что представляет собой и к каким устройствам относится
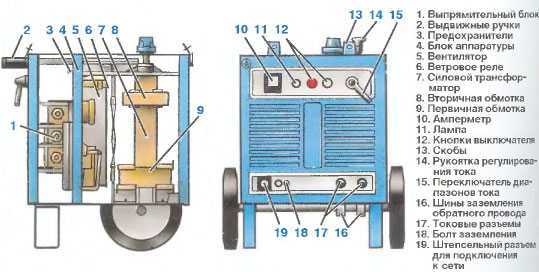
Сварочный выпрямитель представляет собой специальный агрегат, преобразующий электрический ток от сети в рабочее напряжение высокого уровня для проведения сварных работ высокого качества.
Использование такого оборудования облегчает работу сварщика, так как позволяет выполнять более качественные и долговечные соединения металлических поверхностей при экономии расходного материала. Рассмотрим, как устроен и работает выпрямитель для дуговой сварки.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
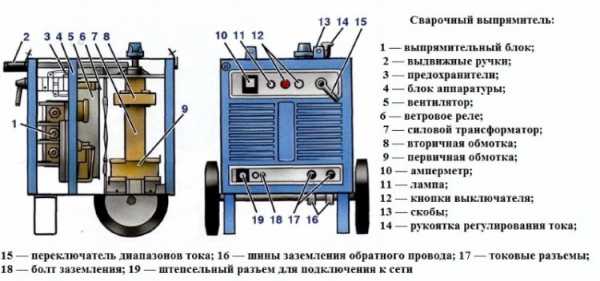
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Измерительные приборы в системе позволяют контролировать характеристики тока, а сигнализатор температуры сообщит о перегреве. Выставить актуальную в работе силу тока можно с помощью специальных регуляторов. Если же показатели V превышаются, сработает защитный блок, и сварка остановится.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.

Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V.
Обслуживание и ремонт
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
Наиболее часто встречаемые поломки сварных выпрямителей – перегрев конструкции и чрезмерный гул при работе аппарата.

Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.
Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Заключение
Сварочные выпрямители выделяются на фоне иного оборудования, применяемого с целью выполнения электродуговой сварки. Они способны повысить силу тока до необходимого для плавления кромок металлов значения и преобразовывать переменную частоту напряжения до постоянного значения.
В итоге, швы лучше шлифуются, поэтому получаются гораздо более качественными.
tutsvarka.ru
Сварочный выпрямитель
| Самое интересное  Инверторный дизельный генератор Инверторный дизельный генераторДля чего используется дизельные генераторы, …  Трехфазные дизельные генераторы Трехфазные дизельные генераторыНаиболее мощные дизельные генераторы всегда … |
Данное устройство преобразует переменный электрический ток в постоянный, который используется впоследствии для питания сварочной дуги. При этом ток не меняет своей величины и направления. Функционирование сварочных выпрямителей основано на использовании полупроводниковых элементов, как правило, селеновых или кремниевых. Первая разновидность особенно востребована в силу ее низкой стоимости и отменной перегрузочной способности.Особенности сварочных выпрямителейТакие приборы служат для сваривания изделий, выполненных из высоколегированной или низкоуглеродистой стали, а также цветных металлов и их сплавов. Они же позволяют выполнять сварку обратной полярности. Как правило,Надо сказать, что в процессе сваривания могут быть использованы разные по типу электроды. Если сварка производится в среде защитных газов, то допустимо применение неплавящихся элементов. Выпрямители могут быть профессиональными (сверх 300А), полупрофессиональными (до 300А), бытовыми (до 200А). В зависимости от конструктивных особенностей силовой части рассматриваемые агрегаты могут относиться к одному из видов:
О свойствах сварочных выпрямителейОбычно сварочный выпрямитель обладает следующими преимуществами перед аналогами другого вида:
|
 Техническое обслуживание сварочного выпрямителя
Техническое обслуживание сварочного выпрямителя Однопостовые сварочные выпрямители
Однопостовые сварочные выпрямители Назначение сварочного выпрямителя
Назначение сварочного выпрямителя Самодельный сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель своими руками Выпрямитель для сварочного аппарата
Выпрямитель для сварочного аппарата Инверторный сварочный выпрямитель
Инверторный сварочный выпрямитель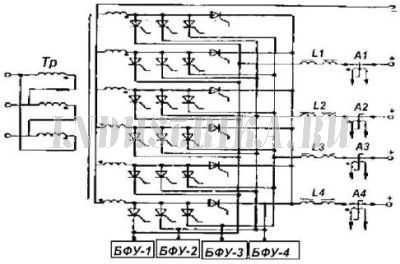 Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямителиindustrika.ru
Сварочные выпрямители — Сварка металлов
Сварочные выпрямители
Категория:
Сварка металлов
Сварочные выпрямители
Для преобразования переменного тока в постоянный в современной промышленности используют полупроводники, которые в контакте с металлами образуют электрические вентили — приборы, обладающие способностью хорошо проводить электрический ток в одном (прямом проводящем) направлении и плохо в обратном (запирающем) направлении. Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается.
Основным фактором, ограничивающим мощность выпрямителей, является их нагрев, нарушающий нормальную работу. Поэтому мощность и надежность работы выпрямителя зависит от совершенства и надежности его охлаждения, которое во многих случаях производится специальным вентилятором. Число вентилей в выпрямителе определяется схемой выпрямления, значениями выпрямленного тока и его напряжения. В сварочных выпрямителях обычно применяются одно- или трехфазные мостовые схемы двухполупе-риодного выпрямления (рис. 1).
В однофазной мостовой схеме вентили включены в четыре плеча моста (рис. 1, а). Нагрузка Н включена в одну диагональ моста, она питается выпрямленным током I =; действующее значение выпрямленного напряжения на выходе U — .К другой диагонали моста подведен однофазный переменный ток с действующим значением напряжения U Частота пульсаций выпрямленного тока 100 гц. В трехфазной мостовой схеме (схема Ларионова) вентили включены в шесть плеч трехфазного моста; пульсации выпрямленного напряжения уменьшены, частота их 300 гц (рис. 1, б). Трехфазная система выпрямления имеет ряд преимуществ перед однофазной: выше устойчивость дуги, равномерная нагрузка всех трех фаз силовой сети переменного тока, лучше используется трансформатор, питающий выпрямитель. Поэтому обычно в сварочных выпрямителях используется трехфазная схема выпрямления.
Однофазная мостовая схема обычно применяется в комбинированных источниках питания, когда сварка может производиться на постоянном токе при включенном блоке вентилей или на переменном токе при отключенных вентилях. Простейший сварочный выпрямитель с падающей характеристикой, состоящий из трансформатора с увеличенным магнитным рассеянием и блока вентилей, удовлетворяет требованиям к обычным источникам для ручной дуговой сварки.
Трансформаторы для выпрямителей могут быть построены по тем же схемам, что и сварочные трансформаторы. Существуют и более сложные схемы сварочных выпрямителей, с регулировочными дросселями насыщения, со стабилизаторами напряжения и пр. Целесообразность таких устройств сомнительна из-за сложности и высокой стоимости; вряд ли они смогут конкурировать с электромашинными преобразователями в условиях ручной дуговой сварки. Конечно, для специальных целей более сложные устройства могут быть вполне целесообразными. Приведем основные технические данные сварочных выпрямителей ВД-101 и ВД-301 для ручной дуговой сварки. Выпрямители передвижные, состоят из понижающего трехфазного трансформатора с увеличенным магнитным рассеянием, выпрямительного кремниевого блока с вентилятором для охлаждения, пускорегулирую-щей и защитной аппаратуры (рис. 2). Сопоставление сварочных выпрямителей с электромашинными преобразователями указывает на явные преимущества первых.
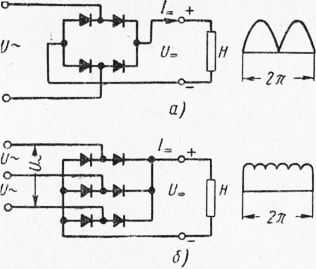
Рис. 1. Типовые схемы выпрямителей
Подобно электромашинным преобразователям, сварочные выпрямители могут быть не только однопостовыми с падающей внешней характеристикой, но и многопостовыми с жесткой характеристикой, с питанием отдельных сварочных постов через балластные реостаты. Наша промышленность выпускает многопостовые сварочные выпрямители на выпрямленный ток 1000, 1600 и 3000 а для одновременного питания постоянным током 6, 9 и 18 сварочных постов, рассчитанных на ток до 300 а каждый, при коэффициенте одновременности работы постов 0,6. Мощность, потребляемая выпрямителями из питающей силовой сети при полной загрузке, соответственно 77, 123 и 230 ква при cos ф = 0,89.
Опыт показывает, что выпрямители экономичнее электромашинных преобразователей, удобнее в эксплуатации, дают более устойчивую дугу, меньшее разбрызгивание металла, обладают лучшими динамическими свойствами и повышенным быстродействием сварочной цепи. Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно.

