Какая схема производства цемента?
Учитывая, что строительный материал – цемент, разных марок, является строительным материалом, без которого невозможно ни одно строительство, многих застройщиков и покупателей интересует схема его производства и нюансы изготовления.
СодержаниеСвернуть
- Схема производства цемента
- Технологическая схема производства цемента
Схема производства цемента
Это отработанный многими десятилетиями процесс, который имеет несколько принципиально новых способов, состоящих из следующих основных этапов:
- Разработка, добыча, доставка и обогащение исходных материалов: известняковых и глиноземных пород для производства клинкера;
- Получение клинкера. Является одним самых энергозатратных, поэтому самых дорогостоящих этапов схемы производства цемента. В частности на осуществление этого этапа приходится до 75% затрат на производство цемента. В общем случае технология производства клинкера выглядит так: подготовленную смесь компонентов заливают водой, дают отстояться в течение определенного периода времени, после чего начинается термическая обработка в печах при температуре до 1 500 градусов Цельсия.

- Измельчение клинкера. На этом этапе происходит мелкодисперсное измельчение гранул клинкера и введение присадок, которые определяют специальные свойства и марку цемента. По сути это конечный этап схемы изготовления цемента, который оканчивается фасовкой данного материала в мягкие контейнеры Биг-Бены, бумажные многослойные клапанные мешки или транспортировкой в силосы для последующей реализации «навалом».

Технологическая схема производства цемента
На данный момент времени цемент изготавливается по нескольким принципиально разным технологиям, имеющим свои принципиальные преимущества и недостатки.
- Так называемый мокрый способ производства цемента, широко использующийся отечественными цементными заводами. Является самой энергозатратной. Суть схемы заключается в загрузке компонентов цемента в специальное оборудование, в водную среду. После выдержки в воде компоненты цемента поступают в мельницу, которая измельчает их в порошок.
 Полученный таким образом полуфабрикат транспортируется в специальный бассейн, корректируется по составу и в дальнейшем обжигается в специальной печи с последующим охлаждением. После контроля качества, данный продукт следует на измельчение до состояния товарного цемента;
Полученный таким образом полуфабрикат транспортируется в специальный бассейн, корректируется по составу и в дальнейшем обжигается в специальной печи с последующим охлаждением. После контроля качества, данный продукт следует на измельчение до состояния товарного цемента; - Сухая технология. Принципиальное отличие от «мокрой схемы» заключается в том что после предварительного измельчения компоненты цемента направляются в осушительные барабаны, после чего перемешиваются и проходят дополнительное измельчение в мельнице. При этом на этапе измельчения в цемент вводятся добавки и присадки. Далее полученная масса направляется на обжиг, измельчение и упаковку. Одним из преимуществ этого способа получения портландцемента можно отметить возможность использования в качестве сырья зольную пыль и прочие отходы энергетического и металлургического производства. Сухая технология исключает: многоступенчатое дробление компонентов, снижает «добывающие» и транспортные затраты, а также расширяет выбор сырья для производства цемента;
- «Полусухая» схема производства цемента.
 Данная схема отличается габаритами гранул клинкера, влажностью материала и технологией обжига. В частности масса компонентов для изготовления цемента обжигается в специальных печах «ЛЕПОЛЬ», которые при всех прочих равных условиях обеспечивают уменьшение уровня карбонизации конечного продукта на 22-23%;
Данная схема отличается габаритами гранул клинкера, влажностью материала и технологией обжига. В частности масса компонентов для изготовления цемента обжигается в специальных печах «ЛЕПОЛЬ», которые при всех прочих равных условиях обеспечивают уменьшение уровня карбонизации конечного продукта на 22-23%; - Комбинированный способ производства цемента. В этом случает, происходит органичное сочетание нескольких технологий: «мокрой» и «сухой». С ответствующими преимуществами и недостатками.
Применение передовых энергоэффективных технологий «сухого» производства цемента требует значительных капиталовложений и полного перевооружения действующего производства, невозможных в ближайшем обозримом будущем.
Цемент — Ударная активация
В статье упоминается оборудование:
ТРИБОКИНЕТИКА – 3050Мельница
от 3 990 000 Р.
Оборудование относится к разделу:
Мельницы среднего и тонкого помола, воздушные классификаторыВопросы экономии, рационального использования энергетических и материальных ресурсов, снижения издержек производства, в настоящее время приобретают особую актуальность и требуют своего грамотного решения.
Инновационные технологические схемы, позволяющие максимально полно использовать достижения научно-технического прогресса в деле оптимизированного пользования материальными и энергетическими ресурсами в строительстве, являются залогом успеха, как отдельных предприятий, так и экономики страны в целом.
Сегодня строительная индустрия является одной из крупнейших отраслей народного хозяйства, соответственно проблемы экономии ресурсов представлены здесь особенно остро. Следствием сложившейся ситуации является высокое материалопотребление отечественного строительства, его высокая себестоимость и зачастую низкое качество.
Вместе с тем, существующие методы интенсификации производства материалов строительного назначения, позволяют обеспечить существенный рост объемов полезных результатов на фоне относительной стабильности материальных затрат.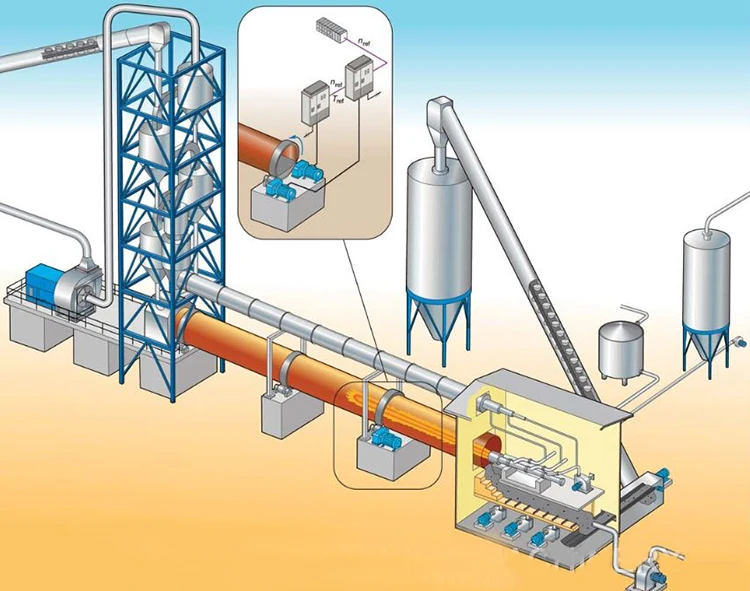
Бетонные изделия и железобетонные конструкции являются в буквальном смысле основой современного строительства. Бетон прочно занимает ведущее положение по сравнению с другими строительными материалами.
