Аргонодуговая сварка, подобна тонкой и крапотливой работе ювелира
На сегодняшний день имеется непрерывный рост требований к качеству изготовляемой продукции. Аргонная сварка применяется для удовлетворения практически всех запросов заказчиков в производстве разнообразных металлоконструкций, которые носят строительное и бытовое назначение.Аргонная сварка представляет собой технологический процесс, который построен на двух основных элементах — инертный газ аргон и вольфрамовый электрод. Главная функция инертного газа — оказывать защиту металлу от воздействия кислородной среды. В некоторых случаях вместо аргона можно использовать гелий. Однако данный газ имеет высокую стоимость, поэтому использоваться его не целесообразно.

Вы извлечете много пользы, из приручения аргонодуговой сварки
Настройка аппарата для аргонодуговой сварки
Перед тем, как перейти к выполнению сварочных работ, необходимо настроить аппарат для дуговой сварки аргоном.
- Подключаете кабель питания к однофазному источнику питания 230В, при этом следует убедиться, что розетка заземлена;
- Устанавливаете баллон с газом на устойчивую поверхность. Нужно убедиться, что он хорошо закреплен;
- Подсоединяете одной стороной газовый шланг к редуктору с манометром на баллоне, согласно инструкции, прилагаемой к редуктору. Другой конец шланги следует подсоединить к штуцеру горелки для аргонно-дуговой сварки с ручным клапаном.
- Подсоединяете массы к положительной клемме « + »;
- Подсоединяете провод горелки аргонно-дуговой сварки к отрицательной клемме « — »;
- Включаете аппарат при помощи клавиши на задней панели;
- Открываете газовый клапан на рукоятке сварочной горелки и зажигаете дугу. Для этого нужно поместить конец вольфрамового электрода на обрабатываемую поверхность. После этого медленно и плавно отвести его вверх на расстояние 3-6 мм.
Как осуществлять сварку в среде аргона, вольфрамовым электродом?
- Предварительно следует нагреть начальную точку на обрабатываемом изделии. Для этого нужно сделать пару круговых движений сварочным пистолетом. В итоге образуется наплавленный валик.
- Вольфрамовый электрод должен находиться на расстоянии 6 мм от поверхности металла. После того, как образовался наплавленный валик, нужно продолжать работу медленно и с постоянной скоростью. Таким образом, швы получаться одинаковыми по ширине и глубине провара.
- Как только сварочная ванна стала жидкой, следует отдалить сварочный пистолет и добавить материал, касаясь ванны присадочным прутком.
- Убираете пруток и опять подносите сварочный пистолет к сварочному шву.
- Повторять данную операцию необходимо с одинаковой скоростью для получения однородного сварочного шва.
Параметры режимов аргонодуговой сварки
Для осуществления дуговой сварки аргоном на высоком уровне, необходимо выбирать оптимальные режимы, благодаря которым будет обеспечиваться наиболее эффективное проведение процесса.
Технология сварки аргоном предполагает, что полярность и направление тока необходимо выбирать с учетом свойств свариваемого металла. Как правило, при работе с основными сталями и сплавами используется постоянный ток прямой полярности. При сварке магния, алюминия и бериллия необходимо устанавливать обратную полярность, так как достигается быстрое разрушение оксидной пленки.
Сварочный ток необходимо устанавливать в зависимости от марки и состава материалов, а также от полярности тока и диаметра вольфрамового электрода. Точные данные режимов для решения определенной задачи, выбираются из справочников.
Напряжение дуги находится в зависимости от ее длины, следовательно, работы нужно осуществлять при минимальной дуге и пониженном напряжении. Технология сварки в среде аргона показывает, что при увеличении длины дуги, повышается напряжение и ухудшается качество шва.
Расход инертного газа устанавливается так, чтобы образованный ламинарный поток полностью защищал провариваемые поверхности от окисления. Подробнее об установке необходимых режимов для проведения дуговой сварки в среде аргона можно узнать из специального видео.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.

Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Технология проведения сварки аргоном говорит о том, что сварщик должен быть одет в специальную одежду. Как правило, это брезентовый костюм: брюки, куртка, фартук и нарукавники.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.

Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
zavarimne.ru
описание метода, процесс выполнения, оборудование и материалы
Аргонодуговой сваркой называется процесс соединения металлических деталей в среде защитного газа (аргона), с использованием электрической дуги в качестве нагревательного источника.
