Сборочно-сварочные приспособления (сварочная оснастка)
Подробности
24 апр 17
Сборочно-сварочные приспособления помогают решить задачу повышения производительности труда и увеличения качества сборки и сварки конструкции, а так же снизить уровень требуемой квалификации персонала, улучшить условия и безопасность труда, и понизить себестоимость конструкций (продукции).
Сборочно-сварочные приспособления помогают решить задачу повышения производительности труда и увеличения качества сборки и сварки конструкции, а так же снизить уровень требуемой квалификации персонала, улучшить условия и безопасность труда, и понизить себестоимость конструкций (продукции).
Конструкция сварочной оснастки (приспособления) сильно зависит от ряда условий:
— тип сварки,
— габариты изделий,
— крупносерийное или мелкосерийное производство,
— необходимость дополнительного отвода тепла, создания обратного прогиба,
— механизированная или ручная сварка,
— необходимость вращения при сварке.
И это только часть пунктов, в реальности конструктор и технолог должны предусматривать ещё ряд факторов по применяемым материалам, стандартным изделиям и так далее.
Этапы разработки и подготовки документации:
— анализ свариваемого (собираемого) изделия,
— определить назначение и будущие условия эксплуатации изготавливаемой конструкции, на основании чего выбрать нормативный документ.
— определить порядок сборки деталей и способ сварки,
— разработать модель оснастки (приспособления) и определить стандартные комплектующие,
— Согласовать с технологом (руководителем) и внести требуемые изменения,
— Подготовить полный комплект документации.
В процессе проектирования обязательно необходимо учитывать силу тяжести собираемого изделия, и деформации, возникающие при сварке.
Все сборочно-сварочные приспособления можно разделить на три группы:
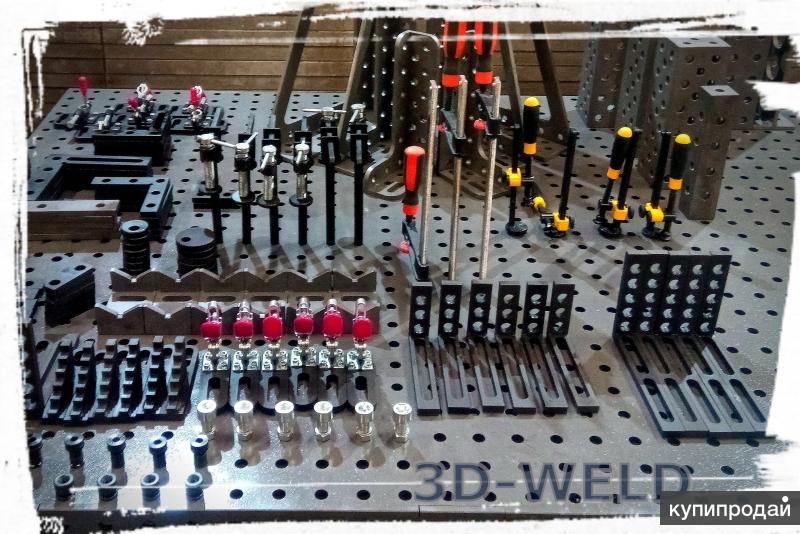
— Сборка сварных конструкций и изделий: простейшие переносные сборочные приспособления (струбцины, угольники, упоры и т. д.), неповоротные сборочные и сборочно-сварочные стенды, поворотные сборочно-сварочные кондукторы.
д.), неповоротные сборочные и сборочно-сварочные стенды, поворотные сборочно-сварочные кондукторы.
Основное назначение: фиксация и закрепление деталей свариваемого изделия и обеспечение необходимой точности и соблюдения размеров конструкторской документации.
— Установка, поворот и вращение свариваемых изделий: неповоротные устройства (плиты, столы), кантователи и позиционеры, сварочные вращатели и манипуляторы, поворотные столы.
Основное назначение: установка свариваемых изделий и поворот их в удобное для сварки положение и вращение со сварочной скоростью.
Манипуляторы — наклон изделия в удобное положение и вращения его со сварочной скоростью.
Позиционеры — наклон, поворот и вращения изделия с маршевой скоростью.
Вращатели используются для вращения изделий вокруг одной оси.
— Установка и перемещение сварочных аппаратов: несущие подъёмно-поворотные колонны, сварочные тележки, специальные устройства.
Основное назначение: закрепление и перемещение только сварочной головки или аппарата. Перемещения может осуществляться с маршевой или сварочной скоростью.
