблуки более 60 мм высотой считаются особо высокими;
- По виду выделяют столбики, шпильки, французские, талированные, английские прямые каблуки, венские, приталенные, расширенные к набойке, клиновидные и прочие;
- По материалу каблуки могут быть деревянными, пластмассовыми, резиновыми, кожаными (наборными), комбинированными;
- По конструкции. Каблуки могут изготавливать многослойными, целыми с запрессованными втулками и без втулок, с облегченной полостью и без полостей, целый с имитированной набойкой, с углублениями, с вкладышем и без вкладыша, с прорезью на фронтальной поверхности для заправки при обтяжке, с металлическими насадками;
- По способу расположения на обуви: подошва, платформа, след в затянутой обуви.
Клеевой метод крепления – метод крепления подошвы, при котором нижняя и верхняя части обуви склеиваются друг с другом. После этого изделие некоторое время удерживается под специальным прессом на колодках. Обувь с клеевым методом крепления подошвы отличается высокой водо- и износостойкостью и гарантирует защиту стопы от воздействия воды и пыли.
Клеепрошивной метод крепления – метод крепления подошвы к верху обуви с применением клея и ниточных соединений путем прошивания.
Кожа — кожевенный фабрикат для изготовления деталей верха и низа обуви. Кожа для верха обуви при эксплуатации, а также при изготовлении деталей подвергается многократному растяжению и сжатию, изгибу, воздействию пыли, грязи, химических веществ. Кожа должна обладать достаточной воздухо- и паропроницаемостью, водонепроницаемостью. Из кожи для низа обуви изготовляют подошвы, стельки и другие детали.
Коллекция обуви — модели обуви, классифицированные по сезону, бреду, линейке и другим признакам.
Колодка — пластмассовая, металлическая или деревянная часть обуви, придающая ей определенную форму.
Колодки — специальные вставки-распорки для обуви, позволяющие сохранить ее форму.
Комбинированная стелька – это основная стелька, имеющая в своем составе два слоя.
Конструкция обуви — технологическая особенность обуви, которая придает изделию индивидуальные характеристики: внешний вид, размер, форма, материалы обуви, вид застежек, наличие дополнительных деталей, декоративной отделки.
Косячок — предохраняющая деталь обуви, расположенная снизу с целью предотвращения преждевременного износа.
Кроссовки – спортивная, а также кежуал-обувь. Изначально позиционировалась, как обувь для бегунов, теннисистов и баскетболистов. Однако, впоследствии стала популярной как повседневная и уличная обувь. В последние годы кроссовки (неспортивные модели) обувают даже на светские мероприятия и сочетают с классическими костюмами и коктейльными нарядами.
Крючок обувной — зацепка для шнура.
Л
Лаковая или лакированная кожа – это вид кожи хромового дубления, покрытый специальным составом на основе льняного масла, нитроцеллюлозы или полиуретанов. Именно эта нанесенная «пленка» и создает зеркальный блеск и в тоже время водонепроницаемый барьер, который сохраняет кожу в хорошем состоянии, позволяя ей при этом оставаться гибкой.
Латекс – это водная дисперсия, содержащая до 40% натурального или синтетического каучука. Его используют как сырье для получения резиновых смесей, литьевых пластикатов, обувных клеев.
Летние стельки Jog Dog – кожаные стельки, в которых в качестве основы используется латексная амортизирующая пена. Она снижает ударную нагрузку на ноги во время движения, обеспечивает поддержку ступни, фиксирует область пятки, предупреждает развитие травм.
Литьевой метод крепления – способ крепления подошвы, при котором процесс ее изготовления методом прямого литья совмещает и формование подошвы, и прикрепление к верху обуви. Крепление подошвы к заготовке верха происходит путем проникновения полимерных материалов в конструкцию верха и стелечные элементы.
Лицевой слой кожи — верх кожи, представляющий собой плотное переплетение волокон на сосочковом слое.
Лоферы – это туфли без застежек и шнурков. Их ближайший аналог – мокасины, но лоферы отличаются от них длинным язычком и обязательным скругленным носом. Лоферы могут быть дополнены декоративной кисточкой.
Луноходы – специальная обувь, разработанная специалистами NASA для астронавтов, исследовавших поверхность Луны. Они послужили стилистической основой бибутам Jog Dog и вошли в моду как удобная, практичная зимняя обувь. Луноходы идеальны для суровых снежных зим, им не страшны ни гололед, ни мокрый снег.
Люверс – небольшое, обычно круглое, отверстие, через которое продеваются шнурки. Как правило, люверсы укрепляются металлом, пластиком или резиной.
М
Меандровая застежка – это застежка-крепление на обуви, представляющая собой молнию. Её пластмассовые звенья выполнены в виде спирали, которая прикреплена к основной ленте.
Мембранный текстиль — закрытая гидрофильная система со стопроцентной водоотталкиваемостью и ветронепроницаемостью. Мембранный текстиль Biometex обеспечивает циркуляцию воздуха внутри обуви и в тоже время защищает от холода, влаги и ветра. Именно он позволяет обуви сохранять тепло при температуре до -25 Сº.
Мерея – это натуральный рисунок лицевой поверхности кожи.
Методы крепления обуви – варианты присоединения нижней части обуви к верхней. Существуют разнообразные способы крепления обуви: химический, механический и их комбинация.
Микроволокно или микрофибра (Microfiber) – синтетическое, очень тонкое волокно, которое повторяет натуральную текстуру ткани.
Моделирование обуви — разработка конструкции обуви, подбор материалов с учетом предполагаемого сезона носки, актуальных модных тенденций и анатомических особенностей стопы.
Модель — определенный образец конструкции обуви.
Модельная обувь — обувь, созданная с учетом актуальных модных тенденций сезона.
Мужская обувь — видовая группа обуви, сконструированная специально для мужчин.
Н
Набивка – это способ ручной или машиной отделки (декора) текстильных материалов. Набивка выполняется плитами или валами, которые имеют вырезанные по поверхности узоры, залитые краской.
Накладка – это наружная деталь низа обуви, которая скрепляется с нижней частью подошвы со всей поверхностью либо в носочно-пучковой (передней) части для повышения антискользящего, теплозащитного свойства и износостойкости изделия.
Накладной рант — наружная деталь низа обуви. Она увеличивает прочность шва, скрепляя подошву с заготовкой верха и улучшая внешний вид обуви доппельного и сандального методов крепления.
Несущий рант – деталь обувного изделия, соединяющая верхнюю часть полупары с подошвой или подложкой. Несущий рант изготавливают из кожи высокого качества с хорошей эластичностью.
Носок — верхняя часть конструкции обуви, находящаяся снаружи и закрывающая пальцы на стопе с тыльной стороны. При производстве разных видов обуви используют носки различных типов и форм. Так, размеры и типы носочной части позволяют определить фасон обуви: например, у балеток и слиперов он будет скругленным, у сандалий может быть как открытым, так и закрытым. Используют также при конструировании обуви и жесткие, мягкие, приподнятные и другие виды носочной части.
Нубук — один из видов кожи, который получают в результате хромового дублении шкуры животного. Его используют при изготовлении деталей для верха обуви.
О
Обводка — это промежуточная деталь обуви, которую крепят по краю неходовой подошвы. Она надежно соединяет подошву со следом затянутой обуви. Обводку выполняют в виде полоски или фигурной ленты. Она обязательно должна соответствовать форме стопы.
Облегченный полиуретан — это полиуретан, в который под давлением нагоняется воздух, благодаря чему материал становится еще более легким. Широко используется при производстве подошв обуви. Он хорошо амортизирует и обладает высокой износостойкостью.
Обувь — предмет одежды для ног, выполняющий фукнцию их защиты от воздействия окружающей среды (утепления ног в холодную погоду, защиты в сырую погоду и т. д.).
Обувь-унисекс (от англ. unisex – не относящийся к определенному полу) – модели обуви, предназначенные и для мужчин, и для женщин, не имеющие признаков, которые указывают на половую принадлежность их владельца.
Основная стелька — нижняя деталь обуви, расположенная внутри. К ней присоединяются заготовки верха и нижние части обувного изделия.
Отделка обуви — финальный этап оформления (декорирования) готового обувного изделия. В качестве отделки используют разнообразные материалы и техники: например, стразы, бахрому, нашивки, аппликации, вышивку и т.д.
Открытая обувь — обувь, конструкция которой предполагает отсутствие покрытия в носочной, геленочной и пяточной частях. К таковой обуви относятся босоножки, сандалии.
Осень-зима — обувь, предназначенная для носки в осенне-зимний сезоне. Температурный режим таких моделей: от +5 до -25/-30 градусов.
П
Пантолеты — модель обуви, где верх — это лента, которая закрывает стопу на подъеме. Ленту на пантолетах могут делать из разных материалов, декорировать.
Перфорированная кожа — это натуральная кожа, прошедшая дополнительную обработку, в результате чего ее поверхность приобретает многочисленные равноудаленные отверстия небольшого размера. Это придает материалу привлекательный внешний вид и обеспечивает дополнительную вентиляцию обуви, созданной из него.
Подметка — это, по сути, вторая подошва, которая непосредственно соприкасается с землей. Изготавливается она не во всю стопу, а только наполовину, и накладывается на наружную носочную часть подошвы. По размерам и форме подметка идентична носочно-пучковой нижней части обуви.
Подошва – это нижняя часть обуви, непосредственно соприкасающаяся с поверхностью при ходьбе. Эта деталь является одной из наиболее важных частей обуви, т.к. именно она во многом определяет срок ее службы, износостойкость, устойчивость к интенсивным механическим воздействиям, истиранию и деформациям.
Подпяточник — вкладная стелька, которая повторяет форму пяточной части основной. Всегда расположена внутри обуви.
Полнота обуви — принятое обозначение, характеризующее внутреннюю форму обуви и ее впорность. Допустимый интервал по обхвату — 8 мм (повседневная обувь), 6 мм (модельная).
Полуботинки — обувь с берцами, имеющая крепления, которые способны соединить верхние детали обуви, плотно закрыв всю поверхность стопы с тыла.
Полусапоги — вид обуви, голенище которой доходит до средней части икры. Модельные полусапоги называются полусапожками.
Полустелька — нижняя деталь обуви, расположенная внутри, подходящая по размеру пяточно-голеночной части стельки.
Полупара — правый или левый ботинок, туфля, кроссовок, сапог и т.д.
Прошивной метод крепления – способ прикрепления подошвы к верху обуви на прошивочной машине сквозным швом, проходящим через подошву, затяжную кромку и стельку.
Р
Размер — показатель длины стопы (стельки обуви). В мире существует несколько различных систем определения размера обуви, в зависимости от принятой единицы измерения мер длины (метрическая, штихмассовая, дюймовая американская и английская системы).
Рантовая обувь — это обувь, в которой узкая полоса кожи, которая пришивается к верху ботинка, гребню внутренней подметки, а также к промежуточной и/или внешней подошве. Рантовая обувь считается одной из самых лучших, так как сочетает в себе элегантность, прочность и хорошие эксплуатационные свойства (мягкость, эластичность).
Резина обувная — материал, получаемый в процессе вулканизации каучука, используется в обувном производстве. Отличается эластичностью, водонепроницаемостью. Резину используют для производства как всей обуви, так и подошвы, отдельных ей деталей.
С
Сандалии — разновидность обуви, верхняя часть которой только слегка покрывает поверхность стопы с тыла. Как правило, не имеет подклада.
Сапоги — вид обуви, в конструкции которой предусмотрено наличие высокого голенища, которое может закрывать стопу, голень и даже бедро (ботфорты).
Слиперы — полузакрытые туфли на тонкой подошве. Имеют полностью цельнокроеный верх и «язычок» на подъеме стопы. Слиперы никогда не дополняются шнуровкой или какими-либо застежками, молниями.
Слипоны – легкие кеды без шнурков с резиновыми вставками. Верх слипонов традиционно производят из текстиля, но сегодня также существуют модели из кожи, замши, смесовых материалов, с оригинальным декором. Как правило, слипоны дополняют толстой резиновой подошвой, которая делает ходьбу комфортной и обеспечивает хорошую амортизацию.
Сникеры – один из видов спортивной и sport chic обуви с резиновой подошвой, сочетающий в себе элементы кроссовок и кед. Свое название сникеры получили (от английского глагола «to sneak» — красться) из-за возможности бесшумного передвижения в этой обуви. Сникеры, как правило, производят с использование достаточно толстой подошвой и массивного верха. Сникеры сегодня уже не рассматриваются как спортивная обувь, в большей степени, это кежуал-модели. Более того, в последние годы мода переживает так называемый сникер-бум (взрыв популярности сникеров). Например, молодежь и многие тинейджеры зачастую заменяют сникерами всю остальную обувь.
Союзка — верхняя обувная деталь, расположенная снаружи с целью закрывать поверхность плюсны стопы с тыла.
Стелька — обувная деталь, расположенная внутри по всей поверхности подошвы.
Т
Текстиль — материал, используемый при производстве верха обуви. Он обеспечивает хорошую циркуляцию воздуха, впитывает влагу, способствуя поддержанию оптимального внутреннего микроклимата.
Термополиуретан – материал, который производится из мелких гранул полиуретана под действием высокого давления и большой температуры. Используется для производства двухслойных подошв и крепится методом вулканизации с помощью полиуретана.
У
Ушки – это деталь верха обуви в виде петли, которая соединена с голенищами или берцами нитками для удобства надевания обуви.
Ф
Фасон – это внешняя форма изделия, которая создается при помощи конструкции, цвета и фактуры поверхности материалов.
Флекс-зона — участок подошвы, который сгибается при ходьбе. Флекс-зона делает подошву более гибкой, что создает ощущение легкости при ходьбе.
Формование – это способ изготовления обуви из полимерных композиций, при котором определенная порция расплавленного материала подается под давлением в пресс-форму. Там расплав принимает заданную форму, и фиксируется. Это позволяет получить различные детали обуви: подошва, каблук, заготовка.
Фурнитура – это вспомогательные изделия, которые используются для того, чтобы застегивать, запирать, прикреплять, упрочнять и украшать изделия.
Футор – внутренняя деталь верха сапога. Он соответствует голенищу по форме и размерам.
Х
Хайкеры или mountaineering boots — это ботинки, созданные специально для пеших походов в горы. Само название этой обуви произошло от английского hiking, что означает непродолжительное путешествие пешком. Такое предназначение ботинок предопределило их специальную конструкцию с надежной фиксацией ноги. У хайкеров в приоритете безопасность, комфорт и легкость. Сегодня эта обувь используется не только для активного отдыха, но еще и очень актуальна и в городе.
Ш
Шерсть — натуральная и искусственная, а также комбинированная используются в моделях осенне-зимнего сезона. Обладает высокими теплосберегающими свойствами.
Шнурок – тонкий, чаще всего, трикотажный шнур, используемый для закрепления обуви на ноге.
Штаферка – внутренняя деталь верха обуви, которую применяют для укрепления верхнего канта заготовки.
Я
Язычок — наружная верхняя деталь обуви, размещенная под берцами.
Производство обуви из натуральной кожи с модифицированной структурой Текст научной статьи по специальности «Технологии материалов»
Н. В. Тихонова
ПРОИЗВОДСТВО ОБУВИ ИЗ НАТУРАЛЬНОЙ КОЖИ С МОДИФИЦИРОВАННОЙ СТРУКТУРОЙ
Ключевые слова: обувь, эксплуатационные свойства, совершенствование производства, модификация.
Рассмотренный способ модификации материалов и изделий кожевенно-обувной промышленности, позволяет регулировать заданное свойство, не ухудшая других свойств, является экологически безопасным, высокоэффективным и менее затратным в отличии от традиционных методов химической, физической и механической модификации.
Keywords: shoes, performance characteristics, improvement of production and modification.
Considered a method of modifying materials and products of leather and footwear industry, allows you to adjust the specified property without compromising other properties, is environmentally safe, highly effective and less costly in contrast to the traditional methods of chemical, physical and mechanical modifications.
Легкая промышленность входит в состав ведущих отраслей мирового промышленного комплекса. На ее долю приходится 5,7% мирового валового продукта, более 14% занятых в промышленных производствах. Отрасль
характеризуется постоянным экономическим ростом, обусловленным увеличением населения, повышением его благосостояния и покупательной способности. Сегодня лидерами в легкой промышленности являются Китай, страны Средней и Юго-Восточной Азии, а также бурно развивающиеся в последнее время страны Южной Америки. В этих странах легкая промышленность объявлена в качестве приоритетной для развития национальной экономики. В период до 2020 года производство и развивающиеся рынки этих стран (по оценке экспертов) составят большую часть мировой экономики, но, несмотря на рост производства, российский рынок представлен товарами народного потребления, не отвечающими потребительским требованиям, а иногда даже представляющим угрозу здоровью населения [1]. К изделиям легкой промышленности относят обувь, одежду, головные уборы, кожгалантерейные изделия.
Обувь — неотъемлемая часть нашего гардероба, изделие для предохранения ног человека от механических повреждений, переохлаждения, перегрева, сырости и прочих внешних воздействий окружающей среды; кроме того несущее эстетические функции [2]. Изделие должно быть удобным по форме и размерам, соответствовать анатомическому строению стопы, обеспечивать необходимую подвижность стопы в обуви, не создавая чрезмерного давления на отдельные ее участки. Важно, чтобы обувь не препятствовала изменениям формы и размеров стопы во время ходьбы, бега при различных нагрузках, удалению во внешнюю среду избыточного тепла и влаги, выделяемых поверхностью стопы [2].
На сегодняшний день перед производителями обувной промышленности остро стоит вопрос повышения качества и конкурентоспособности выпускаемого товара, а так же насыщение потребительского рынка
отечественной обувью обновленного ассортимента с
высокими потребительскими свойствами и товарным видом.
