Сварка полиэтиленовых труб. Особенности сварки ПЭ труб муфтами
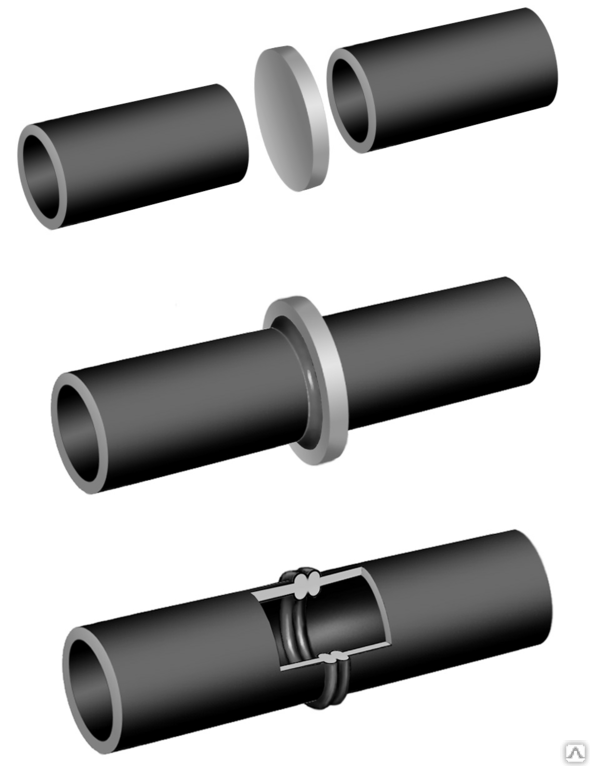
Различают два способа сварки полиэтиленовых труб — стыковая сварка и сварка при помощи электросварных муфт. О сварке встык мы писали в другой статье. Муфтовая же или электрофузионная сварка труб ПНД осуществляется при помощи специальных фитингов с закладным электронагревателем. Это могут быть — муфты, отводы, тройники, седелки, заглушки.
Диапазон диаметров труб, которые можно соединить при помощи элетросварных фитингов — от 20 до 1200 мм.
При монтаже труб диаметром до 110 мм соединение труб при помощи элетрофузионной сварки экономически выгоднее стыковой сварки, так как стоимость муфтового оборудования в несколько раз ниже стоимости стыкового сварочного оборудования.
Трудно обойтись без муфтовой сварки при монтаже труб большого диаметра, как при строительстве нового трубопровода, так и при ремонте аварийного участка, т.
- Подготовка
Концы свариваемых труб должны быть чистыми и визуально ровными в торцах. Если торцы неровные, то их необходимо обработать специальным обрезным инструментом.
Далее белым маркером на обеих трубах отмечается глубина половины муфты, после чего специальным скребком или любым строительным ножом счищается верхний оксидный слой трубы (трубы ПНД под воздействием кислорода окисляются и этот слой снижает качество сварки). Зачищенные участки труб обрабатываются специальными обезжиривающими салфетками.
Далее, не прикасаясь к зачищенным участкам трубы руками, на трубу надвигается фитинг до отметки маркером.
- Сварка
Сварочный аппарат подключается к сети.
В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
После того, как данные отсканированы, муфтовые аппарат готов к запуску процесса сварки, остается только нажать кнопку старт и оборудование само подаст напряжение на фитинг в течение необходимого времени.
- Остывание
После того, как аппарат для муфтовой сварки подаст сигнал об окончании нагрева, необходимо дать остыть фитингу в течение положенного времени.
Трогать или перемещать свариваемые трубы в это время не рекомендуется.
После того, как фитинг остыл, можно переходить к следующему участку. Таким образом, как мы видим, сварка полиэтиленовых труб, с одной стороны, требует внимательного выполнения определенных правил, с другой, ничего сложного в этом процессе нет и если у Вас в руках современное оборудование, то совершить ошибку практически невозможно.