Рис. 2. Сварочный выпрямитель ВД-301
—-
Преимущества сварочных выпрямителей перед преобразователями заключаются в отсутствии вращающихся частей, более высоком к. п. д. и меньших потерях энергии при холостом ходе, бесшумности работы, равномерной загрузке трехфазной сети, меньшей массе и более широких пределах регулирования сварочного тока и напряжения. Эти преимущества позволяют широко использовать сварочные выпрямители вместо преобразователей, особенно в условиях стационарного производства.
Сварочный выпрямитель состоит из двух основных частей: понижающего (обычно трехфазного) трансформатора с устройством для регулирования тока или напряжения и выпрямительного блока, состоящего из селеновых или кремниевых вентилей.
Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор для охлаждения выпрямительного блока. Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.

Рис. 3. Сварочный выпрямитель ВДУ-504
Промышленностью выпускаются однопостовые и многопостовые сварочные выпрямители. Однопостовые выпрямители рассчитаны на получение либо жесткой и пологопадающей, либо крутопадающей вольт-амперной характеристики; выпускаются также универсальные выпрямители с крутопадающими и жесткими характеристиками. Сварочный ток чаще всего регулируется изменением расстояния между обмотками трансформатора (подвижные обмотки первичные). Регулирование напряжения производится секционированием первичной обмотки, т. е. изменением коэффициента трансформации.
Многопостовые сварочные выпрямители выпускаются для одновременного питания шести, девяти и восемнадцати сварочных постов; они комплектуются соответствующим количеством балластных реостатов РБ-301.
Внешний вид универсального выпрямителя ВДУ-504 представлен на рис. 3.
—
Выпрямители предназначены для питания сварочных установок различного назначения. Сварочные выпрямители имеют следующие преимущества по сравнению с электромашинными генераторами: широкие пределы регулирования сварочного тока, высокие динамические свойства и технико-экономические показатели, высокий КПД. Они надежны в эксплуатации и просты в обслуживании, работают бесшумно.
К недостаткам сварочных выпрямителей следует отнести: низкий коэффициент мощности, неустойчивость к перегрузкам и токам короткого замыкания, необходимость в искусственном охлаждении, зависимость напряжения от колебания напряжения сети (необходимо применять стабилизаторы напряжения).
В числителе приведено значение для жесткой внешней характеристики, в знаменателе — для мягкой.

Рис. 4. Сварочный выпрямитель ВДУ-504:
1— пульт управления; 2 — электродвигатель; 3 — дроссели; 4 — трансформатор; 5 — переключатель диапазонов.
Основными составными частями сварочных выпрямителей являются понижающие трансформаторы и полупроводниковые вентили (селеновые и кремниевые). В последнее время широко применяются тиристоры — управляемые кремниевые вентили.
Однопостовые выпрямители. Изготовляются в соответствии с ГОСТ 13821 —68.
Выпрямители типа ВС предназначены для питания автоматов и полуавто, матов при сварке в защитных газах, под флюсом и порошковой проволокой без защиты. На рис. 5 показана электрическая принципиальная схема выпрямителя ВС-600. Внешние характеристики выпрямителей типа ВС пологопадающие и жесткие. Выпрямительный блок собран на селеновых элементах; для снижения скорости нарастания тока короткого замыкания в сварочную цепь последовательно включена индуктивность.
Многопостовые выпрямители. Система многопостовой сварки состоит из сварочных постов, специальных устройств для ограничения сварочного тока (балластных реостатов), распределительной сети и источников питания многопостовых или одно-постовых, работающих параллельно.
К многопостовым источникам питания предъявляются такие требования, как снижение потерь электроэнергии до минимума и ограничение взаимного влияния постов.
Число одновременно обслуживаемых постов, номинальный ток одного поста и коэффициент одновременности включения сварочных постов указываются в паспорте многопостового источника питания.
При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками.

