
применение для различных материалов, жидкий и сухой состав, как можно использовать
 Одним из способов образования прочного соединения деталей из металла, дерева, пластика является холодная сварка. Называется она так из-за шва, который походит на сварной. В действительности соединение производится при помощи специального полимерного материала, обладающего хорошими адгезионными свойствами. Температурное воздействие при этом не применяется.
Одним из способов образования прочного соединения деталей из металла, дерева, пластика является холодная сварка. Называется она так из-за шва, который походит на сварной. В действительности соединение производится при помощи специального полимерного материала, обладающего хорошими адгезионными свойствами. Температурное воздействие при этом не применяется.
Содержание материала
Состав и формы выпуска
Холодная сварка осуществляет прочное соединение поверхностей и может применяться даже в труднодоступных местах. В состав клеящего композитного вещества входят:
- Эпоксидные смолы.
- Отвердитель.
- Армирующие добавки.
Прочность материала клея увеличивается за счёт добавления пластификаторов и металлической стружки, керамических порошков. Выпускается клей в двух видах:
- Жидкая сварка. Это двухкомпонентный состав. В одном из тюбиков находится клей, в другом — отвердитель.
- Пластический клей. Смола и отвердитель находятся в одной тубе и разделены слоем плёнки. Загустители придают составу нужную консистенцию. По плотности он напоминает пластилин. Двухкомпонентный состав лучше хранится. Каждый раз можно выдавливать из тюбиков нужное количество вещества. Пластический клей после вскрытия упаковки имеет небольшой срок хранения. Его надо использовать быстро.
Для разных видов свариваемых материалов применяются различные составы клеящего средства.
Также рекомендуем прочитать:
Области применения
Полноценной заменой сварки клей на основе эпоксидной смолы не является, но используется довольно часто в ремонтных работах. По области применения различают следующие виды клея:
- Для склеивания металлов. Добавлен металлический наполнитель, что позволяет склеивать разные виды металлов.
- Универсальный. Предназначен для работы с различными материалами — деревянными, стеклянными, металлическими, полимерными.
- Разработанный специально для ремонта автомобильной техники.
- Применяемый при сварке деталей под водой и в других специальных условиях.

Во многих случаях применение клеев объясняется малой энергоёмкостью процесса, возможностью производить ремонтные работы в огнеопасных средах, удобством использования.
Холодная сварка металла
Для выполнения работ с применением клея холодная сварка для металла не требуется дорогостоящего оборудования и профессиональных навыков. Нужно правильно подобрать состав холодной сварки. Инструкция для применения определённого вида клея должна тщательно соблюдаться. Использовать холодную сварку можно при ремонте трубопроводов и восстановлении герметичности различных ёмкостей, например, радиаторов автомобилей, баков водонагревателей. Порядок работ с применением сухой сварки для металла:
 Зачистить наждачной шкуркой обрабатываемые поверхности. Должен быть виден металл с царапинами от шкурки.
Зачистить наждачной шкуркой обрабатываемые поверхности. Должен быть виден металл с царапинами от шкурки.- Просушить и обезжирить поверхности. Можно варить и на мокрую поверхность, но прочность такого соединения будет меньше.
- Смочить руки водой, чтобы исключить приставание компонентов клея.
- Отрезать кусок от тубы. Резать поперёк тубы. Отрезанный кусок размять, смешивая тем самым компоненты клея. Полученную мягкую массу быстро нанести на место склейки. Состав начинает затвердевать уже через несколько минут.
- Жидкий клей, который выпускается в шприцах, смешивать следует в отдельном месте перед нанесением на склеиваемые поверхности.
 Зачистить наждачной шкуркой обрабатываемые поверхности. Должен быть виден металл с царапинами от шкурки.
Зачистить наждачной шкуркой обрабатываемые поверхности. Должен быть виден металл с царапинами от шкурки.При склеивании плоских поверхностей скрепить их зажимами для предотвращения сдвигов.
Полное застывание должно произойти через 24 часа. После этого можно подвергать шов зачистке и покраске. Большинство клеев выдерживает температуры до 260 °C. Отдельные виды клеев, созданные специально для работы при высоких температурах, выдерживают до 1316 °C.
Для удаления холодной сварки с металла можно приобрести готовый состав в строительном магазине или воспользоваться ацетоном. Нужно хорошо размочить состав и попробовать убрать шов целиком. Если это не помогает, можно спилить слой клея напильником или срезать ножом.
Меры предосторожности
 Во избежание появления раздражения на коже работу с жидким составом следует производить в перчатках. При попадании состава на открытые участки тела или слизистую оболочку следует немедленно промыть водой загрязнённые участки. Склеенные детали не следует подвергать нагрузкам до истечения срока застывания смолы. Если сделать нагрев состава, то он застынет быстрее. Швы, полученные этим методом, не имеют таких же высоких характеристик, какие достигаются при обычной сварке. Допускаемые напряжения растяжения у них значительно ниже. Поэтому не нужно подвергать изделия разрывающим усилиям.
Во избежание появления раздражения на коже работу с жидким составом следует производить в перчатках. При попадании состава на открытые участки тела или слизистую оболочку следует немедленно промыть водой загрязнённые участки. Склеенные детали не следует подвергать нагрузкам до истечения срока застывания смолы. Если сделать нагрев состава, то он застынет быстрее. Швы, полученные этим методом, не имеют таких же высоких характеристик, какие достигаются при обычной сварке. Допускаемые напряжения растяжения у них значительно ниже. Поэтому не нужно подвергать изделия разрывающим усилиям.