Надежность и долговечность бетонных и железобетонных конструкций, стойкость к воздействию агрессивных сред, относительно простая технология производства, возможность регулирования основных технико-эксплуатационных показателей и физико-механических характеристик, наконец, практически неисчерпаемая сырьевая база для производства вяжущих материалов и заполнителей, объясняет широкое распространение этого материала и позволяет рассматривать бетон как основной компонент капитального строительства не только настоящего, но и будущего.
И все же, несмотря на многие замечательные качества и доступность сырьевых компонентов, бетон относиться к весьма энергоемким строительным материалам. При этом наиболее дорогостоящим компонентом бетона является цемент. И хотя цемент — это дорогой и дефицитный материал, его перерасход в строительстве поистине огромен.
Так, использование песчано-гравийных смесей без корректировки фракционного состава вызывает перерасход цемента до 100 кг/м3. Только при таком расходе цемента удается получить запроектированную марку бетона по прочности и обеспечить нужную пластичность бетонной смеси. Зачастую, только для ускорения набора распалубочной прочности бетона на предприятиях ЖБИиК расход цемента увеличивают на 20-25 % от количества достаточного для получения материала заданной прочности. Низкая изначальная активность цемента, либо ее катастрофическое снижение в результате неправильного складирования, небрежного транспортирования и частых перегрузок, так же вызывает его перерасход.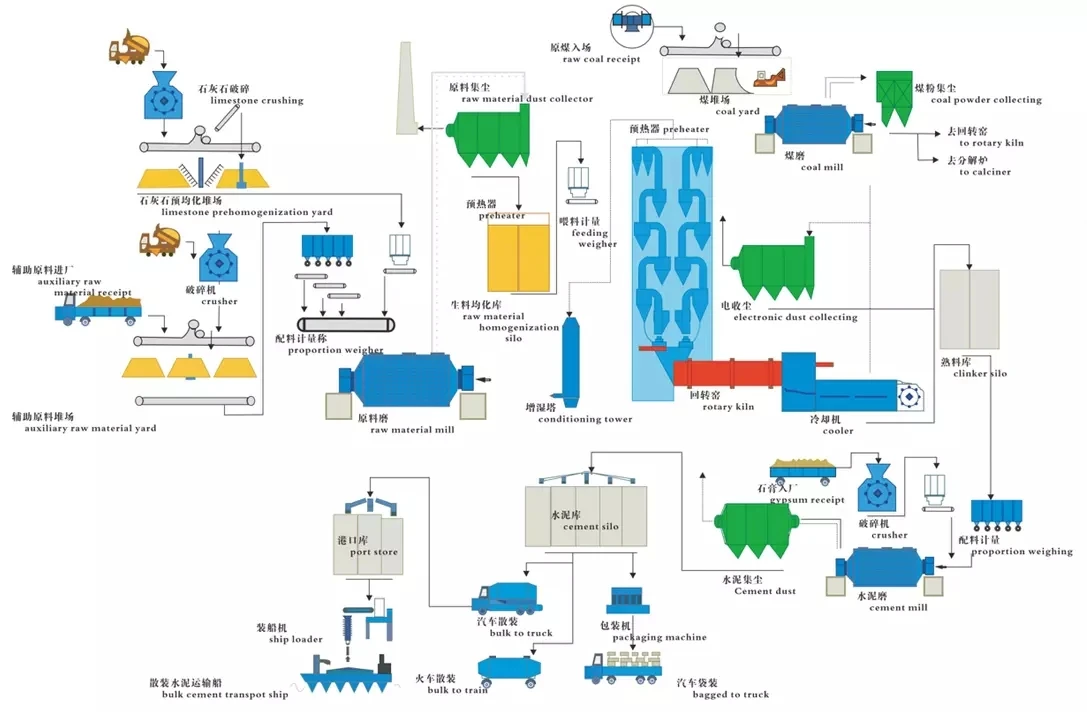
Принимая во внимание, что на фоне настоятельной необходимости снижения удельного расхода дорогостоящих компонентов, современное строительство особенно остро нуждается в высокопрочных, быстротвердеющих бетонах, становиться совершенно очевидно, что практического воплощения ресурсосберегающих технологий не возможно без проведения целого комплекса работ по увеличению активности цемента и снижению его расхода в строительстве.
Хорошо известно, что основные свойства цемента, в том числе его, активность и скорость твердения, определяются не только химическим и минералогическим составом клинкера, формой и размерами кристаллов алита и белита, наличием тех или иных добавок, но и, в большей степени, тонкостью помола продукта, его гранулометрическим составом, а также формой частичек порошка.
Существует богатый научно-производственный опыт получения высокоактивных, быстротвердеющих цементов путем домола рядового цемента. Большое число исследований посвященных данной проблеме было провидено советскими учеными в 50-60 годах прошлого века. Тогда же был заложен фундамент сегодняшних знаний о теории и практике увеличения полезных свойств минеральных вяжущих веществ. Были исчерпывающе полно изучены особенности производства и применения цементов повышенной активности, разработаны рекомендации для их изготовления, с учетом минералогического состава цементного клинкера, оптимальных дозировок гипса, необходимой тонкости помола, возможности введения минеральных добавок и целого ряда других параметров.
