Сварочные головки
Сварочные головкиОборудование для автоматической сварки
Каталог
- Каталог
- >
- Автоматическая сварка
- >
- Сварочные головки
подробнее
Под заказ
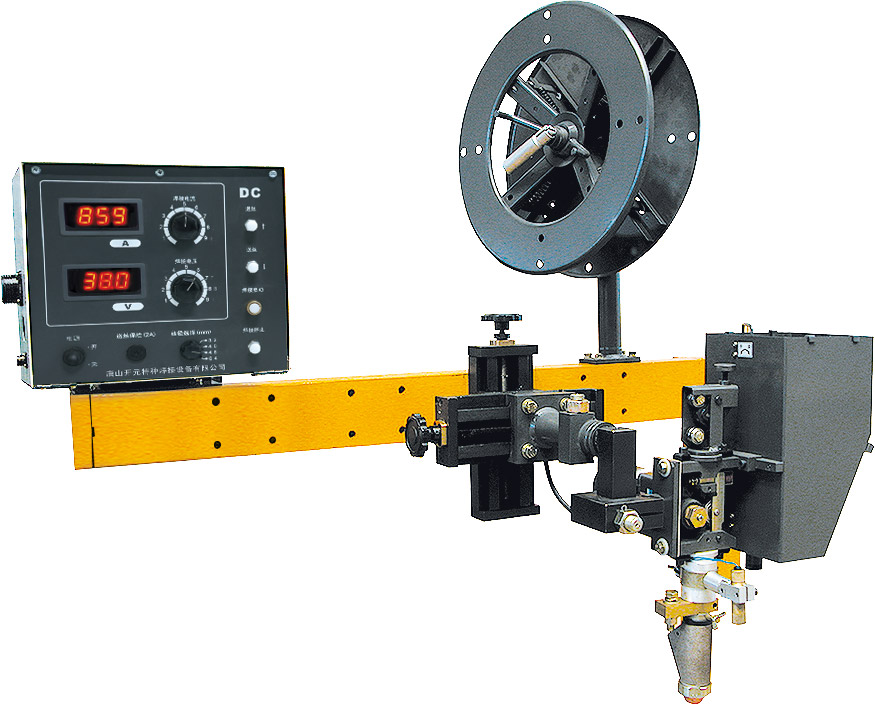
Головка для сварки под флюсом ГЗС-400 предназначена для сварки различных емкостей изнутри продольными и кольцевыми швами.
подробнее
Под заказ
Сварочная головка InFocus1000 предназначена для автоматической сварки без разделки кромок металла толщиной до 12 мм и выше с разделкой кромок.
подробнее
Под заказ
Основной комплектующей сварочного автомата под слоем флюса является сварочная головка.
Для обеспечения устойчивого горения дуги при автоматической сварке необходима постоянная длина дуги, для этого необходимо создать равенство между скоростью подачи и скоростью плавления сварочной проволоки.
Автоматические сварочные головки, предлагаемые нашей компанией, легко выдерживают заданную длину дуги. О её длине судят по напряжению, так как обе эти величины связаны между собой прямо пропорциональной зависимостью. Чем больше длина дуги — тем выше напряжение дуги, и, наоборот, с укорочением дуги напряжение в ней уменьшается.
В зависимости от способа подачи сварочной проволоки наша компания предлагает два типа сварочных головок:
— сварочные головки с переменной (автоматически регулируемой) скоростью подачи проволоки;
— сварочные головки с постоянной подачей проволоки.
Автоматические сварочные головки быстро и точно корректируют свои настройки при возникновении нетипичных ситуаций сварочного процесса, таких как:
— колебания напряжения в сети, к которой подключена сварочная установка;
— неровности на поверхности листов и наличие прихваток;
— отклонения в диаметре электродной проволоки, в результате чего будет изменяться скорость ее плавления;
— магнитное дутье и другие причины, изменяющие скорость подачи электрода или скорость его плавления.
Наилучшими являются сварочные головки с постоянной подачей сварочной проволоки. Они обеспечивают высокую надежность работы и простоту эксплуатации в промышленных условиях. Их электрическая схема настолько надежна, что обеспечит долгую работу автомата.