Популярные производители
Для работы лучше применять материалы, выпущенные известными производителями. К ним можно отнести:
- Adro Steel. Выпускается хорошо зарекомендовавшим себя производителем из США. Это пластичный материал. Упакован в цилиндрическую тубу. Применяется для ремонта автомобильных частей: кузова, радиатора, топливного бака. Можно использовать и в быту, например, заварить кастрюлю. Только не нужно использовать её для приготовления пищи.
- Проксипол. Обладает хорошим сцеплением с обрабатываемым материалом. Соединения из него характеризуются высокой прочностью и подлежат механической обработке.
- Алмаз Пресс. Состав предназначен специально для ремонта автомобилей.
- Скол от ООО «Ростком». Универсальный клей, используется для ремонтно-восстановительных работ и склеивания металла, стекла, керамики, пластмасс, дерева, бетона.
Применение клеев способно решить многие проблемы автомобилистов и устранить поломки и протечки в домашних условиях. Но часто это вынужденная мера. Благодаря простоте использования можно осуществить быстрый ремонт при помощи холодной сварки своими руками. Но клеевые соединения уступают в прочности сварным, и впоследствии их нужно заменять сваркой или другими методами скрепления поверхностей.
pochini.guru
точечная и роликовая холодная сварка, сфера применения
Большинство начинающих сварщиков часто задаются вопросом: что такое холодная сварка? Это обусловлено тем, что современный рынок стройматериалов предлагает широкий ассортимент продукции с таким назначением. Необходимо понять, каким образом работает холодная сварка и в каких случаях ее применяют.

Холодная сварка используется для соединения деталей из стекла, металла, керамики, гранита, дерева.
Такой тип сварки в первую очередь применяется в целях упрощения процесса соединения металлических элементов. Существует распространенное мнение, что таким образом сваривают различные композитные детали, но это является заблуждением. Данное понятие подразумевает применение непосредственно жидкой сварки, выполняемой без нагревательного воздействия на обрабатываемое покрытие.
Функциональной особенностью сварки является то, что процедура соединения металлических деталей происходит под высоким давлением, что вызывает деформацию их поверхности.
Холодную сварку необходимо наносить на металл быстро и при необходимости после нанесения закрепить.
Этим методом можно создавать сварные швы между двумя различными металлическими изделиями, например, соединять алюминиевые и никелированные элементы. Это свидетельствует о том, что обрабатываемые материалы могут различаться как по химической, так и по физической структуре. В случае применения такого метода сваривания различные температуры плавления не являются решающим фактором для создания высокопрочного соединения.
Важнейшее преимущество холодной сварки — это эластичная деформация изделия, поскольку зачастую крайне сложно получить литой шов. Это обусловлено оказанием усиленного давления на обрабатываемую поверхность.
Разновидности холодной сварки
Такой метод сварки делится на 2 разновидности: точечная и роликовая.
Наиболее популярной разновидностью является точечный метод сварки. Этот способ чаще всего используется для сваривания изделий из таких цветных металлов, как алюминий и медь. Соединение осуществляется как между однородными металлами, так и между разнородными.
Сварные швы, выполняемые этим методом, позволяют создавать соединение путем сжатия пуансона. В процессе выполняемых работ металлические изделия деформируются под воздействием давления, в результате чего образуются точечные сварные швы. Стоит знать, что точечная сварка никак не влияет на общую форму элементов, между которыми создается соединение. Они сохраняют первоначальный наружный вид.
Схема точечной сварки.
В случае применения пуансонов, врезаемых в металлические детали, деформируется только обрабатываемая область, которая впоследствии скрывается под сварным швом. Перед началом работ необходимо убедиться, что поверхность соединяемых изделий тщательно очищена от загрязнений и пыли.
Данный метод создания сварного шва удобен тем, что он не потребует применения специального оборудования. Исключением является только производственный пресс, позволяющий создать высокопрочное соединение, которое прослужит долгий срок. Точечный метод не потребует от мастера дорогостоящих затрат, за исключением самого пуансона, который обходится недешево. Форма пуансона подразумевает использование только одной разновидности металла, но при особом давлении с помощи пресса опытные сварщики успешно соединяют разнородные элементы (алюминий и медь).
Метод создания сварных швов роликовой сваркой распространен не так, как точечный способ, но он популярен не меньше. Особенности создания соединения этим методом подразумевают образование литых швов. Холодная сварка таким способом имеет схожесть с предыдущим методом, но она предполагает применение пуансонов прямоугольной и квадратной форм.
Роликовая сварка делится на следующие технологические классы:
- односторонний;
- двусторонний;
- асимметричный.
Схема холодной сварки металлов.
При использовании одностороннего сварного шва потребуется только один ролик, призванный обеспечить необходимый уровень сжатия, после которого образуется прочное соединение. Двусторонний сварной шов предполагает использование двух идентичных роликов. Последний тип сварного шва подразумевает применение двух разных роликов, в связи с чем он и называется асимметричным.В процессе образования сварного шва между двумя металлическими элементами требуется гораздо больше давления, чем при точечном методе сварки. По этой причине степень эластичной деформации, необходимой для высокопрочного соединения, должна быть выше на 3-8%. Таким образом, можно создать качественный сварной шов в водопроводной трубе домашнего санузла вне зависимости от температуры воды, которая протекает в ней.
