
Сварочные полуавтоматы и автоматы — их разновидности и классификация
Прежде чем приступить непосредственно к рассмотрению темы статьи, автор считает целесообразным пояснить, в чем разница между сварочными аппаратами категорий «автомат» и «полуавтомат». Их названия созвучны, и люди, которые профессионально сваркой не занимаются, нередко путаются в терминологии. Не вдаваясь в подробности классификации и реализованных технических решений, можно отметить принципиальную разницу по следующим параметрам.
Во-первых, точность сварки. У автомата она, естественно, выше.
Во-вторых, компактность и мобильность. Полуавтоматические сварочные аппараты представляют собой изделия блочного типа, которые, в зависимости от модели, имеют сравнительно небольшой вес и легко переносятся с места на место или перевозятся с объекта на объект. Учитывая малогабаритность таких изделий, они свободно умещаются в багажнике легкового авто.
Сварочные автоматы
Это оборудование для стационарной установки. Как вариант – аппараты на тележке с колесами. Но такая их мобильность ограничена площадью производственного помещения, а для транспортировки на расстояние нужна уже не легковая, а бортовая машина.

По всем остальным признакам (принципу функционирования, составу) полуавтоматы и автоматы схожи, поэтому рассмотрим категорирование сварочников на примере полуавтоматов. Автоматическое оборудование используется, как становится понятно, лишь на производстве, мы же рассмотрим в первую очередь аппарат для бытового применения и небольших частных предприятий.
Классификация сварочных аппаратов
По способу сварки
Проволокой. Представляет собой трубку с тонкими стенками, внутри которой находится специальная порошковая масса, выполняющая функцию флюса. Чтобы в процессе подачи проволока не деформировалась, в системе устанавливаются ролики, по которым она и перемещается.
В защитной среде. Используется газ, который подается на обрабатываемый участок. В обозначении модели присутствует литера, указывающая на его разновидность: «И» – инертный, «Г» – активный.
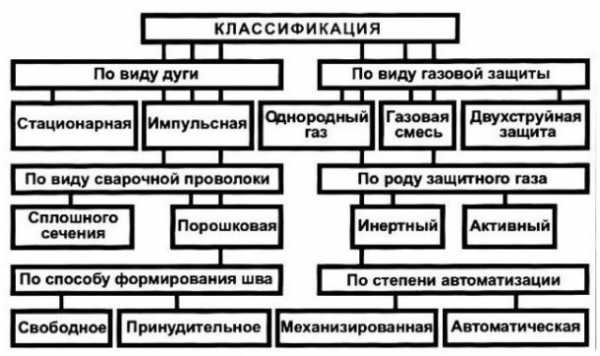
С флюсом. Точнее, под его слоем. Сварочники, функционирующие по такой технологии, подают в рабочую зону проволоку более толстую и без наполнителя. Порошок же поступает через воронку, которая расположена на горелке.
На заметку!
Есть полуавтоматы категории «универсальные». Они укомплектованы различными приспособлениями, позволяющими выполнять сварку любых видов.
По типу подающего механизма
Толкающий. Устанавливается непосредственно перед горелкой. Эффективен при сварке стальных заготовок.
Тянущий. Расположен на горелке. Такое инженерное решение имеет «минус» – нагрузка на руку сварщика возрастает, и он больше устает. В основном применяются при сварке деталей из алюминия.
Комбинированного действия. Эти механизмы универсального применения. Особенно полезны, если рабочая зона и корпус аппарата находятся на некотором расстоянии (определяемом длиной шланга).
По питающему напряжению
Однофазные. Наиболее удобные модели для бытового применения. Им достаточно обычной розетки на 220 В. Единственно, что нужно учесть при подключении – выдержит ли эл/проводка. Но скачки напряжения в сети из-за изменений нагрузки могут наблюдаться. Хотя если аппарат и небольшой мощности, на функционировании бытовых приборов в доме это особенно не отразится.
На заметку!
Значительное несоответствие мощности аппарата параметрам эл/сети чревато «просадками» напряжения, а это отражается на качестве сварки. Понятно, что не в лучшую сторону.
Трехфазные. Их целесообразно приобретать собственникам частных домов, так как линия 380 В уже подведена к строению. Преимущество в том, что такие сварочники не создают большой нагрузки на фазу, так как она распределяется по всем трем, равномерно.

По источнику питания
Это уже к вопросу о разновидностях полуавтоматов.
Трансформаторные. Традиционное исполнение. Если сварка ведется постоянным током, то после трансформатора напряжение поступает в выпрямитель.
Инверторные. Более совершенные модели. Они имеют массу преимуществ перед трансформаторными.
Достоинства инверторов
- Во-первых, более компактны и меньше весят.
- Во-вторых, могут преобразовывать постоянный ток в переменный.
- В-третьих, высочайшее качество сварки.
- В-четвертых, КПД в пределах 95%.
- В-пятых, возможность сваривания металлов с различной структурой (разнородных).
- В-шестых, значительные пределы регулировки тока, что увеличивает возможности аппарата.

По конструктивному исполнению
- С одним корпусом. Это наиболее удобные для бытового использования аппараты.
- Многокорпусные. Как правило, их 2. Источник тока + блок управления – в одном, подающий механизм + горелка – в другом.
По «шасси»
- Переносные. Они или устанавливаются на месте производства работ, или (в зависимости от длины соединительных шлангов) перемещаются с участка на участок вручную.
- «Мобильные». В нижней части корпуса находятся колесики, которые позволяют переустанавливать аппарат без больших усилий со стороны работника.

По применению
Профессиональные сварочники (используются на производстве).
Полупрофессиональные (для регулярного использования в небольших специализированных организациях – сервисы, мастерские, мелкий бизнес).
Любительские (бытовые). Они имеют несколько ограниченные возможности. Хотя характеристики конкретной модели определяются производителем и для каждого аппарата они свои, можно отметить некоторые общие особенности таких изделий:
- Во-первых, они все однофазные.
