ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
Текст ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
(МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
(ISC)
ГОСТ
14098—
2014
МЕЖГОСУДАРСТВЕННЫЙ
СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Издание официальное
Москва
Стандартинформ
2015
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 я Межгосударственная система стандартизации. Основные положениян и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстамдарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г.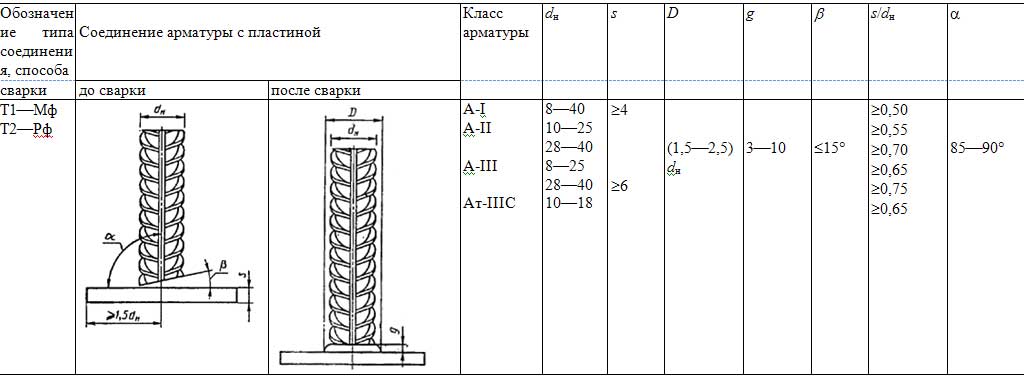 N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
5 ВЗАМЕН ГОСТ 14098-91
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе «Национальные стандарты». а текст изменений и поправок — е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано е ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
© Стандартинформ, 2015
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
Технические условия
ГОСТ 6727-80 Проволока из н из коугле род истой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772*88 Прокат для строительных конструкций. Общие технические требования
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайге Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего пода, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
Издание официальное
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
аблица 1- Обозначения типов сварных соединений и способов их сварки
Тил сварного соединения | Способ и технологические особенности сварки | |||
Наименование | Обозначение. номер | Наименование | Обозначение | Положение стержней при сварке |
1 | 2 | 3 | 4 | 5 |
Крестообразное | К1 | Контактная точечная | Кт | Любое |
КЗ | Дуговая ручная или механизированная* прихватками | Рл | ||
Мл | ||||
Стыковое | С1 | Контактная стыковая | Ко | Горизонтальное |
С5 | Ванная механизированная под флюсом в инвентарной форме | Мф | ||
С7 | Ванная одноэлектродная в инвентарной форме | Рв | ||
С8 | Ванная механизированная под флюсом в инвентарной форме | Мф | Вертикальное | |
СЮ | Ванная одноэлектродная в инвентарной форме | Рв | ||
С14 | Дуговая механизированная порошковой проволокой на стальной скобе-накладке | Мл | Горизонтальное | |
С15 | Ванно-шовная на стальной скобе-накладке | Рс | ||
С17 | Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке | Мл | Вертикальное | |
С19 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | ||
С21 | Дуговая ручная или механизированная* швами с накладками нэ стержней | Рн | Любое | |
Мн | ||||
С23 | Дуговая ручная или ме хан из и-ро ван на я* швами внахлестку | Рэ | ||
Мэ | ||||
Нахлвсточное | Н1 | Дуговая ручная или механиэи-ро ван на я* швами в среде СО; | Рш | Любое |
Мш | ||||
Н2 | Контактная по одному рельефу на пластине | Кр | Гори зонт агьное | |
НЗ | Контактная по двум рельефам на пластине | Кр | ||
Тавровое | Т1 | Дуговая механизированная под флюсом без присадочного металла | Мф | Вертикальное |
Т2 | Дуговая ручная с малой механизацией под флюсом без при садового металла | Рф | ||
Т11 | Дуговая механизированная швами в среде СО; в цекованное или разэенкованное отверстие | Мз | ||
Т12 | Дуговая ручная валиковыми швами в раззенкованное отверстие | Рз | ||
* Допускается применение любого из перечисленных видов механизированной сварки: в среде СО; либо СО;+Аг. |
 порошковой проволокой, либо порошковой проволокой в среде СО;
порошковой проволокой, либо порошковой проволокой в среде СО;4.2 Условное обозначение сварного соединения имеет следующую структуру X X — X X
Технологическая особенность
способа
Номер
соеди
нения
Способ сварки: К —• контактная;
Р — ручная; М — механизированная
Тип сварного соединения: К — крестообразное;
С — стыковое; Н — иахлесточное; Т — тавровое
Пример условного обозначения стыкового соединения, выполненного ванно-шовной сваркой на стальной скобе-накладке, положение стержней горизонтальное:
С15- Рс
4.3 Для конструктивных элементов сварных соединений приняты обозначения: d* — номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц 2-17 изображен условно):
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781: dt — наружный диаметр стержня периодического профиля по ГОСТ 5781: d\ — номинальный меньший диаметр стержня в сварных соединениях: do — меньший диаметр раззенкованного или цекованного отверстия в плоском элементе;
Dc — больший диаметр раззенкованного или цекоаанного отверстия в плоском элементе:
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
/?- радиус кривизны рельефа;
а — суммарная толщина стержней после сварки в месте пересечения; b — ширина сварного шва: суммарная величина вмятин;
Ь\ Ь* -величина вмятин от электродов в крестообразном соединении: h — величина осадки в крестообразном соединении: высота сечения сварного шва;
/ь — высота усиления наплавленного металла:
/*; — высота усиления корня сварного шва:
Н — высота скобы-накладки;
/-длина сварного шва:
/,. А? — зазоры до сварки между торцами стержней при различных разделках:
А? — зазоры до сварки между торцами стержней при различных разделках:
/« — длина скоб-накладок, накладок и нахлестки стержней;
2 — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения ТЗ;
s — толщина стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений:
к — высота рельефа на плоском элементе:
кх — зазор между стержнем и плоским элементом в соединении НЗ: п — ширина рельефа на плоском элементе; т — длина рельефа на плоском элементе;
g — высота наплавленного металла («венчика») в тавровых соединениях;
а. аь а2. р. (Ъ. г. Yi — угловые размеры конструктивных элементов сварных соединений.
5 Технические требования
5.1 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться Приложением А.
5.2 На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ или стандарт предприятия, учитывающий требования действующих
стандартов и согласованный в установленном порядке.
5.3 При изготовлении железобетонных конструкций допускается замена типов соединений и способов их сварки на равноценные по эксплуатационным качествам в соответствии с Приложением А.
5.4 Химический состав и значение углеродного эквивалента свариваемых по настоящему стандарту арматурных сталей должны соответствовать требованиям следующих нормативных документов:
• для арматуры классов А240. АЗОС. АсЗОО. А400. А600. А800. А1000 — ГОСТ 5781;
• для арматуры классов Ат500С. АтбООС — ГОСТ 10884;
• для арматуры класса А500С — по действующим нормативным документам.
5.4.1 Химический состав термомеха ничесхи упрочненной арматуры класса А600С. применяемой в сварных соединениях по настоящему стандарту, должен соответствовать марке стали 20Г2СФБА.
5.5 Холоднодеформированная арматура должна удовлетворять требованиям:
• класса Б500С — действующим нормативным документам:
• класса Вр-1 — ГОСТ 6727.
5.6 Термомеханически упрочненная арматура немерной длины классов АтбОО. Ат600К. Ат800. Ат800К. Ат1000 и Ат1000К. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Ат600К. Ат800. Ат800К. Ат1000 и Ат1000К. равно как и отходы данной арматуры, могут быть использованы в сварных арматурных изделиях и закладных деталях железобетонных конструкций. При этом арматура должна применяться в качестве арматуры класса А400 без пересчета сечения.
Арматура класса А600С допускается к применению в качестве анкеров закладных деталей как арматура класса А500С без пересчета сечения.
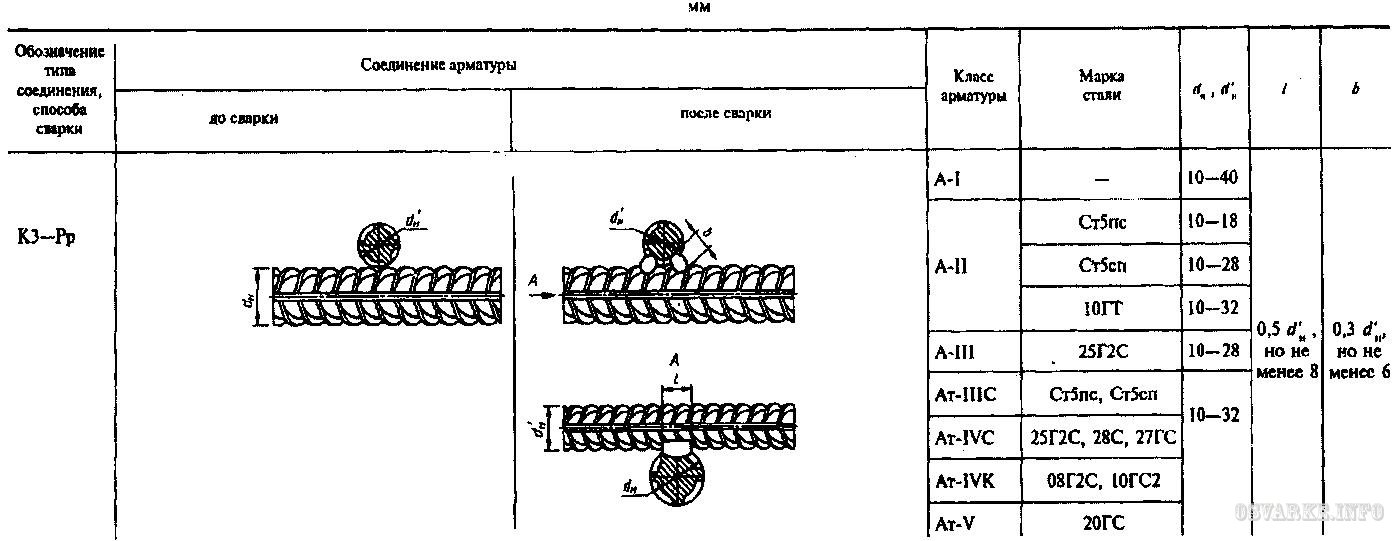
5.7 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на рисунке 1 и в таблицах 2-3.
Рисунок 1 — Крестообразное соединение, выполненное контактной точечной сваркой
5.8 Отношения диаметров стержней следует принимать для соединений типа К1 — от 0.25 до 1.00, типа КЗ — от 0,50 до 1,00.
5.9 Для соединений типа К1 величину осадки (см. рисунок 1) определяют по формуле
b — Id, — (а ♦ Ь)\
где: а — суммарная толщина стержней после сварки в месте пересечения, мм;
6 — суммарная величина вмятин (6′ ♦ 6м), мм.
Величины относительных осадок 6/d‘M для соединений типа К1 должны соответствовать приведенным в таблице 2.