Холодная сварка роликовым методом нередко применяется в промышленности. Она производится при помощи фрезерных станков. Роликовое сварное соединение также подразумевает применение настольных механизмов с ручным управлением, которые применяются при обработке эластичных видов металла.
Предназначение и область применения холодной сварки
Этот метод создания сварных швов предназначается для создания высококачественного и прочного сцепления металлических изделий. Он обеспечивает высокий уровень герметизации и позволяет осуществлять ремонт поврежденных или поломанных скреплений. При этом стоит отметить, что клеевая смесь устойчива к влаге.
Наиболее удобной в применении является жидкая холодная сварка.
Холодная сварка должна наноситься только на хорошо прочищенное покрытие. На обрабатываемой поверхности не должно быть загрязнений и следов окисления. Перед тем как приступить к работе, убедитесь в том, что все элементы хорошо просушены.
После срезания стержня клеевую смесь нужно размешивать пальцами в течение 5 минут до получения однородной массы, похожей на пластилин. В процессе размешивания смесь становится клейкой и теплой. Именно в таком виде клей наносится на обрабатываемое покрытие. Для сглаживания покрытия сварного шва потребуется воспользоваться небольшим шпателем, который предварительно смачивается в прохладной проточной воде.
Стоит обратить внимание на то, что смесь затвердевает уже через 15 минут после нанесения, поэтому важно соблюдать технику безопасности в процессе создания сварного шва.
Клеевая смесь должна храниться при комнатной температуре в сухом и темном месте, которое недоступно для детей.
Преимущества холодной сварки
Холодная сварка изготавливается из специального материала адгезивного типа. В его составе содержатся такие элементы, как эпоксидный клей и пыль из стальных частиц, которая призвана упрочнять соединение. Эта клеевая смесь применяется не только в бытовых, но и в промышленных целях. С ее помощью можно создавать сварные швы между пластмассовыми, металлическими, деревянными, стеклянными и керамическими элементами. Холодная сварка представляет собой сухое сварочное соединение, поэтому с ней достаточно просто работать.
В холодной сварке содержатся эпоксидный клей и пыль из стальных частиц,
Когда на российскую территорию начали поставлять смеси для холодной сварки, поначалу она не вызывала особого доверия. Но спустя несколько лет такой тип сварки начал набирать популярность в промышленных и строительных отраслях. Изначальное недоверие вызывал тот факт, что незнающий человек не мог предположить, что подобная технология способна создавать надежные сварные швы между разнородными металлическими элементами. После практического применения этот миф был развеян.
Холодная сварка создает настолько прочное соединение, что зафиксированы случаи, когда по прохождении определенного времени трещины возникали не на сварных швах, а на поверхности металлических элементов, приваренных друг к другу.
Основными преимуществами холодной сварки являются следующие:
- удобство нанесения клеевой смеси;
- высокая устойчивость к влажности и другому наружному воздействию;
- экологичность и экономичность;
- создание герметичного соединения;
- быстрое затвердевание сварного шва;
- устойчивость к температурным изменениям;
- компактная упаковка.
Вместе с тем у холодной сварки отсутствуют какие-либо недостатки. Данное средство является незаменимым в вопросах создания высокопрочного соединения между однородными и разнородными элементами из различных материалов.
moyasvarka.ru
как пользоваться холодной сваркой для металла
Добрый день. Что такое холодная сварка? Об этом пойдет речь в сегодняшнем посте. Это мой первый пост в 2018 году после новогодних праздников с которыми вас друзья и поздравляю ! Рассмотрим инструкцию как использовать холодную сварку.

Холодная сварка. Как пользоваться холодной сваркой?
Если сказать честно, такой вид восстановления подходит далеко не всем ремонтникам и домашним мастерам очумелых ручек. К примеру для восстановления деталей испытывающими серьезные нагрузки такой вид сварки применять не рекомендую, хотя производители обещают высокую прочность таких соединений.
Для начала посмотрите вот это видео:
Собственно говоря путем таких манипуляций можно скреплять металл, пластмассу, полимеры, бетон да собственно любые материалы. Будьте уверены, что результат вас порадует — это проверено на личном опыте.
Вот еще одно видео по теме
В этом ролике такой вид сварки называют шпатлевка, ну в принципе и я соглашусь с автором немного по своему внешнему виду похожа.
Как выглядит холодная сварка.
А чуть не забыл сама по себе холодная сварка это эпоксидный клей, а такое название она получила из-за своих специфических свойств при скреплении поверхностей.
Имеются два основных вида холодной сварки:
Брусковая .
Она представляет из себя «колбаску» которая состоит из двух слоев. Верхний слой более тонкий по сравнению с центральной сердцевиной бруска. Для использования достаточно отрезать кусочек этого состава и как в детстве при лепке пластилином помять ее в руках. Перемешав и хорошенько разогрев холодную сварку можно лепить на соединяемые поверхности и скреплять их.
Жидкая (двухкомпонентная).
Тут немного сложнее. Мы имеем два тюбика как зубная паста, но зубы лучше ей не чистить. Мы выдавливаем из одного и другого тюбика компоненты и смешиваем их в пропорции 1:1. Перемешивать необходимо до получения однородной массы. Когда мы этого добьемся, то все чудо клей готов. Можете использовать. Такой вид этого клея наиболее предпочтителен, так как после вскрытия и смешивания холодная сварка не хранится. А в данном случае можно просто закрыть тюбики и воспользоваться клеем через любой временной промежуток.
Советую почитать про гаджет Ploota. Особенно будет полезно тем кто не умеет плавать.