Рис. 5. Электрическая принципиальная
Q1—Q3 — переключатели секций обмоток трансформатора: М — электродвигатель вентилятора: Т — трансформатор; Др — дроссель

Рис. 6. Электрическая структурная схема многопостовой сварки:
схема сварочного выпрямителя ВС-600:
1 — многопостовой выпрямитель: — R3 — балластные реостаты
Балластные реостаты изготовляются согласно ГОСТ 18636—73.

Рис. 7. Электрические структурные схемы балластных реостатов РБ-501 (а) и РБ-301 (б):
10, 20, 50, 100, 150 А — ступени сварочного тока.
К недостаткам многопостовой системы следует отнести то, что при ремонте источника питания не работают все посты; миогопостовые системы имеют низкий КПД. Число одновременно подключаемых постов зависит от мощности источников питания, распределительной сети и нагрузки всех постов.
Электрические принципиальные схемы многопостовых сварочных выпрямителей показаны на рис. 8 и 9.

Рис. 8. Электрическая принципиальная схема многопостового сварочного выпрямителя ВДМ-1601:
К — автоматический выключатель: KI — Кб, F2 — реле; SI — переключатель; S2, S3 — путевые выключатели; S4 — кнопка «пуск»; S5 — кнопка «стоп»; F1 — предохранители; Н — лампа сигнальная; РА — амперметр: PU — вольтметр; Т — трансформатор; Ll — L6 — катушки трансформатора; С1 — C12 — конденсаторы; Rl — RI5— резисторы; VI — V6 — выпрямители; М — электродвигатель вентилятора.

Рис. 9. Электрическая принципиальная схема многопостового сварочного выпрямителя ВКСМ-1000-1-1:
С* — С6 — конденсаторы блока защиты; Q1 — автоматический выключатель; К — контакторы; St — кнопка «стоп»; S2 — кнопка «пуск»; S3, S4 — выключатели: S5 — переключатель напряжения; РА — амперметр: PU — вольтметр; М — электродвигатель вентилятора; Fl, F2 — тепловые реле; RI — R10 — резисторы.
—
В настоящее время самым распространенным источником питания при сварке постоянным током является сварочный выпрямитель.
Сварочные выпрямители в сравнении со сварочными преобразователями имеют существенные преимущества: у них меньше стоимость, потери холостого хода, масса и габариты, уровень шума, более высокий коэффициент полезного действия, лучшие динамические свойства и быстродействие, более устойчивое горение сварочной дуги. Недостатком сварочные выпрямителей является чувствительность к колебаниям напряжения сети. В этих условиях целесообразно применение сварочных преобразователей.
Современные сварочные выпрямители для ручной сварки выпускаются в соответствии с ГОСТ 13821—77 («Выпрямители одно-постовые с падающими внешними характеристиками для дуговой сварки». Общие технические условия).
Реклама:
Читать далее:
Сварочная проволока
Статьи по теме:
pereosnastka.ru
Выпрямитель сварочный
Выпрямитель сварочный


Традиционные сварочные трансформаторы переменного тока долгие годы оставались наиболее распространенными устройствами, применяемыми для осуществления сварочных работ. Популяризации этих устройств способствовали их доступность, низкая стоимость, простота и надежность эксплуатации. Однако наряду с указанными преимуществами, у них были и серьезные недостатки, такие как недостаточно высокое качество получаемого шва, отсутствие возможности сваривания нержавеющих сталей и цветных металлов, значительная масса. Развитие полупроводниковых технологий позволило разработать принципиально новое устройство для сварки металлов – сварочный выпрямитель, в схеме которого реализован принцип выпрямления переменного тока.
Устройство сварочного выпрямителя
В стандартной схеме выпрямителя для проведения дуговой сварки присутствуют следующие элементы:

- Силовой трансформатор
- Выпрямительный блок
- Полупроводниковые вентили
Силовой трансформатор в сварочном выпрямителе выполняет роль преобразователя силовой энергии в ток, необходимый для обеспечения сварочного процесса. Помимо того, в этом узле осуществляется понижение напряжения до необходимого уровня. В однопостовых устройствах, как правило, устанавливаются трехфазовые трансформаторы, так как однофазные схемы инициируют значительную пульсацию выходного напряжения, что способствует снижению качественных показателей. Электрический ток из трансформатора поступает в трех- или однофазный выпрямительный блок. Наиболее часто в сварочных выпрямителях реализуется трехфазная мостовая схема, обеспечивающая бесперебойное горение сварочной дуги и равномерное регулирование нагрузок. Таким образом, трехфазный сварочный выпрямитель предоставляет оптимальные возможности для проведения наиболее ответственных сварочных процессов. Роль полупроводниковых вентилей в устройстве заключается в пропуске тока в преобразовании переменного тока в постоянный. Вентили бывают двух типов – селеновые и кремниевые. Селеновые вентили отличаются низкой стоимостью и достаточно высокой устойчивостью к перегрузкам. Однако у них имеется и недостаток – низкий КПД. Селеновыми вентилями комплектуются аппараты с жесткой и падающей характеристиками. Кремниевые вентили выделяются своими высокими КПД и энергетическими параметрами. Недостатком этого типа вентилей является неустойчивость к перегрузкам и необходимость их охлаждения вентиляторами.

Типы сварочных выпрямителей
По типу своей внешней характеристики сварочные выпрямители подразделяются на три вида:
- Устройства с крутопадающими характеристиками. Они предназначены для проведения ручной сварки и соединения заготовок посредством неплавящихся электродов в среде защитных газов.
- Выпрямители с пологопадающими характеристиками.
- Универсальные аппараты, позволяющие получать различные внешние характеристики. Сварочный выпрямитель универсал может применяться как для ручной дуговой сварки, так и для автоматических работ с плавящимися и неплавящимися электродами в различных средах.
Виды сварочных выпрямителей
По своей конструкции выпрямители подразделяются на однопостовые и многопостовые.