- Во-вторых, сечение проволоки, с которой может работать аппарат, не более: полнотелой – 1 (алюминий) и 0,8 (сталь), с наполнителем (порошковым) – 0,9 (мм).
- В-третьих, время непрерывной работы ограничено.
- В-четвертых, сварочный ток – до 200 А.
При выборе аппарата именно для бытового применения стоит обратить внимание на такие марки – «Контур» (17 550 – инвертор), «Мастер» (около 11 000), «ПДГ-200», серии 165, 205 (около 8 500), «Форсаж» (от 29 000 – инвертор). Хотя это и не единственные модели, о которых можно встретить много хороших отзывов.
*Цены указаны в российских рублях.
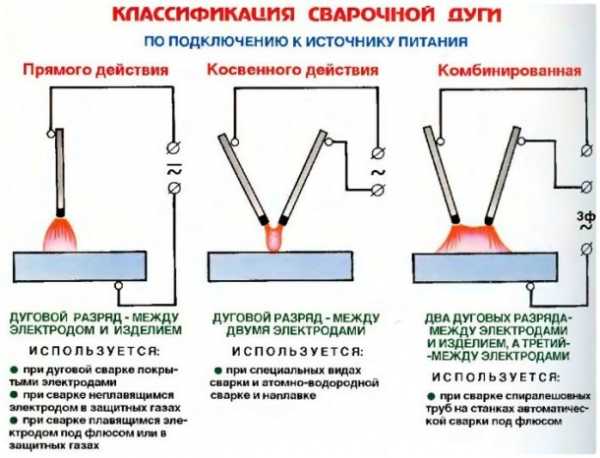
ОБЩИЕ СВЕДЕНИЯ И КЛАССИФИКАЦИЯ АВТОМАТОВ ДЛЯ ДУГОВОЙ СВАРКИ
При автоматических и механизированных способах сварки помимо источников питания дуги необходимо иметь специальное оборудование, позволяющее исключить ручное ведение сварочного процесса. При этом требуется механизировать выполнение двух основных технологических движений: подачу электрода в зону сварки и перемещение дуги вдоль свариваемых кромок. Если при сварочном процессе оба эти движения осуществляются механизированным путем, то такой процесс рассматривается как автоматическая сварка. Если одно из движений — подача электрода в зону сварки — осуществляется механизированным способом, а другое движение — перемещение дуги вдоль свариваемых кромок — осуществляется вручную, то такой процесс рассматривается как механизированная (полуавтоматическая) сварка. Если оба движения выполняются вручную сварщиком, то такой процесс является ручной дуговой сваркой. Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров сварочного режима (напряжения дуги, сварочного тока, скорости сварки), называют автоматами.
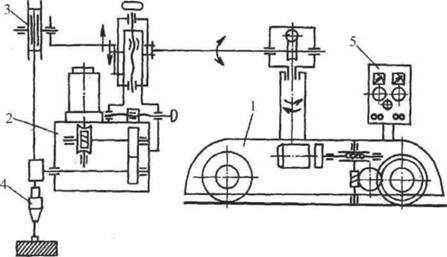
Основной частью автоматов является сварочная головка, представляющая собой электромеханическое устройство, осуществляющее автоматическую подачу в зону дуги плавящегося электрода или присадочного металла. Сварочную головку, закрепленную неподвижно относительно изделия, называют подвесной автоматической головкой. В подвесных головках отсутствует механизм перемещения самой головки. В этом случае относительно дуги перемещают объект сварки с помощью вспомогательного устройства или сварочного приспособления. Если же в конструкции сварочного аппарата имеется механизм для перемещения головки, то ее называют самоходной. Перемещение самоходной головки обычно производится по специальной направляющей. Такой аппарат называют автоматом подвесного типа. Если в конструкции автомата тележка с укрепленной на ней головкой может перемещаться непосредственно по свариваемому изделию, то такой автомат называют сварочным трактором (рис. 10.1).
В основе классификации автоматов используются различные признаки: тип электрода, способ перемещения, характер защиты и др.
По типу применяемого электрода автоматы подразделяют на автоматы с плавящимся электродом и автоматы с неплавящимся (вольфрамовым) электродом.
Рис. 10.1. Схема для сварки плавящимся электродом: 1 — тележка; 2 — подающий механизм; 3 — кассета с электродной проволокой; 4 — горелка; 5 — пульт управления |
По способу перемещения тележки различают автоматы тракторного типа и кареточные.
По способу защиты сварочной ванны различают автоматы для сварки под флюсом, в среде защитных газов и универсальные.
По пространственному выполнению сварных соединений различают автоматы для сварки швов в нижнем, вертикальном и горизонтальном положениях; кольцевых поворотных и неповоротных стыков и кольцевых — в горизонтальной плоскости.
По способу поддержания постоянства параметров дуги выпускают автоматы с принудительным регулированием дуги и саморегулированием.
По числу горящих дуг различают автоматы для сварки одной дугой, двумя дугами и трехфазной дугой.
Широкое применение получили автоматы для сварки вольфрамовым электродом АДСВ-5, АСГВ-4, АРК-3, для сварки плавящимся электродом — ТС-35, АДС-1000, АДПГ-500 и др.
Сварочные автоматы комплектуются из следующих основных узлов: сварочной головки, тележки, пульта управления, аппаратного тттка — фа, кассет со сварочной проволокой.
Основными элементами сварочной головки являются, механизм подачи проволоки, подающие ролики, токоподводящий мундштук и устройства для установочных перемещений головки.
