Сварочные автоматы и полуавтоматы: виды и особенности устройства
Электродуговая сварка считается наиболее распространенным способом получения неразъемных соединений металлических деталей. Она широко применяется в промышленном производстве, строительстве и при выполнении ремонтных работ. В отличие от пайки и склеивания, где присадочный материал не смешивается с основным, применение электрической дуги приводит к расплавлению и электрода, и соединяемых деталей. Происходящие в это время физические процессы и химические превращения позволяют получить шов с высокими механическими характеристиками.
Оборудование для проведения сварочных работ постоянно совершенствуется, и на сегодняшний день на рынке представлено огромное количество его модификаций. Наибольший интерес вызывают аппараты, которые относят к категориям автомат и полуавтомат. Несмотря на созвучность названий, они имеют ряд принципиальных отличий в конструкции и технологии сварки.
Конструкция полуавтоматического аппарата
Аппарат представляет собой модульную конструкцию, состоящую из источника тока, подающего механизма и горелки. Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Устройства для сварки в атмосфере защитного газа комплектуются баллонами. Существует ряд высокопроизводительных моделей с охлаждением, которые подключаются к магистрали или резервуару с водой. Полуавтоматы отличаются небольшим весом и высокой мобильностью. Их можно переносить или перевозить на шасси к месту проведения работ. Аппараты применяются для монтажа инженерных систем, при ремонте в условиях действующего производства и мастерских.
Также существуют полуавтоматы стационарной конструкции − сварочные посты. Их применяют в серийном производстве металлоконструкций, когда большинство швов имеет небольшую длину (до 0,8 м).
| Сварочный полуавтомат Aotai MIG 500 |
Главное конструктивное отличие полуавтомата от автомата – наличие горелки, которая обычно выполняется в форме пистолетной рукоятки.
|

Технология полуавтоматической сварки
Расплавленный металл электрода и соединяемых деталей нуждается в защите от атмосферного кислорода. Существуют две технологии, позволяющие избежать их интенсивного окисления и выгорания легирующих добавок.
- Сварка в среде защитных газов. Технология предполагает использование проволоки сплошного сечения, а также аргона или углекислоты. Газы подаются через сопло под небольшим избыточным давлением, позволяющим вытеснить воздух.
- Сварка порошковой проволокой. Содержащие флюс присадочные материалы позволяют обойтись без защитной атмосферы. При плавлении порошковой проволоки происходит образование шлака и газов, предохраняющих сварочную ванну от окисления.
Процесс выполнения полуавтоматической сварки
В задачи оператора полуавтоматической установки входят выбор режима работы аппарата (настройка силы тока, выбор полярности) в соответствии с диаметром электрода и материалом, активация горелки и выполнение нужного количества проходов вдоль шва. Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Скорость подачи проволоки (сохранение постоянной длины дуги) регулируется в режиме автомата.
Многие современные аппараты имеют дополнительные функции, облегчающие работу сварщика: повышение напряжения при розжиге дуги, возможность переключения с постоянного тока на переменный или импульсный для соединения деталей из цветных металлов. Некоторые модели перестраиваются на сварку неплавящимся электродом или на обычную ручную.
Полуавтоматы с электронным управлением имеют встроенную память для сохранения настроек. Для перехода в другой режим оператору требуется только выбрать соответствующий номер программы.
Конструкции сварочных автоматов
Сварочные автоматы представляют собой целый класс высокотехнологичного оборудования. Чаще всего они используются в условиях производства. Автоматы самостоятельно подают присадочные материалы и перемещают сварочную головку вдоль шва. Многообразие конструкций таких аппаратов обусловлено различиями в производственных технологиях.
Схема организации сварочных работ на установке УАСТ-1 при строительстве трубопроводов
По способу перемещения автоматы бывают следующих типов.
- Подвесные. Оператор устанавливает сварочную головку и деталь в нужное пространственное положение. При этом перемещается последняя. Такие автоматы позволяют получать швы практически любой конфигурации.
- Самоходные. Такие автоматы устанавливаются на специальную тележку. Главная их особенность – возможность перемещения в процессе сварки и головки, и детали.
- Сварочные тракторы. Наиболее легкие и мобильные автоматы, снабженные шасси. Во время сварки трактор перемещается по специальным рельсам или самой детали. Главное преимущество такого автомата – возможность работы с деталями большой длины. Теоретически трактор способен выполнить бесконечный прямолинейный шов.
Сварочные автоматы применяются в производстве труб, сосудов и емкостей большого диаметра, строительных и промышленных металлоконструкций. Существуют специализированные аппараты для сварки определенных деталей. Многие производители комплектуют свои автоматы сменной оснасткой, позволяющей расширить сферу применения. Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Например, копирующие устройства позволяют выполнять сварку деталей сложной формы.
Конструктивно различают одно- и многоэлектродные автоматы. Последние отличаются более высокой производительностью. Некоторые автоматы могут быть объединены в технологические линии с единым управлением.
Технологии автоматической сварки
Выбор технологии зависит от специфики соединяемых деталей. Наибольшее распространение получили следующие виды.
- В среде защитного газа. Для получения шва требуемого качества могут использоваться аргон, гелий, а также различные смеси.
- Сварка под флюсом. Одна из наиболее производительных технологий, используемая в крупном машиностроении и металлургическом производстве. В качестве присадочных материалов автомат использует проволоку сплошного сечения и сыпучий флюс.
- Электрошлаковая сварка. Тепло для расплавления основного и присадочного металлов выделяется при прохождении тока через слой жидкого шлака. Такая сварка обеспечивает минимальное растворение водорода в металле и обеспечивает высокую ударную вязкость соединения.

Автоматы могут быть настроены на любой тип переноса присадочного металла в сварочную ванну, включая струйный. При возникновении короткого замыкания аппарат восстанавливает сварочную дугу без участия оператора.
Аппарат АДС-1 для автоматической сварки проволокой сплошного сечения в защитном газе CO2
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.

- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Достоинства и недостатки применения автоматов
Преимущества сварочных автоматов хорошо проявляются в режимах интенсивной эксплуатации.
- Высокая производительность. Установки способны работать с лентой и проволокой больших сечений. Их производительность позволяет выполнять сварку деталей толщиной более 100 мм.
 Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве.
Также они эффективны, если необходимо получить большое количество коротких швов при серийном производстве. - Исключено влияние человеческого фактора. Работа автомата не зависит от физического и психологического состояния оператора. Если настройка выполнена в соответствии с технологией, шов получится ровным по длине и толщине.
- Работа в труднодоступных местах. Конструкции аппаратов позволяют выполнять сварку там, где человек не сможет находиться физически. Некоторые установки рассчитаны именно на такие специфические операции.
- Удобство регулировки. Современные автоматы оснащены электронным управлением и встроенной памятью. Для каждого нового изделия параметры сварки настраиваются один раз. Впоследствии предустановки можно загрузить из памяти.
- Безопасность оператора. Современные установки оснащаются системами принудительного удаления дыма и другими средствами защиты. Благодаря отсутствию воздействия вредных и опасных факторов снижается риск возникновения профессиональных заболеваний.

Основные недостатки автоматов – это высокая стоимость и затраты на организацию процесса. Для установки некоторых элементов и свариваемых деталей может потребоваться грузоподъемное оборудование. Чтобы получить качественный шов, начальная настройка режима должна быть выполнена тщательно: оператор должен иметь соответствующую квалификацию.
Чтобы получить дополнительную информацию о сварочном оборудовании и профессиональные рекомендации по выбору, свяжитесь с представителем ООО «ТСК» по телефону. Мы готовы создать проект сварочного производства, обеспечить его сопровождение, а также комплектацию оборудованием и материалами.
MMA, MIG-MAG, TIG – разбираем основные виды сварки без воды
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Плюсы:
-
Сварочные аппараты (инверторы) доступны по цене
-
Легкая и компактная конструкция оборудования
-
Возможность сварки в любых положениях
-
Дополнительные функции для облегчения процесса сварки
-
Дешевые расходные материалы
Минусы:
-
Ограничение по виду и толщине свариваемых металлов
-
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
-
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
-
MIG (Metal Inert Gas) – с использованием инертного газа.
 MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
-
MAG (Metal Active Gas) — с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Плюсы:
-
Экономия времени на замене электрода
-
Расширенный диапазон рабочих таков
-
Отсутствие необходимости в постобработке шва
-
Качественный и прочный шов
-
Удобство эксплуатации за счет широкого набора функций
Минусы:
-
Низкая мобильность
-
Возможны затруднения в сварке в труднодоступных местах
-
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Плюсы:
-
Возможность работать с любыми металлами малых толщин
-
Высокое качество сварного шва
-
Широкий диапазон сварочного тока
-
Тонкая настройка параметров аппаратов
-
Дополнительные функции для облегчения процесса
Минусы:
-
Малая скорость сварочного процесса (относительно других видов сварки)
-
Ручная подача сварочного прутка
-
Тщательная подготовка заготовки
-
Дорогостоящий комплект оборудования
-
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
|
|
ВИДЫ МЕТАЛЛОВ |
ТОЛЩИНА МЕТАЛЛА, мм |
ПРЕИМУЩЕСТВА |
ОГРАНИЧЕНИЯ |
|
MMA |
стали (углеродистая, низколегированная, высоколегированная) |
От 2 мм. |
Простота и доступность процесса сварки Минимальный набор расходных материалов Сварка в любых положениях
|
Ограничения по видам и толщинам свариваемых металлов. Ограниченная производительность Необходимость удаления шлака с деталей. |
|
MIG-MAG |
Все виды сталей, медь, алюминий и его сплавы, чугун |
От 1 мм и выше |
Высокая производительность Качественный шов Отсутствие шлака |
Ограниченная мобильность
Необходимость в дополнительных расходных материалах и доп. |
|
TIG |
Все виды сталей, медь и ее сплавы, чугун, титан Алюминий и его сплавы |
От 0,5 мм и выше |
Возможность сварки любых металлов Эстетический и качественный шов |
Низкая производительность Необходимость в дополнительных расходных материалах и доп. оборудовании |
 и выше
и выше
 оборудовании
оборудовании
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Получите 10 самых читаемых статей + подарок!
*
Виды и назначение сварочных аппаратов полуавтоматов
Без оборудования для сварки невозможно представить современное производство. Оно необходимо при изготовлении автомобилей, кораблей, железнодорожных вагонов и любых других изделий из металла. А для чего нужен сварочный аппарат в быту, например, на даче? Здесь для него тоже достаточно обширное поле для применения: изготовить забор, установить гаражные петли, починить водопроводную трубу, собрать решетку для армирования фундамента – все это и многое другое можно сделать с помощью сварочного аппарата. При выборе конкретной модели следует обращать внимание на ряд моментов.
Оно необходимо при изготовлении автомобилей, кораблей, железнодорожных вагонов и любых других изделий из металла. А для чего нужен сварочный аппарат в быту, например, на даче? Здесь для него тоже достаточно обширное поле для применения: изготовить забор, установить гаражные петли, починить водопроводную трубу, собрать решетку для армирования фундамента – все это и многое другое можно сделать с помощью сварочного аппарата. При выборе конкретной модели следует обращать внимание на ряд моментов.
В 1883 году в Перми был открыт первый в мире цех, в котором проводились сварочные работы.
Условия работы
Практическое применение полуавтоматической сварки
Выбор сварочного полуавтомата зависит от интенсивности его эксплуатации. Различают следующие виды аппаратов:
- Бытовые. Они не предназначены для продолжительного режима работы.
 Подключаются к обычной бытовой сети напряжением 220В. Величина рабочего тока устройств не превышает 200А. Назначение сварочных аппаратов этого типа – работа в среде защитного газа или с использованием порошковой проволоки. Обозначение такого метода сварки – MIG/MAG. Для этой цели подойдет, например, BRIMA MIGSTAR 210
Подключаются к обычной бытовой сети напряжением 220В. Величина рабочего тока устройств не превышает 200А. Назначение сварочных аппаратов этого типа – работа в среде защитного газа или с использованием порошковой проволоки. Обозначение такого метода сварки – MIG/MAG. Для этой цели подойдет, например, BRIMA MIGSTAR 210.
- Полупрофессиональные. В таких аппаратах сварочный ток может достигать 300А. Как правило, сварка на них ведется стальной проволокой с использованием защитного газа (MIG/MAG) или покрытыми электродами, предназначенными для ручной дуговой сварки. Последний метод сварки называется ММА. Пример полупрофессионального устройства – BlueWeld Vegamig 150/1
. - Профессиональные. Такие аппараты предназначены для продолжительного режима работы и подключаются к трехфазной сети напряжением 380В. Величина максимального сварочного тока устройств – 200-400А. Это универсальные приборы. Помимо методов MIG/MAG и ММА, они предназначены для аргонодуговой сварки вольфрамовыми электродами.
 Такой метод обозначается TIG. В дополнение к этому некоторые устройства могут работать в режиме импульсной сварки. Пример профессионального аппарата – EWM TAURUS 355 SYNERGIC S MM TDM
Такой метод обозначается TIG. В дополнение к этому некоторые устройства могут работать в режиме импульсной сварки. Пример профессионального аппарата – EWM TAURUS 355 SYNERGIC S MM TDM.
Расшифровка MIG/MAG
Методы сварки MIG и MAG требуют использования в работе защитного газа:
Выбор напряжения сети
Устройство, работающее от трехфазной сети с напряжением 380В, отличается стабильной работой и обеспечивает хорошее качество шва. Такой сварочный аппарат предназначен, как правило, для промышленного использования. Это оптимальный выбор, но в бытовых условиях указанные параметры питающей сети доступны не всегда. В этом случае достаточно приобрести однофазный полуавтомат, рассчитанный на напряжение 220В. Такие приборы широко представлены в бытовых и полупрофессиональных типах устройств.
Важность толщины используемого металла
Еще один важный параметр для выбора – толщина предназначенного для сварки металла. Она оказывает непосредственно влияние на важнейшие характеристики сварочного процесса.
Она оказывает непосредственно влияние на важнейшие характеристики сварочного процесса.
|
Толщина металла, мм |
Диаметр проволоки, мм |
Величина тока, А |
|
0,5-1,5 |
0,6 |
40-100 |
|
0,8-2,5 |
0,8 |
50-180 |
|
1,0-4,0 |
1,0 |
60-250 |
|
1,5-8,0 |
1,2 |
70-350 |
|
2,0-20,0 |
1,6 |
100-500 |
Продолжительность работы
Превышение указанной в документации продолжительности включения (ПВ) полуавтомата сокращает срок его службы. Стандартный цикл работы сварочного аппарата – 10 минут. Если в инструкции указана величина ПВ 30 % 200А, значит при этом токе он может работать 3 минуты, а затем 7 минут отдыхать. После этого цикл повторяется.
Стандартный цикл работы сварочного аппарата – 10 минут. Если в инструкции указана величина ПВ 30 % 200А, значит при этом токе он может работать 3 минуты, а затем 7 минут отдыхать. После этого цикл повторяется.
Выбор номинального сварочного тока
При функционировании на номинальном сварочном токе полуавтомат работает не перегреваясь. Выбирать его рекомендуется с запасом не менее 50 %. Если для сварки изделий толщиной 1,5 мм достаточным будет рабочий ток 100А, приобретать следует прибор с номинальным током 150А.
Трансформаторный или инверторный полуавтомат
Наиболее распространенными типами полуавтоматов являются трансформаторные и инверторные устройства. Первые отличаются надежностью и невысокой ценой. При этом они имеют высокий вес и энергопотребление. Научиться работать с ними достаточно сложно. Такие приборы стоит использовать, если не предполагается их частое перемещение.
Инверторные полуавтоматы имеют небольшой вес и габариты, обеспечивая хорошее качество швов. Научиться работать на них достаточно просто. При этом такие приборы дороже трансформаторных, чувствительны к влаге, пыли, низким температурам и скачкам напряжения.
Научиться работать на них достаточно просто. При этом такие приборы дороже трансформаторных, чувствительны к влаге, пыли, низким температурам и скачкам напряжения.
Воспользовавшись указанными выше советами, можно подобрать сварочный полуавтомат в соответствии с предполагаемыми условиями использования и видом работ.