Однопостовые сварочные выпрямители предназначены для подключения одного кабеля, питающего электрод. При подключении большего количества кабелей срабатывает автоматическая блокировка, так как эти устройства не выдерживают большей нагрузки. Однопостовые сварочные выпрямители выпускаются как в однофазном, так и в трехфазном решении. Однофазные выпрямители оптимальны для сварщиков-любителей, приобретающих их для работы дома и на даче. Однопостовой трехфазный сварочный выпрямитель можно использовать на производстве при выполнении небольших объемов работ.
Многопостовые сварочные выпрямители, в зависимости от модели, поволяют подключать одновременно от двух до девяти кабелей, питающих электроды. Как правило, подобные аппараты устанавливаются на крупных производствах, что позволяет снизить расходы на оборудование сварочных постов.
Преимущества сварочного выпрямителя
Как было отмечено выше, осуществление сварки на постоянном токе обладает рядом серьезных преимуществ, что способствует популяризации сварочных выпрямителей.
Так, из-за отсутствия нулевых значений эти устройства обеспечивают стабильность горения дуги, благодаря чему растет глубина плавления свариваемых элементов, снижается разбрызгивание расплавленной массы, повышается качество и надежность сварного шва. Эти качества превращают сварку на постоянном токе предпочтительной для соединения наиболее ответственных деталей и конструкций.
Помимо того, технические характеристики сварочных выпрямителей позволяют сваривать сплавы из цветных металлов, титан, чугуны различных марок, термоустойчивые стали высокого легирования.
Эксплуатация сварочных выпрямителей
Приступать к эксплуатации выпрямителей следует после внимательного ознакомления с паспортами, прилагающимися к устройствам. В паспортах содержится вся информация, необходимая для правильного подключения и безопасной эксплуатации выпрямителя.
Эксплуатация сварочного выпрямителя проводится лицами, имеющими соответствующий допуск по электробезопасности, а его наладку и подключение к сети должен проводить монтажник, имеющий не ниже третьей группы по электробезопасности.
На стройплощадках сварочные выпрямители должны устанавливаться в мобильных машинных помещениях, защищенных от проникновения посторонних лиц и возможных повреждений. На производствах они устанавливаются в специально отведенных блоках.
Далее представим несколько наиболее популярных моделей выпрямителей, производства ведущих мировых компаний.
Универсальный аппарат предназначен для ручной дуговой сварки. Питаясь переменным или постоянным током 220 или 380 вольт, он способен выдавать сварочный ток в диапазоне от 10 до 220 ампер. Наличие ступенчатого регулятора позволяет выбирать необходимые параметры тока при работе с заготовками различной толщины. Благодаря встроенному термостату работа устройства моментально блокируется в случае возникновения нерасчетных перегрузок и перегрева. Аппарат оптимален для сваривания различных марок нержавеющих сталей и чугунов.
Сварочный выпрямитель, предназначенный для ведения полуавтоматической дуговой сварки плавящимся электродом в среде защитных газов с применением флюсов. Подача плавящегося металлического электрода в автоматическом режиме и наличие ступенчатого регулятора позволяют оптимизировать работу оператора. Аппарат оснащен системой принудительного охлаждения, предотвращающей его перегрев при повышенных нагрузках.
Мощное универсальное устройство для промышленной эксплуатации, способное осуществлять сварку неплавящимися вольфрамовыми электродами. Эксплуатация этого выпрямителя позволяет решать широкий спектр задач, среди которых сварка цветных металлов и сплавов, титана, нержавеющих сталей и прочих «трудных» металлов. Выпрямитель комплектуется регулятором и цифровым дисплеем, на котором отображаются все необходимые рабочие параметры.
svarkagid.com
Однопостовые сварочные выпрямители
Небольшие сварочные работы, осуществляемые одним сварщиком, производятся чаще всего при помощи однопостовых сварочных выпрямителей. К подобному прибору может подключаться только один сварочный кабель, оснащенный электродом. Два провода устройство однопостового типа не потянет – оно обладает сравнительно небольшой мощностью, но, как правило, для проведения несложных работ вполне хватает мощности однопостового выпрямителя, и необходимости подключения дополнительного кабеля и так не возникает. Выпрямитель подобного вида оснащен системой защиты, которая срабатывает при различных перегрузках, таких как слишком сильное напряжение или высокая температура. На приборе установлена также защита по напряжению. В случае перегрузок электрическая дуга сразу выключается. Сварочный выпрямитель, имеющий одно подключение (пост) компактен и удобен, легок в переноске, но имеет небольшую мощность, поэтому применяется, как правило, только в бытовых сварочных работах.
По конструкционным характеристикам однопостовые выпрямители подразделяются на два подвида: с питанием от однофазной сети и предназначенные для работы с трехфазной сетью. Два этих типа приборов отличаются в первую очередь силовым понижающим трансформатором. Трехфазный трансформатор имеет 3 первичных обмотки. В быту более распространены однофазные сварочные выпрямители – они компактны, легки и очень удобны при проведении несложных сварочных работ.
Трансформатор однопостового прибора оснащен одной первичной и одной вторичной обмотками. Качественные выпрямители имеют встроенную автоматическую систему защиты. Как только возникает критический показатель напряжения, температуры или тока, дуга отключается. Разумеется, защита предусмотрена на приборах, произведенных в соответствии со всеми стандартами. Изготовленный кустарным способом сварочный выпрямитель может не иметь в своей конструкции защитного механизма. Также на поверхности прибора предусмотрена панель, при помощи которой можно контролировать параметры выходного и входного тока. Регуляторами силы тока сварочного процесса в данном случае выступают активные переменные сопротивления либо тиристорные электросхемы. Сварочные инверторы, основанные на работе с высокочастотным током, получили широкое распространение в бытовых сварочных работах. Как правило, подобные работы осуществляются при помощи именно однопостовых выпрямителей. В промышленности применяют инверторные приборы на 3-6 сварочных постов. Они более мощные и габаритные, их вес и внешние параметры напрямую зависят от производительности устройства – как правило, чем прибор мощнее, тем он больше по размеру.