Муфтовая сварка труб ПНД

СВЕЖИЙ ОТЗЫВ О КОМПАНИИ ИНЖПЛАСТ
Прочитать другие отзывы или оставить свой
Услуги по стыковой сварке ПНД труб 75-315мм сварка пнд встык
Оказываем услуги по стыковой сварке полиэтиленовых ПНД труб для Водопровода, Газопровода, напорной и безнапорной канализации, сварке сегментных и литых фитингов, труб кабельной канализации, в том числе, негорющих полиэтиленовых труб ProtectorFlex Протекторфлекс (ООО «Энерготэк») и Электропайп (Группа «Полипластик»)+ ТЗК. Работаем как в Санкт-Петербурге так и по всей России.
С 2013 года специалисты компании Самотлор СтройСервис накопили огромный положительный опыт в области стротельства наружных инженерных сетей.

К вашим услугам полный спектр работ по сварке ПНД труб стыковыми сварочными аппаратами. Мы готовы выполнить работы по стыковой сварке пнд труб диаметрами 75-90-110-125-140-160-180-200-225-250-280-315мм на собственном оборудовании, а также на оборудовании арендованном у партнеров до 630 мм в диаметре. Принцип работы САмотлор СтройСервис — это максимальный комфорт заказчика, мы подберем оптимальные варианты производителей ПНД труб, Изготовим сварные фитинги согласно проекту возводимого трубопровода, доставим, разгрузим и смонтируем комплекс инженерных сетей или отдельно взятый участок, выполним работы по ГНБ протяжке труб ПНД, осуществим ремонт трубопровода собственными силами предоставив весь пакет закрывающих документов включая КС и копии допусков и аттестатов монтажников.
Прайс-лист на услуги стыковой сварки ПНД труб в СПб и Ленинградской Области
| Сварка полиэтиленовых трубопроводов | |||||||||
| Все цены указаны с НДС 20% | |||||||||
| Стыковая сварка трубопроводов под воду, канализацию, футляры, кабель и т.д (кроме газовых трубопроводов) | |||||||||
| Ø, мм | SDR | Цена за стык | Минимальный заказ* | Количество выполняемых стыков в день | Необходимая эл. мощность и Стоимость аренды электорогенератора | ||||
| Без снятия Грата | Со снятием Грата для ЦТД (контрольный стык) | СПБ КАД | СПБ КАД+30км | Свыше 30км от Кад | |||||
| 75-90 | 26-11 (PN6-16) | 800р. | 960р. | 18 000р. | 12 000р. | 16 000р. | по договоренности | до 25 | Мощность 7 кВт 220V
4000 р./смена |
| 110 | 26-11 (PN6-16) | 800р. | 960р. | ||||||
| 125 | 26-11 (PN6-16) | 800р. | 960р. | ||||||
| 140 | 26-11 (PN6-16) | 800р. | 960р. | ||||||
| 160 | 26-11 (PN6-16) | 900р. | 1 100р. | ||||||
| 180 | 26-11 (PN6-16) | 1 000р. | 1 200р. | 10-15 | |||||
| 200 | 26-11 (PN6-16) | 1 100р. | 1 300р. | ||||||
| 225 | 26-11 (PN6-16) | 1 300р. | 1 500р. | ||||||
| 250 | 26-11 (PN6-16) | 1 900р. | |||||||
| 280 | 26-11 (PN6-16) | 2 100р. | 2 500р. | ||||||
| 315 | 26-11 (PN6-16) | 2 500р. | 2 760р. | ||||||
| 355 | 26-11 (PN6-16) | 2 900р. | 3 500р. | 23 000р. | 18 000р. | 23 000р. | по договоренности | 5-10 | Мощность 12 кВт 380V 5000р/смена |
| 400 | 26-11 (PN6-16) | 3 300р. | 3 900р. | ||||||
| 450 | 26-11 (PN6-16) | 3 900р. | 4 600р. | ||||||
| 500 | 26-11 (PN6-16) | 5 000р. | 6 000р. | ||||||
| 560 | 26-11 (PN6-16) | 5 400р. | 6 400р. | ||||||
| 630 | 26-11 (PN6-16) | 6 000р. | 7 200р. | ||||||
| 710 | 26-11 (PN6-16) | 8 000р. | 9 000р. | 30 000р. | 27 000р. | 35 000р. | по договоренности | 4-8 | Мощность 44 кВт 10000р. |
| 800 | 26-11 (PN6-16) | 9 000р. | 10 000р. | ||||||
| 900 | 26-11 (PN6-16) | 10 000р. | 12 000р. | 42 000р. | 36 000р. | 45 000р. | по договоренности | 4-6 | |
| 1000 | 26-11 (PN6-16) | 12 000р. | 14 000р. | ||||||
| 1200 | 26-17 (PN6-10) | 15 000р. | 18 000р. | 60 000р. | 65 000р. | по договоренности | 2-4 | ||
| 1400 | 26-17 (PN6-10) | 20 000р. | 24 000р. | ||||||
 /смена
/сменаСтыковая сварка пластмасс
Введение
Рис. 1. Выравнивание и зажим труб
1. Выравнивание и зажим труб
Стыковая сварка плавлением — это название, данное сварке термопластичных труб горячей пластиной. Это один из двух основных методов соединения полиэтиленовых газовых и водопроводных труб.