Применение аргонодуговой сварки
Сварка аргоном – это технология формирования неразъемных соединений, используемая в настоящее время во многих отраслях промышленности, в коммунальном хозяйстве и быту. Результатом процесса являются высокопрочные, аккуратные и долговечные соединения металлических конструкций.
Аргоновая сварка применяется для соединения всех существующих металлов и сплавов, а том числе сталь, чугун, алюминий, титан. С ее помощью создаются герметичные швы, практически не требующие дополнительной обработки. Метод применяется при монтаже трубопроводов, сборке металлических конструкций разного типа и назначения не только на крупных производственных предприятиях, но и в небольших частных мастерских, автосервисах.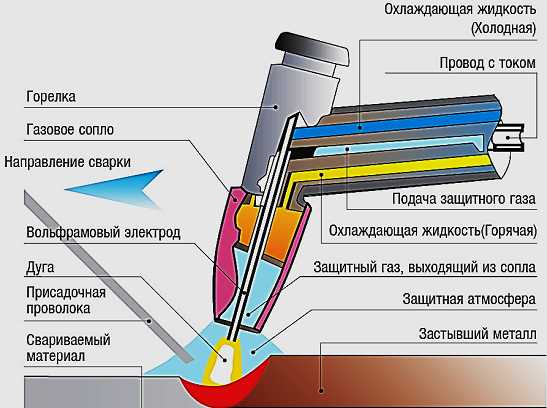
Основные преимущества метода
- Аргонная сварка – это универсальный процесс, применяемый в различных сферах для соединения деталей из любых металлов и сплавов.
- Стоимость технологического процесса достаточно низкая. При этом и сварное оборудование, и набор расходных материалов, и обучение имеют сравнительно невысокую цену.
- Легкость и простота выполнения соединения является также преимуществом метода. Аргон создает облако вокруг сварочной ванны, нивелирующее возможные ошибки начинающего сварщика, путем уменьшения вероятности образования пустот, трещин и других дефектов в зоне шва.
Выполнять соединения при помощи аргонодуговой сварки может человек без специального образования. Важно иметь хороший глазомер, терпение и желание получить в итоге процесса качественное соединение.
Оборудование и материалы
Аргонная сварка своими руками требует наличия определенного оборудования и материалов для выполнения сварочных соединений.
- Аппарат для сварки в среде защитных газов, в данном случае аргона. Это должно быть устройство, которое может сгенерировать оптимальную разницу потенциалов между катодом и анодом, в результате чего появится электрическая дуга, обладающая необходимой силой тока.
- Баллоны, наполненные аргоном или гелиево-аргонной смесью. Следует знать, что инертный газ или смесь газов закачивается в емкость под давлением, потому что транспортировка газообразного флюса в зону образованной сварочной ванны посредством шланга, выполняется по инерции.Чем больше показатель давления внутри баллона, тем лучше для процесса.
- Горелка сварочная – это сложная конструкция, в состав которой входит токопроводящий узел, связанный с ним электрод, форсунка, обеспечивающая поступление аргона в зону сварочной ванны. Все детали размещены в сравнительно небольшом корпусе.
- Плавкие и неплавкие электроды. При этом плавкий электрод является сразу и анодом, и катодом, и присадочным материалом. А неплавкий электрод функционирует как анод и катод. В этом случае, присадочным материалом является вводимая в зону сварочной ванны проволока.
- Желательно иметь небольшой опыт работы со сварочным оборудованием.
Технологический процесс
В процессе аргонодуговой сварки происходит формирование электрической дуги между электродом и поверхностью соединяемых деталей. Образованная дуга генерирует температуру, превышающую 5 000 градусов, под воздействием которой оплавляется присадочный материал (электрод или проволока) и кромки свариваемых конструкций.
Сварочная ванна при этом смещается вдоль зоны стыка соединяемых деталей. В результате происходит объединение кристаллических решеток заготовок и присадочного материала. Зона нагрева, непрерывно обдувается аргоном, который вытесняет атмосферный воздух.
Технологический процесс сварки аргоном имеет особенности, которые необходимо учитывать в процессе выполнения сварочного шва.
Разновидности сварочных технологий
Существует несколько технологических процессов, с помощью которых осуществляется соединение металлов.
