схема и описание, как сделать своими руками
Содержание:
- Что это такое
- Особенности
- Принцип
- Разновидности
- Как собрать сварное оборудование
- Интересное видео
На сегодняшний день разработано множество способов сваривания разных видов металла, в результате которых можно получить прочный и ровный шов. К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
Конденсаторная сварка пользуется высокой популярностью в промышленности, также его часто применяют в бытовых условиях. При помощи него можно производить сваривание мелких деталей, которые выполнены из алюминия, меди. Но все же перед тем как приступать к выполнению этой технологии стоит рассмотреть важные особенности и характеристики.
Что это такое
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Особенности
Конденсаторная сварка своими руками позволяет осуществлять сваривание изделий из цветных металлов в домашних условиях. Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Востребованность конденсаторного сварочного процесса связана со следующими положительными особенностями:
- точечный сварочный процесс отличается низкой энергоемкостью и небольшими нагрузками, оказываемыми на электросеть;
- этот метод сваривания имеет высокую производительность;
- во время сварки снижается термическое воздействие на соединяемые поверхности.
 Благодаря этому можно соединять небольшие металлические элементы;
Благодаря этому можно соединять небольшие металлические элементы; - этот метод может работать с конструкциями, у которых очень тонкие стенки. А вот при проведении других сварок они сильно деформируются.
Стоит отметить! Главное достоинство конденсаторного сварного процесса состоит в простоте его проведения. Качественные и прочные швы смогут выполнить даже неопытные сварщики.
В основе схемы конденсаторной сварки лежит изменение энергии электрических зарядов, которые скапливаются на конденсаторах, в состояние тепловой энергии. Когда электроды соприкасаются, возникает разряд, и все это приводит к образованию электрической дуги краткого действия. Благодаря выделяемому теплу металлические кромки расплавляются, и в результате образуется сварной шов.
При проведении конденсаторного сварочного процесса наблюдается подача тока на область сварного электрода. Они имеет вид кратковременного импульса с высоким показателем мощности. Он образуется за счет установки в сварочные приборы конденсаторов с большим объемом емкости.
Все эти особенности конденсаторного сварочного процесса позволяют сварщику добиться следующих положительных условий:
- на термическое нагревание изделий из металла требуется гораздо меньше времени. Это представляет особую ценность для производителей электронных деталей;
- ток, который применяется для соединения элементов, имеет высокую мощность. Именно за счет этого свойства швы получаются прочными и ровными.
Принцип
Самодельная конденсаторная сварка является востребованной технологией, которая позволяет быстро проводить соединение разных небольших деталей в домашних условиях. Она имеет простое проведение, поэтому ее могут применять даже новички и специалисты среднего класса.
Работа точечной сварки из конденсаторов основывается на следующих особенностях:
- При сварке заготовки зажимаются при помощи двух электродов, на которые поступает кратковременный ток.
- Затем между ними образуется дуга, она прогревает металл, что приводит к его расплавлению.

- Сварочный импульс начинает действовать через 0,1 секунды. Он образует общее ядро расплавки для всех элементов заготовок, которые свариваются.
- Даже после того, как перестает действовать импульс, детали дальше сжимаются от давления.
- В итоге образуется прочный и ровный шов.
Разновидности
Всего выделяют несколько типов конденсаторной сварки. Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Точечная
Точечная сварка на конденсаторах осуществляется по принципу контактной технологии. Во время ее проведения создается короткий импульс тока, который быстро расплавляет металл и сваривает элементы.