Сварка автомат и полуавтомат чем отличаются. Разновидности сварочных полуавтоматов и автоматов, классификация и особенности конструкции
Главная » Печное отопление » Сварка автомат и полуавтомат чем отличаются. Разновидности сварочных полуавтоматов и автоматов, классификация и особенности конструкции
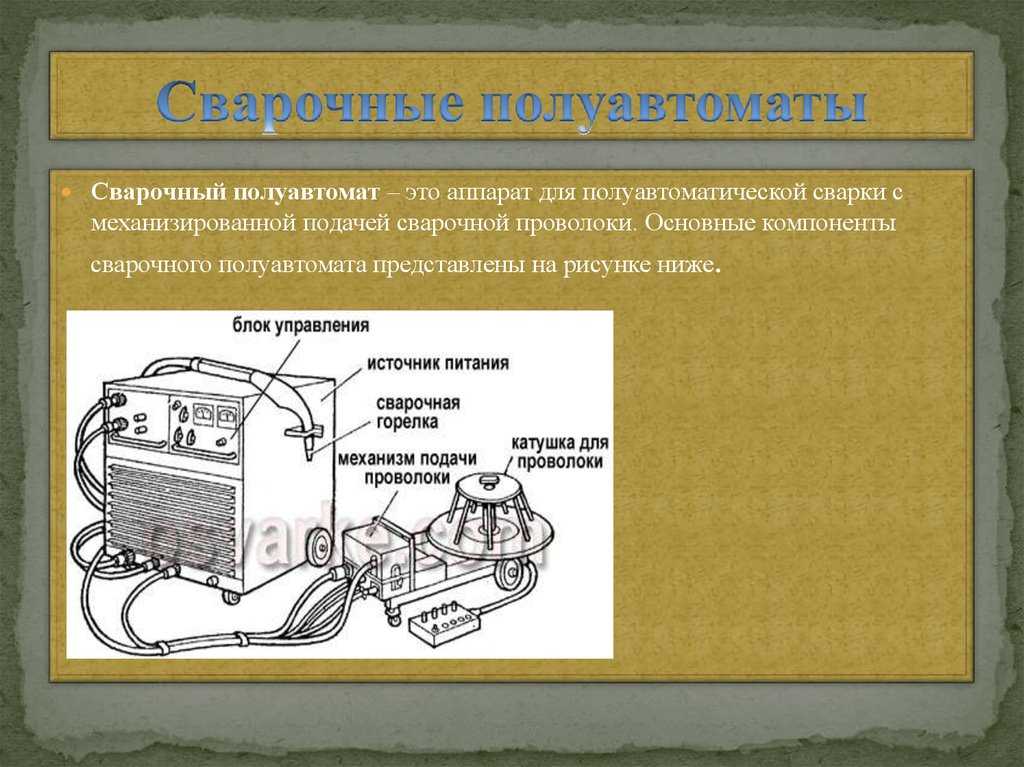
Сварочный полуавтомат – это электромеханический прибор для выполнения сварочного процесса плавящимся электродом в виде проволоки путем механизированной подачи его к месту сварки (к сварочной
ванне). Скорость подачи проволоки устанавливается сварщиком на самом аппарате, а скорость и стабильность скорости перемещения горелки вдоль шва зависит только от сварного.
Полуавтоматов есть большое множество. Для того чтобы их более-менее разделить, имеется классификация по способу защиты сварочной ванны от окислительных процессов. Поэтому разделение будет следующим:
- Полуавтоматическая сварка под слоем флюсов.
- Сварка в защитных газах (инертные или активные).
- Полуавтомат для работ порошковой проволокой.
Флюсованная проволока стоит немалых денег, поэтому более практично использовать сварочные аппараты предназначенные для работ в защитных газах. На сегодняшний день особенно полюбили сварку под флюсом производители якобы «очень доступных полуавтоматов». Данные аппараты по себестоимости недорогие, а посему очень доступны. Они привлекают покупателя ценой, отсутствием надобности покупки баллона с защитным газом. Но, есть и скрытые недостатки: качество шва намного хуже, чем у аппаратов с защитным газом, очень дорогостоящая флюсованная проволока.
Порошковую проволоку используют при сварке на полуавтоматах с защитным газом.
Каждый полуавтоматический аппарат состоит из следующих незаменимых блоков:
- источник тока для электродуговой сварки,
- редуктор с двигателем для перемещения проволоки,
- горелка с рукавом,
- сварочный кабель для подключения зажима к свариваемой детали (это чтобы замкнуть сварочную цепь),
- рукав для подачи газа к входному штуцеру аппарата,
- баллон с понижающим давление редуктором,
- система управления, которая управляет пуском, остановкой проволоки, регулировками скорости подачи и мощности дуги.
Сварочные полуавтоматы можно разделить еще на две категории согласно исполнения:
- однокорпусные, те, у которых механизм подачи проволоки, источник сварочного тока и система управления размещены в одном корпусе.
- более сложные, разделенные на две и более частей, в которых подающий механизм с горелкой и основным управлением в одном блоке, а источник сварочного тока с управлением в другой.
 При больших
нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.
При больших
нагрузках рекомендуется дооборудовать горелку специальным водяным охлаждением с блоком циркуляции.
Аппараты для полуавтоматической сварки можно разделить и по способу питания:
- Однофазные (220В) очень удобны при выполнении работ «на выезде». Это оборудование можно запитать от любой розетки, но сеть должна соответствовать мощности аппарата, иначе просадка сетевого напряжения не позволит стабильно поддерживать мощность дуги, а это чревато некачественным результатом работы.
- Трехфазные (380В) не везде имеют возможность запитаться, но обладают большей стабильностью в работе при различных нагрузках. Также они равномерно распределяют нагрузку по всем трем фазам и меньше нагружают сеть.
Ввиду того что разработка, выбор качественных компонентов и комплектующих, которые влияют на долговечность работы имеют решающую роль, то сварочные полуавтоматы можно без раздумий поделить в ценовые категории:
- Бытовые для непродолжительных нагрузок.
 Они исполнены в виде моноблока и способны долгими годами радовать своего хозяина, если эксплуатируются эпизодически.
Они исполнены в виде моноблока и способны долгими годами радовать своего хозяина, если эксплуатируются эпизодически. - Чуть подороже. Они более выносливы, зачастую имеют хорошую фурнитуру и могут использоваться на небольших СТО и производствах.
- Профессиональные. Разрабатываются для промышленного использования. Имеют более сложную систему управления и обладают большим функционалом по сравнению с предыдущими категориями. Ресурс такого оборудования намного выше общедоступных аппаратов.
К этим разновидностям и подвидам полуавтоматов сварочных можно добавить разделение по типу устройства, подающего проволоку:
- Толкающий вид – механизм проталкивает проволоку в рукав (при сварке тонкой, алюминиевой или флюсованной проволокой возможны замятия внутри рукава).
- Тянущий вид – подающий механизм находится в ручке горелки. Сварочная проволока втягивается либо с катушки в корпусе полуавтомата, либо катушка (в основном очень маленькая) размещена в
рукоятке.

- Толкающее-тянущего вида – из названия понятно, что в этом аппарате имеется два синхронных подающих устройства. Одно толкает присадочную проволоку из корпуса аппарата, а второе подтягивает ее к месту сварки.
Механизмы подающих устройств могут иметь одну или две пары роликов, один из них подающий ролик, а другой прижимной. Механизмы с одной парой самые распространенные и используются с горелками, длинна рукава которой не более 3,5 метра. Для комфортной подачи проволоки в рукава длинной более 4 метров рекомендуется использовать подающие механизмы с двумя парами роликов. Для сварки цветных и черных металлов с применением очень длинных рукавов рекомендуется использовать сдвоенный: толкающий и тянущий механизм.
У каждого полуавтомата предусмотрена регулировка сварочного напряжения, и скорости подачи проволоки. Эти регулировки могут быть как ступенчатыми, так и плавными. У некоторых аппаратов
схемотехнически предусмотрена зависимость скорости подачи от напряжения. Зачастую плавные регулировки присутствуют у полуавтоматов инверторного типа источника сварочного тока.
Зачастую плавные регулировки присутствуют у полуавтоматов инверторного типа источника сварочного тока.
Для выполнения качественной сварки в полуавтоматах используется источник постоянного тока с жесткой и полого-падающей вольтамперной характеристикой. Если в источнике предусмотрена жесткая ВАХ, то в моменты отрыва капли расплавленного металла существенно сокращается длинна дуги и сила тока автоматически увеличивается. В этот момент напряжение остается стабильным. При полого-падающей характеристике с увеличением силы тока напряжение немного уменьшается.
- #1
Почему полуавтомат называется драконом
- #2
Уминя сломалс, я полу свтомат не подает п роволку маторчик рабочий и угликислаод тоже не идет все сразу
- #3
Дима, может может поменять род деятельности?
- #4
Дима,замените клизмотрон на аппарате и всё будет путём!
- #5
- #6
Дима, верни папе сварочник или выучи русский.

- #7
МАЧМАРЕД ЗАМЕНИТЬ НА ТАБАРЕТ И БУДЯ ВСЕ ЁК!
Большинство современных автопроизводителей предоставляет покупателю возможность выбирать полуавтоматический тип установленной коробки передач, хотя массовое внедрение такой трансмиссии началось еще в 1930 годах. Несмотря на свой немалый возраст, полуавтоматическая коробка передач до сих пор не имеет явных противников или поклонников.
По словам экспертов, это обусловлено слабым представлением о ее устройстве и принципе действия. Для обеспечения условий для смены передачи, водителю автомобиля с полуавтоматической коробкой достаточно убрать ногу с педали газа. Она обеспечивает наиболее оптимальные условия для функционирования мотора при движении авто, что не только продлевает срок его службы, но и уменьшает расход топлива.
Устройство коробки полуавтомата
В любом полуавтомате имеется сразу два механизма сцепления — это основное отличие такой системы от классической механической коробки. Наиболее распространенной схемой работы таких полуавтоматов является взаимодействие механизмов лишь с определенной группой имеющихся шестеренок, которые могут быть четными или нечетными. Такая компоновка позволяет существенно сократить время, затрачиваемое на переключение, а также повышает четкость и плавность этого процесса.
Наиболее распространенной схемой работы таких полуавтоматов является взаимодействие механизмов лишь с определенной группой имеющихся шестеренок, которые могут быть четными или нечетными. Такая компоновка позволяет существенно сократить время, затрачиваемое на переключение, а также повышает четкость и плавность этого процесса.
На практике это выглядит следующим образом. При движении автомобиля система анализирует информацию со всех датчиков и других систем. На основании полученной информации, при уже включенной передаче, коробка полуавтомат заблаговременно готовится включить следующую. Происходит это незамедлительно после наступления определенных условий. В итоге удалось сократить время переключения до 8 миллисекунд — такими показателями может похвастаться не каждый современный «автомат».
Коробка полуавтомат, принцип работы которой достаточно сложен, отличается наличием массы электронных систем, учитывающих многочисленные параметры при движении автомобиля, в котором педаль сцепления отсутствует за ненадобностью. Все внутренние механизмы должны работать синхронно и очень четко — именно в этом случае достигается высокое удобство при управлении таким автомобилем. Водитель может вносить собственные коррективы в работу такой коробки при помощи специальных переключателей, обычно расположенных под рулевым колесом. На сегодняшний день известно уже несколько вариаций таких коробок — окончательная конструкция будет зависеть от автопроизводителя. О видах коробок рассказано на видео:
Все внутренние механизмы должны работать синхронно и очень четко — именно в этом случае достигается высокое удобство при управлении таким автомобилем. Водитель может вносить собственные коррективы в работу такой коробки при помощи специальных переключателей, обычно расположенных под рулевым колесом. На сегодняшний день известно уже несколько вариаций таких коробок — окончательная конструкция будет зависеть от автопроизводителя. О видах коробок рассказано на видео:
Достоинства и недостатки полуавтоматических коробок
Как показывает практика, невозможно состоять из одних преимуществ — любой узел в авто имеет и определенные недостатки. К числу неоспоримых преимуществ полуавтоматов перед МКПП следует отнести следующие:
- максимальная комфортабельность для водителя;
- отличные динамические показатели автомобиля при разгоне;
- использование всех возможностей двигателя, что также увеличивает его динамику;
- ряд модификаций таких коробок отличает и компактность, что актуально для малолитражек;
- выраженное снижение расхода топлива, обусловленное не только самой коробкой, но и возможностью установки менее мощных моторов.

Из основных недостатков полуавтоматических коробок можно назвать такие, как:
Автомат или полуавтомат — что надежнее
Многие водители, приобретающие новое авто, до последнего не могут решить — что же им предпочесть. Многие считают автомат более современным, надежным и удобным в эксплуатации, но на самом деле все это далеко от истины. Коробка передач полуавтомат, по сути, представляет собой десятилетиями проверенную механику, оснащенную современными дополнительными системами — автоматическим выключателем сцепления и системой переключения передач. Во время движения блок управления такой коробкой «руководствуется» не только заложенными в него алгоритмами работы, но и принимает сигналы от водителя и других датчиков автомобиля.
Полуавтоматическая коробка отличается повышенной надежностью и, в отличии от автомата, позволяет экономить на топливе, поскольку снижает его расход. Так как установка полуавтомата обходится автопроизводителю дешевле, стоимость на автомобиль снижается и для покупателя. Количество серьезных поломок у полуавтоматических коробок также существенно ниже, а ремонтировать их, по сравнению с автоматом, куда проще. По итогам получается, что полуавтомат позволяет сэкономить не только на приобретении авто, но и снижает на него эксплуатационные расходы.
Количество серьезных поломок у полуавтоматических коробок также существенно ниже, а ремонтировать их, по сравнению с автоматом, куда проще. По итогам получается, что полуавтомат позволяет сэкономить не только на приобретении авто, но и снижает на него эксплуатационные расходы.
Принцип работы коробки-полуавтомата
Вся работа механической части такой коробки практически идентична с «действиями» механической. Существенные отличия наблюдаются в присутствии электронной составляющей, которая и определяет весь существующий комфорт при вождении. За управление этой сложной системой отвечает специальный блок, содержащий все необходимые для эффективного переключения передач алгоритмы. При этом, при работе, он в состоянии учитывать информацию, поступающую от имеющихся в авто систем и самого водителя. Это обеспечивает непревзойденную точность и эффективность управления процессом смены передач.
Несмотря на наличие достаточного количества электронных систем в коробке, основную работу при смене передач выполняют ее стальные механические части, принимающие на себя основную нагрузку. Если учесть, что вся электроника надежно защищена, полуавтоматическая коробка имеет огромный ресурс работы. Единственным условием является ее обслуживание только у профессиональных механиков — неправильные их действия могут привести к тому, что авто попытается «тронуться самостоятельно», к примеру, со светофора на оживленном перекрестке. По итогам получается, что полуавтоматическая коробка, на сегодняшний день, является наиболее оптимальным средством обеспечить смену передач в автомобиле.
Электронный тонометр — приспособление для измерения давления, который пригодится каждому дому. Ведь нередко случается, что люди в один момент ощущают головокружение, сильные головные боли, тошноту. Это признаки изменения артериального давления. Люди с повышенным давлением или гипертоники обязаны хранить у себя в шкафу с медикаментами измерительный прибор, определяющий давление: автомат или полуавтомат. И оба они по-своему хороши, поэтому каждый из них разберем подробно.
Разновидности тонометра
Выбирая домой электроприбор для измерения давления, нужно начинать с того, чтобы узнать какие разновидности электронных тонометров присутствуют на рынке и, уже потом подбирать такой вид оборудование под себя. Все встречающиеся на рынке тонометры электронного типа разделяют на две разновидности:
Укажите своё давление
Двигайте ползунки
- автоматические приборы;
- полуавтоматические приборы.
Главным отличием между двумя устройствами является способ нагнетания воздуха в манжету прибора. В первом случае за человека это делает специально разработанный прибор, а вот во втором — это делает человек, измеряющий давление. Но на точность показаний производимых измерений устройства это никак не влияет. А вот в цене покупатели смогут увидеть разницу.
