Виды распилов древесины
 Уже много веков человечество использует древесину в качестве строительного материала и, несмотря на постоянное появление новых, самих современных материалов, популярность натуральной древесины совершенно не уменьшается.
Уже много веков человечество использует древесину в качестве строительного материала и, несмотря на постоянное появление новых, самих современных материалов, популярность натуральной древесины совершенно не уменьшается.
Как же правильно выбрать пиломатериалы из огромного ассортимента? Чем обусловлены различия в цене и качестве?
Качество готовых материалов из древесины зависит от многих параметров – породы древесины и качества исходного лесоматериала, профессионализма станочников, соблюдения технологии сушки пиломатериалов и производства готовых изделий. Еще одним фактором, который оказывает существенное влияние на качество и внешний вид пиломатериалов, а также их механические свойства, является способ распила древесины, который определяет текстуру доски.
Существуют несколько видов распила древесины — тангенциальный, радиальный, рустикальный и поперечный, из которых наибольшее распространение получили первые два. Чтобы понять разницу между видами распилов, необходимо хорошо знать строение дерева и понимать технологию распиловки древесины.
При поперечном распиле древесина разрезается поперек волокон. Способ применяется при производстве художественного паркета. Рустикальным распилом называется любой распил, выполненный под острым углом к направлению волокон. Способ используется в производстве пиломатериала для рустикального полового покрытия – самого неоднородного и оригинального по рисунку и оттенку.
 При тангенциальном распиле плоскость разреза проходит по касательной к годичным слоям дерева на некотором расстоянии от сердцевины. Так как волокна древесины, как правило, не имеют единого направления, они создают на поверхности доски естественные узоры в форме причудливых «арок», «завитушек», «колец». Текстура полученной доски тангенциального распила неоднородная, возможно наличие древесных пор. На некоторых из сухих досок после чистового строгания на поверхности могут образовываться расслоения. После тангенциального распила доски характеризуются более высокими коэффициентами усушки и разбухания, к тому же такая схема распиловки бревна позволяет увеличить коэффициент полезного выхода, что в свою очередь, приводит к снижению себестоимости доски.
При тангенциальном распиле плоскость разреза проходит по касательной к годичным слоям дерева на некотором расстоянии от сердцевины. Так как волокна древесины, как правило, не имеют единого направления, они создают на поверхности доски естественные узоры в форме причудливых «арок», «завитушек», «колец». Текстура полученной доски тангенциального распила неоднородная, возможно наличие древесных пор. На некоторых из сухих досок после чистового строгания на поверхности могут образовываться расслоения. После тангенциального распила доски характеризуются более высокими коэффициентами усушки и разбухания, к тому же такая схема распиловки бревна позволяет увеличить коэффициент полезного выхода, что в свою очередь, приводит к снижению себестоимости доски.
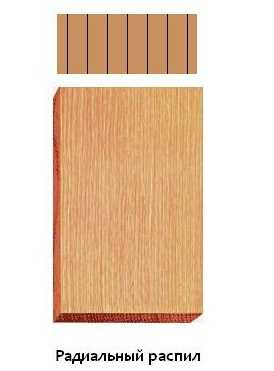 Для радиального распила древесины плоскость распила располагается перпендикулярно годовым кольцам. При этом способе текстура доски получается довольно однородной с минимальным расстоянием между годовыми слоями. Это не только создает красивый рисунок, но и способствует повышению прочности пиломатериала.
Для радиального распила древесины плоскость распила располагается перпендикулярно годовым кольцам. При этом способе текстура доски получается довольно однородной с минимальным расстоянием между годовыми слоями. Это не только создает красивый рисунок, но и способствует повышению прочности пиломатериала.
Доски радиального распила отличаются хорошей устойчивостью к внешним воздействиям, имеют большую сопротивляемость деформации и износоустойчивость, чем доски тангенциального распила.
Коэффициенты усушки и разбухания пиломатериалов радиального распила равны соответственно 0,18% и 0,2%, что почти в два раза лучше, чем у пиломатериалов тангенциального распила. Причина этого явления заключается в том, что у досок радиального распила усушка и разбухание происходит по толщине материала, в отличие от досок тангенциального распила, у которых изменение размеров происходит по ширине доски. Этим объясняется тот факт, что у готовых изделий (паркетная доска, доска пола, блок-хаус, имитация бруса, вагонка) из пиломатериала радиального распила на лицевой поверхности почти не наблюдается щелей, что не исключается у изделий из пиломатериалов тангенциального распила. Для получения клееного бруса путем сращивания древесины без сучков используются заготовки и доски именно радиального и полурадиального распила, так как механические и геометрические характеристики бруса зависят от сопротивления волокон, возрастающего при склеивании пластей с разнонаправленными годовыми кольцами с углом наклона до 45°.
Средний коэффициент полезного выхода досок радиального распила составляет всего 10-15%. Этим объясняется их высокая себестоимость. К радиального распилу можно отнести ламели, у которых угол между годовыми кольцами и пластью составляет 60-90°. Если указанный угол находится в диапазоне 45-60°, такие доски относятся к полурадиальному распилу. Наилучшими эксплуатационными качествами обладает пиломатериал, у которого угол между годичными слоями и плоскостью распила составляет 80-90 градусов. С учетом досок полурадиального распила коэффициент полезного выхода может достигать 30%.
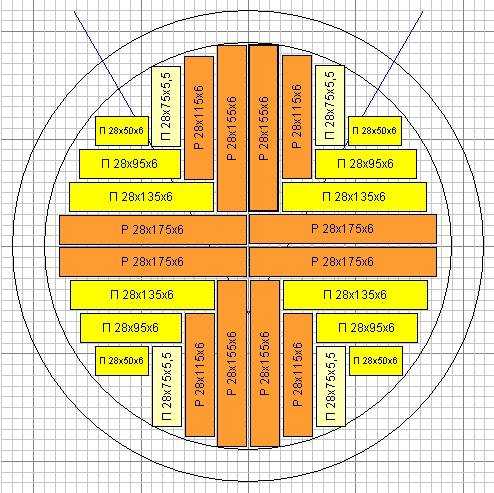
Обычно, при радиальной распиловке бревно изначально распиливают на четверти, а затем с каждой четверти отпиливают доски поочередно с двух пластей. Для распиловки бревна радиальным способом могут использоваться, например, продольно-распиловочные станки UP-700. Важное значение имеет микропроцессорная система управления и оптимизации UP-700, которая используется технологами для определения процента выхода доски радиального распила исходя из критериев оптимизации максимального выхода готовой продукции, а также условий радиальности и полурадиальности распила.
Сравнивая радиальный и тангенциальный виды распилов, можно сделать несколько выводов:
- Радиальные пиломатериалы обладают лучшими свойствами усушки и разбухания.
- Доски радиального распила имеют лучшие механические характеристики и стабильность геометрических размеров.
- Древесина досок радиального распила обладает равномерным оттенком и однородной текстурой, что придает особую декоративную ценность готовым изделиям из дерева.
- Благодаря своим характеристикам, радиальные доски находят более широкое применение, хотя и обладают более высокой ценой.
Примеры распилов древесины
 |
 |
| Крайние — тангенциальный распил, 2 центральных — радиальный |
Радиальный распил |
 |
 |
| Радиальный распил (лиственница) | Тангенциальный распил |
Это может быть полезным:
sbwood.ru
Распиловка пиломатериалов
Все способы профессиональной сушки древесины — конвективная, атмосферная, вакуумная, СВЧ, камерная. Сушка древесины конденсационным способом и сушка древесины инфракрасным способом.