Тогда же был заложен фундамент сегодняшних знаний о теории и практике увеличения полезных свойств минеральных вяжущих веществ. Были исчерпывающе полно изучены особенности производства и применения цементов повышенной активности, разработаны рекомендации для их изготовления, с учетом минералогического состава цементного клинкера, оптимальных дозировок гипса, необходимой тонкости помола, возможности введения минеральных добавок и целого ряда других параметров.
Вопросам производства и промышленного применения активированных цементов занимались такие известные Советские ученые как Б.Г. Скрамтаев, В.Н. Юнг, С.М. Рояк, Ю.М. Бутт, А.Е. Шейкин, Г.М. Рущук, М.И. Стрелков и многие другие. Несмотря на то, что результаты работ отдельных ученых и целых научных школ несколько отличались друг от друга, в обобщенном виде их можно представить следующим образом. Клинкер для производства высокоактивных цементов должен содержать повышенное количество быстротвердеющих клинкерных минералов. Оптимальная дозировка гипса зависит от минералогического состава клинкера, тонкости его помола, содержания стекловидной фазы и т. д. Тонкость помола быстротвердеющих высокоактивных цементов должна быть выше, нежели у рядовых цементов.
д. Тонкость помола быстротвердеющих высокоактивных цементов должна быть выше, нежели у рядовых цементов.
На основании полученных результатов, в короткое время было разработано необходимое технологическое оборудование средней и малой мощности, предназначенное для домола рядового цемента. Началось активное внедрение технологии активации на предприятиях по выпуску бетонных изделий и конструкций. Количество вибропомольных узлов стремительно росло, но спустя короткое время интерес к активации цемента постепенно начал угасать вплоть до практически полного забвения. Более того, тема изготовления быстротвердеющих, высокоактивных вяжущих материалов, на заводах ЖБИ, то есть в непосредственной близости от места изготовления бетона, была закрыта настолько плотно, что несколько десятилетий академическая наука к ней серьезно не возвращалась.
Началось активное внедрение технологии активации на предприятиях по выпуску бетонных изделий и конструкций. Количество вибропомольных узлов стремительно росло, но спустя короткое время интерес к активации цемента постепенно начал угасать вплоть до практически полного забвения. Более того, тема изготовления быстротвердеющих, высокоактивных вяжущих материалов, на заводах ЖБИ, то есть в непосредственной близости от места изготовления бетона, была закрыта настолько плотно, что несколько десятилетий академическая наука к ней серьезно не возвращалась.
Но как могло произойти, что перспективнейшее направление, обещающее многомиллионную экономию и кардинальное улучшение основных характеристик цемента, после того как были получены впечатляющие результаты, налажен промышленный выпуск оборудования, запущены экспериментальные участки, и крупнотоннажные производства было совершенно забыто?
Причина этого, казалось бы, парадоксального факта на наш взгляд заключается в экономической несостоятельности предлагаемого метода активации, которая обусловлена неверно выбранным способом измельчения цементного зерна. Или иными словами многочисленные попытки внедрения активации цемента на местах его использования, не привели к желаемым результатам, так как эффект повышения вяжущих свойств цемента не покрывал расходов на ее осуществление.
Или иными словами многочисленные попытки внедрения активации цемента на местах его использования, не привели к желаемым результатам, так как эффект повышения вяжущих свойств цемента не покрывал расходов на ее осуществление.
Для того чтобы понять насколько, практическая эффективность активации цемента зависит от требуемой дисперсности продукта и выбранного типа помольного механизма, необходимо коротко остановиться на основных способах измельчения твердых тел.
Итак, под измельчением твердых тел мы понимаем направленное уменьшение их первоначальных размеров в результате механического или иного воздействия. В производстве цемента применяется измельчение или диспергирование (от лат. dispergo — рассеиваю, рассыпаю) твердых тел, приводящее к образованию дисперсных систем или порошков. Разрушение твердых тел может производиться различными способами, наиболее распространенные из них представлены на рисунке 1.
Рис. 1.
Обычно в размольных машинах или мельницах, разрушение твердого тела происходит несколькими способами в результате комбинированного воздействия, но преобладающим является один или два способа. Исходя из физических свойств твердого тела, соответственно выбирается и наиболее оптимальный способ его разрушения. Однако помимо физических свойств материала, на выбор механизма измельчения, реализующего наиболее оптимальный способ разрушения, оказывает влияние исходный размер твердого тела и в большей степени требуемый размер частиц продукта измельчения.
Исходя из физических свойств твердого тела, соответственно выбирается и наиболее оптимальный способ его разрушения. Однако помимо физических свойств материала, на выбор механизма измельчения, реализующего наиболее оптимальный способ разрушения, оказывает влияние исходный размер твердого тела и в большей степени требуемый размер частиц продукта измельчения.
Именно требования к дисперсности продукта имеют определяющее значение, при выборе типа помольного оборудования и соответственно способа измельчения.
Для примера иллюстрирующего зависимости наиболее рационального, а значит и наименее энергозатратного способа измельчения от исходного размера материала, можно привести следующую зависимость: для среднего и крупного измельчения твердых тел используется раздавливание, раскалывание, изгиб, реже удар (дробилки конусные, щековые, валковые, роторные). В то время как для тонкого измельчения, преимущественно используется истирание и удар, либо комбинация этих двух способов (шаровые мельницы различного способа побуждения мелющих тел, струйные мельницы, дезинтеграторы). Исходя из вышесказанного, напрашивается вывод, что при неизменных физических свойствах твердого тела наиболее оптимальный способ разрушения может меняться в зависимости от размера измельчаемой частицы. Если один способ измельчения оправдан при получении частиц относительно большого размера, совершенно не очевидно, что этот же способ окажется эффективным при ее дальнейшем разрушении. Напротив, практика использования помольно-дробильного оборудования в различных областях производственной деятельности, показывает, что для максимально эффективного измельчения при минимальном расходе энергии, с изменением объема или линейных размеров частицы, необходима и смена самого способа измельчения.