В процессе эксплуатации на обувь действуют разнообразные атмосферные и механические воздействия, которые приводят к ее деформации. В результате этого изменяется формоустойчивость, гибкость и прочность крепления верха обуви с низом.
Одним из основных факторов определяющих качество обуви, являются физикомеханические показатели используемых
материалов. Эти свойства определяются формовочной способностью материала,
характеризующее удобство обуви в эксплуатации и срок ее носки. Материалы, применяемые для верха обуви, должны обладать хорошей формовочной способностью, хорошо деформироваться при растяжении, чтобы придать верху обуви форму колодки и быть пластичными, чтобы сохранить форму обуви во время носки. Таким образом, при формовании заготовок верха обуви материалы максимально деформируются не только для придания обуви определенной формы, но и для увеличения ее формоустойчивости. В тоже время материалы должны быть упругими и способными к восприятию циклических нагрузок [1].
Перспективным направлением
совершенствования производства обуви является использование метода объемно-поверхностной модификации путем обработки ее на отдельных стадиях высокочастотной плазмой пониженного давления.
Плазменная обработка имеет важное преимущество по сравнению с другими способами модификации материалов и изделий кожевеннообувной промышленности — в определенных режимах она не влияет на внутреннее строение, позволяя регулировать заданное свойство, не ухудшая других свойств. Кроме того, обработка неравновесной низкотемпературной плазмой является экологически безопасной,
высокоэффективной и менее затратной в отличии от традиционных методов химической, физической и механической модификации. Благодаря
воздействию ВЧ плазмы пониженного давления на полимерные волокнистые высокомолекулярные
материалы, к которым относятся и натуральная кожа — основной материал заготовки верха обуви, и материалы подкладки и межподкладки, можно решить ряд технологических задач улучшить технологические и потребительские свойства (регулировать гидрофильность, увеличить
грязеотталкивание, уменьшить электризуемость), повысить устойчивость к истиранию, разрывную нагрузку, понизить жесткость при изгибе, улучшить другие механические свойства [3].
При воздействии ВЧ плазмы пониженного давления в дерме происходит разделение волокнистой структуры, появляется собранность волокон, увеличивается диаметр пучков. Разделение волокнистой структуры уменьшает трение между элементами структуры (пучками), что повышает их способность к ориентации при растяжении, а это приводит к уменьшению их изгиба и напряжения в них. При этом сами структурные элементы становятся более жесткими, что в свою очередь увеличивает прочность волокнистой структуры в целом.
Изменение волокнистой структуры под воздействием ВЧ плазмы пониженного давления приводит к изменению прочности многослойного материала заготовки верха обуви. При уменьшении количества пор, эффект плазменного упрочнения определяется в основном релаксацией напряженных состояний макромолекул. Снятие внутренних напряжений приводит к повышению пластических свойств, улучшению формовочной способности материала и одновременному улучшению формоустойчивости изготовленных из него изделий.
Качество и формоустойчивость верха обуви зависит не только от прочностных и упругопластических свойств деталей, но также и от прочности крепления их между собой. Детали в заготовке верха крепятся друг другу клеевым способом.
Известно, что между волокнами кожи и синтетической полимерной композицией возникают различные силы взаимодействия, начиная от слабых дисперсионных и кончая силами химической природы, включая водородные связи. Поэтому в результате воздействия ВЧ плазмы пониженного давления возможна диффузия макромолекул полимерных клеевых композиций в поры кожи и ткани — основной составляющей многослойного материала. Данный процесс влечет за собой увеличение прочности термосклеивания
натуральной кожи с межподкладкой, и последней -с подкладкой.
Основными технологическими параметрами ВЧ плазменной модификации материалов, непосредственно связанными с режимами обработки, как отмечено выше, являются плотность ионного тока на поверхность и кинетическая энергия ионов.
Необходимо учесть, что ВЧ разряд может быть двух типов: индукционного и емкостного. Воздействие плазмы индукционного и емкостного разрядов отличается соотношением значений плотности ионного тока и кинетической энергии ионов. В плазме ВЧ индукционного разряда энергия ионов составляет до 40 эВ, плотность ионного тока достигает 25 А-м-2; в ВЧ разряде емкостного типа кинетическая энергия ионов может быть до 100эВ, но при этом плотность ионного тока меньше 15 15 А-м-2. В процессе ВЧИ плазменной модификации большее влияние оказывается на поверхность обрабатываемого материала, в результате чего поверхностные слои кожевенной составляющей его уплотняются. Влияние ВЧЕ плазменной
модификации влияние распределено более равномерно по объему материала, вследствие чего происходит изменение объемной структуры, в том числе увеличение прочности термосклеивания слоев материала [1, 3].
Таким образом, анализ механизмов воздействия ВЧ плазмы пониженного давления на структурные и физико-механические свойства многослойного материала заготовки верха обуви показал, что плазменная обработка может быть эффективным инструментом воздействия в технологическом процессе изготовления обуви с целью регулирования ее формоустойчивости и улучшения качества.
Литература
1. Тихонова Н.В. Высокочастотная плазма пониженного давления в производстве обуви / Н.В. Тихонова, И.Ш. Абдуллин, Л.Ю. Махоткина // Вестник Казанского технологического университета. -2009. -№4. —С.131-135.
2. Тихонова Н.В. Исследование формовочной способности заготовки верха обуви из материалов модифицированных ВЧ плазмой / Н.В. Тихонова // Кожевенно-обувная промышленность. -2010. — № 3. — С. 40-41.
3. Абдуллин И.Ш. Изменение формоустойчивости обуви с верхом из натуральной кожи под действием ВЧ-плазмы пониженного давления / И.Ш.Абдуллин, Н.В. Тихонова, Л.Ю. Махоткина, Т. В. Жуковская // Вестник Казанского технологического университета. -2010. -№5. -С.112-114.
© Н. В. Тихонова — к.т.н., доц. каф. конструирования одежды и обуви КНИТУ, [email protected].
Как делают обувь? | Вондрополис
Вам нравится ходить? В первый теплый день весны приятно чувствовать, как свежие травинки щекочут пальцы ног. В жаркий летний день нет ничего лучше, чем ощущение песка между пальцами ног, когда вы идете по пляжу.
Однако в большинстве случаев вы, вероятно, носите обувь. Если вы похожи на многих детей, у вас, вероятно, есть различная обувь, предназначенная для разных задач. Теннисные туфли отлично подходят для занятий физкультурой. Вьетнамки облегчают прогулку с пляжа до душа.Походные ботинки позволяют с легкостью преодолевать труднопроходимую местность.
Поход в ближайший обувной магазин покажет вам широкий выбор обуви: кроссовки, баскетбольные кроссовки, футбольные бутсы, классические туфли, высокие каблуки, сабо, муклуки, лодочки, рабочие ботинки, и этот список можно продолжать и продолжать. Кто делает все эти разные туфли? Все ли они производятся на одном заводе?
Туфли восходят к самым ранним временам первобытного человека. Не потребовалось много времени, чтобы пройтись по неровной земле и камням, чтобы понять, что для ног необходима некоторая защита.
Тысячелетиями обувь шили вручную из натуральных материалов, в том числе из шкур животных. Хотя все еще можно найти обувь ручной работы, она, как правило, дорогая и относительно редкая.
Большая часть обуви, которую мы носим сегодня, производится серийно на фабриках для множества производителей обуви, существующих по всему миру. Например, обувной гигант Nike в основном использует фабрики в Азии для производства своих культовых кроссовок, включая такие страны, как Китай, Вьетнам, Индонезия, Малайзия, Пакистан, Индия и Таиланд.
Точные этапы производства зависят от фабрики, оборудования, материала и конструкции обуви. Даже самый простой дизайн обуви может потребовать почти 100 шагов от начала до конца. Более сложные конструкции могут включать 400 шагов и более!
Несмотря на то, что дизайн обуви сильно различается, большая часть обуви содержит некоторые общие базовые детали: подошву, стельку, подошву, межподошву, пятку и верх. В зависимости от конкретного дизайна обувь может также содержать подкладку, язычок, четверть, рант или ахтерштаг.
Различные специализированные машины используются для производства всех этих отдельных деталей и, в конечном итоге, для их соединения для создания готовой пары обуви.Несмотря на количество этапов и используемых материалов, пару обуви можно изготовить на фабрике гораздо быстрее, чем вручную.
Чтобы сделать процесс производства обуви более эффективным, современные фабрики используют производственный процесс, известный как раскрой, который разделяет многие этапы производства обуви на несколько различных отделов внутри фабрики.
Эти отделы обычно носят названия, которые отражают конкретные задачи, которые они выполняют, такие как проектирование, резка, обработка, шитье, сборка и отделка.В то время как множество различных машин выполняют специализированные задачи, многие люди также необходимы для бесперебойной работы процесса.
Сегодняшняя обувь может похвастаться невероятным разнообразием материалов. Кожа, пластик, ткань и резина остаются популярными материалами. Однако благодаря технологиям вы также найдете передовые материалы во многих моделях обуви, включая этиленвинилацетат, пенополиуретан, гель или жидкий силикон.
Не кажется ли вам сложным процесс производства обуви? Безусловно, для производства современной пары обуви необходимо множество ступеней, машин и людей.Но не забывайте, что есть еще один аспект, который немного усложняет задачу: каждая модель обуви также должна быть произведена в самых разных размерах!
Новый век машин: новейшие кожевенные технологии
Leather International знакомится с новинками в машиностроительном секторе, освещая технологические достижения, новейшие продукты, стандарты качества и заглядывая в будущее.
Simac Tanning Tech в Милане является лидером в области машиностроения во всей отрасли, и февральский выпуск не стал исключением.На нем были продемонстрированы новые машины и технологии с упором на энергоэффективность и экологичность, а также компании, стремящиеся снизить воздействие на окружающую среду. С этой целью компания Simac Tanning Tech увидела официальную презентацию проекта «Поставщик устойчивых технологий», основным инструментом которого является «Зеленая этикетка». Поскольку к проекту уже присоединились 17 компаний, еще 25 приступили к процедурам получения этикетки.
Выставка 2018 года завершилась значительным увеличением числа посетителей — на 18% по сравнению с прошлым годом.Сейчас мы ближе к выпуску 2019 года, чем к предыдущему — и все еще в тисках великолепного европейского лета — но сейчас подходящее время для оценки состояния современного кожевенного оборудования, и его место в более широком контексте предложения. и спрос. Например, производство и экспорт кожевенного оборудования в Италии только в 2017 году, по имеющимся сведениям, увеличились более чем на 10%.
Это не полный список, но он выделяет несколько компаний, которые устанавливают новый стандарт качества, передовых технологий, ориентированных на будущее, уделяя внимание тенденциям и запросам клиентов.По всей цепочке поставок существует большая неопределенность, и список подводных камней становится длиннее с каждым днем, но отрасль становится все более скоординированной, а процветающий сектор машиностроения вносит свой вклад в обеспечение ясности и всеобщего роста.
Новая технология холодного фрезерования Erretre
С начала 1980-х годов Erretre производит фрезерные барабаны, которые позволяют производить мягкую кожу. Многие из этих видов кожи имеют так называемый винтажный эффект, который дает красивую зернистую зернистость, которая позволяет визуализировать параметры барабана в реальном времени, что соответствует потребностям рынка.В последние годы производители автомобильной, мебельной и авиационной обивки просят кожу без гальки, плоскую, но плотную, чтобы обеспечить максимальную эффективность резки. Эта нетекстурированная кожа доступна в новом фрезерном барабане Erretre, а кожа с винтажным эффектом также доступна в том же барабане. Новый фрезерный барабан позволяет использовать нетекстурированную кожу благодаря уникальному инженерному дизайну.
Контроль влажности воздуха при поддержании оптимальной температуры воздуха и кожи при фрезеровании является технологической проблемой для большинства фрезерных барабанов.Эти элементы управления лежат в основе технологии Erretre с конца 1980-х годов.
Совершенно новая технология холодного фрезерования поддерживает охлаждение кожи и оптимальную влажность воздуха за счет запатентованной технологии, позволяющей производить мелкозернистые изделия. Многие рынки кожи в настоящее время нуждаются в мягкой, плотной кожи, особенно из органических дубильных веществ. Поскольку многие органические дубильные вещества особенно чувствительны к нагреванию, возможности управления в большинстве кожевенных машин нуждаются в улучшении, и фрезерование не является исключением.Автомобильные кожи, не содержащие хрома, могут быть довольно сложными в производстве, поскольку кожа часто высыхает в процессе фрезерования. Это можно легко контролировать с помощью дискретных мер, используемых в этом современном фрезерном барабане.
Технология холодного фрезерования Erretre использует регулировку влажности кожи и обеспечивает оптимизацию переменных температуры стекловидного перехода кожи, чтобы гарантировать, что разрыв кожи оптимизирован. Другими словами, температура и влажность тщательно контролируются, чтобы не повредить чувствительную кожу.Технология холодного фрезерования как операция имеет много других преимуществ в отношении корки и чистовой обработки в результате нескольких технологических прорывов.
Оптимизированная автоматическая разгрузка и управление дверью, программируемый рецепт, архивное хранение файлов и визуализация параметров барабана в реальном времени являются типичными особенностями барабана Erretre. Программное обеспечение для холодного фрезерования также использует статистический анализ, чтобы получить больше, чем просто очевидный параметр. Алгоритмы, соответствующие Индустрии 4.0, позволяют пользователю получать показатели от механических и психрометрических детекторов, чтобы получить глубокое понимание того, как меняются физические свойства кожи.Эти новые возможности позволяют дубильщику принимать решения, связанные с недвижимостью кожи — удаленно или на месте.
Сушка CRC завтрашнего дня
Из всего диапазона методов сушки, доступных для роторного кондиционера (CRC) кожевенного завода, это метод сушки нового поколения. Ячеисто-ротационная сушка — это метод периодического действия, при котором большое количество шкур помещается в камеру и сушится с использованием строго контролируемых параметров. Метод позволяет сушить кожи разной толщины, разных типов дубления или иметь разные параметры в машине одновременно.Станок, который обеспечивает гибкую работу, адаптированную к сменам и режимам работы компании, является одной из многих особенностей этого высокоточного станка.
Контроль деформации с использованием заданной длины смещения, такой как при обычных методах переключения, может вызвать переменное напряжение в коже во время высыхания. Температура, влажность и воздушный поток постоянно регулируются, что обеспечивает повторяемость операции сушки и делает условия сушки независимыми от условий наружного воздуха.
Высокая консистенция материала, не содержащего хрома, возможна благодаря качеству и возможности контроля процесса CRC, что приводит к увеличению выхода резания и предсказуемости. Поверхность зерна имеет более открытую структуру и имеет естественную текстуру, что позволяет повысить качество адгезии отделки и производить полуанилиновые обивочные кожи. CRC позволяет изделиям из кожи быть уникальными, отличительными и естественными, что трудно воспроизвести при других типах сушки.
Большие данные позволяют передавать информацию в реальном времени на удаленные или локальные устройства, так что настройки могут быть внесены в машину в реальном формате.Измерение данных и настройка машинного обучения позволяют машине учитывать требования к сушке каждого отдельного куска кожи. Кожа сообщает пользователю, как ее нужно сушить, обеспечивая большую однородность и ощущение.
Elitron — на голову выше
Elitron представила новую конвейерную режущую систему Kudos в 2018 году. Специально разработанная для идеальной резки кожи и синтетических рулонных материалов для обуви и кожгалантереи, два портала и две режущие головки с несколькими инструментами отличают эту инновационную и высокотехнологичную машину. высокопроизводительная технология с более высокими скоростями разгона и резания, которые увеличивают производительность на 40% по сравнению с предыдущей моделью.
Эта прочная и компактная система имеет две ширины — 1600 и 2000 мм. С момента появления Simac Tanning Tech в феврале продажи выросли в пять раз за счет установки систем в Северной Америке и Европе, в результате чего общее количество установок по всему миру превысило 2000 в 50 странах. Индивидуальные демонстрации также проходят в выставочном зале Elitron в Италии.
Это впечатляющие цифры от компании, которая более 25 лет занимается производством режущих плоттеров и программного обеспечения САПР. С 1984 года технический опыт постоянно подкреплялся инвестициями в исследования и технологические инновации, а также оригинальным пониманием.Это привело к появлению инновационных продуктов и технологий, которые во многих случаях представляют собой эксклюзивные патенты Elitron.
Решения выходят за рамки традиционных производственных систем, полностью автоматизируя производственный процесс и открывая новые возможности для бизнеса. Обладая глубокими знаниями в области кожевенной промышленности, компания сегодня производит специальные решения для многих секторов, таких как обувь, изделия из кожи, мебель, композиты, резина и поролон.
Компетентность Elitron легко узнаваема благодаря передовым электронным и обрабатывающим технологиям, таким как электрические и пневматические качающиеся ножи, фрезерные инструменты, биговальные инструменты, лазер (резка, гравировка и маркировка) и водоструйная очистка.Техническая поддержка, непосредственно управляемая Elitron в сотрудничестве с местными и международными партнерами, обеспечивает качественное и своевременное обслуживание.
Предназначенные для обивки и автомобильного рынка, системы Plaza TH соответствуют всем требованиям для повышения производительности с полными рабочими площадями до 6 200 x 2 x 500 мм. Два портала и две режущие головки с несколькими инструментами могут разрезать одну целую шкуру с использованием двух режущих головок одновременно, что гарантирует непрерывное производство; разрезание с одной стороны, в то время как вложение — с другой, а затем сбор кусков с одной стороны, разрезание с другой.И Kudos, и Plaza TH в стандартной комплектации оснащены динамической вакуумной системой Elitron для эффективного удержания материала.