Перемещения может осуществляться с маршевой или сварочной скоростью.
Специальная оснастка
Универсальная оснастка
Оборудование, оснастка, приспособления и инструмент, применяемые в сборочно-сварочном цехе 3
При серийном изготовлении конструкций применяются кондукторы, в которых детали устанавливаются по фиксирующим устройствам (упорам), т. е. без разметки, а сборка осуществляется с помощью прижимных устройств. Сварка изделий в кондукторе выполняется в закрепленном состоянии, что позволяет уменьшить сварочные деформации.
Кондукторы бывают неповоротными и поворотными.
Для поворачивания и кантования свариваемых изделий иногда применяются специальные поворотные установки — манипуляторы (с регулируемой скоростью вращения) и позиционеры. Эти устройства имеют поворотный стол, на котором закрепляются свариваемые изделия (см. параграф 12.15, рис. 12.27). Стол может наклоняться да заданный угол, а у манипуляторов и некоторых позиционеров вращаться вокруг оси, проходящей через его центр. Манипуляторы и позиционеры небольшой грузоподъемности (до 1—1,2 т) могут иметь ручной привод, а при большей грузоподъемности привод механический.
Сборка и сварка секций корпуса, имеющего криволинейные обводы, проводится в специальных постелях.
Сборочно-сварочные постели являются основным видом оснастки участков секционной сборки и предназначены для поддержания секций в процессе изготовления, придания им требуемой формы и создания условий, необходимых для выполнения сборочно-сварочных работ. В большинстве случаев постели имеют лекальную (криволинейную) поверхность, определяющую форму и размеры собираемых секций.
По производственному использованию постели можно разделить на три характерные группы:
1) специализированные — индивидуальные;
2) специализированные с постоянным основанием и со сменной лекальной частью (или со сменными лекалами) — полууниверсальные;
3) универсальные.
Каждая индивидуальная постель предназначается для сборки и сварки определенной секции корпуса. По конструктивному оформлению индивидуальные постели бывают: а) стоечные, когда лекальная поверхность образуется стойками различной высоты из профильного проката, установленными на сборочную площадку или раму; б) постели с постоянными лекалами одно- и двусторонние, (рис. 12.13), изготовляемые из листового и профильного металла. На каждой двусторонней постели можно поочередно собирать две различные секции, для чего после сборки одной секции постель кантуется и на ее другой стороне закладывается вторая секция.
Рис. 12.13. Индивидуальная постель.
Постели со сменными лекалами являются как бы переходным типом к универсальным постелям. На одном и том же постоянном основании постели могут устанавливаться лекала для сборки различных секций, для чего их соединение с основанием делается разъемным (рис. 12.14).
Рис. 12-14. Постель со сменными лекалами. 1 — основание постели; 2 — сменное лекало; 3 — крепежный болт.
Иногда постели с постоянными или сменными лекалами делаются поворотными (качающимися), что позволяет наклонять постели вместе с секцией в удобное для сварки положение, как говорят, подкантовывать секцию.
В целях уменьшения расхода металла на изготовление постелей и сокращения времени на их подготовку к закладке секций в сборочно-сварочных цехах многих заводов широко применяются универсальные постели. Наибольшее распространение получили различные универсальные постели с выдвижными стойками (рис. 12.15). Выдвижные стойки устанавливаются на передвижных балках или основании постели, причем в последнем случае стойки могут передвигаться вдоль основания для установки необходимой шпации. При настройке постели для закладки секции каждая стойка устанавливается по высоте в соответствии с таблицей высот с плаза или рассчитанных с помощью ЭВМ и закрепляется в этом положении.
12.15). Выдвижные стойки устанавливаются на передвижных балках или основании постели, причем в последнем случае стойки могут передвигаться вдоль основания для установки необходимой шпации. При настройке постели для закладки секции каждая стойка устанавливается по высоте в соответствии с таблицей высот с плаза или рассчитанных с помощью ЭВМ и закрепляется в этом положении.
Рис. 12.15. Универсальная стоечная постель: а — постель в сборе; б — выдвижные стойки.
Применяются также универсальные постели из типовых элементов. Их конструкции состоят из типовых балок и рамок, соединяемых на болтах или приварных планках. Из этих типовых элементов можно сравнительно быстро собирать постели для сборки различных секций.
На некоторых судостроительных заводах применяются универсальные постели, имеющие железобетонные элементы. Железобетон используется, как уже отмечалось выше, для изготовления /сборочно-сварочных стендов, которые могут служить основанием стоечной постели (рис.