Исходя из вышесказанного, напрашивается вывод, что при неизменных физических свойствах твердого тела наиболее оптимальный способ разрушения может меняться в зависимости от размера измельчаемой частицы. Если один способ измельчения оправдан при получении частиц относительно большого размера, совершенно не очевидно, что этот же способ окажется эффективным при ее дальнейшем разрушении. Напротив, практика использования помольно-дробильного оборудования в различных областях производственной деятельности, показывает, что для максимально эффективного измельчения при минимальном расходе энергии, с изменением объема или линейных размеров частицы, необходима и смена самого способа измельчения.
Существует четкая зависимость между размером частицы и расходом энергии на ее разрушение. Измельчение требует затрат энергии тем больше, чем выше требуемая степень измельчения. Данная зависимость приобретает особенную наглядность при работе с высокодисперсными системами, к которым относиться и цементный порошок.
Все твердые материалы, характеризуются присущим им сопротивлением разрушению, причем на разных ступенях тонкого измельчения сопротивление разрушению может существенно различаться. Так, при помоле цемента в шаровой мельнице до удельной поверхности 3000-3500 см2/г, ее прирост практически пропорционален затраченной работе. Однако, при более высоких степенях измельчения, дальнейший прирост удельной поверхности сопровождается повышенным расходом энергии, эффективность измельчения снижается.
Таким образом, с точки зрения оптимального соотношения количества затрачиваемой энергии, способа измельчения и дисперсности получаемого продукта, показатель удельной поверхности 2500-3000 см2/г объективно является предпочтительным. Обычно цементный порошок домалывается до означенной цифры и не более того. Происходит это потому, что даже с учетом увеличения активности цемента, повышения его марки, дальнейший помол с использованием преимущественно истирающего способа измельчения попросту экономически не выгоден.
В работах по активации цемента путем его домола, в основном применяются однокамерные барабанные и вибрационные шаровые мельницы, малой и средней мощности. То есть, для активации цемента используется помольное оборудование, энергоэффективность которого значительно уступает многокамерным барабанным мельницам большой производительности, используемым на цементных заводах. Эксплуатация высокопроизводительного помольного оборудования, применение воздушных сепараторов и замкнутого цикла производства цемента, теоретически обоснованное и подтвержденное многолетней практикой «золотое» соотношение между потенциальными возможностями мельниц данного типа, расходом энергии и оптимальной тониной помола, позволяют цементным заводам выпускать большие объемы рядового цемента при достаточно высоком уровне рентабельности.
Совершенно иная ситуация наблюдается при попытках провести активацию цемента с использованием однокамерных шаровых или вибрационных мельниц, небольшой производительности. Данный класс помольного оборудования в целом характеризуется достаточно низким коэффициентом полезного действия, непосредственно на образование новых поверхностей затрачивается не долее 8-10% от всей подводимой энергии. Удельная производительность (в кг/час) на 1кВт эффективной мощности многокамерных шаровых мельниц, эксплуатируемых на цементных заводах существенно выше, нежели у помольного оборудования малой мощности.
Удельная производительность (в кг/час) на 1кВт эффективной мощности многокамерных шаровых мельниц, эксплуатируемых на цементных заводах существенно выше, нежели у помольного оборудования малой мощности.
Таким образом, основное несоответствие между поставленной задачей и средствами для ее решения становиться очевидным. Высокопроизводительное помольное оборудование используется для получения больших объемов цемента средней активности, когда затраты энергии пропорциональны увеличению удельной поверхности порошка. В то же время, домол цемента для повышения его активности с применением измельчительного оборудования, характеризующегося крайне низким коэффициентом полезного действия, предполагает увеличение удельной поверхности порошка сверх энергетического оптимума для данного способа измельчения.
Потенциальные возможности энергоэффективного измельчения цементного зерна методом истирания, оказываются исчерпаны уже на рубеже удельной поверхности в 3000 см2/г. Получение цементного порошка большей дисперсности с использованием однокамерных шаровых мельниц открытого цикла, в условиях действующих предприятий ЖБИ попросту экономически не выгодно и бесплодные, хотя и многочисленные, попытки внедрения данной технологии в производство бетона лишний раз подтверждают это заключение.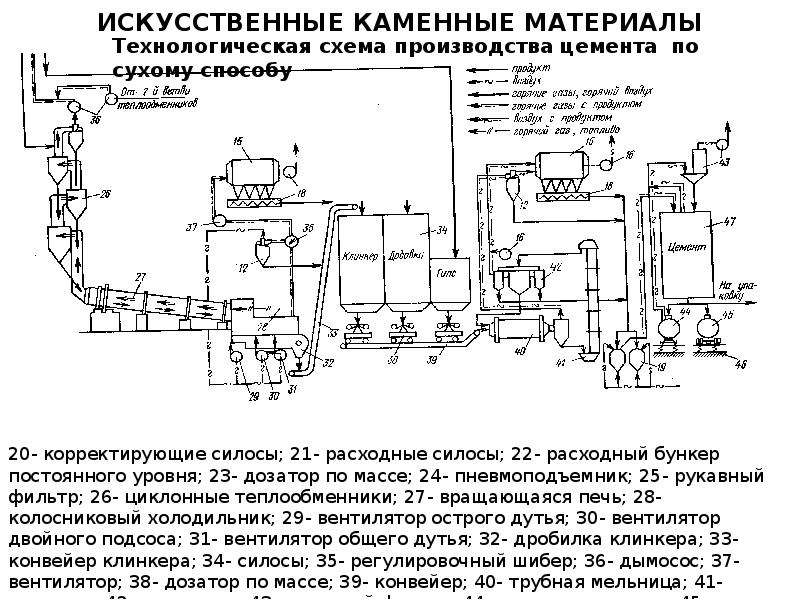
Именно из-за несоответствия между результатами активации с затратами на ее осуществление перспективное направление было закрыто на десятки лет, даже сегодня «классическое» бетоноведение с большой настороженностью относиться к вопросу увеличения активности цемента на местах его использования. Так, много надежд было связанно с «построечной» активацией цемента, что чувство разочарования от ее неудачного внедрения ощущается до сих пор.