Раскрой может быть выполнен вручную с помощью видеопроекционной системы или автоматически, чтобы ускорить любую предварительную подготовку к раскрою. Elitron предлагает инновационное программное обеспечение OPERA для автоматического раскроя рулонных материалов или кож, обеспечивающее максимально возможный выход продукции, рассчитываемый автоматически; или, в качестве альтернативы, самое современное и инновационное программное обеспечение NesCUT идентифицирует напечатанные логотипы и шаблоны и размещает их соответственно, чтобы гарантировать идеальное выравнивание.
Парк новых машин Deri-Maksan Group
Группа Deri-Maksan реализует проекты кожевенного производства «под ключ», открывает фабрику и управляет ею, обучает сотрудников новой фабрики технологическому процессу и обещает, что кожа будет произведена на собственном предприятии. Компания — лидер в своей области в Турции — добавляет характеристики своей продукции, следя за развитием машиностроительной промышленности и потребностями кожевенных заводов. Например, снижение и контроль затрат и прибылей предприятий являются наиболее важными проблемами владельцев и менеджеров.Deri-Maksan Group знает об этих опасениях и завоевывает признание клиентов, предоставляя услуги с учетом их потребностей.
Как известно, наиболее часто используемым сырьем в распылительных машинах являются красители. Для расчета и контроля расхода красителя к машине оборудуют платформенные весы. В дополнение к этому, мембранные насосы для окрашивания имеют систему сбора красителей. Кожевенный завод, использующий Дери-Максан, может легко рассчитать стоимость окрашивания и уменьшить вредное воздействие отходов на окружающую среду. Более того, регуляторы скорости, которые до сих пор не использовались ни на одной из опрыскивателей, применяются в сушильных шкафах опрыскивателя.С помощью этой системы скорость вращения можно регулировать в зависимости от толщины кожи.
Полезные функции машин Дери-Максан не ограничиваются только опрыскивателем. Его автоматическая перекидная машина также имеет свои преимущества. Вместо двух шестерен в подшипниковой системе машины установлено четыре, что увеличивает долговечность в два раза.
Наконец, его измерительная машина может измерять и печатать участки кожи самых разных размеров и размеров.
Aletti — качественный скачок
На февральской выставке Tanning Tech 2018 была представлена новая ленточная полировальная машина для целых кож, которая вызвала большой интерес к новым возможностям отделки, особенно к улучшению использования менее ценной кожи.
Благодаря новой системе быстрой замены подающего ролика, Ultrabelt Aletti можно быстро адаптировать к любому типу полировки, изменив твердость резинового покрытия подающего ролика в соответствии с целями отделки.
На новом станке для полировки ремня Aletti изучил возможность простого и очень широкого изменения всех параметров шлифования, добавляя различные программы для снижения скорости подачи кожи и автоматизацию устройств для удержания кожи.
Никогда не боясь быть в авангарде современных технологий, Alta Zapateria недавно приобрела резак Zünd G3. Эта инвестиция сделала цифровую резку ключевой частью производственного процесса компании.
Все преимущества технологии ленточной полировки, такие как безупречная полировка, долговечность бумаги и меньшая стоимость, теперь наконец доступны для цельных шкур, что позволяет сделать значительный качественный скачок в полировке во всей отрасли. А из-за концентрации элементов управления на панели перед оператором, различных программируемых конфигураций шлифования и быстрой замены абразивной бумаги и подающего ролика использование нового ленточнополировочного станка стало намного проще и безопаснее, чем традиционные ролико-полировальные станки, даже для неспециализированных операторов.После тестирования всех компонентов и точной настройки элементов управления Ultrabelt готов к запуску в производство, обеспечивая полную надежность и превосходное качество полировки.
Высокотехнологичная режущая система Zünd
Изначально небольшая высококачественная сапожная компания Alta Zapateria совершила прорыв на рынке, выпустив высококачественную рантовую обувь Goodyear, продаваемую под торговой маркой Carmina. Сегодня Alta Zapateria входит в число ведущих производителей обуви в Испании с розничными магазинами от Парижа до Гонконга.
Каждая обувь Carmina изготавливается вручную в производственном процессе, который может включать до 300 этапов производства. Используя так называемую технику ранта Goodyear, сначала к верху пришивается полоска кожи — рант. Образовавшийся зазор заполняется натуральным пробковым компаундом и подошва пришивается снизу к ранту.
Никогда не боясь быть в авангарде современных технологий, Alta Zapateria недавно приобрела резак Zünd G3. Эта инвестиция сделала цифровую резку ключевой частью производственного процесса компании.
Одной из основных причин этого приобретения было сохранение многих патентованных шаблонов компании в цифровой форме, что теперь можно сделать. До этого момента бесчисленные картонные шаблоны хранились в коробках, что требовало обслуживания и уровня организации, который становился все более трудным и сложным. Оцифровав эксклюзивные шаблоны компании, Alta Zapateria смогла значительно повысить безопасность производства.
Более того, внедрение изменений модели или модификации существующих шаблонов стало намного быстрее и проще.Это также позволило компании повысить точность процесса резки кожи и ускорить трудоемкие операции штамповки, обусловленные сложной схемой отверстий.
Резак Zünd G3 используется для всех видов раскроя и шаблонов, а также для производства. Только особо сложные виды кожи, такие как чрезвычайно прочный кордован, все еще режутся вручную из-за разницы в толщине.
Производство кожи и технологии в деталях
На этом длинном сеансе вам потребуется прокрутить вниз, чтобы прочитать о
Кожа, известкование, вытирание, дубильные материалы и методы, додубливание, жирирование и окраска, сушка и отделка,
Кожа
Кожа — это внешнее покрытие животных.Он состоит из эпидермиса, дермы и гиподермы. Кожа — это орган. Молекулы объединяются, образуя клетки, из которых состоят ткани, из которых состоят органы.
1. 0 Эпидермис
1.1 Состоит из кератина
1.2 Состоит из слоев слоистых эпидермальных клеток
1.3 Нижние слои со временем трансформируются в верхние слои
1.4 В этом слое нет кровеносных сосудов
1.5 Пища диффундирует через базальные клетки из дермы
1.6 Нижние слои слои живые
1.7 Верхние слои мертвые, ороговевшие, постоянно удаляются
1.8 Меланоциты (которые являются пигментами и придают цвет) содержатся в слое Мальфигия
1.9 Многие базальные клетки имеют вторжения в виде пальцев, которые обеспечивают адгезию в дерму
2,0 Dermis
2.1 Состоит из коллагена
2.2 Слоисто
2.3 Плотно упаковано
2.4 Нет трансформации между слоями, как в эпидермисе
2.5 Обеспечивает основу для кожи
2.6 Папиллярный слой
2.6.1 Особенно плотно упакованы для защиты других присутствующих тканей
2.6.2 В основном фиброзная ткань
2.6.3 Также кровеносные сосуды, потовые железы, волосяные фолликулы и связанная с ними мышечная ткань
2.6.4 Папиллат из-за проникновения стержней волос и потовые железы
2.6.5 Также называется зерновым слоем
2.6.6 Поверхность зерна характерна для каждого вида животных
2.6.7 Внешний вид поверхности зерна определяется размером волос, количеством и распределением (сгруппированы или равномерно распределены и т. д.))
2.6.8 Выделение эккринных желез в верхний сосочковый слой
2.7 Уровень оптоволоконной сети
2.7.1 Определяет качество кожи (прочность-гибкость-твердость)
2.7.2 Эти качества основаны на трехмерном переплетении
2.7.3 Слой волоконной сети имеет сложное разветвление пучков волокон в 3D
а. Макромолекулы -тропоколлаген правильной формы длиной 3000 Амстронг и диаметром 14
б. Их вводят в слизистый гель под названием Ground Substance
c.Они выросли путем регулярной упаковки в Fibrils
d. Фибриллы выравниваются, образуя волокна
e. Волокна объединяются в пучки волокон
2.7.4 Внеклеточный рост такого рода очень необычен (волокна мышечных клеток и эпидермальных клеток развиваются внутриклеточно)
3,0 Волосы
3.1. Эпидермальные структуры
3.2 Происхождение глубоко в папиллярном слое
3.3 Либо первичный — многочисленный трехслойный, либо вторичный — менее многочисленный от половины до одной трети размера первичного
3.4 Первичные волосы имеют центр, называемый мозговым веществом, средний, называемый корой, и внешний, называемый кутикулой
3,5 Вторичные волосы не имеют мозгового вещества
3,6 Сальные (жировые) железы смазывают волосы и также влияют (контролируют) температуру тела
3,7 Судоносные (потовые) железы также выделяют в верхний фолликул
4.0 Функции кожного органа
4.1 Регулирование температуры тела
4.2 Хранение требований к телу
4.3 Защита
4.4 Удаление отходов
4.5 Сенсорное обнаружение и коммуникация
Известкование
1,0 Назначение
1.1 Обескровливание для удаления волос и эпидермиса
1.2 Известкование для воздействия на эпидермис кожи, так что кожа может быть лишена волос
1.3 Известкование для частичного омыления кожного жира и жира
1.4 Приведение шкур и шкур в надлежащее химическое состояние для известкования
1,5 Для набухания и регидратации кожного белка до желаемой степени
2,0 Потение
2.1 Самый старый метод
2.2 Кожи хранятся в темном теплом помещении при 21-27 ° C. Бактериям дают возможность
размножаться, и они сначала атакуют область между сосочковым слоем и эпидермисом.
2.3 Волосы удаляются по возможности — обычно от 20 до 40 часов
2.4 Этот процесс всегда в некоторой степени повреждает кожу
2.5 Используется для удаления шерсти из овчины, когда шерсть ценная, например Тип мериноса
2,6 Фактически неконтролируемый ферментативный процесс
3,0 Фермент
3.1 A Развитие потоотделения
3.2 Антисептик (NaClO2) контролирует нежелательные бактерии
3.3 Для овчины используйте 2% фермент, распыленный на плоть
3.4 Для шкуры используйте 1% в ямках
3.5 Фермент атакует кератин
3.6 Оптимальная температура для ферментативной реакции близка что для бактерий в потоотделении
3.7 Преимущество удаления сточных вод — отсутствие сульфидов
3.8 Нет набухания, поэтому при непосредственном дублении образуется твердая кожа
3.9 Трудно предотвратить вытяжку зерна при дублении
4.0 Диметиламин
4.1 Обеспечивает гладкое зерно
4.2 Отсутствие сульфида в стоках
4.3 Важен контроль температуры
5.0 Окислительный
5.1 Окисление дисульфидной связи хлоритом
5.2 Отсутствие сульфида в стоках
6.0 Восстановители
6.1 Цианиды — ядовитые и нелюбимые
6.2 Использованный сульфид мышьяка. Не дает повышения pH и последующего набухания. Остановился в начале 20 века.
6.3 Сульфид мышьяка дает гидросульфид кальция, который мягче, чем гидросульфид натрия
6.4 Кристалл сульфида натрия 30% конц. в то время как хлопья (чаще) составляют 60% конц.
6,5 Сероводород натрия
6,6 Na2S + h30 переходит в NaOH + NaHS
6,7 По мере увеличения pH отсутствие волос становится быстрее.
6,8 При высоком pH сульфид не требуется. При низком pH + Na2S дает NaOH, создавая высокий pH.
6.9 Способность восстанавливающих веществ увеличивать скорость образования волосяного покрова в основном зависит от концентрации ОН
.
6.10 Красный мышьяк не растворяется в воде. Растворяется в извести.
6As2S3 + 21 Ca (OH) 2 переходит в 3Ca (SH) 2 + 4Ca (AsO3) 2 + 2Ca3 (AsS3) 2, который переходит в
6Ca (SH) 2 + Ca2 (AsO2) 2 + 6Ca (OH)
7.0 Живопись
7.1 Процесс сохранения волос — используется с овцами и т. Д.
7.2 Уменьшить содержание воды после замачивания, чтобы предотвратить набухание во время покраски (60%)
7.3 Краска на телесной стороне; используйте волоконную кисть (или распылитель)
7.4 Смесь; 1 часть сульфида. 4 части извести, 12 частей воды
7,5 Na HS, CaCl2, иногда использовался каолин.
7.6 При попытке получить шерсть загните мякоть внутрь по позвоночнику и складывайте — обычно в течение ночи.
7.7 Используется с теленком — если волосы удаляются до известкования, следы роста уменьшаются.
7.8 Шерсть удаляется по балке — ножом или вручную — и сортируется
7.9 Более короткие волосы часто не удаляются, и для этого используется последующее известкование
7.10 Кожа меньше повреждается, чем потеет
7.11 меньше шерсти получается чем при потоотделении.
8,0 Плоское известкование
8.1 Сбрасывать шкуры в ямы
8.2 Обработка и дать стечь (как утверждается, для улучшения текстуры кожи в готовой коже)
8.3 Окунуть ликер и редайк
8.4 См. Товары полностью влажные во время 1-го погружения
8,5 Можно использовать для выжигания шерсти с бычьей шкуры
9.0 Процесс сохранения волос на кожаной подошве
9,1 2,5% извести, 0,1% сульфида, кожа: вода 1: 6, семь дней. Это процесс с двумя или тремя ямами с использованием старых спиртных напитков.
10.0 Процесс выжигания волос
10,1 3% извести, 2% сульфида, 1% гидросульфида, около 2 часов
11.0 Методологические примечания
11.1 Кожевники предпочитают складывать шкуры на ночь после известкования
11.2 для сохранения волос используется 0,1% сульфида
11.3 Для разрушения волос используется 1,0% сульфида или более
11,4 Рокеры — предотвращают образование очагов бактерий
11,5 Лопасти — не работают постоянно, иначе зерно может быть повреждено
11,6 Барабаны — максимум 1-3 об / мин
11,7 Лопатки и барабаны допускают низкую плавучесть
11,8 Повышение температуры с 16 до 27 ° C вдвое сокращает время, необходимое для распрямления волос: более существенно, это удваивает скорость растворения коллагена.
Батинг
1.0 Батинг — Пуеринг
1.1 Удаляет большую часть извести
1.2 Делает шелковистую зернистость
1.3 Удаляет все отеки и припухлости
1.4 Скад или грязь, короткие волоски, жир и известковое мыло, темные пигменты, следы эпидермиса — все это разрыхляет так, что они могут легко можно удалить путем выколачивания
1,5 ослабить остатки подкожной ткани (плоти), чтобы их можно было удалить
1,6 Повышает степень растяжения готовой кожи
1,7 Повышает эластичность, ощущение, податливость
1.8 Пуеринг относится к собачьему навозу
1.9 Ватинг относится к голубиному навозу, куриному навозу или его заменителю
1.10 Заменитель — фермент поджелудочной железы (трипсин)
1.11 Эта замена была обнаружена Джозефом Терни в компании Turney Bros. в Ноттингеме, Великобритания, и Ромом из Рома и Хааса.
1.12 Маленькие кожевники продолжали использовать навоз до 1950-х годов. деградированный белок
1.15 pH контролируется солями извести и аммония
1,16 Некоторые бататы предварительно приготовлены с добавлением панкреола плюс Nh5Cl и древесной муки
1,17 Содержание древесной муки может оставлять коричневый осадок
1,18 Панкреол можно купить отдельно с добавлением хлорида аммония
1,19 Количество накладок, выполняемых с помощью кожи верха обуви, уменьшается.
1.20 Покрытие верхней кожи выполняется для смягчения и раскрытия волокон, поэтому оно следует только за обезвоживанием поверхности.
1,21 Шкуры теленка сложны. Чем меньше шкуры, тем тем более.Слишком большое количество батэ дает рыхлые бока, но слишком маленькое дает трещины из-за недостаточного раскрытия
1,22 Козьи шкуры жесткие, при наличии длинного батэ
1,23 Шерстяные овцы имеют довольно открытую структуру и получают более короткие батэ
1,24 Бате и обеззараживатель иногда собирают вместе, чтобы дать достаточно взбивания, чтобы обеспечить чистое и эластичное зерно.
1.25 Механическое перемешивание помогает разрыхлить и удалить грязь и жир.
1,26 Рацион шкур к воде 1: 4. Это позволяет шкурам открываться и плавать без стирки
1.27 Шкуры с затиркой скользкие, неэластичные, дряблые
1,28 Шкуры с затиркой очень реактивны
1,29 На этом этапе выполняется скудинг
1,30 Средства для дубления кожи, используемые для проверки наличия хорошо затянутой кожи, проверяя, не пройдет ли она через обручальное кольцо
2,0 Дренаж
2.1 Обработка шкур отрубей или муки или ее эквивалента.4 Чтобы полностью очистить зерна от грязи и таким образом получить абсолютно прозрачную белую шкуру
2.5 Не одобряют как неконтролируемый процесс
2.6 Ферменты в отрубях производят органические кислоты
2.7 CO2 также образуется в виде пузырьков газа в коже, вызывая появление на коже to float
2.8 Это всплытие называется подъемом и указывает на образование определенного количества кислоты. Иногда делают 2 или 3 раза.