Тонометры автоматического вида
Представляют собой полностью самодействующие механизмы, которые самостоятельно нагнетают воздух в манжету, измеряют давление, подсчитывают количество ударов сердца и сохраняют полученные результаты. В аптеках представлены , запястные и одевающиеся на палец.
Достоинства автоматических видов
Красивый дизайн, удобный в использовании,встроенная память и другие преимущества автоматического тонометра.
Среди удобств этой разновидности выделяют:
- простоту в применении;
- механизм самостоятельной накачки воздуха в манжету;
- многообразие выбора;
- компактность;
- присутствие в устройстве памяти для сохранения показаний и сравнения полученных данных;
- существование на рынке моделей с голосовыми и звуковыми сигналами;
- наличие большого цифрового экрана, подходящего для людей с плохим зрением;
- то, что продаются модели с сетевым шнуром и с отсеком для батареек.
Недостатки автоматических видов
Как и у других разновидностей электронных аппаратов, такая группа тонометров тоже характеризуется недостатками, к которым относятся:
- небольшая погрешность;
- не всегда доступная стоимость для большинства покупателей;
- без зарядки от сети продолжительность работы уменьшается, так как батарейки отличаются не слишком большой мощностью.
Тонометры полуавтоматического вида
Механизм полуавтоматов имеет небольшое отличие от приборов, работающих в автоматическом режиме. В частности, для того чтобы воздух попал в манжету, пользователь должен приложить усилия для надавливания на грушу, которая и позволяет накачать воздух. Из-за указанного отличия полуавтоматический аппарат считается нечто средним между автоматом и механическим тонометром. Но это не делает его хуже или лучше, в нем есть свои плюсы и минусы.
В частности, для того чтобы воздух попал в манжету, пользователь должен приложить усилия для надавливания на грушу, которая и позволяет накачать воздух. Из-за указанного отличия полуавтоматический аппарат считается нечто средним между автоматом и механическим тонометром. Но это не делает его хуже или лучше, в нем есть свои плюсы и минусы.
Любая портниха, начинающая или опытная, при пошиве изделий сталкивается с необходимостью обработки застежки. И здесь вариантов не так уж много. Среди них — «застежка-молния», которая не всегда уместна, застежка на кнопки, которые в домашних условиях не установишь, и другие, более редкие способы обработки.
Наиболее удобный и распространенный вид — застежка на пуговицы , тем более что современный ассортимент пуговичной продукции дает возможность развернуться фантазии любого дизайнера одежды. Возникает необходимость обметать пуговичные петли. Вот тут-то и пригодится вышеупомянутая функция швейной машины. Петли на изделиях верхней одежды заметно влияют на их внешний вид. В самом деле, ведь основная масса швейных строчек скрыта от нашего взгляда, тогда как петли зачастуюнаходятся на самом видном месте.
В самом деле, ведь основная масса швейных строчек скрыта от нашего взгляда, тогда как петли зачастуюнаходятся на самом видном месте.
Обметывание петель является одним из наиболее сложных и ответственных этапов в обработке изделия. Основными параметрами, влияющими на внешний вид петли являются: плотность стежка, ширина обметывания, симметричность, качество закрепки, качество прорубания. В настоящее время изготовить добротную пуговичную петлю можно на обыкновенной бытовой машине среднего класса. Обметав петлю, вручную с помощью вспарывателя прорезается отверстие для пуговицы по центру петли и здесь нужно действовать очень осторожно, чтобы не задеть стежки шва. Нити, остающиеся после выполнения петли, должны быть протянуты внутрь изделия специальным крючком.
Современные электромеханические машины обметывают петлю в автоматическом и полуавтоматическом режимах.
«Петля — автомат» обрабатывается в один этап с помощью специальной лапки. Пуговицу вставляют позади лапки в специальное приспособление.
На ткани намечают только расстояние между петлями, т. к. размер петли определяется автоматически в процессе обметки. Существуют ограничения по диаметру пуговицы — при диаметре более 2,5см пуговица не войдет в специальную лапку и придется работать в ручном режиме. Кроме того, по отзывам, зачастую плотность стежка в петле на различных участках неравномерна, и отрегулировать ее достаточно проблематично.
Что бы обметать «петлю-полуавтомат» необходимо пройти четыре этапа: зигзагообразная строчка вперед; закрепляющие стежки на одном конце петли; зигзагообразная строчка назад; закрепляющие стежки на другом конце петли.
Таким образом, для того, чтобы обметать одну петлю, необходимо четыре раза переключать регулятор строчки на машине, а это, согласитесь хлопотно. Однако при таком способе исполнения петли сохраняется возможность регулировать плотность стежка на любом этапе.
Имея электромеханическую машину с функцией «петля-автомат», можно достаточно быстро и качественно выполнить петли на изделиях платьево-блузочного ассортимента. Если использовать, например, костюмную ткань, я думаю, более уместной будет петля «с глазком», а это уже электронная швейная машина и, соответственно, другой ценовой диапазон.
Если использовать, например, костюмную ткань, я думаю, более уместной будет петля «с глазком», а это уже электронная швейная машина и, соответственно, другой ценовой диапазон.
Компьютеризированные машины выполняют до 10 видов петель . Кроме бельевой, они легко выметывают костюмные петли, петли «с глазком», с закругленными краями, петли для трикотажа и другие. Если занести параметры петли в память компьютера, то при необходимости машина повторит любое количество одинаковых петель.
Многие полагают, что добиться идеального качества петли можно только на профессиональном петельном автомате, который кроме прочего сам разрежет петлю, не задев стежки. Здесь трудно поспорить, но считается, что современные компьютерные машины выметывают петли на соизмеримо качественном уровне.
Есть вариант приобрести отдельно: менее функциональную машинку + петельный автомат. Стоимость такого комплекта будет сопоставима с ценой компьютеризированной швейной машины «со всеми наворотами». Можно довольствоваться бельевыми петлями электромеханической машины, а при необходимости изготовить костюмные — пользоваться услугами ателье. В любом случае ваше решение должно быть продиктовано вашими потребностями, и никто кроме вас не сможет оценить правильность вашего выбора.
Можно довольствоваться бельевыми петлями электромеханической машины, а при необходимости изготовить костюмные — пользоваться услугами ателье. В любом случае ваше решение должно быть продиктовано вашими потребностями, и никто кроме вас не сможет оценить правильность вашего выбора.
Петля-полуавтомат — означает, что выметывание петли будет выполнено в четыре этапа. Сделав предварительные замеры, Вы размечаете на ткани начало и конец петли. Все этапы сменяются переключением тумблера выбора операций на швейной машине.
- 1 этап- Закрепка;
- 2 этап — Выполнение обметки одной стороны петли;
- 3 этап — Закрепка;
- 4 этап — Обметка второй стороны петли.
Таким образом, если Вы делаете за раз 20-40 петель, то следует обратить внимание на машины выполняющие автоматическое выметывание петли.
Петля-автомат — выметывание петли за один прием. Поместив пуговицу в лапку для петли — автомат, Вы автоматически задаете размер выполняемой петли. Установив ткань в начало петли и выбрав соответствующую операцию, машина сама обметает петлю по периметру.
Установив ткань в начало петли и выбрав соответствующую операцию, машина сама обметает петлю по периметру.
Электромеханические швейные машины выполняют только простую бельевую петлю, Петли с глазком, разные по ширине, закругленные, круглые смогут сделать только электронные машины. 2015-02-04 53 705
Можно без преувеличения сказать, что без сварочного аппарата не сможет обойтись ни один хозяин частного дома. Время от времени требуется проведение небольшого ремонта металлоконструкций или изготовление новых. В связи с этим возникает вопрос: «Как выбрать сварочный полуавтомат для дома?».
Следует отметить, что некоторые профессиональные строительные бригады, если проведение сварочных работ требуется не часто, выбирают бытовые модели сварочных полуавтоматов.
Как работает полуавтоматическая сварка
Выбор сварочного полуавтомата для дома станет намного проще, если разобраться в том, как он работает. Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Это позволит обращать внимание на качество наиболее важных узлов в полуавтоматическом оборудовании.
Полуавтоматические сварочные аппараты в первую очередь были разработаны для обеспечения качественной сварки легированных, низкоуглеродистых и нержавеющих сталей. Использование полуавтомата является оптимальным для работы с системой отопления.
Работает сварочный полуавтомат следующим образом:
Принцип работы полуавтоматического оборудования для сварных работ заключается в следующем:
Некоторые аппараты способны работать как от однофазного, так и от трехфазного напряжения. Подключить полуавтомат с 380В на 220В можно, изменив внутренние настройки оборудования, обычно они указаны в инструкции по эксплуатации.
Какой газ нужен для сварки полуавтоматом
Понятно, что для дома лучше выбрать сварочный аппарат полуавтомат на 220В, но это не единственное условие для правильного выбора. Нередко покупателей может смутить маркировка MIG или MAG, на установке.
Что означают обозначения MIG или MAG, и какое отношение имеют к тому, какой для сварки применяется газ?
- MIG — аббревиатура обозначающая, что при сварке полуавтоматом инертного типа используется газ – Аргон.
- MAG — обозначает, что оборудование настроено на работу с углеродом.
Возможны как комбинации этих газов, так и использование смесей в которых они выступают в качестве основы. От того, какая именно смесь будет использоваться, зависит качество проведения работ. Также MIG или MAG влияет на выбор сварной проволоки. Лучшие сварочные полуавтоматы могут работать на любом типе газа.
Выбор газа для полуавтоматической сварки также зависит от мощности напряжения в аппарате и вида обрабатываемого материала. Так, к примеру, аргон используется для цветных металлов, а для сварки меди и сплавов необходимо применение азота в чистом виде.
Как настроить полуавтоматическую сварку
Независимо от того, используется ли для проведения работ бюджетный полуавтомат или его более дорогой аналог, от мастера понадобится правильно подготовить оборудование к сварке. Точно выставленные настройки залог легкого и качественного выполнения работ.
Точно выставленные настройки залог легкого и качественного выполнения работ.
Правильно настроить сварочный полуавтомат можно при условии соблюдения следующих рекомендаций:
- Подобрать силу тока — сделать это достаточно просто, если воспользоваться инструкцией по эксплуатации, предоставленной заводом – изготовителем. Обычно в инструкции есть таблицы, помогающие выбрать сварочный ток на полуавтомате в зависимости от толщины обрабатываемого металла.
- Скорость подачи проволоки — регулируется благодаря смене шестеренок, идущих в комплекте с оборудованием.
- Настроить установку, отрегулировать режим сварки на полуавтомате и повысить мощность можно с помощью подключения аппарата к трехфазному напряжению. Инверторные модели оборудования обеспечивают высокую производительность даже во время работы от 220 Вт. Правильно выбранный режим и настройки сварного полуавтоматического аппарата можно определить по устойчивой стабильной дуге и необходимого количества флюса.
Увеличить мощность сварочного полуавтомата можно и с помощью регуляторов мощности установленных на корпусе.
Как пользоваться сварочным полуавтоматом
Чтобы начать работать со сварочным полуавтоматом, надо подготовить как сам обрабатываемый материал, так и используемую установку. Для начала сварочных работ от сварщика потребуется выполнить следующее:
- Зачистить поверхность деталей или металлических заготовок от краски, жира и других материалов, которые могут препятствовать прохождению электрического тока.
- Жирные пятна удаляются растворителем.
- Правильно накладывать сварочный шов полуавтоматом получится не сразу. Если опыта в проведении данных работ нет, следует попрактиковаться на черновой заготовке. Это особенно важно, если планируется обработка алюминиевых деталей. Умение пробить окисную пленку и выполнить правильный шов сварки полуавтомата получится спустя какое-то время.
- Избавиться от брызг при сварке полуавтоматом можно, правильно подобрав газ для работы. Для стали и черных металлов лучше остановить свой выбор на аргонно-углекислой смеси — это позволит избежать брызг.
 Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ.
Но как правильно замечалось, сварочные работы выполняет не полуавтомат, а сварщик, поэтому правильное плавное протягивание дуги и контроль над сварочной ванной позволит существенно улучшить качество работ. - Можно также варить сварочным полуавтоматом без газа. Для этого приобретается специальная флюсовая или порошковая проволока. Внутри проволоки расположено вещество, при сгорании образующее защитный слой газа. Пользоваться сваркой в таком случае можно только при условии подачи прямого тока или плюса на изделие.
Правильный шов сварки полуавтомата выглядит ровным без наплывов и большого количества брызг.
Какой фирмы лучше сварочный полуавтомат
Выбор марки сварочного полуавтомата в основном можно разделить на три основных категории. А именно:
Какой сварочный полуавтомат выбрать для производства
По сравнению с бытовым оборудованием, к промышленному сварочному аппарату полуавтомату предъявляются более высокие требования. Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:
Они затрагивают как мощность и производительность промышленного агрегата, так и дополнительные функциональные возможности. А именно:
Чем отличается сварка автомат от полуавтомата
В основном автоматическая и полуавтоматическая сварка отличаются друг от друга количеством личного участия человека в выполнении работ. При этом у каждого из видов существуют как свои ограничения, так и сфера применения. А именно:
Выбирая, какое именно оборудование необходимо для промышленных целей, следует определиться с тем, какие работы будут требоваться при производстве. При сравнительно небольших объемах автомат будет нерентабельным.
Выбирая, какой именно сварочный аппарат автомат или полуавтомат приобрести, следует обращать внимание на его производительность, возможность использования защитных газов, тип подачи напряжения на горелку, степень автоматизации процесса.
Значение имеет тип установки и ее основное предназначение. Для бытовых условий можно приобрести полуавтомат, работающий от 220В. Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Следует быть внимательным при выборе производителя оборудования, отдавая предпочтение проверенным временем итальянским и немецким концернам.
Виды сварочных аппаратов: как выбрать, какие бывают методы сварки
Процесс выбора сварочного аппарата не вызовет трудностей, если заранее разобраться в классификациях и разновидностях. Для начала нужно определиться, какая технология будет применяться и какие металлы необходимо использовать для сваривания.
Существуют следующие методы сварки: ручная, полуавтоматическая, в газовой среде и без газа, точечная сварка и плазменная резка. Для новичка-сварщика может показаться, что выбрать оборудование и нужный метод работы сложно, но это только на первый взгляд. Мы собрали всю важную информацию о видах сварочных аппаратов.
Инвертор или трансформатор: что лучше?
Трансформаторы считаются одними из самых дешёвых разновидностей агрегатов для сварки. Отличаются простотой конструкции: среди всех внутренних элементов главный — сердечник. На нём присутствуют первичная и вторичная обмотки: первая остаётся статичной, в то время как вторая движется относительно неё. Подачу тока можно регулировать механически, от его максимальной величины зависит вес устройства. Самый лёгкий трансформатор весит от 20 кг, при этом толщина электродов не должна превышать 4 мм, что не позволяет сваривать крупные детали.
На нём присутствуют первичная и вторичная обмотки: первая остаётся статичной, в то время как вторая движется относительно неё. Подачу тока можно регулировать механически, от его максимальной величины зависит вес устройства. Самый лёгкий трансформатор весит от 20 кг, при этом толщина электродов не должна превышать 4 мм, что не позволяет сваривать крупные детали.
Большие масса и габариты — не единственный минус такого оборудования. Главный недостаток связан с переменным током, который вырабатывают приборы: сварочная дуга мерцает, ведёт себя нестабильно, «скачет» по материалу. Из-за этого не получается сделать аккуратный шов, т. к. происходит разбрызгивание металла. Также отмечают сильную нагрузку на электрическую сеть и высокий уровень шума.
Применение аппарата инверторного типа позволит избежать вышеперечисленных проблем. Такие инструменты выступают преобразователями переменного тока 50 Гц в постоянный. В результате преобразования получаются ровные аккуратные швы, глубокий провар и малое количество брызг.
При выборе инверторного аппарата необходимо иметь понятие об используемых в нём транзисторах:
Mosfet. Надёжные устройства, хорошо подходят для обработки чёрных металлов. Тяжёлые, не менее 20 штук в электронной схеме инвертора. При температуре свыше 60° срабатывает защита от перегрева, поэтому отмечается относительно недолгая продолжительность включения.
IGBT. Отличаются меньшим весом — в одно устройство требуется до 10 единиц транзисторов. Перегрев наступает после 90 градусов. Малое количество деталей упрощает сервисные работы.