- РАД – сварка: процесс выполняется вручную с использованием неплавящегося электрода и присадочной проволоки.
- ААД – сварка: автоматический процесс, выполняемый неплавящимся электродом и автоматически транспортируемым присадочным материалом.
- ААДП – сварка: автоматический способ сваривания плавящимся электродом, выполняющим роль присадочного материала.
Конструкционные особенности аппарата и приемы напрямую зависят от выбранной технологии. Сварщикам, работающим ручной сваркой, сложно управлять автоматическим оборудованием. Поэтому специалисты советуют определяться с выбором технологии на первом этапе обучения.
Выбор сварочной технологии зависит от того насколько часто и в каких объемах предполагается работать. Если в перспективе частые и объемные сварные работы, то лучше обучаться автоматической сварке. В другом случае удобнее будет ручной способ.
Подача присадочного материала
Аргонодуговая сварка предполагает автоматическую или ручную подачу присадочного материала в зону нагрева (сварочной ванны), зависит от метода выполнения соединений. Присадочным материалом могут быть плавящийся электрод или проволока. При этом очень важно соблюдать правильную очередность «дуга-проволока».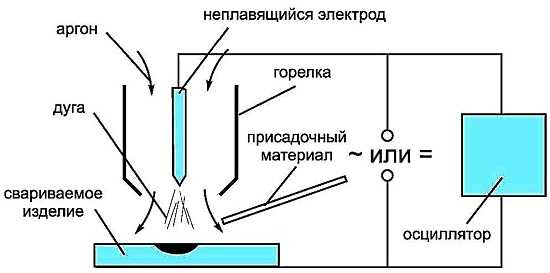
Проволока, расположенная перед дугой, даст в итоге высококачественное соединение. Шов получится прочным, надежным и аккуратным. Способ применяется при сварке тугоплавких и цветных металлов. Процесс заключается в введении присадочного материала перед электродом и зоной нагрева. Проволока смещается по ходу перемещения горелки.
При соединении стальных конструкций в ходе аргонодуговой сварки применяются разные способы введения присадочного материала. Сталь сравнительно легко плавится в отличие от цветных металлов и сплавов, имеющих оксидную пленку. В связи с этим при сварке стальных деталей проволока может располагаться перед электродом и сварочной ванной, и за горелкой.
При подаче присадочного материала не впереди сварочной ванны, а за горелкой, шов может получиться не аккуратным, с большим количеством дефектов.
stroitel5.ru
автоматический аппарат для сварки, технология
Сварка аргоном – выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Чтобы понять, что такое аргонодуговая сварка с ее особенностями и преимуществами, сначала нужно разобраться с физикой данного процесса. Для соединения металлических поверхностей их нужно нагреть. Нагрева без огня не бывает. А там, где огонь, там вступает в свои права кислород, находящийся в воздухе: происходит окисление. Сложные металлы или сплавы типа легированных сталей или цветных металлов окисляются намного сильнее, чем обычные металлы.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Принцип аргонодуговой сварки.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Классификация видов дуговой аргоновой сварки
Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода — сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины — роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Классификация сварки.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
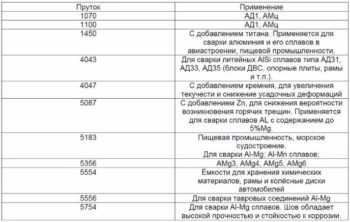
Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Правильная аргоновая горелка
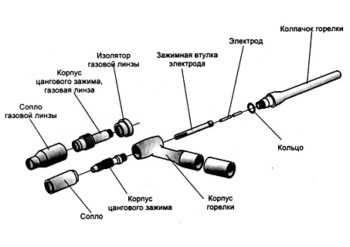
Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом

Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами — алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Этапы и правила ручной сварки в аргоне
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- Дуга должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
Режимы сварки в аргоне

Методы сварки — преимущества и недостатки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Аргонодуговая сварка в домашних условиях

Дефекты сварочных швов.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Варим в аргоне алюминий
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.
Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. Электроды – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Преимущества и недостатки аргонодуговой сварки
Недостатки аргонной технологии перечислить легко из-за их малочисленности:
- Непростое оборудование, требующее точной настройки.
- Метод требует практического опыта и поэтому недоступен новичкам. Но опыт – дело наживное, так что данный пункт можно назвать транзитным.