2.9 Эти пузырьки помогают разделить волокна
2.10 Органические кислоты нейтрализуют известь
2.11 Более безопасным, чем пропитка отрубей, является регулирование pH путем добавления слабых органических кислот (молочная, уксусная)
2,12 Если требуется pH ниже 4,3, используется соль для предотвращения набухания
2,13 Если кожа дубится, а набухшая кожа выходит твердой, а иногда и хрупкой
2.14 Неравномерное набухание деформирует, ослабляет структуру волокна
2.15 Выделяемые газы: водород (45%), азот (26%), углекислый газ (25%) и кислород (2%)
2.16 Получаемые кислоты являются молочной (77%), уксусной (19%), муравьиная (3%) и масляная (1%)
2.17 Эти кислоты растворяют оставшуюся известь
2,18 Частицы отрубей очищают кожу, впитывая грязь и жир
2,19 Иногда делают вместо маринования, давая бульону слегка кислую реакцию перед дублением
Дубильные материалы и методы дубления
1.0 Растительное дубление
1. Основной метод дубления до 20 века
2. Использует экстракты коры, листьев, плодов, ягод, корней и древесины
3. Используется в основном для подошв, ремней, шорно-седельных изделий, ремней, промышленной кожи, классической обивки, обувных подкладок, переплетных изделий и многих видов кожгалантереи
4.Существуют сотни возможных дубильных веществ. Сейчас их используют меньше, чем 150 лет назад. Менее развитые страны используют то, что есть в наличии. Внизу от Рона Рида, «Наука для студентов, изучающих технологию кожи», Пергамон, 1966 г.
| Кора | Дерево | Фрукты | Листья | Корень | Приросты |
Плитка Дуб Каштан Мангровые заросли Эвкалипты Ель Болиголов Бабул Конман Аварам Арджун Карада | Quebracho Дуб Каштан Бирма катч Эвкалипты Урундай Тизера | Миробаланс Валония Диви-диви Альгаробилла Тара Тери Сант Гранат | Сумах Дхава Гамбье Манге | Canaigre Бадан Таран Potentilla Пальметто | Турецкие галлы Галлы китайские Кнопперн |
5.Танины растительного происхождения коллоидные, некристаллизуемые
6. Они слабо кислые и превращают шкуру в кожу.
7. Обычно они состоят из коричневого и не коричневого цвета.
8. Все растительные дубильные вещества являются производными фенола
9. Слово фенол используется для обозначения любого соединения, которое содержит шестичленное ароматическое кольцо, непосредственно связанное с гидроксильной группой (-ОН). Таким образом, фенолы представляют собой класс органических соединений, самым простым членом которых является фенол.
10. При деструктивной перегонке танины образуют пирогаллол или (пиро) катехол
11.Пирогаллол Характеристики:
а. КАШТАН, МИРОБАЛАНОВЫЕ ФРУКТЫ, ЛИСТЬЯ СУМАКА, GAMBIER
г. дать синюю / черную окраску утюгом
г. кремовая кожа, не тускнеющая на свету
г. оставлен на 60 дней, раствор «цветет», образуя осадок песочного цвета (эллаговая кислота)
e. обычно менее вяжущий, чем катехины
12.Характеристики катехинов
а. MIMOSA BARK, QUEBRACHO WOOD,
г. Зеленовато-черный с утюгом
г. Придает коже оттенок от красноватого до коричневого, который становится более красноватым на свету.
г. Ликер со временем дает густой красный осадок (флобафены)
e. Обычно более вяжущий, чем пирогаллолы
ф. Дайте побольше задач консерваторам
13. Жесткость — это свойство стягивания или стягивания волокон шкуры за счет отвода воды или нейтрализации сил, которые не позволяют ей удерживаться.Антоним: мягкий (твердость: мягкость)
14. Наличие не загара влияет на терпкость (А), цвет, скорость загара и кислотность загара.
15.
| Натуральная кожа | Материал | Страна | Природа | Желто-коричневый: NT | САХАР | ЦВЕТ
| Astring |
| Тяжелая | Каштан Дерево | Франция Испания | Пирогаллол | 11: 4 | Средняя Высокая | Темный | Средняя |
| Мягкий | Мираболан Фрукты | Индия | Пирогаллол | 35:16 | Достаточно Высокая | Бледно-серый | Низкий |
| Средний тяжелая | Мимоза Кора | Натал | Катехол | 31:11 | Низкий | розовый | Очень |
| Жесткий | Кебрахо Дерево | С.Америка | Катехол | 20: 2 | Нет | Красный | Очень |
| Мягкий | Сумак Листья | Италия Сицилия Испания Кипр | Пирогаллол | 26:12 | Умеренно Высокая | Крем | Низкий |
| Мягкий | Гамбье Листья / веточки | Малая | Пирогаллол | 40:25 | Умеренно Высокая | Насыщенный загар | Низкий |
16.Высокое содержание сахара делает ликеры склонными к брожению, а кожа — к образованию плесени
17. Все ценные загары имеют долю загара, превышающую не загар (например, квебрахо 10: 1)
18. Важен pH при дублении. Низкий pH вызывает набухание и влияет на доступность реактивных белковых групп в шкуре. Также влияет на загар.
19. Ликеры можно смешивать. У большинства кожевников есть домашняя смесь, в которой смешиваются мимоза, квебрахо и каштан.
а.pH 2 приводит к крупному размеру частиц, небольшому выпадению осадка, образованию шлама и, вероятно, выделению зерна
г. pH <5 дает небольшое увеличение размера частиц, небольшое увеличение скорости дубления, замедление диффузии
г. pH> 5 дает определенное уменьшение размера частиц, увеличение диффузии, уменьшение в сочетании со шкурой, более темный цвет
г. pH 8 не дает загара, загар становится коллоидным, снимает загар с кожи и растворяет загар
20.Первоначально растительные дубильные вещества экстрагировали из растительного сырья (коры, древесины и т. Д.) С помощью холодной воды. После 1890 г. это было сделано путем кипячения; горячая вода всегда удаляет загар быстрее, чем холодная. Он также может растворять больше нежелательных материалов, которые могут придать коже более темный цвет или повлиять на оттенок коричневого (особенно, делая оттенок коричневого более вяжущим).
21.Если вы покупаете жидкий экстракт, ожидайте около 30% загара, а с порошкообразным экстрактом (наиболее часто, а на самом деле почти только в наши дни) 60-65%
22.Сумах используется для чистки и додубливания расколотых шкур — получение очень мягкого и вытянутого зерна практически невозможно. Также используется со светлой кожей, например, овечьей.
23. Растительный загар реагирует с группами Nh3 в белке.
Кожаная подошва
1. Проникновение / комбинация (со шкурой) осложняется попытками набрать хороший вес. Кожа подошвы продается на развес. Загар должен полностью проникнуть в кожу до того, как начнется фиксация.
2. Первый дубль для достижения кожи должен быть слабым по концентрации и мягким, чтобы предотвратить преждевременное дубление поверхности на
.3.Таким образом создается набор, который переходит от низкого соотношения загар: не загар к высокому соотношению загар: не загар.
4. Противоточная система является нормальной, когда шкуры проходят через ряд ям в одном направлении, а щелок — в другом.
а. Подтяжки
г. Обработчики
г. Слои (холодный метод)
г. Или горячие ямы (более распространены сегодня)
5. В слоях каждая шкура посыпана твердым коричневым материалом. Ферментация и отложение в шкуре дают прочную кожу за 3 месяца.Традиционная кожа из коры дуба должна находиться в дубовых ямах не менее одного года.
6. Базовый метод в ямах с рокерами. Bk — баркометр.
| Время (дни) | Bk deg | Жидкость / скрыть соотношение | pH | Желто-коричневый% | |
| ПОДВЕСКИ | 10 (по 1 шт.) | 0-40 | 1/6 | 3.8 к 3,2 | от 0,4 до 7 |
| ПОГРУЗЧИКИ | 8 (по 2 дюйма) | 43-140 | 3/1 | 3,4 | от 14 до 25 |
| ГОРЯЧИЕ ЯМКИ (40 ° C) | 4 (по 2 дюйма) | 134-141 | 3/1 | 3.От 4 до 3,3 | 23–26 |
7. Кожа в подтяжках полностью удаляется через день
8. Избегайте следов поцелуев (подвешенные шкуры касаются друг друга), особенно в подтяжках.
9. Полное проникновение должно произойти после второго дня
10. Ежедневно снимайте самую слабую подвеску. Пополните 40% из следующей подтяжки. Ям для подвесок вдвое больше, чем у манипуляторов, поэтому 40% жидкости, ежедневно вытекающей из каждого манипулятора, распределяется между двумя подтяжками.Остальные 20% добавок для каждой суспензии — это вода. Только около 15% каждого хотпита расходуется каждый день, и поэтому верхний обработчик пополняется этими 15%.
11. Чем быстрее процесс / метод, тем точнее необходим контроль
12.При использовании барабанного дубления необходим претан, и кожа будет другой
Линия кожи растительного дубления
1.0 Обработайте кожу, чтобы растительный загар не мигрировал на поверхность
1.1 Обычно требуется кожа светлого цвета, так как темный цвет указывает на избыток язычка в волокнах, который может привести к растрескиванию.
1.2 Работайте с комбинацией вальцовки и сушки, чтобы предотвратить смещение и укрепить кожу в прочный, удобный материал.
1.3 Содержание воды очень важно.
1.3.1 Для прокатки по капле влажностью от 45% до 20%
1.3.2 Для скатывания сбросьте с 20% до 12%
1,4 Количество труда, затрачиваемого на линьку, составляет 50% от общего объема всего производственного процесса
2.Типичный процесс линьки подошвенной кожи.
2,0 Стопка на 3 дня для фиксации загара
2.1 Промывка поверхности в слабом желтоватом растворе или синтановом растворе в течение 15 минут
2.2 Промывка для очистки зерна и затем доведение влажности до 45%
2.3 Стопка, затем отбеливатель и затем полоскание
2.4 Смазать зерно светлым маслом и повесить при 20 ° C
2,5 Сложить, затем нанести удар (установить) и нанести 2-й слой масла и промыть плоть
2,6 Повесьте для высыхания до 20%, а затем раскатайте
2.7 Высохнуть до 12%, затем скатить
2,8 Повесить на плиту для просушки
2,9 Состояние (демпфирование)
2.10 Можно слегка отполировать зерно перед добавлением небольшого количества полироли
3. Метод отбеливания
3,0 Добавить в яму с Bk выше, чем у конечной горячей ямы, при температуре 32-38 ° C и с высокой концентрацией сульфита. Квебрахо, мимоза или синтан плюс мирболам или каштан,
3.1 Иногда используют две ямы: первая с высоким содержанием сульфатов, чтобы отделить темный загар, а вторая — с бледным экстрактом.
3.2 Производители обуви предпочитают более светлую текстуру, поскольку они считают, что это означает меньший загар на поверхности и меньшую вероятность растрескивания подошвы
3.3 Нет вентиляции в комнате для отжима (и в темноте), так как свет и вентиляция вызывают загар на поверхность.
3.4 Вычеркивание удаляет следы роста на шкуре и выравнивает волокна
3,5 Промывка плоти заполняет плоть
3.5.1 Используйте отстой из ям, если он достаточно светлый по цвету
3.5.2 Или можно использовать фарфоровую глину или мел (диспергированные в клейкой массе, такой как клей, клей, ирландский мох, льняное семя плюс сульфатное масло (мыло или глюкоза в качестве смазки) плюс немного красящего вещества для придания светло-желтого цвета)
3.5.3 Это должно добавить веса и выровнять любые неровности на мякоти
3.6 Кондиционирование после термообработки помогает снизить склонность к растрескиванию. Также дает дополнительный вес.
3.7 Вальцовка помогает контролировать мягкость. Мокрая прокатка делает кожу твердой, а сухая — мягче
4.Плечи и животы (менее развитые, чем подошва)
4,0 Имеется склонность к барабану при обтачивании кожи, спинки сбруи
4.1 Для залывки единственного типа
4.1.1 Барабанный отбеливатель в течение 45 минут
4.1.2 2,5% английской соли / глюкозы в течение 30 минут
4.1.3 Сушка, рулон и т. Д.
4.2 Для обтачивания
4.2.1 Промыть, затем выровнять вещество
4.2.2 Очистить зерно и добавить сумах
4.2.3 Самм и масло
4.2.4 Нафаршируйте мясо дуббином (жир / треска)
4.2.5 Установка и сушка
4.2.6 Дуббин
4,3 Для живота, стелек
4.3.1 Должен иметь мягкий / легкий загар, например, 65% мимозы с 35% мирболама
4.3.2 Подтяжки (5) Bk от 15 до 40, pH от 4,5 до 3,6 Обработчики (3) 50,75,90 pH 3,6,3,4,3,2
4.3.3 При необходимости отбеливатель
4.3.4 Бочка с английской солью / фарфоровой глиной. (как можно меньше солей Эпсома, поскольку они могут мигрировать в виде изрыгивания)
4.3.5 Без горячей точечной коррозии
4.3.6 Смазать маслом зерна и мякоть, затем бритье сухим способом
2,0 Хромовое дубление
2.1 Преобладающий метод дубления во всем мире
2.2 Использование сульфата хрома
2.3. Используется для верха обуви, перчаток, одежды, современной обивки, некоторых типов подошвенной кожи и применяется в большинстве видов кожи
2.4 Полностью прикреплен к волокну и не смывается
3,0 Дубление квасцов
3.1 Древнее искусство Тавинга
3.2 Использует квасцы или сульфат алюминия или хлориды
3.3 Используется для кожи перчаток, меха и кожи для мяча для игры в крикет
3.4 Дубление слабое, его можно вымыть
Таннаж квасцов
Один из старейших способов изготовления кожи
Под названием tawing
Tawed кожа — это чисто-белая, очень эластичная кожа с мягкой, полной, тканевой на ощупь. Мягкая, бархатистая, замша приятна на ощупь
Трудно сделать основные соли из обычных квасцов
Средства для обезвоживания муки, яичные жиры
Кроме того, мука и яичная корка наполняют кожу и улучшают ее на ощупь, обеспечивая некоторую защиту от намокания
Дубление квасцов слабое против смачивания и может вымываться.
Квасцы не легко окрашиваются.
Чем дольше они находятся в состоянии сухой корки, тем труднее смачивать их.5 фунтов квасцов, 2-2,5 фунта соли, 40 яичных ярмов с 1,5-2,5 галлонами воды
Континентальный метод (более современный)
10% муки, 7,5% квасцов, 2% соли, 7% яичного желтка, 80% водяная барабан час
оставить на ночь. Барабан утром, от зерна к зерну в течение 2 дней /
сушка, состояние, кол
Квасцы калийных с ограниченной растворимостью
Можно использовать сульфат алюминия
Сульфат алюминия можно использовать в качестве додубливателя для придания стойкости к потоотделению
Алюминий хлорид хороший; образует основные соли без осадка
Lutan Tanfix (продукт BASF — комплексы алюминия) дает тонкий ворс и улучшает интенсивность красителя
Использование основных квасцов после хрома дает более прочную кожу
Небольшие количества соды иногда добавляют в квасцы, делая его слегка простой
Тип используемой соли влияет на кожу.Сульфит натрия дает мягкую кожу, но более рыхлую текстуру. Хлорид натрия делает кожу более твердой, но более плотной.
4,0 Таннаж масла
4.1 Использует масло трески.
4.2 Стирка кожи (замша) и моющаяся кожа для перчаток
4.3 Создает очень впитывающую кожу
4,4 Не смывается
5,0 Таннаж альдегидов
5.1 Формальдегид является нормальным явлением, но также используется глутаральдегид
5.2 Используется для моющейся кожи перчаток и кожи для одежды
5.3 Очень устойчива к потом и не смывается. Абсорбент.
5.4 Используется в качестве претана (мокрого белого) для облегчения обработки, транспортировки и обработки шкур перед дублением
6.0 Синтаны
6.1 Чрезвычайно разнообразные источники и типы сырья
6.2 Свойства и использование очень широко распространены
6.3 Нормальное используется в сочетании с другими дубильными веществами для получения определенных комбинированных преимуществ — плотные бока, белая кожа, низкая плотность и т. Д.
Перенастройка
1.0 Стиасный
1.1 Стиасный начал исследования.
1.2 Он произвел Neradol D, который, как позже выяснилось, представляет собой не набухающую кислоту, которая смывает кожу. Это вспомогательный синтан.
1.3 Синтаны — это сложная и постоянно развивающаяся тема. В 1960-х годах мы рассматривали три типа:
а. Вспомогательный
б. Замена
c. Сера
2,0 Вспомогательный
2.2 Они не могут загорать сами по себе
2.3 Являются сильными кислотами (pH 1,7–2,0)
2.4 Ускоряет растительный загар, растворяя квебрахо
2.5 Повышение прочности кожи на разрыв
2.6 Повышение способности кожи впитывать жир
2.7 Некоторые из них имеют pH до 3,6, что обычно означает, что они частично нейтрализованы.
2,8 Соотношение желтовато-коричневого и нематериального цвета значительно различается.
2,9. Содержание золы очень варьируется. Важно проверить, так как для некоторых видов кожи допускается только определенное количество золы.
2.10 7-10% раствор можно использовать для отбеливания, мгновенно окунув шкуры.
2.11 2–4% от веса шкуры, обычно используемой при дублении.
2.12 С овощным загаром
а. ограничить рост плесени
b. предотвратить образование отложений
c. ускорить загар
d. дают более экономичное использование загара
2.13 Используемые на ранней стадии процесса, они увеличивают проникновение загара.
Это дает меньшую фиксацию волокон и снижает вероятность растрескивания кожи.
2.14 Удаляет железные пятна
2.15 Способствует быстрому дублению кожи подошвы в барабане
2.16 Не влияет на придание веса свойствам растительного загара (важно, поскольку подошва продается на вес)
2.17 Из светлой кожи, используемой с кипами, овечьей шерстью и т. Д.
а. очистить цвет
б. дисперсный растительный загар
c. для улучшения герметичности живота (иногда)
2.18 Существенные добавки
3.0 Запасные Syntans
3,1 может загорать самостоятельно
3,2 дать тип растительного загара
3,3 Дороже, чем овощи
3,4 можно заменить овощи с изменением процесса
3,5 Используется только тогда, когда опоры превосходят вегетарианские
3,6 pH 3-3,5
3,7 загар: нет Тан выше, чем у вспомогательных
3.8 Очень изменчивый цвет. От белого до чисто желтого до коричневого.