Но неверной была вовсе не сама идея активации, а ее исполнение, аппаратное обеспечение и т.д. Результаты исследований высокоактивных цементов, производственная практика изготовления бетона с использованием быстротвердеющего цемента, наконец, сотни научных работ, авторами которых являются наиболее авторитетные представители отечественной науки, доказывают перспективность и даже насущную необходимость продолжения работ в данном направлении естественно с учетом прошлого опыта и новых знаний.
Так что же встало на пути перспективной технологии, какие проблемы не удалось решить инженерам и технологам, занятым в работах по активации цемента?
Проблема первая состоит в том, что однокамерные шаровые мельницы, используемые в работах по активации цемента по основным экономическим, эксплуатационным и техническим показателям проигрывают оборудованию аналогичного назначения, но большей мощности.
Для получения высокоактивного быстротвердеющего цемента необходимо, в том числе увеличить тонину помола рядового цемента. Но используемые в работах по активации шаровые мельницы малой мощности, серьезно проигрывали в части себестоимости помола измельчительному оборудованию, эксплуатируемому на цементных заводах. Попытки увеличить показатели удельной поверхности цементного порошка, оборачиваются снижением и без того небольшой производительности маломощных мельниц-активаторов и вызывают катастрофический расход энергии на получение продукта заданной дисперсности. Казалось бы, разорвать замкнутый круг невозможно. С одной стороны дисперсность продукта требуется большая, чем у рядового цемента, а с другой стороны мельницы-активаторы в принципе не могут соперничать с высокопроизводительным оборудованием цементных заводов в плане себестоимости помола. Но выход из создавшейся ситуации все же есть. Если способ истирающего измельчения, реализуемого шаровыми мельницами, по целому ряду причин не подходит для получения большей тонины помола цементного порошка, то нужно применить другой способ измельчения!
Сырьевые материалы, используемые при изготовлении цемента, характеризуются высокой прочностью на сжатие и относительно малой прочностью на изгиб. Прочность цементного зерна при сжатии в 6-12 раз больше его же прочность при изгибе, растяжении, сдвиге. В шаровых мельницах зерна цементного порошка подвергаются преимущественно действию сжимающих сил с двух сторон, в результате воздействия сжимающих сил в зернах материала возникают напряжения, приводящие к разрыву с образованием более мелких частиц. Такой способ измельчения реализуется в шаровых мельницах различного способа побуждения мелющих тел. До определенной тонины помола данный способ вполне оправдан, так как площадь новообразованных поверхностей прямо пропорциональна затраченной работе. Но с увеличением удельной поверхности порошка расход энергии возрастает, а прирост удельной поверхности замедляется. После достижения определенной тонины помола, способ измельчения цементного зерна методом сжатия- истирания, уже, не является оптимальным.
Прочность цементного зерна при сжатии в 6-12 раз больше его же прочность при изгибе, растяжении, сдвиге. В шаровых мельницах зерна цементного порошка подвергаются преимущественно действию сжимающих сил с двух сторон, в результате воздействия сжимающих сил в зернах материала возникают напряжения, приводящие к разрыву с образованием более мелких частиц. Такой способ измельчения реализуется в шаровых мельницах различного способа побуждения мелющих тел. До определенной тонины помола данный способ вполне оправдан, так как площадь новообразованных поверхностей прямо пропорциональна затраченной работе. Но с увеличением удельной поверхности порошка расход энергии возрастает, а прирост удельной поверхности замедляется. После достижения определенной тонины помола, способ измельчения цементного зерна методом сжатия- истирания, уже, не является оптимальным.
С увеличением требований к тонине помола цементного порошка, существенное уменьшение затрат энергии могут дать лишь те способы, при которых материалы измельчались бы под влиянием прямых сдвигающих, разрывающих воздействий на них, а не в результате первоначально сжимающих сил.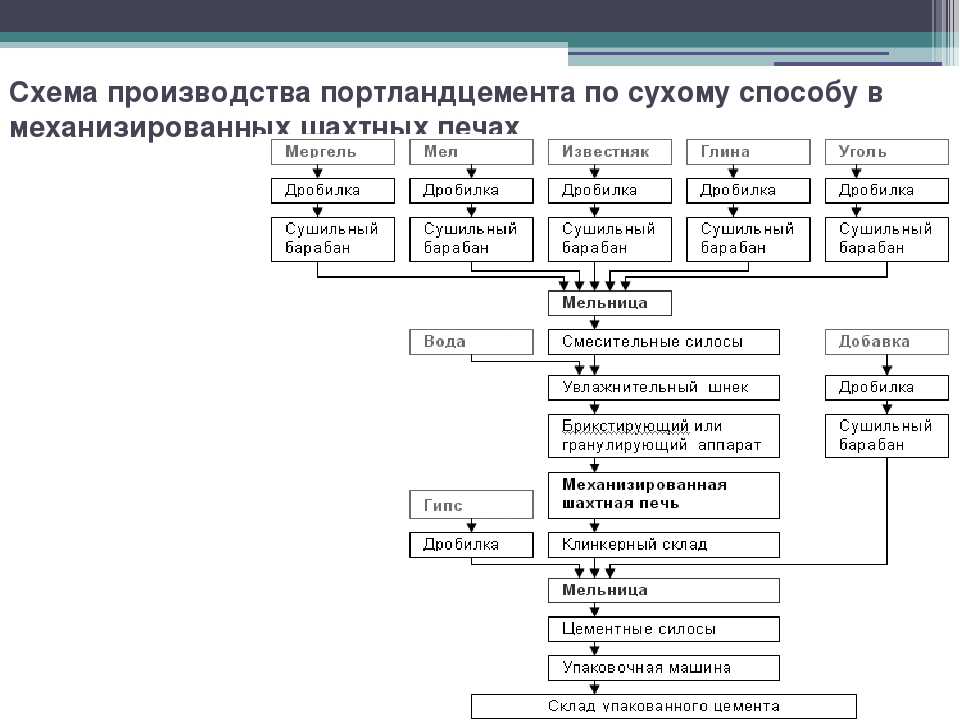 В струйных мельницах и дезинтеграторах цементные зерна измельчаются почти исключительно путем свободного удара о помольные органы и (или) взаимного соударение в воздушном потоке, при их движении. Совокупность таких воздействий вызывает быстрое разрушение цементных зерен по местам структурных дефектов и позволяет получать продукт, характеризуемый оптимальным гранулометрическим составом и осколочной формой частиц.