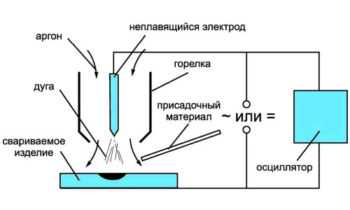
Схема аргонодуговой сварки.
Теперь преимущества:
- Высокое качество шва без примесей в результате эффективной защиты от воздействия вешней среды.
- Возможность варить заготовки самых разных, в том числе сложных, конструкций без их деформации. Это возможно из-за умеренного нагрева металла.
- Возможность варить однородные и разнородные металлы и сплавы, которые не поддаются сварке ни с одним другим способом сварки.
- Высокий темп работы вследствие использования дуги с высоким температурным режимом.
Как видно, преимущества и недостатки аргонных методов относятся к разным категориям. Если недостатки – вполне решаемые проблемы организационного характера, то преимуществами являются технологические эксклюзивные свойства, которых нет больше ни в одном другом способе. При таких преимуществах можно считать, что недостатков просто нет.
Желаем стабильного тока, ровной горелки и хороших заказов.
tutsvarka.ru
Полуавтоматическая сварка в аргоне
Один из перспективных способов выполнения неразъемных соединений различных металлов — сварка полуавтоматом в аргоне.
Именно данный тип сварки позволяет не только гарантировать качество шва, но и увеличить скорость выполнения работ.
Принцип полуавтоматической сварки в аргоне
Полуавтоматическая сварка является дуговой электросваркой, которая может выполняться в среде инертных газов. Чаще всего для этой цели применяют аппаратуру, вырабатывающую постоянный ток (в основном сварка выполняется при отрицательной полярности).
Особенности технологии:
- Для выполнения сварочных работ могут применяться плавящиеся или неплавящиеся (вольфрамовые, графитные, угольные) электроды. Для формирования шва используется порошковая или сплошная проволока, которая подается в зону сварки автоматически. Изменение скорости подачи, величины сварочного тока позволяет выбрать наиболее оптимальный режим выполнения работ.
- Для повышения качества сварного шва применяется полуавтоматическая сварка в аргоне, который выступает в качестве защитного инертного газа. Нередко применяется не чистый аргон, а его смесь с другими газами.
Что дает применение инертных газов?
Применение защитных газов позволяет решить несколько вопросов, которые характерны для сварки, которая выполняется в среде обычного атмосферного воздуха:
- Для большинства цветных металлов основным препятствием является быстрое их окисление при контакте с воздухом. Например, алюминий создает достаточно прочную и тугоплавкую пленку оксида, которая препятствует образованию прочного соединения. Применение обдува инертными газами позволяет вытеснить из сварочной зоны атмосферный воздух, что и препятствует возникновению оксидов, ухудшающих качество шва.
- Но кислород не единственное составляющее воздуха, способное ухудшить качество шва. Большую роль играет и присутствующий в нем в больших количествах азот, попадание которого в сварочную ванну приводит к появлению повышенной пористости металла шва. Это приводит к снижению прочности и других физических характеристик, именно применение инертных газов позволяет избавиться от влияния этого фактора.
При выполнении сварочных работ может применяться не только чистый аргон, но и смесь его с другими газами, например, с гелием.
Для того, чтобы добиться надежной защиты зоны сварки, удельная масса подаваемых инертных газов должна превышать массу кислорода не менее чем на 40%. Только при таких условиях возможно полное вытеснение воздуха от сварочной ванны.
Преимущества сварки в аргоне
Сварка полуавтоматом в аргоне имеет следующие плюсы:
- Существует возможность выполнять работы при небольших значениях сварочного тока, что требуется для сварки тонких металлов.
- При помощи такого оборудования можно выполнять наплавление металлов на значительно изношенные детали.
- Обдув инертными газами позволяет предотвратить образование токсичных соединений (пары, окислы), которые повышают опасность выполнения работ.
- Данный тип сварки предотвращает разбрызгивание расплавленного металла.
- Сварка в среде инертных газов уменьшает появление шлака, поэтому в большинстве случаев нет необходимости в последующей механической обработке шва.
Полуавтоматическая сварка с применением защитных газов может применяться при работе с алюминием, медью, другими цветными металлами, даже тугоплавкими (титан и другие). Существующее на сегодняшний день оборудование позволяет выполнять такие работы даже в бытовых условиях.