Выбор способа сушки древесины и сушильного оборудования определяется рядом факторов: породным и сортиментным составом высушиваемых пиломатериалов, стоимостью энергоносителя, необходимой производительностью, производственными условиями и инвестиционными возможностями потребителя. То есть, если раньше при стабильных ценах для технико-экономического обоснования проекта достаточно было двух-трёх обобщающих факторов, то сегодня нужен расчёт в каждом конкретном случае.
В настоящее время результаты изучения рынка сушильных камер показывают, что среди предлагаемых камер 90—95% — классического типа: конвективные с различными системами приточно-вытяжной вентиляции и видами теплоносителя. Их преимущества: малые капитальные затраты, простота процесса, удобства технического обслуживания.
Основными элементами таких сушилок являются: циркуляционное оборудование (вентиляторы), система нагрева (калориферы), система управления (регуляторы).
Вентиляторы должны обеспечивать необходимую скорость и равномерность распределения сушильного агента по материалу для различных пород с целью получения высшего качества и оптимальной продолжительности процесса сушки древесины. Для побуждения циркуляции сушильного агента используют осевые и, в отдельных случаях при большом сопротивлении, центробежные вентиляторы. К этому оборудованию должны предъявляться жёсткие требования по его надёжности при эксплуатации в среде с высокими температурой и влажностью.
Сушка древесины — длительный и энергоёмкий процесс. Тепловая энергия для сушилок вырабатывается в котельных. Тепловым носителем здесь является пар или горячая вода. Электроэнергию вследствие её дороговизны используют редко, хотя в последнее время этот вид энергоносителя становится всё популярнее.
За рубежом для выработки тепловой энергии в основном используют установки для сжигания древесных отходов (опилок, щепы, коры, стружки).
Параметры среды в сушильных камерах, как правило, измеряют психрометром. Управление и регулирование осуществляется автоматически.
Наряду с традиционными конвективными камерами определённое распространение получили вакуумные и конденсационные сушилки.
Вакуумные сушилки целесообразно использовать для сушки древесины твёрдых лиственных пород (дуб), крупных сечений (50 мм и более), когда скорость сушки является важным фактором. При покупке таких камер нельзя забывать о больших капитальных вложениях.
Конденсационные сушилки используют в тех случаях, когда электроэнергия как энергоноситель более дешёвая по сравнению с другими видами. КПД таких сушилок наиболее высок при температуре сушильного агента до 45°С. При этих параметрах себестоимость небольшая, зато срок сушки значительный.
В последнее время произошли значительные изменения в организации, технике и технологии сушки древесины. Если раньше основной объём сушки древесины приходился на крупные деревообрабатывающие и лесопильные предприятия, где сооружались большие сушильные цеха, то сейчас основная масса древесины перерабатывается на малых предприятиях, потребность которых может быть обеспечена одной-двумя камерами небольшой загрузочной ёмкости. Многие малые компании пытаются реконструировать устаревшие камеры или даже создают самодельные простейшие сушильные устройства, которые не могут обеспечить качественной сушки материала. Вместе с тем, рынок предъявляет всё более жёсткие требования к качеству изделий из древесины.
Низкое качество сушки древесины, обусловленное неудовлетворительным техническим состоянием сушилок и слабой технологической подготовкой обслуживающего персонала, приводит к скрытому браку — неравномерному распределению конечной влажности, который долгое время может оставаться незамеченным и сказаться тогда, когда изделие уже находится в эксплуатации.
Современные лесосушильные камеры как отечественного, так и зарубежного производства позволяют достичь высокого качества сушки древесины. Они оснащены системой автоматического управления процессом и являются сложным комплексом оборудования, требующим квалифицированного обслуживания.

Атмосферная сушка
Атмосферная сушка является наиболее доступным способом обезвоживания древесины. Известно, что атмосферно высушенная древесина может эксплуатироваться многие столетия, если её повторно не увлажнять.
Атмосферная сушка является наиболее дешёвым способом, и раньше она была основной на лесопильных предприятиях. Она не требует таких капитальных затрат, как камерная, но для неё нужны большие площади и большой запас материала.
Основным недостатком атмосферной сушки является то, что процесс неуправляем: в районах с повышенной влажностью воздуха повышается вероятность поражения пиломатериалов грибами, а на юге (от сильной жары) — растрескивания.
Разложение древесины грибами происходит при её влажности выше 22%, и это граничное значение (22%) считается «пределом биостойкости».
Правила атмосферной сушки и хранения пиломатериалов регламентированы государственными стандартами: для пиломатериалов хвойных пород — ГОСТ 3808.1-80; для пиломатериалов лиственных пород — ГОСТ 7319-80.
По правилам, атмосферная сушка проводится в штабелях, укладываемых на специальных фундаментах (высотой 550 мм при грунтовом покрытии или 200 мм при бетонном или асфальтном покрытии подштабельной территории, если высота снежного покрова обычно не превышает 250 мм). Фундамент выполнятся, как правило, из железобетонных опор площадью не менее 400х400 мм. Можно использовать деревянные опоры, предварительно пропитав их антисептическим составом. Расстояние между центрами опор должно быть 1,0-1,7 м по длине и 1,3—1,4 м по ширине штабеля.
Состояние сушильного агента (воздуха) нестабильно, на него оказывают влияние климатические условия, время года и суток. В результате взаимодействия воздуха и высыхающей древесины на складах создаётся своеобразный микроклимат: воздух имеет пониженную температуру, повышенную влажность и небольшую скорость циркуляции. Поэтому процесс атмосферной сушки длительный. Древесина высушивается до влажности 12—20% в зависимости от климата (температуры и влажности воздуха), породы и толщины материала.
Можно ускорить процесс путём применения более разреженной укладки, размещения штабелей в соответствии с господствующим направлением ветра, или принудительной циркуляцией воздуха с помощью вентиляторов. Ускорение сушки, с одной стороны, сильно снижает возможность появления химических и прокладочных окрасок, синевы и гнили, но с другой стороны, способствует снижению относительной влажности воздуха, что приводит к увеличению остаточных напряжений. Ускоренная атмосферная сушка позволяет довести материал до влажности 20—30% за время, составляющее от 1/2 до 1/4 продолжительности обычной атмосферной сушки.
Для снижения вероятности заражения древесины грибами и плесенью в начальный период её необходимо защищать антисептиками. Сам процесс осуществляется опрыскиванием, т. е. поверхностным нанесением или глубокой пропиткой, путём окунания досок и пакетов в автоклавах.


Схема штабеля для естественной сушки и хранения пиломатериалов:
А — Основание штабеля (подстопные места)
В — Штабель пиломатериалов с перекрестной укладкой
С — Инвентарная крыша (досчатые фермы, досчатые, скрытые рубероидом, щиты кровли)
D — Вентиляционная шахта
F — Штабель
а — Прижимные брусья (или бревна диаметром до 18 см)
b — Тяжи (проволока диаметром 3 — 4 мм)
c — Скрутки
d — Вынос кровли; одновременно — размеры (min) подготовленной площадки
Вакуумная сушка
Технология вакуумной сушки под давлением была изобретена в 1964 году. Сегодня в мире работает более 600 сушилок данного типа.