Мы предлагаем сварочные головки, которые обеспечивают стабильность всех параметров сварки (напряжение, токоподвод, подача флюса или газа в зону сварки, а также подачу сварочной проволоки), широчайший выбор настроек программ в зависимости от типов сварных соединений и основного материала.
Каталог
Производители
Оборудование для орбитальной сварки труб
Оборудование для орбитальной сварки труб
Орбитальная сварка – это автоматическая сварка кольцевых неповоротных стыков, то есть сварка труб, трубной арматуры и других цилиндрических деталей.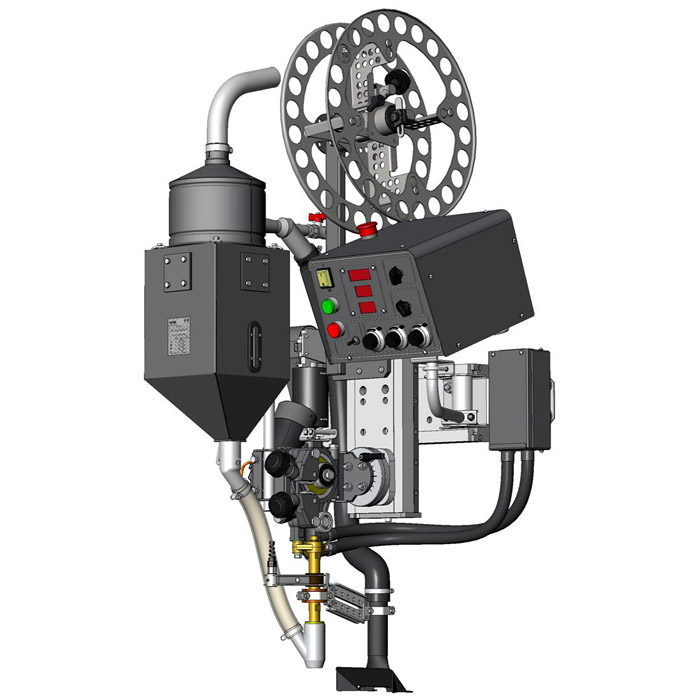 В этом случае сварочный стык остается неподвижен, а вокруг него по орбите вращается подвижная часть сварочной головки (сварочного инструмента). Компания Orbitec GmbH с 1984 года производит качественное оборудование для орбитальной сварки. В оборудовании компании Orbitec сварка реализована посредством аргонодуговой сварки неплавящимся электродом (TIG), постоянным током на прямой полярности (DC). Процесс сварки происходит преимущественно в импульсном режиме, как с подачей присадочной проволоки, так и без нее. Применяется для сварки углеродистых и нержавеющих сталей, а также титановых и других легированных сплавов. Орбитальная сварка широко применяется по всему миру на производствах и при монтаже, практически, во всех отраслях промышленности, где присутствуют сварные соединения: пищевая, медицинская, химическая, энергетическая, атомная, газонефтяная, микроэлектронная промышленности и другие.
В этом случае сварочный стык остается неподвижен, а вокруг него по орбите вращается подвижная часть сварочной головки (сварочного инструмента). Компания Orbitec GmbH с 1984 года производит качественное оборудование для орбитальной сварки. В оборудовании компании Orbitec сварка реализована посредством аргонодуговой сварки неплавящимся электродом (TIG), постоянным током на прямой полярности (DC). Процесс сварки происходит преимущественно в импульсном режиме, как с подачей присадочной проволоки, так и без нее. Применяется для сварки углеродистых и нержавеющих сталей, а также титановых и других легированных сплавов. Орбитальная сварка широко применяется по всему миру на производствах и при монтаже, практически, во всех отраслях промышленности, где присутствуют сварные соединения: пищевая, медицинская, химическая, энергетическая, атомная, газонефтяная, микроэлектронная промышленности и другие.