А наличие такой аппаратуры во многих мастерских свидетельствует о его надежности и эффективности.
steelguide.ru
Аргонодуговая сварка в среде аргона и двуокиси углерода деталей и узлов из малоуглеродистой стали и никеля
Назначение
Настоящая инструкция распространяется на ручную электродуговую сварку неплавящимся (вольфрамовым) электродом в среде аргона и двуокиси углерода деталей и узлов из малоуглеродистой стали, а также деталей из малоуглеродистой стали и деталей из никеля.
Инструкцией надлежит руководствоваться при проектировании, разработке частных технических условий на изделие (в части сварки), разработке технологических процессов, изготовлении, контроле и приемке сварных конструкций. Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технические условия на изделие по согласованию с главным технологом и представителем заказчика.
Инструкция предназначена для рабочих, технологов и работников ОТК.
Материалы, оборудование, приспособления, инструмент даны в Приложении.
Подготовка вспомогательных материалов и деталей к сварке
Присадочная проволока, поступающая на сварку, должна быть чистой и ровной.
Очистку присадочной проволоки от масла производить протиранием ее, смоченной в растворителе ветошью или промывая в баке с растворителем.
Очистку от ржавчины присадочной проволоки допускается производить механическим или химическим путем:
- при механическом способе очистку производить шлифовальной шкуркой;
- химическая очистка заключается в химическом травлении в течении 5-10 мин в 10-20 % водном растворе соляной кислоты с последующей промывкой в холодной воде и пассивировании в смеси водных растворов 8-15 % нитрита натрия и 1% кальцинированной соды в течение 10-15 минут и сушке при температуре 90-100° в течение 10-15 мин.
Подготовка двуокиси углерода к сварке заключается в удалении из баллона воды. Воду удалять следующим образом:
- опрокинуть баллон вентилем вниз, выдержать в течение 15-20 мин и выпустить воду, соблюдая предосторожность при открывании вентиля;
- установить баллон в нормальное положение и выдержать 15-20 мин, чтобы произошло спокойное отстаивание двуокиси углерода;
- открыть вентиль и выпустить из верхней части баллона газ с повышенным содержанием примесей;
- подготовленный таким образом газ допускается применять в качестве защитной среды при сварке.
Кромки деталей, поступающих на сварку, должны быть очищены от масла, ржавчины, окалины, краски и других загрязнений, а так же от защитных покрытий с обеих сторон на ширину 15-20 мм от зоны сварки.
Масло и различные жировые загрязнения следует удалять протиранием кромок деталей чистой ветошью, смоченной в растворителе или промывая детали в банке с растворителем.
Следы ржавчины, окалины, краски, а так же защитные покрытия с кромок деталей удалять механическим путем стальной проволочной щеткой или шлифовальной шкуркой.
Сборка, сварка
Сборку деталей под сварку производить в сборочных приспособлениях или без них в зависимости от сложности сборки.
При сборке зазор между деталями в стыковых и тавровых соединениях не должен превышать 15% от толщины материала, в соединениях с отбортовкой кромок при толщинах деталей 1-3 мм зазор соответственно не должен превышать 0,5-1,0 мм.
После сборки, в случае необходимости, приступают к прихватке. Ориентировочное расстояние между прихватами для прямолинейных продольных швов – 30-60 мм.
Перед началом сварки необходимо:
- проверить плотность соединений в газовых и водяных коммуникациях;
- установить заданный технологический режим;
- включить подачу аргона и двуокиси углерода, выждать 20-30 сек до полного вытеснения воздуха из шлангов и обдуть место сварки газом.
Для уменьшения разбрызгивания расплавленного металла сварку вести возможно короткой дугой.
Рекомендуется сварку вести без перерыва. При возобновлении сварки после вынужденного обрыва дуги окончание шва следует перекрывать на 15-20 мин.
В процессе сварки необходимо периодически очищать сопло горелки от брызг расплавленного металла, а также производить зачистку и своевременную замену вольфрамового электрода.
Для обеспечения более надежной защиты расплавленного металла, сварку следует вести «углом назад». Угол наклона горелки к вертикальной оси – 5-15°.
Сварка может производиться справка налево, слева направо от себя и на себя.