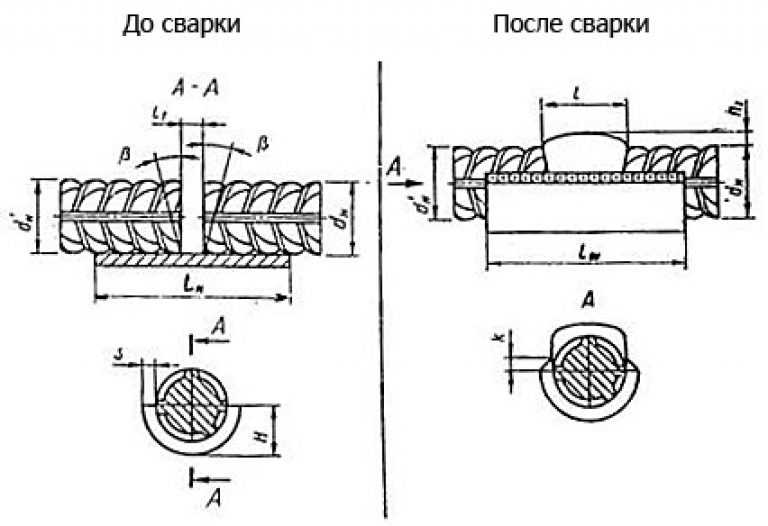
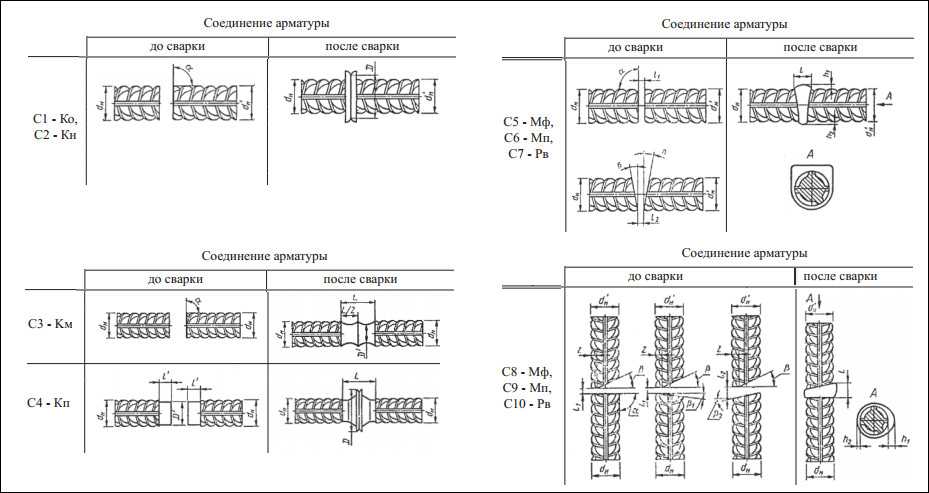
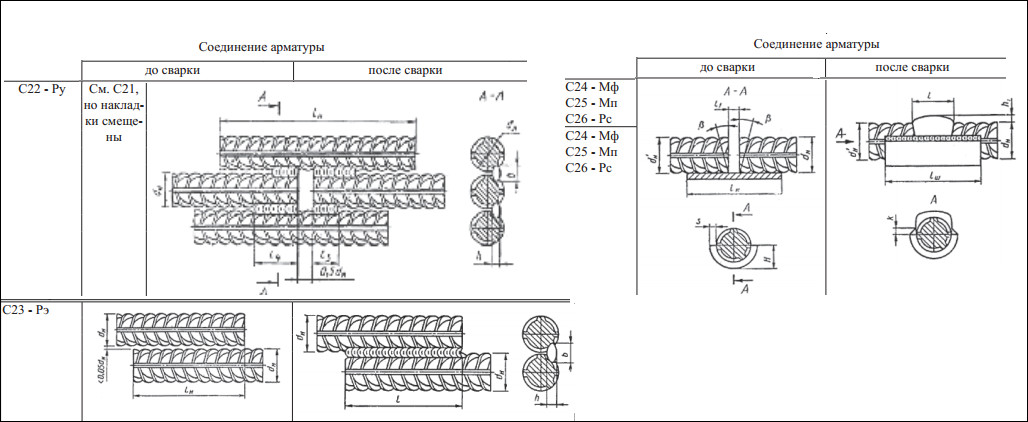
5.10 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4-10.
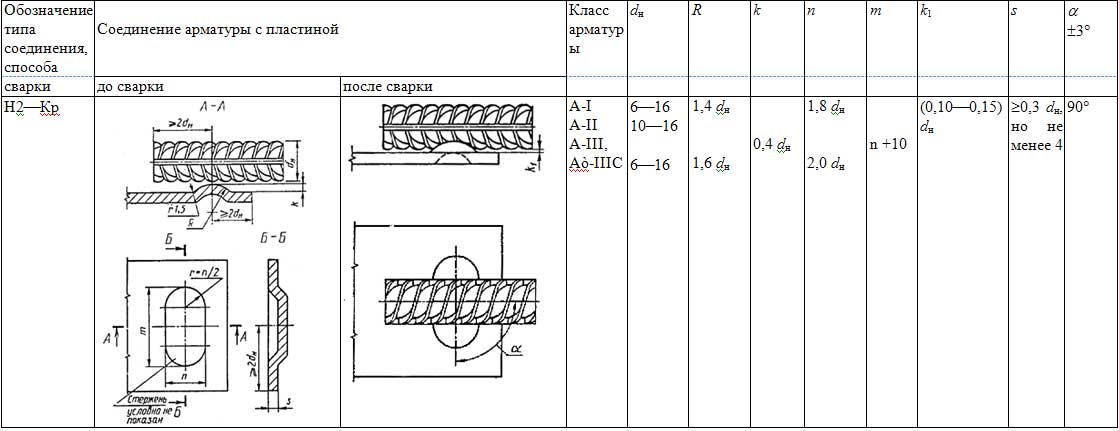
5.11 Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в таблицах 11-13.
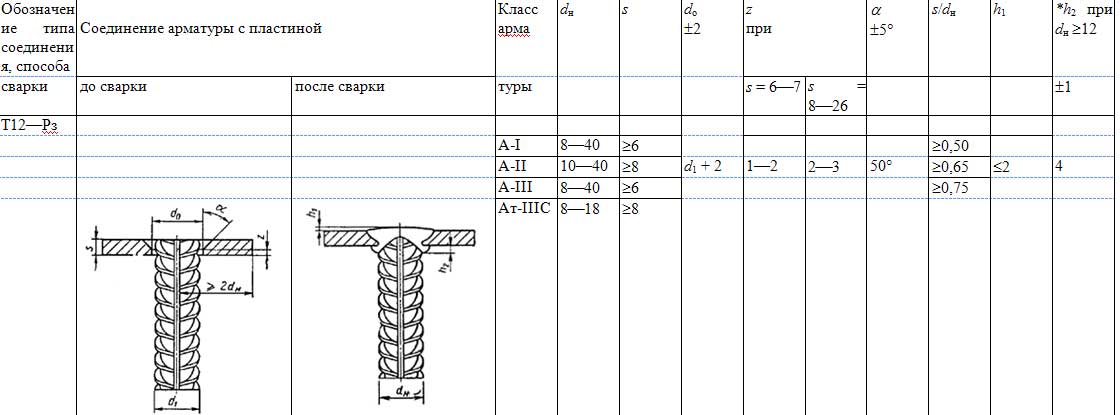
5.12 Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в таблицах 14-17.
5.13 Основные типы, конструктивные элементы и размеры сварных соединений из листового и фасонного металлопроката, используемых для соединения плоских элементов закладных деталей при монтаже железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264. ГОСТ 8713 и ГОСТ 14771.
5.14. Для соединений, приведенных в таблицах 7-8. в качестве материала скоб-накладок следует применять листовую сталь класса С235-С255 по ГОСТ 27772.
Обозначение типа ооедиие-►мя, способа сварки
Соединение арматуры
до сварки
после сеаркм
sisis&j/sofsiststsas
К1-Кт
Клаос армату- | dm, мм | Величина h/d*, обеспечивающая прорость не менее требуемой ГОСТ 10922 для сое доений с отношением диаметров dm*. | Минимальная величина h/d:, обеспечиваю* щэя не нормируемую прочность | а,’ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ры | 1,00 | 050 | 0,33 | 0,25 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вр-1 (8500) | 3-12 | 0,35-0,50 | 0,28-0,45 | 024-0.40 | 0.22-055 | 0.17 | 30-90 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
В500С | 4-12 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
А240 | 5.5-40 | 0,25-0,50 | 0,21-0,45 | 0,18-0,40 | 0.16-055 | 0,12 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
АсЗОО | 10-32 | 0,33-0,60 | 0,28-0. 2. При меха низкое энной сварке соединздий типа КЗ-Мп допускается применение арматуры диаметром (db) 6 и 8 мм. а также спикере еелрир| отношения диаметров свариваемых стержней до 033. Применение данных положений допускается при повышенных требованиях к приемке сварных соедрвний и обязательном выполнении требований п.5 2. Таблица 4 — Конструкция стыкового соединения арматуры С1-Ко Обозначение типа ооедгые» ря. способа саарки С1-Ко Соединере арматуры до сварки после сварки
О. d’JdL u± 10.’ *l.2d« 0.85-1.0 90 Примечания: 1 Размерь а знаменателе относятся к соединению С7-Рв. 2 При отношении <fjdn < 1 линейные размеры относятся к стержж) больного диаметра. Таблица 6 — Конструкции стыковых соединений арматуры СВ-Мф и С 10-Ре Соед»нение арматуры до саарш Обозначение типа соединения, сл ооо-басаарки Сб-Мф. СЮ-Рв Примечания: 1 При о дно электр одной сварке разделку стержней со скосом ничего стержня производить не следует. 2 Разделку с обратным скосом ни им его стержня применять при сварке стержней диаметром *32 мм. 3 Размеры а знаматателе относятся к соединению СЮ-Рв. 4 При отношении d’Jd, < 1 линейные размеры относятся к стержню богъшего диаметра. ГОСТ 14096—2014 аблица 7 — Конструкции стыковых соединений арматуры С14-Мп и С15-Рс Обозначена типа соединения. способа саарш
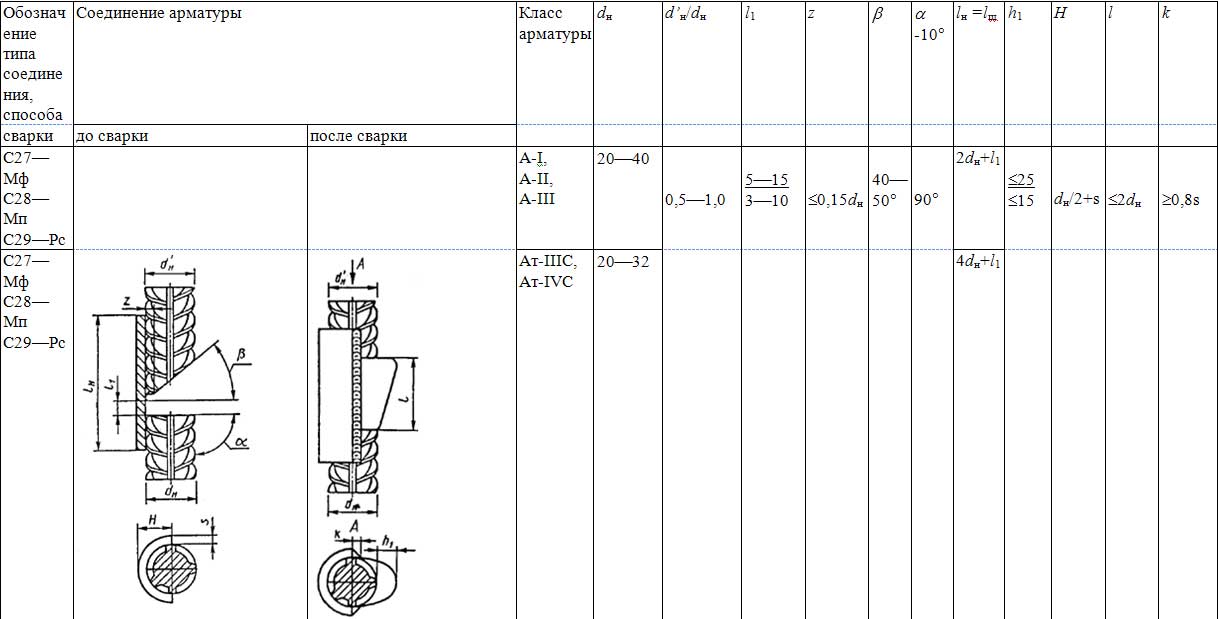
С14-МП. С15-Рс
d’Jd. Примечание — Для (/*■ 20 *25 мм $ * 6 мм. для Л* 28 -40мм $• 6 мм. аблица 8 — Конструкции стыковых соединений арматуры С17-Мп и С19-Рм Обозначение типа соединения, споооба caapoi С17-Мп. С19-Рм 3/ S 0,054„ N Соединение арматуры до сварки после сварки Класс арматуры d‘Jdm 8/ t =/. мм ГОСТ 14098—2014 Л-А А240 АсЗОО 20-40 * ЗсОА А 40 О АтбООС АтбООС А500С А600С vt 0. 6-8 90 30-40 *0.15dm г 4ds It 20-32 20-40 Примечание — Для & — 20 — 25 мм $ = 6 мм. для & = 28 — 4Q мм s = 8 мм. V» Обозначение типа соблюдения, способа со ар «и Соединение арматуры до сварки после сварки С21-РН С21-Мн То же, но накладки смещены А -Л
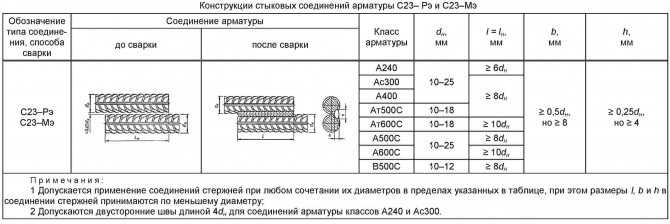
Л! Примечания; 1 Соединения арматуры классов А600. F… = 1,2S Ft“ q; <4 где: Fmt% — минимальная площадь попе реного сеченя скобы-накладки, F * — номинальная площадь поперечного сечения соединяемой арматуры; и CTI<j “ нормируемое стандартами временное сопротивление соответственно арматуры и скобы-накладки. (О ГОСТ 14098—2014 Таблица 10- Конструкции стыковых соединений арматуры С23- Рэ и С23~Мэ Обозначение типа соединения, способа сварки до сварки Соединение арматуры после сварки С23-РЭ С23-Мэ
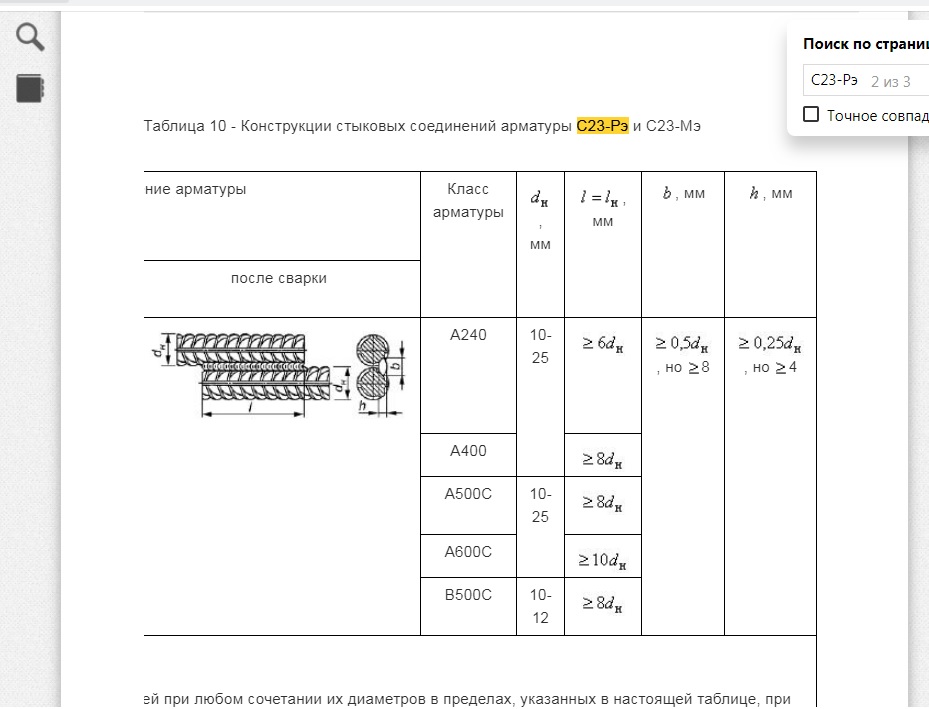