Как пользоваться холодной сваркой и меры предосторожности.
Едем дальше обсудим вопрос — как использовать холодную сварку. Для прочного и долговечного соединения необходимо соблюдать ряд правил, а каких сейчас мы рассмотрим.
- Перед нанесением холодной сварки необходимо хорошо очистить соединяемые поверхности и по возможности обезжирить.
- После того как вы смешали или размяли в руках клей у вас есть 5 минут до его затвердевания. Действуйте быстро.
- Если вы хотите ускорить процесс склеивания (сваривания) поверхностей можно немного подогреть соединение, но сильно разогревать не стоит.
- Когда холодная сварка затвердела окончательно вы можете ее обработать напильником или наждачной шкуркой для придания более эстетичного вида.
Примеры склеивания поверхностей холодной сваркой. Что можно заклеить.
С помощью холодной сварки можно закрепить и отремонтировать много различных элементов, таких как:
- Металлически детали, трубы, кронштейны и др.
- Различные пластиковые изделия. Но помните, что холодная сварка разъедает изделия из полиэтилена.
- Изделия из камня натурального и искусственного.
- Стеклянные предметы.
- Смешанные материалы. Например можно приклеить стекло к камню или пластику.
- Керамика различных видов.
- Линолеум.
В принципе лично мое мнение, что это более клей чем сварка и такое название это просто какой то пиар ход который производители умело раскручивают на просторах нашей необъятной родины.
На этом фото вы видите как с помощью этого чудо клея заделывают пробоины в водопроводной трубе. Перед тем как это сделать высушите хорошенько все поверхности. В противном случае такое соединение будет не прочным.

Тут мы видим как соединили стержень и полусферическую поверхность. Такое возможно только если в последующем эта конструкция не будет испытывать серьезных нагрузок на изгиб и излом. Хотя такое применение холодной сварки встречается достаточно редко.

Присоединить часть кронштейна который был отломан в результате удара не составила ни какого труда. Ну тут мы скорее видим не отломанную часть, а трещину которая была загерметизирована клеем. И даже не сомневайтесь такая герметизация выдержит достаточно высокое давление.
Пожалуй на сегодня все. Думою сегодняшний пост получился достаточно информативным и теперь у вас не возникнет вопроса — как использовать холодную сварку. А если у вас еще остались какие нибудь вопросы по данной теме пишите мне в комментариях или на почту обсудим.
Заключение.
К стати я стал практиковать такую тему. Вы можете мне прислать на почту свою статью и если она будет достаточно хорошего качества я ее опубликую у себя на блоге. И обязательно укажу ссылку на ваш проект и авторство статьи. Вот такая вот затея. Так, что буду рад сотрудничать с вами.
Делитесь моей статьей со своими друзьями в социальных сетях нажимая на кнопочки внизу статьи. Это лучшая благодарность мне как автору.
На этом я с вами прощаюсь и напоследок рекомендую вам посмотреть видео про 20 различных и очень крутых видов сварки. Рекомендую очень познавательное видео под приятную музыку.
С вами был Андрей. Пока!!!
mextexnologii.ru
Холодная сварка металлов
Сварка, посредством которой соединяют изделия без их внешнего нагревания, получила название холодной. Ее возможно производить при комнатной и даже в отрицательных температурах. Специальное устройство, используемое при холодной сварке для металла, способно одновременно вызывать и направленную деформацию соединяемых заготовок, и нарастание напряжения, которое способствует образованию монолитного соединения. Для достижения его высокой прочности свариваемые поверхности изделия предварительно очищают и готовят под сварку обезжириванием, шабрением и обработкой проволочной щеткой. С них нужно удалить загрязнения и окислы, а также соединить их на расстоянии, зависящем от размеров кристаллических решеток соединяемых металлов, для получения требуемого уровня пластической деформации. При стыковой сварке проволок необходимо обрезать их торцы.
Особенности применения холодной сварки
Холодной сварке доступно как соединение железных изделий, так и выполненных из цветного металла (меди, серебра, алюминия и других). Особую ценность этот способ сварки приобретает, когда требуется соединить разнородные металлы или нет возможности воспользоваться другой технологией из-за чувствительности материала к нагреву и склонности к образованию интерметаллидов. Холодной сваркой для чугуна выполняются стыковые соединения, тавровые и внахлестку. В последнем случае металлические листы сдавливаются с обеих сторон при помощи пуансонов. Сварка осуществляется как отдельными точками, так и непрерывным швом. Размеры пуансонов (диаметр и ширину) подбирают, исходя из толщин свариваемых листов.

Физические процессы и химические реакции холодной сварки отличаются разнообразием и протекают исключительно в условиях пластических деформаций. Без ее участия нереально получение качественного монолитного соединения, какое бы удельное давление сжатия не применялось к соединяемым деталям. Только процесс деформации, происходящий при холодной сварке, способен удалить слой окислов и предельно истончить и сблизить свариваемые поверхности на расстояние, сопоставимое с размерами кристаллических решеток.
Еще роль пластической деформации важна для более высокого энергетического уровня атомов металла поверхности, что позволяет им образовывать химическое связи. Поэтому величина деформации металлов в месте соединения – главный параметр, определяющий ход процесса холодной сварки. Он определяется как от свойствами и толщинами металлов, так и методами подготовки свариваемых поверхностей с типом соединения. Величина требуемой деформации для соединения деталей из разнородных металлов определяется характеристиками того металла, для обработки которого нужна деформация меньшей степени. Это обстоятельство используется в холодной сварке для алюминия и других малопластичных металлов.