Вакуумная пресс-сушилка состоит из стальной нержавеющей камеры, которая внутри полностью герметична. Верх камеры закрыт эластичным резиновым покрытием в металлической рамке.
Доски укладываются внутрь камеры слоями, чередуясь с алюминиевыми нагревательными пластинами. Водяная помпа обеспечивает циркуляцию горячей воды внутри этих пластин. Вода нагревается внешним бойлером. Жидкостная вакуумная помпа обеспечивает вакуум внутри камеры.
После того, как древесина загружена в сушильную камеру, оператор устанавливает на панели управления параметры сушки: уровень вакуума (давление), температуру нагревательных пластин.
Практически каждая порода древесины требует своего уровня вакуума, который не изменяется на протяжении всей сушки. Изменяется только температура нагревательных пластин (параметры температур даны в таблицах производителя). Для программирования сушки и управления параметрами можно использовать микропроцессор.
Рассмотрим процесс сушки, состоящий из трех этапов:
1. Прогрев при атмосферном давлении.
2. Сушка нагреванием в вакууме.
3. Кондиционирование и охлаждение.
Прогрев. После того, как древесина уложена в камеру, переложена нагревательными пластинами и накрыта резиновым покрытием, начинается этап прогрева. Горячая вода, циркулируя в пластинах, нагревает древесину без включения вакуумной помпы. Влага в древесине не закипает, поскольку температура ниже 100°С, и следовательно, не происходит повреждения поверхности древесины.
Сушка. Когда температура внутри древесины достигает уровня, необходимого для сушки, включается вакуумная помпа, которая выкачивает воздух из камеры. В этом случае не происходит повреждения поверхности древесины, поскольку влага внутри древесины, двигаясь к поверхности, увлажняет её. Резиновое покрытие под воздействием атмосферного давления прижимает к полу камеры штабель древесины. Благодаря этому воздействию, доски делаются абсолютно ровными. Под воздействием высокой температуры и высокого уровня вакуума вода с поверхности древесины испаряется. Затем влага, как сконденсированная на стенках камеры, так и в виде пара, откачивается вакуумной помпой. Когда влажность древесины достигает установленного конечного значения, сушка переходит в фазу кондиционирования.
Кондиционирование и охлаждение. Нагревание пластин отключается, но вакуум в камере сохраняется. В этом случае древесина остывает под давлением пресса (1 кг/см2). После того, как древесина остыла достаточно, сушилка выключается.
Например: бук толщиной 32 мм высыхает в этих камерах до влажности 8% за 29 ч, а сосна толщиной 25 мм всего за 17 ч. Таким образом, вакуумные пресс-камеры сушат в 8—10 раз быстрее обычных и особенно эффективны при сушке толстых заготовок из ценных пород дерева, которые при сушке обычным способом могут давать трещины. Они занимают немного места, не нуждаются в фундаменте и расходуют намного меньше тепла. Объём камер (0,3—10 м3) позволяет использовать их на предприятиях с небольшим суточным объёмом производства.
Это даёт производителям неоценимое конкурентное преимущество — гибкость. Представьте себе, что к вам обращается клиент, который хочет купить лестницу из ясеня. Ему нужен всего 1 м3 высушенного материала. В случае с традиционной сушилкой объёмом, допустим, 50 м3 выполнить этот заказ теоретически возможно, а на практике — маловероятно. Ведь нужно ещё найти клиентов на 49 м3 сухого ясеня, купить 100 м3 круглого леса, распилить его и сушить не менее 30 дней. С вакуумной пресс-сушилкой объемом 1, 3 или 5 м3 вы в состоянии выполнить этот заказ за 4—5 дней. Таким образом, можно успешно конкурировать с крупными деревообрабатывающими комбинатами, работая в современных условиях с индивидуальными потребностями клиентов.
Но всё же имеется ряд существенных недостатков: большая трудоёмкость погрузо-разгрузочных работ; значительная неравномерность распределения конечной влажности по толщине материала и, соответственно, большие внутренние напряжения, малая вместимость камер. В силу этих причин вакуумно-кондуктивные камеры не получили широкого применения в промышленности, но в последнее время становятся всё более популярными. Этот способ является наиболее перспективным среди способов, направленных на ускорение процесса сушки.
Чтобы избавится от вышеперечисленных недостатков, с 1975 г. используются вакуумные сушилки с нагревом горячим воздухом. Характеристикой этого агрегата является конвекционная нагревательная система с вентиляцией, перпендикулярной по отношению к штабелю: поток воздуха, нагретый на внутренней стенке, перемещается мобильным соплом; под воздействием вращения этого сопла древесина подвергается нагреву с периодической сменой вакуумных фаз. То есть материал сначала прогревают, а потом вакуумируют. В древесине, нагретой до температуры кипения воды, происходит выкипание свободной воды из полостей клеток. Образовавшийся пар удаляется из материала под действием избыточного давления. После прекращения парообразования, т.е. охлаждения древесины, её вновь нагревают, и цикл многократно повторяют до достижения требуемой конечной влажности. Продолжительность циклов и их параметры зависят от породы, толщины и влажности материала. Такой способ даёт сокращение продолжительности процесса в 4 — 5 раз по сравнению с классическим конвективным способом при высоком качестве сушки.
Промышленные сушилки этого типа нашли распространение в производстве, работающем на толстом и трудно сушимом пиломатериале (из твёрдолиственных пород). Простая полуавтоматическая система позволяла управлять процессом сушения. В дальнейшем объединение двух одинарных сушилок в единый «тандем» дало заметное сокращение энергозатрат. Самая последняя сушилка — «Голиаф» — наконец позволила достичь цели: размеры загрузки составили 2,5х2,5 (3) м, полезная длина 13, 6 м и даже более.
Новые дорогостоящие вакуумно-термические сушильные камеры выпускаются такими компаниями, как WDE (Италия), Brunner и Lauber (Германия), IWT (Германия-Канада), причём камеры последней — с возможностью получения цветовой гаммы просушенного пиломатериала.
А вот сушилки фирмы Lauber предлагаются в тех случаях, когда для сохранения окраски дерева процесс сушки должен проходить быстро: например, для строительных лесоматериалов или для лиственных пород древесины. Сушилки «Мальбок» (Lauber) работают по технологии горячего пара. Процесс протекает без воздуха, в камере находится только водяной пар. Так как точка кипения воды в вакууме значительно ниже, процесс намного ускоряется. Для реализации различных технологических вариантов (обычная сушка, сушка без потребления воды или сушка вымораживанием) сушилки изготавливаются по специальному заказу. Объём загрузки камер — 1—30, а для сушки воздухом — 60, 100 или даже 1000 м3 пиломатериалов.
При эксплуатации сушилок часто возникает проблема снижения высоких энергозатрат. Например, на 100 м3 елового материала с исходной влажностью 80% при традиционной сушке до конечной влажности 10% необходимо в среднем израсходовать 30000 кВт/ч за всё время процесса. Отработанный воздух обычно выходит через выходной клапан наружу. В сушилке типа «Тандем» происходит иначе: в ней есть приспособление, очищающее отработанный воздух от влаги, забранной у древесины. Тепловую энергию сухого отработанного воздуха можно использовать далее: для отопления помещения или, опять же, для сушилки.
Основой всех агрегатов является алюминиевая конструкция с толстыми внутренними стенками с изоляцией из минваты. Внешний кожух выполнен из алюминиевого гофрированного листа.