Механизм подачи состоит из электродвигателя и редуктора. При использовании электродвигателей переменного тока применяют регулируемые редукторы. Электродвигатели постоянного тока могут работать в сочетании с нерегулируемыми редукторами. Подающие ролики расположены на выходных валах редуктора. Их назначение — стабильная подача сварочной проволоки без проскальзывания. Обычно это достигается при использовании двух пар подающих роликов. К корпусу редуктора крепится токоведущий мундштук для обеспечения электрического контакта и направления проволоки в сварочную ванну. Мундштук должен обеспечивать минимальное блуждание торца электрода относительно сварочной ванны. Для этого иногда на головку перед мундштуком устанавливают роликовый правильный механизм для правки проволоки. Кроме того, в мундштуке должен обеспечиваться надежный электрический контакт со сварочной проволокой. Конструкции мундштуков различны в зависимости от способа сварки, диаметра и жесткости проволоки. Для сварки электродной проволокой большого диаметра (3-5 мм) наибольшее распространение получили мундштуки с роликовым, скользящим контактом. При использовании проволок меньшего диаметра (0,8-2,5 мм) применяют трубчатые мундштуки. Скользящий контакт поддерживается за счет сменных наконечников мундштука.. Применяют также мундштуки колодочного типа, состоящие из двух подпружиненных колодок, и мундштуки сапожкового типа (рис. 10.2).
Конструкция подвески сварочной головки должна обеспечивать возможность ее установочных перемещений: вертикальное — для установления необходимого вылета электрода или угла наклона его относительно свариваемого стыка; поперечное — для установки торца электрода по центру стыка в начале и корректировки его в процессе сварки.
г |
в |
Рис. 10.2. Токоподводящие мундштуки для автоматов: а — роликовый; б — трубчатый; в — колодочный; г — сапожковый
Тележка предназначена для перемещения головки вдоль свариваемого стыка. В большинстве автоматов тележка выполняет роль базового элемента. На ее корпусе устанавливают сварочную головку, кассету для проволоки и пульт управления автоматом. Тележка должна обеспечивать плавность хода в широком диапазоне скоростей сварки. Различают тележки тракторного и кареточного типов. Тележка тракторного типа перемещается с помощью бегунковых колес либо по направляющим рельсам, либо непосредственно по свариваемому изделию. Тележка кареточного типа перемещается только по направляющим стапеля или устройства крепления самого автомата. Конструкция направляющих элементов зависит от формы свариваемого стыка. Для сварки продольных прямолинейных швов часто применяют консольные направляющие. Автоматы консольного типа универсальны. Их можно использовать и для сварки поворотных кольцевых швов. Применяются также направляющие портального типа, смещенные относительно изделия и установленные непосредственно на приспособлениях с закрепленными в них изделиями. В автоматах для сварки неповоротных кольцевых стыков каретка перемещается по направляющим, имеющим форму окружности. Для перемещения каретки применяют механизмы с бегунковыми колесами, зубчатыми рейками, ходовыми винтами. Тележки автоматов перемещаются с помощью электродвигателей через редуктор. В автоматах с электроприводом постоянного тока скорость перемещения тележки регулируется изменением частоты вращения двигателя. В приводах
переменного тока настройку скорости тележки осуществляют сменными шестернями в редукторе.
В зависимости от способов сварки сварочные автоматы могут снабжаться дополнительными устройствами. Так, при сварке под флюсом сварочные автоматы имеют специальную флюсовую аппаратуру, предназначенную для подачи флюса в зону сварки, удержания его на поверхности шва во время сварки и уборки его по окончании процесса. Такие устройства выполняются в виде съемных бункеров, в которые флюс засыпается и подается самотеком в место сварки в ходе выполнения сварного шва. Иногда применяют специальные флюсоподающие и убирающие аппараты, работающие с помощью сжатого воздуха.
В автоматах для сварки в защитных газах вместо обычного токоподводящего мундштука используется специальная сварочная горелка, в которой помимо токоподвода имеются устройства для подачи защитного газа в зону сварки и принудительного охлаждения горелки от перегрева.
hssco.ru
Сварочные автоматы — какие они бывают и где применяются?
Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения. Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов. Мощность аппаратов может серьезно отличаться.
Разновидности автоматических аппаратов
Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:
- Сварочные автоматические конструкции бывают самоходными и несамоходными, причем последние получили название «подвесные»;
- Очень важна разновидность используемых электродов. Универсальное оборудование рассчитано почти на все типы, в том числе на неплавящиеся, производимые из вольфрама. Специализированные аппараты при проведении сварки пользуются только одним из разновидностей данного расходного материала;
- Тип плавки электрода – проводной, штучный либо ленточный;
- Способ защиты участка, где производится сварочная деятельность – флюс, защитная газовая среда (углекислый газ, аргон, гелий и другие вещества), комбинированная технология, где флюс сочетается с газовой средой;
- Разновидность используемого тока: оборудование может быть рассчитано на постоянный или переменный ток. В продаже сегодня имеются установки, которые способны работать при обоих разновидностях напряжения;
- Технология подачи присадочной проволоки: регулируемая в ручном режиме, регулировка осуществляется в зависимости от того, какое напряжение подается электрическую дугу;
- Методика формирования сварного соединения – свободная или принудительная технология;
- Способ регулирования сварочного тока – плавный, ступенчатый или комбинированный.
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
В мундштуке дополнительно устанавливается контакт, проводящий электрический ток. Он будет контактировать с присадочной проволокой, за счет чего и станет возникать сварочная дуга. Расстояние между дугой и контактами невелико, поэтому сам процесс перемещения проволоки будет очень похож на технологию работы с коротким электродом, который будет сохранять примерно одинаковую длину в течение всего периода использования.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться. Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину. Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.
Основные задачи, которые позволяет решить сварочный автомат при соблюдении технологии выполнения работ, представляют собой набор следующих моментов:
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.
Главным отрицательным моментом при использовании такой технологии являются довольно большие затраты времени, направленные на организацию процесса. Кроме того, шов при его формировании подкорректировать не представляется возможным, так как все основные его качества определяются устройством еще перед началом проведения работ.
electrod.biz
Полуавтоматы, их классификация, технические характеристики
Служат для подачи электродной проволоки в зону горения дуги.