Качественные свойства полученного сварного соединения зависят не только от исходных физических характеристик контактирующих поверхностей, но и от приложенного к ним сжимающего усилия (давления), а также степени пластической деформации при сварке. На этот показатель также влияют способ приложения усилия сжатия со схемой деформирования. Выбор последней определяет, будет ли эта сварка точечной, шовной или стыковой.
Преимущества холодной сварки
Наибольшее распространение получил точечный вариант холодной сварки как один из самых эффективных для производства соединений и армирования алюминия. Он отличается простотой и может заменить собой более трудозатратные процессы контактной сварки точечным способом и клепки. До начала холодной точечной сварки заранее подготовленные изделия собирают внахлестку и помещают между пуансонами, обладающими рабочим элементом с поверхностью для опоры. Сдавливая сжимающим усилием детали, они обеспечивают деформацию с формированием сварного шва.

Пуансоны, создающие своей опорной частью добавочное состояние напряжения во время сварки, не позволяют глубокого погружения в металл, тем самым снижая коробление изделия. Простота данного способа избавила от необходимости создания отдельных аппаратов для его выполнения. Холодная сварка титана, к примеру, успешно производится посредством всевозможных прессов серийного производства. При этом используются кондукторы для надежной фиксации соединяемых изделий во избежание их коробления. Аналогично соединяют цветные металлы в энергетике, металлургии, электротехнике, сваривают контакты медной проводки и алюминиевые кольца.

Шовной (роликовой) сваркой получают беспрерывные монолитные соединения. Ее процесс аналогичен холодной сварке с использованием прямоугольных пуансонов. Детали собирают и помещают между роликами, которые, сжимая заготовку, погружают в металл ее рабочие выступы. Приведенные в движение ролики передвигают детали так, чтобы они последовательно вдавливались в металл. Возникающая при этом активная деформация способствует образованию непрерывного монолита – сварного шва. Сварку этим способом выполняют как одно-, так и двусторонней, а также несимметричной. В последнем случае ролики могут обладать разными по размерам и даже форме рабочими выступами. Шовную сварку двусторонним способом выполняют с помощью равных роликов. Один из роликов в односторонней сварке должен обладать выступом, равным суммарной высоте выступов для двустороннего варианта сварки, а не имеющей рабочего выступа второй ролик служит опорой.
Течение металла по линии швов в шовной сварке не позволяет создания нужного состояния напряжения в месте проведения сварки. Из-за этого при производстве соединения с должным проваром необходима пластическая деформация, несколько большая, чем для точечного способа сварки. Для повышения напряженности состояния в области шовной сварки берут больший диаметр используемых роликов. В сварке этим способом возможно использование различных металлорежущих станков, чаще всего фрезерных, а для соединения тонких листов металлов высокой пластичности – настольных ручных. Односторонним вариантом шовной сварки пользуются для обработки разнородных металлов высокой твердости. При этом рабочий элемент роликов вдавливают в тот из металлов, который тверже. Такая сварка способна обеспечить большую прочность швам, соединяющим однородные материалы. Надежность соединения позволяет даже нарезать по холодной сварке резьбы после завершения отвердения, а также делать отверстия.

Не теряет своего значения на практике вариант стыковой холодной сварки. При соединении заготовок этим способом их предварительно зачищенные торцы помещают в зажимы, имеющие формирующие элементы с упором и обрезающими кромками. Прикладывая осадочные усилия, передвигают ползун до сжатия торцов заготовок и зажимают конусами. В ходе осаждения еще до встречи опорных частей металл заполняет углубления. Благодаря этому в момент, когда части опоры встречаются, в сварочной зоне имеется необходимое состояние напряженности для провара. Когда он происходит, излишек вытекшего металла отсекается кромками. Исходя из того, как они расположены, стыковой вариант холодной сварки выполняют с использованием усиления либо без него.
promplace.ru
Виды специальных способ сваривания — холодная сварка: технология, применение
Холодная сварка. Введение
Холодная сварка — это разновидность высокоинтенсивной сварки давлением без нагрева, при которой контактирование и активирование свариваемых поверхностей происходит за счет вынужденной пластический деформации с предварительной тщательной очисткой поверхностей от органических покрытий.
Холодная сварка появилась в 1947—1948 гг. в США. В СССР использование холодной сварки началось в 1949 г. С позиций современного представления о трехстадийном механизме образования сварного соединения (контактирование, схватывание, релаксация) холодная сварка — это, как и при любом другом способе сварки, результат электронного взаимодействия возбужденных атомов соединяемых поверхностей. Особенность механизма образования соединения при холодной сварке на каждой из трех стадий состоит в следующем.
Первая стадия — физическое контактирование, т.е. сближение поверхностей на параметр электронного взаимодействия соединяемых атомов путем пластического деформирования при механическом сжатии деталей в холодном состоянии до полного смятия макронеровностей, волнистостей, микрошероховатостей, суб- микрошероховатостей. Так как все эти неровности и шероховатости в сумме не превышают 0,5 мм, то проблем со смятием и идеальным согласованием контакта на первый взгляд нет. Только необходимо убрать со свариваемых поверхностей адсорбированные газы и органические пленки (жиры, масла), которые имеют свойство экранировать электронное взаимодействие даже при толщине в один атомный слой.