Процесс
Фаза нагрева, иногда называемая «вытягиванием валика», заключается в том, что концы трубы прижимаются к нагретой пластине в течение определенного периода времени. Затем следует фаза «прогрева», когда давление снижается, чтобы просто удерживать концы трубы на горячей плите. Это дает время, чтобы тепло впиталось в материал на концах трубы.
После фазы прогрева нагревательная пластина снимается, а концы труб соединяются. Время, необходимое для этого, называется «время ожидания» и должно быть как можно короче. Завершающей фазой является время сварки/охлаждения, заранее определенное в зависимости от диаметра трубы и толщины стенки.
Настройка машины
Перед выполнением каких-либо сварных швов труб машину для стыковой сварки необходимо проверить на плавность хода и настроить для свариваемых материалов труб.
- Выбор правильных зажимов или вставок, обеспечивающих герметичность всех креплений, чтобы уменьшить возможность смещения из-за осевого смещения.
- Правильная температура нагревательной плиты для свариваемого материала; это следует проверить с помощью датчика температуры поверхности и цифрового термометра в нескольких положениях после периода стабилизации не менее 20 минут. Между сварными швами горячая плита должна быть закрыта теплозащитным чехлом для защиты от загрязнения поверхности и предотвращения потери тепла.
- Проверьте ножи рубанка, используемые для обрезки и выравнивания концов труб; они должны быть острыми, неповрежденными и прочно прикрепленными к поверхности рубанка, чтобы избежать проскальзывания рубанка при вращении.
- Проверьте плавность хода всех движущихся частей и, если используется гидравлическая машина, проверьте шланги и фитинги на предмет утечек.
Подготовка трубы
Рис.2. Строгание концов труб, чтобы они были готовы к сварке
Перед сваркой необходимо правильно подготовить трубы. При измерении длины труб необходимо учитывать последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
При измерении длины труб необходимо учитывать последовательность обрезки и плавления, чтобы гарантировать правильную длину после сварки.
Перед тем, как зажать трубы в станке, необходимо проверить концы на наличие неправильной формы, повреждений или вкраплений песка. Максимально допустимая глубина этого должна быть менее 10% от толщины стены. Поврежденную трубу или трубу с глубокими царапинами следует выбросить. Любое свободное загрязнение можно удалить, протерев концы трубы безворсовой тканью как с внутренней, так и с внешней стороны.
После очистки трубы зажимаются в машине. Для облегчения выравнивания рекомендуется зажимать трубы таким образом, чтобы их выштампованные маркировки совпадали. Это также помогает с идентификацией на более позднем этапе, если это необходимо.
После надежной фиксации в зажимах концы труб следует привести в контакт с вращающимся рубанком до тех пор, пока с каждого конца не будет срезана непрерывная стружка. Процесс строгания гарантирует, что концы труб будут гладкими и прямоугольными, готовыми к этапу сварки. Стружку следует удалить из станка и внутри труб, стараясь не касаться обструганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить выравнивание труб и отрегулировать зажимы, если это необходимо, чтобы обеспечить минимальное несоответствие диаметра.