3.9 Если не указано иное, белый цвет неустойчив к свету
3.10 Некоторые из них обладают мягкими отбеливающими свойствами
3.11 Некоторые обладают мягкими диспергирующими свойствами
3.12 Дубление варьируется от мягкого до твердого
3,13 Дает светлее, чем овощи
3,14 Дает более плотное зерно, чем овощи
3,15 Дает лучше красящие свойства, чем вегетарианские
3,16 20-25% (на растительном коричневом) в подошвах и 25-30% (на вегетарианском коричневом) в коже для сбруи.
4.0 Sulph Tan
4.1 Реально замена Syntans
4.2, разработанная до замены синтанов.
4.3 Особо важна сера и другие вещества, придающие быстро светящийся белый загар.
4,4 обычно дорого
4,5 Используется на овцах, самцах, рептилиях
4,6 Используется в основном вместе с хромом
4,7 pH 2,2–2,4 при 10% -ном разбавлении
4,8 Опоры сильно различаются. Ищите светостойкость, окрашивание железом, чувствительность к соли, отбеливание пятен железа, мягкость / твердость.
5.0 Рисованное зерно
5.1 Часто используются синтаны для прорисовки зерна (например, для усохших плеч)
5.2 Buffalo придает характерную зернистость путем рисования
5.3 Для вытягивания / сжатия зерна
а. содержание воды снижено
б. терпкость может быть увеличена добавлением муравьиной кислоты
c. обычно претан перед хром
д. при окраске не использовать дорогой белый синтан
Жирные и красящие
1.0 Использование, назначение и эффекты
1.1 Мягкость
1,2 Податливость
1,3 Растягивание
1,4 «бег» и ручка
1,5 Способность впитывать или противостоять воде
1,6 В качестве средства повышения устойчивости к истиранию
1,7 В качестве средства защиты от загрязнения
1,8 В качестве вспомогательного средства на устойчивость к химическому воздействию
1,9 Для повышения прочности на разрыв
1,10 Для улучшения цвета
1,11 Достигаемый эффект зависит от
а. Тип, состояние кожи
б. Тип, количество нанесенного масла, жира, воска или смазки
c.Способ применения
д. Будь то все на поверхности или проникло во внутреннюю структуру
2,0 Жировой
2,0 Нанесение масляных эмульсий на кожу. Процессу всего около семидесяти лет.
2.1 Эмульсия: жидкость молочного цвета, состоящая из воды, содержащей в суспензии мельчайшие частицы масла или смолы с помощью некоторого эмульгатора.
2.2 Лучшими эмульгаторами являются мыла. Na-соль, мыло с оливковым маслом (часто указывается), олеат натрия (предпочтительно)
2.3 Первоначально предполагал эмульгирование смазки маслом и смазывание им кожи.
2.4 Для придания легкой коже большей мягкости и гибкости.
2.5 Обработка производится в барабане. 1% масла, помещенного в кожу, плюс половина его веса в мыле
2.6 Многие мыла будут выходить из кожи в виде брызг с pH ниже 7.
2.7 Кожа должна быть нейтрализована, чтобы мыло не разрушалось на внешних слоях.
2.8 Иногда добавляйте в жир немного щелочи, чтобы мыло не разбилось слишком рано.
2,9 Яичное ярмо — ценный жир с хорошими наполняющими свойствами.
2.10 По мере увеличения количества хрома в коже требуется меньше жира. Но чем больше хрома, тем крупнее зерно).
2.11 COD дешево; дает мягкую кожу, рваную по бокам, при большом количестве пахнет. опасность появления темных пятен на боках.
2.12 Использование СПЕРМЫ прекращено по экологическим причинам. дала сухую рукоять, менее мягкую, чем ножка, мягче, чем у трески. иногда использовался вместо опор. Заменить оказалось сложно.
2.13 NEATSFOOT дорого; кожа очень мягкая, красивая. Используется с голышом и лучшим теленком.быстро к свету. Неэкономично с овощным загаром, так как его эффекты не очевидны.
2.14 Сульфатные масла (или сульфированные) лучше противостоят кислотам, чем мыльные дисперсии. Это хорошие мелкие дисперсии. Хорошо проникают в кожу перед укладкой; дать хорошую смазку. Говорят, не размягчать так же, как сырое масло.
2.15 Сульфатные масла, полученные обработкой рыбьего, животного или растительного масла 10-20% серной кислотой при очень низких температурах. Сульфированный аналог, но при более высоких температурах. Сульфонат более устойчив к кислотам.
2.16 Сульфатные и сульфированные масла часто смешивают с жирами.
2.17 Сульфитные масла, полученные обработкой масла бисульфитом натрия. Более кислотоустойчивый, чем сульфатированный или сульфированный. Обеспечивает лучшую смазку кожи.
2.18 Для жирования при высоких температурах, низком плавучести и времени от 20 до 45 минут являются нормальными.
2.19 Кожа вне барабана не должна быть жирной.
2.20 Кожа лошади (желательно на ночь) для охлаждения
2.21 Если положить горячую из барабана в любую сушильную систему, она будет твердой и, возможно, также неплотной.
2.22 Контроль размера глобул важен для правильного усвоения.
Сушка
1.0 Ключевые элементы
1.1 Скорость
1.2 Экономия труда
1.3 Контроль условий
2.0 Методология
2.1 Поглощение влаги из кожи воздухом
2.2 Вентиляция важна для предотвращения насыщения воздуха
2.3 Относительная влажность (R.H.). Процент влажности в воздухе сравнивается с количеством, которое могло бы насытить воздух в аналогичных условиях
2.4 Требования
а. Быстросохнущая
б. Отличный отток для площади
2,5 Пар теперь является прямой стоимостью, больше не побочным продуктом
2,6 Труд теперь дорог, поэтому необходима автоматизация
2,7 Метод жалюзи основан на решетках в окнах и добавлении пара
2,8 Усовершенствования: каналы и вентиляционные отверстия через определенные промежутки времени , количество, качество (использованный и свежий), температура, влажность этого воздуха регулируется
2.9 Использование противоточной системы
а. самая сухая кожа mmeest dryest air
b.влажная кожа встречается с частично насыщенным воздухом, поэтому сохнет медленно
c. предотвращает миграцию растворимых веществ на поверхность
d. экономит труд
e. использование зависит от доступного пространства
2.10 В конвейере или любой подвесной системе расстояние между шкурой и кожей важно, так как влияет на вентиляцию.
2.11 Квадратные столбы могут оставлять пятна на коже (результат пересушивания по краям). Лучше всего закругленный стержень диаметром два дюйма
2.12 Перед сушкой влагу в шкурах или шкурах уменьшают путем складывания в стопки, закрывания шкур или отбора проб.
2.13 Все виды кожи улучшаются, если они лежат в прохладных условиях
2.14 Для предотвращения усадки во время сушки используются различные методы
а. Гвозди
б. Переключение
c. Паста
д. Вакуум
эл. Обрамление
3,0 Гвоздь
3.1 Кожа прибивается или прибивается к деревянным доскам
3.2 Кожаные гвозди с деревянными головками используются для спасения рабочих рук
3.3 Кожа натягивается гвоздями в ногах, ягодицах и шее
3.4 Кожаные ремни иногда используются для вытягивания кожи с целью дать большую площадь
3.5 Используется, в частности, на лакированной коже
3,6 В первую очередь для того, чтобы кожа лежала ровно, а не для увеличения площади
3,7 Увеличение площади обычно приводит к снижению качества, поэтому не является экономичным. Дает жесткую ручку, иногда рыхлую кожу, рыхлые и тонкие боковые стороны. Особенно заметно, если кожа прибита слишком влажной и слишком быстро высыхает, когда она склонна к сильной усадке
3,8 Медленное высыхание дает более качественную кожу
3,9 Перед тем, как прибить железо со стороны волокон
3,10 Утюжком по направлению волос
3.11 Температура железа (425 ° F) (200 ° C) очень высокая
3.12 Глажка сглаживает зернистость и снижает пористость
3.13 Машинное покрытие хуже, чем только выше
3.14 Обычно используется на светлой коже растительного дубления
4,0 Переключение
4.1 Не прокалывает кожу lke гвоздями
4.2 Переключение может быть типа печи книжного шкафа или сквозного питающего туннеля
4.3 Подобно гвоздям, но доска заменена перфорированным металлом, а гвозди — переключателями
4.4 Обеспечивает хорошую циркуляцию воздуха с обеих сторон кожи ускорение высыхания по сравнению с забиванием гвоздей
4.5 Рамы переключателей имеют более длительный срок службы, чем доски
4,6 Легче содержать в чистоте
4,7 Легче перемещать и механизировать
4,8 Меньше пожароопасность
4,9 Неизменно используется в печах или сушильных туннелях
5,0 Сушка пасты
5.1 Мокрая пленка, нанесенная на пластину из галсса, зерно на пластине, удерживается пастой
5.2 Алюмининий, эмаль, нержавеющая сталь — все это время от времени, но стекло наиболее часто встречается
5.3 Площадь снова примерно от 4 до 8%
5.4 Шероховатые участки кожи , особенно область шеи, сделаны более плоскими, что дает лучшее качество
5.5 Используется как можно более жидкая паста
5.6 Пасту обычно покупают готовой. В противном случае приготовьте раствор крахмала, сгущайте его целлюлозой, небольшим количеством глюкозы и ирландским мхом
5.7 Цель состоит в том, чтобы оставить как можно больше пасты на пластинах и как можно меньше на коже после обтирания
5.8 Чистая хромированная кожа может дать усадку или с сильным разрывом пасты
5.9 Для предотвращения этого секционного контроля туннеля был введен, например, туннель а. 50 ° C / 50% относительной влажности b. 50-55 ° C / 40% относительной влажности c. 60 ° C / 40% относительной влажности самые большие блоки пасты имеют пять или шесть секций
Чистовая
Цель и методология
1.0 Отделка — это нанесение одного или нескольких слоев отделки или сезонов на кожу
1.1 Для улучшения внешнего вида путем выравнивания цвета и скрытия пятен, или путем создания основы для производства полироли или блеска
1.2 Обеспечение защиты от влаги, масла и истирания
1.3 Чтобы цвет кожи быстро смачивался и сухое трение
1,4 Для создания особого эффекта
2.0 Методы обработки зернистой кожи
2.1 Основные ступени, которые можно использовать
2.1.1 Водное пятно и заливка
2.1.2 Пятно (нижний слой)
2.1.3 Сезон (второй слой)
2.1.4 Чистый сезон (верхний слой)
2.1.5 Фиксатор
2.2 Водяные пятна и морилки часто наносятся подушечкой (в 90-е годы в настоящее время чаще используется вальцовочная машина)
2.3 Обычно наносят более позднее водное покрытие
2.3.1 ручное распыление
2.3.2 машинное распыление
2.3.3 покровное покрытие
2.4 Некоторые наносят 5-6 слоев с механической обработкой ( прессование и т. д.) между
2,5 В некоторых кожах используется только воск для водостойкости и защиты лица
3.0 Подготовка кожи к финишному покрытию
3.1. Всегда тщательно проверяйте кожу перед нанесением финишного покрытия.
3.2 Установка — следите за складками
3.3 Обрезка — следите за свободными кусками кожи, на перекладинах, гвоздях и т. Д. В коже
3.4 Кожа должна быть плоской
3.5 Жировая — следите за темными пятнами , что указывает на неравномерное распределение жира. Это приведет к неравномерному нанесению покрытия и появлению полос при нанесении вручную, покрытие не будет прилипать, и кожа станет черной при полировке
3.6 Аналогичные проблемы возникнут, если жир находится на поверхности кожи
3.7 Свободная плоть должна быть удалена полировкой патчем
3.8 Слишком толстая шея должна быть отполирована
3.9 Если кожа твердая, ее следует закрыть
3.10 Если шея твердая, она должна быть слегка зашита
3.11 Если распределение жира в порядке, можно переходить к отделке цельнозерновой кожи
4.0 Отделочные пленки и материалы
4.1 Отделка — это любое покрытие, нанесенное на кожу для защиты волокон или для каких-либо других целей.
4.2 Обычно наносимое покрытие тонкое (за исключением, возможно, восковых покрытий)
4.3 Пленки обычно придают коже более яркую поверхность (или лицо) после протирания, гальваники, глазурования или прокатки
4.4 Материалы:
4.4.1 Типы природного белка Казеиновый клей из яичной крови
4.4.2 Натуральные и синтетические углеводные камеди и слизи Натуральные — морские водоросли и льняное семя Синтетическая -Me целлюлоза
4.4.4 Смолы Натуральные смолы — Shellac Синтетические смолы — акрилат-бутадиен также нитроцеллюлоза
4.5 Казеин
4.5.1 Белок из молока
4.5.2 Порошок растворим в слабой щелочи (например, бура)
4.5.3 Очень мелкий казеиновый порошок диспергируется не так легко, как более крупные типы
4.5.4 Стандартные размеры частиц 30/60/100 меш ( количество частиц на дюйм)
4.5.6 Дает хорошую прозрачную, но хрупкую пленку
4.5.7 Пластификатор используется для предотвращения хрупкости. (10% глицерин, TRO — красное масло индейки, полигликоль)
4.5.8 TRO имеет тенденцию удерживать казеин на верхней части кожи
4.5.9 Глицерин имеет тенденцию впитывать казеин в кожу
4.5.10 Используется в качестве связующего для пигментов
4.5.11 Если раствор хранится долгое время, требуются консерванты (два лучше загара один)
4.5.12 Более вязкий, чем альбумин
4.5.13 Придает заполненный вид
4.6 Альбумин
4.6.0 Из яйца или крови
4.6.1 Термочувствительный
4.6.2 Поставляется в хлопьях или луковицах (я использовал только хлопья)
4.6.3 Растворяется путем замачивания в воде, перемешивать в течение ночи при температуре не выше 30 ° C, диспергировать на следующее утро 4.6. 4 При растворении
4 существует опасность перегрева.6.5 Перед использованием проверьте на наличие чрезмерного количества нерастворимых веществ
4.6.6 Аммиак (Nh4) или диэтиленгликоль в небольших количествах способствует растворению
4.6.7 Очистите контейнер перед использованием
4.6.8 Используемый нитробензол или HCHO выходит из строя
4.6.9 Пластификатор всегда используется
4.6.10 Кровь дешевле яйца
4.6.11 Черная кровь (не дефибриллированная) используется исключительно для дешевизны на плохой коже
4.6.12 Материалы для макияжа до 10%
4.6.13 Содержание твердых веществ должно быть ниже 2%
4.6.14 Яйцо не выглядит наполненным, как казеин
4.6.15 Яйцо прозрачное по сравнению с казеином
4.6.16 Казеин, яйцо и кровь можно смешивать, чтобы обеспечить впитывающую способность кожи
4.7 Муциллажи из морских водорослей
4.7.0 Альгин, экстрагированный из ламинарии с каустической содой
4.7.1 Цвет альгин от коричневого до бесцветного
4.7.2 Ирландский мох очень полезен (торговое название Blandola)
4.7.3 Покупается сухим в тюках
4.7.4 Теперь поставляется в виде 2% желе
4.7.5 4% желе почти вертикально встает
4,7 .6 Может содержать соли Mg, Ca, которые могут мешать работе других частей отделки
4.7.7 TRO используется для связывания этих солей
4.7.8 TRO также является хорошим пластификатором
4.8 Слизи льняного семени
4.8.0 Семена кипятят в воде в течение 2 часов
4.8.1 Протирают в горячем состоянии
4.8.2 Не допускают, чтобы ломать семена, так как слизь поступает из шелухи
4.8.3 Хорошая среда для красителя
4.8.4 Не похоже, что она прилипла к коже, скорее это ее часть
4.9 Клейки
4.9.0 Клейки заполняют кожа
4.9.1 Слои защищают, улучшают текстуру
4.9.2 Простая отделка: протеиновый белок плюс казеин плюс слизь. Не является быстрым к воде или пятнам.
4.10 Shellac
4.10.0 От мелких насекомых (древесных насекомых) — Laccifer Luca. Шеллак представляет собой смолистый экссудат
4.10.1 Встречается в восточной Индии и Таиланде
4.10.2 Ветви, содержащие насекомых, удаляются и варятся
4.10.3 Существует около тридцати разновидностей — некоторые неочищенные, некоторые очищенные
4.10.4 Основным компонентом является сложная смесь высокомолекулярных гидроксикислот
4.10.5 Иногда содержит воск, который действует как натуральный пластификатор
4.10.6 Некоторые из них фальсифицированы канифолью — имеют темный цвет
4.10.7 Отбеленный шеллак обесцвечивается гипохлоритами — он становится нерастворимым по мере старения и пленкообразованием, а водостойкость пленки снижается. impaired
4.10.8 Шеллак нерастворим в воде (HOH), но, будучи кислым, не растворяется в слабощелочных растворах — поэтому был эмульгирован
4.11 Синтетические смолы
4.11.0 Первоначально акрилат был создан в качестве проницаемой грунтовки для нитроцеллюлозы
4.11.1. Акрилатные покрытия термопластичны.
4.11.2. Акрилатные покрытия могут растворяться растворителями. Если слойка наложена слишком влажной, растворители могут повредить акрилат в отделке верхней кожи.
4.11.4 Носок обуви обычно термопластичный.
4.11.5 Акрилатный пластик, а не эластичный
. Вторая мировая война: диены
4.11.7 Диены эластичны, а не пластичны
4.11.8 Акрилаты превосходят диены по светостойкости
4.11.9 Могут добавлять стабилизатор к диенам, но другие добавки могут нарушать пленку. проникновение (это обычно верно для всех пленок)
4.11.12 Целлюлоза после войны использовалась только для специальных кож, поскольку доступны самые разные смолы
4.11.13 Требуются прерывистые пленки с доступными смолами
4.11.14 Поэтому добавьте казеин или восковую эмульсию , или льняное семя, которые не образуют сплошных пленок с акрилатом 4.11.15 Эти добавки имеют тенденцию к затвердеванию пленки.