Таким образом, главная особенность холодной сварки — перед механическим контактированием деталей необходимо самым тщательным образом удалить органические пленки и любыми путями сохранить созданную чистоту. Это первая особенность холодной сварки. Для физического контактирования чистых поверхностей используют механизм пластического деформирования.
Пластичностью называют способность материала сохранять полностью или частично полученную под действием внешних сил деформацию по прекращению действия этих сил. Однако при пластическом деформировании происходит крайне нежелательное явление — упрочнение (наклеп) шероховатого приконтактного слоя. При этом коэффициент упрочнения достигает Ку = 3-4 значений предела текучести для данного материала.
При таком большом упрочнении для полного завершения контактирования за счет пластической деформации необходимо усилие сжатия довести до 4 пределов текучести при сдвиге (σсж = 4τγ) свариваемых материалов (или одного из них). Это вторая особенность холодной сварки.
Вторая стадия — активирование поверхностных атомов при холодной сварке происходит в процессе пластического контактирования шероховатых поверхностей автоматически. Это объясняется тем, что главные напряжения и главные пластические деформации совпадают и направлены перпендикулярно к плоскости контакта, куда и происходит сток свободных дислокаций. Такие дислокации несут с собой массу активированных (возбужденных) атомов. Взаимодействие встречных возбужденных атомов приводит к схватыванию поверхностей, т.е. к сварке соединяемых деталей.
Наконец, наступает третья стадия — релаксация (снятие) напряжений в объеме сварного соединения. В случае пластического контактирования релаксация происходит мгновенно после прекращения действия внешних сжимающих сил. Так как межатомное взаимодействие на три порядка выше сжимающих сил, разрыв межатомных связей и разрушение сварного соединения в момент релаксации не происходит. Соединение сохраняется. Это третья особенность холодной сварки.
Основным недостатком холодной сварки является большая вынужденная деформация свариваемых деталей, достигающая для пластичных материалов 60-70%. Возникновение деформации объясняется теорией вынужденного деформирования. В условиях холодной сварки металл сварного соединения деформационно упрочнен, а вынужденная пластическая деформация в зависимости от подготовки поверхностей находится в пределах 50-80%.
Для снижения вынужденной деформации при холодной сварке используют несколько приемов:
- повышают класс точности сопрягаемых поверхностей и чистоту обработки вплоть до полировки;
- применяют предварительный подогрев деталей до 300 °С или нагрев сжимающих пуансонов до 400 °С ;
- повышают интенсивность сжатия вплоть до ударной нагрузки;
- применяют схемы предварительного обжатия детали вокруг силового пуансона по схеме И. Б.Баранова;
- применяют промежуточные пластичные прослойки толщиной 2-5 мм, что позволяет сваривать непластичные материалы стыковой сваркой;
- производят сварку в вакууме.
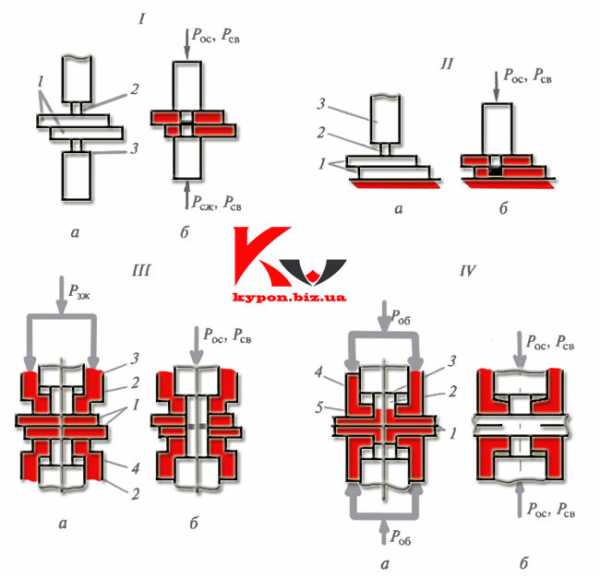
Схема точечной сварки без предварительного зажатия при двустороннем (I) и одностороннем (II) деформировании; с предварительным зажатием в процессе сварки (III) и обжатием перед сваркой (IV):
а, б — положение до и после сварки соответственно; 1 — свариваемые детали; 2 — рабочий выступ; 3 — опора на рабочем пуансоне; 4 — прижимной или обжимной пуансон; 5 — удвоенная толщина детали; Рос (Рсв) — усилие осадки; Рзж — усилие зажатия; Роб — усилие обжатия.
При любом из этих приемов необходимо перед сборкой деталей под сварку самым тщательным образом подготовить поверхности, т.е. удалить органические пленки й любыми путями сохранить созданную чистоту на контактируемых поверхностях деталей.
Разновидности холодной сварки. Точечной сваркой соединяют детали внахлестку. Соединение, получающееся под действием приложенного усилия от вдавливания пуансонов в подготовленные к сварке детали, называют сварной точкой. Сварная точка образуется в результате значительной деформации металла под пуансонами. В связи с этим сварная точка упрочнена по отношению к недеформированному металлу. Площадь сварной точки, как правило, равна площади сечения вдавленной части пуансона или превышает ее, но при определенных условиях, рассматриваемых далее.
Общепринято характеризовать точечную холодную сварку вынужденной степенью деформации, выраженной отношением глубины вдавливания пуансонов к толщине соединяемых деталей, в процентах. Минимальная вынужденная степень деформации Ԑвmin, необходимая для точечной холодной сварки различных металлов и сплавов, представлена в таблице ниже:
| Пластичные металлы | Ԑвmin, % | Непластичные металлы | Ԑвmin, % |
| Алюминий | 60 | Железо | 85 |
| Медь | 65 | Олово | 86 |
| Свинец | 55 | Кадмий | 80 |
| Серебро | 50 | Никель | 85 |
| Золото | 30 | Титан | 70 |
Точечная сварка может быть выполнена как с предварительным зажатием соединяемых деталей, так и без него.