*0. *0.254,. но * 4 П римечания: 1 Допускается применение соединений стержней при любом сочетании их диаметров в пределах указанных в таблице, при этом размеры /. b и h соединении стержней принимаются по меньшему диаметру; 2 Допускаются двусторонние швы длиной 44, для соединений арматуры классов А240 и Ас300. Таблица 11- Конструкции нахлест очных соединений арматуры Н1-Рш и Н1-Мш Обозначение типа соединения. способа сварки Соединение арматуры с пластиной досаарт после сварки Класс арматуры /*t, мм А240 АЭОО. АсЗОО 10-32 *0.34,. N0*4 * 3d ГОСТ 14098—2014 Н1-Рш Н1-Мш лшшл rs.. A400 A600 A800 10-32 *0.44,. но * 5 А1000 10-22 Ат500С АтбООС А500С А600С В500С 10-32 10-32 10-12 *0.34 но *4 *44 *54 *44 *44 *54 *44 *0. *0.254, но*4 Таблица 13 — Конструщия нахлесточного соединения арматуры НЗ-Кр ГОСТ 14098—2014 Таблица14 — Конетруюдия таврового соединения арматуры Т1 -Мф Обозначение типа ооедине-ия, способа сварки Т1-Мф Соединение арматуры с пластиной до сварки после сварки
(1.5-2ДО. 9■ мм Д $/<t а, 2 0. 2 0.55 2 0.70 2 0.65 3-10 * 15 2 0,7$ 85-90 2 0.65 2 0.65 20.75 2 0.65 ГОСТ 14098—2014 Таблица 15 — Конструкция таврового соединения арматуры Т2-Рф Обо х знание типа соединена способа сварки Т2-Рф Соедьыение арматуры с пластиной до сварки после сварки
(1,5-2 JS)d„ Д s/d а,2 0.50 2 0.60 3-10 85-90 2 0.65 Таблица 17 — Конструмдия таврового соединения арматуры Т12-Рз Обозначено типа соединения. Т12-Рэ Соединение арматуры с пласт ной до сварки после сварки
Примечания: 1 При dm < 12 мм допускается выполнять ооеднения без лодварочмого шва. 2 Применяя закладные детали с анкерами из стали класса А600С. следует руководствоваться указаниями п.5.6. пог—«60П 1DOJ ГОСТ 14098-2014 Приложение А (справочное) Оценка эксплуатационных качаете сварных соединений Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в таблице А.1. При оценке эксплуатационных качеств при миогофатно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. & э « | Ас 300 | А400 | А600. А800 | А1000 | А600С | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 | у 5 и | * 111 1 1 s | 10ГТ | 35ГС | 25Г2С | 20ХГ2Ц 20ХГ2Т 23X2 Г2Т | 22Х2Г2С | АТ500С | АтбООС | А500С | 20Г2СФБА | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
s. | ДО 32 | До1в | До 28 | До 40 | До 18 | До 28 | ДО 40 | До 32 | ДО 22 | ДО 32 | До 32 | до 20 | До 32 | До 40 | ДО 20 | До 32 | ДО 40 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выше 0 | 5 | 4 | 5 | 5 | 4 | к | к | к | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
K1-KI | До минус 30 | 5 | 4 | А | нд | нд | 5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До минус 40 | 3 | 4 | Ц | 3 | А | А | А | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До минус 55 | нд | 3 | ч | ч | 4 | ч | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выше 0 | 3 | НД | 4 | 4 | 5 | 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
КЗ-Рп | До м»*4ус 30 | 5 | нд | нд | нп | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
КЗ-Мп | До минус 40 | НД | Г,М | нд | нд | 4 | 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До м»ыус 55 | НД | НД | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Выше 0 | 1 | 4 | 1 | 4 | 4 | 3 | 5 | 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
С1-Ко | До м»ыус 30 | к | 4 | 3 | 5 | 4 | 5 | 4 | 3 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До минус 40 | 4 | 3 | 4 | 3 | 3 | ип | 3 | 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До Мкыус 55 | нд | 3 | НД | НД | пД | нд | нд | 4 | 3 | 4 |
 юл пять соединения с нормируемой проростью, размеры «/» и «Ь» уточняются опытньм путем по результатам исготаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2.
юл пять соединения с нормируемой проростью, размеры «/» и «Ь» уточняются опытньм путем по результатам исготаний на срез (согласно ГОСТ 10922) и оформляются в соответствии сп.5.2.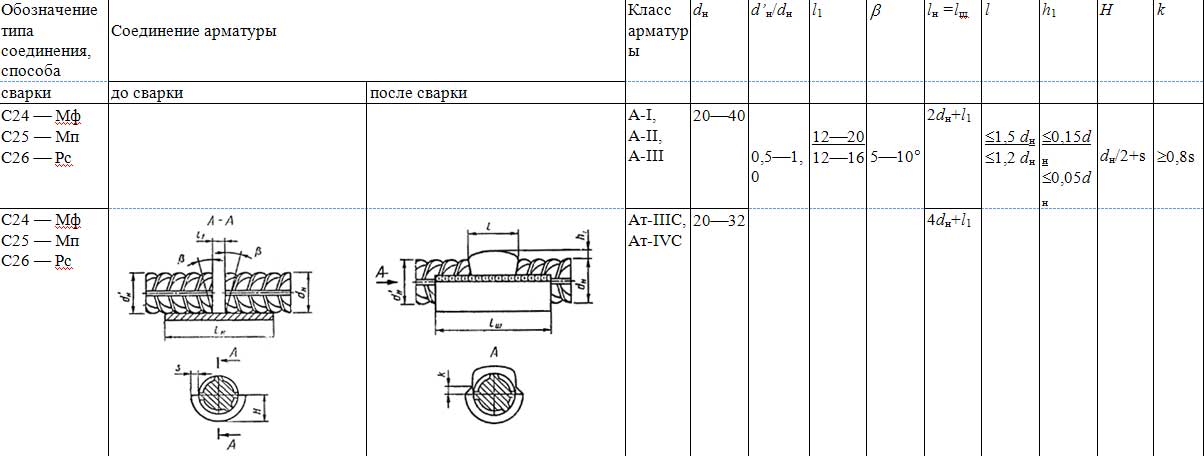 мм
мм
 S-1.0
S-1.0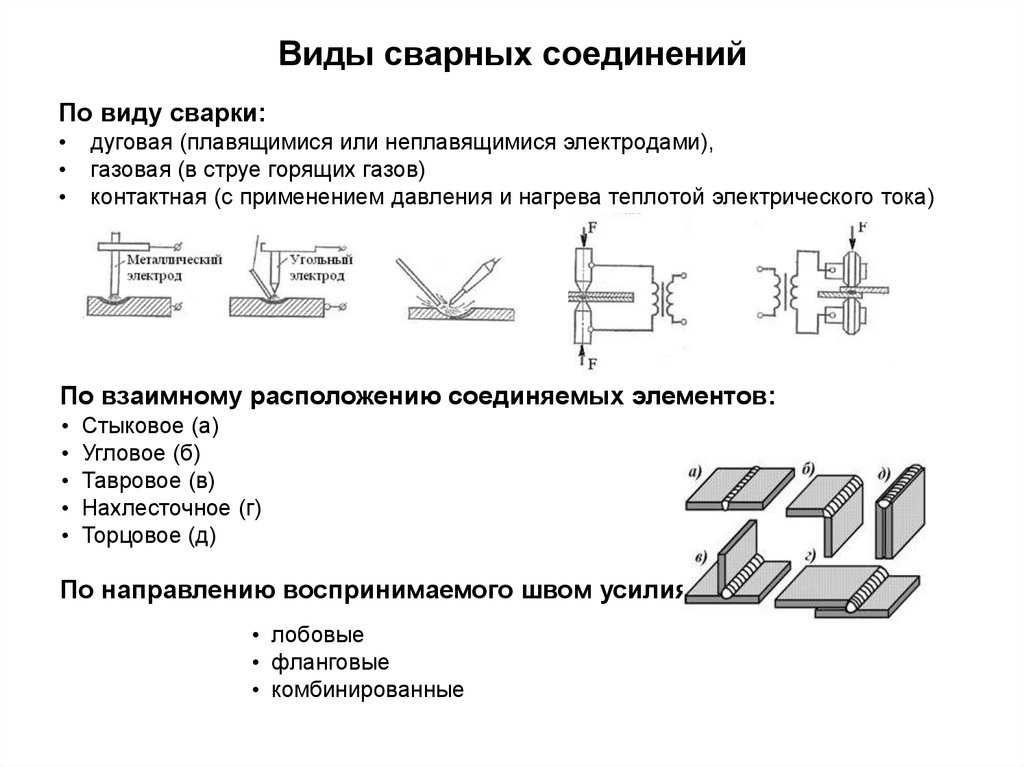 утренний размер скоб-накладок долхен быть не менее 2d. при этом мин мальная площадь попе реного сечения скобы определяется по формуле
утренний размер скоб-накладок долхен быть не менее 2d. при этом мин мальная площадь попе реного сечения скобы определяется по формуле 54,. но* 8
54,. но* 8 54,. но *8
54,. но *8 50
50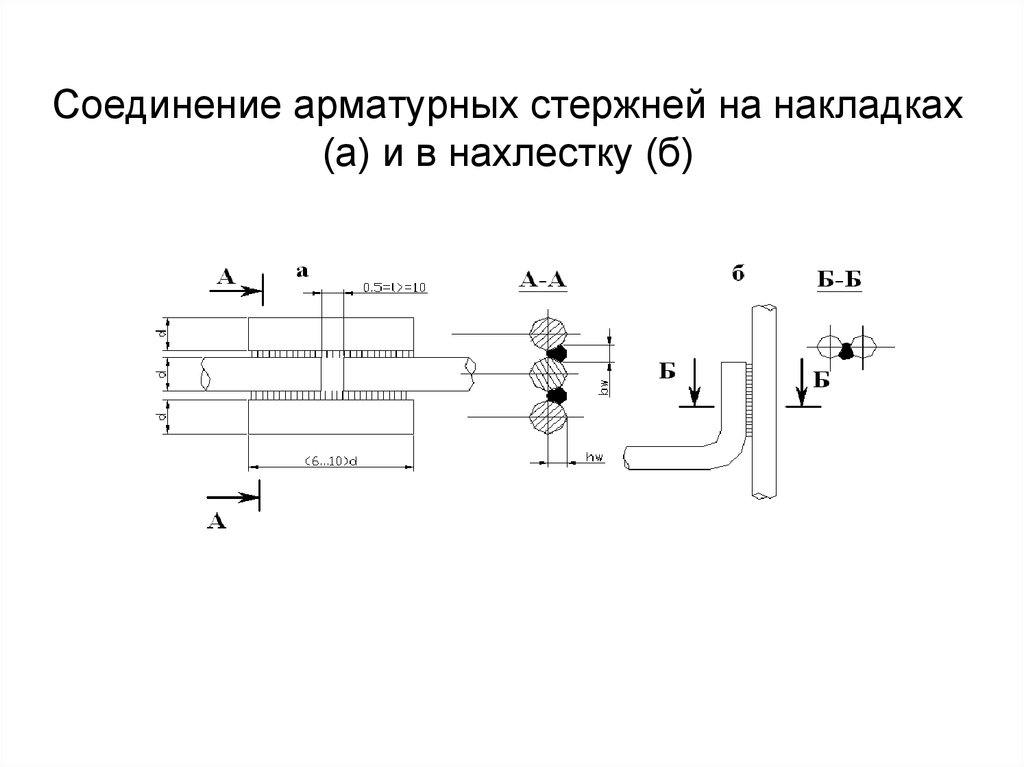 сп ооо б а сварки
сп ооо б а сварки мм
мм
со
ГОСТ 14098—2014
о о O r>
till
Обозначение
соединены
m*
I
Температура эксплуатации (изготовления), ‘С
V»
V»
3
V»
/7ро<)оллгемие таблицы А. 5 4-<с
5 4-<с
> >
к
£
о*
£
>
1
I
Ф
Я
§
ж
5
R
Л
К
I
ж
ь
о*
ы
пог—«eon looj
Окончание таблицы А.1
ГОСТ 1409а—2014
S | Арматурная сталь, класс, марка, демвтр. мм | |||||||||||||||||
If | -л « г9 С §1 п <0 || | Ас 300 | А400 | А600. А800 | А1000 | Д600С | ||||||||||||
о £ «1 | 10ГТ | 35ГС | 25Г2С | 20ХГ2Ц 20ХГ2Т 23Х2Г2Т | 22X2 Г2С | Ат500С | АтбООС | А500С | 20Г2СФБА | |||||||||
1 »- | До 32 | До 18 | До 28 | До 40 | До 18 | До 28 | До40 | ДО 32 | До 22 | До 32 | Д032 | ДО 20 | До 32 | ДО 40 | ДО 20 | До 32 | ДО 40 | |