В состав современного полуавтомата входят:
- механизм подачи проволоки;
- сварочная горелка;
- источник питания сварочной дуги, объединенный с блоком управления;
- дистанционный пульт управления.
Сварочный полуавтомат обеспечивает стабильную скорость подачи проволоки и плавную ее регулировку.
Технические характеристики
Параметр | Марка | ||||||
ПДГ-165-1 | ПДГ-2010 | ПДГ-2510 | КЕМППИ ПРО-3000 | КЕМППИ ПРО-5000 | КЕМПОМАТ 2500 | КЕМПОМАТ 4000 | |
Напряжение питания, В | 220 | 380 | 3×380 | 3×380 | 3х220/380 | ||
Потребляемая мощность, не более, кВА | 7 | 9,7 | 18 | 9,9 | 20,2 | 9,2 | 18,5 |
Сварочный ток, А (ПВ*,%) | 160(60) | 200 (60) | 315 (32) | 300 (60) | 500 (60) | 250 (30) | 400 (40) |
Диапазон регулирования сварочного тока, А | 40-160 | 30-200 | 35-315 | 10-300 | 10-500 | 40-250 | 40-400 |
Диапазон регулирования напряжения на дуге, В | 14-24 | 14-28 | 15-30 | 10-35 | 12-45 | 14-26 | 15-34 |
Число подающих роликов | 2 | 4 | 2 | 4 | |||
Диаметр проволоки, мм сплошной порошковой | 0,8-1,2 | 0,8-1,4 | 0,6-2,4 | 0,6-1,6 | 0,6-1,2 | 0,6-1,2 | |
Скорость подачи проволоки, м/мин | 2-9,5 | 1,2-1,6 | 0-18 | 0-25 | 0-18 | 0-18 | |
Диаметр кассеты, мм | 200 | 200; 300 | 300 | ||||
Расход защитного газа, не более, л/ч | 550 | 840 | 880 | 900 | 800 | 900 | |
Масса, кг | 60 | 90 | 168 | 59 | 73 | 80 | 130 |
Габариты, мм | 545x285x545 | 720x285x700 | 470x910x940 | 550x230x500 | 550x230x500 | 930x440x860 | 970x480x970 |
*ПВ — относительная продолжительность включения при цикле 10 мин
Классификации полуавтоматов
По виду защитного газа: в активных (Г); в инертных (И)
По способу регулирования скорости подачи проволоки: плавная, ступенчатая, комбинированная
По типу механизма подачи проволоки: толкающего, тянущего, универсального
По способу охлаждения горелки: с естественным охлаждением защитным газом, с принудительным жидкостным охлаждением.
По конструкции:
однокорпусные — источник питания, механизм подачи, блок управления и кассета с проволокой размещены в одном корпусе (ПДГ-165-1; ПДГ-2010; ПДГ-2510; ДС-200.КЗ; «Мастер-400»).
двухкорпусные — источник питания и блок управления — в одном корпусе, а механизм подачи с горелкой — в отдельном блоке (ПДГ-2511; ПДГО-5010; ПДГ-3010; ПДГ-525-4).
weldering.com
Какие виды сварочных аппаратов бывают? Особенности и характеристики
Какими бывают сварочные аппараты? Виды, различия между ними мы рассмотрим ниже. Эти агрегаты предназначены для разных целей.
Ни одно современное строительство или же крупные мастерские не обходятся без применения сварочного аппарата. Именно этот агрегат в состоянии прочно соединить конструкции из металла. В этой статье будут рассмотрены различные виды сварочных аппаратов.
Сварку заменить практически невозможно. Крепление при помощи анкеров, болтов и хомутов решает проблему временно или же вовсе не может быть применимо по ряду причин.
Многие интересуются, какие виды сварочных аппаратов бывают. Ведь за долгое время существования приборы для сварки претерпели значительные изменения, и в результате появились абсолютно новые модификации. Существуют следующие виды сварочных аппаратов:
- трансформаторы;
- выпрямители;
- инверторные устройства;
- генераторы;
- полуавтоматические приборы.
В настоящее время особой популярностью пользуются сварочные автоматы инверторного типа, а также полуавтоматические виды.
Так какие имеет сварочный аппарат виды? Назначение каждого будет рассмотрено отдельно.
Трансформаторное устройство
Этот сварочный аппарат, виды и типы которого многочисленны, представлен самой ранней модификацией. Речь пойдет о трансформаторах, обладающих предельно унифицированной схемой. Они изменяют ток переменного характера с высоким напряжением до более низкого показателя. Благодаря этому осуществляется процесс сварки.
Регуляция силы тока обеспечивается смещением положения катушечной обмотки относительно друг друга и главного сердечника.
Исходя из способа настройки, все трансформаторные агрегаты можно подразделить на следующие типы:
- тиристорный с фазовой регуляцией;
- с магнитным рассеиванием стандартного вида;
- с магнитным рассеванием увеличенного типа.
Все виды сварочных аппаратов этого типа функционируют на переменном токе. Бесспорно, использование переменного тока вызывает непостоянство электрической дуги. Именно поэтому она нуждается в постоянном поддержании.
Минусы прибора
Нестабильность дуги, высокий уровень газовых примесей и шлаков вызывает разбрызгивание металла и портит качество сварочного шва.
Помимо этого, трансформаторные приборы имеют достаточно большой вес, потребляют много тока и чувствительны к перепадам напряжения.
Но опытный мастер сможет осуществить качественную сварку даже этим аппаратом. Агрегат применяется во многих сферах по сегодняшний день.
Популярные модели трансформаторов
Трансформаторами с приемлемой стоимостью являются аппараты ММА. Они отличаются простой конструкцией и средним уровнем функциональности, так как процесс соединения металла осуществляются на переменном токе.
Среди лидеров можно отметить итальянские фирмы BLUE WELD (агрегатом, снискавшим особую популярность, стала модель BLUE WELD BETA 422 817162) и Helvi. Последняя производит устройства с высоким показателем значения тока. В сегменте этого производителя вы можете найти показатель мощности 550 Вт. К примеру, у прибора Helvi Universal 550 1534830.