Наиболее простыми являются схемы точечной сварки без предварительного зажатия деталей путем их двустороннего (рис. I) или одностороннего (рис.II) деформирования.
Пуансон имеет рабочий выступ 2 и опору 3 большего сечения. Под действием приложенного усилия осадки Рос рабочий выступ вдавливается полностью в детали 1 и образуется сварная точка. Усилие передается деталям не только через рабочие выступы, но и через опорные части.
Способ холодной сварки без предварительного зажатия соединяемых деталей может быть с успехом применен для соединения главным образом деталей малых толщин. Существенным его недостатком является то, что когда рабочие выступы вдавливаются в металл, вызывая его течение, происходит коробление деталей.
В конце процесса опорные части пуансонов (заплечики) прижимают детали и выправляют их. Однако, вследствие коробления сварка каждой последующей точки ослабляет, а иногда и разрушает смежную, ранее выполненную точку. Это особенно затрудняет холодную сварку деталей больших толщин (свыше 4 мм) и деталей, изготовленных из материалов, обладающих сравнительно малой пластичностью (нагартованный алюминий, медь, дюралюминий).
При сварке без предварительного зажатия деталей из этих металлов в тех случаях, когда это возможно, необходимо пользоваться многоточечными пуансонами и осуществлять сварку всех точек соединения одновременно за один ход пресса. Чтобы устранить разрушение или ослабление ранее выполненных сварных точек и получить прочные и надежные соединения при сварке одноточечными пуансонами, был разработан способ холодной сварки с предварительным зажатием деталей вокруг зоны приложения рабочего давления.
Рабочий выступ пуансона изготавливают в виде отдельной детали, подвижной относительно опорной части (прижима), которая служит для зажатия деталей с начального момента сварки до его окончания. Схема этого способа сварки показана на рис. III. Зажатие деталей между прижимами начинается до вдавливания рабочих выступов пуансонов в металл или одновременно с ним. Благодаря этому коробление деталей в процессе сварки устраняют и увеличивают периферийную зону сварной точки, что приводит к увеличению прочности соединения. Для уменьшения вмятины под рабочим выступом пуансона до полного ее устранения предлагают схему (рис. IV) с предварительным обжатием материала детали вокруг последующей точки.
Материал, выдавленный при обжатии, попадает в полость прижимного пуансона над выступом основного пуансона, создавая местное удвоенное утолщение детали. При вдавливании рабочих выступов по созданному утолщению образуется соединение практически без вмятины. Холодная шовная сварка при выполнении сварного соединения внахлестку позволяет получать непрерывный шов неограниченной длины.
В этом случае деформирование металла осуществляют вдавливанием в него рабочих выступов вращающихся роликов. Однако прямолинейный непрерывный шов вследствие значительного уменьшения сечения по всей длине соединяемых деталей сильно снижает прочность сварного соединения.
Так, например, две полосы алюминия, сваренные внахлестку непрерывным продольным швом, могут легко по этому шву перегибаться. Отмеченный недостаток шовной холодной сварки значительно меньше проявляется в кольцевых замкнутых швах, так как достаточная механическая прочность обеспечивается жесткостью самой кольцевой конструкции.
Уменьшение сечения в месте шва у таких соединений может не иметь практического значения.
На рисeнке ниже показана схема шовной холодной сварки с односторонним и двусторонним деформированием.
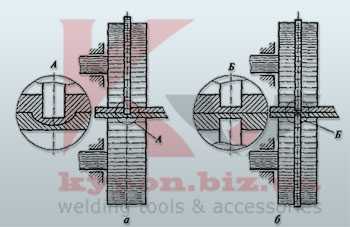
Схема шовной (роликовой) холодной сварки:
- а — с односторонним деформированием;
- б — с двухсторонним деформированием.
Стыковая сварка — это способ холодной сварки, при котором детали соединяют по всей площади стыкуемых торцов хотя бы одной детали. При этом детали вначале зажимают в специальных губках, а затем сжимают и выдавливают металл в грат.
Интенсивность деформации, необходимая для получения качественного соединения, зависит от свойств металла и наличия оксидной пленки на нем. Встык можно сваривать медь, алюминий, свинец, олово, кадмий, никель, титан и их сплавы. Удовлетворительное качество соединения получают при величине осадки, примерно равной толщине (диаметру) свариваемых деталей. Прочность соединения при этом составляет 0,8 — 0,9 прочности исходного металла.
Магазин Купон в Google+
kypon.biz.ua
Холодная сварка для металла: характеристика методов
Холодная сварка для металла в наше время используется всё чаще и чаще. Таким методом проще и быстрее соединять различные материалы между собой. А главное, она позволяет склеивать абсолютно разные, как по составу, так и по форме, детали. При этом нет необходимости в нагреве поверхности, как в случае с обычной спайкой. Всё достаточно просто и быстро, и в результате получается прочное соединение, по качеству не уступающее методу с плавлением. Особенно упрощается весь процесс, если использовать специальный клей.

Как работает холодная сварка?