Выше 0 | 3 | 5 | 4 | 5 | 4 | |||||||||||||
Т1-Мф | До м»ыус 30 | S | 3 | нд | НД | НД | 5 | НД | ||||||||||
Т2-Рф | о ▼ о Ч ■ч а | 3 | НД | 4 | 4 | НД | ||||||||||||
До mimvc S5 | 4 | на | нд | нд | 4 | |||||||||||||
Выше 0 | 5 | 4 | 5 | < | ||||||||||||||
T11-MJ | До м 1*4 ус 30 | 4 | нд | на | 3 | нд | V | нд | ||||||||||
Т12-РЭ | До MM4VC 40 | А | 3 | ** | у | 1 | 4 | |||||||||||
До минус бб | Я | НД | О | НД | 4 | 1 | НД | |||||||||||
Примечания: 1 Эксплдетэцио»*«ые качества всех типов сварах содомемий арматуры класса А240 марок СтЗсл и СтЗпс следует оце^вать так же. 2 Эксплуатацией >«че качества крестообразных соединен** проволочной арматуры класса Вр-1 приложением А не регламентируют в связи с отсутствием требований к юшическому составу стали. Требования к качеству таких оое/*не*мй приведены в ГОСТ 10922. 3 Арматура класса А300 марки ЮГТ и класса АсбООС по TV 14-1-S544-2006 может применяться до температуры мю<ус 70 *С вк/to стельно. 4 Буквы НД и ТН соответственно обозначают, что соедонения к примемемюо не допускаются млисоед»ыв»мя технолог »ыески не вы по/ы им ы |
 как арматуры класса Ас300 марки 10ГТ. а класса А240 марки СтЗкл при температуре uie«yc 30’С и м*«ус 40С. иа опт бал ниже
как арматуры класса Ас300 марки 10ГТ. а класса А240 марки СтЗкл при температуре uie«yc 30’С и м*«ус 40С. иа опт бал нижеГОСТ 14098-2014
УДК 621791.052.006.354 МКС 91.080.40
Ключевые слова: сварные соединения, арматура, закладные изделия, железобетонные конструкции, способы сварки, конструкции, размеры
Подписано е печать 02.02.2015. Формат 60×84 V»
Уел. печ. л. 2,79. Тираж 38 экэ. Зак. 259.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
123995 Москва. Гранатный пер., 4.
Гранатный пер., 4.
В Российской Федерации действует ГОСТ Р 52544. 4
особенности технологических процессов для осуществления работ
При строительстве зданий и сооружений с применением монолитного бетона обязательно производят армирование бетонных конструкций с использованием арматуры. Арматура – это стержень с гладким или специальным ребристым покрытием, изготавливаемый из стали специальных марок. Также широкое распространение в последнее время получила арматура из полимерных материалов.
Содержание
- 1 Типы соединений арматуры внахлест
- 2 Сварка арматуры внахлест
Типы соединений арматуры внахлест
Соединения арматуры железобетонных конструкций регламентируются по ГОСТ 10922-2012. Существуют различные виды изделий из арматуры: отдельные стержни, арматурные сетки, арматурные каркасы, закладные изделия. Каждый вид изделий требует соединения арматурных стержней между собой в различных пространственных положениях: встык, внахлёст, крестообразное или специальное соединения. Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
Выбор вида изделия, диаметр и класс арматуры, способ её соединения будет зависеть от возводимой бетонной конструкции. Основными способами соединения арматурных стержней являются:
- Вязка арматуры вязальной проволокой. Производится для соединения стержней внахлёст или с крестообразным расположением.
- Механическое соединение специальными резьбовыми или опрессовочными муфтами. Применяется для стыкового соединения арматуры одинакового диаметра.
- Сварное соединение арматуры. Выполняется различными способами сварки во всех пространственных положениях, регламентируется по ГОСТ 14098-2014.
Сварка арматуры внахлест
Оптимальным способом соединения арматуры является сварка различными способами. При сварке прочность соединения выше, имеет большую производительность, меньше трудозатрат.
На практике чаще всего применяют стыковое соединение с усиливающими стержнями, нахлесточное соединение стержней и нахлесточное соединение стержней с пластинами или фасонными деталями.
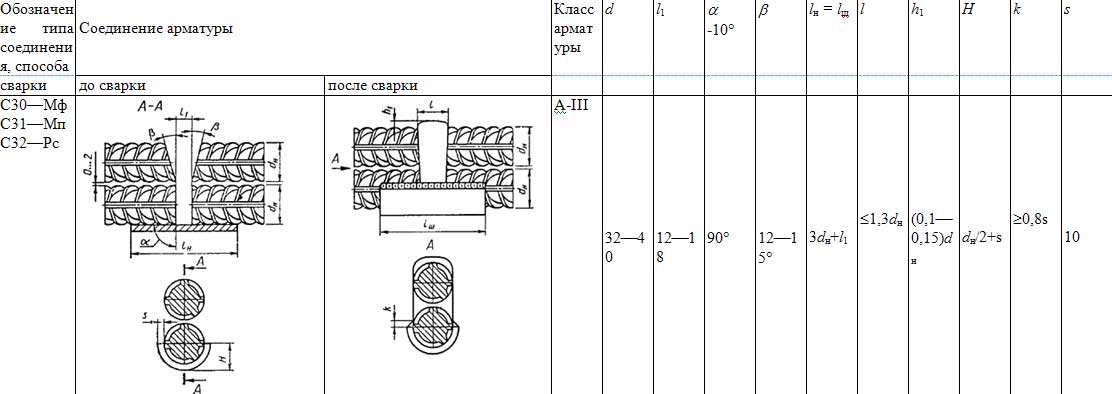
Стыковое соединение с усиливающими стержнями представляет собой два стержня, расположенных на одной оси, по бокам от стержней в месте их соединения располагаются усиливающие стержни (С21-Рн, С21-Мн). Сварка производится по линии соприкосновения основных и усиливающих стержней. Для сварки стержней большого диаметра можно применить сварку с двух сторон.
Во избежание деформаций стержней сварку производят короткими швами в шахматном порядке. Такой способ соединения применим для сварки арматуры любых классов диаметром более 10 мм.
Нахлесточное соединение представляет собой два стержня, расположенных в параллельных осях и имеющих одну общую линию соприкосновения (С23-Рэ, С-23-Мэ). Сварка производится по линии соприкосновения. Таким способом можно соединять арматуру разного диаметра, при этом размеры и характеристики шва выбираются по стержню с меньшим диаметром.