При вакуумно-диэлектрическом способе сушки нагрев материала до 45 — 50°С осуществляется за счёт энергии высокочастотного электромагнитного поля при постоянном вакууме. Древесина находится в среде почти чистого пара малого давления, благодаря чему процесс происходит при малом перепаде влажности по толщине сортиментов и незначительных внутренних напряжениях.
Продолжительность сушки в этом случае уменьшается в 10 — 12 раз. Однако стоимость при таком способе достаточно большая из-за дороговизны и сложности оборудования и больших энергозатрат. И из опыта эксплуатации вакуумно-диэлектрических камер следует, что пока не удалось достичь хорошего качества сушки: материал из-за неравномерности электромагнитного поля имел очень большой разброс конечной влажности.
Поскольку температура кипения воды в вакууме ниже, чем при атмосферном давлении, то, создавая вакуум глубиной 0,9 кг/см2, температуру сушильного агента снижают до 40— 45°С. Таким образом, можно вести интенсивный и, вместе с тем, низкотемпературный процесс сушки при полном сохранении природных свойств древесины. Если сушить при постоянном неглубоком вакууме (0,2 кг/ см2) и одновременном конвективном нагреве, то это даёт также хорошее качество. Продолжительность процесса при этом не уменьшается, а соответствует конвективной сушке. Себестоимость сушки в три раза меньше за счёт использования теплоты конденсации испаренной воды и применения низких температур сушильного агента.
В общем, основываясь на анализе вышеупомянутых результатов, можно утверждать: сушилка типа «Голиаф» — это агрегат большой производительности, удобный для обработки больших размеров; значительно сокращая время сушки, по сравнению с обычной сушилкой, «Голиаф» позволяет существенно сократить количество древесины на складе и быстро реагировать на запросы рынка; значительное снижение расходов понижает стоимость сушения; что касается периода амортизации, сушилка может работать гораздо более длительное время. Поскольку камера из нержавеющей стали очень долговечна, это может принести дополнительную прибыль до истечения срока амортизации и будет иметь высокую рыночную и остаточную стоимость после него.
Сушка в СВЧ
СВЧ-сушка аналогична диэлектрической сушке токами высокой частоты (ВЧ = 25 МГц). Проводится на более высоких частотах 460, 915— 2500 МГц. Поэтому энергия СВЧ-поля передаётся в древесину путём излучения свободных, не связанных линией передачи энергии (контуром) колебаний в пространство герметичной металлической камеры, где располагается штабель пиломатериалов. В этом случае взаимодействие электромагнитного поля с древесиной максимально и не зависит от характеристик древесины и нагрузочных способностей генераторов. Генераторы пространственно разнесены с высушиваемым материалом. Условия сушки близки к оптимальным.
Достоинства. Качество сушки близко к естественному, высокая скорость сушки, энергозатраты средние: 550 кВт/ч на 1 м3 сосны, 2000 кВт/ч на 1 м3 дуба. Не требует коммуникаций, мобильна, имеет малые размеры. Универсальна, способна высушивать любые диэлектрические материалы: лекарственные травы, ягоды, фрукты, овощи, керамику, удобрения и т.д.
Недостатки. Высокая стоимость магнетронных генераторов и малый ресурс их работы (около 600 ч). Большие энергетические затраты. Трудность контроля процесса (над температурой среды и древесины, в силу специфики микроволновой энергии). Частота случаев возгорания материала изнутри. Малый объём одновременно высушиваемых пиломатериалов: объём загрузки — до 7 м3 для хвойных пород и до 4,5 м3 для твёрдолиственных. Комбинированный СВЧ-способ ещё мало изучен, и режимы сушки не отработаны.
Характер процессов, происходящих при сушке пиломатериалов в СВЧ-печи (СВЧ электромагнитном поле) не отличается существенно от сушки другими методами. Отличие состоит лишь в способе нагрева пиломатериалов. Поэтому, как и при других способах, процесс подразделяется на четыре этапа.
Первый этап — разогрев с отпариванием. При СВЧ-сушке связан с нагревом заложенного объёма пиломатериалов и находящегося в них объёма воды до температуры 55— 60°С, при которой начинается сушка. Одновременно с этим при отключенной вентиляции вытяжки идёт увеличение влажности воздуха в сушильной камере до 100% и более. Это обеспечивает отпаривание древесины. Последнее необходимо для снятия имевшихся в древесине напряжений и улучшения влагопроводности поверхностных слоёв пиломатериалов. Для рекомендуемых объёмов закладки и располагаемой энергетики СВЧ-печи длительность первого этапа составляет 6— 8 ч. Характерными признаками конца первого этапа являются накопление в сушильной камере воды в виде капель на стенках и даже небольших луж.
Второй этап — собственно сушка с выпариванием основной влаги; является логическим продолжением первого этапа. Сущность этого этапа — удаление интенсивно выделяющейся влаги из пиломатериалов при их дальнейшем нагреве. Величина подъёма температуры при этом может составлять всего 5— 10°С, т. е. 60— 70°С в конечном итоге. Для удаления большого количества выделившейся влаги из камеры вентилятор работает в усиленном режиме. Далее, с выпариванием основного объёма влаги из слоистых структур древесины начинаются процессы выпаривания влаги из клеточных структур (обычно это наступает при влажности древесины 24— 30%). Интенсивность выхода влаги при этом существенно замедляется. Подаваемая к пиломатериалам энергия начинает всё больше тратиться на их нагрев, что приводит к возрастанию температуры до значения, заданного оператором. Усиленный режим работы вентилятора в этих условиях может привести к снижению влажности до низких уровней порядка 25— 30%, что затрудняет выход влаги с поверхности. Таким образом, нарастание температуры пиломатериалов до заданной величины может служить критерием для перехода к третьему этапу (для задания нового значения температуры и режима работы вентилятора вытяжки).
Третий этап — досушка пиломатериалов до нижнего (заданного) порога влажности. Он характеризуется сушкой в жёстких режимах, прежде всего температурных. Целью введения таких режимов является эффективное и быстрое удаление клеточной влаги. Для поддержания хорошей влагопроводности поверхностных слоёв древесины уровень влажности в сушильной камере должен быть вновь высокий, порядка 70%. С этой целью вентилятор вытяжки переводится в нормальный режим работы, а температура сушки поднимается на 5— 10°С.
Необходимо осознавать, что длительная сушка пиломатериалов в жёстких режимах, особенно трудносохнущих пород (дуб, ясень), может привести к потемнению древесины и к внутренним трещинам в ней. Критерием окончания третьего этапа является достижение требуемого уровня влажности.
Четвёртый этап — охлаждение пиломатериалов до температуры внешней среды. Это производится вне СВЧ-сушки, и тем самым повышается производительность:
до 210 м3/мес. — хвойные породы;
180 м3/мес. — берёза, лиственница;
до 100 м3/мес. — дуб, бук, ясень.
Общая средняя продолжительность нахождения пиломатериалов в СВЧ — 20— 24 ч при WM4 = 48-55%, WKOS = 6— 8%. Для твёрдолиственных пород — дуб, бук, ясень — показатели иные.
Охлаждение проводится естественным путем без выгрузки пиломатериалов из камеры. СВЧ-печь отключается, створки дверей приоткрываются, пиломатериалы остывают за счет конвекции. Разность температур пиломатериалов и внешней среды при выгрузке не должна быть более 20°С. Обычно длительность остывания пиломатериалов составляет 5— 6 ч.