В струйных мельницах и дезинтеграторах цементные зерна измельчаются почти исключительно путем свободного удара о помольные органы и (или) взаимного соударение в воздушном потоке, при их движении. Совокупность таких воздействий вызывает быстрое разрушение цементных зерен по местам структурных дефектов и позволяет получать продукт, характеризуемый оптимальным гранулометрическим составом и осколочной формой частиц.
Принимая во внимание, что наиболее перспективным направлением снижения материальных и энергетических затрат при активации цемента является понижение энергоемкости самого процесса измельчения, использование агрегатов свободного удара — дезинтеграторов и струйных мельниц, может рассматриваться как практически безальтернативный способ повышения вяжущих свойств и снижения расхода цемента в производстве изделий из бетона. Применение помольного оборудования ударного действия позволяет получать вяжущие вещества и наполнители при минимальных затратах.
Проблема вторая заключается в самой необходимости более тонкого помола цементного порошка. Тонкий помол материала является наиболее энергозатратным, а значит и дорогостоящим переделом в производстве цемента, до 70% затрат приходиться именно на помол. В себестоимости активации, помол также является основной статьей расходов.
Тонкий помол материала является наиболее энергозатратным, а значит и дорогостоящим переделом в производстве цемента, до 70% затрат приходиться именно на помол. В себестоимости активации, помол также является основной статьей расходов.
Но так ли необходимы высокие показатели удельной поверхности цемента? Имеются ли способы получения высокоактивного цемента без существенного увеличения тонины помола? Такие способы существуют, они хорошо известны и активно применяются уже не один десяток лет.
Выше мы отмечали, что по данным исследований, повышение тонкости помола, это действенный способ увеличения прочности цемента и скорости его твердения. Но увеличение удельной поверхности цементного порошка, как и его активность, нельзя рассматривать в отрыве от гранулометрических показателей высокодисперсной системы, которой и является цемент.
Так как различные фракции цементного порошка по-разному влияют на прочность цементного камня, и на скорость его твердения, целый ряд исследователей рекомендует характеризовать активность цемента не только по удельной поверхности порошка, но и по зерновому составу. Многочисленные исследования, проводившиеся как в нашей стране, так и за рубежом, позволили установить зависимость между количеством зерен определенного размера прочностью и скоростью твердения цемента. На основании работ, А. Н. Иванова-Городова было установлено, что равномерное и быстрое твердение цемента достигается при следующих зерновых составах:
Многочисленные исследования, проводившиеся как в нашей стране, так и за рубежом, позволили установить зависимость между количеством зерен определенного размера прочностью и скоростью твердения цемента. На основании работ, А. Н. Иванова-Городова было установлено, что равномерное и быстрое твердение цемента достигается при следующих зерновых составах:
зерен мельче 5 мкм — не более 20 %, зерен размерами 5-20 мкм — около 40-45 %, зерен размерами 20-40 мкм — 20-25 %, а зерен крупнее 40 мкм — 15-20 %. Правильно сформированный гранулометрический состав, позволяет получать высокоактивный быстротвердеющий цемент при абсолютно рядовых показателях его удельной поверхности.
Изменение дисперсности цементного порошка при его помоле происходит на фоне изменения и его гранулометрического состава. Однако, соотношение различных фракций близкое к оптимальному при помоле в шаровой мельнице, достигается при получении относительно высоких показателей удельной поверхности, в то время как при использовании дезинтеграторов, струйных мельниц и других агрегатов ударного измельчения, оптимизация гранулометрических показателей происходит без существенного изменения дисперсности продукта.
На основании многочисленных исследований было установлено, что гранулометрический состав продукта измельчения зависит от типа помольного механизма. Готовый продукт, полученный с использованием шаровых мельниц, характеризуется широким зерновым составом, а его частицы имеют окатанную форму. Разнообразный зерновой состав представлен как очень тонкими частицами размером (менее 5 мкм), так и относительно крупными частицами (более 60 мкм), содержание которых, даже в высокомарочных цементах, достаточно высоко. В то же время для ударного измельчения с применением дезинтеграторов и струйных мельниц характерно получение материала узкой гранулометрии, когда зерновой состав цементного порошка близок к оптимальному.
Возможности гранулометрического «обогащения» цементного порошка, наглядно демонстрирует представленная таблица. Повышение активности цемента после дезинтеграторного помола в отличие от материала, измельченного на шаровой мельнице, достигается при более низких показателях удельной поверхности. Таким образом, тонкий помол с получением цементного порошка высокой дисперсности, как наиболее энергонапряженный процесс активации, может быть успешно заменен корректировкой гранулометрического состава.
Таким образом, тонкий помол с получением цементного порошка высокой дисперсности, как наиболее энергонапряженный процесс активации, может быть успешно заменен корректировкой гранулометрического состава.
| Наименование материала | Удельная поверхность, см2/г | Содержание, %, фракций, мкм | Предел прочности при сжатии, МПа, через 28 суток | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ?5 | ?10 | ?20 | ?30 | ?40 | ?50 | ?60 | более 60 | |||
| Исходный цемент | 2250 | 11,07 | 8,25 | 14,64 | 17,97 | 16,66 | 13,5 | 9,36 | 8,55 | 39,5 |
| Активированный цемент, домолотый на шаровой мельнице | 3200 | 15,32 | 7,11 | 12,54 | 20,51 | 19,62 | 15,03 | 6,52 | 3,35 | 50,9 |
| Активированный цемент, домолотый на измельчителе-дезинтеграторе | 2800 | 12,84 | 15,22 | 29,67 | 24,13 | 10,58 | 5,37 | 2,19 | — | 51,3 |
Еще одним действенным способом увеличения активности цемента без существенного изменения его дисперсности, является изменение формы цементного зерна при его помоле. В зависимости от типа помольного механизма существенно изменяется форма цементного зерна. Так, форма частиц цемента осколочной «щебеночной» формы с острыми углами и сильно развитой конфигурацией взаимодействует с водой более интенсивно, в отличие от частиц цемента округленной, галькообразной формы.