Двухсторонние швы допускается выполнять для арматуры класса А240 и Ас300 и длиной шва, равной четырём диаметрам стержня.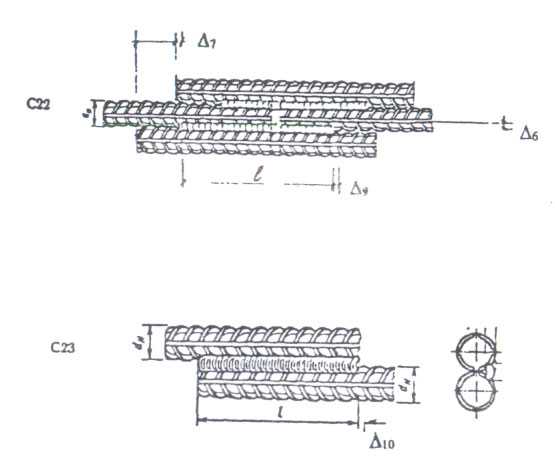
Нахлесточное соединения стержня с пластиной или фасонной деталью представляет собой стержень, установленный на пластину и имеющий одну линию соприкосновения с ней (Н1-Рш и следующие). Ручная дуговая сварка применяется для стержней диаметром от 10 до 32 мм и толщиной пластины от 4 мм. При этом сварка ведётся от края пластины вдоль линии соприкосновения со стержнем и заканчивается выходом шва на поверхность пластины. При применении контактной сварки выбирают стержни диаметром 6-16 мм и пластины с толщиной не менее 4 мм. При этом пластины должны иметь специальную форму поверхности.
Перед выполнением сварочных работ свариваемые поверхности очищают от загрязнений механическим способом. При наличии влаги производят просушку стержней газопламенными горелками. При наличии любых загрязнений, влаги или ржавчины качество сварочного шва резко ухудшается.
Сборку изделий осуществляют на специализированных сварочных столах, стендах, кондукторов с применением фиксирующих устройств.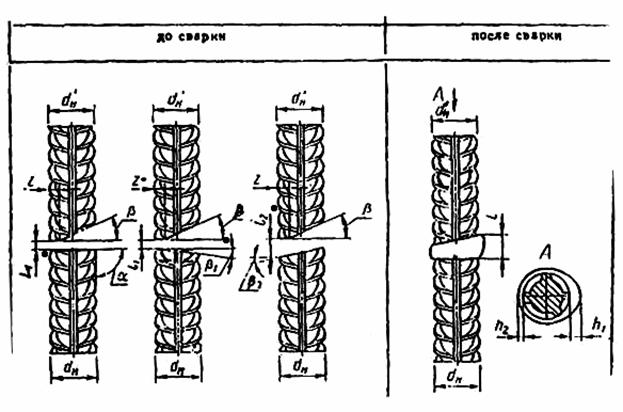 При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
При проведении монтажных работ на строительной площадке необходимо укрытие места сварки от атмосферных осадков и ветра.
Основным способом сварки для проведения монтажных работ на строительной площадке является электродуговая сварка. Стационарные источники сварочного тока имеют характеристики выше, чем переносные сварочные аппараты, но неудобны для монтажных работ, так как потребуются дополнительные сварочные кабели. Такими источниками производят укрупнённую сборку с дальнейшей транспортировкой изделия к месту установки. Монтаж изделия в месте установки производят переносными сварочными аппаратами инверторного типа. Они имеют малый вес, стабильную работу, точную настройку сварочного тока, что способствует повышению производительности и качества сварных соединений.
Примерная стоимость инверторов для сварки на Яндекс.маркетВыбор сварочных материалов и режимов сварки будет зависеть от класса и диаметра арматуры. При сварке стержней разного диаметра режимы выбираются по меньшему диаметру.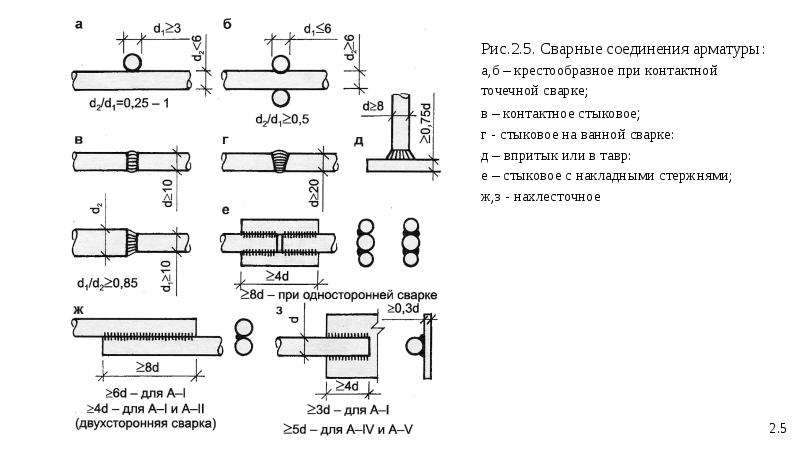
По окончании сварочных работ производится зачистка сварного соединения от шлака и брызг, визуальный контроль сварочного шва. При наличии дефектов производят ремонт сварного соединения или вырезают его полностью и сваривают снова.
типы швов, их характеристика и оценка качества соединений
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Содержание
- 1 Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
- 2 Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
- 3 Оценка эксплуатационных качеств сварных соединений
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
- На сварные соединения стержневой арматуры.
- На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
- На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
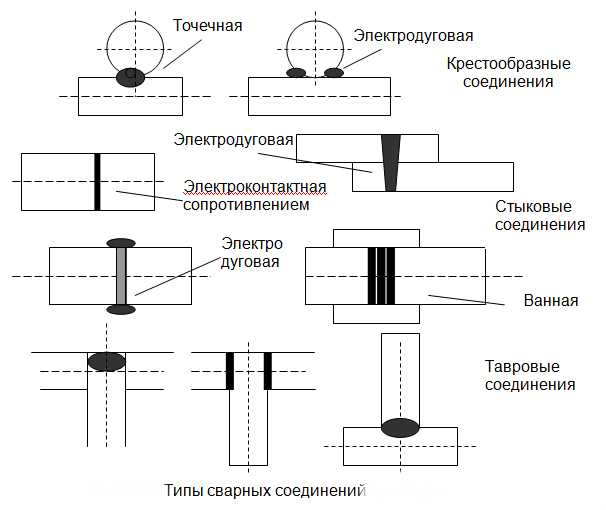
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
| Типы соединения | Способ сварки | Обозначение |
| Крестообразное | Контактная точечная | Кт |
| Дуговая (ручная) | Рп | |
| Механизированная прихватками | Мп | |
| Стыковое | Контактная стыковая | Ко |
| Ванная под флюсом механизированная | Мф | |
| Ванная с одним электродом в инвентарной форме | Рв | |
| Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке | Мп | |
| Ванно-шовная на стальной скобе | Рс | |
| Дуговая (ручная) с многослойными швами на стальной скобе | Рм | |
| Дуговая (ручная/механизированная) со швами со стержневыми накладками | Рн | |
| Нахлесточное | Дуговая ручная или механизированная | Рш |
| Контактная по 1 рельефу на пластине | Кр | |
| Контактная по 2 рельефам на пластине | Кр | |
| Тавровое | Дуговая (механизированная) под флюсом без присадки | Мф |
| Дуговая (ручная) под флюсом без присадки | Рф | |
| Дуговая (механизированная) со швами в среде СО2 | Мз | |
| Дуговая (ручная) с валиковыми швами | Рз |
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.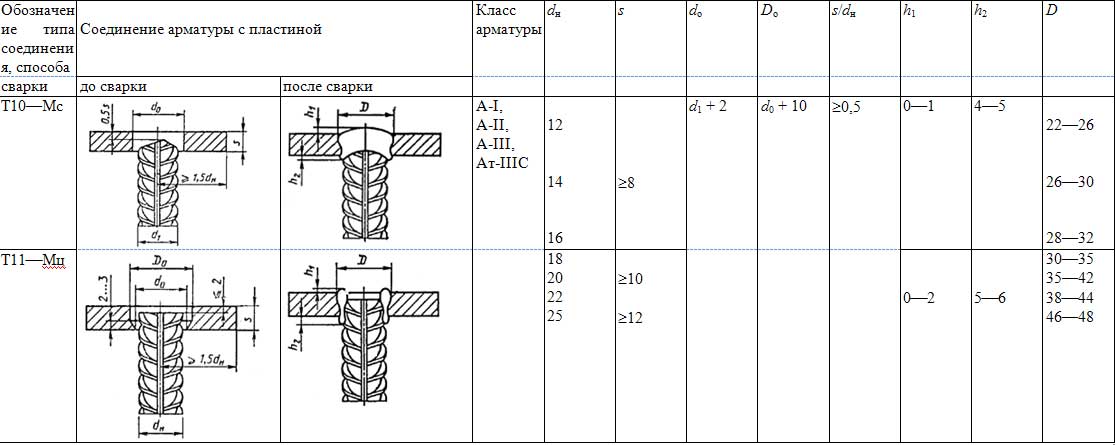
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.

Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
Все продукты — Фергюсон
ложь
категория
Нет подходящего результата поиска
Отопление и охлаждение
(35381)
Ванная сантехника
(35349)
Сантехнические детали и расходные материалы
(27422)
Трубная арматура
(27185)
Освещение и вентиляторы
(18820)
Инструменты
(16816)
Клапаны
(12268)
Дворник
(9296)
-
Насосы
(9114)
Охрана и безопасность
(8951)
- Показать больше
торговая марка
Нет подходящих результатов поиска
 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46j&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq46j&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq46j&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq46j&sr=everywhere»>Оборудование для подписи
(11776)
КОЛЕР
(6219)
 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46j&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq46j&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq46j&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq46j&sr=everywhere»>Блок счетчиков Ford
(3397)
Моэн
(2967)
 jsp?/category/proflo/_/N-zbq6na&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq46j&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq46j&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq46j&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq46j&sr=everywhere»>ПРОФЛО®
(2775)
-
Компания Мюллер
(2726)
 jsp?/category/rheem/_/N-zbrmod&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq46j&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq46j&sr=everywhere»>
jsp?/category/rheem/_/N-zbrmod&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/rheem/_/N-zbrmod&n=zbq46j&sr=everywhere» data-category-url=»/category/rheem/_/N-zbrmod&n=zbq46j&sr=everywhere»>(2690)
Джонс Стивенс
(2467)
 jsp?/category/victaulic/_/N-zbq6nz&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq46j&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq46j&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq46j&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq46j&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq46j&sr=everywhere»> Victaulic
(2466)
Американский стандарт
(2315)
- Показать больше
 org/ListItem» itemprop=»itemListElement»>
Дом
org/ListItem» itemprop=»itemListElement»>
Дом
Фитинги для сварки встык (сварка встык) — колено — переходник
Что такое фитинг для сварки встык (сварка встык)?
Фитинги для сварки встык представляют собой приварные фитинги для труб, которые позволяют изменять направление потока, отходить, уменьшать размер трубы или присоединять вспомогательное оборудование. Фитинги из кованой стали для сварки встык изготавливаются в соответствии со стандартом ANSI/ASME B16.9..
Фитинги для сварки встык доступны в виде отводов, тройников, заглушек, переходников и выпускных патрубков. Эти фитинги являются наиболее распространенным типом сварных трубных фитингов и определяются номинальным размером трубы и спецификацией труб. В фитингах для сварки встык в качестве исходного материала используется бесшовная или сварная труба, и они формируются (через несколько процессов), чтобы получить форму колен, тройников, переходников и т.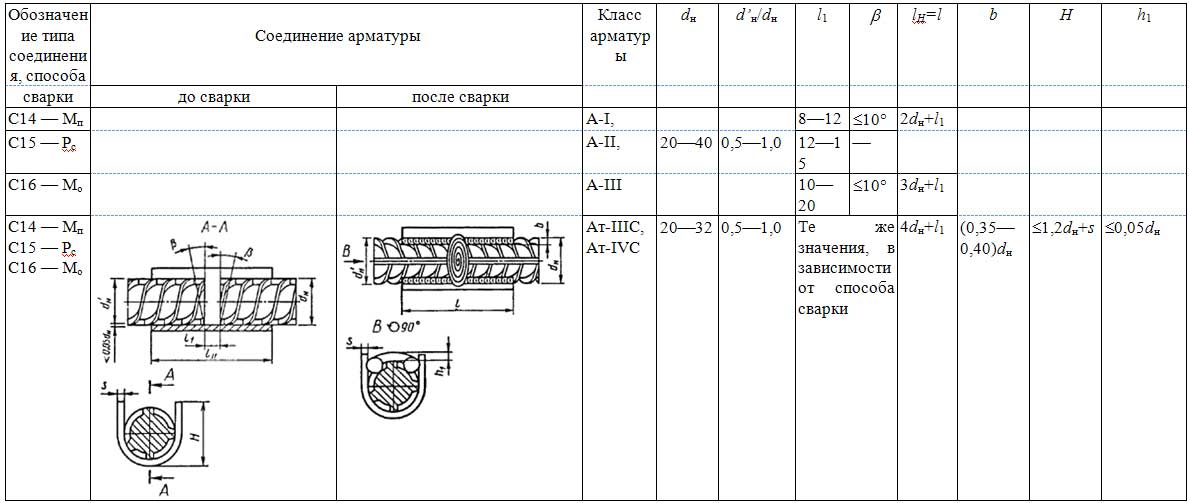 Д. Так же, как трубы продаются из Спецификации 10 по Спецификацию 160, продаются фитинги для сварки встык. так же. Сварные фитинги для стыковой сварки более распространены из нержавеющей стали из-за преимущества по стоимости. Фитинги Sch 10 также более распространены в фитингах для стыковой сварки из нержавеющей стали.