Принцип действия холодной пайки заключается в направленном деформировании склеиваемых элементов. Таким образом разнородные материалы могут быть прочно закреплены между собой, независимо от своего химического состава. Вся работа происходит за счет давления, и неважно, какой метод при этом используется. Если применяется клей, то соединение происходит за счет сцепления частицами, содержащимися в его составе.
Основные разновидности
Холодная спайка может выполняться разнообразными способами. Основные из них следующие:
Каждый из этих методов имеет свои особенности и разновидности. Давайте рассмотрим их более подробно.
Точечный метод и роликовая сварка
Точечный способ самый распространённый для соединения 2 деталей между собой. В основном он используется для соединения алюминия и меди. Процесс работы в данном случае простой: детали сжимаются пуансоном, они деформируются, и одновременно с этим создаются сварочные точки. Но, несмотря на деформацию, форма исходного материала абсолютно не меняется. При использовании такой методики тоже может использоваться специальный клей.
Роликовая пайка предусматривает наличие специального оборудования. При его использовании делается равномерный непрерывный шов. Сама схема работы мало чем отличается от точечной. Подразделяется она на несколько видов:
односторонняя;
двухсторонняя;
асимметричная.
При односторонней сварке используется 1 ролик. Соединение материалов между собой происходит за счёт постоянного сдавливания. В случае с 2-х сторонней сваркой всё происходит практически так же, только вместо одного ролика используется два. Первый устанавливается сверху, а второй — на рабочей поверхности металла, который требуется приварить. Ассиметричная сварка похожа на предыдущий метод: здесь тоже используется два ролика, но они имеют разную форму.
Неважно, какой из способов будет использоваться, в любом случае деформация при сжатии свариваемых элементов будет выше, чем при использовании точечного метода, что позволяет ремонтировать большие объекты, например, канализационную трубу. Стоит отметить, что на производственных предприятиях для роликовой холодной сварки применяются фрезерные станки. Но пайку можно производить не только на автоматизированн
Сварка клеем
Есть возможность произвести соединение посредством специального клея — на сегодня это самый популярный метод. В данном случае абсолютно не требуется какого-либо специального оборудования. Поэтому такая методика очень часто применяется в бытовых условиях и среди автолюбителей. Такой клей может быть однокомпонентным или двухкомпонентным

В зависимости от выбранного клея, у него может быть разный состав, а соответственно, и разные характеристики прочности. Этот вариант отлично подходит для мелкого ремонта различных изделий из металла. Клей может быть пластилинообразн
Как работать с клеем?
Перед началом склеивания необходимо приобрести следующее:
Всё, кроме самого клея, понадобится для подготовки рабочей поверхности. Изначально проводится её очистка наждачной бумагой, а затем — обезжиривание с помощью ацетона. Чтобы сцепление было прочным, поверхность должна быть ровной и чистой. После этого можно наносить клей. Делать это надо быстро, так как в течение 3 минут он начнет твердеть. Чтобы крепче соединить склеиваемые элементы, можно использовать зажимы. В зависимости от разновидности клея, он может высыхать 1-8 часов.
Цели применения и преимущества
Холодная сварка была создана, чтобы осуществлять надежное склеивание металлов. Но она способна обеспечить и полную герметичность при ремонте каких-либо фрагментов. Если используется клей, то его можно применять даже в помещениях с высокой влажностью.
Среди преимуществ такого метода отмечаются следующие:
не нарушается структура металла;
надёжный и красивый шов;
безотходность;
нет энергетических затрат;
экологичность;
экономичность.
К тому же данный метод, как говорят отзывы тех, кто его использовал, очень актуален в тех случаях, когда требуется работать в труднодоступных местах. В данном случае классические сварочные методы не подходят, а холодная справится без труда.
Похожие статьиgoodsvarka.ru
Как правильно пользоваться холодной сваркой
Вконтакте
Google+
Одноклассники
Что такое холодная сварка? Этот вопрос задают себе многие из тех, кто собирается воспользоваться данным средством для быстрого соединения металлов. О холодной сварке, без сомнения, слышали многие и достаточное количество людей уже успели признать все преимущества данной технологии. Но, к сожалению, не все из тех домашних мастеров, кто уже успел попробовать соединить металлические детали при помощи такого средства, смогли оценить все его уникальные характеристики.

Холодная сварка для металла
Основная причина такой ситуации заключается в том, что очень часто наши люди не считают нужным внимательно читать инструкции, в которых и оговорены все нюансы использования того или иного устройства или технологии. Именно поэтому мы и хотим посвятить данную статью всем вопросам, относящимся к правилам использования и области применения такого замечательного средства, каким, бесспорно, является холодная сварка.
Разновидности холодной сварки
По сути, холодная сварка — это клей с высокой степенью пластичности, изготовленный на основе всем известной эпоксидной смолы. По своей структуре этот клей может быть двухкомпонентным, тогда его можно хранить длительное время, либо однокомпонентным, который необходимо применить максимально быстро, чтобы не столкнуться с утратой им своих клеящих свойств.
Как правило, такое средство выпускается производителями в виде двухслойного цилиндра, внешняя оболочка которого состоит из отвердителя, а внутренний сердечник представляет собой эпоксидную смолу, смешанную с металлической пылью. Такая добавка в виде металлической пыли необходима для того, что придать получаемому соединению высокую прочность и надежность. Содержит холодная сварка и другие добавки, которые и придают ей, а также соединениям, полученным с ее помощью, уникальные характеристики. Основную часть таких добавок производители держат в секрете, но наиболее известной из них является сера.
sovetydljavseh.ru