В основе изготовления большинства выпрямителей однопостового типа стоит принцип диодного моста, в соответствии с которым, мост выпрямляет ток после понижающего трансформатора. Электролитический конденсатор (сглаживающий фильтр) сглаживает возникающие в постоянном токе пульсации. Конденсатор включен параллельно после моста, он обеспечивает устойчивое горение сварочной дуги. Инверторные выпрямители имеют более сложную электронную схему.
Однопостовые сварочные выпрямители активно используются в целях бытового применения, так как минимальный вес аппарата и его небольшой объем достаточно удобны при перемещении.
Существуют различные серии сварочных выпрямителей. При работах в помещении с естественной вентиляцией, более подходят выпрямители серии ВД. Встречаются агрегаты ВД в питании электрической сварочной дуги. Наплавка металла и его резка происходит от сети переменного тока. Все аппараты данной серии малогабаритны, имеют функцию принудительного охлаждения и на обязательной основе, оснащены автоматическим защитным устройством. Если возникли критические показатели температуры тока или напряжения – защита отключает работу дуги. Зачастую, однопостовые сварочные выпрямители применяют в домашнем хозяйстве, при проведении мелких работ сварки.
В ходе проведенных работ, серия ВД хорошо себя зарекомендовала, и имеет положительные сварочные характеристики. Ниже приведены характеристики типов выпрямителей серии ВД, все они используются в работах ручной дуговой сварки.
• ВД-306Б. Все обмотки выпрямителя выполнены из алюминиевого провода. Электроды применяются с диаметром до 4 мм. ВД-306Б предназначен для работ в условиях сварки ответственных конструкций.
• ВД-309. Выпрямитель имеет медные обмотки, достаточно низкий вес и прост в эксплуатации. Диаметр электрода колеблется от 2 до 6 мм. ВД-309 используется в закрытых помещениях, при температуре +40 или -40 С.
• ВД-313 (Cu). Обмотки аппарата выполнена из меди. Предназначается для работы по ответственным конструкциям. Работа осуществляется при помощи штучного электрода (низколегированные и углеродистые стали). Для подключения агрегата к сети 380В, правилами техники безопасности рекомендуется использовать кабель КГ 3х4. Распределительный щит выпрямителя ВД-313(Cu) имеет токозащитную аппаратуру, которая рассчитана на ток 40 А. Ход процесса сварки происходит на обратной полярности.
• ВД 413. Данный аппарат не уступает выпрямителю ВД-306 по своему весу и мобильности. Агрегат довольно прост в использовании, и оснащен надежной конструкцией. Выпрямитель имеет медную обмотку и изоляцию Du Pont. В комплекте с аппаратом могут быть различные приборы.
nanolife.info
Как выбрать сварочный выпрямитель
Сварочным выпрямителем называют аппарат, который преобразует переменный сетевой ток в ток постоянный для сварки. Обычно в составе выпрямителя есть силовой трансформатор, выпрямительный блок, а также аппаратура защитная, измерительная и пускорегулирующая.
Для сварки методом дуги выпрямители подходят идеально. Что касается параметра номинального напряжения модели, то они отличаются. Причем сильно. Всегда нужно иметь в виду, что в выпрямителях нашли применение блоки, мощность которых отличается. В настоящее время больше всего получили распространение модификации с первичной обмоткой.
Для того, чтобы можно было работать безопасно, устанавливаются предохранители. По управлению выпрямители очень похожи. В зависимости от производителя зависят и функции.
Принцип действия сварочного выпрямителя
Принцип действия агрегатов заключается в следующем: по цепи вторичной обмотки и выпрямительному блоку протекает переменный ток и преобразуется в постоянный ток, то есть выпрямляется.
Известно много способов построения сварочных выпрямителей, в которых самые разные механизмы формирования выходных параметров тока и напряжения. Применяются разные методы для того, чтобы регулировать ток и формировать внешнюю вольт-амперную характеристику выпрямителей.
Можно изменить параметры самого трансформатора. Речь идет о секционированных обмотках, подвижных катушках и магнитных шунтах. Можно также применить дросселя, регулировать фазно, используя транзисторы и тиристоры.
В самых простых аппаратах регулирование тока происходит с помощью трансформатора. А чтобы его выпрямить, применяют диоды. В силовую часть аппаратов входят трансформатор, выпрямительный блок на неуправляемых вентилях и сглаживающий дроссель. Более современными и совершенными устройствами считаются тиристорные выпрямители. В них режим регулируется за счет обеспечения тиристорным выпрямительным блоком.
Полупроводниковые элементы выпрямителей необходимо постоянно принудительно охлаждать. С этой целью на них устанавливают радиаторы, которые обдувает вентилятор.
Для того, чтобы получить необходимые характеристики, нередко в комплект выпрямителя входит дополнительный дроссель. Такие аппараты имеют непрерывную и очень стабильную дугу. В результате есть возможность выполнять профессиональную сварку. Сварной шов выпрямителя ровный и крепкий. Его качество выше, чем у шва сварочных трансформаторов.
С черными и цветными металлами сварочные выпрямители справляются великолепно. Если нужно сварить нержавеющую сталь, то для этого будут необходимы специальные электроды. В первую очередь такое оборудование производят для тех, кто профессионал. Это оптимальный вариант для того, чтобы делать сварку деталей из стали нержавеющей и низколегированной.
Достоинства и недостатки сварочных выпрямителей
Теперь несколько слов о достоинствах и недостатках сварочных выпрямителей.
По сравнению с трансформаторами главное преимущество выпрямителей в том, что в них для сварки применяется постоянный ток, который обеспечивает надежное зажигание и устойчивость горения сварочной дуги. В результате и получается более качественный шов. Можно варить даже нержавейку и цветные металлы. От сварки выпрямителем меньше брызг.
Конечно, этих преимуществ вполне хватает, чтобы определить, что вам выбрать: трансформатор или выпрямитель?
Нужно упомянуть и о недостатках. Например, такой аппарат весит относительно много. А еще есть потеря части мощности и сильная «просадка» напряжения в сети во время сварки. Последнее касается сварочных трансформаторов.