Практически все производители оснащают агрегаты колесиками для транспортировки.
Выпрямители
Сварочные аппараты (виды, различия мы рассматриваем) представлены и выпрямителями.

Это следующее поколение агрегатов после трансформаторных. Разработчики смогли устранить все минусы устройства, функционирующего на переменном токе. Данные виды сварочных аппаратов помимо понижения напряжения, поступающего из сети, могут преобразовывать переменный ток в постоянный. Это обеспечивается включенными в схему аппарата полупроводниковыми диодами, превращающими синусоидальный ток в линейный. Линейный тип отличают постоянство и пологоподающие свойства.
Положительные характеристики устройства
Высокий уровень стабильности электродуги позволяет сваривать металл герметично. Также снижен уровень разбрызгивания материала. Сварочное соединение получается крепким и однородным. К плюсам данного устройства можно отнести и то, что ему подходят все типы электродов. Сваривать можно медь, никель, титан и даже их сплавы.
Популярные модели
- Среди выпрямителей следует отметить итальянский агрегат BlueWeld SPACE 280 AC/DC 814300. Он отличается универсальностью, так как функционирует как при постоянном, так и при переменном токе в широком диапазоне от 10 до 220 А. Аппарат отличает долгосрочная служба. Он способен варить нержавейку и чугун. Прекрасно подойдет для пользования в частном хозяйстве.
- Для профессионалов подойдет аппарат-выпрямитель для сварки TIG-методом BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201. Аппарат обладает высокой мощностью и может варить даже такие металлы как титан, алюминий, медь, нержавейка т. д. Он очень удобен и унифицирован при работе. Этот агрегат функционирует не только TIG-, но и ММА-методом. Управляется прибор посредством цифрового дисплея, расположенного на передней панели.
Инверторные устройства
В этой главе будет рассмотрен инверторный сварочный аппарат, виды и преимущества этого агрегата.

Такие устройства с технической точки зрения считаются самыми удачными. Данные виды сварочных аппаратов (фото некоторых моделей представлены в этой статье) имеют небольшой вес в сочетании с высоким уровнем функциональности. Такие параметры сделали агрегат одним из самых востребованных на рынке.
Автоматизированная настройка прибора позволяет осуществлять сварочные работы даже людям, не имеющим опыта в этом деле. Профессионалам же предоставляется возможность повысить уровень производительности.
Принцип функционирования инверторного устройства
Все разновидности инверторных аппаратов имеют простую схему. Переменный ток проходит через сетевой выпрямитель и преобразуется в постоянный. После этого он попадает в блок прибора, который служит частотным преобразователем, и там вновь превращается в переменный ток, но с большим показателем частотности.
Затем к работе подключается миниатюрный блок с высокой частотой, где понижается напряжение. Последним звеном в схеме служит силовой выпрямитель. В результате на выходе получается постоянный ток высокой мощности.
Функциональность частотного преобразователя обеспечивает микропроцессорный блок автоматизированного контроля. Он и настраивает широкий диапазон вольтамперных показателей от низкоподающих до высоких показателей.
Главным достоинством инверторного устройства является то, что оно на выходе дает идеально гладкую кривую. Поэтому электрическая дуга отличается высоким уровнем стабильности.
Инверторы можно настроить с максимальной точностью. Поэтому они позволяют проводить качественную сварку и выполнять разнообразные задачи. Эти агрегаты не реагируют на скачки напряжения. Показатели сварочного шва весьма высоки. Соединению подлежит даже тонкостенный лист металла.
Показатель КПД агрегата составляет не ниже 90%. Для сравнения, некоторые устройства обладают показателем 30%.
Инверторы варят как черные, так и цветные металлы с любыми показателем толщины и при любой позиции в пространстве. В данном типе сварки применимы все виды электродов.
Инверторное устройство обладает широким диапазоном регулирования тока для сваривания. Это дает возможность применять аргонодуговую сварку неплавящимся электродом.
Каждый инвертор обладает функцией Hot start (горячий старт), обеспечивающей поджигание электрода при максимальной подаче тока.
Имеется опция Anti-Sticking, при помощи которой при коротком замыкании происходит снижение сварного тока до минимальных показателей. Это позволяет электроду избежать залипания при соприкосновении с деталью.
Функция Arc Force предотвращает залипание в миг отрыва металлической капли, мощность тока при этом резко возрастает до нужного показателя.
Сварочный инвертор любого типа способен поддерживать заданный ток на постоянном уровне. Эти показатели позволяют не так критично оценивать длину дуги, что облегчает работу мастера, особенно не обладающего должным опытом. При этом качество шва не находится в зависимости от длины дуги.
Недостатки агрегата
- Отрицательное воздействие пыли на работу аппарата (производители советуют дважды в год очищать его от скопившейся грязи). Если он функционирует на стройке, то делать это надо гораздо чаще
- Сварочные аппараты плохо переносят низкую температуру окружающей среды. Так, при показателе меньше -15 градусов по Цельсию использование агрегата нецелесообразно.
- Длина каждого кабеля для сварки при подключении прибора не должна быть выше 2,5 м. Но это дело привычки.
Популярные модели инверторов
Самые распространенные виды инверторных сварочных аппаратов представлены несколькими моделями.
Агрегаты финской фирмы Kemppi являются лидерами в области сварки. Следует отметить модель Kemppi MINARC 150VRD. Она способна производить самостоятельную коррекцию параметров дуги. Для работы с прибором подходят все типы электродов. Он прекрасно переносит пыль и влагу.

Немецкий производитель Fubag производит высококачественные сварочные аппараты. Виды, преимущества которых отмечают многие профессионалы, функционируют при напряжении от 85 до 265 А. Они нечувствительны к перепадам напряжения, что обеспечивается функцией Protec 400. Большим спросом пользуется однофазное инверторное устройство Fubag In 163, подходящее даже для новичков. Оно производит ровный аккуратный шов, не разбрызгивает металл.