При сварке угловых и тавровых соединений горелку располагать с наклоном к вертикальной стенке изделия до 30-45°.
Присадочный материал подавать под прямым углом к электроду.
В процессе эксплуатации аппаратуры необходимо производить перезарядку предредукторного осушителя за счет смены силикагеля.
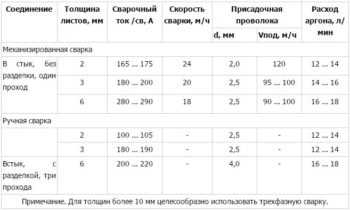
Режимы сварки приведены в таблице 1.
Примечание — Допускается вести сварку деталей (узлов) в среде аргона, без добавление двуокиси углерода, если толщина одной из свариваемых деталей не превышает 1,0 мм.
Сварные узлы и детали проходят контроль ОТК внешним осмотром согласно раздела «Контроль качества сварных соединений» настоящей ТИ.
| № п/п | Толщина свариваемых деталей, мм | Диаметр вольфрамового электрода, мм | Сварочный ток, А | Расход газа, л/мин | |
|---|---|---|---|---|---|
| Аргон | Двуокись углерода | ||||
| 1 | 0,6-0,8 | 1,6-2,0 | 30-50 | 6-8 | 0,6-0,8 |
| 2 | 1,0 | 1,6-2,0 | 40-60 | 6-8 | 0,6-0,8 |
| 3 | 1,2 | 1,6-2,0 | 40-60 | 6-8 | 0,6-0,8 |
| 4 | 1,5 | 2,0-3,0 | 50-80 | 6-8 | 0,6-0,8 |
| 5 | 2,0 | 2,0-3,0 | 60-90 | 8-10 | 0,8-1,0 |
| 6 | 2,5 | 3,0-3,5 | 90-140 | 10-12 | 1,0-1,2 |
| 7 | 3,0 | 3,0-4,0 | 100-150 | 10-12 | 1,0-1,2 |
Контроль качества сварных соединений
Контроль наружных дефектов в сварных швах и околошовной зоне выполняется внешним осмотром непосредственно после сварки.
Примечание — Другие методы контроля применить в соответствии с техническими условиями на изделие.
Внешнему контролю подвергается все 100% сварных узлов.
Осмотр сварных швов производится по всей их длине по возможности с обеих сторон.
Разбраковка сварных швов производится по нижеследующей таблице 2.
| Наименование дефекта | Причина дефекта | Результат разбраковки |
|---|---|---|
| Непровары | Грязные кромки. Малый ток. Большая скорость сварки и др. | Не допускаются. Устраняются повторной сваркой |
Поры и вольфрамовые включения, выходящие на поверхность сварных швов:
| Высокое содержание влаги в двуокиси углерода. Неправильные режимы сварки. Загрязненные кромки. Недостаточная газовая защитная и др. |
|
| Прожоги | Большой ток. Малая скорость сварки и др. | Не допускается. Устранить подваркой |
| Трещины в шве и околошовной зоне | Неправильная сборка. Марка присадочного материала не соответствует указанной в разделе и др. | Единичные трещины суммарной длиной более 10% протяженности шва не допускаются. После механической разделки кромок трещины заварить. Трещины суммарной длиной более 10% протяженности шва не исправляются. Брак |
| Незаваренные кратеры | Обрыв дуги | Не допускаются. Устраняются подваркой |
Наплывы на основной металл:
| Нестабильная скорость сварки |
|
Волнистость сварного шва:
|
| |
Проплавление основного металла с обратной стороны от сварки в нахлесточном или тавровом швах:
|
|
Примечания:
- Перед повторной заваркой дефективные места должны быть зачищены до металлического блеска.
- Концы допускаемых к исправлению трещин, рекомендуется засверлить, в целях их дальнейшего нераспространения, а сами трещины разделать под сварку механическим путем.
- Допускается подварка дефектных мест не более 2-х раз.
- В сварных узлах, к которым предъявляются требования по герметичности, допускается на 100 мм шва не более одной неглубокой поры, при условии герметичности сварного шва.
Материалы, оборудование, приспособления, инструмент
- Электроды – пруток лантанированного вольфрама по ТУ 48-19-27-72.
- Проволока стальная сварочная марки СВ-08ГС или СВ-08Г2С ГОСТ 2246-70.