4.11.16 Смола Отделочные покрытия не должны замерзать, так как это приводит к необратимым изменениям.
4.11.17 Иногда производители не осуществляют поставки в холодную погоду, если у них нет изотермических грузовиков.
4.11.18 Внутренние отделочные материалы из смолы пластифицированные не вызывают проблем с кеккиностью
4.12 Воски
4.12.0 Воски придают блеск
4.12.1 Устойчивость к пятнам от вспомогательных веществ
4.12.2 Карнаубский воск (точка плавления 84 ° F) — лучший воск
4.12.3 Карнаубский воск очень дорогой
4.12.4 Желтая карнауба лучше всего подходит для твердых пленок
4.12.5 Серая карнауба подходит для смешивания с отделочными покрытиями. Серый — это жирный тип
4.12.6 Карнауба — это растительный воск
4.12.7 Карнауба иногда фальсифицируется кандильским воском (также растительным)
4.12.8 Герстхофенский воск (BASF) синтетический, но не так хорош, как овощной
4.12 .9 Легко приготовить эмульсию с обычным мылом, триэтиламиновым мылом или неионными эмульгаторами (например, Lubrol w от ICI или Emulphor E от BASF)
4.12.10 Небольшие количества микрокристаллического воска используются для его модификации и смягчения
4.12.11 ТЭА мыло является лучшим эмульгатором, так как воск растворяется, давая очень прозрачную пленку
4.12.12 Все вышеперечисленные воски похожи на лак, защищая, украшающие и shining
4.12.13 Все можно тонировать красителем, но не может удерживать слишком много красителя, иначе он сотрется.
4.13 Пигменты
4.13.0 Пигменты, появившиеся в 1918 г.
4.13.1 При использовании оригинальных покрытий (казеин и т. Д.) Шлифованный пигмент скрывает дефекты, выравнивает цвет.
4.13.2 При использовании самой лучшей окрашенной кожи обычно наблюдается небольшая разница между прикладом и животом.
4.13.3 Белый — TiO2 (диоксид титана) Коричневый — оксиды железа Желтый — хромат свинца Оранжевый — основной хромат свинца или феррит лимонно-желтый Черный — черный оксид железа, технический углерод Зеленый — хромовая кислота, оксигидрат хрома, синтетические органические пигменты Блюз — синтетические органические пигменты Красные — синтетические органические пигменты 4.13.4 Органические вещества не летучие и быстро светятся
4.13.5 При использовании пигментов вы должны знать, какого типа отделки требуется
4.13.6 Не смешивайте пигмент более одного диапазона. Смешивание различных типов приведет к ошибкам. размер частиц больше, чем у органических.грамм. краски
4.13.12 Пигменты получают путем измельчения природных цветных горных пород или руд до тонкодисперсных порошков (например, оксидов железа) или путем обжига руд (диоксид титана) или путем химической обработки (хромат свинца)
5.0 Нанесение пленки на кожу
5.1.0 Пленка не должна быть слишком толстой, чтобы ухудшать внешний вид и качество кожи
5.1.1 Поверхность кожи должна быть удовлетворительной для влажного и сухого протирания
5.1.2 Покрытие должно быть способным к истиранию. легкое нанесение подушечкой — без разводов или распылением — равномерно распределить
5.1.3 Покрытие должно хорошо прилегать — не порошковое или расколотое.
5.1.4 Покрытие должно закрывать дефекты по мере необходимости.
5.1.5 Пленки должны быть спроектированы в соответствии с тем, как они будут использоваться и завершаться на коже. Сюда входят такие вещи, как: a. Мэтт или Лайвли б. возможность остекления c. возможность прикоснуться к яркому лицу d. стойкость к ручному глажению
5.1.6 Верхняя кожа должна быть способной пройти процесс изготовления обуви. Сюда входит возможность нажимать без прилипания к пластине
5.1.7 Поверхность для всех конечных применений должна быть быстрой. пленка по возможности
5.1.11 Отделочные пленки должны иметь вторичную текучесть, которая их выравнивает.
5.1.12 Если кожа слишком впитывающая, это вторичное течение не может возникнуть
5.1.13 Для утолщения пленки добавьте загустители или удалите воду
5.1. 14 Для разбавления пленки а. Добавьте воды или б.добавить эфирное масло или c. добавить спирт или d. добавить смачивающий агент (смачивающий агент, как правило, не нравится, поскольку он может оставаться в пленке и влиять на качество отделки) или e. используйте два слоя оригинальной пленки. Отделочные покрытия не должны растворяться в растворителях, таких как те, которые используются в целлюлозных аэрозольных баллончиках
5.1.18 Покрытие должно стареть без ухудшения качества.
5.1.19 Твердость (кеккиность) вызвана миграцией пластификатора. Пластификатор впитывается кожей, придавая поверхности твердый блеск.
5.1.20 Отделочные покрытия из смолы внутренне пластифицированы и не должны вызывать проблем с кеккингом.
5.1.21 Лучшие отделочные покрытия не сплошные, а микроскопически выглядят как засохшая грязь. Непрерывные пленки имеют тенденцию к растрескиванию и плохому разрыву.
5.1.22 Чем меньше размер частиц, тем больше проникновение
5.1.23 Хорошо уложенная пленка имеет хорошую адгезию
5.1.24 Пленка, которая остается сверху, может отслаиваться
6.0 Обработка отделки
6.1.0 Непигментированный финишный состав
6.1.1 Восковая эмульсия в основном для связующих веществ верхнего сезона
6.1.2 24 фунта желтого карнаубского воска 3/4 фунта церезинового воска 48 унций сульфированного рыбьего жира 12 фунтов мыльных хлопьев в 12 галлонах воды при 95 ° C (фланола хорошая мыльные хлопья) пропустите все это через охладитель молока
6.1.3 Мыло дает хорошие наполняющие свойства
6.2.0 Глазурь
6.2.1 Используйте белок, кровь, небольшое количество шеллака
6.2.2 Свежая кровь с бойни предпочтительна, но ее трудно хранить. Необходимо очистить ствол, промыть формальдегидом, обкатать небольшим количеством бензола. Тогда кровь будет хорошо держаться.
6.2.3 1% аммиак в белке способствует диспергированию
6.2.4 Казеин, яйцо, кровь, хорошо глазурь. Они не быстро истираются и требуют фиксации.
6.2.5 Можно добавлять шеллак, но он тает на глазури.2.7 Казеин, шеллак, кровь и яйца образуют пленку; с добавлением пластификатора, наполнителей и смазки. 10 ° C, 60 молока, 320 воды
6.2.10 также для глазури: 250 альгинат натрия 2%, 40 молока, 80 белков крови 10%, 30 воды
6.2.11 В
6.2.8 можно добавить немного красителя, 6.2.9 и 6.2.10 6.2.12 Блеск коробки: 40 воды, 9 казеина и 2 буры добавлены к 10 воде, 10 рыбьего клея, 7 D.НАПРИМЕР.
6.2.13 Также: 2 и 3/4 фунта буры плюс 2 с половиной галлона перемешивают, растворяют бура, добавляют казеин и подают пар. 12 фунтов казеина плюс 3 и 3/4 фунта TRO. (высокосульфатное касторовое масло). Избыточный TRO, но часто чрезмерный для получения лучшей пленки
6.2.14 А также: 70 граммов воды, 4p аммиака 880, 14 фунтов шеллака, все смешать, а затем добавить 1/2 галлона диэтиленгликоля
7.0 Финиш телесного цвета
7.1.0 К ним относятся мульча, кусты и основа из мха
7.1.1 Предназначена для закрытия плоти
7.1.2 Пленка должна быть равномерно пропитанной и изгибаться вместе с кожей так же, как и зерно. Если пленка зайдет слишком далеко, волокна мякоти будут торчать и оставаться рыхлыми. Если пленка сидит на поверхности, она не сгибается вместе с кожей. Проникновение зависит от вязкости финиша.
7.1.3 На проплавку поверхности также влияет нанесение покрытия и / или взбивание, а затем покрытие и / или тонкий слой, взлохмаченный, чистый и второй слой (если кожа очень впитывающая).
7.1.4 Для раскола хрома используйте акриловое связующее или каучуковый латекс плюс прочный клей (это намного дешевле)
7.1.5 Можно купить готовую смесь
7.1.6 Пример готовой продукции: 30 граммов мыльных хлопьев в 8 галлонах воды плюс 13 граммов метилцеллюлозы (вязкость 450 в 8 галлонах) a. тонкий для светлой кожи, b. совсем не водонепроницаемые, c. для тяжелой кожи, подошвы, отделочной кожи, некоторых кипов
7.1.7 Другой пример для кожи бумажника: 2 части казеина 12%, 6 частей воды, 1 часть м / п 2500 v 2%, 1/2 части шеллака все с 1% HCHO при распылении
8.0 Пигментированные покрытия
8.0.1 Очень часто связующее с притертым пигментом.СВЯЗАННЫЙ — ПАСТЫ — ДИСПЕРСИЯ — ПОРОШОК
8.1.0 Связанный
8.1.1 Сбалансированная смесь. Казеин, шеллак — воск 10% — 15% пигмент
8.1.2 Партия связующего
8.1.3 Очень тонкий: легко отмерить небольшое количество пигмента
8.1.4 Обычно используется в овощах, полухром, чтобы получить много связующего дюймов (для смол требуется минимальное количество связующего)
8.1.5 Чтобы получить равномерное окрашивание, необходимо добавить 10% пигментного покрытия (по объему)
8.1.6 Некоторые из них можно покрыть глазурью
8.1.7 Не быстрое увлажнение втирание
8.1,8 Невозможно закрепить
8.2.0 Пасты
8.2.1 Наиболее часто встречающиеся
8.2.2 Густые
8.2.3 Казеин плюс масло
8.2.4 20-30% пигмента
8.2.5 Нанесите спрей, глазурь
8,2 .6 Затем приправьте 100 пунктов блеска глазури, 50 кровью, 5 TRO, доведите до 1000 водой
8.2.7 Затем утюгом или утюгом
8.2.8 Состав: 100 пунктов пастообразного пигмента (органические или земляные цвета), 30-50 блеска глазури. (казеин — казеин плюс рыбий клей), 5-10 частей парафиновой эмульсии, на 1000 частей с водой
8.2.9 С ними нежелательны красители (не тереть быстро)
8.3.0 Дисперсия
8.3.1 Разбавленная (сильная — склонная к образованию осадка, чего не должно — зависит от диспергирующего агента)
8.3.2 Необходимо постоянно перемешивать
8.3. 3 Содержит мало связующего вещества или не содержит его. вместо измельчения
8.4.4 Очень хорошо для экспорта в жаркие страны, где велика опасность испарения
8.4.5 Обработка дна неглазурованной кожи: 40 воска (карнаубский), 100 связанного пигмента, 25 пластификаторов (TRO / Glycerine / OEC — 1/1/1), 100 воды дает отличное покрытие при плохом запасе
9.0 Проблемы с пигментной отделкой
9.1.0 Гниение
9.1.1 Если финиш разбавлен (pH снижен: концентрация антисептика снижена)
9.1.2 Антисептик должен быть не менее 0,1%
9.1.3 pH не должен быть менее
9 9.2.0 Оседание
9.2.1 Все склонны к осаждению
9.2.2 Особенно при разбавлении
9.2.3 Испытание путем помещения некоторого количества в цилиндр на ночь
9.2.4 Иногда повторное диспергирование путем перемешивания
9.2.5 Иногда осевший материал становится твердым (возвратите поставщику или найдите нового поставщика)
9.2.6 Иногда оседает слоями, которые очень трудно диспергировать а. сделать финиш более вязким b. добавить аммиак
9.2.7 Иногда при перемешивании происходит коагуляция
9.2.8 Никогда не добавляйте HCHO
9.3.0 Замораживание
9.3.1 Производит обратимые изменения в отделке смолой
9.3.2 Некоторые производители не будут поставлять продукцию в холодную погоду, если они этого не сделают есть грузовые автомобили изотермические
9.3.3 Осаждение смолы также часто приводит к снижению пигмента.
9.4.0 Несовместимость
9.4.1 Если несовместимо, проверьте pH каждого
9.4.2 Поднимите pH от более низкого до более высокого
9.4.3 Используйте гидроксид аммония
9.5. 0 Вспенивание
9.5.1 Очень сложно
9.5.2 Пена затрудняет распыление, покрытие штор и т.п.
9.5.3 Пена, уменьшенная спиртом или чем-то еще, что испаряется, а не остается в отделке
9.5.4 Если две отделки очевидно равно всегда выбирайте непенящуюся
9.5.5 Вспенивание иногда возникает из-за вдавливания воздуха в смесь
9.6.0 Жесткая вода
9.6.1 Может нарушить отделку
9.6.2 Иногда очевидно, иногда нет
9.6.3 Проверка путем добавления дистиллированной или мягкой воды
9.6. 4 Пороговое смягчение с помощью EDTA или Calgon
9.7.0 Посторонние тела
9.7.1 Заклинивание пистолетов на распылительных машинах
9.7.2 Придает коже шероховатость и резкость
9.7.3 Фильтр с нейлоном
9.8.0 Контейнеры
9,8 .1 Предпочитайте пластик или нержавеющую сталь
9.8.2 Оцинковка не рекомендуется
9.8.3 Покрытие эмалированием со сколами
9.8.4 Подозрение на алюминий в щелочных условиях
9.9.0 Применение
9.9.1 Ни одна набивочная машина не справится со своей работой должным образом. После этого необходимо 1-2 оператора для сглаживания
9.9.2 Полосы возникают либо на чрезмерно впитывающей коже, либо на очень не впитывающей коже
9.9.3 Обычные полосы возникают от чрезмерно впитывающей кожи и могут быть устранены путем нанесения покрытия перед набивкой, утолщения отделка и / или манипуляции с содержанием воды. Также можно нанести 2 слоя: первый слой слабой мягкой смолы (5% твердых частиц), а второй покрывает
9.9.4 Иногда поставщик может отправить две предположительно одинаковые смолы, но с разным размером частиц. Более крупные частицы проникают меньше
9.9.5 Если первый слой слишком стойкий, второй не прилипнет. Может быть вызвано слишком длинным или слишком горячим покрытием после нанесения первого слоя. Или в первом слое может быть слишком много воска.
9.9.6 Избыток смачивающего агента в первом слое может сделать первый слой слишком смачиваемым. Также возникает, если первый слой не полностью высох.
10.0 Скорректированное зерно
10.1.0 Первый слой
10.1.1 Это жизненно важный слой
10.1.2 Определяет характер окончательной кожи
10.1.3 Кожа должна быть правильной
10.1.4 Пальто должно правильно проникать — связать волокна вместе
10.1.5 Используются самые мягкие смолы. (позже используйте более твердые смолы для защиты от истирания и водостойкости)
10.1.6 Укрывистость пигмента важна
10.1.7 Размер частиц пигмента важен. Неорганическое больше, чем органическое.Следовательно, неорганическое дает большее покрытие.
10.1.8 Прозрачность пленки изменяется в зависимости от выбора пигмента и соотношения пигмент / связующее
10.1.9 Выбор кожи должен быть изменен в соответствии с используемым цветом.
10.1.10 Используйте как можно меньше пигмента
10.1.11 Если вы переобьете свой первый слой белым, он скоро станет желтоватым
10.1.12 1-й слой Скорректированный по теленок черный белый перчаточный футляр Смола связующее / пигмент M (med) 1,35 S ( мягкий) 1,5 S + M 1,0 M 0,9 S + M 1,2 / 2.5 S + M 2.0 Смола 2-го слоя B / P M + A (акрилат) 1,2 M + A 2,5 1,0 1,2 M + H (твердый) 3,0 Смола 3-го слоя B / PH 1,9 H + M 1,2 M + H 3,0
10.1.13 Для кожи Case второе покрытие будет устойчивым к истиранию, с небольшим изгибом или изгибом.
10.1.14 Для кожи Case третий слой может часто включать казеин
10.1.15 Соотношение связующего / пигмента первого слоя составляет
1,1 / 1,2 для полухрома, мягкости , и подкладка
10.1.16 Для первого слоя на трещинах это 2,3
10.2.0 Расколы
10.2.1 Обработка трещин сложна
10.2.2 Лакокрасочное покрытие иногда окружает волокна и оставляет их липкими
10.2.3 После нескольких недель старения покрытие перестает работать
10.2.4 Чтобы избежать этого, отполируйте или используйте первый слой слизи или слабой мягкой смолы
10.3.0 Моховая основа Расщепляется
10.3.1 Пигментированная — снижает эластичность пленки
10.3.2 Заполнение первого слоя, затем второго с небольшим количеством пигмента.
11.0 Заказчик
11.1.0 Разрыв
11.1.1 Следует избегать разрывов картона
11.1.2 Разрыв картона может быть очевиден на ранней стадии или может появиться после старения, если пластификатор мигрирует
11.1.3 Последнее случается, если используется большое количество пластификатора (не рекомендуется) или если пластификатор вытесняется жиром — если используется большое количество минерального масла или только сульфированные масла
11.1.4 Плохой разрыв может быть вызван чрезмерным связыванием пленки с пигмент
11.1.5 Необходимо следить за пигментным финишем с добавлением большого количества красного масла индейки. Пигмент может быть пластифицирован изнутри.
11.2.0 Бутадиеновые смолы склонны к окислению и растрескиванию. Некоторые осколки, как стекло, через полгода.
11.3.0 Финиш должен быть равномерным по всей поверхности
11.4.0 Белок фиксируется формальдегидом (HCHO) и ацетатом хрома
11.5.0 Для хорошего влажного втирания важно правильно нанести 1-й слой и закрепить его.
11.6.0 Если сухая затирка плохая, используйте более твердые смолы.
11.7.0 Чтобы добиться термостойкости, положите на дно твердый материал и наденьте его.