mcgrp.ru
Сварочный выпрямитель
industrika.ru
Данное устройство преобразует переменный электрический ток в постоянный, который используется впоследствии для питания сварочной дуги. При этом ток не меняет своей величины и направления. Функционирование сварочных выпрямителей основано на использовании полупроводниковых элементов, как правило, селеновых или кремниевых. Первая разновидность особенно востребована в силу ее низкой стоимости и отменной перегрузочной способности.Особенности сварочных выпрямителейТакие приборы служат для сваривания изделий, выполненных из высоколегированной или низкоуглеродистой стали, а также цветных металлов и их сплавов. Они же позволяют выполнять сварку обратной полярности. Как правило, сварочный выпрямитель включает в себя блок управления и понижающий трансформатор. Конструктивно выпрямительный блок может быть исполнен по однофазной либо трехфазной схеме. Последняя разновидность более популярна, поскольку обладает лучшими технологическими параметрами, отличается экономичностью.Надо сказать, что в процессе сваривания могут быть использованы разные по типу электроды. Если сварка производится в среде защитных газов, то допустимо применение неплавящихся элементов. Выпрямители могут быть профессиональными (сверх 300А), полупрофессиональными (до 300А), бытовыми (до 200А). В зависимости от конструктивных особенностей силовой части рассматриваемые агрегаты могут относиться к одному из видов:
О свойствах сварочных выпрямителейОбычно сварочный выпрямитель обладает следующими преимуществами перед аналогами другого вида:
|
 Техническое обслуживание сварочного выпрямителя
Техническое обслуживание сварочного выпрямителя Однопостовые сварочные выпрямители
Однопостовые сварочные выпрямители Назначение сварочного выпрямителя
Назначение сварочного выпрямителя Самодельный сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель своими руками Выпрямитель для сварочного аппарата
Выпрямитель для сварочного аппарата Инверторный сварочный выпрямитель
Инверторный сварочный выпрямитель Многопостовые сварочные выпрямители
Многопостовые сварочные выпрямителиwww.samsvar.ru
Однопостовые сварочные выпрямители
Небольшие сварочные работы, осуществляемые одним сварщиком, производятся чаще всего при помощи однопостовых сварочных выпрямителей. К подобному прибору может подключаться только один сварочный кабель, оснащенный электродом. Два провода устройство однопостового типа не потянет – оно обладает сравнительно небольшой мощностью, но, как правило, для проведения несложных работ вполне хватает мощности однопостового выпрямителя, и необходимости подключения дополнительного кабеля и так не возникает. Выпрямитель подобного вида оснащен системой защиты, которая срабатывает при различных перегрузках, таких как слишком сильное напряжение или высокая температура. На приборе установлена также защита по напряжению. В случае перегрузок электрическая дуга сразу выключается. Сварочный выпрямитель, имеющий одно подключение (пост) компактен и удобен, легок в переноске, но имеет небольшую мощность, поэтому применяется, как правило, только в бытовых сварочных работах.По конструкционным характеристикам однопостовые выпрямители подразделяются на два подвида: с питанием от однофазной сети и предназначенные для работы с трехфазной сетью. Два этих типа приборов отличаются в первую очередь силовым понижающим трансформатором. Трехфазный трансформатор имеет 3 первичных обмотки. В быту более распространены однофазные сварочные выпрямители – они компактны, легки и очень удобны при проведении несложных сварочных работ.
Трансформатор однопостового прибора оснащен одной первичной и одной вторичной обмотками. Качественные выпрямители имеют встроенную автоматическую систему защиты. Как только возникает критический показатель напряжения, температуры или тока, дуга отключается. Разумеется, защита предусмотрена на приборах, произведенных в соответствии со всеми стандартами. Изготовленный кустарным способом сварочный выпрямитель может не иметь в своей конструкции защитного механизма. Также на поверхности прибора предусмотрена панель, при помощи которой можно контролировать параметры выходного и входного тока. Регуляторами силы тока сварочного процесса в данном случае выступают активные переменные сопротивления либо тиристорные электросхемы. Сварочные инверторы, основанные на работе с высокочастотным током, получили широкое распространение в бытовых сварочных работах. Как правило, подобные работы осуществляются при помощи именно однопостовых выпрямителей. В промышленности применяют инверторные приборы на 3-6 сварочных постов . Они более мощные и габаритные, их вес и внешние параметры напрямую зависят от производительности устройства – как правило, чем прибор мощнее, тем он больше по размеру.
В основе изготовления большинства выпрямителей однопостового типа стоит принцип диодного моста, в соответствии с которым, мост выпрямляет ток после понижающего трансформатора. Электролитический конденсатор (сглаживающий фильтр) сглаживает возникающие в постоянном токе пульсации. Конденсатор включен параллельно после моста, он обеспечивает устойчивое горение сварочной дуги. Инверторные выпрямители имеют более сложную электронную схему.
Однопостовые сварочные выпрямители активно используются в целях бытового применения, так как минимальный вес аппарата и его небольшой объем достаточно удобны при перемещении.
Существуют различные серии сварочных выпрямителей. При работах в помещении с естественной вентиляцией, более подходят выпрямители серии ВД. Встречаются агрегаты ВД в питании электрической сварочной дуги. Наплавка металла и его резка происходит от сети переменного тока. Все аппараты данной серии малогабаритны, имеют функцию принудительного охлаждения и на обязательной основе, оснащены автоматическим защитным устройством. Если возникли критические показатели температуры тока или напряжения – защита отключает работу дуги. Зачастую, однопостовые сварочные выпрямители применяют в домашнем хозяйстве, при проведении мелких работ сварки.
В ходе проведенных работ, серия ВД хорошо себя зарекомендовала, и имеет положительные сварочные характеристики. Ниже приведены характеристики типов выпрямителей серии ВД, все они используются в работах ручной дуговой сварки.