Рис. 12.16. Стоечная постель на железобетонном стенде.
1 — подлекальник; 2 — бетонное основание постели.
Для сборки и сварки цилиндрических конструкций больших размеров в сборочно-сварочных цехах используются специальные кондукторы и стенды. В целях максимального применения автоматической сварки предусматривается вращение устанавливаемых на сварочный стенд изделий. Такие стенды называют роликовыми.
При сборке секций в постелях применяются те же сборочные приспособления, что и при узловой сборке, в том числе и средства малой механизации.
При сборке корпусных конструкций используют следующие инструменты: ручники, кувалды различной массы, сборочные ломики (рис. 12.17), чертилки, гладилки для правки, клинья, стальные рулетки и метры, угольники. Для пробивки линий при сборке применяют тонкий шнур (нитку), натираемый мелом.
Рис. 12.17. Сборочные инструменты: а — ручник; б — кувалда; в — сборочный ломик.
12.17. Сборочные инструменты: а — ручник; б — кувалда; в — сборочный ломик.
Вертикальность и горизонтальность деталей и конструкций проверяется с помощью отвеса — тонкого шнура с коническим веском, ватерпасом (уровнем) и шланговым ватерпасом, состоящим из резинового шланга диаметром 10—20 мм, длиной от 10 до 25 м с двумя стеклянными трубками на концах. Прибор наполняется жидкостью (в теплое время года — водой, в холодное — спиртом) и работает по принципу сообщающихся сосудов.
При сборочных работах используют также газовые резаки, сварочные электрододержатели для прихватки, шлифовальные машинки для зачистки и др.
Страницы: 123
Сварочные столы JIG и крепежные инструменты: Arc-Zone.com, Магазин сварочных принадлежностей
Дом / Сварочные столы JIG и крепежные инструменты
Качественный JIG / стол для крепежа и аксессуары — основа ваших проектов по изготовлению металлоконструкций
 Наша полная линейка ведущих мировых брендов предлагает идеальный стол для каждого магазина; Выберите из:
Наша полная линейка ведущих мировых брендов предлагает идеальный стол для каждого магазина; Выберите из:- Nomad™ Переносные и расширяемые столы
- FixturePoint™ Компактные и модульные столы с 5/8-дюймовыми отверстиями для размещения инструмента
- Rhino Cart™ Мобильный крепежный стол с отверстиями для установки инструментов 5/8 дюйма
- BuildPro™ Доступные по цене модульные столы с 5/8-дюймовыми отверстиями для размещения инструментов — Прочтите отзыв Джейми Хайнемана, ведущего Mythbusters, BuildPro
- Серия Alpha™ Прочные 5-сторонние модульные столы размером 5/8 дюйма, совместимые с аксессуарами Buildpro, или 28 мм, аксессуары Alpha28.
- Siegmund™ Профессиональные экстремальные столы: Высочайший уровень плоскостности, долговечности и немецкого дизайна. Выберите из системных 16-мм или 28-мм отверстий для размещения инструмента .
Отображение 1 по 24 (из 258 продуктов)
1 2 3 4 5 … Следующий
ШТ-ТУ52020
1 935,00 долл. США 1 750,00 долл. США
Экономия: 185,00 долл. США
Добавить в корзину
ФТФ-ММББ
ШТ-ТС3020
ШТ-ТСЛ30
ШТ-ТБх46244
ШТ-ТДК54830-К1
Начинается с:
2 900,00 долл. США 2 610,00 долл. США
Экономия: 290,00 долл. США
(3)
Подробнее
ШТ-ТМ5-4848Q—
ШТ-ТМ5—Q—
ШТ-Т28—Q—
Начинается с:
5 250,00 долларов США 4 725,00 долларов США
Экономия: 525,00 долларов США
Подробнее
ШТ-Т28—Q—
SHT-TMQ—52238—
Начинается с:
1 445,00 долларов США 1 300,50 долларов США
Экономия: 144,50 долларов США
(1)
Подробнее
ШТ-ТМ—52238—
ШТ-ТМ—54738—
SHT-TMQ—54738—
SHT-TMQ—54746—
ШТ-ТМ—54746—
ШТ-ТМ—54848F
SHT-TMQ—57838—
ШТ-ТМ—57838—
SHT-TMQ—57846—
ШТ-ТМ—57846—
SHT-TMQ—59446—
ШТ-ТМ—59446—
SHT-TMQ—59648F
Отображение 1 по 24 (из 258 продуктов)
1 2 3 4 5 . .. Далее
.. Далее
Услуги по проектированию сварочных приспособлений от Camtek Optisolutions
Зачем пользоваться нашими услугами?