Следует отметить, что выделение описанных выше этапов условно и их длительность и соотношение определяются многими факторами: видом и сортиментом древесины, начальной влажностью, начальной температурой пиломатериалов, объёмом закладки. Очевидно, что при начальной влажности этапа 30— 40% сушка по условиям второго этапа может и не проводиться, а длительность первого этапа будет меньше. Все эти особенности необходимо учитывать и сверять с реальными параметрами процесса сушки по указанным критериям.
Сушка сосновых пиломатериалов. Сосна в силу своего строения (слоистая структура с длинными продольными волокнами и капиллярами) и химического состава (наличие в древесине скипидара) имеет хорошую влаго- и газопроводность. По этим причинам сосна может выдерживать высокие температуры до 100-120°С без внешних и внутренних физических повреждений. Согласно экспериментальным данным, значение температуры сушки сосновых пиломатериалов всех сортиментов составляет 100°С. Из-за малой плотности древесины и большой её влагоотдачи, длительности первого и второго этапов в сушке увеличиваются. Длительность первого этапа составляет 7— 8 ч, второго — до 80% всего времени сушки. Переход от второго этапа к третьему (переключение режима вентиляции вытяжки) производится при достижении температуры пиломатериалов 90°С.
Сушка буковых материалов. Бук относится к трудносохнущим видам пород древесины. При естественной сушке на воздухе бук быстро, в течение 1—2 суток, портится (синеет, поражается грибком), а также приобретает сильные напряжения (пиломатериалы закручивает в разных направлениях, появляются многочисленные трещины, наибольшие — по сердцевинной трубке). Исходя из вышеизложенного, качество СВЧ-сушки буковых пиломатериалов в сильной степени зависит от их начального качества и состояния.
Для исключения указанных недостатков распиловку бука необходимо проводить непосредственно перед сушкой, а сам бук держать в водяных ваннах.
Несмотря на высокую плотность древесины по сравнению с другими породами, бук хорошо сохнет в СВЧ-печи из-за наличия длинных продольных волокон и капилляров. Буковые пиломатериалы при СВЧ-сушке сушатся в мягких режимах с температурой не более 90°С. Посиневшие участки древесины на начальном этапе заражения грибком при СВЧ-сушке восстанавливают свой первоначальный цвет. При этом грибковые колонии погибают, а древесина стерилизуется. Переход от второго этапа сушки к третьему производится при достижении пиломатериалами температуры 80°С.
Сушка ясеневых и дубовых пиломатериалов. Дуб, ясень в силу своего строения (наличия множественных коротких переплетённых волокон по типу войлока) являются наиболее трудносохнущими породами древесины и обладают низкой влаго- и газопроводностью. При СВЧ-сушке требуют применения мягких режимов: 70— 75°С при сушке пиломатериалов с влажностью 80— 30% и 80— 85°С при сушке пиломатериалов с влажностью 30% и менее. В силу малой влагоотдачи и высокой плотности древесины динамика нагрева данных пиломатериалов в СВЧ-печах быстрее, чем у других пород. Влажность воздуха в сушильной камере необходимо держать на уровне 60— 80%. На третьем этапе досушка пиломатериалов с 30 до 8— 6% конечной влажности, особенно для сортиментов 40— 60 мм, проходит очень медленно. Причиной этому является обсыхание поверхностного слоя пиломатериалов на глубину 10— 15 мм (длину волокон) и блокирование влаги внутри. Для ускорения сушки в этих случаях применяют принудительное отпаривание (влагообработку) и подъём температуры сушки до 85— 90°С при влажности от 16% и ниже. Принудительное отпаривание проводят путём увлажнения (орошения) поверхности разогретых пиломатериалов водой из разбрызгивателя из расчёта 7— 10 л воды на 1 м3 пиломатериалов и зачехлением штабеля полиэтиленовой пленкой; сушка в таком состоянии длится 30-40 мин. Затем полиэтиленовый чехол удаляется, и сушка продолжается в обычном порядке.
Сушка пиломатериалов из ольхи. По своему строению и физическим свойствам ольха близка к сосне. Технологии сушки данных пород подобны. Различие состоит в использовании более мягкого температурного режима: температура сушки составляет 90°С.
Особенности сушки материалов с сердцевиной. Высушивание таких пиломатериалов без трещин и напряжений по сердцевине на торцах практически невозможно. Для уменьшения торцевых трещин целесообразно покрывать последние защитным слоем, ухудшающим влагопроводность в продольном направлении. С этой целью могут использоваться меловые или известковые водные растворы.

Камерная сушка
Процесс сушки происходит в конвективных камерах. Эти камеры классифицируются по следующим признакам: принципу действия, устройству ограждения, виду теплоносителя, циркуляции агента сушки.
По принципу действия различают камеры периодического действия и непрерывного. Камеры периодического действия представляют собой помещения, в которые загружается определённый объём материала, высушивается, а затем выгружается. Режимы сушки здесь изменяются с течением времени в зависимости от влажности древесины. На период загрузки и выгрузки камеры процесс сушки прекращается. Камеры непрерывного действия представляют собой помещения, туннели, в которых постоянно находится древесина, перемещаемая на вагонетках. Материал высушивается по мере прохождения им туннеля, от сырого конца к сухому. Режимы сушки изменяются по мере продвижения материала по длине камер.
Камеры непрерывного действия применяются обычно на крупных предприятиях при массовой сушке товарных пиломатериалов до транспортной влажности, а также для сушки хвойных пиломатериалов, берёзы и осины, идущих на столярно-строительные изделия, тару, сельхоз- и вагоностроение.
По устройству ограждения камеры подразделяются на стационарные и сборные. Стационарные камеры строятся на месте их эксплуатации из строительных материалов, а сборные, как правило, металлические, изготавливаются заводским способом и собираются на месте их эксплуатации.
По теплоносителю камеры различаются на паровые, электрические, водяные, газовые. В первых трёх агентом служит влажный воздух или перегретый пар, а в последнем — смесь воздуха и топочных газов.
По циркуляции воздуха различают камеры с естественной и принудительной циркуляцией. Газовые и электрические бескалориферные камеры (аэродинамические) имеют только принудительную циркуляцию.
Естественная циркуляция создаётся за счёт разности плотности нагретого и охлаждённого воздуха: горячий, более лёгкий воздух стремится вверх, а охлаждённый, тяжёлый — вниз. Поскольку воздух в силу этого циркулирует вертикально по штабелю, пиломатериалы укладываются со шпациями. Камеры с естественной циркуляцией давно устарели, хотя продолжают эксплуатироваться на ряде предприятий. Продолжать эксплуатировать такие камеры нерационально, так как они малопроизводительны, качество сушки в них низкое из-за большой неравномерности распределения конечной влажности по штабелю.
Принудительная циркуляция воздуха или газа достигается при помощи вентиляторов. Побуждение циркуляции может быть прямое — когда перемещение воздуха осуществляется непосредственно вентилятором, или косвенное (эжекционное) — когда побудителем циркуляции служит энергия струй сушильного агента, вытекающих с большими скоростями из сопл эжекторов. Эжекционные камеры были распространены в 50— 60-х гг., теперь же эта конструкция устарела. Но несмотря на большие энергозатраты на циркуляцию, большую неравномерность сушки, эти камеры продолжают эксплуатироваться.