Стружку следует удалить из станка и внутри труб, стараясь не касаться обструганных концов. Это гарантирует, что жир или грязь не попадут с рук на концы труб. Затем следует проверить выравнивание труб и отрегулировать зажимы, если это необходимо, чтобы обеспечить минимальное несоответствие диаметра.
Сварка
Рис.3. Плитка расположена между трубами
Рис.4. Необходимо тщательно контролировать образование валика.
Перед началом сварки необходимо отметить время нагрева и охлаждения, а также давление плавления для конкретного диаметра трубы и записать их для быстрой справки во время цикла сварки. На некоторых машинах для удобства есть все соответствующие таблицы. Таймер или секундомер должны быть доступны для точного времени.
Термостойкий пакет следует снять с конфорки и проверить температуру с помощью цифрового термометра и поверхностного зонда.
Хорошей практикой является выполнение фиктивной сварки перед началом фактической сварки. Это необходимо для того, чтобы поверхность нагревательной плиты, соприкасающаяся с концами трубы, была полностью очищена от любых частиц пыли или других загрязнений.
Это необходимо для того, чтобы поверхность нагревательной плиты, соприкасающаяся с концами трубы, была полностью очищена от любых частиц пыли или других загрязнений.
Поместите нагревательную пластину между концами трубы, убедившись, что она расположена правильно и под прямым углом к поверхности трубы. Приведите трубы в контакт с поверхностью, прикладывая осевое усилие. Усилие следует прикладывать плавно, следя за тем, чтобы не было превышено требуемое давление. Усилие должно удерживаться надежно, позволяя образовать каплю расплавленного материала вокруг трубы.
Валик должен быть ровным по окружности трубы с обеих сторон нагревательной плиты. Это этап процесса «подготовки».
Способы применения силы зависят от типа оборудования. На некоторых типах машин усилие будет прикладываться механическими средствами с использованием подпружиненного механизма, при этом усилие удерживается стопорным винтом. На других типах оборудования используются гидроцилиндры с давлением, поддерживаемым переключающими клапанами в гидроагрегате.
Когда требуемый валик достигнут, давление снижается для фазы прогрева. Трубы опираются на горячую пластину, которая позволяет теплу проникать в материал, уменьшая вероятность холодных сварных швов.
Это время зависит от диаметра трубы и толщины стенки, поэтому следует использовать рекомендуемое производителем время.
Рис.5. Трубы должны оставаться зажатыми во время фазы сварки/охлаждения
Когда эта фаза завершена, поверхности труб отодвигаются от нагревательной плиты настолько плавно, насколько это возможно, чтобы убедиться, что расплавленный валик не прилипает к поверхности, а нагревательная плита удаленный. Затем трубы соединяются как можно плавнее и быстрее, чтобы свести к минимуму возможность падения температуры, стараясь не превышать требуемое усилие.
Фаза сварки/охлаждения начинается, когда достигается необходимое усилие. Сила сварки должна сохраняться на протяжении всей этой фазы, чтобы обеспечить максимальную прочность сварного шва. Готовый сварной шов теперь можно визуально проверить на однородность и выравнивание.
Готовый сварной шов теперь можно визуально проверить на однородность и выравнивание.
Более подробную информацию о работе TWI над пластиковыми трубами можно найти здесь.
См. дополнительную информацию о сварке и испытаниях пластиковых труб или свяжитесь с нами.
Сварка и соединение труб из полиэтилена высокой плотности
Сварка труб из полиэтилена высокой плотности представляет собой процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом. Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе: сварка встык, сварка внахлест, сварка внахлестку или электросварка.
Стыковая сварка
Стыковая сварка или сварка плавлением использует нагревательную пластину на прямоугольных концах соединяемых труб из полиэтилена высокой плотности. По истечении указанного времени нагревательная пластина снимается; части соединяются и охлаждаются под давлением. Сварку встык можно использовать для соединения двух труб или трубы с фитингом.