Преимущества сварочных инверторов многочисленны: высокий КПД и производительность до 95%, функция «горячий старт», лёгкость розжига (зависит от параметров напряжения холостого хода), компактный размер и масса 3-6 кг, стабильный ток и ровная электрическая дуга, управление с помощью электроники и ручная регулировка.
Какие бывают инверторные сварочные аппараты?
В зависимости от типа работ и функциональных особенностей выделяют следующую классификацию инверторов:
Аппараты для ручной дуговой сварки MMA.
 Компактные, удобные, дающие ровные аккуратные швы. Применяется плавящийся штучный электрод. Это оптимальный вариант для домашнего использования, также подходит для работы на небольшом производстве.
Компактные, удобные, дающие ровные аккуратные швы. Применяется плавящийся штучный электрод. Это оптимальный вариант для домашнего использования, также подходит для работы на небольшом производстве.Инверторы-полуавтоматы MIG/MAG. Данный вид сварочного процесса называется полуавтоматическим, потому что ведение шва осуществляется при участии горелки, а подача проволоки происходит от механизма с катушки. Сваривание металлических компонентов выполняется электрической дугой. Способен делать длинные швы. Подходит для эксплуатации в условиях производства.
Аргонодуговые инверторы TIG. Сварка происходит с применением неплавящихся электродов из вольфрама. Устройство даёт возможность создавать узкие качественные швы.
Точечные техники сваривания. Бывают двух видов: модели с клещами для сварки изделий с двух сторон и с пистолетом для односторонней. Можно собирать тонколистовые конструкции и использовать при кузовном ремонте.

Установки для воздушно-плазменной резки. Дуга горит в сопле между анодом и катодом. Сквозь неё проходит сжатый воздух от компрессора и образует плазму. Рекомендуется к использованию присадочная проволока.
Сварочные аппараты MMA: устройство, характеристики
Принцип ручной дуговой сварки (MMA) подходит для качественного, но грубого соединения стальных конструкций и чугуна. Устройства сочетают в себе качества инверторов, выпрямителей и трансформаторов. Сварщик управляет держателем, на котором закрепляются плавящиеся электроды. Присадочным материалом служит стержень, в состав которого входит металл: он замыкает дугу. Сварочная ванна надёжно защищена от внешней среды за счёт наружной обмазки — она, расплавляясь, создаёт газовое облако.
Данным видом оборудования можно соединять чёрные металлы и легированную сталь (если установить нержавеющие электроды). Для грамотного применения нужно контролировать длину дуги.
Среди популярных моделей можно выделить следующие:
ТСС САИ-315. Опции горячего старта и форсажа дуги повышают скорость и качество работы. Безопасность гарантирована функцией антизалипания, для охлаждения и предотвращения от перегрева установлен вентилятор. Используются IGBT-транзисторы.
Ресанта САИ-250 ПН. Технологии поджига и регулировки дуги Hot Start и Arc force. Эргономичная панель управления с регуляторами, световыми датчиками и цифровым дисплеем, отражающим рабочие процессы. Вентиляционные отверстия отвечают за своевременное охлаждение деталей.
Сварог Real ARC-200 (Z238) Black. Создаёт глубокий провар, аккуратный и точный. Не боится скачков напряжения в диапазоне 160-270 В, поддерживая стабильность сварочного тока. Функция Antistick гарантирует защиту от короткого замыкания, устраняет залипание электрода. Имеет расширенную комплектацию.
Особенности применения инверторных полуавтоматов
Полуавтоматическая техника MIG/MAG получила распространение для бытовых и промышленных задач: создаёт идеальный ровный шов и поддерживает все виды и типы свариваемых металлов. Главная особенность заключается в толщине проволоки: полуавтомат — единственный аппарат, которым можно сваривать листы тоньше 1 мм. В целом допустимым считается диаметр 0,6-20 мм. Непрерывная подача присадки способствует высокой аккуратности швов, удобству и скорости работы. Габариты и вес больше, чем у аппаратов MMA.
Главная особенность заключается в толщине проволоки: полуавтомат — единственный аппарат, которым можно сваривать листы тоньше 1 мм. В целом допустимым считается диаметр 0,6-20 мм. Непрерывная подача присадки способствует высокой аккуратности швов, удобству и скорости работы. Габариты и вес больше, чем у аппаратов MMA.
Оборудование работает в среде защитного газа (инертного и активного). Это предполагает использование баллонов: газ создаёт защиту от внешней среды. Плюсов у такой технологии множество. Температурное воздействие ограничено малой зоной, поэтому свойства свариваемых металлов не меняются в процессе работы. Отсутствие задымления в зоне сварочной ванны открывает обзор — становится легче следить за качеством шва. Пространственное положение детали не имеет значение: напор горелки можно отрегулировать так, чтобы выполнять потолочные и наклонные швы. Есть модели, осуществляющие сварку в безгазовой среде.
Востребованные полуавтоматы:
Fubag Irmig-160.
 Однофазный агрегат для строительных площадок, автомастерских и производственных объектов. Для безопасного соединения с газовым баллоном предусмотрен евроразъём. Есть настройка скорости подачи проволоки и регулировка тока. Катушка на 200 мм с весом до 5 кг. Большой рабочий ресурс, есть охлаждающая система.
Однофазный агрегат для строительных площадок, автомастерских и производственных объектов. Для безопасного соединения с газовым баллоном предусмотрен евроразъём. Есть настройка скорости подачи проволоки и регулировка тока. Катушка на 200 мм с весом до 5 кг. Большой рабочий ресурс, есть охлаждающая система.ТСС TOP MIG/MMA-160. Применим к полупрофессиональной сварке: в автомобильных сервисах, на монтажно-ремонтных площадках, в жилищно-коммунальном хозяйстве и т. д. Для работы со сталями и сплавами. Максимальное потребление 6,6 кВт, подключается к стандартной сети 220 В. Высоконадёжный подающий механизм. Управляющая панель с цифровым дисплеем. Возможность смены полярности горелки.
Aurora Polo-160 Synergic. Для бытового применения. Имеет минимальное количество брызг и стабильное дуговое горение. Можно использовать порошковую проволоку в режиме No Gas. Burn-Back (отжиг проволоки в конце работы) и Run-In (плавное включение).
 Рабочие параметры настраиваются вручную.
Рабочие параметры настраиваются вручную.
Аппараты аргонодуговой сварки: что такое импульсный режим?
Импульсная сварка в режиме TIG является одной самых важных функций аргонодугового устройства. Она происходит в среде защитного газа. Аргонодуговые приборы позволяют варить детали из чёрных металлов и нержавейки, но больше всего востребованы для работы с алюминием. Аргон выступает в роли защиты и препятствует возникновению негативных процессов. Главное преимущество такой техники в том, что в процессе сваривания происходит малый нагрев. Это предохраняет от деформации, что особенно важно для изделий сложной конфигурации.
Механизм таков: сварочный ток меняется с максимального до минимального показателя с определённой частотой. Благодаря высокому импульсу обеспечивается провар металла и формируется точечная сварная ванна. Под воздействием более слабого тока она начинает остывать, пока очередной импульс не расплавит её снова. Чаще всего такой способ применяют для сваривания оснований и листов небольшой толщины, можно выполнять работу без присадочного прутка.
Востребованные представители на рынке:
Aurora Stickmate-180. Идеальный запуск и лёгкий поджиг обеспечивает функция Hot Start. Опция ForceArc снижает вероятность залипания, поддерживает ровное горение. Работает при пониженном напряжении. Интеллектуальная система защиты от перегрева.
ТСС TOP TIG/MMA-180P. Для полупрофессиональной эксплуатации. Два импульсных режима и форсаж дуги. Оснащён электроприводом, применим для листовых металлов, сплавов и сталей.
Кедр ULTRAARC-200. Обеспечивает токовый диапазон в диапазоне 10-200 Ампер. Высокая производительность, удобство регулировки процессом сварки за счёт функциональной панели с регуляторами, индикаторами и дисплеем.
Виды контактной точечной сварки
Устройства для получения точечных швов. Выделяют одноточечную, двухточечную и многоточечную сварку. Первый тип аппаратов выполняет за одну операцию приваривание материала в одной точке. Соответственно, две и более точек способны приваривать устройства с более широкими возможностями. Одностороннее 1-точечное соединение подходит для изделий больших габаритов, которые сложно удержать на весу. Двухсторонний принцип является наиболее распространённым.
Соответственно, две и более точек способны приваривать устройства с более широкими возможностями. Одностороннее 1-точечное соединение подходит для изделий больших габаритов, которые сложно удержать на весу. Двухсторонний принцип является наиболее распространённым.
Если выбираете споттер, обратите внимание на самые покупаемые:
ТСС МТР-10. Максимальная толщина заготовки — 1,5 мм. Электрический двигатель потребляет мощность в 10 кВт. Поддерживает трёхфазное напряжение 380 В. Экономно потребляет электроэнергию. Прочный корпус защищает внутренние механизмы от внешних повреждений. Весит 86 кг.
Hugong EXTREMIG-200W III. Многофункциональный однофазный экземпляр. Допустимый диаметр проволоки 0,6-1 мм, электрода — 1,6-4 мм. Не боится перепадов в сети. В комплект входит газовый шланг на 4 метра.
TECNA 3460N/380 AUTO. Незаменим в автомастерских, СТО и на ремонтных предприятиях. Отлично справляется с кузовными работами, например, качественно выпрямляет вмятины на кузове.
Установки воздушно-плазменной резки: где используются?
Воздушно-плазменная сварка служит для резки материалов толщиной до 200 мм при помощи электрической дуги. Оборудование применяется на небольших предприятиях и в мастерских, также востребовано для частного использования. Агрегаты мобильны, немного весят. Чтобы верно подобрать инструмент, следует определиться с кругом работ: какие заготовки придётся обрабатывать, какая их толщина и особенности материала. Также важно понимать степень интенсивности функционирования, частоту и продолжительность включений.
Среди аппаратов этого направления представлены:
Hypertherm POWERMAX-45. Выполняет нарезание и строжку листовых металлических оснований до 12мм. Гарантирует ровный рез без повреждений. Не нуждается в дополнительной обработке. Оборудован ЧПУ (числовым программным управлением).
Aurora AIRFORCE-80. 3-фазный сварочный инструмент, эксплуатируется вместе с компрессором (220 л/мин).
 Не вызывает коробления и деформации материала. Оснащён бесконтактным поджигом и электронным индикатором.
Не вызывает коробления и деформации материала. Оснащён бесконтактным поджигом и электронным индикатором.ТСС TOP CUT-40. Для профессиональных операторов. Электропривод с максимальным потреблением 5,4 кВА. Встроенная защита от нагревания. Подходит для высотного использования. Есть регулятор тока.
Какой сварочный аппарат купить для дома новичку?
Если вы только учитесь работать со сварочным аппаратом, рекомендуем начинать с инвертора MMA с небольшим диапазоном сварочного тока. Они считаются наиболее удобными, интуитивно понятными, а главное — экономичными. Широкие возможности дополняются компактностью, мобильностью и приемлемым для ручной работы весом.
Зубр Профессионал ЗАС-Т3-190. Подходит для сварки разного типа стали. Мощность 7,5 кВА, максимальный потребляемый ток 34А. Защищён от перегревания и попадания пыли. Встроена регулировка тока, потребляет малое количество электроэнергии, демонстрирует значительный КПД.

Fubag IN-206. Оснащён электронными индикаторами параметров и сенсорной панелью. Не боится перегрузок и скачков напряжения. Встроенные функции Antistick, Hot Start и Arc Force. Есть байонетные разъёмы для подсоединения кабелей. Ремень облегчает переноску. Пластиковый кейс надёжно защищает от механических повреждений.
Aurora STICKMATE-180. Варит нержавейку, углеводородную сталь, медь, цветные металлы. Покрытие электродов — основное, рутиловое или целлюлозное. Работает при пониженном напряжении. Новейшая технология IGBT.
Разбираясь в разновидностях сварочных агрегатов, вы сможете грамотно подойти к выбору и сэкономить на покупке дорогого инструмента. Если всё же остались вопросы, специалисты компании «Диам Дистрибьютор» проконсультируют вас и подскажут, на какие модели в нашем каталоге следует обратить внимание. У нас представлен широкий ассортимент сварочного оборудования по выгодным ценам.
Чем отличается сварочный автомат от полуавтомата? Для новичка
Екатерина
Время чтения: 6 минут
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы. Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи. То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.
В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Содержание статьи
- Общая информация
- Достоинства сварочного автомата
- Отличие автомата от полуавтомата
- Зачем нужна полуавтоматическая сварка, если есть автомат?
- Вместо заключения
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Читайте также: Технология автоматической сварки под флюсом
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора.NEW_TORROS-500x500.jpg) Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.
Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.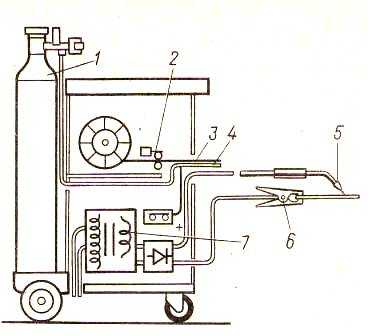
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».
Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва. Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка.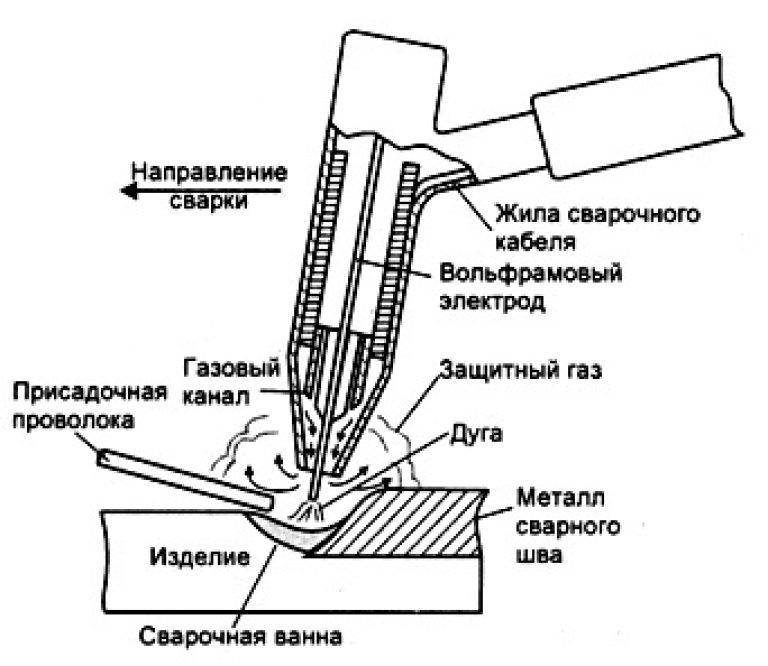 В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.
В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.
Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса. Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке. Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Похожие публикации
Различные типы дуговой сварки: процессы и преимущества
Перейти к содержимомуПредыдущая Следующая
- Просмотреть увеличенное изображение
Какие существуют типы дуговой сварки?
- Дуговая сварка металлическим электродом в среде защитного газа (сварка электродом)
- Дуговая сварка металлическим газом (сварка MIG или MAG)
- Дуговая сварка порошковой проволокой
- Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка TIG)
- Дуговая сварка углеродом 90 Плазменная сварка
- Дуговая сварка под флюсом
- Сварка атомным водородом
- Электрошлаковая сварка
- Сварка стержнем вытянутой дугой (DA)
Дуговая сварка — это вид сварки, используемый в различных отраслях промышленности, включая автомобильную, судостроительную, строительную и аэрокосмическую. Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Дуга возникает от основного материала к электроду, сварочному стержню или проволоке и плавит металл. Затем сварщик может расплавить расплавленный металл и создать из него сварной шов.
Большинство процессов дуговой сварки представляют собой методы с плавящимся или неплавящимся электродом, что определяет роль электрода и то, плавится ли он, чтобы стать частью сварного шва, или действует только как проводник дуги, не плавясь.