Д. Так же, как трубы продаются из Спецификации 10 по Спецификацию 160, продаются фитинги для сварки встык. так же. Сварные фитинги для стыковой сварки более распространены из нержавеющей стали из-за преимущества по стоимости. Фитинги Sch 10 также более распространены в фитингах для стыковой сварки из нержавеющей стали.
Распространенными материалами для фитингов для стыковой сварки являются A234 WPB (также доступны A и C), высокопрочная углеродистая сталь, нержавеющая сталь 304 и 316 и никелевые сплавы.
Размеры фитингов для сварки встык
Просмотрите нашу большую коллекцию фитингов для сварки встык из углеродистой стали и нержавеющей стали по мгновенным онлайн-ценам!
В приведенном ниже видеоролике представлен краткий обзор фитингов для сварки встык.
*см. расшифровку видео в конце страницы
Фитинги для сварки встык состоят из отвода с длинным радиусом, концентрического переходника, эксцентрикового переходника и тройника. Они являются важной частью промышленных трубопроводных систем для изменения направления, ответвления или механического соединения оборудования с системой. Фитинги для сварки встык продаются с номинальным размером трубы с указанным диапазоном труб. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Они являются важной частью промышленных трубопроводных систем для изменения направления, ответвления или механического соединения оборудования с системой. Фитинги для сварки встык продаются с номинальным размером трубы с указанным диапазоном труб. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Фитинги для стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми фитингами и фитингами под сварку враструб. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги для стыковой сварки доступны с размерами от ½ до 72 дюймов. Ниже перечислены некоторые преимущества фитингов, свариваемых встык.
Типы фитингов для сварки встык
Сварные фитинги из углеродистой и нержавеющей стали представляют собой соединительные компоненты, позволяющие монтировать клапаны, трубы и оборудование в трубопроводную систему. Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют:
Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют:
- Изменять направление потока в трубопроводной системе
- Соединение или соединение труб и оборудования
- Обеспечить ответвления, доступ и отводы для вспомогательного оборудования
Типичным примером использования приварного фитинга является труба, уменьшенная с помощью концентрического переходника, приваренная к фланцу с приварной горловиной и соединенная с оборудованием. На рисунке ниже представлена полная коллекция фитингов для сварки встык.
Коллекция фитингов для сварки встык
Колено LR 90: Фитинги, меняющие направление в системе трубопроводов, называются коленами. Изменение направления задается в градусах, например 45 или 90. Колено длинного радиуса 90 градусов имеет центральную линию колена на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.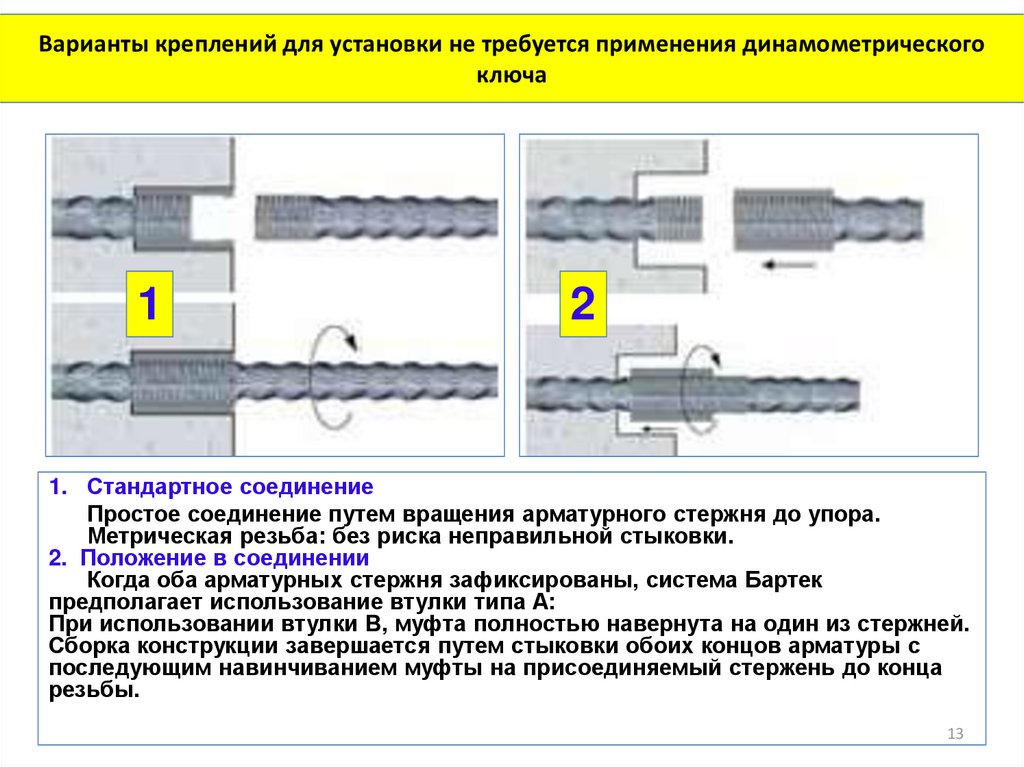
Колено LR 45: Колено длинного радиуса 45 градусов изменяет направление на 45 градусов.
Колено SR90: Колено с коротким радиусом 90 градусов такое же, как у LR90, за исключением того, что расстояние между концом колена и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Длинный радиус Возвратный изгиб на 180 градусов позволяет полностью изменить направление потока. Расстояние между концом колена и центральной линией равно 3 x NPS.
SR Изгиб 180 градусов: Изгиб с коротким радиусом 180 градусов позволяет полностью изменить направление потока, но с более крутым поворотом. Расстояние между концом колена и центральной линией равно 1 x NPS.
Тройник: Труба под сварку встык Тройник обеспечивает отвод трубы под углом 90 градусов. Это позволяет подключать вспомогательное оборудование к трубе. К трубе с двух сторон приваривается тройник; оставляя ветку открытой для ветки.
Тройник-переходник: Тройник-переходник со сваркой встык имеет ответвление меньшего размера, чем основной участок. Это позволяет отходить от основного участка к меньшей трубе или оборудованию.
Концентрический переходник: Концентрический переходник также называют сварной концентрической муфтой. Он позволяет соединить большую трубу с меньшей трубой с помощью сварки. Концентрический переходник обеспечивает сварное соединение двух труб с одной центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называют сварной эксцентриковой муфтой. Он позволяет приваривать большую трубу к меньшей трубе со смещенной центральной линией. Смещение центральной линии в эксцентриковом переходе составляет; Смещение = 1/2 x (наибольший внутренний диаметр — наименьший внутренний диаметр)
Приварной штифт: Приварной штифт, также называемый сварочным выходом, представляет собой способ соединения сварного соединения, которое имеет контур внизу, соответствующий контуру трубы. Таким образом, один конец сварочного патрубка приварен к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию. Для сварочного отвода необходимо указать размер отвода и «Размер участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 дюйма можно использовать на трубе (размер участка) 1/2 дюйма и больше.
Таким образом, один конец сварочного патрубка приварен к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию. Для сварочного отвода необходимо указать размер отвода и «Размер участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 дюйма можно использовать на трубе (размер участка) 1/2 дюйма и больше.
Приварной патрубок: Патрубок используется с фланцем внахлестку для приваривания к трубе.
Фаска фитинга для сварки встык
Все сварные фитинги имеют скошенные концы для облегчения сварки. Этот скос позволяет в большинстве случаев выполнять сварку с полным проплавлением. Существует два типа фасок:
Обычная фаска и Составная фаска.
Спецификация и стандарты на фитинги для сварки встык
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. ASME B16. 9 распространяется на сварные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки, устойчивые к коррозии низкого давления. См. MSS SP-43, Фитинги из кованой нержавеющей стали для стыковой сварки.
9 распространяется на сварные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки, устойчивые к коррозии низкого давления. См. MSS SP-43, Фитинги из кованой нержавеющей стали для стыковой сварки.
Общие материалы для сварных фитингов
Сварные фитинги из углеродистой стали:A234 WPB — наиболее распространенный материал, используемый для фитингов из углеродистой стали, свариваемых встык.
ASTM A234 WPB — это стандартные технические условия на трубопроводную арматуру из кованой углеродистой стали и легированной стали для эксплуатации при умеренных и высоких температурах.
Specifications
ASTM: A234 WPB
ASME: B16.9, B.11
NACE: MRO175
MSS: SP-83, SP-95
Chemical Composition%
Марка | С | Мн | Р | С | Си | Кр | Пн | Никель | Медь | Прочие |
– | – | – | макс. | макс. | – | – | – | – | – | – |
ВПБ | 0,3 | 0,29-1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс. | – | – | – | мин | макс. | макс. | макс. | макс. | макс. |

- Фитинги из стержня или пластины могут содержать максимум 0,35 углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого сокращения на 0,01% ниже указанного максимума углерода будет разрешено увеличение содержания марганца на 0,06% выше указанного максимума, но не более чем на 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
Фитинги для стыковой сварки из нержавеющей стали:
Фитинги из нержавеющей стали для сварки встык доступны марок 316 и 304.
304/304L (UNS S30400/S30403)
Химический состав %
С | Кр | Мн | Никель | Р | С | Си |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0,035 | 18,0- 20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжениям
Прочность на растяжение: (KSI) = 60
Устойчивая сила: (KSI) = 35
(KSI Converts в MPA {MegApascals} на умножение).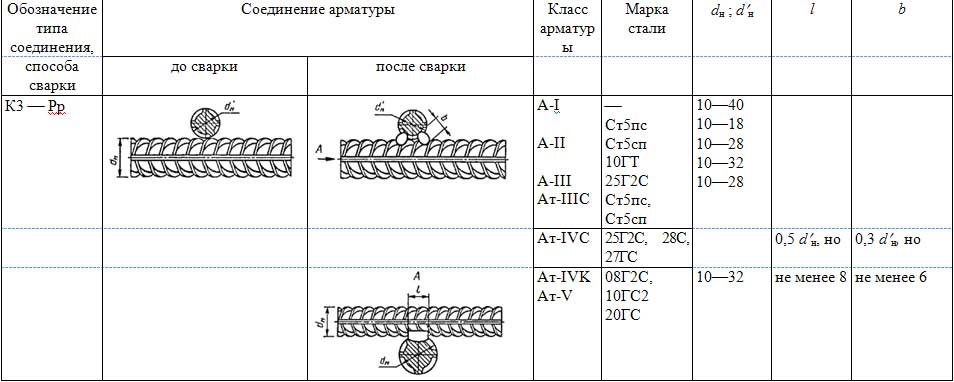 /316L (UNS S31600/S31603)
/316L (UNS S31600/S31603)
Химический состав %
С | Кр | Мн | Пн | Никель | Р | С | Си |
МАКС | – | МАКС | – | Максимум | МАКС | МАКС | |
0,035 | 16,0- 18,0 | 2,00 | 2,0-3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжениям
Прочность на растяжение: (KSI) = 70
Устойчивая сила: (KSI) = 25
(KSI преобразуется в MPA {Megapascal Сварная арматура изготовлена?