Пример использования FaaS (Fixture-as-a-Service)
Узнайте из первых рук о Рики Ратере, владельце компании Pearson Livestock Equipment красноречиво описывает синергию между быстрым и доступным производством приспособлений и роботизированной сваркой
Перейти к блогу
Производство «точно в срок»
Разработка сварочного приспособления может быть дорогостоящей и дорогостоящей.
Сварочные приспособления могут быть дорогими и сложными в конструкции, а иногда это результат простой удачи и недостатка. Для производителей часто возникает вопрос: «Как быстро я могу получить приспособление, по какой цене и с какой окупаемостью?». В этом мире производства «точно в срок» (JIT) короткие тиражи становятся обычным явлением.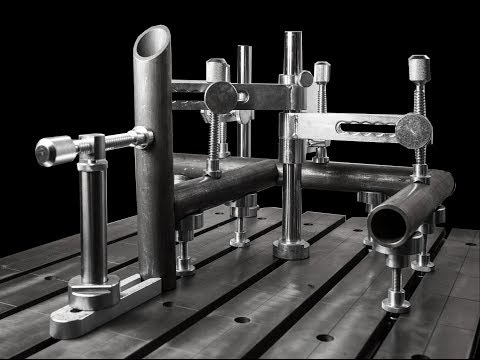 Таким образом, когда крепление может быть выполнено частично или полностью с использованием быстрого и дешевого производственного процесса, ставки на такие работы становятся привлекательными.
Таким образом, когда крепление может быть выполнено частично или полностью с использованием быстрого и дешевого производственного процесса, ставки на такие работы становятся привлекательными.
Узкие места при проектировании сварочных приспособлений и подборе персонала
Когда спрос на приспособления превышает имеющиеся в наличии рабочие руки, аутсорсинг проектирования приспособлений становится привлекательным, а наше решение также доступно.
Наши разработчики инструментов проконсультируют вас о потребностях ваших приспособлений, используя онлайн-инструменты для проведения виртуальных встреч, а также по электронной почте и по телефону. Мы с вами на каждом этапе пути.
Наше решение использует собственное программное решение для создания геометрии сварочных приспособлений для резки плоского листового металла. Как и в 3D-головоломке, компоненты крепления должны сцепляться друг с другом, чтобы создать крепление детали. Хотя вы можете использовать SOLIDWORKS™ или аналогичную программу, это требует времени (персонала), усилий и, скорее всего, некоторого последующего ручного редактирования.
Адаптация существующих процессов для крепления
Твердая оснастка для традиционных креплений часто зависит от дорогостоящего фрезерования и других процессов «нелистового металла». Итак, как это можно минимизировать? Простой ответ заключается в том, чтобы соединить процессы и оборудование, которые у вас уже есть — лазеры, водоструйные станки, штамповочные прессы и т. д. — с соответствующей CAD-системой. Мы предоставляем электронные файлы данных, которые вы можете вырезать в своей мастерской или у местного субподрядчика.
Умная сварка с конструкцией приспособления
Исторически сложилось так, что роботизированная сварка гораздо более рентабельна при длительном производстве, чем ручная. Но опять же, JIT требует большей гибкости и, следовательно, более коротких циклов. Хотя затраты на деталь увеличиваются при малых тиражах, эффективность роботизированной сварки кажется очевидной.
Несмотря на то, что методы «обучения» для программирования робота остаются нормой и обеспечивают воспроизводимость в небольших партиях, они создают проблемы, когда речь идет о скорости крепления, оставляя вам:
- Проведите небольшой пробег без робота, используя драгоценную рабочую силу для выполнения сварки и изготовления или закупки дорогостоящего приспособления.

- Проведите короткий пробег с роботом, который простаивает, пока изготавливается или закупается дорогостоящее приспособление.

Вы можете сократить жесткие затраты на оба процесса, используя «FaaS», чтобы эффективно получать оборудование и в конечном итоге повысить прибыльность работы.
Изменения в восходящем направлении
Что делать, если вы столкнулись с небольшим изменением в восходящем направлении, требующим регулировки точек контакта между приспособлением и деталью? Мы можем получить исходную модель САПР и при необходимости внести незаметные геометрические изменения в ваше приспособление и деталь. В большинстве случаев затронутый компонент приспособления может легко заменить предыдущий.