В то время как во многих других процессах сварки используется газ, в дуговой сварке используется электричество, причем для некоторых типов требуется либо постоянный ток (DC), либо переменный ток (AC). Хотя некоторые виды дуговой сварки требуют газовой защиты для защиты дуги от загрязнений.
Компания Taylor Studwelding составила руководство по различным типам дуговой сварки, чтобы помочь вам определить, какой процесс наиболее подходит для вашего применения.
Электрическая дуга генерируется переменным или постоянным током между покрытым флюсом расходуемым электродом и обрабатываемым материалом. Затем присадочные материалы плавятся в расплавленной ванне и сплавляют металлы. Флюсовое покрытие электрода при нагреве распадается на защитный газ.
Этот процесс популярен, так как он недорогой и простой, но может быть медленнее.
Дуговая сварка металлическим электродом в среде защитного газа (сварка MIG или MAG)В этом процессе образуется электрическая дуга постоянного тока (DC) между расходуемым проволочным электродом и материалами заготовки, которая расплавляет их вместе и заставляет их предохранитель. Защитный газ подается через сварочную горелку для защиты дуги.
Сварка MIG относится к использованию инертного газа металла в качестве защитного газа, тогда как метод сварки MAG использует активный газ металла.
Первоначально этот процесс был разработан для цветных металлов, таких как алюминий, но затем стал широко использоваться для сварки различных материалов, включая тонкие листы. Процесс прост, экономичен, универсален и легко автоматизируется.
Процесс аналогичен сварке MIG, но вместо защитного газа часто используется полая электродная проволока, заполненная флюсом. Однако для неэмиссионных флюсов может потребоваться защитный газ.
Существует два типа дуговой сварки с флюсовой проволокой:
- Самозащитная — основанная на газовой защите от порошковой проволоки и шлаковой системы для защиты расплавленного металла от атмосферы.
- Газозащитный – использует внешний защитный газ и шлаковую систему для защиты дуги от окисления.
Этот метод идеально подходит для более толстых соединений благодаря высокой скорости наплавки металла, сильному проплавлению и постоянному напряжению сварочного тока.
Дуговая сварка с флюсовой проволокой обычно используется на производственных предприятиях, при строительстве мостов, ремонте тяжелого оборудования, промышленных трубопроводов и железных дорог.
Он имеет гибкое движение и ориентацию резака, что упрощает работу пользователей. Тем не менее, сварной шов обычно визуально не приятен. Это может привести к включению шлака (результат попадания расплавленного флюса внутрь сварного шва) и является более дорогостоящим из-за необходимого оборудования.
Газовая вольфрамовая дуговая сварка (сварка ВИГ)В этом методе используется нерасходуемый вольфрамовый электрод и источник питания постоянного тока для создания плазменной дуги между металлами, и его можно проводить с присадочным материалом или без него. Инертный защитный газ защищает зону сварки и электрод от атмосферы.
Сварка ВИГ может быть трудной для обучения и технически сложной. Он требует большего контроля со стороны оператора, чем аналогичные процессы, но доступны как ручные, так и автоматические методы.
Этот процесс обеспечивает высококачественные, чистые и прочные сварные швы, но может занять много времени. Он в первую очередь подходит для сварки тонких материалов и цветных металлов, но не идеален для соединений более толстых металлов.
В этом типе сварки используются ионизированные газы и электроды для формирования струй горячей плазмы. Это похоже на сварку TIG, но плазменная дуга отделена от оболочки защитного газа из-за расположения электрода внутри корпуса сварочной горелки.
Плазменная дуговая сварка идеально подходит для узких и глубоких швов, поскольку струи особенно горячие, что позволяет увеличить скорость сварки.
Электрическая дуга образуется между неплавящимся угольным электродом и заготовкой, соединяя металлы и создавая прочную связь. Этот метод был первым обнаруженным типом дуговой сварки и ранее широко использовался. Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Этот метод создает электрическую дугу между заготовкой и постоянно подаваемым электродом. Слой флюсового порошка покрывает дугу и обеспечивает защитные защитные газы и шлак, которые могут добавлять легирующие элементы в сварочную ванну. Слой флюса также предотвращает искры и брызги и снижает потери тепла.
После сварки воронка для флюса может перерабатывать неиспользованный флюс и удалять слои шлака.
Этот процесс, который сварщик может использовать как автоматический или полуавтоматический, обеспечивает более глубокое проникновение тепла, но ограничен сталью и горизонтальными сварными швами.
Дуга возникает между двумя вольфрамовыми электродами с водородом, используемым в качестве защитного газа, и проходит через газообразный водород, вызывая его диссоциацию на атомарный водород.
Требуется квалифицированный оператор для управления выделяемым теплом, потоком газообразного водорода и дугой. Этот процесс дает быстрые результаты, но редко используется, поскольку он дорог, включает легковоспламеняющиеся газы и ограничен плоскими положениями. Обычно предпочтительнее сварка MIG.
Этот метод представляет собой комбинацию дуговой сварки и контактной сварки. В зону сварки подается проволока, а в электрическую дугу добавляется флюс до тех пор, пока расплавленный шлак, покрывающий поверхность сварного шва, не достигнет электрода и не зажжет дугу. Электрическое сопротивление расплавленного шлака расплавляет присадочный металл и создает ванну расплава на поверхности соединения.
Электрошлаковая сварка идеально подходит для сварки толстых материалов, таких как низкоуглеродистая сталь, из-за большого количества тепла. Сварщик выполняет этот процесс в вертикальном или близком к вертикальному положении.
Этот метод обычно считается формой приварки шпилек из-за используемого оборудования, но этот процесс включает в себя создание электрической дуги.
Используя инструмент или пистолет для дуговой сварки, сварщик прикладывает шпильку к основному металлу, который запускает вспомогательную дугу и поднимает шпильку на заданную высоту. Нарисованная дуга расплавляет основание шипа и исходный материал, создавая расплавленную ванну. Возвратное давление вдавливает шпильку в расплавленную ванну, а керамическая втулка удерживает расплавленный металл и закрепляет сварной шов.
Этот процесс обеспечивает чрезвычайно прочные сварные швы, что делает его наиболее подходящим для толстых основных материалов. Он также подходит для использования на неровных и дефектных поверхностях. По сравнению с приваркой шпилек с конденсаторным разрядом (CD), DA является более дорогим и трудоемким из-за необходимости использования наконечников. Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции – дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Компания является ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Как работает дуговая сварка? Дуговая сварка использует электрическую дугу для выработки тепла и соединения двух металлов.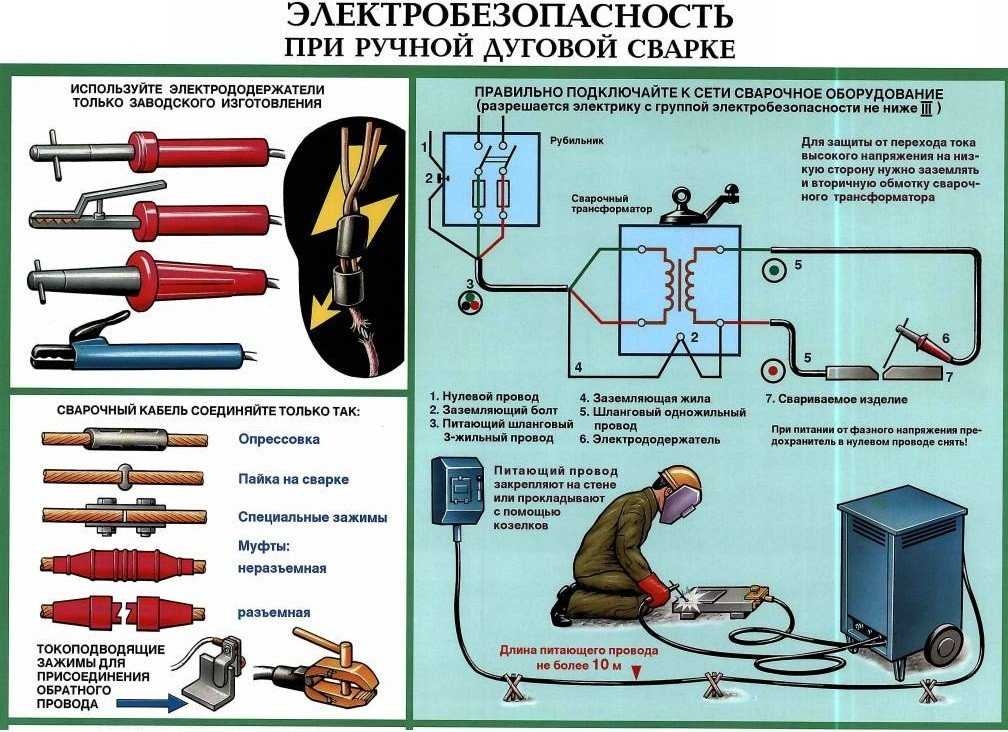 Электропитание, подаваемое на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Электропитание, подаваемое на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Все процессы дуговой сварки используют электрическую дугу для сварки и имеют, по крайней мере, следующее:
- Электрод
- Кабель электрода
- Рабочий кабель и зажим
- Источник питания
- Металлы для соединения
- Дуга6
- Дуга6
Итак, насколько горяча сварочная дуга? Сварочная дуга при любом виде дуговой сварки будет иметь температуру около 3500°С.
В процессе дуговой сварки сварщик работает с двумя типами металла.
Исходный материал: Это металлические детали, которые соединяются вместе в процессе сварки.
Расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на стыки для создания более прочного соединения.
В основном процессе дуговой сварки источник питания включается, и электрод подносится к основному материалу. Затем выделяется сильное тепло для создания электрической дуги. Затем тепло расплавляет основной металл, сердечник электрода и флюсовое покрытие. Затем флюсовое покрытие создает защитную среду для сварки. Расплавленный металл осаждается между двумя металлическими заготовками, чтобы соединить их вместе. Как только он затвердевает, он образует прочную связь между двумя материалами. Затем металлические детали оставляют остывать.
Ищете услуги дуговой сварки? Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции — дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Мы являемся ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Часто задаваемые вопросы Какие существуют 4 типа дуговой сварки?Существует четыре основных типа дуговой сварки: дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка с флюсовым покрытием (FCAW).
Сколько существует типов дуг? Всего существует десять типов дуговой сварки: сварка электродом, сварка MIG или MAG, дуговая сварка порошковой проволокой, сварка TIG, дуговая плазменная сварка, дуговая сварка углеродом, дуговая сварка под флюсом, атомно-водородная сварка, электрошлаковая сварка и сварка волочением Дуговая (DA) сварка шпилек.
SMAW известен как дуговая сварка с защитным металлом, также называемая дуговой сваркой.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения материалов, требующих прочного соединения, особенно для точных работ.
Какой тип электрода используется при дуговой сварке?Тип требуемого электрода зависит от типа используемой дуговой сварки, например, при сварке электродом обычно используются электроды E7018. Если вы не уверены в том, какой тип электрода лучше всего использовать, свяжитесь с нами в Taylor Studwelding.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения двух металлов. Он используется в различных отраслях промышленности, в том числе в автомобильной и аэрокосмической промышленности.
Что означает дуга в сварке? Дуга в сварке представляет собой электрический ток, используемый для создания тепла и соединения двух металлов. Дуга возникает от основного материала к электроду.
Дуга возникает от основного материала к электроду.
Об авторе: Стефани Армстронг
Как директор по продажам компании Taylor Studwelding Systems Limited, в мои обязанности входит развитие продаж на новых рынках и управление отделом продаж внутри компании. Моя роль также заключается в поддержании и улучшении экспортных продаж и продаж нашего сварочного оборудования в Великобритании, от приварных шпилек до сложных систем ЧПУ.
Перейти к началу страницы
Соединение деталей: 5 различных типов сварки
Сварка — это производственный процесс, при котором две или более деталей сплавляются вместе с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева.
Здесь мы обсудим некоторые из наиболее распространенных методов сварки, используемых в промышленности, и где они используются.
Обратите внимание, что упомянутые здесь типы сварки относятся только к металлам. Ниже приведены наиболее распространенные методы сварки металлообработки, используемые сегодня.
Ниже приведены наиболее распространенные методы сварки металлообработки, используемые сегодня.
Как следует из названия, дуговая сварка использует электрическую дугу для плавления материалов перед их соединением. Источник питания используется для создания электрической дуги между электродом (который может быть как плавящимся, так и неплавящимся) и основным металлом для расплавления металлов в точке контакта.
Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком. Это связано с тем, что атмосферный воздух может взаимодействовать со сварочной ванной и вызывать окисление.
Эта электрическая дуга может создавать температуры выше 6300°F (3500°C), что достаточно для плавления металлов, таких как углеродистая сталь.
Существуют различные типы дуговой сварки, например, дуговая сварка металлическим электродом в среде защитного газа (SMAW), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка под флюсом (SAW), плазменная дуговая сварка (PAW).
Применение дуговой сварки:
- Судостроение
- Автомобильная промышленность
- Строительство
- Машиностроение
Преимущества дуговой сварки:
- Подходит для высокоскоростной сварки
- Простой сварочный аппарат
- Мобильность благодаря простоте оборудования
- Может работать от переменного или постоянного тока
- Превосходные температуры
Недостатки дуговой сварки:
- Не подходит для сварки тонких металлов
- Требуются квалифицированные сварщики
- Нельзя использовать для реактивных металлов, таких как алюминий или титан
MIG или сварка металлов в среде инертного газа — это еще один метод сварки, в котором для создания сварных швов используется электрическая дуга. Однако в MIG используется непрерывный сплошной проволочный электрод, который нагревается и подается в сварочную ванну из сварочной горелки. Два основных материала сплавляются вместе, образуя соединение.
Два основных материала сплавляются вместе, образуя соединение.
При сварке MIG расплавленный электрод облегчает соединение двух металлов. Следовательно, MIG идеально подходит для соединения разнородных металлов. Через сварочную горелку также подается защитный газ, чтобы гарантировать, что сварочная ванна не взаимодействует с воздухом, окисляя зону сварки.
Некоторые из популярных применений сварки MIG:
Самые популярные
- Используется для большинства видов сварки листового металла
- Изготовление сосудов под давлением и стальных конструкций
- Автомобильная промышленность и производство товаров для дома
Преимущества сварки MIG:
- Обеспечивает высокое качество сварки
- Мелкие брызги от сварки
- Может использоваться для соединения разнородных металлов
- Может быть полностью или полуавтоматическим
- Хорошая скорость сварки
Недостатки сварки MIG:
- Не подходит для сварки снаружи
- Не подходит для толстых металлов
- Требуется подготовка металла
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся вольфрамовый электрод для создания дуги между металлами. Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.
Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.
Сварка ВИГ может работать как от источников питания переменного, так и постоянного тока. Одним из самых сильных сторон сварки TIG является то, что ее можно использовать для сварки цветных металлов, таких как алюминий, медь, магний, медь, никель, титан и т. д.
Некоторые из популярных применений сварки TIG включают:
- Аэрокосмическое и авиастроение
- Автомобильная промышленность
- Ремонт кузова автомобиля
Преимущества сварки TIG:
- Очень чистые сварные швы
- Обеспечивает высокую степень контроля для сварщика
- Может использоваться с наполнителем или без него
- Может выполняться вручную или автоматически
- Создает прочные сварные швы
Недостатки сварки TIG:
- Длительность
- Требуются квалифицированные сварщики
- Не может использоваться для более толстых металлических соединений
Дуговая сварка с флюсовой проволокой (FCAW) использует электрод с непрерывной подачей проволоки, источник питания постоянного напряжения и оборудование, аналогичное сварке MAG. Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса.
Если внешний защитный газ не используется, процесс основывается на защите, обеспечиваемой самим электродом с флюсовой сердцевиной. Этот электрод обеспечивает защиту от газов, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.
Некоторые из популярных применений дуговой сварки порошковой проволокой:
- Производственные предприятия
- Судостроение
- Промышленные трубопроводы
- Железные дороги
- Техническое обслуживание и ремонт
Преимущества дуговой сварки порошковой проволокой:
- Отличное проплавление
- Подходит для более толстых швов
- Гибкость с точки зрения перемещения и ориентации резака
- Самая высокая скорость наплавки металла
Недостатки дуговой сварки порошковой проволокой:
- Может привести к включению шлака
- Порошковая проволока дороже
- Сварка часто не эстетична
Газовая сварка использует тепло концентрированного пламени для плавления металлов и последующего их соединения. Возможна газовая сварка с присадочным металлом или без него.