По кратности циркуляции сушильного агента камеры могут быть с однократной и многократной циркуляцией. При однократной циркуляции сушильный агент после прохождения через штабель полностью выбрасывается в атмосферу; при многократной — воздух постоянно циркулирует по штабелю в течение всего процесса сушки и только часть его выбрасывается. В современных лесосушильных камерах используется только многократная циркуляция воздуха.
Современные лесосушильные камеры имеют прямое побуждение воздуха, создаваемое осевыми или центробежными вентиляторами.
В зависимости от направления движения сушильного агента различают камеры с вертикальным или горизонтальным кольцом циркуляции. Вентиляторные установки в камерах с вертикальным кольцом циркуляции расположены в верхней части над штабелями, а с горизонтальным — за штабелем.
Конденсационный способ
По принципу действия конденсационный способ относится к замкнутому циклу, т.е. сушильный агент совершает циркуляцию по камере без выброса в атмосферу и, соответственно, без подпитки свежим воздухом. Воздух, насыщенный влагой, отобранной из древесины, омывает холодную поверхность и охлаждается до температуры ниже точки росы. Часть влаги, содержащейся в воздухе, конденсируется, а теплота, выделенная при этом, используется для подогрева сушильного агента. В качестве охладителя используется фреон.
Теоретически конденсационный сушильный цикл с холодильником, играющим роль теплового насоса, характеризуется нулевым расходом тепла на испарение влаги. Затраты электроэнергии здесь идут на прогрев материала и теплопотери, а также на привод компрессора и вентиляторов. Для компенсации теплопотерь агрегат снабжается дополнительным калорифером с внешним электропитанием.
По данным зарубежных компаний Hildebrand, Brunner, Vanicek, энергопотребление конденсационных сушилок составляет 0,25— 0,5 кВт/ч на 1 л испаренной воды в зависимости от влажности материала, увеличиваясь при её снижении. Это примерно в два раза меньше расхода энергии в обычных сборно-металлических камерах периодического действия.
Из-за свойств фреона, который используется в качестве хладагента, в конденсационных камерах применяются низкотемпературные режимы сушки с температурой не выше 45°С. При повышении температуры сушильного агента более 45°С КПД таких сушилок понижается. Поэтому производительность их малая, так как продолжительность процесса в 2— 3 раза больше, чем в камерных сушилках. Эти сушилки следует использовать в тех случаях, когда электроэнергия является наиболее дешёвой по сравнению со всеми другими теплоносителями.
Учитывая, что этот способ даёт сокращение энергозатрат, перспективной является разработка новых конденсационных сушильных камер с холодильными установками на хладагенте, позволяющем применять нормальные режимы сушки.
Отечественных конденсационных сушилок пока нет. Из импортных можно рекомендовать сушилки следующих компаний: Vanicek, Hildebrand-Brunner, Nardi.
Современный способ сушки древесины инфракрасной сушилкой видео
les.novosibdom.ru
Радиальный и тангенциальный распилы, сорта и пороки древесины
Занимаясь обустройством квартиры, дома, дачи и выбрав древесину в качестве материала для отделки стен, пола и других поверхностей, вы столкнетесь с довольно богатым выбором изделий из древесины. И тут неизбежно возникнет ряд вопросов: какие изделия покупать, чем одни лучше других, где можно сэкономить, а где не стоит?
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила.
Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Ламель радиального распила должна иметь угол наклона годовых колец к пласти 90 — 60 градусов, угол наклона для полурадиального распила должен составлять не менее 45 градусов.

Тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенциального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
От вида распила зависит текстура приобретаемого вами пиломатериала или готового изделия. Текстура — это естественный рисунок, образованный волокнами и слоями древесины и обусловленный особенностями ее структуры. Зависит от расположения древесных волокон, различимости годовых слоев, цветовой гаммы древесины, количества и размеров сердцевинных лучей.
Помимо видов распила готовая продукция различается по сортам.
- В сорте «Элит» пороки древесины не допустимы.
- В сорте «А» допустимо не более двух живых сучков на погонный метр.
- В сорте «B» допустимы мертвые и выпадающие сучки любого диаметра и смоляные карманы.
Пороки древесины — это природные недостатки отдельных участков древесины, снижающие ее качество и ограничивающие ее использование.
Дефектами называют пороки древесины механического происхождения, возникающие в ней в процессе заготовки, транспортирования, сортировки, штабелевки и механической обработки.
Один из пороков древесины — наклон волокон — раньше называли косослоем. Как уже ясно из названия, данный дефект заключается в отклонении волокон от продольной оси ствола. Наклон волокон может быть как тангенциальным, так и радиальным.
Тяговая древесина характеризуется изменением строения в растянутой зоне стволов и сучьев, проявляющимся в резком увеличении ширины годичных слоев. Под действием света такие участки древесины окрашиваются в коричневый цвет. Как правило, тяговая древесина характерна для лиственных пород деревьев.
Свилеватость — извилистое или беспорядочное расположение волокон древесины. Встречается у всех древесных пород, чаще у лиственных.
Завиток — местное искривление годичных слоев около сучков или проростей. Бывает односторонний и сквозной, снижает прочность древесины. Те же «побочные эффекты» дают и глазки — следы неразвившихся в побег спящих почек. Их диаметр не превышает 5мм. Глазка бывают разбросанные и групповые, светлые и темные.
Кармашек — плотность внутри или между годичными слоями, заполненная смолой или камедями.
Сердцевина — узкая центральная часть ствола, состоящая из рыхлой ткани бурого или более светлого, чем у окружающей древесины, цвета. На торцах сортимента наблюдаются пятна около 5мм различной формы, на радиальной поверхности — в виде узкой полосы.
Смещенная сердцевина — эксцентричное расположение сердцевины, сопровождающееся свилеватостью.
Двойная сердцевина — наличие в сортименте 2 и более сердцевин с самостоятельными системами годичных слоев, окруженных с периферии одной общей системой.
Сухобокость — участок поверхности ствола, омертвевший в процессе роста дерева как результат повреждения.
Прорость — зарастающая или заросшая рана.
Рак — углубление или вздутие на поверхности растущего дерева в результате деятельности грибов или бактерий.
Ложное ядро — темная, неравномерно окрашенная зона, граница которой не совпадает с годичными слоями, отделенная от заболони темной каймой.
Пятнистость древесины — окраска заболони лиственных пород в виде пятен и полос, близкая по цвету к окраске ядра.
Внутренняя заболонь — смежные годичные слои, расположенные в зоне ядра, окраска и свойства их близки к окраске и свойствам заболони.
Водослоем называют участки ядра или спелой древесины с повышенным содержанием воды.
Твердость древесины в первую очередь зависит от породы древесины, а также в большой степени от условий роста дерева, влажности и пр. В пределах одного вида разброс значений может быть весьма значительным. Обычно указываются средние относительные показатели твердости по Бринелю в процентах по отношению к дубу, относительная твердость дуба принимается за 100%.
Прочностью называется способность древесины сопротивляться разрушению под действием механических нагрузок. Она зависит от направления действующей нагрузки, породы дерева, плотности, влажности, наличия пороков и характеризуется пределом прочности — напряжением, при котором разрушается образец.
Различают основные виды действия сил: растяжение, сжатие, изгиб, скалывание.
Таким образом, при выборе материалов и изделий из древесины следует учитывать вышеуказанные характеристики и не приобретать продукцию с дефектами и пороками древесины. Как правило, некачественная древесина не используется для производства изделий, но только ваша бдительность поможет вам избежать покупки некачественной продукции, не соответствующей нормам и стандартам.
dvamolotka.ru
Разновидности распила древесины, сорта и изъяны
При проведении внутренних и внешних работ в любом помещении возникает много трудностей с выбором материала. Для отделки поверхностей не всегда подойдут одна и также древесина. Кроме того, возникает много вопросов по поводу определённого изделия, где стоит экономить, а где нет?