 На рынке сварочных инверторов итальянская марка Telwin завоевала положительную репутацию. Аппараты функционируют при напряжении 220 В на постоянном токе. Агрегаты отличают компактность и небольшой вес. Внимания заслуживает модель Telwin Force 165. Она прекрасно выдерживает скачки напряжения в пределах 15%.
На рынке сварочных инверторов итальянская марка Telwin завоевала положительную репутацию. Аппараты функционируют при напряжении 220 В на постоянном токе. Агрегаты отличают компактность и небольшой вес. Внимания заслуживает модель Telwin Force 165. Она прекрасно выдерживает скачки напряжения в пределах 15%.

Итальянская марка ProfHelper громко заявила о себе в 2007 году. Производитель представляет модели с отличной функциональностью. К примеру, инвертор Prestige 181S, работающий при напряжении 165 В, прекрасно переносит перепады напряжения. В схеме конфигурации есть стабилизатор. Аппарат легок. Его масса равна 8,5 кг. Сварочные работы, проведенные этим аппаратом, отличаются высоким качеством.

Brima является проверенной немецкой маркой. В ряду моделей следует отметить инвертор Brima Tig 200 A. Он отличается компактностью и удобством. Обеспечивает высокий уровень чистоты свариваемых металлов. При наличии короткого замыкания падение напряжения до 0 А происходит в автоматическом порядке, избавляя тем самым от порчи электрод, а металл — от оседания на нем грязи.

Полуавтоматические приспособления
Все полуавтоматические разновидности сварочных аппаратов (фото одной из моделей представлено ниже) дают возможность не только уменьшить затраты времени на работу, но и добиться высоко качества сварки. Шов отличается тем, что он сплошной, так как постоянная смена электродов не требуется.

Существуют следующие виды полуавтоматических сварочных аппаратов:
- полуавтоматы производят сварочную работу в газовой среде;
- сплошная проволока электродов к дуге подается автоматически.
Какой газ используется?
В качестве газа могут быть применены:
- азот;
- кислород;
- углекислый газ.
Из инертных газов задействуются гелий и аргон. Зачастую их смешивают.
Плюсы газовой сварки
Достоинства газовой сварки в том, что аппарат защищает от отрицательного воздействия газового состава воздух и является стабилизатором электрической дуги. Он придает определенные характеристики сварному шву.
Через горелку подается проволока, являющаяся заменой штучного электрода. Осуществляя подборку газов и разных типов электродной проволоки, можно изменить свойства ванны для сварки.
Высоким уровнем функциональности обладают полуавтоматические устройства, варящие порошковой проволокой.
При надобности можно купить и полуавтоматический аппарат, рассчитанный как на газы, так и на проволоки порошкового типа.
Известные полуавтоматические модели
Так какие виды сварочных аппаратов полуавтоматов стали наиболее востребованными на рынке? Они представлены довольно широким рядом.
Заслуживающими внимания считаются следующие виды полуавтоматических сварочных аппаратов:
- «Циклон» ПДГ-240 ДАВ от отечественного производителя. Он оснащен несколькими режимами, имеет защитную функцию от перегрева и высокое значение тока для сварки 240 А. Агрегат подходит для кузовных работ и сваривания металлических конструкций из стали. Подлежит починке и имеет хороший уровень производительности.
- «Ресанта» САИ ПА 165. Устройство включено в бюджетную группу. Обладает легким весом и оптимальными габаритами, устойчивостью к перепадам в напряжении. Обладает системой охлаждения и электронной начинкой класса IGBT.
- «Энергомаш» СА-97ПА20. Профессионалы полюбили этот прибор за надежность. Он подходит как для бытового применения, так и для крупных мастерских. Модель функционирует на проволочной сварке при подаче газа и без него. Экономно потребляет электроэнергию, обладает рядом вспомогательных функций.
- Если вы находитесь в поиске агрегата для MIG-MAG-метода, то следует обратить внимание на немецкую модель Fubag TSMIG 180. Применима для работы с защитным газом, а также с флюсовой проволокой. Перегрев аппарата невозможен благодаря встроенной системе охлаждения. Максимальный показатель силы тока равен 145 А. Прибор станет прекрасным выбором тех, кто проводит сварку в гараже или же в загородных домах. Сваривает низкоуглеродистые и низколегированные металлы, а также нержавейку. В комплектацию входят защитная маска, газовые шланги, два контактных наконечника, катушка проволоки для сварки, а также специальная горелка для MIG-MAG-работ.
Сварка посредством TIG-аппарата
Сварочные аппараты постоянного тока, виды которых описаны в этой статье, представлены и TIG-устройствами. Приборы подобного типа сваривают металл с повышенным уровнем соединения. Они являются незаменимыми при соединении особенно трудных швов.
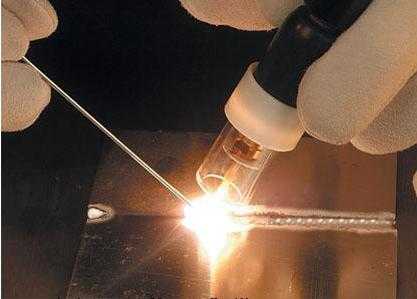
Помимо надежности приборы отличаются и эстетичностью работы. При сварке TIG-аппаратами используются электроды из графита или вольфрама. Аппарат функционирует по следующему принципу: по подающим шлангам к горелке проходит инертный газ, а от электроблока AC/DC — электричество. Электрод установлен в горелке. Баллоны могут быть заправлены гелием, азотом и их смесью.
Обычно при сваривании неплавящимся электродом капельного переноса в сварочную ванну нет. Поэтому используются расходники дополнительного характера: специальные присадки-проволоки или же ленты. Присадки обладают различным химическим составом. Это позволяет менять свойство сварного шва.