- Аргон газообразный высший сорт или первый сорт ГОСТ 10157-73.
- Двуокись углерода жидкая сварочная ГОСТ 8050-76.
- Бензин авиационный ГОСТ 1012-72.
- Ацетон технический ГОСТ 2768-69.
- Кислота соляная техническая ГОСТ 1382-69.
- Нитрит натрия техническая ГОСТ 19906-74.
- Сода кальцинированная техническая ГОСТ 5100-73.
- Силикагель ГОСТ 5354-74.
- Ветошь ГОСТ 5354-74.
- Шкурка шлифовальная водостойкая № 12-4 ГОСТ 10054-75.
- Выпрямитель сварочного тока типа ВКСМ-1000 или сварочный преобразователь типа ПС-300, ПС-500, ПСМ-500 и др.
- Балластный реостат типа РБ-300 или РБ-300-1.
- Специальная сварочная горелка с двойным соплом (для сварки по схеме 1), сварочная горелка типа АР-3, АР-3Б, АР-75 (для сварки по схеме 2) или других типов.
- Предредукторный осушитель газа (в качестве осушающего реагента – силикагель).
- Электрический подогреватель газа на 36 В.
- Кислородный редуктор типа РК-39, РК-47, РК-53 или других типов.
- Ацетиленовый редуктор типа РА-50 или других типов.
- Ротаметр марки РМ-П ГОСТ 13045-67.
- Электромагнитные клапаны для автоматической подачи углекислого газа и аргона типа КГЭЗ-24.
- Рукава резиновые напорные с текстильным каркасом для подачи защитных газов и воды в горелку ГОСТ 18698-73.
- Защитный шлем-маска с набором защитных сварочных стекол ГОСТ 12.4.035-78.
- Вытяжная вентиляция.
- Сборочно-сварочные приспособления.
- Стальная проволочная щетка.
- Набор гаечных ключей.
- Смеситель газов для сварки по схеме 2.
- Штангенциркуль ГОСТ 166-73.
- Бензин А-76 ГОСТ 2084-77 и «Галоша» ТУ 38-401-67-108-92.
weldworld.ru
Сварка аргоном своими руками
Детали и конструкции из нержавеющих, медных и алюминиевых, легированных сплавов, различные иные цветные металлы, невозможно сварить обычным способом. Иногда случаются различные ситуации, когда нужно сварить нержавеющие трубы, алюминиевые детали для автомобиля и т. п. В таких моментах нужна специальная сварка – аргонодуговая.

Методика и общие положения
Сварка в среде аргона сочетает в себе дуговую и газовую сварки. От электросварки здесь присутствует электрическая дуга, а от газовой – наличие газа и принцип работы.
Появляется закономерный вопрос, для чего присутствие аргона? Потому, что в процессе работы цветные и легированные стали контактируя с воздухом из окружающей среды начинают окисляться. Сварной шов выходит слабым, пористым, а при контакте алюминия с воздухом происходит возгорание. Для защиты металла от негативного воздействия различных факторов приходится использовать инертный газ аргон. Так как масса этого газа больше массы воздуха, то он свободно вытесняет кислород из области сварки, при этом надежно защищает рабочую зону от всех влияний окружающей среды. Подачу газа в область сваривания деталей начинают за 20 сек., прекращают спустя 7 – 10 секунд окончания работы. В процессе сварки используя обратную полярность из молекул аргона выделяются электроны, превращая сварочную среду в электропроводную плазму. Из-за этой особенности газа применяют тугоплавкий электрод из вольфрама.