• ВД-306Б . Все обмотки выпрямителя выполнены из алюминиевого провода. Электроды применяются с диаметром до 4 мм. ВД-306Б предназначен для работ в условиях сварки ответственных конструкций.

• ВД-309 . Выпрямитель имеет медные обмотки, достаточно низкий вес и прост в эксплуатации. Диаметр электрода колеблется от 2 до 6 мм. ВД-309 используется в закрытых помещениях, при температуре +40 или -40 С.
• ВД-313 (Cu) . Обмотки аппарата выполнена из меди. Предназначается для работы по ответственным конструкциям. Работа осуществляется при помощи штучного электрода (низколегированные и углеродистые стали). Для подключения агрегата к сети 380В, правилами техники безопасности рекомендуется использовать кабель КГ 3х4. Распределительный щит выпрямителя ВД-313(Cu) имеет токозащитную аппаратуру, которая рассчитана на ток 40 А. Ход процесса сварки происходит на обратной полярности.

• ВД 413 . Данный аппарат не уступает выпрямителю ВД-306 по своему весу и мобильности. Агрегат довольно прост в использовании, и оснащен надежной конструкцией. Выпрямитель имеет медную обмотку и изоляцию Du Pont. В комплекте с аппаратом могут быть различные приборы.
Кроме статьи «Однопостовые сварочные выпрямители» смотрите также:
nanolife.info
Сварочный выпрямитель
Сегодня рынок сварочного оборудования представляет покупателям широкий ассортимент различных аппаратов и материалов для сварки. Все сварочное оборудование распределяется по категориям, опираясь на такие показатели, как выдаваемая мощность, габариты аппарата и надежность в использовании.
Сварочный выпрямитель — это преобразователь электроэнергии. В чем же его преимущество перед обычными трансформаторами? Инверторный выпрямитель имеет меньший вес, более компактен и мобилен, при этом выдает напряжение ничуть не меньше трансформатора. К несчастью, в этом и кроется небольшой минус выпрямителя – обильное использование энергомощности.
Но, несмотря на это, инверторные сварочные выпрямители заняли лидирующие позиции в области сварочных технологий. Перечислим основные преимущества данного оборудования.
В сварочных выпрямителях в десять – двенадцать раз снижена материалоемкость. Они обладают высокой регулировкой, низкой пульсацией тока (менее доли процента), высокой стабильностью сварочной дуги и легкостью зажигания. Сварочный инверторный выпрямитель ВД имеет высокий КПД, который доходит до девяноста процентов. Такой показатель достигается благодаря тому, что выпрямитель имеет весь спектр вольтамперных характеристик (от возрастающих и жестких до крутопадающих). Помимо этого, потери электроэнергии снижены до десяти раз.
Среди интересных свойств инверторного выпрямителя можно выделить такой пункт: выпрямитель сварочный ВДУ при монтажных работах в полевых или стационарных условиях можно использовать как источник питания. Это возможно благодаря мобильности и компактности выпрямителя.
Рассмотрим основные этапы преобразования сварочным выпрямителем:
- Процесс выпрямления сетевого переменного напряжения первичным выпрямителем, собранным по мостовой схеме из силовых диодов.
- Процесс преобразования выпрямленного напряжения в высокочастотное переменное напряжение.
- Процесс понижения переменного высокочастотного напряжения импульсным высокочастотным трансформатором до напряжения, соответствующего значению напряжения сварки с необходимым видом вольтамперной характеристики.
- Процесс преобразования вторичным выпрямителем переменного высокочастотного напряжения в постоянное напряжение со сглаженными пульсациями тока.
При сварочных работах важно, чтобы ток двигался только в одном направлении, поэтому их изготовляют из полупроводниковых элементов.
Все полупроводниковые элементы имеют определенные параметры:
- Число обратного напряжения.
- Плотность выпрямленного тока. На этот параметр действует условие охлаждения полупроводника. Помимо естественного охлаждения возможно использование искусственного.
- Спад напряжения. Обычно этот параметр зависит от свойств полупроводникового элемента. Самыми популярными сварочными полупроводниковыми элементами являются селен и кремний.
Поскольку инверторный выпрямитель имеет невысокую электромагнитную инерцию, он приобретает высокие динамические качества, которые заключаются в том, что изменение напряжения в переходных процессах выполняется очень быстро. И, в отличие от генераторов постоянного тока, сварочный выпрямитель ВДМ имеет более высокий срок службы, за счёт отсутствия на аппарате вращающихся и мелких деталей.
Сварочные выпрямители хорошо подходят для ручной дуговой сварки, резки или наплавки. Все эти действия выполняются плавящим электродом. В некоторых случаях электрод может быть неплавящим. Применяется сварочный выпрямитель и при автоматической сварке под флюсом.
Для наглядности стоит разобрать один из самых популярных выпрямителей модели ВД – 306. Регулировка сварочного тока в этой модели аппарата плавноступенчатая. Для создания плавной регулировки в области всех ступеней, изменяется расстояние между обмотками. При сближении обмоток уменьшается индукция рассеивания и сопротивления, а мощность сварочного тока существенно увеличивается. Процесс довольно легкий, не требует специальной подготовки и знаний. В случаях, когда обмотки не сближаются, эффект от действия обратный. Стоит сказать о том, что первичные и вторичные обмотки закреплены по-разному: первичные – подвижны, вторичные – неподвижны и закреплены в верхней части магнитного провода трансформатора.