В зависимости от типа помольного механизма существенно изменяется форма цементного зерна. Так, форма частиц цемента осколочной «щебеночной» формы с острыми углами и сильно развитой конфигурацией взаимодействует с водой более интенсивно, в отличие от частиц цемента округленной, галькообразной формы.
При равных показателях удельной поверхности, равном содержании частиц цемента размерами 0-20 мкм, одинаковом химическом составе прочность цементного камня, состоящего из частиц осколочной формы, будет выше, нежели прочность цементного камня, состоящего из частиц округлой формы. Соответственно, и скорость твердения портландцемента с осколочной формой частиц выше, чем с округленной формой. Исследования Ю.И. Дешко, В.И. Акунова, В.Л. Панкратова и д.р. (НИИЦемент) показали, что при измельчении цементного клинкера в струйной мельнице получаются цементы, активность которых на 7.5-15 МПа выше активности цементов той же тонкости помола, но измельченных в шаровой мельнице.
Существующая зависимость формы цементного зерна от типа помольного агрегата позволяет сделать выводы о наиболее предпочтительном способе разрушения цементного зерна, обеспечивающем получение частиц осколочной формы.
Таким образом, ударное измельчение цементного порошка позволяет существенно повысить его физико-химическую активность наиболее рациональным способом, в большей мере за счет корректировки гранулометрического состава, изменения формы зерна.
Заключение:
Сегодня, когда существующие модели помольного оборудования позволяют реализовать наиболее энергопродуктивные способы измельчения, идеи активации цемента на предприятиях ЖБИ получают второе рождение. Ударное дезинтеграторное измельчение, оптимизация гранулометрического состава цементного порошка, позитивные изменения формы цементного зерна, являются инструментами экономически оправданной активации. Объединение результатов фундаментальных исследований 50-60 годов и современной концепции рационального использования энергоресурсов, вполне возможно, если решить две основные проблемы которые и явились препятствием к реализации технологии активации рядового цемента на местах его использования.
А.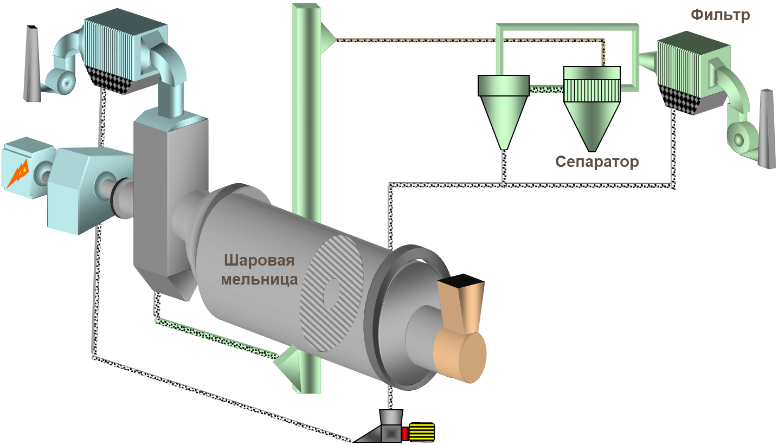 Б. Липилин, главный инженер МП «ТЕХПРИБОР»
Б. Липилин, главный инженер МП «ТЕХПРИБОР»
М.В. Векслер, инженер, ведущий специалист МП «ТЕХПРИБОР»
Н.В. Коренюгина, главный технолог МП «ТЕХПРИБОР»
Список литературы:
- Ю.М. Бутт «Быстротвердеющий портландцемент», Сборник трудов по химии и технологии силикатов. Москва.1957. С. 199
- А.В. Волженский «Минеральные вяжущие вещества», Учеб. для вузов.- 4-е изд. Стройиздат.1986. С. 186-201.
- И.А. Хинт «Основы производства силикальцитных изделий», Госстройиздат.1962. С.503.
- А.В. Волженский, Л.Н. Попов «Смешанные портландцементы повторного помола и бетоны на их основе», Государственное издательство литературы по строительству, архитектуре и строительным материалам. 1961. С. 107.
исследователей Джорджтауна стремятся очистить производство цемента в США с помощью политических решений для технологической модернизации | Джорджтаунский колледж
11 февраля 2022 г.
Опубликовано в новости | Метки: Факультет, Физика, Исследования, Студент
Группа исследователей из Джорджтауна из разных дисциплин сотрудничает, чтобы изучить набор технологических решений и политических предложений, которые могут значительно сократить углеродный след цементной промышленности. Ведущий исследователь Анкита Ганготра, научный сотрудник с докторской степенью, работала с Эмануэлой Дель Гадо, профессором кафедры физики, и Джоанной И. Льюис, профессором Школы дипломатической службы и директором Департамента науки, технологий и международного сотрудничества. Программа дел (STIA). Должность Ганготры — первая постдокторская стипендия в Джорджтауне, которая охватывает физический факультет и школу дипломатической службы.
Ведущий исследователь Анкита Ганготра, научный сотрудник с докторской степенью, работала с Эмануэлой Дель Гадо, профессором кафедры физики, и Джоанной И. Льюис, профессором Школы дипломатической службы и директором Департамента науки, технологий и международного сотрудничества. Программа дел (STIA). Должность Ганготры — первая постдокторская стипендия в Джорджтауне, которая охватывает физический факультет и школу дипломатической службы.