Фирма Орбитал-РС – эксклюзивный представитель фирмы Orbitec GmbH.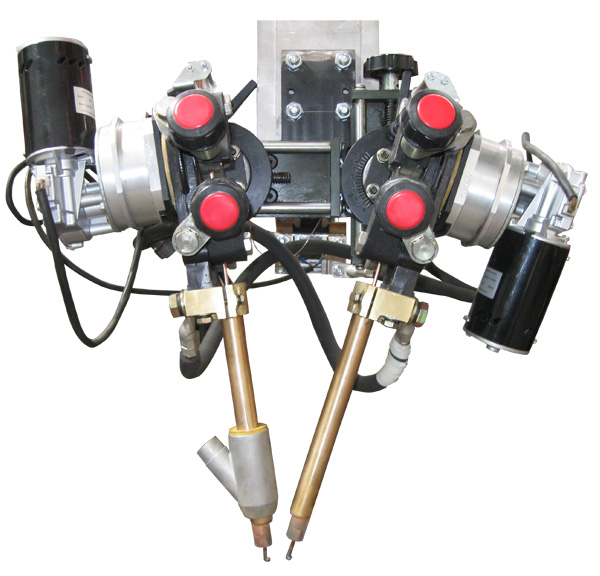
Контроллеры орбитальной сварки
Система управления для автоматической сварки кольцевых неповоротных стыков.
Сварочные аппараты и блоки жидкосного охлаждения
Сварочные источники для комплекса автоматической сварки кольцевых неповоротных стыков.
Сварочные головки и другие сварочные инструменты
Сварочные головки, как инструменты непосредственно производящие сварку кольцевых стыков.
Автоматический сварочный врашатель Turn 230
Прецизионный сварочный вращатель Turn 230 S предназначен для поворотной сварки кольцевых швов труб и цилиндрических деталей. Его область применения – это серийная сварка небольших узлов трубопроводов и цилиндрических изделий в поворотном положении легированных сплавов, углеродистых и нержавеющих сталей. В концепции сварочного вращателя Turn 230 S вращается изделие, а сварочная горелка неподвижно расположена в верхнем положении над стыком.
Его область применения – это серийная сварка небольших узлов трубопроводов и цилиндрических изделий в поворотном положении легированных сплавов, углеродистых и нержавеющих сталей. В концепции сварочного вращателя Turn 230 S вращается изделие, а сварочная горелка неподвижно расположена в верхнем положении над стыком.
Приспособления для формирования защиты корня сварочного шва и приборы контроля
Приспособления для формирования газовой защиты корня сварочного шва (обратного валика) и приборы контроля качества наполнения защитным газом внутреннего объема трубопровода.
Мобильная станция и комплектующие
Вспомогательное оборудование
Сварочные головки с автоматической подачей — Оборудование для приварки шпилек с автоматической подачей
| KHA-200F Головка для щелевой сварки | KKA-200F Контактная сварочная головка | KHA-50 Головка для сварки зазоров | KKA-50 Контактная сварочная головка |
KHA-200F — головка для сварки в зазор с автоматической подачей
Лист технических данных KHA-200F
Описание
|
|
Технические характеристики | |
| Сварочная плита | ø 2-12 мм (другой ø по запросу) |
| Сварочный материал | Сталь(нелегированная и легированная), алюминий, латунь, свариваемые спецсплавы |
| Длина шпильки | 8-40 мм (другие длины по запросу) |
| Метод сварки | разрядка конденсатора (метод щелевого разряда), короткий цикл, симметричная дуга |
| Характеристики |
|
| Размеры (ШхВхД) | 50x385x110 мм |
| Вес | 4,8 фунта, 2,2 кг |
| Подача сжатого воздуха | 6 бар, 90 psi |
| Номер детали | Б-90-20-4073 |
Вернуться к началу страницы
KKA-200F — контактная сварочная головка с автоматической подачей
Лист технических данных KKA-200F
Описание
|
|
Технические характеристики | |
| Сварочная плита | ø 2-10 мм (другие ø по запросу) |
| Сварочный материал | Сталь(нелегированная и легированная), свариваемые спецсплавы |
| Длина шпильки | 8-40 мм (другие длины по запросу) |
| Метод сварки | разряд конденсатора (контактный метод) |
| Характеристики |
|
| Размеры (ШхВхД) | 50x385x110 мм |
| Вес | 4,8 фунта, 2,2 кг |
| Подача сжатого воздуха | 6 бар, 90 psi |
| Номер детали | Б-90-20-4077 |
Вернуться к началу
KHA-50 — головка для сварки в зазор с автоматической подачей
Лист технических данных KHA-50
Описание
|
|
Технические характеристики | |
| Сварочная плита | ø 2-8 мм (другие ø по запросу) |