Возможна газовая сварка с присадочным металлом или без него.
Пламя контролируется сварочной горелкой. К сварочной горелке подсоединены баллон с кислородом и баллон с топливным газом. Сварщик может контролировать пламя, контролируя количество газов, подаваемых в горелку, с помощью регулятора давления.
Чаще всего мы видим газовую комбинацию кислорода и ацетилена, которая способна производить 3200°C ( 5792 o F ). Другими горючими газами, которые также используются при газовой сварке, являются водород, бутан и пропан.
Некоторые из популярных применений газовой сварки:
- Изготовление листового металла
- Автомобильная и авиационная промышленность
- Соединение черных и цветных металлов
- Соединение тонких металлов
Преимущества газовой сварки:
- Легко переносимое оборудование
- Превосходный контроль пламени
- Низкая стоимость и обслуживание
- Может также использоваться для газовой резки
- Более дешевая стоимость снаряжения
Недостатки газовой сварки:
- Не подходит для очень тонких профилей
- Более низкие температуры, чем при дуговой сварке
- Более твердый флюсовый экран
- Не подходит для химически активных металлов
Если эта статья заинтересовала вас, помните, что сварка — это обширная область, в которой постоянно разрабатываются новые методы соединения материалов. Это не только интересно само по себе, сварка является жизненно важной областью, поскольку большая часть оборудования, которое мы используем для создания сложных и обычных предметов, требует той или иной формы сварки.
Это не только интересно само по себе, сварка является жизненно важной областью, поскольку большая часть оборудования, которое мы используем для создания сложных и обычных предметов, требует той или иной формы сварки.
По этой причине сварка, вероятно, еще долгие годы останется важной частью различных отраслей промышленности.
Еще новости
наука
Самый чувствительный в мире детектор темной материи только что дал «значительные результаты»
Крис Янг| 08.07.2022
транспорт
Электрический буксир Sparky способен перевезти почти 80 тонн на одном заряде
Can Emir| 09.06.2022
инновация
Колония сине-зеленых водорослей может питать компьютер в течение шести месяцев
Джан Эмир| 12.05.2022
Различные виды сварки и их применение
Опубликовано Брайаном Хессом на
Металлы являются одними из самых прочных материалов на планете. Таким образом, потребовались заметные разработки в области машиностроения, чтобы формовать из металла детали машин и приспособления, которые вы видите и используете ежедневно. Одним из этапов изготовления металлоконструкций является сварка, процесс, при котором рабочий расплавляет один кусок металла концентрированным теплом в выбранном месте, а затем соединяет его с соответствующим металлическим куском. Со временем изобретатели разработали различные методы сварки двух или более металлических частей.
Таким образом, потребовались заметные разработки в области машиностроения, чтобы формовать из металла детали машин и приспособления, которые вы видите и используете ежедневно. Одним из этапов изготовления металлоконструкций является сварка, процесс, при котором рабочий расплавляет один кусок металла концентрированным теплом в выбранном месте, а затем соединяет его с соответствующим металлическим куском. Со временем изобретатели разработали различные методы сварки двух или более металлических частей.
Три наиболее распространенных типа сварки: MIG, TIG и дуговая сварка. Эти типы сварки часто встречаются в строительстве, и каждый из этих методов служит для различных применений сварки. В следующей статье рассматриваются эти и другие типы и определения сварки.
Сварка металлов в среде инертного газа (MIG) представляет собой форму ручной дуговой сварки тяжелых металлов, также известную как дуговая сварка металлическим газом.
Сварка МИГ представляет собой процесс соединения и формирования металла, при котором электрод проходит через пистолет и наносится на соответствующие металлические поверхности. Для предотвращения загрязнения в сварочном пистолете используется защитный газ, защищающий зону сварки. Процесс MIG — это простой и доступный сварочный процесс для мастеров по металлу в гараже и любителей.
Для предотвращения загрязнения в сварочном пистолете используется защитный газ, защищающий зону сварки. Процесс MIG — это простой и доступный сварочный процесс для мастеров по металлу в гараже и любителей.
Этот процесс подходит для металлов толщиной от 24 до полдюйма. Сварка MIG популярна среди новичков в металлообработке, потому что это более простая техника для изучения и освоения. Проволока MIG не защищает металлические конструкции от ржавчины или коррозии. Поэтому очистите и зачистите щеткой оголенные металлические детали перед сваркой MIG. Чтобы обеспечить чистый поток электрического провода, используйте в процессе только чистый металл.
Сварка MIG является одним из методов, наиболее часто используемых в проектах дуговой сварки в тяжелых условиях. Некоторые металлические компоненты, из которых состоит канализационная или водопроводная система вашего города, являются результатом сварки MIG. Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, которые были бы невозможны без сварки MIG.
Из-за тяжелого характера этого метода сварка MIG является типичной техникой наплавки твердым сплавом, которая влечет за собой приваривание шероховатых материалов к основным металлам. Вы должны благодарить сварку MIG за некоторые детали, которые вы видите на тракторах, кранах и других типах подвижного состава.
Сварка MIG также сыграла важную роль в подготовке и монтаже железнодорожных путей страны. Благодаря способности этого метода соединять толстые металлические детали с непревзойденной прочностью, сварка MIG используется на железных дорогах и трамвайных путях, которые редко требуют обслуживания. Таким образом, сварка MIG является главным средством транспортировки и торговли.
Автомобильная промышленность также использует сварку MIG. На заводах, где рабочие готовят и собирают автозапчасти в готовые автомобили, для более тяжелых металлов и оборудования используется сварка MIG. Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите на производственных линиях. Сварка MIG также является популярным методом в автомастерских. Эти области применения сварки MIG играют жизненно важную роль во многих аспектах нашей жизни.
Сварка MIG также является популярным методом в автомастерских. Эти области применения сварки MIG играют жизненно важную роль во многих аспектах нашей жизни.
Сварка вольфрамовым электродом в среде инертного газа (TIG) представляет собой процесс ручной дуговой сварки тяжелых металлов, также известный как дуговая сварка вольфрамовым электродом в среде защитного газа.
Сварка ВИГ представляет собой процесс соединения металлов, в котором используется вольфрамовый электрод для соединения одной металлической поверхности с другой. Во время процесса газообразный аргон или гелий образует защитный экран на обрабатываемых поверхностях от окисления и других загрязнений, связанных с воздухом. Применения, в которых используется газообразный гелий, также называют гелиаруговой сваркой. Большинство применений TIG полагаются на промежуточный металл. Исключения из правила называются автогенными сварными швами.
Существенное различие между сваркой MIG и TIG заключается в том, что первая основана на непрерывной подаче проволоки, тогда как вторая использует сварочные стержни, направляемые в сварочную ванну.
Сварка ВИГ играет жизненно важную роль в автомобильной промышленности, где этот процесс эффективен для соединения металлических деталей в конструкции автомобилей, фургонов, грузовиков и внедорожников. Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателей из отдельных кусков металла, а также на заводах, где кузовные детали готовятся к сборочным линиям.
Сварка ВИГ также необходима в строительной отрасли, где оборудование доставляется на рабочие площадки и используется для подготовки деталей для зданий и общественных памятников. Многие из зданий, которые вы видите на улицах и улицах вашего района, были построены строительными бригадами, которые в значительной степени полагаются на сварку TIG.
В судоходной отрасли также используется сварка TIG. Этот процесс облегчает судостроителям соединение формованных металлических деталей для таких кораблей, как авианосцы или круизные лайнеры. Если вы плавали на пассажирском судне или плавали за границу во время службы в ВМС США, вольфрамовые электроды, скорее всего, полностью или частично сварили корпус каждого корабля.
Сварка ВИГ также имеет решающее значение в аэрокосмической промышленности, где процесс объединяет детали, из которых состоят ракеты НАСА и космические челноки.
Сварка электродом — это форма ручной дуговой сварки, используемая для различных металлов. Этот процесс попеременно известен как дуговая сварка в защитном металле и дуговая сварка под флюсом.
Сварка стержнем представляет собой метод соединения металлов, при котором плавящийся электрод, покрытый флюсом, соединяет две металлические поверхности вместе. В процессе сварки электродом между электродом и прилегающими металлическими поверхностями образуется постоянный или переменный ток. Пары, возникающие в результате выцветания электродов, образуют защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
Ручная сварка может помочь рабочим выполнять большие и малые задачи практически в любом месте. Для исходящих приложений этот процесс удобен, поскольку необходимое оборудование является портативным и его легко транспортировать для выполнения ремонтных работ по вызову. Поэтому электродуговая сварка часто используется в труднодоступных местах и удаленных общественных зданиях.
Поэтому электродуговая сварка часто используется в труднодоступных местах и удаленных общественных зданиях.
Сварка стержнем также распространена на открытых строительных площадках, где этот процесс позволяет рабочим бригадам легко собирать и модифицировать металлические детали на месте. Покрытые флюсом электроды ветроустойчивы, что делает процесс удобным в различных условиях. В случае стихийного бедствия для ремонта поврежденных металлических приспособлений часто используется сварка электродами.
В удаленных условиях электродуговая сварка является одним из самых удобных видов дуговой сварки. Когда рабочие собирают временные конструкции для уездных ярмарок и карнавалов, сварка стержнями может укрепить и укрепить опорные балки палаток и заборов. Для сообществ, живущих вне сети, сварка стержнем является одним из самых надежных методов ремонта и строительства металлов.
Портативность и простота сварки электродом также сделали ее одним из предпочтительных методов среди любителей и независимых мастеров. Поскольку этот подход работает с широким спектром металлов, производители ювелирных изделий иногда используют электродную сварку.
Поскольку этот подход работает с широким спектром металлов, производители ювелирных изделий иногда используют электродную сварку.
В большинстве отраслей, использующих металлоконструкции, процессы MIG, TIG и дуговой сварки наиболее широко используются благодаря мощности, эффективности и универсальности каждого метода. Тем не менее, многие другие процессы также могут сваривать два или более куска металла вместе. Итак, сколько видов сварки существует? Существует множество различных подходов к сварке, в том числе следующие 12 методов, некоторые из которых связаны с тремя наиболее популярными типами.
Дуговая сварка с флюсовой проволокой (FCAW) представляет собой метод соединения металлов, аналогичный сварке MIG, поскольку в обоих случаях используется непрерывный электрод. Однако для FCAW требуется трубчатая проволока, а не сплошная. Этот метод подходит как для внутреннего, так и для наружного использования, если провода имеют надлежащее экранирование. FCAW является одним из наиболее эффективных подходов к дуговой сварке, поскольку при этом используется большая часть электрода, который используется в процессе. Благодаря форме порошковой проволоки для FCAW не требуется защитный газ. Метод оставляет мало мусора и, следовательно, влечет за собой лишь небольшой процесс очистки после завершения.
Благодаря форме порошковой проволоки для FCAW не требуется защитный газ. Метод оставляет мало мусора и, следовательно, влечет за собой лишь небольшой процесс очистки после завершения.
Электронно-лучевая сварка (ЭЛС) — это метод соединения металлов, при котором электронные лучи испускаются с высокой скоростью для соединения одной поверхности металла с другой. Когда луч достигает своей цели, затронутое пятно плавится ровно настолько, чтобы вплавить соседний кусок на место. Сварка EBW играет роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и аэрокосмической техники, которые используют сварку EBW для сплавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумному характеру сварки ЭЛС этот процесс безопасен для аварийных работ в эвакуированных зданиях и домах.
Атомно-водородная сварка (AHW) — это старый метод соединения металлов, который в основном отошел на второй план в пользу более эффективных и действенных методов, таких как дуговая сварка металлическим электродом в среде защитного газа. Одной из областей, в которой AHW все еще распространен, является сварка вольфрамом. Поскольку вольфрам очень чувствителен к теплу, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия им атомарного водорода.
Одной из областей, в которой AHW все еще распространен, является сварка вольфрамом. Поскольку вольфрам очень чувствителен к теплу, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия им атомарного водорода.
Плазменно-дуговая сварка, изобретенная в середине 1950-х годов, представляет собой метод, аналогичный дуговой сварке вольфрамовым электродом в среде защитного газа. В процессе используется электрический ток, который проходит через крошечное сопло, прорезающее защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная дуговая сварка обеспечивает высочайшую точность. Плазменно-дуговая сварка идеально подходит для сварки при суровых температурах, так как она создает более прочные и плотные сварные швы. Производители самолетов используют этот метод, как и независимые мастера для ряда проектов.
Электрошлаковая сварка — это процесс быстрой сварки, который был инновацией 1950-х годов. Электрошлаковая сварка соединяет детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее формирования. Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие области во время сеанса сварки.
Электрошлаковая сварка соединяет детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее формирования. Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие области во время сеанса сварки.
Одной из менее часто используемых форм соединения металлов является процесс дуговой сварки под флюсом, который подходит только для нержавеющей стали и других металлов, богатых железом. Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, этот процесс требует флюса для защиты металла во время сварки, отсюда и название «под флюсом». С этим покрытием люди могут выполнять свою работу без риска разбрызгивания. Поэтому сварка под флюсом — безопасная практика для самостоятельных мастеров.
Дуговая сварка углеродом (CAW) — это метод соединения металлов при температуре, превышающей 300 градусов Цельсия. При сварке CAW между металлическими поверхностями и электродом образуется дуга. Когда-то этот метод был популярен, но в последние десятилетия его вытеснила сварка двойной углеродной дугой.
Газокислородная сварка — это процесс, в котором используется жидкое топливо и кислород для придания металлу формы. Французские инженеры Эдмон Фуше и Шарль Пикард изобрели его на рубеже 20-го века. Температура, генерируемая кислородом, используемая в процессе, воздействует на концентрированные участки поверхности металла. Газокислородная сварка происходит в помещении.
Точечная сварка сопротивлением — это метод дуговой сварки, при котором происходит термическое соединение металлических поверхностей. Сопротивление электрических токов генерирует это тепло. Сварка RSW относится к группе методов сварки, известных как сварка электрическим сопротивлением.
Сварка контактным швом представляет собой метод, при котором выделяется тепло между сопрягаемыми поверхностями металлов с аналогичными свойствами. Сварка швов начинается с одной стороны соединения и продолжается до другого конца. Процесс зависит от двойных электродов, обычно изготовленных из меди.
Сварка швов начинается с одной стороны соединения и продолжается до другого конца. Процесс зависит от двойных электродов, обычно изготовленных из меди.
Являясь формой точечной сварки, рельефная сварка представляет собой процесс локализации тепла в определенной области для позиционирования. Этот процесс распространен в проектах, в которых используются гайки, шпильки и другие металлические крепежные детали с резьбой, а также в перекрещивающихся стержнях и проволоке.
Холодная сварка, также известная как контактная сварка, представляет собой метод соединения поверхностей без нагревания или плавления.
Уже более 30 лет Astro Machine Works занимается сваркой металлов для изделий и машин, используемых в различных отраслях промышленности. Как основные специалисты по сварке в Пенсильвании, наша команда обслуживала, в частности, аэрокосмическую, электронную, телекоммуникационную, пищевую и фармацевтическую отрасли. Чтобы узнать больше о наших сварочных услугах, свяжитесь с нами сегодня, чтобы поговорить с нашими представителями.
Категории: Сварка
12 различных типов сварочных процессов [Полное руководство]
Вы начинаете изучать процесс сварки?
Известны ли вам различные типы сварки процессы ?
Теперь вам нужно получить краткий обзор различных существующих сварочных процессов. Некоторые из них проще, в то время как другие процессы трудно освоить. Немногие процессы сварки дают чистый валик и не требуют очистки или требуют небольшой очистки, в то время как другие производят прямо противоположное.
Сварка – это не только созидание, но и искусство.
Конструктивные применения положительно влияют на вашу повседневную жизнь, так как автомобиль, которым вы управляете, офис, где вы работаете, бывает только со сваркой. Различные металлы требуют различных форм сварки.