Макс. время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0,20–0,36” | 8 секунд |
| >0,3”– 0,55” | 10 секунд |
| >0,55” – 1,18” | 15 секунд |
| >1,18”– 2,5” | 20 секунд |
| >2,5–4,5 дюйма | 25 секунд |
Размер шариков расплава
| Толщина стенки трубы | Размер шариков расплава |
|---|---|
| ≤ 0,115” 9010” | 1/32” – 1/16” |
| 0,15–0,30 дюйма | 1/16” |
| 0,30–0,75 дюйма | 1/8” – 3/16” |
| 0,75–1,15 дюйма | 3/16” – 1/4” |
| >1,15”– 1,60” | 1/4” – 5/16” |
| 1,60–2,20 дюйма | 5/16” – 7/16” |
| 2,20–3,00 дюйма и больше | 7/16” – 9/16” |
Socket Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины. При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
Время нагрева/охлаждения Socket Fusion — сплавление с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 7-8 сек | 30 сек | |
| 3/4” CTS | 5-6 сек | 30 сек |
| 1 дюйм CTS | 9-10 сек | 30 сек |
| ½” IPS | 5-6 сек | 30 сек |
| ¾” IPS | 8-10 сек | 30 сек |
| 1” IPS | 10-12 сек | 30 сек |
| 1-1/4” IPS | 12-14 сек | 45 сек |
| 1-1/2” IPS | 12-14 сек | 45 сек |
| 2” IPS | 16-20 сек | 45 сек |
| 3” IPS | 20-25 сек | 60 сек |
| 4” IPS | 25-30 сек | 60 сек |
Socket Fusion Heating/Cooling Times — Fused to HDPE
| Pipe Size | Heating Time | Cooling Time |
|---|---|---|
| 1/2” CTS | 8-10 сек | 30 сек |
| 3/4” CTS | 10-12 сек | 30 сек |
| 1 дюйм CTS | 12-14 сек | 30 сек |
| ½” IPS | 8-10 сек | 30 сек |
| ¾” IPS | 12-14 сек | 30 сек |
| 1” IPS | 14-16 сек | 30 сек |
| 1-1/4” IPS | 18-20 сек | 60 сек |
| 1-1/2” IPS | 18-20 сек | 60 сек |
| 2” IPS | 20-26 сек | 60 сек |
| 3” IPS | 25-30 сек | 75 сек |
| 4” IPS | 30-35 сек | 75 сек |
Saddle Fusion
Sidewall или Saddle Fusion аналогичны Socket Fusion, но используются для присоединения перпендикулярного фитинга к поверхности трубы. Затем фитинг трубы выдерживают под давлением.
Затем фитинг трубы выдерживают под давлением.
Время нагрева и охлаждения
| Размер трубы/th> | Максимальное время нагрева | Мин. время охлаждения |
|---|---|---|
| 1-1/4” IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 5 мин + 30 мин |
| 2” IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 10 мин + 30 мин/тд > |
| 3-дюймовый IPS и выше | Рисунок расплава 1/16 дюйма у основания фитинга. | 10 мин + 30 мин |
Электромуфта
Электромуфта – соединение труб и фитингов с помощью специальных фитингов, в которые встроена резистивная проволока, и эта проволока сплавляет соединение. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и расплавляя внутреннюю часть фитинга и внешнюю стенку трубы.
Основы сварки HDPE
При соединении любых труб из ПЭВП друг с другом или с фитингами важно помнить:
- Надлежащее обучение работе с инструментами и оборудованием, используемым для сварки труб из ПЭВП.
- Пластины нагревателя должны быть чистыми и в рабочем состоянии. Они должны быть нагреты до надлежащей температуры в зависимости от типа сварки.
- Сварка встык/сварка плавлением – 400–450°F
- Socket Fusion: 490–510 °F
- Седло/боковина Fusion: 490°F — 510°F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- Трубы не должны иметь недопустимых порезов, выемок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное укрытие, чтобы избежать проблем с ветром и ненастной погодой.
- Сделайте S-образную кривую между витками при использовании змеевика и подождите несколько часов, пока втянутые трубы не оправятся от напряжения растяжения.