При токе с постоянным значением варят чугун и различную сталь. Переменный ток используется при сваривании деталей из цветных металлов.
Аргонодуговая сварка является сложной. Она требует от мастера достаточного опыта и знаний. Новичкам использовать TIG-аппараты не рекомендуется, несмотря на то что настраивается прибор автоматически и обладает унифицированными функциями.
Начинать советуют с обыкновенного инвертора. Это позволит научиться держать дугу и осуществлять сварку металла.
Сварочный аппарат TIG используется во многих сферах при работе с чугуном, сталью и цветными металлами. Относительно невысокий уровень производительности этих агрегатов компенсируется качественными швами и незначительными потерями металла.
Оборудование для точечной сварки работает по следующему принципу: ток варит металл под давлением. Электродуга способствует образованию локального расплава металла обеих заготовок. При окончании короткого воздействия дуги давление клещей повышается. В результате металл кристаллизуется и соединяет изделия друг с другом. В большинстве случаев точечный вид сварки используется для работы с листовым материалом.
Чтобы закрепить листы большой площади по центру, используют односторонний пистолет. При его действии получаются два сварных точечных соединения, которые расположены рядом.
Для споттеров существует широкий ассортимент шпилек, петель, наварных крюков, заклепок и др.
Плюсы точечной сварки
Среди ее достоинств следующие:
- высокий уровень производительности;
- крепкое соединение;
- внешняя эстетичность шва.
Положительные и отрицательные стороны аргонодуговой сварки
К плюсам данного вида сварки можно отнести:
- высокий уровень качества сварного шва;
- надежное соединение;
- долгосрочную службу;
- сваривание титана и нержавеющей стали.
К недостаткам относят:
- необходимость специализированной подготовки к работе;
- невозможность некоторых моделей функционировать в режимах DC, AC/DC.
Популярные модели аппаратов для TIG-сварки
Рассмотрим ряд моделей, пользующихся особых спросом:
- «Ресанта» САИ 180 АД. Обладает большим удобством, чем трансформаторы или выпрямители, благодаря наличию таких функций как Arc Force, Anti Stick и Hot Start. Сила тока для сварки составляет 180 А, но ПВ при максимальной подаче тока равна 70%. Это говорит о высоком уровне производительности, так как агрегат может функционировать беспрерывно на протяжении 7 минут, а 3 минуты находится в бездействии. Это обеспечивается туннельной охлаждающей системой. Также агрегат может работать при низком напряжении 198 В.
- Тем, кто ищет устройство с высокой мощностью, рекомендуется обратить внимание на аппарат «Сварог» TIG 300 S. Это прибор профессионального уровня, функционирующий при напряжении 380 В. Выносит перепады напряжения в пределах 15%. Регулировка силы подачи тока производится плавно, что дает возможность задавать точные параметры для сварочной работы. Агрегат обладает встроенной вентиляционной системой и схемой охлаждения, что обеспечивает долгосрочную службу прибора.
Сварочные аппараты, применяемые для автомобилей
Многие интересуются, какие виды сварочных аппаратов бывают для автомобилей.
Кузов является главным элементом каждой машины. Он требует тщательного ухода и точной диагностики перед ремонтом.
В автомастерских часто используются сварочные работы. Многие автолюбители проводят ее в своих гаражах даже самостоятельно.
Существуют следующие разновидности сварочных аппаратов для авто:
- Точечная сварка требуется в том случае, если нужно локально соединить две заготовки. Такие аппараты получили название споттеров. Без них не обходится автомобильная промышленность, а также крупные мастерские по ремонту машин. Для мастерских, базирующихся на кузовном ремонте, лучшим вариантом будет покупка профессионального агрегата, обладающего высокой мощностью и функциональностью.
- Также широко применяется углекислотная сварка. Толщина металла кузова машины равна 0,8-1 мм. Для качественной сварки без прожига понадобится углекислотный агрегат. Освоить технику работы с прибором, функционирующим на переменном токе, гораздо сложнее, чем использовать углекислотный. Сварочная работа на нем проводится посредством проволоки, подающейся в зону сварки автоматически или же электродом из вольфрама. Он, в отличие от проволоки, не подлежит плавлению в среде защитного газа. Углекислотный агрегат приобрел широкую популярность в авторемонтных мастерских. Полуавтомат сваривает листы из стали, толщина которых составляет от 0,8 до 6 мм. Сварочный шов при этом отличается эстетичностью и высоким качеством.

Распространенные модели
Разновидности сварочных аппаратов для авто представлены самыми разными производителями. Внимание следует обратить на следующие популярные марки:
- Brima ПДГ-240Д;
- Shyuan MIG-300;
- «Ресанта» САИПА-220;
- INTERTOOL DT-4319;
- «Тэмп» ПДУ-1,8-УЗ-220.
В этой статье описано, какие имеют сварочные аппараты виды. Характеристики, как видно, существенно варьируются.
fb.ru
Сварочные полуавтоматы, их виды.
Сварочные полуавтоматы, их виды.
В сварочном автомате механизированы две основные операции процесса сварки — подача сварочной проволоки в зону дуги и перемещение дуги по линии шва; в полуавтомате механизирована лишь одна операция — подача электродной проволоки в дугу, а перемещение дуги для образования шва производится сварщиком вручную (рис.1). Автоматическая подача проволоки с катушки 1 осуществляется подающим механизмом 2, состоящим из электродвигателя М переменного или постоянного тока, коробки скоростей ведущего 6 и прижимного ролика 7. Проволока 5 подается роликами с постоянной заданной скоростью через внутренний канал гибкого шланга 3, держатель 4 и наконечник 8. Сварщик держит горелку и вручную перемещает ее по шву.