Производство цемента в Соединенных Штатах в среднем создает больше выбросов CO 2 на тонну, чем в сопоставимых странах. Несмотря на снижение интенсивности выбросов CO 2 на 18% с 1990 г., американские выбросы CO 2 на тонну цемента на 20-30% выше, чем в Китае, Индии и Европейском Союзе. Это огромная проблема, усугубляемая как спросом на цемент, так и ожидаемым ростом населения. В настоящее время цемент и бетон являются вторым наиболее используемым ресурсом в мире после воды. Ожидается, что к 2060 году глобальный спрос на цемент почти удвоится из-за роста населения и продолжающейся урбанизации.
«В Соединенных Штатах большой потенциал, — говорит Ганготра. «Чтобы обновить наши технологии. Сделать их более экологичными и поддержать цементный сектор, сделав его более конкурентоспособным на внутреннем и международном рынках по мере роста спроса на продукцию с низким содержанием углерода».
В то время как ведется захватывающая теоретическая работа над новыми и более экологичными цементами, команда Ганготры предлагает краткосрочные адаптации, которые уже широко используются в остальном мире.
Замена материала
Чтобы сократить выбросы углерода, команда сосредоточилась на увеличении производства смешанных цементов в Соединенных Штатах. Около 83% выбросов CO 2 от цемента приходится на производство клинкера, основного связующего вещества в цементе. Уменьшение общего количества клинкера и замена его другими материалами снижает загрязнение окружающей среды и снижает углеродный след всего процесса производства цемента. Среднее содержание клинкера в цементе, производимом в США, составляет 88% по сравнению с 64-76% в Китае, Индии и Европейском Союзе. Для Ганготры и ее команды замена клинкера — простой шаг с относительно низкими затратами.
Для Ганготры и ее команды замена клинкера — простой шаг с относительно низкими затратами.
Энергоэффективность
Тепловая и электрическая энергия составляют, соответственно, 40 % и 10 % выбросов цемента CO 2 . Вообще говоря, тепловая энергия необходима для нагревания сырья в процессе производства, а электрическая энергия необходима для преобразования этих материалов посредством дробления и смешивания. Учитывая, что средний возраст предприятий по производству цемента в Соединенных Штатах выше, чем в сопоставимых странах, особенно в Индии и Китае, модернизация предприятий может снизить выбросы CO 2 выбросы за счет комбинированного теплового и электрического КПД.
«Простое развертывание этих базовых технологий, чтобы вывести нас на один уровень с другими крупными производителями цемента в мире, может позволить Соединенным Штатам добиться значительного единовременного сокращения выбросов CO 2 от годового внутреннего производства цемента», Ганготра. говорит.
говорит.
Чтобы добиться существенных изменений в цементной промышленности, команда Ганготры проанализировала несколько политических рычагов, включая стандарты эффективности, финансовые стимулы, политику государственных закупок и отраслевые соглашения, которые необходимо реализовать. Хотя команда признает, что добиться политических изменений в Соединенных Штатах непросто, это может быть осуществимо немедленно и может принести значительные краткосрочные выгоды.
В марте Ганготра представит работу своей команды на собрании Американского физического общества 2022 года. Документ об этом исследовании в настоящее время находится на рассмотрении.
Инновации в цементе и бетоне: GCCA
Ключевым приоритетом GCCA является поддержка и ускорение инноваций в секторе цемента и бетона с важной целью повышения устойчивости и снижения выбросов CO 2 . Мы намерены содействовать исследованиям и развивать партнерские отношения с ключевыми заинтересованными сторонами (в том числе для исследований, финансирования и защиты интересов).
ПОСЛЕДНЯЯ — GCCA запускает Innovandi — Global Cement and Research Network — ПОСЛЕДНЯЯ
Ключевые области инноваций, которые мы намерены исследовать, включают:
Знаете ли вы?
Бетон на сто процентов пригоден для повторного использования. Все его компоненты подлежат вторичной переработке.
- Инновации в производстве цемента – уже реализованы постоянные инновации, такие как более высокая эффективность печи и энергоэффективность, и многие интересные проекты находятся в стадии реализации. Однако в связи с необходимостью соблюдения Парижского соглашения в настоящее время основное внимание уделяется прорывным технологиям, таким как CCUS и электрификация процессов. Современные цементные заводы сегодня работают на теоретическом пределе эффективности или близки к нему, и поэтому развертывание CCUS представляется важной технологией в краткосрочной и среднесрочной перспективе для достижения будущих целей глобального изменения климата.
- Инновационные цементы, включая как новые заменители клинкера, так и новые виды клинкера – много интересных подходов в разработке и ожидается ли, что в среднесрочной перспективе новые вяжущие материалы и системы будут развиваться и выходить на рынок для нишевые продукты.
- Инновации в сфере бизнеса и услуг во всей цепочке создания стоимости, включая оцифровку и BIM.
Технологические документы CSI/ECRA за 2017 год обобщают ожидаемые разработки в основных технологических областях, таких как эффективность использования тепловой и электрической энергии, снижение содержания клинкерного цемента, новые вяжущие материалы, CO 2 сбор и хранение CO 2 использование.
По мере развития нашего веб-сайта в этом разделе будут публиковаться обновления последних результатов исследований со ссылками на ключевые исследования, проекты и разработки.
Ниже вы можете найти несколько ссылок на ряд проектов, в которых используются инновации для решения важных задач в отрасли:
- Ссылки на проекты
- Эфир – цемент с низким содержанием углерода
- Blueplanet
- Calera
- Carboncure от CO 2 до бетона
- C3 Композит углеродного бетона
- Carbon8 — от CO 2 до легких заполнителей
- CELITEMENTIENC Cleanker – улавливание углерода с кальциевой петлей
- CO2 min – улавливание CO2 минералами 2
- CO2-SUICOM
- CO2LOC от Cambridge Carbon Capture
- CO2Ncrete от UCLA
- CO2Concrete ™
- Конифт -бетонные фотоэлектрические конверты для глубокого ремонта
- Ecobinder — новый тип eCra
- ecra CCS
- ECRA FULLICing
- NEVERIEL ECRALEAL ECRALE 9006.