Фитинги для сварки встык изготавливаются методом горячей штамповки, включающей гибку и придание формы. Исходным материалом для стыковых сварных фитингов является труба, которая нарезается по длине, нагревается и формуется в определенные формы с помощью красителей. Термическая обработка также проводится для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию о производстве фитингов для стыковой сварки.
Исходным материалом для стыковых сварных фитингов является труба, которая нарезается по длине, нагревается и формуется в определенные формы с помощью красителей. Термическая обработка также проводится для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию о производстве фитингов для стыковой сварки.
Преимущества фитингов для сварки встык
- Сварное соединение обеспечивает более прочное соединение
- Непрерывная металлическая конструкция повышает прочность трубопроводной системы
- Фитинги для сварки встык с соответствующими диаметрами труб обеспечивают бесшовный поток внутри трубы. Сварной шов с полным проплавлением и правильно подобранные колено LR 90, переходник, концентрический переходник и т. д. обеспечивают постепенный переход через сварной фитинг
- Опция различного радиуса поворота с использованием углов короткого радиуса (SR), длинного радиуса (LR) или 3R
- Экономически эффективен по сравнению с их дорогими аналогами с резьбой или сваркой внахлест Сварные фитинги из нержавеющей стали
- также доступны в исполнении SCH 10, что позволяет использовать вариант с более тонкими стенками Фитинги для стыковой сварки из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40
Все фитинги для стыковой сварки имеют скошенные концы в соответствии со стандартом ASME B16. 25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для соединения встык.
25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для соединения встык.
Фитинги для сварки встык чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Фитинги из углеродистой стали с высоким пределом текучести для стыковой сварки доступны в исполнениях A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Компания Trupply является одним из крупнейших дистрибьюторов труб, фланцев и фитингов. Каждый день мы обрабатываем сотни запросов. Некоторые из распространенных заблуждений рассматриваются в разделе «Вопросы и ответы» ниже.
Вопросы и ответы
- Клиент запросил фитинги для сварки встык в A105: Наиболее распространенным материалом для сварки встык является углеродистая сталь A234WPB. Он эквивалентен фланцам A105, однако фитингов для стыковой сварки A105 или A106 не существует.
- Клиент запрашивает «нормализованные» фитинги для стыковой сварки: Это также неправильное представление, поскольку доступны фланцы A105 и A105 N, где N означает нормализованное. Однако нет такого понятия, как A234WPB N . Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки сертификатов испытаний отдельных материалов , чтобы убедиться, что был проведен нормализованный процесс термообработки. Клиенту, которому нужны «нормализованные» фитинги для стыковой сварки, следует запросить фитинги WPL6, которые отличаются высоким пределом текучести и нормализуются по стандартной процедуре.
- Клиент забывает указать спецификацию трубы: Фитинги для сварки встык продаются в соответствии с размером трубы, но необходимо указать спецификацию трубы, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы. Если расписание не указано, мы предполагаем, что запрашивается стандартная стена.

- Различие между SCH 40 и True Schedule 40: Трубные фитинги размером 12 дюймов и более требуют указания, является ли фитинг стандартным настенным (чаще всего упоминается как sch 40) или требуется настоящий Schedule 40. Это необходимо, так как график 40 НЕ соответствует стандартной стенке для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка фитингов диаметром 12 дюймов и больше.
- Различие между SCH 80 и True Schedule 80 : Для размеров труб 10 дюймов и выше, sch 80 НЕ соответствует XH. Клиент должен указать, хочет ли он стену SCH 80 или XH.
- Фитинги для сварки встык из нержавеющей стали доступны в таблице 10s : Заказчик должен указать, требуется ли ему фитинг для сварки встык из нержавеющей стали со стандартной стенкой (40s) или с более тонкой стенкой из нержавеющей стали 10s. См. таблицу труб , чтобы уточнить, как толщина стенки труб из нержавеющей стали соотносится с различными сортаментами труб.
- Клиент забывает указать сварной или бесшовный фитинг для стыковой сварки : Фитинги для стыковой сварки доступны как в сварном, так и в бесшовном исполнении. Бесшовные фитинги из углеродистой или нержавеющей стали, свариваемые встык, изготавливаются из бесшовных труб и, как правило, стоят дороже. Бесшовные фитинги для труб НЕ распространены в размерах более 12 дюймов. Сварные фитинги изготавливаются из углеродистой или нержавеющей стали, сваренной методом ERW. Они доступны в размерах от ½” до 72” и более доступны по цене, чем бесшовные фитинги.
Что означает Короткий радиус (SR) или Длинный радиус (LR)?
Часто можно услышать колено SR45 или колено LR45. 45 или 90 относятся к углу изгиба для фитингов под сварку встык для изменения направления потока. Отвод с большим радиусом (отвод LR 90 или отвод LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше размера трубы. Так, 6-дюймовый LR 90 имеет радиус изгиба в 1,5 раза больше номинального диаметра трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, соответствующий номинальному размеру трубы 6 дюймов.
Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, соответствующий номинальному размеру трубы 6 дюймов.
Что такое коленчатый фитинг 3R или 3D?
Во-первых, термины 3R или 3D используются как синонимы. Отвод 3R для сварки встык имеет радиус изгиба, в 3 раза превышающий номинальный размер трубы. Колено 3R более гладкое, чем фитинги SR или LR.
Переходники для сварных труб
Фитинги для стыковой сварки доступны с концентрическими переходами и эксцентрическими переходами для уменьшения потока от одного размера трубы к другому. Концентрический переходник встык симметричен: оба конца выровнены по центру.
Приварной фитинг с эксцентриковым переходником несимметричен: концы смещены относительно центра друг друга.
Варианты производителя и происхождения
Компания Trupply является авторизованным дистрибьютором Weldbend, , одного из крупнейших производителей фитингов и фланцев для сварки встык из углеродистой стали. Бытовые фитинги для стыковой сварки из нержавеющей стали изготавливаются из стали Taylor Forge Stainless . Trupply также предлагает одобренные и не одобренные импортные фитинги для труб, такие как Erne Fittings 9.0206 , SKBend и TKBend, для экономных клиентов. На все фитинги для стыковой сварки предоставляются отчеты об испытаниях материалов (MTR).
Бытовые фитинги для стыковой сварки из нержавеющей стали изготавливаются из стали Taylor Forge Stainless . Trupply также предлагает одобренные и не одобренные импортные фитинги для труб, такие как Erne Fittings 9.0206 , SKBend и TKBend, для экономных клиентов. На все фитинги для стыковой сварки предоставляются отчеты об испытаниях материалов (MTR).
*
Стенограмма видео Доброе утро. Сегодня мы поговорим о фитингах для стыковой сварки. Вот коллекция фитингов для сварки встык из углеродистой стали. Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено 90 с коротким радиусом, это колено 90 с длинным радиусом, это заглушка трубы, а это эксцентрический переходник . Вот несколько примеров сварных встык фитингов из нержавеющей стали. Этот конкретный тройник из нержавеющей стали 304, а этот из нержавеющей стали 9.Колено 0 градусов, и это нержавеющий эксцентриковый редуктор.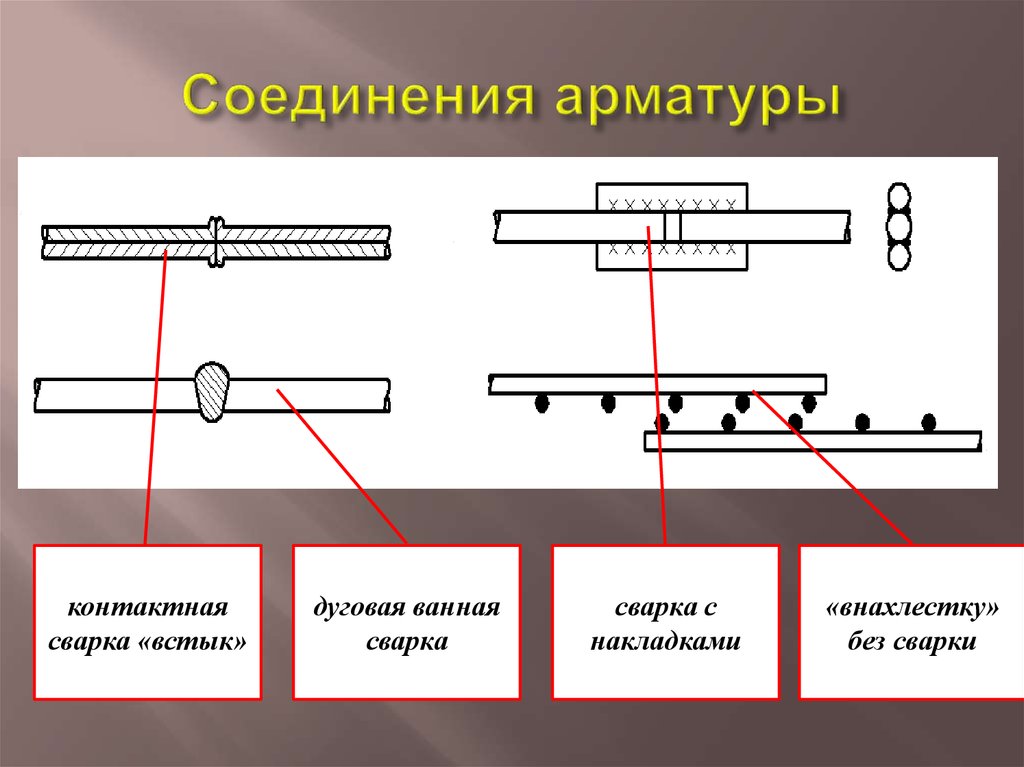
Фитинги для сварки встык доступны из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для фитингов для сварки встык из углеродистой стали является A234-WPB. Эти фитинги также доступны из высокопрочной углеродистой стали, вам просто нужно указать это. Все фитинги для стыковой сварки изготавливаются из трубы, в качестве исходного материала для них используется труба. Обычно фитинги для стыковой сварки меньшего размера изготавливаются из бесшовной трубы, но по мере увеличения размеров, обычно превышающего номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы еще раз объяснить отдельные фитинги для стыковой сварки, это колено под углом 45 градусов. Если вы заметили, все фитинги для стыковой сварки имеют скос на концах. Это 2-дюймовый образец трубы, который мы используем. Все эти фитинги представляют собой 2-дюймовые фитинги для труб, и способ их сварки заключается в том, что вы берете трубу (здесь должен быть скос) и втыкаете ее встык.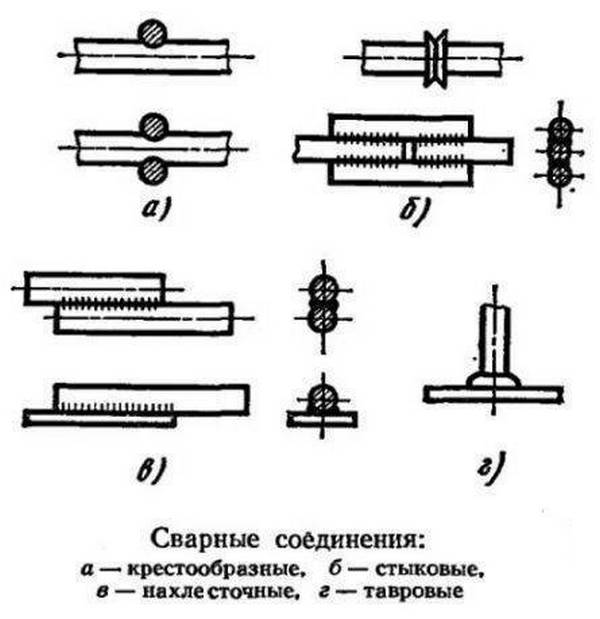 Вот почему они называются фитингами для стыковой сварки. Тогда, вы можете сделать сварку прямо здесь. Вы можете выполнить сварку с полным проплавлением в зависимости от ваших спецификаций сварки. Другая труба идет отсюда и образует угол 45 градусов.