Стандартизация, сокращение места для хранения
Наше программное обеспечение может предоставить вашему магазину стандартную методологию. В результате вы можете обнаружить, что используете зажимы одного и того же производителя, а также один и тот же подход ко многим конструкциям приспособлений.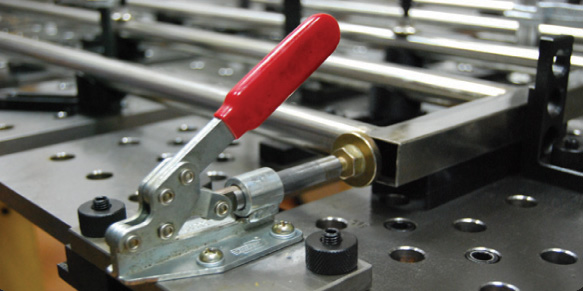
Например, при роботизированной сварке часто используется заранее заданная таблица отверстий под болты. Там, где это уместно, к столу можно прикрепить стандартную «основную плиту» с «пазами для выступов» со стандартным интервалом шага. Затем лезвия приспособления можно вставить и зафиксировать на опорной пластине с помощью дополнительной конструкции «ножки с зажимом», что делает сборку и разборку приспособления быстрой и легкой. Даже если вся опорная плита и узел лезвия снимаются между работами, процесс относительно прост и эффективен.
Для тех, у кого головная и задняя бабки (ось A или B), возможность явного определения размеров опорной плиты и расположения отверстий под болты особенно полезна, так как эти параметры можно сохранить по умолчанию для последующих прогонов разработки приспособления. Также полезно простое добавление отверстий для доступа к опорной плите для сварки в перевернутом или наклонном положении.
Использование геометрического дизайна, такого как механизм «защелки», устраняет необходимость в точечной сварке крепления для обеспечения жесткости.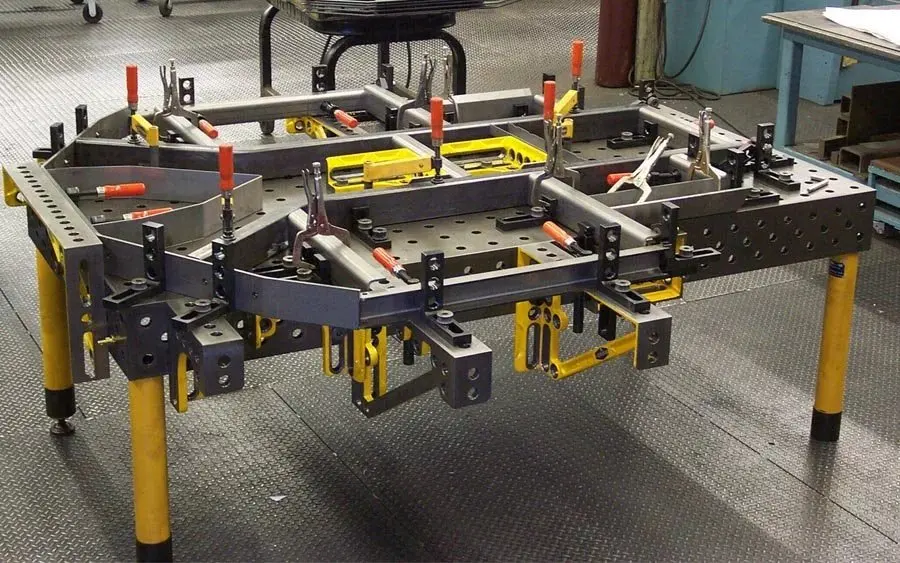 Его можно разобрать и сложить, что экономит место и снижает потребность в расширении хранилища.
Его можно разобрать и сложить, что экономит место и снижает потребность в расширении хранилища.
Экономия затрат благодаря нашей конструкции сварочного приспособления
Отзывы показывают, что наши услуги могут привести к 75-процентной экономии времени. Если программное обеспечение использует брак для приспособлений, фактические производственные затраты могут быть минимальными.
Стоимость также зависит от срока службы светильника. FaaS дает вам возможность использовать дешевые или бракованные/остаточные материалы для краткосрочного использования или использовать более дорогой и долговечный металл для часто используемых приспособлений.
Готовы предоставить детали для FaaS? Нажмите здесь… Нажмите здесь, чтобы просмотреть последние проекты
Посмотрите одно из наших приспособлений в действии
Прихваточный столик
Полноприварной столик
Прихваточный столик
Ниже приведен пример a двухступенчатое приспособление любезно предоставлено Clean Air America.