Чтобы упростить тему, мы собрали основные инструкции по двенадцати различным типам сварочных процессов.
1. MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) Сварка MIG – это простая и популярная форма сварки, которую может легко использовать и освоить новичок.
MIG обозначает металл в инертном газе и иногда может называться дуговой сваркой металлическим газом (GMAW). Это полуавтоматический, быстрый процесс, при котором присадочная проволока подается через пистолет, а защитный газ выбрасывается вокруг для защиты от примесей из окружающей среды. Присадочная проволока, подаваемая на катушку, также действует как электрод.
Кончик проволоки действует как электрод для создания дуги с основным металлом, который плавится в качестве присадочного материала для создания сварного шва. Процесс является непрерывным и требует предварительной настройки параметров в соответствии с необходимостью сварки. Универсальный процесс сварки широкого списка металлов, при котором получается чистый, гладкий и визуально привлекательный сварной шов.
Эти типы сварки чувствительны к внешним факторам, таким как дождь, ветер и пыль, что делает их неудобными для использования вне помещений. Проблема качества сварки MIG заключается в образовании окалины и пористости, которые делают структуру непрочной.
Проблема качества сварки MIG заключается в образовании окалины и пористости, которые делают структуру непрочной.
Чаще всего процесс сварки MIG используется при ремонте автомобилей, строительстве, сантехнике, робототехнике и морской промышленности. Предлагаемая сварка крепкая, прочная, способная выдерживать огромную силу.
2. Стержень – Дуговая сварка в защитном металле (SMAW)Это вековые типы сварочных процессов , которые время от времени регулярно совершенствуются. Это популярная сварка из-за ее низкой стоимости, легкости и простоты в эксплуатации. Процесс сопровождается сваркой разбрызгиванием, которая, по сути, нуждается в очистке.
В качестве наполнителя здесь используется сменный стержневой электрод. Он генерирует дугу, когда конец стержня касается основного металла. Тепло дуги расплавляет присадочный металл электродов, образуя сварной шов. Он покрывает стержневой электрод флюсом, который создает защитное облако для защиты зоны сварки от окисления. Флюс при охлаждении превращается в шлак, который необходимо откалывать.
Флюс при охлаждении превращается в шлак, который необходимо откалывать.
Хорошая сторона процесса заключается в том, что процесс сварки электродом можно выполнять на открытом воздухе и в неблагоприятных погодных условиях, таких как ветер и дождь. Поскольку можно сваривать ржавые, окрашенные и грязные металлы, это полезно при ремонте оборудования. На рынке представлено множество электродов, но ни один из них не подходит для тонких металлов. Прежде чем освоить сварку стержнем, требуется длительное обучение.
3. ВИГ – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) Сварка ВИГ возможна без присадочного материала. Неплавящийся вольфрамовый электрод используется для создания дуги при контакте с основным металлом. Сильная дуга плавит два металла и соединяет их. При необходимости можно использовать присадочную проволоку. Нужна постоянная подача защитного газа для защиты сварки от примесей окружающей среды. Он лучше работает в помещении и вдали от элементов.
Это прочный сварной шов, но его трудно освоить. Только опытный сварщик может выполнять это искусство, так как он использует обе руки одновременно для выполнения сварки. Результаты сварки точные, прочные, визуально привлекательные и не требуют очистки. Он используется для легкой сварки нержавеющей стали, алюминия, магния, никеля и меди. Этот процесс довольно популярен в отраслях, работающих с цветными металлами, таких как производство труб, велосипедов, автомобилей. Подходит для ремонта инструментов из алюминия, магния и нержавеющей стали.
Что такое сварка TIG? 4. Дуговая сварка порошковой проволокой (FCAW) FCAW аналогична сварке MIG, так как источник питания может выполнять оба типа сварки. Для сварки MIG требуется, чтобы присадочная проволока работала как электрод, непрерывно подаваемый из пистолета. И наоборот, FCAW имеет проволоку с сердечником в виде флюса и создает газовую защитную зону вокруг сварного шва. Нет необходимости в каком-либо внешнем защитном газе для этого типа сварки . Этот процесс универсален и подходит для толстых металлов.
Нет необходимости в каком-либо внешнем защитном газе для этого типа сварки . Этот процесс универсален и подходит для толстых металлов.
Процесс сварки эффективен и хорошо подходит для тяжелых металлов при сварке при высокой температуре. Отсутствие необходимости в каком-либо внешнем газе делает выбор сварки по более низкой цене. Это полезно для более толстого металла и используется при ремонте тяжелого оборудования. Прежде чем получить красивый чистый сварной шов, нужно сделать очистку от шлака флюсом. Это легко делается на открытом воздухе, так как не требует защитного газа.
5. Дуговая сварка под флюсом (SAW) Тип сварки включает покрытие металлических деталей, сварочной проволоки, дуги и сварочного соединения слоем флюса. Это делает процесс безопасным, так как отсутствуют выбросы сварочного дыма, сильные дуговые засветы и летучие шлаки. Барьер флюса защищает человека и робота, выполняющего сварку. Это более быстрый процесс для отраслей с высокой производительностью.
SAW быстро и эффективно производит прочный сварной шов с глубоким проплавлением с минимальной подготовкой. Защищает сварщика от ультрафиолетового и инфракрасного излучения благодаря флюсовому слою.
6. Газовая сварка/кислородно-ацетиленовая сваркаОдин из самых горячих методов сварки при температуре 3500 градусов Цельсия. Температура сварки здесь в семь раз выше, чем в самой большой и горячей печи для пиццы. Он выделяет тепло, когда смесь топливных газов и кислорода проходит через горелку. В процессе участвуют три типа пламени: нейтральное пламя, науглероживающее пламя и окислительное пламя.
Преимущества процесса сварки многочисленны. Он портативный из-за сжатого газа, заполненного в удобном стальном цилиндре. Он довольно прост в использовании, универсален для различных размеров металлов. Это очень безопасный и экономичный вариант, с которым легко справится даже новичок.
7. Термитная сварка Когда термит (смесь порошка алюминия и оксида железа) воспламеняется, это приводит к ненасильственной экзотермической реакции. Чрезмерное тепло расплавляет металл и разливается по нужным поверхностям соединения. Жидкий металл затвердевает при охлаждении, образуя прочное сварное соединение.
Чрезмерное тепло расплавляет металл и разливается по нужным поверхностям соединения. Жидкий металл затвердевает при охлаждении, образуя прочное сварное соединение.
Простой и быстрый способ соединения одинаковых и разнородных металлов. Этот процесс сварки не требует источника питания, нужно только нагреть термит до 1300 градусов по Цельсию.
8. Кузнечная сваркаЧто такое сварка ? Это самый старый метод сварки, когда мы задавались вопросом, что такое сварка. Эта техника отвечает веками. Металл здесь нагревался до ковкого состояния, которое забивалось в желаемую форму и, наконец, охлаждалось, чтобы принять форму.
Этот процесс пришел мне на ум, когда кузнец работал над металлом. Это не ограничивается только этими профессионалами, но кузнечная сварка является выбором в аэрокосмической промышленности. Для этого процесса требуется опытный пользователь, но это популярный выбор, поскольку нет необходимости в каком-либо присадочном металле.
Этот тип сварки включает в себя воздействие луча высокоскоростных электронов на свариваемый металл. Энергия электрона передается листам для плавления сварочных металлов, которые можно соединить и сплавить.
Тип сварки используется во многих отраслях промышленности, таких как автоматизированные автомобильные детали и производство высокотехнологичных авиационных двигателей. Это может быть полезным инструментом в аэрокосмических компонентах, биметаллических пилах и узлах трансмиссии. Это идеальный выбор для герметизации электрических компонентов. Метод хорош для разнородных металлов с различной температурой плавления и теплопроводностью. Этот метод сварки хорош для тонкого и толстого металла.
10. Атомно-водородная сварка Процесс сварки теперь заменен сваркой MIG в большинстве показаний. Это по-прежнему идеальный выбор для сварки вольфрамом. Этот металл жаростойкий, но этим методом можно плавить, не изменяя металл при их соединении и сварке. Они помещают два металлических вольфрамовых электрода в атмосферу водорода. Молекулы водорода при взрывном нагреве могут производить тепло до 3000 градусов по Цельсию. Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки, каски.
Этот металл жаростойкий, но этим методом можно плавить, не изменяя металл при их соединении и сварке. Они помещают два металлических вольфрамовых электрода в атмосферу водорода. Молекулы водорода при взрывном нагреве могут производить тепло до 3000 градусов по Цельсию. Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки, каски.
Более новая технология, разработанная в 1954 году и похожая на сварку TIG. Они пропускают электрический ток через отверстие сопла, защищенное газами, для максимальной точности сварки небольшой площади. Это дает узкий валик, приятный шов, прочную и быструю сварку.
В этом методе использовалась чрезвычайно высокая температура для получения глубокого и прочного сварного шва. В авиационной промышленности используется этот метод, но он бесполезен для любителей и самодельщиков.
12. Сварка сопротивлением Это термоэлектрический процесс, при котором электрическое сопротивление используется для создания тепла, приводящего к расплавлению соединяемого материала.![]() Эффективный сварочный процесс, который не загрязняет окружающую среду при минимальном потреблении электроэнергии. Он использует два электрода для точечной сварки, когда кончик электрода нагревается и плавится при охлаждении. Ниже приведены различных типов сварки .
Эффективный сварочный процесс, который не загрязняет окружающую среду при минимальном потреблении электроэнергии. Он использует два электрода для точечной сварки, когда кончик электрода нагревается и плавится при охлаждении. Ниже приведены различных типов сварки .
- Точечная сварка
- Шовная сварка
- Сварка с выступом
- Стыковая сварка оплавлением
Теперь мы ожидаем, что у вас есть базовое представление о различных типах сварки . Немногие типы управляются простыми машинами, в то время как другим требуется дорогостоящее оборудование. Некоторые из них могут быть выполнены мастерами-любителями и любителями, не тратя слишком много денег. Пришло время купить сварочный аппарат, ознакомьтесь с нашим руководством по покупке сварочного аппарата.
Спасибо, что уделили время для прочтения статьи, но ваш комментарий поможет нам понять вашу потребность.
Поместите свое предложение в поле для комментариев.
Вам также может понравиться :
Дуговая сварка под флюсом (SAW): рабочий процесс, оборудование, детали и его применение
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Процедура сварки чугуна [Пошаговое руководство]
Инструкции по работе с аппаратом для дуговой сварки (5 шагов по совершенствованию техники дуговой сварки)
Объем рынка сварочного оборудования, доля
Объем мирового рынка сварочного оборудования составил 11,58 млрд долларов США в 2018 году и, по прогнозам, достигнет 18,79 млрд долларов США к 2026 году, демонстрируя среднегодовой темп роста в 6,3% в течение прогнозируемого периода.
Мы находимся в процессе модернизации рынка сварочного оборудования с учетом воздействия COVID-19.
Образец запроса
Сварочный аппарат обычно используется для изготовления двух или более материалов. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, строительство, тяжелую технику, нефть и газ и т. д.
д.
Растущий спрос на сварочное оборудование в ряде отраслей, таких как железнодорожное и судостроение и строительство, для выполнения нескольких производственных операций стимулирует рост рынка сварочного оборудования. Растущие инвестиции в исследования и разработки для внедрения новых технологий сварки дополнят растущий спрос на продукцию. Например, в ноябре 2017 года компания Miller Electric объявила о выпуске своего нового портативного решения для мультипроцессной сварки. Аппарат использует высокую частоту (ВЧ) при запуске, чтобы устранить проблемы с ВЧ-помехами во время сварки. Кроме того, оборудование позволяет операторам выполнять точную настройку с помощью полностью цифровых элементов управления.
Запросите бесплатный образец , чтобы узнать больше об этом отчете.
Внедрение нескольких технологий, таких как дистанционное управление и роботизированный сварочный аппарат на основе искусственного интеллекта, упрощают процесс сварки для операторов, отвечая требованиям производителей к качеству и производству. Это становится ключевой тенденцией рынка сварочных аппаратов. Эта тенденция, вероятно, сохранится, поскольку большое количество новых игроков проявляют интерес к инвестированию в разработку автоматического сварочного оборудования. Ожидается, что рост использования тяжелых и толстых металлических деталей с высокой прочностью на растяжение и растущий спрос на них в строительстве, тяжелом машиностроении и автомобильной промышленности также будут стимулировать спрос на сварочное оборудование в течение прогнозируемого периода.
Это становится ключевой тенденцией рынка сварочных аппаратов. Эта тенденция, вероятно, сохранится, поскольку большое количество новых игроков проявляют интерес к инвестированию в разработку автоматического сварочного оборудования. Ожидается, что рост использования тяжелых и толстых металлических деталей с высокой прочностью на растяжение и растущий спрос на них в строительстве, тяжелом машиностроении и автомобильной промышленности также будут стимулировать спрос на сварочное оборудование в течение прогнозируемого периода.
ДРАЙВЕРЫ РЫНКА
«Стремительный рост автомобильной промышленности в связи с ростом потребления транспортных средств в регионах»
По данным исследования, в 2018 году мировое производство составило 70 млн единиц, всего 7 млн единиц продается по всему миру. Наблюдается быстрый рост спроса на автомобильную технику со стороны развивающихся стран, таких как Китай, Индия, Южная Корея, Япония, а также других европейских стран. По оценкам, продажи новых автомобилей вырастут на 30% в США, Европе и Китае, при этом 55% продаж новых автомобилей в Европе, по прогнозам, будут полностью электрифицированы в течение прогнозируемого периода.
По оценкам, продажи новых автомобилей вырастут на 30% в США, Европе и Китае, при этом 55% продаж новых автомобилей в Европе, по прогнозам, будут полностью электрифицированы в течение прогнозируемого периода.
Несколько крупных игроков автомобильного рынка инвестируют в индийский автомобильный сектор благодаря растущим доходам среднего класса. Например, Hyundai планирует инвестировать 1 миллиард долларов США в Индию к 2020 году, в то время как Mercedes Benz увеличила свои производственные мощности по выпуску роскошных автомобилей до 20 000 единиц в год. Правительство Индии планирует создать центры исследований и разработок стоимостью 388,5 млн долларов США, чтобы соответствовать международным автомобильным стандартам.
Часто используемые процедуры сварки, применяемые в автомобильной промышленности, широко известны как контактная точечная сварка, контактная шовная сварка, ротационная сварка трением, лазерная сварка, среднечастотная сварка и многие другие. Сварочное оборудование играет жизненно важную роль в автомобильной промышленности, обеспечивая высокую прочность компонентов, что, в свою очередь, обеспечивает оптимальную безопасность. Следовательно, растущий рост автомобильной промышленности в конечном итоге повлияет на рост рынка сварочного оборудования. Этот рост объясняется экспоненциальным использованием сварочного оборудования в автомобильной промышленности по всему миру.
Следовательно, растущий рост автомобильной промышленности в конечном итоге повлияет на рост рынка сварочного оборудования. Этот рост объясняется экспоненциальным использованием сварочного оборудования в автомобильной промышленности по всему миру.
«Расширение применения роботизированной лазерной сварки для более качественной и стабильной сварки»
Роботизированная технология помогает сократить время операции сварки за счет сварки двух несоединенных металлов с образованием высокоточного сварного компонента. Этот метод сварки в основном используется в больших объемах, в основном в автомобильной, строительной и тяжелой промышленности.
СЕГМЕНТАЦИЯ
По анализу технологий
«Технология дуговой сварки будет доминировать на рынке, демонстрируя высокий среднегодовой темп роста в течение прогнозируемого периода»
В зависимости от технологии рынок подразделяется на дуговую сварку, контактную точечную сварку, сварку MIG/TIG, лазерную сварку , и другие. Ожидается, что среди этих типов технологий в ближайшем будущем сегмент дуговой сварки будет расти в геометрической прогрессии, поскольку это экономически эффективный и гибкий процесс сварки, который используется в самых разных отраслях. Это процесс сварки плавлением, который обычно используется при изготовлении стальных конструкций транспортных средств и строительных работ.