Радиальным считается тот распил, где лезвие проходит через центральную часть дерева, то есть его сердцевину. Эта часть ствола дерева крепкая, однородная, а также имеет минимальные межкольцевые расстояния. Такие доски менее подвержены внешним воздействиям, гораздо меньше подвержены деформации и отличаются особой прочностью и износостойкостью. По сравнению с тангенциальным распилом, древесина радиального распила имеет показатели усушки и разбухания в два раза лучше. То есть 0,19% — для усушки, и 0,2% — разбухания.
Стоимость досок радиального распила гораздо выше, ведь их выход не превышает 15% от всего объёма дерева.
По стандарту ламель распила составляет 90 -60 градусов, а при полурадиальном распиле от 45 градусов.
Если плоскость разреза проходит на некотором расстоянии от центральной части ствола, то такой разрез называется тангенциальным. На досках тангенциального разреза чётко видны волнообразные линии годовых колец. Такая древесина гораздо доступнее, но отличается высшими коэффициентами усушки и разбухания, которые превышают показатели радиального распила в два раза.
От выбранного типа распила напрямую зависит текстура дерева — рисунок, созданный волокнами древесины, годовыми кольцами, слоями. Текстура зависит от расположения самих волокон, цвета дерева, различимости колец, количеством сердцевинных лучей.
Кроме видов распила существуют различия древесины по сортам.
- Сорт «Элит» не подразумевает наличия никаких изъянов.
- Сорт «А» может содержать до двух сучков на метр доски.
- Сорт «В» допускает наличие сучков, смоляных карманов любого диаметра.
Существуют также природные недостатки участков древесины, что снижает качество материала, ограничивает области её использования.
- Дефекты — изъяны древесины, чаще всего механического происхождения, которые появляются в одном из процессов обработки материала (заготовка, транспортировка, сортировка, обработка).
- Наклон волокон, или косослой — появляется в результате отклонения доски от продольной оси. Такой наклон может быть как тангенциальным, так и радиальным.
- Тяговая древесина наблюдается лиственных породах деревьев. Она проявляется в резком увеличении годовых колец, и такие участки имеют более тёмный цвет, чем остальная часть.
- Изъян, при котором волокна древесины расположены беспорядочно, называют свилеватостью. Чаще всего такой порок наблюдается у лиственных пород.
- Небольшое искривление прядом с сучками называется завиток. Этот порок снижает прочность древесины и может быть сквозным. Снижают прочность и глазки — нераскрывшиеся побеги. Обычно они не превышают полсантиметра. Различают разбросанные и групповые глазки, светлые и тёмные.
- Ингода между годичными слоями образуется плотность, состоящая из смолы или камедей. Такая плотность получила название — кармашек.
- Сердцевина дерева — центральная узкая часть, отличающаяся по цвету и обладающая более рыхлой тканью. На торцах отчётливо видны узкие полосы или небольшие пятна различных форм.
- Иногда встречается и смещённая сердцевина, в большинстве случаев такое расположение сопровождается свилеватостью.
- Если в сортименте наблюдается две и более сердцевины с годичными кольцами, соединённые общей системой, такой изъян называется двойной сердцевиной.
- После повреждения ствола дерева, некоторая часть тканей отмирает. Такой порок называется сухобокостью.
- Раны на дереве, зарастающие повреждения или уже заросшие называют проростью.
- Рак — повреждение древесины грибами или бактериями, которое проявляется как вздутие на поверхности или углубление.
- Изъян, граница которого не совпадает с годовыми кольцами, отделённый тёмной каймой от заболони, имеющий неравномерный цвет, получил название — ложное ядро.
- Пятнистость встречается в лиственных породах, проявляется в виде полос или пятен, которые совпадают с окрасом сердцевины.
- Водослой — участки древесины с повышенным содержанием влаги.
- Внутренняя заболонь — слои в зоне ядра похожие или идентичные по цвету и свойствам к заболони.
Качество древесины, её прочность и твёрдость зависит от вида дерева, условий в которых оно росло, уровня влажности, температуры и других факторов. Твёрдость одной породы дерева отличается незначительно. Для измерения твёрдости принимается шкала Бринелля, которая берёт за основу твёрдость дуба. Его относительная твёрдость составляет 100%.
Под прочностью подразумевают способность материала сопротивляться механическим воздействиям. Эта величина зависит от породы древесины, плотности, влажности, направления усилия, наличия изъянов. Предел прочности — напряжение, разрушающее определённый образец. Различают изгиб, скалывание, сжатие и растяжение.
При выборе древесины нужно обязательно учитывать вышеприведённые показатели, не приобретать материалы с дефектами или изъянами. Обычно некачественная древесина не применятся для производства изделий. Но при покупке материала нужно быть максимально сосредоточенным и внимательным.
Это может быть полезным:
sbwood.ru
Виды распила древесины (радиальный, тангенциальный или рустикал)
Ассортимент предлагаемых пиломатериалов достаточно широк, продукция деревообработки различается по качеству, стоимости, а так же по видам распила древесины. Давайте более подробно разберемся какие существуют виды распила древесины, а для этого прежде рассмотрим в общих чертах что из себя представляет непосредственно технология распила леса.
Первым делом, исходное бревно циркулярной пилой превращается в лафет, пропиливая по его сторонам две плоскости. Если пропилены все стороны, то на выходе будет обрезной материал, который делится на брус, мелкий брус и доску обрезную. Строганным патронажем называют вагонку, половую доску, наличники и плинтусы. К клееным изделиям относят, к примеру, мебельные щиты.
Классификация поверхностей пиломатериала
После обработки на пилораме по типам классифицируются поверхности полученных пиломатериалов. В частности, широкой гранью называется пласть, концевой – торец, а узкие стороны – кромками. Пласть относится к наружной, если она была дальше расположена от середины бревна, соответственно ближняя классифицируется как внутренняя.

Распил древесины
Существуют следующие виды распила древесины: радиальный, тангенциальный или рустикал. В зависимости от габаритов поперечного сечения обрезной материал подразделяется на доску, брусья и бруски. Если ширина сечения вдвое превышает толщину, то это доска. Обрезной пиломатериал относится к брусьям, если размеры поперечного сечения больше 10 см. Отличительным признаком брусков является ширина, меньшая удвоенной толщины.

Основные габариты пиломатериалов
Существуют стандартные габариты пиломатериалов. Например, сечение бруса может быть 10х10, 10х15 или 15х15 см, а длина составляет 6 м. Отклонение от этих нормативов потребует оформления специального заказа, а также будет сопряжено с дополнительными финансовыми затратами. Наиболее дорогим является профилированный брус, изготавливаемый по самому высокому классу чистоты.
Доска обрезная может быть в толщину 2,5 см, 4 см или 5 см, в ширину 10 см, 15 см, а в длину составлять стандартные 6 м. Длина мелкого бруса, помимо типовой величины в 6 м, может быть равна также 3 м. Его сечение будет 4х4 см или 5х5 см. Побочным продуктом производства указанных пиломатериалов является горбыль, с одной стороны которого имеется пласть, а с противоположной – необработанная древесина.