11.8.0 Если вы заметили обесцвечивание в белом и пастельном цветах a. жир может быть неправильным b. рыхлый овощной загар может мигрировать на поверхность c.Не чистите и не используйте сумах в ретане. Хлорофилл пройдет через d. Хроматы свинца могут создавать проблемы
11.9.0 При изготовлении обуви используются растворители, и некоторые смолы более устойчивы, чем другие. При изготовлении обуви с использованием кетонов и ацетонов затяжки на пальцах ног могут разрушить адгезионную пленку в коже (не затрагиваются белки)
11.10..0 Для устойчивости к растрескиванию на холоде важна толщина пленки.
Что мне нужно для изготовления обуви? —
Какие машины нужны для производства кроссовок?
Какое оборудование обувной фабрики мне нужно, чтобы открыть настоящую обувную фабрику? Я собираюсь провести вас через обувную фабрику массового производства и подробно описать все оборудование для обувной фабрики, которое вам понадобится для правильной работы.Если вам нужны ручные инструменты для изготовления обуви, нажмите здесь.
Я собираюсь показать вам, что нужно для изготовления стандартных кроссовок, высеченных методом холодной цементации. Это простая обувь, сделанная только из высеченных деталей. Подошва представляет собой цельную резиновую подошву с вырезанной внутри межподошвой и канальной строчкой.
Во-первых, современное производство обуви в значительной степени зависит от субподрядных фабрик для выполнения многих специализированных операций. Например, инженеры обувной фабрики разработали дизайн подошвы, но инструменты для подошвы производятся в другом месте, а резиновые детали также закупаются где-то еще у компании, которая специализируется на прессовании резины.Затем обувная фабрика контролирует компоненты, чтобы убедиться, что верх и подошва правильно подогнаны друг к другу.
Резка и маркировка обувного материала
Внутри обувной фабрики первыми операциями производственного процесса являются операции резки и маркировки. На фабрике используются вырубные прессы, также называемые машинами для резки кликеров. Пресс-кликер — одна из стандартных деталей, которые вы увидите на каждой обувной фабрике, и для каждой детали выкройки обуви требуются режущие матрицы.
Новой технологией резки является ножевой резак с компьютерным управлением. В этих машинах используется вакуумный стол, чтобы удерживать материалы на месте, пока лезвие разрезает все детали выкройки. Эта технология очень важна для массового производства на заказ. После того, как части обуви вырезаны, они обрабатываются, на них наносятся трафаретные метки совмещения и добавляются любые логотипы. Логотипы могут быть напечатаны шелкографией, сварены радиочастотной сваркой или вышиты на вырезанных частях.
Нанесение логотипа для обуви
После того, как детали обуви будут вырезаны и размечены для сборки, на них может потребоваться добавление логотипов.Логотипы добавляются шелкотрафаретной печатью, вышивкой или термической сваркой.
Верх обуви
Швейные машины бывают разных типов: стойка, длинная рука, короткая рука и т. Д. Швейная линия будет иметь сотни таких машин, количество зависит от сложности конструкции обуви. Стиль машины также изменится, чтобы соответствовать конкретным операциям, необходимым для создания каждой конструкции обуви.
После того, как шитье закончено, пришло время установить форму носка и счетчиков пятки.Эти машины нагревают термопластичные стойки внутри носка и пятки, а затем зажимают обувь для придания формы.
Когда верх почти готов, нам понадобится специальная швейная машинка, чтобы закончить его. Швейную машину Strobel изобрел парень по имени… как вы уже догадались… Strobel! Эта машина используется для пришивания нижней ткани к верхней, закрывая ее. Нижняя часть ткани или «носок» отмечена линиями выравнивания, чтобы верх был прямым и не перекрученным. Теперь верх готов к длительной эксплуатации и сборке.
Процесс сборки обуви
Когда башмак готов к сборке, пора выносить тяжелое оборудование. Основная сборочная линия составляет около 100 ярдов. В передней части линии вы найдете отпариватель, который смягчит верх обуви и подготовит ее к длительной эксплуатации. Прочные машины используются для того, чтобы плотно притянуть верх обуви к колодкам.
Тренажер для износостойкости пальцев — это центральная часть долговечного оборудования. Этот тренажер берет верх и физически тянет его вниз вокруг последнего.Машина одновременно подтягивает верхнюю часть на место, впрыскивая горячий клей, чтобы зафиксировать верхнюю часть на последней. После того, как носок завершен, пояс и пятка обуви также могут быть вытянуты на место вручную или с помощью машинных процессов. После длительных операций верхняя часть вставляется в первый из туннелей на линии. Эти туннели представляют собой охлаждающие туннели, которые сжимают верхнюю часть вниз, чтобы еще сильнее прилегать к последней.
Грунтовка и цемент для обуви
Теперь обработанные верх и подошва вместе находятся на конвейерной линии, на каждый нанесено по два слоя грунтовки и цемента.После каждого нанесения детали возвращаются на линию и проходят через тепловой туннель для сушки деталей.
Когда детали полностью загрунтованы и покрыты цементом, пора соединить детали вместе. Рабочий берет в руки верх и подошву, соединяя их вместе. После того, как детали подогнаны, операция прессования обеспечивает полный контакт склеиваемых поверхностей.
Прессование подошвы
Операция прессования сжимает нижнюю, боковые стороны и пятку подошвы и верха вместе.Чтобы закрепить соединение, прочный верх с прикрепленным низом часто помещают в холодильный агрегат. После выхода из холодильной установки башмак снимается вручную или с помощью машины. В зависимости от конструкции обуви может остаться всего несколько операций. Возможный процесс заключается в том, что обувь проходит строчку от специальной крупногабаритной швейной машины, которая может прошивать резиновую подошву и весь верх.
Наконец, обувь может проходить через сушильную печь и туннель ультрафиолетового излучения, чтобы исключить возможность роста плесени во время транспортировки.
Чтобы увидеть оборудование этой обувной фабрики в действии, прочитайте главы 8, 9 и 10 книги «Как делают обувь».
Как это:
Нравится Загрузка …
Как делается кожа? — Кожа MAHI
Изготовление кожи — это длительный и технический процесс, которому необходимо следовать с точностью и осторожностью, чтобы в процессе производства каждый раз производилась высококачественная кожа с одинаковой отделкой. Процесс начнется с шкуры животного, а к концу путешествия будет кусок кожи, который можно превратить в сумку, одежду или любое другое кожаное изделие.
Узнайте больше о нашей мастерской и процессе ручной работы здесь.
СЫРЬЕ
Кожа может быть сделана из шкуры практически любого животного , включая свиней, овец, коз и крокодилов. Однако чаще всего используется шкура коровы. Побочный продукт мясной и молочной промышленности, искусство изготовления кожи использует шкуры, которые в противном случае были бы уничтожены. Скорее всего, при изготовлении кожи шкура животного превращается в красивый и полезный материал, который прослужит десятилетия.
Конечно, воспитание коровы повлияет на качество шкуры, произведенной из хорошей шкуры , дающей 80-90% выхода . Например, коровы, которые были заклеймены, подвергались множеству укусов насекомых, содержались возле заграждений из колючей проволоки или к которым применяли электрические шнуры для скота, могут иметь повреждение своей шкуры. Здесь вы обнаружите, что выход шкуры, скорее всего, составит около 60% , чтобы избежать пятен и дырок. Даже определенные диеты, включающие зерновые или гормоны роста, могут сделать шкуру более низкого качества.
Когда шкура подготовлена, с животного снимается кожа, а затем необходимо удалить плоть, что можно сделать вручную или с помощью мездрильной машины. Если вы делаете это вручную, важно, чтобы процесс шел как можно быстрее, так как материал может легко высохнуть. В конце процесса у вас должна остаться белая чистая поверхность.
На этом этапе шкуру нужно посолить или поместить в солевой раствор .Это должен быть очень большой слой соли, так как соль препятствует разложению . Если шкуру не засолить, не рассолить или не заморозить в течение нескольких часов после удаления, может начаться процесс разложения, и шкура станет бесполезной и будет потрачена впустую. Шкуры, как правило, хранят, солят и складывают так, чтобы стороны касались мякоти, и остаются солеными до тех пор, пока они не будут готовы к обработке, тогда как их следует замачивать в воде для удаления грязи или других материалов.
Если на шкуре есть волосы, их необходимо удалить с помощью химического раствора, содержащего оксид кальция .Это также можно назвать известковой ванной , и на замачивание может уйти от одного до двух дней. Этот процесс также смягчит шкуру. Если вы не хотите использовать химические вещества, волосы можно удалить аналогично тому, как удаляли плоть вручную.
После всего этого купания и замачивания шкура будет насыщена влагой, так что она набухнет, достигнет толщины около 4 мм, и ее можно будет разделить на два слоя . Это сделано для того, чтобы отдельные части шкуры можно было использовать для разных видов кожаных изделий.Верхняя часть кожаного раскола предназначена для кожаных изделий высшего качества, таких как натуральная кожа. Это связано с тем, что верхний слой имеет гораздо более плотную волокнистую структуру, что делает его более прочным. При правильном обращении этот слой делает кожу потрясающей и эластичной.
Нижний слой шкуры будет сохранен для более дешевой кожи с меньшим общим качеством, чем верхний слой. Они, как правило, используются для тонкой кожи и спилков и чаще всего используются для обуви и сумок.
ЗАГОТОВКА
Теперь, когда шкура подготовлена, второй этап процесса изготовления кожи называется дублением и превращает шкуры в кожу за счет сохранения материала и прекращения разложения.
Для этого необходимо загрузить шкуры в специальный дубильный барабан вместе со специальным раствором для дубления . Этот барабан будет содержать специальную смесь либо растительных дубильных агентов, либо смесь соли хрома .В общем, смесь для растительного дубления, которая содержит экстракты танинов, которые естественным образом содержатся в коре деревьев, дает эластичную кожу, которая обычно используется для багажа или мебели. Соли хрома создают более эластичную кожу, поэтому их обычно используют на таких товарах, как одежда или сумки. Дубление также можно комбинировать с добавлением как растительных солей, так и солей хрома — в результате кожа становится более плотной, мягкой и эластичной. В конце этого процесса к коже добавляют специальные жиры , которые помогают коже быть как прочнее, так и мягче в процессе так называемого процесса ликвации .
Отсюда необходимо удалить лишнюю влагу — обычно прикладывая высокое давление к шкурам, пропуская их через валики. После этого процесса сушки шкуры можно проверить и расположить по уровням качества, причем шкуры с дефектами имеют меньшее качество. От сорта кожи будет зависеть, для чего эта шкура будет использоваться в будущем. Шкуры, обработанные солями хрома, будут бледно-голубыми.
Затем шкуры выбриваются до заданной однородной ширины, и любая стружка может использоваться для изготовления склеенной кожи, задних сторон плитки для пола, ремней и переработанной кожи.
ПОВТОРНЫЙ ЗАГАЕР
Второй процесс дубления может повторяться снова, чтобы кожа была полностью готова к использованию по назначению. Это будет повторение с использованием либо овощной смеси, либо солями хрома (или их комбинации), и избыточная влага снова удаляется с помощью давления.
После завершения процесса дубления шкуры необходимо высушить. Эта сушка может происходить с помощью различных процессов, таких как сушка на воздухе или сушка в вакууме .Сушка шкуры на воздухе включает в себя размещение шкуры на чем-то вроде подвесного конвейера, где она будет вращаться до полного высыхания. Вакуумная сушка — это быстрый метод сушки, который достигается за счет удаления всего воздуха вокруг шкуры. Этот метод заставит шкуру немного сжаться, но оставит шкуру с гладкой и плотной текстурой.
На этапе повторного дубления можно использовать отбеливающий агент, который обеспечивает отличную основу для начала этапа окрашивания кожи.
КРАСКА Процесс окрашивания кожи — это то, что придает прекрасный цвет готовому кожаному дизайну.Это может быть что угодно, от коричневого и черного, связанного с кожей, до ярких, смелых цветов. Каждый краситель тщательно разработан с использованием высокоточной компьютерной программы, без которой было бы невозможно получить постоянный цвет каждый раз.
Фактический процесс окрашивания может быть невероятно длительным, так как шкуры необходимо добавлять в большой барабан вместе с выбранным ими красителем в течение длительного периода времени, чтобы краска впиталась. Примерно через 8 часов следует сделать надрез, чтобы убедиться, что краска полностью пропитала шкуру.В противном случае кожа будет выглядеть неоднородно. После этого кожу необходимо тщательно промыть, чтобы удалить остатки краски и химикатов. После ополаскивания шкуру следует полностью высушить.
ОТДЕЛКА
Когда процесс крашения завершен, последним этапом изготовления кожи является отделка. Это этап, на котором кожа будет обрабатываться, чтобы обеспечить ее эластичность, гибкость, которая так желательна для кожи, а также глянцевую поверхность.Отделка, которая не только защищает поверхность, но и облегчает очистку. T его этап был бы пропущен, если бы требовалась голая кожа.
Для смягчения кожи используется машина под названием staker , где кожа одновременно растягивается, и для смазки ткани будет добавлено много натуральных масел. Это растягивающее движение также сужает пористую структуру кожи. Это помогает создать более качественную отделку, желаемую потребителями.
Последний штрих — нанесение на кожу финишного спрея .Какой будет отделочный спрей, будет зависеть от желаемой отделки кожи. Например, покрытие из акрила может быть добавлено для отделки лакированной кожей , может быть добавлено перламутровое покрытие для придания перламутрового покрытия, и на этом этапе кожа может быть с тиснением с узорами . При крупномасштабном производстве кожа будет развешиваться и перемещаться через выбранную линию распыления, а затем помещаться в печь для вулканизации. После завершения кожу можно сложить в стопку, чтобы кожа не сморщилась, а затем ее можно отправить готовой для использования в производстве кожаных изделий.Однако натуральная кожа пропускает этот этап, поскольку в нем нет необходимости. Вместо этого эта кожа будет подвергнута глажке с использованием разной степени давления и нагрева до тех пор, пока не будет получен желаемый блеск.
Последним этапом процесса будет проверка качества , чтобы убедиться, что кожа имеет правильный цвет и на коже нет разрывов или дефектов. Отсюда кожу можно свернуть и отправить в готовом виде, чтобы превратить ее в качественный багаж, сумочки или любой другой кожаный аксессуар.
Тур по фабрике New Balance | Как делают обувь New Balance?
Каждая кроссовка New Balance, созданная на одной из пяти фабрик компании в Новой Англии, движется быстро, останавливаясь у каждого рабочего в среднем всего на 22,5 секунды. Но эти 22,5 секунды полны точности, как механически, так и индивидуально, поскольку New Balance по-прежнему производит более 4 миллионов кроссовок — примерно четверть от общего объема производства — из Соединенных Штатов, единственного крупного бренда кроссовок, производящего продукцию на внутреннем рынке.
Поскольку компания из Бостона продолжает расти — она планирует добавить шестую фабрику к своей конюшне в Массачусетсе и Мэне — не ожидайте, что эти 22,5 секунды уменьшатся в ближайшее время.
В то время как все пять текущих отечественных фабрик New Balance производят кроссовки, завод в Лоуренсе, штат Массачусетс, является флагманской фабрикой, расположенной над рекой Мерримак в переоборудованном здании фабрики.
Последние модели кроссовок могут быть созданы в новой штаб-квартире компании в Бостоне в трех милях от кампуса Гарварда или знаменитого Фенуэй-парка, но инженерные и производственные ноу-хау находятся на третьем по пятом этажах завода в Лоуренсе. на втором этаже фабрики и в тени четырехсторонних мельничных часов с циферблатами, крупнейшими в мире в своем роде и высотой 267 футов, уступающими только лондонскому Биг-Бену по самым высоким часам в мире.
Но эти часы не отсчитывают 22,5 секунды — это роль 220 рабочих, производящих обувь каждые несколько секунд на фабрике на втором этаже.
В то время как все пять текущих отечественных фабрик New Balance производят кроссовки, завод в Лоуренсе, штат Массачусетс, является флагманской фабрикой, расположенной с видом на реку Мерримак в переоборудованном здании фабрики.Новый баланс
Готовые кроссовки начинаются с сырья — от синтетики до резины и кожи.New Balance начинается с кожи и новейшего дополнения к заводскому цеху — раскройного станка с числовым программным управлением итальянского производителя Comelz.
Фабрика Лоуренса работает с 6:00 до 14:30. смена ежедневно, с тремя основными производственными линиями, работающими над идентичной продукцией. В последнее время классический 990v5 заполнил все три производственные линии разными размерами и цветами. Чтобы запустить процесс 990v5, на заводе нужны квартиры, набитые шкурой свиной кожи. Вот здесь и пригодится фрезерный станок с ЧПУ.
Готовые кроссовки начинаются с сырья — от синтетики до резины и кожи. New Balance начинается с кожи и новейшего дополнения к заводскому цеху — раскройного станка с числовым программным управлением итальянского производителя Comelz.Новый баланс
Каждая шкура поступает на фабрику предварительно окрашенной. Каждая шкура требует индивидуального осмотра со стороны рабочего, чтобы выявить как дефекты, так и области уникального качества. Затем машина считывает отметки, нанесенные рабочим, используя алгоритм для определения наилучшего рисунка резки на каждой отдельной шкуре, чтобы исключить использование дефектов, максимизировать размеры и использовать часть шкуры самого высокого качества, например брюшко для свиной кожи. , для правильного расположения на кроссовке.
«Резак проводит оценку шкуры, а затем сообщает машине, как ее разрезать», — говорит Мэнни Гомес, руководитель производства. «Он автоматически заполнит точки, отмеченные рабочими как проблемы, и сопоставит их с необходимыми размерами. Это очень важно для нас ».