Ожидается, что среди этих типов технологий в ближайшем будущем сегмент дуговой сварки будет расти в геометрической прогрессии, поскольку это экономически эффективный и гибкий процесс сварки, который используется в самых разных отраслях. Это процесс сварки плавлением, который обычно используется при изготовлении стальных конструкций транспортных средств и строительных работ.
По прогнозам, технология контактной точечной сварки будет иметь значительный рост благодаря инновационной и точной сварке металлических листов из высокопрочных и низколегированных компонентов. Сварка MIG/TIG имеет умеренный рост, поскольку она полезна для сварки различных сортов стали, алюминия и никелевых сплавов высокого или среднего качества, что обеспечивает более высокие характеристики продукта.
Технология лазерной сварки может привести к значительному росту рынка из-за высокой стоимости внедрения лазерных систем и отсутствия знаний о рабочей силе. Метод кислородно-топливной сварки также будет демонстрировать рост из-за высоких первоначальных затрат на топливные газы или жидкости, используемые в этом методе.
По анализу типа автоматизации
«Доля автоматического сварочного оборудования резко возрастет благодаря использованию ИИ»
В зависимости от типа автоматизации рынок подразделяется на автоматический, полуавтоматический и ручной .
Использование сварочных роботов на производственных предприятиях за десятилетие снизило зависимость от ручных методов автоматизации и труда в нескольких отраслях. По оценкам, рост внедрения роботов будет стимулировать сегмент автоматической сварки. Кроме того, разработка эффективных роботизированных сварочных систем на основе интеллектуальных технологий, таких как роботы с дистанционным управлением и искусственным интеллектом, открывает новые рыночные возможности для автоматической сварки во всем мире.
Чтобы узнать, как наш отчет может помочь оптимизировать ваш бизнес, обратитесь к аналитику
Полуавтоматические сварочные системы могут иметь устойчивый рост, поскольку они частично внедряются с использованием технологического оборудования и управляются рабочей силой с недостатком знаний и опыта. Кроме того, ручная техника приводит к использованию дорогостоящей рабочей силы, что увеличивает эксплуатационные расходы.
Кроме того, ручная техника приводит к использованию дорогостоящей рабочей силы, что увеличивает эксплуатационные расходы.
Анализ приложений
«Сектор тяжелого машиностроения, как ожидается, будет лидировать на рынке благодаря увеличению прямых иностранных инвестиций»
В зависимости от заявки область применения включает автомобилестроение, строительство, тяжелое машиностроение, железнодорожное и судостроение и другие (нефтегазовая промышленность и т. д.), где тяжелое машиностроение занимает наибольшую долю рынка сварочных машин.
Сектор тяжелого машиностроения включает в себя технологически продвинутые производственные предприятия с растущим спросом на высокоточные сварочные системы для сварки металлов, обеспечивающие компоненты подшипников высокой несущей способности для автомобильной, строительной и других отраслей промышленности.
Ожидается, что автомобильный сектор будет иметь быстрый рост во всех регионах из-за увеличения покупательной способности людей в развивающихся странах. Автомобильные компоненты требуют сварки с высокой прочностью на растяжение, поскольку они должны выдерживать большие нагрузки, что стимулирует рост рынка сварочного оборудования.
Автомобильные компоненты требуют сварки с высокой прочностью на растяжение, поскольку они должны выдерживать большие нагрузки, что стимулирует рост рынка сварочного оборудования.
Строительный сектор стремительно растет в связи с развитием инфраструктуры в населенных странах. Например, на индийскую строительную отрасль приходится 11% ВВП Индии с общим объемом рынка 126 миллиардов долларов США, и в ней занято более 35 миллионов человек. Многие торговцы из нескольких развитых стран мира инвестируют в Ближний Восток, Африку и Азиатско-Тихоокеанский регион, создавая свои производственные предприятия в форме малых и средних предприятий. Европейские и американские компании открывают свои заводы по производству автомобилей, сварочных и строительных материалов на Ближнем Востоке и в Азиатско-Тихоокеанском регионе.
Железнодорожный и судостроительный, а также нефтегазовый секторы, как ожидается, будут стабильно развиваться благодаря активизации государственных инициатив и инвестиций со стороны основных участников рынка.
РЕГИОНАЛЬНЫЙ АНАЛИЗ
Рыночная стоимость сварочного оборудования сегментирована по Северной Америке, Европе, Азиатско-Тихоокеанскому региону, Ближнему Востоку Африки и Латинской Америке.
Азиатско-Тихоокеанский регион продемонстрирует самый высокий рост рыночной стоимости сварочных аппаратов по всему миру. Формирующаяся обрабатывающая промышленность в Китае и Индии из-за растущих правительственных инициатив по поддержке развития сектора будет стимулировать рыночный спрос в Азиатско-Тихоокеанском регионе. Например, правительство Индии запустило кампанию «Сделай в Индии», чтобы поддержать рост обрабатывающей промышленности. Несколько компаний-производителей автомобилей развивают свои заводы в стране. Кроме того, в апреле 2017 года Kia Motors объявила об инвестициях в размере около 1,1 миллиарда долларов США в строительство своего завода в Индии. В рамках этой кампании завод имеет возможность выпускать 300 000 автомобилей в год. Точно так же правительство Китая запустило кампанию «Сделано в Китае 2025», чтобы поддержать рост обрабатывающей промышленности, открывая возможности для рынка сварочного оборудования.
Быстро развивающаяся строительная отрасль в США и Канаде связана с ростом рынка сварочных аппаратов в Северной Америке. Государственные и частные компании вкладывают огромные средства в развитие инфраструктуры по всему региону. По данным Бюро переписи населения США, расходы на строительство в стране за первые девять месяцев 2019 года составили примерно 968,7 млрд долларов США. Сварочный аппарат используется на строительных объектах для нескольких сварочных работ, включая изготовление труб и сварку конструкций.
Объем рынка сварочного оборудования в Азиатско-Тихоокеанском регионе, 2018 г. (млрд долларов США)
Чтобы получить дополнительную информацию о региональном анализе этого рынка, запросите бесплатный образец к растущей автомобильной промышленности в регионе. По данным Европейской ассоциации автопроизводителей (ACEA), в 2018 году в Европейском Союзе было произведено около 19,2 млн автомобилей, что составляет около 20% мирового производства автомобилей. Европа является домом для нескольких признанных автопроизводителей, включая BMW AG, Audi AG и Daimler AG. Эти игроки сосредоточены на расширении своих производственных возможностей, чтобы получить большую долю рынка. Сварочное оборудование используется в автомобильной промышленности для сварки как мелких, так и крупных автокомпонентов и деталей. Таким образом, расширяющаяся автомобильная промышленность в Европе будет стимулировать спрос на рынке сварочных машин.
Европа является домом для нескольких признанных автопроизводителей, включая BMW AG, Audi AG и Daimler AG. Эти игроки сосредоточены на расширении своих производственных возможностей, чтобы получить большую долю рынка. Сварочное оборудование используется в автомобильной промышленности для сварки как мелких, так и крупных автокомпонентов и деталей. Таким образом, расширяющаяся автомобильная промышленность в Европе будет стимулировать спрос на рынке сварочных машин.
Рынок будет устойчиво расти в странах Латинской Америки, включая Бразилию и Мексику, в связи с увеличением расходов на строительство в регионе. Согласно данным, предоставленным Управлением международной торговли (ITA), в 2019 году Министерство инфраструктуры Бразилии запланировало 59 новых строительных проектов, в том числе шесть портовых терминалов, 22 аэропорта и 14 500 километров автомагистралей, с общим объемом инвестиций около долларов США. 10 миллиардов. Кроме того, быстро развивающийся нефтегазовый сектор на Ближнем Востоке и в Африке увеличит спрос на рынке сварочных аппаратов. По данным ITA, в 2018 г. ОАЭ добывает около 3,4 млн баррелей сырой нефти в сутки с целью 4 млн баррелей в сутки к 2020 г. и 5 млн баррелей к концу 2030 г.
По данным ITA, в 2018 г. ОАЭ добывает около 3,4 млн баррелей сырой нефти в сутки с целью 4 млн баррелей в сутки к 2020 г. и 5 млн баррелей к концу 2030 г.
КЛЮЧЕВЫЕ ИГРОКИ ОТРАСЛИ
«Lincoln Electric Company, ESAB и Miller Electric Mfg. LLC сосредоточены на расширении портфеля своей продукции»
Lincoln Electric Company, ESAB и Miller Electric Mfg. LLC ведущих игроков рынка, сосредоточившихся на расширении портфеля своей продукции за счет подписания соглашений и приобретения малых и средних поставщиков сварочного оборудования. Например, компания Miller Electric Mfg. LLC объявила о приобретении компании тяжелой промышленности и производства электроэнергии из Албамы, чтобы расширить свой ассортимент сварочных аппаратов. Аналогичным образом ESAB приобрела поставщика оборудования для контроля газа в Мальмё, чтобы усовершенствовать свои решения по управлению потоком и кислородно-топливной сварке.
List of Key Companies Profiled:
- The Lincoln Electric Company
- ESAB
- Miller Electric Mfg.
 LLC
LLC - Denyo
- Air Liquide
- KOBE STEEL, LTD.
- Ador Welding Ltd.
- ACRO Automation Systems Inc.
- voestalpine Bohler Welding GmbH
- Panasonic Industry Europe GmbH
- Arc Welding
- Resistance Welding
- MIG/TIG Welding
- Laser Beam Welding
- Others (Oxy-fuel Welding, и т.д.)
- Автоматическая60006
- Manual
- Automobile
- Building & Construction
- Heavy Engineering
- Railway & Shipbuilding
- Others (Oil & газ и др.)
- Северная Америка (США и Канада)
- Европа (Великобритания, Германия, Франция, Италия и остальные страны Европы)
- Азиатско-Тихоокеанский регион (Япония, Китай, Индия, Юго-Восточная Азия и остальные страны Азиатско-Тихоокеанского региона)
- Средний Восточная и Африка (Южная Африка, GCC и остальная часть Ближнего Востока и Африки)
- Латинская Америка (Бразилия, Мексика и остальная часть Латинской Америки)
- Ноябрь 2019 г.
 : Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, простой в использовании интерфейс с расширенными функциями сварки. Это оборудование идеально подходит для изготовления металлоконструкций, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности.
: Lincoln Electric представляет новую технологию сварки MIG, а именно сварочный аппарат POWER MIG 360MP, простой в использовании интерфейс с расширенными функциями сварки. Это оборудование идеально подходит для изготовления металлоконструкций, ремонта и обслуживания кузовов автомобилей, а также для легкой промышленности. - Ноябрь 2018 г.: Компания ЭСАБ представила на выставке FABTECH в Атланте многоцелевой и удобный в использовании сварочный аппарат Versotrac для дуговой сварки под флюсом, MIG/MAG и угольной дуговой сварки. Этот портативный трактор подходит для процесса лазерной сварки и подходит для сварки конструкционной стали.
0009
Чтобы получить всестороннее представление о рынке, отправьте запрос на настройку
В отчете представлена всесторонняя оценка мирового рынка сварочного оборудования, содержащая ценные сведения, факты, отраслевую информацию и исторические данные. Несколько методологий и подходов приняты для того, чтобы сделать осмысленные предположения и взгляды. Кроме того, отчет предлагает подробный анализ и информацию по сегментам рынка, помогая нашим читателям получить всесторонний обзор мирового рынка.
Report Scope & Segmentation
ATTRIBUTE | DETAILS | |
Study Period | 2015 -2026 | |
Базовый год | 2018 0049 | |
Forecast Period | 2019-2026 | |
Historical Period | 2015-2017 | |
Ед. Segmentation By Technology | ||
По типу автоматики | ||
By Application | ||
По регионам |

DASTRACT DAVE
Что такое сварка? Три распространенных типа сварки
Технология сварки фактически представляет собой соединение двух металлов. Его история насчитывает тысячи лет, но это технология с долгой историей, и с момента ее разработки технология сварки продолжала совершенствоваться и обновляться.
Технология сварки фактически представляет собой соединение двух металлов. Его история насчитывает тысячи лет, но это технология с долгой историей, и с момента ее разработки технология сварки продолжала совершенствоваться и обновляться. Наиболее часто свариваемыми материалами являются металлы, такие как алюминий, мягкая сталь и нержавеющая сталь. Также пластик можно сваривать. При сварке пластмасс источником тепла является горячий воздух или электрический резистор.
Три вида сварки одновременно
На самом деле существуют десятки видов сварки, но мы не хотим перечислять все виды один за другим. В основном все методы сварки можно разделить на три типа: сварка давлением, сварка дутьем и сварка плавлением.
Сварка давлением
Сварка давлением — это использование ультразвукового метода или метода чрезвычайно высокого давления, позволяющего двум твердым объектам достичь атомной связи, которая используется для соединения металлических и термопластичных листов. Сварка давлением — это не сварка, по нашему мнению, металл всегда обрабатывается при высокой температуре, чтобы расплавить его для достижения связи между двумя объектами, а использование высокочастотных звуковых волн и высокого давления для создания горизонтальной вибрации и давления на поверхность. объект.
Сварка давлением — это не сварка, по нашему мнению, металл всегда обрабатывается при высокой температуре, чтобы расплавить его для достижения связи между двумя объектами, а использование высокочастотных звуковых волн и высокого давления для создания горизонтальной вибрации и давления на поверхность. объект.
Этот метод имеет небольшой диапазон воздействия и короткое время нагрева. Для многих объектов, которые нельзя расплавить, очень подходит сварка давлением.
Дутьевая сварка
Сварка делится на твердую и мягкую сварку, также называемую для краткости пайкой твердым припоем и мягкой сваркой. Метод сварки заключается в использовании металлического материала с более низкой температурой плавления, чем у двух свариваемых деталей, и нагревании заготовки и этого материала. Температура плавления выше, чем у объекта, и ниже, чем у двух заготовок. После того, как объект расплавится и затвердеет, заготовка соединяется. цель вместе. Твердый припой — это материал с температурой плавления выше 427°C, а мягкий припой — материал с температурой плавления ниже 427°C.
Сварка плавлением
Сварка плавлением также является наиболее распространенным методом сварки, который мы обычно используем, то есть заготовка нагревается до расплавленного состояния при высокой температуре без приложения давления. После плавления заготовка затвердеет и станет двумя объектами, которые мы видим. подключенное состояние.
Многие методы сварки относятся к сварке плавлением, включая газовую сварку, дуговую сварку, ионно-дуговую сварку, лазерную сварку и т. д.
Сварка в среде защитного газа CO2 сильно отличается от сварки MIG
Большинство людей часто путают сварку CO2 со сваркой MIG. Хотя используемые сварочные аппараты одинаковы, защитный газ, используемый при сварке, совершенно другой. Поскольку так называемый благородный газ относится к последней группе таблицы элементов (гелий, неон, аргон, криптон, ксенон, радон), а CO2 не является благородным газом, поэтому он не относится к разновидности MIG.
Сварка МИГ
Сварка МИГ заключается в непрерывной подаче инертного газа через сварочное сопло и полном покрытии свариваемой детали, так что качество свариваемой детали не изменится из-за газа в воздухе. Ее еще называют полуавтоматической сваркой и сваркой под прикрытием газовой дуги.
Ее еще называют полуавтоматической сваркой и сваркой под прикрытием газовой дуги.
Защитный газ, используемый при сварке MIG, представляет собой смесь инертного газа или чистого газа, и самое главное — аргон высокой чистоты. Если его смешать с углекислым газом, то его будет очень мало.
Сварка MAG
В качестве защитного газа для сварки MAG обычно используется CO2 или смесь CO2 и кислорода. Тот же принцип заключается в отправке углекислого газа через сварочное сопло. Преимуществами этого метода сварки являются высокая эффективность и низкая стоимость.
Поэтому в простонародье часто говорят, что сварка в углекислом газе — это своего рода MAG, а это неправильная концепция. Наиболее очевидная разница между MIG и MAG заключается в том, что в первом используется в основном инертный газ, а во втором — углекислый газ.
Когда в промышленности используются полуавтоматические сварочные аппараты (сварочные аппараты MIG и MAG) для сварки листов из мягкой стали, защитный газ, используемый при MAG, в основном представляет собой CO2, в то время как обычно используемый защитный газ для MIG представляет собой смесь 80% аргона и 20% СО2.