Рис. 1. Схема шлангового полуавтомата толкающего типа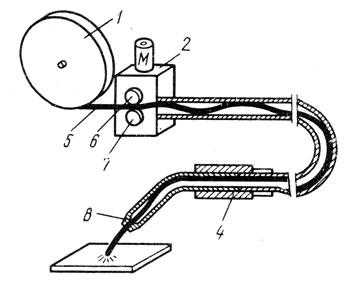
Одной из основных частей полуавтомата является шланг 3, состоящий из проволочной спирали с оплеткой и резиновой оболочкой, по внутреннему каналу которой проходит электродная проволока. Сварочный ток, защитный газ и охлаждающая вода подводятся отдельно. В комбинированных шлангах кроме электродной проволоки в одной оболочке проходят токоподводящий провод, провода цепи управления, защитный газ и охлаждающая вода. Комбинированный гибкий шланг имеет большую массу, сварщику трудно управлять им. Полуавтоматы снабжаются автономными шлангами, например полуавтомат А-825 и др.
Длина шланга составляет не более 3,5 м. На горелке находится кнопка включения подающего механизма.
Подача электродной проволоки вперед и назад осуществляется переключением пакетного переключателя.
В полуавтоматах для сварки в защитном газе одновременно с пуском электродвигателя срабатывает реле для автоматического включения газового клапана. При этом начинается подача электродной проволоки и газа. При размыкании сварочной цепи реле обесточивается и размыкает свои контакты. Подача электродной проволоки и газа прекращается.
Электродвигатель для подачи сварочной проволоки подключается чаще всего к источнику питания сварочного тока или к сети через понижающий трансформатор 380/36 В.
Полуавтоматы подразделяют по назначению на: стационарные, где в одном корпусе смонтированы все части аппарата вместе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные, где механизм подачи и катушка с проволокой максимально облегчены; ранцевого типа — для сварки в условиях монтажа и специализированные — для выполнения определенных операций.
Расположение подающего механизма.
Для полуавтоматической сварки применяются шланговые полуавтоматы толкающего типа (рис. 1), тянущего типа (рис. 2) и тянуще -толкающего типа (рис. 3). Тип полуавтомата определяется местом расположения электродвигателя.
Рис. 2. Схема шлангового полуавтомата тянущего типа: 1 — подающие ролики, 2 — держатель горелки, 3 — катушка с проволокой, 4 — шланг, М — электродвигатель механизма протягивания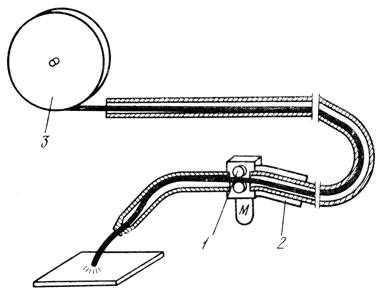
Сопротивление прохождению проволоки зависит от количества изгибов шланга, его длины и материала трущихся поверхностей проволоки и канала.
Это сопротивление при работе полуавтомата меняется, что ведет к нарушению равномерности подачи проволоки и стабильности процесса сварки. Сопротивление проталкиванию проволоки может настолько увеличиться, что двигатель механизма подачи остановится или начнется пробуксовка проволоки в подающих роликах.
Для порошковых проволок из алюминия и титана, имеющих повышенный коэффициент трения, сопротивление проталкиванию намного больше, чем для стальных проволок сплошного сечения. Поэтому для снижения сопротивления проталкиванию применяют спирали, изготовленные из материалов с малым коэффициентом трения, или обычные спирали, смазанные нейтральной смазкой (например, дисульфидом молибдена, снижающим сопротивление проталкиванию в 1,5 — 2 раза). Применение спиралей из бронзы снижает сопротивление в 2 — 3 раза по сравнению со сталью, а в трубках из фторопласта — в 6 — 10 раз.

Рис. 3. Схема шлангового полуавтомата тянуще -толкающего типа: 1 — толкающий электродный ролик, 2 — тянущий электродный ролик, 3 — шланг, М1 и М2 — электродвигатели
Для мягких проволок из алюминия и его сплавов или порошковой проволоки с высоким коэффициентом трения (за счет неровностей поверхности проволоки), а также для проволок малого диаметра (менее 0,8 мм), способных сминаться в канале, полуавтоматы толкающего типа неприменимы.
В этих случаях применяют полуавтоматы тянущего типа, механизм подачи которых расположен в горелке. Однако длина шлангов этих полуавтоматов ограничивается малой мощностью электродвигателя (до 100 Вт) и не превышает 1 м. Более длинные шланги требуют увеличенной мощности и массы двигателей, а следовательно, большой массы горелки.
В полуавтоматах со шлангами более 5 м применяются механизмы подачи
тянуще — толкающего типа (рис.4), в которых имеется толкающий механизм с двигателем М1, расположенный рядом с катушкой электродной проволоки, и тянущий механизм с двигателем М2, расположенный в горелке. Это значительно утяжеляет горелку, но устраняет неравномерность подачи проволоки в зону сварки.
multiurok.ru
Сварочные автоматы и полуавтоматы: виды и особенности устройства
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
 Сварочный полуавтомат Aotai MIG 500 Сварочный полуавтомат Aotai MIG 500 |
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки.
|
Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
 Процесс выполнения полуавтоматической сварки
Процесс выполнения полуавтоматической сваркиВ задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
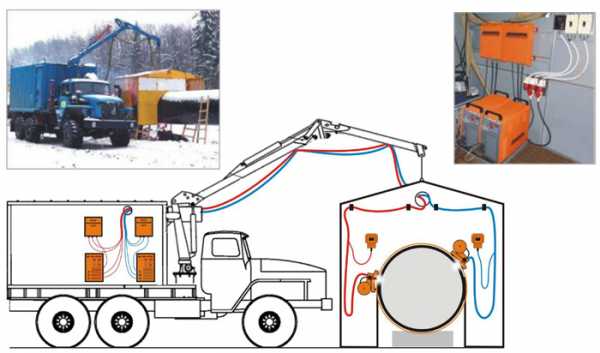
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.
Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2

Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм. Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
- Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.
Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
www.tck-spb.ru