Существуют сварочные выпрямители, с помощью которых выполняют дуговую сварку плавящим электродом. Они изготавливаются с жесткими внешними и пологопадающими характеристиками. Существуют различные модели сварочных выпрямителей для работы в защитных газах. Часто используемые аппараты имеют в основе силовой трехфазный понижающий трансформатор. Помимо трансформатора, устанавливается выпрямительный блок, собирающийся из вентилей. Такой блок служит для регулировки напряжения на выходе. Эта регулировка выполняется ступенчатым перебором количества витков в первичной подвижной обмотке трансформатора. Бывают случаи, когда в сварочную цепь вводят дроссель, который нужен для подбора скорости вырабатывания тока, а также для снижения разбрызгивания металла.
Важно отметить, что плохое качество питающей сети может сильно сказаться на инверторном сварочном аппарате, поскольку выпрямители очень чувствительны к источнику питания. Но и этот недостаток исправлен – в современных выпрямителях устанавливается небольшой допуск, то есть отклонения по питанию. В обычных моделях цифра колеблется в районе пятнадцати процентов, в специальных же аппаратах процент может быть и выше. Но такие выпрямители «болезненно» реагируют на пыль. В современных моделях этот недостаток также учтен – встраиваются различные защиты от пыли и пылесборники.
weld74.ru
Сварочные выпрямители
Сварочные работы: современное оборудование н технология работ
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводнико-
вых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока. ‘
Выпрямительный блок представляет собой набор полупроводниковых элементов» включенных по определенной схеме. Осо* бенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые— диоды и управляемые — тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к. п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, taK как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц„
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными
Рис. 51. Схема трехфазного выпрямителя: а — схема включения; б — выпрямленный ток внешней цепи; 1— понижающий трансформатор; 2 — блок селеновых или кремниевых выпрямителей; 3 — сварочная дуга
характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновремен
ное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, умень* шают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители, с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, — восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
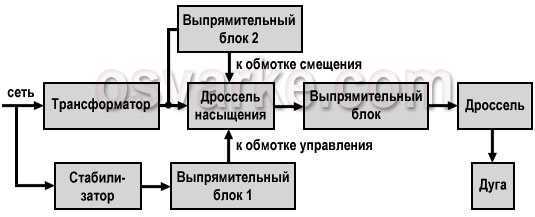
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три
диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками |
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения, Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Твп | Напряжение, В | Сварочный ток | Коэффн- ЦСІГТ | 1 І S’ § | І2 <r О и я S | ||||
о 3 5 я я X а В) | І к е І | 3 ч; В £ if fa 2 | пределы регулирования | І £ £ S в о s | в а I £ | полезного действия | |||
ВД —101 | 25 | 65-68 | 125 | 20-125 | 9 | 0,53 | 0,62 | 1200x756x830 | 170 |
ВД-201 | 21-28 | 64-71 | 200 | 30-200 | 15 | — | 0,57 | 716×622*175 | 120 |
ВД-301 | 32 | 65-68 | 300 | 45-300 | 21 | 0,58 | 0,72 | 1200x756x830 | 230 |
ВД — 302 | 32 | 50-60 | 300 | 40-320 | 21 | 0,67 | 0,67 | 1200x756x830 | 220 |
ВД-306 | 22-32 | 61-70 | 315 | 45-315 | 24 | — | — | 770x760x820 | 165 |
ВД-401 | 36 | 80 | 400 | 50-450 | 14,4 | — | 0,69 | 772x770x785 | 200 |
ВД- 502-1 | 40 | 65-80 | 500 | 50-500 | 40 | — | — | 810x550x1077 | 348 |
ВД- 502-2 | — | 80 | 500 | 50-500 | 42 | — | 0,78 | 810x560x950 | 330 |
сГ a u ш и | О О го | 1 | і | о о | о | S | о «п | о ш | о »о «о | о -о | о ? | ||
2 | а | ||||||||||||
S S І | о о i> (5 | I VD | 1 | 0 п 1 | 8 Л | 1 | о гч | 1 | 1 | о о к гч | Г» о и п | ||
й а. я | 00 н о | 00 К 1/1 t~- | 1 | г* к о | ГЧ >о | 1 | оо х о | 1 | ! | ^О S | с* £ | ||
S | 04 | ГЧ | оо | <N оо | m | о> | — | ||||||
= | 1 О | г- | 1 | 1 | і | 1 | ! | 1 | 1 | 1 | і | ГЧ OJ ‘О Г-* сГ о | го >л 40 Г*- сГ о |
3 | £ | ||||||||||||
-е* I | полезного действия | о | 1 | <ч 00 о | 1 | со ^ оо оо о о | 1 | 1 | m 00_ о | 1 | 1 | со ое чо 40 о о | о 0 |
03 | £ 1 і 2 3 | 1 | 12-16 18-50 | І | о т 00 до | о Щ Т 00 оо | 4D *? ІЛ | 100 14-66 | 40 | о з: | о | 00 ES | |
К К а> | § и | ||||||||||||
К | |||||||||||||
& С | л | ||||||||||||
СВ 33 | a w а о fi вс ї о s | 73 оо ^ | «о *- оо | 1 | 32 ГЧ *-н | Т7 гч оо гч —* | *? я | 26-80 24-66 | <ч | о ио | о 7 f> 00 | S3 гч | |
< ? | пределы регулиро вания | to | 60-500 50-500 | 70-500 100-500 | 1 | 50-500 60-500 | 8 S 22 т чо | о S 3 S | 1 | о 8 2 о кг> | 40-260 50-330 | 50-360 100-550 | |
і о а, я Л и | Номиналь ный ПВ-60% | N | О о 41 | S *П : | о о «Л | о о «Л | о о | о о о | о «л 2 | о о 40 | о о 40 | о о гг о гч <о | S о СО 4П |
£ | m О | 3 | І | »о о •о | ЧО о | о о | о гч | о W1 | N о 40 | о о | о о | ||
и | L. | 1 fe | £ | 1 >> | 1 > | 1 . >> | 1 >> | і & | £ | 1 >> | |||
§ | № | 3 Ш | со | д? | CQ | § | § | m | я |
Таблица 10 Технические характеристики сварочных преобразователей и агрегатов с электродвигателями |
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ-301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной Сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей — тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диацазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Сварочный кабель подбирают соответственно силе тока. Обычно для малых токов до 200 А рекомендуется провод сечением 25 мма. Провод марки типа ПРГ — «провод резиновый гибкий» или типа ПРНГ — …
Молоток, зубило, металлические щетки, зажимы типа струбцин, пенал для электродов диаметром 50-70 мм, длиной 300 мм. Понадобятся также углошлифовальная машинка («болгарка»)и электродрель. Далее при профессиональной работе вы сами определите необходимый …
Электрододержатели применяют для закрепления электрода и подвода к нему тока при ручной дуговой электросварке. Они должны прочно удерживать электрод, обеспечивать удобное и прочное крепление сварочного кабеля. Электрододержатель должен обеспечивать возможность …
msd.com.ua