Вот почему они называются фитингами для стыковой сварки. Тогда, вы можете сделать сварку прямо здесь. Вы можете выполнить сварку с полным проплавлением в зависимости от ваших спецификаций сварки. Другая труба идет отсюда и образует угол 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов. Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус представляет собой гораздо более крутой поворот. В зависимости от вашего чертежа трубопровода; если это требует более крутого поворота, то вам потребуется изгиб на 90 градусов с коротким радиусом. В противном случае вы запросите большой радиус. Они оба делают одно и то же, и, как я показывал вам ранее, вы просто втыкаете его, свариваете, другой кусок идет сюда, а затем он образует 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а другая часть идет прямо сюда.
Стандартный тройник; основной прогон и ответвление имеют одинаковый размер. Это 2-х дюймовый тройник. Вы делаете то же самое, вы соединяете трубу вот так и свариваете ее, и делаете тройниковое соединение. Тройник также доступен в виде уменьшающей Т, и вы можете видеть, что это 2 дюйма примерно на три четверти дюйма. Итак, здесь пробег 2 дюйма, затем он сокращается до трех четвертей дюйма. Если установка трубопровода требует уменьшения ответвления, вам потребуется переходной тройник.
Вы делаете то же самое, вы соединяете трубу вот так и свариваете ее, и делаете тройниковое соединение. Тройник также доступен в виде уменьшающей Т, и вы можете видеть, что это 2 дюйма примерно на три четверти дюйма. Итак, здесь пробег 2 дюйма, затем он сокращается до трех четвертей дюйма. Если установка трубопровода требует уменьшения ответвления, вам потребуется переходной тройник.
Я хотел бы упомянуть одну вещь: все фитинги для сварки встык требуют, чтобы вы указали спецификацию, так вы определяете толщину стенки и номинальное давление. Если вы сравните его с соединением под сварку враструб или с резьбовым фитингом, они выпускаются на 3000 фунтов и 6000 фунтов, тогда как фитинги для стыковой сварки выпускаются в сортаменте 20, графике 40, графике 60, графике 80, стандартном, сверхтяжелом и двойном. X Heavy — вы должны указать график трубы. Этот конкретный редуктор представляет собой концентрический редуктор, и он уменьшает от 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.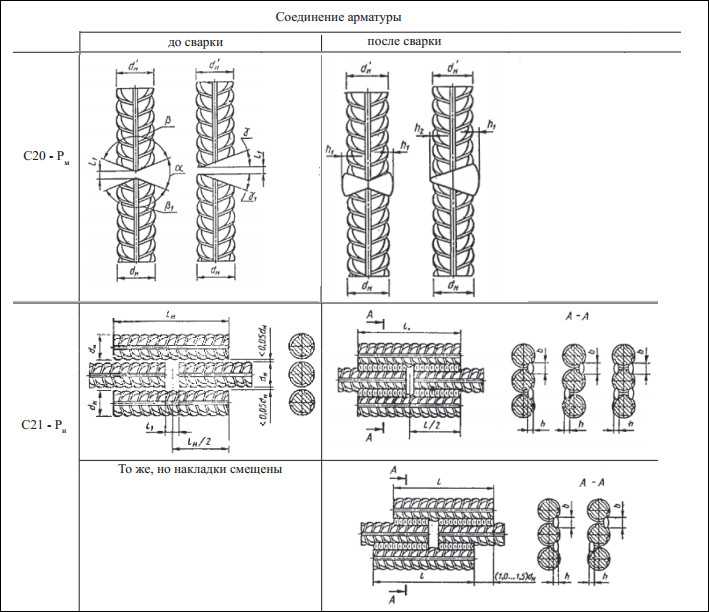
Эксцентриковый переходник. То же самое, но не по очереди. Итак, если ваша основная ветка находится прямо здесь, в зависимости от вашей установки; если вы хотите быть вне оси, то вы ставите другую трубу прямо здесь, и это делает эксцентрический редуктор. Так выглядит эксцентриковый редуктор.
Это заглушка для трубы. Как следует из названия, вы используете его, чтобы закрыть трубу. Если у вас есть труба или сопло или что-то подобное, вы можете стыковать ее, приварить и заглушить трубу, то есть заглушку для трубы.
Таким образом, фитинги для сварки встык доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под сварку встык необходимо указать график, так определяется это номинальное давление. Вы должны указать график 40, 80, и так далее и тому подобное. Наиболее распространенным материалом для фитингов для стыковой сварки из углеродистой стали является A234-WPB, они доступны из высокопрочных, нержавеющих и никелевых сплавов. Вот и все.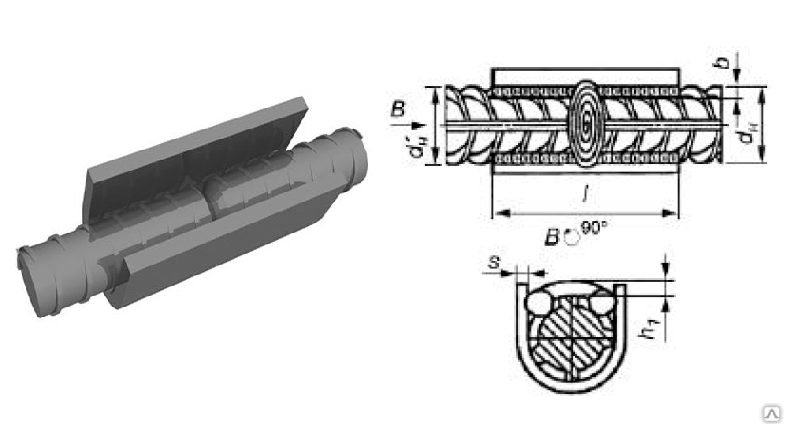 Спасибо.
Спасибо.
Ссылки
Следующие ссылки содержат полезные ресурсы по сварным трубным фитингам:
- Wermac.org
- Сварной изгиб
- Тейлор Фордж Нержавеющая сталь
Качественные фитинги для стыковой сварки от Wellgrow Industries
- Колено 90° с длинным радиусом
- Колено 90° с коротким радиусом
- Колено длинного радиуса 45°
- Колено 45° с коротким радиусом
- Колено 180° с длинным радиусом
- Колено 180° с коротким радиусом
- Равносторонний тройник
- Переходной тройник
- Крест
- Крестовина-переходник
- Концентрический переходник
- Эксцентриковый переходник
- Заглушка трубы
- Укороченный конец
- Колено 90° с длинным радиусом
- Колено 90° с коротким радиусом
- Колено длинного радиуса 45°
- Колено 45° с коротким радиусом
- Колено 180° с длинным радиусом
- Колено 180° с коротким радиусом
- Равносторонний тройник
- Тройник переходной
- Крест
- Крестовина-переходник
- Концентрический переходник
- Эксцентриковый переходник
- Заглушка трубы
Мы занимаемся производством широкого спектра сварных фитингов, фитингов из нержавеющей стали, стальных фитингов, фитингов для труб, фитингов для стальных труб, фитингов из нержавеющей стали, фитингов для стыковой сварки, фитингов из углеродистой стали, фитингов для труб из нержавеющей стали, все они сварные встык, в том числе с длинным радиусом Колено 90 градусов, короткий радиус Колено 90 градусов, сверхдлинный радиус 90 Колено трубы, колено длинного радиуса 45 градусов, колено короткого радиуса 45, колено сверхдлинного радиуса 45, колено длинного радиуса 180 (изгиб трубы), короткое колено трубы радиуса 180 (обратный изгиб 180), сверхдлинное колено трубы радиуса 180 (обратный изгиб 180) Изгиб), равный тройник, переходной тройник, Y-образный тройник, крестовина, переходная крестовина, эксцентриковый переходник, концентрический переходник, патрубок внахлестку и заглушка трубы из нержавеющей стали и углеродистой стали.
Мы используем сварные фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварку встык, в различных технических характеристиках, которые используются в воде трубопроводы подачи, промышленные трубопроводы пищевой промышленности, нефтяная промышленность, химическая промышленность, нефтяная промышленность и различные другие системы трубопроводов для перекачки жидкости. Наши сварные фитинги из нержавеющей стали и углеродистой стали, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык тщательно анализируются в соответствии с самыми строгими требованиями к качеству и контроль безопасности от выбора сырья, механической обработки, термообработки и упаковки. Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши сварные фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык популярны благодаря точности размеров, высокой прочности и длительному сроку службы. , герметичность, коррозионная стойкость.
Строгий контроль качества и тестирование проводятся на каждом этапе производства, чтобы гарантировать только лучшие продукты. Таким образом, наши сварные фитинги, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык популярны благодаря точности размеров, высокой прочности и длительному сроку службы. , герметичность, коррозионная стойкость.
Наш ассортимент фитингов ANSI BW: бесшовные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB), сварные от 1/2 дюйма (15NB) до 80 дюймов (2000 NB) для трубопроводной системы. Диапазон расписания включает от 5S до Schedule 160 и Schedule XXS. Основное внимание уделяется стандартным маркам углеродистой стали, нержавеющей стали 304, 304L, 316, 316L, 304/304L, 316/316L, DIN 1.4301, DIN 1.4306, DIN 1.4401, DIN 1.4404, DIN 1.0405, а также Duplex SAF2205, доступным от 1 /2″ до 12″ трубопровода.
Мы являемся производителем нержавеющей стали, производителем углеродистой стали, производителем фитингов для труб, производителем фитингов, производителем на Тайване, поставщиком на Тайване и фабрикой на Тайване, потому что мы производим на Тайване наши фитинги для сварки, фитинги из нержавеющей стали, стальные фитинги, фитинги для труб, фитинги для стальных труб, Фитинги из нержавеющей стали, фитинги для стыковой сварки, фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык, все они сделаны на Тайване. Добро пожаловать на покупку фитингов на Тайване.
Мы также являемся производителем в Китае, поставщиком в Китае, заводом в Китае, оптом в Китае и экспортером в Китай, потому что мы производим в Китае наши фитинги для сварки, фитинги из нержавеющей стали, фитинги из стали, фитинги для труб, фитинги для стальных труб, фитинги из нержавеющей стали, фитинги для стыковой сварки, Фитинги из углеродистой стали, фитинги для труб из нержавеющей стали, сварка встык, которые также производятся в Китае. Также добро пожаловать на покупку от
Также добро пожаловать на покупку от
Бесшовные фитинги для стыковой сварки из нержавеющей стали и сварные фитинги для стыковой сварки из нержавеющей стали по ASME / ASTM SA / A403 SA / A 774 WP-S, WP-W, WP-WX, 304, 304L, 316, 316L, 304/304L или 316/ 316L, ДИН 1.4301, ДИН1.4306, ДИН 1.4401, ДИН 1.4404, АНСИ Б16.9, ANSI B16.28, MSS-SP-43, тип A, MSS-SP-43, тип B, JIS B2312, JIS B2313, холодная формовка, отжиг и закалка, скошенные концы в соответствии с ANSI B16.25, твердость в соответствии с NACE MR0175 — последняя редакция , IC в соответствии с ASTM A262E и испытаниями PMI, сертификат в соответствии с EN 10204/3.1.
бесшовных стыковых сварных швов из углеродистой стали и сварных стыковых сварных швов из углеродистой стали по ASME/ASTM SA/A234 WPB, DIN 1,0405, ANSI B16.9, ANSI B16.28, JIS B2312, JIS B2313, обожженные и закаленные, скошенные концы к ANSI B16.25, твердость по NACE MR0175 — последняя редакция, IC по ASTM A262E и испытания PMI, сертификат по EN10204/3.