Критерии выбора пиломатериалов
Перед тем как выбрать хорошие пиломатериалы, первым делом следует выяснить сорт предлагаемой древесины. Он может варьироваться от 4-го до 0-го в зависимости от числа сучков и их качества. Обязательно необходимо проверять длину пиломатериалов и размеры сечения. Если видны изгибы или поворотные деформации, то от покупки подобной продукции лучше воздержаться. Проверить ровность пиломатериалов можно, приложив натянутый шнурок.
Станочный распил древесины видео:
www.vash-remontik.ru
Радиальный и тангенциальный распилы древесины, сорта и пороки
Занимаясь обустройством квартиры, дома, дачи и выбрав древесину в качестве материала для отделки стен, пола и других поверхностей, вы столкнетесь с довольно богатым выбором изделий из древесины. И тут неизбежно возникнет ряд вопросов: какие изделия покупать, чем одни лучше других, где можно сэкономить, а где не стоит?
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила.
Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Ламель радиального распила должна иметь угол наклона годовых колец к пласти 90 — 60 градусов, угол наклона для полурадиального распила должен составлять не менее 45 градусов.
Тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенциального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
От вида распила зависит текстура приобретаемого вами пиломатериала или готового изделия. Текстура — это естественный рисунок, образованный волокнами и слоями древесины и обусловленный особенностями ее структуры. Зависит от расположения древесных волокон, различимости годовых слоев, цветовой гаммы древесины, количества и размеров сердцевинных лучей.
Помимо видов распила готовая продукция различается по сортам.
- В сорте «Элит» пороки древесины не допустимы.
- В сорте «А» допустимо не более двух живых сучков на погонный метр.
- В сорте «B» допустимы мертвые и выпадающие сучки любого диаметра и смоляные карманы.
Пороки древесины — это природные недостатки отдельных участков древесины, снижающие ее качество и ограничивающие ее использование.
Дефектами называют пороки древесины механического происхождения, возникающие в ней в процессе заготовки, транспортирования, сортировки, штабелевки и механической обработки.
Один из пороков древесины — наклон волокон — раньше называли косослоем. Как уже ясно из названия, данный дефект заключается в отклонении волокон от продольной оси ствола. Наклон волокон может быть как тангенциальным, так и радиальным.
Тяговая древесина характеризуется изменением строения в растянутой зоне стволов и сучьев, проявляющимся в резком увеличении ширины годичных слоев. Под действием света такие участки древесины окрашиваются в коричневый цвет. Как правило, тяговая древесина характерна для лиственных пород деревьев.
Свилеватость — извилистое или беспорядочное расположение волокон древесины. Встречается у всех древесных пород, чаще у лиственных.
Завиток — местное искривление годичных слоев около сучков или проростей. Бывает односторонний и сквозной, снижает прочность древесины. Те же «побочные эффекты» дают и глазки — следы неразвившихся в побег спящих почек. Их диаметр не превышает 5мм. Глазка бывают разбросанные и групповые, светлые и темные.
Кармашек — плотность внутри или между годичными слоями, заполненная смолой или камедями.
Сердцевина — узкая центральная часть ствола, состоящая из рыхлой ткани бурого или более светлого, чем у окружающей древесины, цвета. На торцах сортимента наблюдаются пятна около 5мм различной формы, на радиальной поверхности — в виде узкой полосы.
Смещенная сердцевина — эксцентричное расположение сердцевины, сопровождающееся свилеватостью.
Двойная сердцевина — наличие в сортименте 2 и более сердцевин с самостоятельными системами годичных слоев, окруженных с периферии одной общей системой.
Сухобокость — участок поверхности ствола, омертвевший в процессе роста дерева как результат повреждения.
Прорость — зарастающая или заросшая рана.
Рак — углубление или вздутие на поверхности растущего дерева в результате деятельности грибов или бактерий.
Ложное ядро — темная, неравномерно окрашенная зона, граница которой не совпадает с годичными слоями, отделенная от заболони темной каймой.
Пятнистость древесины — окраска заболони лиственных пород в виде пятен и полос, близкая по цвету к окраске ядра.
Внутренняя заболонь — смежные годичные слои, расположенные в зоне ядра, окраска и свойства их близки к окраске и свойствам заболони.
Водослоем называют участки ядра или спелой древесины с повышенным содержанием воды.
Твердость древесины в первую очередь зависит от породы древесины, а также в большой степени от условий роста дерева, влажности и пр. В пределах одного вида разброс значений может быть весьма значительным. Обычно указываются средние относительные показатели твердости по Бринелю в процентах по отношению к дубу, относительная твердость дуба принимается за 100%.
Прочностью называется способность древесины сопротивляться разрушению под действием механических нагрузок. Она зависит от направления действующей нагрузки, породы дерева, плотности, влажности, наличия пороков и характеризуется пределом прочности — напряжением, при котором разрушается образец.
Различают основные виды действия сил: растяжение, сжатие, изгиб, скалывание.
Таким образом, при выборе материалов и изделий из древесины следует учитывать вышеуказанные характеристики и не приобретать продукцию с дефектами и пороками древесины. Как правило, некачественная древесина не используется для производства изделий, но только ваша бдительность поможет вам избежать покупки некачественной продукции, не соответствующей нормам и стандартам.
Предоставлено компанией Сибирский Мастер
www.stroitehnadzor.ru
Способы распиловки древесины — АСТехнология
Для раскроя древесины и придания требуемых размеров получающейся в результате заготовке применяют разные способы распила.
Основными считаются радиальный, тангенциальный и смешанный способы распиловки древесины. Давайте узнаем о них побольше.
Радиальным распил называют тогда, когда разрез проходит через сердцевину ствола. Получающиеся в результате доски имеют однородную по цвету и структуре древесину, минимальные межкольцевые размеры. Кроме того, доски радиального распила практически не подвергаются деформации, хорошо переносят внешние воздействия, устойчивы к износу.
Если плоскость разреза проходит по касательной к годичному слою бревна, на расстоянии от сердцевины, то такой метод распила носит название тангенциального. Отличает доски выраженная текстура и насыщенный волнообразный рисунок годовых колец.
Показатели по усушке и разбуханию у пиломатериалов, которые получаются методом радиального распила, в два раза лучше, чем у доски, которую получили, применив тангенциальный распил.
Почему так происходит, объяснить несложно:
- при радиальном распиле у полученной доски усушка и набухание идут по ширине волокон, то есть по толщине доски;
- при тангенциальном распиле этот процесс идет по ширине доски, как у нее волокна также расположены по ширине.
Поэтому у досок, которые получаются методом радиального распила, практически нет щелей, по сравнению с аналогичными изделиями, которые были получены тангенциальным распилом.
Но есть и что сказать не в пользу радиального метода – выход досок при его применении составляет всего 10-15% от общего объема, что делает эти материалы достаточно дорогими. Правда, существуют специальные продольно-распилочные станки, которые могут повысить выход доски до 60%, благодаря системе оптимизации процесса распила.
А вот будучи выполненным на другом оборудовании, не позволяющем точно рассчитать все необходимые параметры, распил выдает значительно меньший процент выхода досок.
Какой способ распиловки древесины выбрать, в каждом конкретном случае зависит от требований к конечному результату: качеству материала, выходу, стоимости. Радиальный метод позволяет получать более качественные изделия, а применив специальное оборудование, можно повысить процент выхода и сделать доску радиального распила более доступной по цене.
ac-techno.net