Сварка аргоном для начинающих
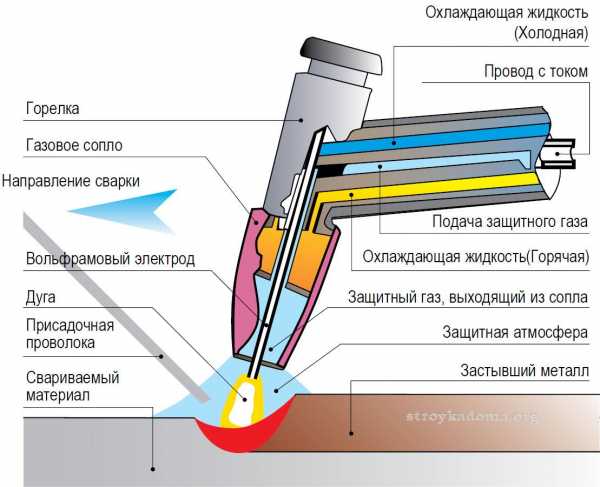
Рассмотрим технологию сварки аргоном:
- вокруг вольфрамового электрода закрепляют сопло из керамики, из него подается аргон;
- по таблицам подбирается присадочный пруток, материал аналогичен свариваемым элементам;
- свариваемые поверхности зачистить от окисления, грязи, жира;
- подается «масса» к свариваемой детали, присадочный пруток подается отдельно;
- в рабочую руку берем горелку во вторую присадочную проволоку, за 20 секунд до начала работы начинаем подавать газ;
- сила тока устанавливается исходя из характеристик свариваемых металлов;
- сопло горелки подводится на расстояние до 2 мм к присадочной проволоке;
- прекращать подачу газа спустя 4 – 7 секунд после прекращения сварки.
Режимы сварки аргоном
Для получения высококачественного шва при сварке в среде аргона нужно правильно выбрать режим. Для каждого материла необходимо отдельно подбирать режим. Он зависит, от химического состава метала и толщины свариваемых деталей.

Сварка алюминия
Расплавление алюминия происходит при температуре 650 °C, а оксидной пленки 2000 °C поэтому сварка обычным способом невозможна. В связи с этим выполняют сварку алюминия аргоном на обратной полярности. При этом способе ионы аргона начинают атаковать поверхность металла, создавая электропроводную плазму для более быстрого разрушения оксидной пленки.

Сварка нержавеющей стали
Металл обладает высокими антикоррозийными свойствами и высокой степенью прочности. Из-за своих особенных свойств сталь требует специальных методов обработки. Поэтому производят сварку нержавейки аргоном. Этот процесс очень сложен и трудоемок, а связи с этим этот вид работ для начинающих не по силам. Основная проблема этого процесса растекание металла. К сварке нержавейки аргоном надо подходить очень внимательно. Например: присадочный пруток должен иметь более высокую степень легирования, а электрод горелки — тугоплавким.
Преимущества и недостатки
Технология сварки аргоном, как и все остальные, имеет преимущества и недостатки.
Достоинства
- зона сварки защищена от влияния окружающей среды, что придает шву прочность;
- материал практически не нагревается, что позволяет сваривать детали сложной конструкции, не деформируя их;
- высокая скорость выполнения работ;
- можно сварить металлы, которые иным методом не сваришь.
Недостатки
- сложное и дорогостоящее оборудование, необходима точная настройка;
- выполнение сварочных работ требует опыта.
Эта технология сварки обеспечивает высококачественный шов, что особенно важно при работе с тонким металлом.
stroykadoma.org
СВАРКА в среде АРГОНА — Мои статьи — Каталог статей
Аргонодуговая сварка
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия
РАД – ручная аргонодуговая сварка неплавящимся электродом,
ААД – автоматическая аргонодуговая сварка неплавящимся электродом,
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
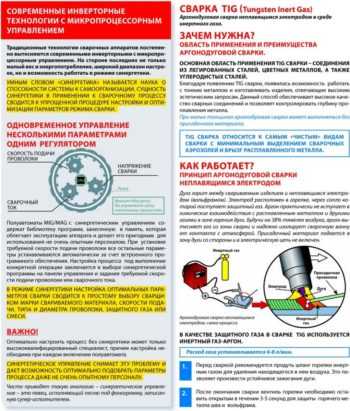
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв ≈ 100А.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Рисунок. Аргонодуговая сварка неплавящимся электродом, схема процесса
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
При сварке на постоянном токе на аноде и катоде выделяется неодинаковое количество тепла. При токах до 300А 70% тепла выделяется на аноде и 30% на катоде, поэтому практически всегда используется прямая полярность, чтобы максимально проплавлять изделие и минимально разогревать электрод. Все стали, титан и другие материалы, за исключением алюминия, свариваются на прямой полярности. Алюминий обычно сваривается на переменном токе для улучшения разрушения оксидной пленки.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Аргоновая сварка плавящимся электродом используется при сварке нержавеющих сталей и алюминия. Однако объем ее применения относительно невелик.
Недостатки аргонодуговой сварки
Недостатками аргонодуговой сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов.
metalist37.3dn.ru