| Сварочный материал | Сталь(нелегированная и легированная), алюминий, латунь, свариваемые спецсплавы |
| Длина шпильки | 8-30 мм (другие длины по запросу) |
| Метод сварки | разрядка конденсатора (метод щелевого разряда), короткий цикл, симметричная дуга |
| Характеристики |
|
| Размеры (ШхВхД) | 80x160x300 мм |
| Вес | 4,4 фунта, 2,0 кг |
| Подача сжатого воздуха | 6 бар, 90 psi |
| Номер детали | Б-90-20-4050 |
Вернуться к началу
KKA-50 — контактная сварочная головка с автоматической подачей
Лист технических данных KKA-50
Описание
|
|
Технические данные | |
| Сварочная плита | ø 2-8 мм (другие ø по запросу) |
| Сварочный материал | Сталь(нелегированная и легированная), свариваемые спецсплавы |
| Длина шпильки | 8-30 мм (другие длины по запросу) |
| Метод сварки | разряд конденсатора (контактный метод) |
| Характеристики |
|
| Размеры (ШхВхД) | 80x160x300 мм |
| Вес | 4,4 фунта, 2,0 кг |
| Подача сжатого воздуха | 6 бар, 90 psi |
| Номер детали | Б-90-20-4060 |
Вернуться к началу
Производственные сварочные головки автоматизируют приварку шпилек
Пистолет для сварки шпилек часто вызывает в воображении образ одиночной портативной модели, подключенной к источнику питания, которая движется вниз по заготовке, приваривая шпильку за шпилькой. Однако сегодняшняя технология приварки шпилек позволяет использовать широкий спектр производственных сварочных головок, сконфигурированных в соответствии с запатентованной конструкцией для достижения наилучшего качества сварки в любых условиях. Если вы подумываете о приобретении системы для приварки шпилек, существуют системы производственных сварочных головок, которые могут хорошо подойти для ваших нужд.
Однако сегодняшняя технология приварки шпилек позволяет использовать широкий спектр производственных сварочных головок, сконфигурированных в соответствии с запатентованной конструкцией для достижения наилучшего качества сварки в любых условиях. Если вы подумываете о приобретении системы для приварки шпилек, существуют системы производственных сварочных головок, которые могут хорошо подойти для ваших нужд.
- Головки для сварки шпилек Если вы работаете в промышленных условиях, производственная система приварки шпилек сэкономит драгоценное время и деньги, ускорив производственный процесс, повысив производительность и снизив потребление энергии. Эти сложные машины могут управлять несколькими пистолетами с автоматическими механизмами подачи и полупроводниковыми программируемыми блоками управления, которые гарантируют прочное и надежное соединение с каждой шпилькой.
- Крепление для крепления / ручная нагрузка Иногда проблема заключается просто в точном позиционировании и перпендикулярности.
 Многие современные инженерные требования не могут быть выполнены с помощью ручных инструментов. Однако во многих случаях капитальные затраты на полностью автоматизированные системы могут быть непомерно высокими. Вот где идеально подходит сварочная головка с креплением на приспособление/с ручной нагрузкой. Эти головки изготовлены с высокой точностью и установлены с помощью установочных штифтов для точности. В механизмах используются прецизионные системы подшипников для обеспечения точности и воспроизводимости. Как правило, эти головки могут работать с вашим существующим оборудованием для приварки шпилек, поэтому капитальные затраты невелики.