Используя 10 камер, каждая с небольшим углом обзора, система оцифровывает рабочую область, а три лазера обеспечивают оптимальную проекцию на кожу. Затем машина режет, а рабочие собирают детали.
New Balance по-прежнему использует традиционный гидравлический резак для синтетических материалов для не кожаных частей обуви, стандартизируя процесс и разрезая более одного листа за раз.
После того, как весь материал разрезан и разделен на порции в зависимости от размера, он перемещается в участок предварительной подгонки на заводе. Для 990v5 это означает, что в процессе сборки участвуют 32 детали. В рамках 55-шагового процесса предварительная установка шаг за шагом добавляет «наворотов» к коже и синтетическим материалам, включая седла, лисицу и теплопередачу.
Большинство деталей сшиты на компьютере, что, по словам Гомеса, «доказывает ошибки», но при этом исключает вариации.
Как только все еще плоский верх будет украшен необходимыми украшениями — логотип New Balance «N» занимает от 70 до 102 стежков, например, в зависимости от размера, — обувь перемещается в заключительную часть производства.Новый баланс
Как только все еще плоский верх украшен необходимыми украшениями — логотип New Balance «N» занимает от 70 до 102 стежков, например, в зависимости от размера — обувь перемещается в заключительную часть производства.
Здесь верх соединяется с язычком, подкладкой воротника и пеной. Лисица — область, которая соединяет подошву с верхом — должна быть подготовлена. «Это критически важная высококвалифицированная операция», — говорит Гомес. «Если не правильно, то криво.”
После закрытия башмак переходит к сборке. Верх, который больше не лежит ровно, но имеет некоторую форму, начинающую напоминать обувь, оборачивается вокруг последней, механической формы из твердого пластика, имитирующей ступню. «Все начнет принимать форму последнего», — говорит Гомес. «Вы вытягиваете и растягиваете материал по последней, а затем цементируете все дно».
Затем наступает время присоединения подошвы к верху. На подошвы распыляется термоклей, а активатор вспышки активирует цемент.Затем вся обувь помещается в пресс для подошв, который включает в себя баллон, который проталкивает подошву в верх, используя цемент для фиксации двух частей вместе.
На подошвы распыляется термоклей, а активатор вспышки активирует цемент. Затем вся обувь помещается в пресс для подошв, который включает в себя баллон, который проталкивает подошву в верх, используя цемент для фиксации двух частей вместе.Новый баланс
Как только обувь проходит через пресс для подошвы, последний снимается для повторного использования, а обувь зашнуровывается, маркируется, очищается и проверяется.Он даже проходит через небольшой металлоискатель, чтобы проверить наличие нежелательного материала. После прохождения окончательного контроля качества обувь упаковывается в коробки и отправляется на продажу. В целом, это 55-этапный процесс, который занимает три часа от упаковки до упаковки.
На другой стороне цеха фабрики Лоуренса есть несколько иной процесс: полная индивидуальная производственная линия для программы NB1 компании, которая позволяет клиентам настраивать кроссовки и бейсбольные бутсы с выбранными цветами, вышитыми надписями и материалами.
«Каждая пара требует очень много времени, и требуется много навыков, чтобы создать систему, чтобы вы не ошиблись», — говорит Гомес. «Есть миллионы вариантов. Вы даже можете подобрать цвет петельки. Вы должны быть достаточно гибкими, чтобы разбираться в различных операциях ».
В здании бывшей мельницы находится не только заводской цех, но и многоуровневые инженеры и проектировщики, которые дополняют штаб-квартиру в 35 милях от отеля. И ожидайте, что новая волна производства начнется и внутри фабрики, где на одном этаже будет место для десятков 3D-принтеров от Formlabs и компьютеризированной вязальной машины Stoll, которая в конечном итоге будет производить обувь New Balance всего из двух частей: смолы, напечатанной на 3D-принтере. для конструирования подошвы и трикотажного верха, сокращая отходы и складские запасы продукции.
Как только обувь проходит через пресс для подошвы, последний снимается для повторного использования, а обувь зашнуровывается, маркируется, очищается и проверяется. Он даже проходит через небольшой металлоискатель, чтобы проверить наличие нежелательного материала. После прохождения окончательного контроля качества обувь упаковывается в коробки и отправляется на продажу. В целом, это 55-этапный процесс, который занимает три часа от упаковки до упаковки.Новый баланс
Кэтрин Петрекка, генеральный менеджер по обуви и инновационному дизайну из Лоуренса, говорит, что, владея собственными фабриками, New Balance может быстрее «внедрять новые отраслевые стандарты и повышать производительность на своих условиях.”
Это впервые произошло с TripleCell. New Balance заключила партнерство с Formlabs в Сомервилле, штат Массачусетс, в 2017 году, чтобы создать производственную систему для 3D-печати, включающую новый материал.
«Дело было не в машинах, а в материалах», — говорит старший директор по дизайну Дж. Фуллум о задержке в области 3D-печати кроссовок и новой смоле Rebound Resin, которую компания дебютировала в июне. «Нам нужна прочность и отскок. В печати нет ничего лучше Rebound Resin.
Пары 990-х с напечатанной на 3D-принтере TripleCell подошвой из Rebound Resin — фотополимерной смолы для пятки, распроданной за день после их запуска 28 июня. Ожидайте больше в сентябре, все сделано в Лоуренсе, включая новую модель TripleCell с дополнительными трехмерными элементами в передней части стопы. Затем наступает будущее New Balance с прототипами, которые уже находятся в разработке, над новым продуктом TripleCell, который, надеюсь, выйдет на рынок в 2020 году, со 100-процентной 3D-печатью подошвы и трикотажным верхом, двумя элементами, поставляемыми на заводе в Лоуренсе.
Кэти О’Брайен, менеджер по инженерным разработкам, производственным инновациям и выпускница Массачусетского технологического института, руководит созданием нового производственного участка, стремясь продемонстрировать новые технологии вязания и создания трехмерных кроссовок, а также совершенно новый способ производства кроссовок.
«Мы достигли трех целей: высокая производительность, цифровое производство и сделано в США», — говорит Фуллум. «Это достижимо».
Наши любимые кроссовки New Balance
M990GL4
Новый баланс амазонка.ком
Верх из дышащей сетки, поддерживающие кожаные накладки.
New Balance
247 Средняя
Новый баланс amazon.com
Более теплый и водостойкий верх для дождя и снега.
New Balance
Погоня Занте
Новый баланс amazon.com
Хороший баланс между малым весом и прочной амортизацией, отличное сцепление.
New Balance
890v7
Новый баланс amazon.com
Адаптивная технология и язычок со вставками обеспечивают плотное прилегание к средней части стопы.
New Balance
Маяк V2
Отличное соотношение амортизации и веса, мягкий и дышащий верх.
New Balance
Кожа и промышленность кожевенных изделий
ПРОМЫШЛЕННОСТЬ КОЖИ И ИЗДЕЛИЙ КОЖИ. Производство кожи в Северной Америке восходит к раннему европейскому заселению. Кожевенные заводы были открыты в Новой Англии, Вирджинии и средних колониях до 1650 года. Так же быстро началось производство обуви.
Кожгалантерея
Кожа и изделия из кожи были важными ремеслами до 1850 года, в них было занято 15,7% всех рабочих в обрабатывающей промышленности, причем сапожников было больше, чем рабочих в любой другой отрасли. Европейские ремесленные техники, принятые колонистами, сохранялись с небольшими изменениями в течение середины девятнадцатого века.При производстве кожи шкуры замачивали в извести и воде, а распущенные волосы соскребали. После этой очистки шкуры дубили в больших чанах за счет химического воздействия содержащей танин коры болиголова, сумаха или дуба. Отделка улучшила эластичность кожи, что позволило использовать ее в различных изделиях. Самые важные, сапоги и туфли, делались ножом, сшивали кусочки кожи, сшивали верхнюю часть кожи, формировали верх вокруг устройства в форме ступни, называемого колодкой, и пришивали подошвы к верху шилом и вощеной нитью.
Первоначально дубление производилось в небольших масштабах и часто на неполной ставке. Используя местные материалы и ориентируясь на местные рынки, он получил широкое распространение. Капитальные затраты были скромными, а навыки приобретались на собственном опыте. Кожевенные заводы в Соединенных Штатах и колонии, которые образовали их, росли вместе с населением, превысив 1000 к 1750 году, 4000 к 1810 году и 8000 к 1840 году. Ранние сапожники были широко распространены; в 1850 г. действовало более 11 000 предприятий. Седловщики и изготовители сбруи, которых в 1850 г. насчитывалось около 3 500, были одинаково распространены.В этих ремеслах гильдейской активности было мало. Хотя кожевники закрепили за собой законодательство, регулирующее их торговлю, это не имело большого эффекта.
Самыми важными изменениями в отрасли до 1850 года были организационные. Возникновение региональных кожевенных рынков привело к росту более крупных кожевенных заводов, отделению торговцев от кожевников и некоторой концентрации дубильного производства в городах, где были доступны шкуры, и в горах Катскилл в Нью-Йорке, где росли деревья болиголова. Оптовые сапожники девятнадцатого века продавали готовую обувь на региональных и все более и более национальных рынках.Чтобы поставлять обувь, они организовали «систему выпуска», при которой верхние части разрезались в центральных магазинах, выдавались женщинам, которые их шили, а затем снова выдавались мужчинам, которые занимались подошвой обуви. Эта система была сконцентрирована в Массачусетсе, где в 1850 г. работала почти половина рабочих-сапожников, на предприятиях в среднем работало тридцать семь человек. Появились новые продукты, в том числе сафьяновая и лакированная кожа, кожаные ремни, используемые для передачи энергии на фабриках, и обувь с привязкой, сделанная с использованием деревянных колышков для прикрепления подошвы к верху.За исключением системы центральных обувных магазинов, эти изменения мало повлияли на размер предприятий, которые в 1850 году в среднем насчитывали 3,8 рабочих кожевенного производства; 4.5 на шорно-седельные изделия, упряжь и другие товары; и 5,4 в производстве обуви за пределами Массачусетса.
К 1850 году уже произошла некоторая механизация вспомогательных работ, которые шлифовали кору для дубления или точили колодки для обуви. Во второй половине девятнадцатого века механизированная фабрика устранила большую часть ручного труда в кожевенной промышленности.Кожевенные и кожевенные фирмы разработали машины для снятия волос, очистки, взбивания, разделения, дубления, сушки и отделки кожи, включая механизмы с паровым приводом для подачи танина и перемешивания шкур. Химические процессы менялись медленнее. Экстракт танина заменил кору после 1890 года. Опираясь на немецкие изобретения, Август Шульц, продавец красителей из Нью-Йорка, и Мартин Деннис, получивший научную подготовку дубильщик, разработали хромовое дубление, в котором дубитель заменен на хромовую кислоту, что сокращает время дубления и преодолевает зависимость от дубильных веществ. лай.Основываясь на этих успехах, фирмы вкладывали скромные средства в промышленные исследования, химики-кожевники организовывались на национальном уровне, а университеты создавали поддерживаемые промышленностью центры исследований кожи.
Кожевничество также было механизировано, в первую очередь с помощью швейной машины, которая изначально использовалась для изготовления одежды. Впервые использовавшаяся для вышивания верха обуви в 1852 году, швейная машина повысила производительность фабрик и предприятий субподрядчиков и получила широкое распространение к 1860 году. Самая революционная машина, вышивальная машина McKay, прикрепляла верхнюю часть к подошве.Запатентованный Лайманом Блейком, производителем обуви, и разработанный Гордоном Маккеем, производителем оборудования, в 1871 году он составлял две пятых всей обуви в США, в основном на фабриках, на которых работали механизаторы и некоторые ручные рабочие. Затем последовали станки для износостойкости, каблука и отделки обуви, а также вышивальная машина Goodyear, которая дублировала сшитую вручную обувь. Швейная машина была также приспособлена для сшивания седел, сбруи, перчаток и книг.
Механизация кожевенного производства имела успех во время Гражданской войны (1861–1865 гг.), Потому что она одновременно поддерживала рост фирм по механизации, продающих на оптовых рынках, и опиралась на методы проектирования и производства машин, зародившиеся в других секторах.Основными изобретателями были кожевники, сапожники и машинисты. Фирмы по производству кожгалантереи распространяли машины, распространяли знания о конструкции машин и, таким образом, способствовали изобретениям. Патенты на производство обуви с 1860 по 1900 годы увеличились в четыре раза, и семь восьмых из них были выданы машинистам, профессиональным изобретателям и сапожникам.
По мере развития механизации фирмы увеличивались в размерах. Средняя фирма по производству кожи выросла с пяти человек в 1860 году до сорока в 1900 году и ста в 1925 году, во главе с фирмами из Массачусетса, Нью-Йорка, Пенсильвании и Висконсина.По мере роста крупных фирм многие более мелкие фирмы закрывались; 5200 кожевенных фирм в 1860 году упали до 530 в 1925 году. Обувные фирмы специализировались на фабричном производстве или изготовлении обуви на заказ и ремонте; в среднем на фабрике работало 57 рабочих в 1880 г., 89 — в 1900 г. и 141 — в 1925 г. Массачусетс оставался центром обувных фирм, фирм по производству обувного оборудования и изобретений обуви.
Фирмы по производству перчаток были несколько меньше и даже более локализованы; половина всех кожаных перчаток производилась в районе Гловерсвилля, штат Нью-Йорк, где знание местных особенностей давало огромное преимущество.Фирмы, производящие кожу и изделия из нее, никогда не достигали размеров и сложности управленческих фирм, возникающих в более капиталоемких секторах. Крупные машиностроительные фирмы сделали; Singer и United Shoe Machinery стали диверсифицированными транснациональными корпорациями, распространявшими американские технологии в Европе и других странах с конца девятнадцатого века. Рост фабрики
Таблица 1
| Занятость в кожевенной промышленности США (в тысячах) | ||||||||||
| Примечание: данные относятся к производственным рабочим, но изменение определений переписи делает точное сравнение невозможным. | ||||||||||
| ИСТОЧНИК: Переписи производства в США. | ||||||||||
| Итого, | ||||||||||
| Кожа | Сапоги | Прочие | 9214 9049040 | Производство и Обувь | Продукция | Итого | Производство | |||
| 1850 | 26 | 105 | 9% | 52 | 159 | 55 | 266 | 5,0% | ||
| 1925 | 53 | 214 | 39 | 307 | 3,7% | 3,7% | 321 | 2.6% | ||
| 1997 | 12 | 28 | 22 | 62 | 0,5% | |||||
Производство было связано с поляризацией классов и усилиями по объединению в профсоюзы. Эти усилия имели лишь ограниченный успех до 1930-х годов и Второй мировой войны (1939–1945), когда были организованы успешные профсоюзы в кожевенной и обувной промышленности.
Спад
Американская кожевенная промышленность пережила большие изменения в двадцатом веке.Рост спроса снизился. Покупка кожаной обуви на душу населения не росла с 1900 по 1987 год. Хотя общая занятость в кожевенной промышленности увеличилась вдвое с 1850 по 1954 год, доля обрабатывающих рабочих снизилась с 15,7 до 2,6 процента. Рынки технических изменений для подвесных систем, седел и промышленных ремней. Альтернативные материалы позволяют использовать кожу для изготовления изделий. Резина и пластмасса стали использоваться в подошвах и каблуках обуви. Спортивная обувь, представленная производителями резины примерно в 1900 году, с тех пор быстро стала популярной.В 1963 году DuPont представила Corfam, синтетическую кожу.
Изменение техники после Второй мировой войны улучшило оборудование и методы дубления; создавали кожу, которая была водонепроницаемой, моющейся или устойчивой к истиранию; и внедрили автоматизированное проектирование, литье под давлением и лазерную резку в производство обуви. Однако эти изменения распространялись беспорядочно и не повлияли коренным образом на производственный процесс. Автоматизация ограничивалась неоднородностью кожи и обуви.
Глобализация после 1950 года принесла радикальные изменения.В то время как в 1954 году Соединенные Штаты были в значительной степени самодостаточными как в производстве кожи, так и в производстве обуви, в следующие несколько десятилетий импорт резко вырос. Италия стала лидером в производстве качественной кожи, обуви и оборудования для их производства. Кожевенная промышленность Италии децентрализована, а сети производителей, подрядчиков, поставщиков и квалифицированной рабочей силы увеличили текучесть кадров, улучшили качество продукции и способность реагировать на изменения стиля. Наибольший рост пришелся на развивающиеся страны, являющиеся источником четырех пятых U.S. Импорт кожи и кожгалантереи к началу 2000-х гг. Этот рост основывался на передаче трудоемких технологий через субподряд и создание совместных предприятий в страны с гораздо более низкой заработной платой, более продолжительным рабочим днем, антипрофсоюзной практикой и слабым социальным и экологическим регулированием. В результате импорт кожаной обуви в США увеличился с 30 процентов пар, купленных в 1975 году, до 82 процентов в 1995 году. С 1954 по 1997 год занятость на внутреннем производстве обуви упала на 88 процентов. Спад в других кожевенных отраслях был менее серьезным; занятость в кожевенной промышленности упала на 38 процентов с 1954 по 1997 год, а в других кожевенных отраслях — на 54 процента.Когда-то ключевые ремесла, а затем важные центры индустриализации, кожевенная промышленность в основном покинула Соединенные Штаты к концу двадцатого века.
БИБЛИОГРАФИЯ
Доули, Алан. Класс и сообщество: Промышленная революция в Линне. Кембридж, Массачусетс: Издательство Гарвардского университета, 1976.
Эллсуорт, Люциус Ф. Американская кожевенная промышленность. Чикаго: Рэнд МакНалли, 1969.
Хазард, Бланш Эванс. Организация ботинок и обувной промышленности в Массачусетсе до 1875 года. Кембридж, Массачусетс: Издательство Гарвардского университета, 1921.