Многие современные инженерные требования не могут быть выполнены с помощью ручных инструментов. Однако во многих случаях капитальные затраты на полностью автоматизированные системы могут быть непомерно высокими. Вот где идеально подходит сварочная головка с креплением на приспособление/с ручной нагрузкой. Эти головки изготовлены с высокой точностью и установлены с помощью установочных штифтов для точности. В механизмах используются прецизионные системы подшипников для обеспечения точности и воспроизводимости. Как правило, эти головки могут работать с вашим существующим оборудованием для приварки шпилек, поэтому капитальные затраты невелики. - Автоматическая подача шипов Автоматическая подача значительно ускоряет производственный процесс, потому что процесс сварки может идти настолько быстро, насколько доступны шпильки. Ручная подача сварочной горелки требует времени и зависит от стиля инструмента и ловкости сварщика. Ручная подача пистолета может привести к выполнению до 10 сварок в минуту. Однако автоматические устройства подачи предназначены для изготовления шпильки сразу после того, как инструмент завершит последний сварной шов. Продолжительность сварки обычно составляет менее двух секунд; автоматическая подача подготовит следующую шпильку, как только будет закончен предыдущий сварной шов. Быстрая подача оборудования делает использование производственной головки более эффективным и экономичным. Эти системы более сложны в том, что они имеют системы подачи (как правило, устройство подачи чаши) и системы управления для координации работы подачи чаши быстрее и быстрее. сварочная головка, получающая застежку.
- Программируемые элементы управления и фиксированная автоматизация Еще одним преимуществом производственной конфигурации с приваркой шпилек являются программируемые элементы управления, которые могут быть частью вашего сварочного процесса. Добавляя стационарную автоматизацию (пневматические цилиндры и приводы), оператор может загружать заготовку, загружать крепеж (в случае ручной загрузки) и нажимать кнопки ладони.
 Многие современные инженерные требования не могут быть выполнены с помощью ручных инструментов. Однако во многих случаях капитальные затраты на полностью автоматизированные системы могут быть непомерно высокими. Вот где идеально подходит сварочная головка с креплением на приспособление/с ручной нагрузкой. Эти головки изготовлены с высокой точностью и установлены с помощью установочных штифтов для точности. В механизмах используются прецизионные системы подшипников для обеспечения точности и воспроизводимости. Как правило, эти головки могут работать с вашим существующим оборудованием для приварки шпилек, поэтому капитальные затраты невелики.
Многие современные инженерные требования не могут быть выполнены с помощью ручных инструментов. Однако во многих случаях капитальные затраты на полностью автоматизированные системы могут быть непомерно высокими. Вот где идеально подходит сварочная головка с креплением на приспособление/с ручной нагрузкой. Эти головки изготовлены с высокой точностью и установлены с помощью установочных штифтов для точности. В механизмах используются прецизионные системы подшипников для обеспечения точности и воспроизводимости. Как правило, эти головки могут работать с вашим существующим оборудованием для приварки шпилек, поэтому капитальные затраты невелики. Однако автоматические устройства подачи предназначены для изготовления шпильки сразу после того, как инструмент завершит последний сварной шов. Продолжительность сварки обычно составляет менее двух секунд; автоматическая подача подготовит следующую шпильку, как только будет закончен предыдущий сварной шов. Быстрая подача оборудования делает использование производственной головки более эффективным и экономичным. Эти системы более сложны в том, что они имеют системы подачи (как правило, устройство подачи чаши) и системы управления для координации работы подачи чаши быстрее и быстрее. сварочная головка, получающая застежку.
Однако автоматические устройства подачи предназначены для изготовления шпильки сразу после того, как инструмент завершит последний сварной шов. Продолжительность сварки обычно составляет менее двух секунд; автоматическая подача подготовит следующую шпильку, как только будет закончен предыдущий сварной шов. Быстрая подача оборудования делает использование производственной головки более эффективным и экономичным. Эти системы более сложны в том, что они имеют системы подачи (как правило, устройство подачи чаши) и системы управления для координации работы подачи чаши быстрее и быстрее. сварочная головка, получающая застежку.