Эта разновидность сварки считается популярной. Ее применяют во многих отраслях производства. Конденсаторная точечная сварка может проводиться в бытовых условиях своими руками. При помощи этого способа можно сварить компоненты с разным показателем толщины.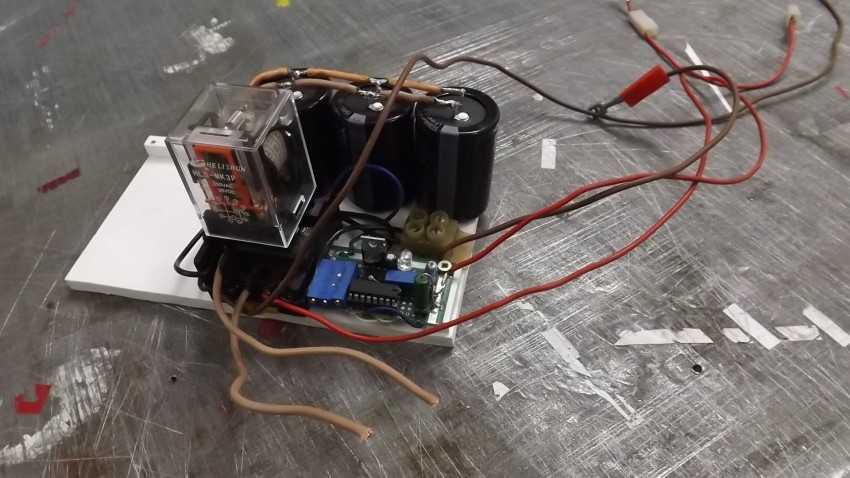
Роликовая
Роликовый конденсаторный сварочный процесс производится по тому же принципу, что и точечная технология, но готовые «точки» частично перекрываются между собой. Соединение обладает герметичной структурой, через него не проходит влага и частички пыли.
Обратите внимание! Роликовая сварка с использованием конденсаторов применяется в промышленности. Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Ударная
Ударно-конденсаторная сварка осуществляет сваривание отдельных металлических компонентов, которые формируют цельную конструкцию. Электричество поступает к месту сваривания, оно имеет вид кратковременного удара. Данная технология уменьшает длительность сварных операций до 1,5 м/с.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током — 4 штуки. Показатель мощности — не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. — 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов. Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование.
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Интересное видео
Конденсаторная сварка
В отдельную разновидность контактного способа сварки принято выделять сварку конденсаторную. Ее отличие в том, что оборудование в процессе работы получает питание токами, производимыми специальной батареей электроконденсаторов. Длительность такой сварки может измеряться совсем коротким промежутком времени до тысячных долей секунды. Широкое применение данный способ получил при обработке самых малых и даже микроскопических изделий для изготовления электронной техники и всевозможных приборов.
Ее отличие в том, что оборудование в процессе работы получает питание токами, производимыми специальной батареей электроконденсаторов. Длительность такой сварки может измеряться совсем коротким промежутком времени до тысячных долей секунды. Широкое применение данный способ получил при обработке самых малых и даже микроскопических изделий для изготовления электронной техники и всевозможных приборов.
Применение конденсаторной сварки
Сущность всех технологий сваривания аккумулированной энергией состоит в производстве кратких по продолжительности сварочных процессов за счет электроэнергии, аккумулирующейся приемником соответствующего типа. Он разряжается на заготовку в ходе сварочной операции с непрерывной подзарядкой. Из четырех существующих вариантов сварки при помощи запасенной энергии широкое применение на практике нашлось главным образом для конденсаторной сварки, цена которой наиболее доступна.
Аккумулирование энергии от сетей электропитания в данном способе сварки осуществляется в конденсаторных батареях, после чего накопленная таким образом энергия расходуется на проведение сварочных операций в кратчайший временной интервал. По типу разрядки конденсаторов выделяют два основных подвида такой сварки: с разрядкой прямо на обрабатываемую деталь (бестрансформаторный вид) либо с разрядкой на первичную обмотку трансформатора (трансформаторный). Применяя аппараты конденсаторной сварки с прямой разрядкой конденсаторов, целесообразно производить стыковое соединение тонких стержней либо проволок различных толщин, выполненных из разнородных материалов, например: никель с вольфрамом или молибденом, медь с константаном и т.п.
По типу разрядки конденсаторов выделяют два основных подвида такой сварки: с разрядкой прямо на обрабатываемую деталь (бестрансформаторный вид) либо с разрядкой на первичную обмотку трансформатора (трансформаторный). Применяя аппараты конденсаторной сварки с прямой разрядкой конденсаторов, целесообразно производить стыковое соединение тонких стержней либо проволок различных толщин, выполненных из разнородных материалов, например: никель с вольфрамом или молибденом, медь с константаном и т.п.
Примером такого оборудования может служить аппаратура для ударно-конденсаторной сварки. При ее производстве окончания конденсаторных обкладок подключены прямо к соединяемым элементам. Причем одна из них имеет жесткое крепление, в то время как другой предоставлена возможность перемещения посредством направляющих. С освобождением защелки, с помощью которой удерживается заготовка, она от действия специальной пружины начинает активно передвигаться навстречу неподвижной детали и ударять ее. Благодаря запасенной конденсаторной батареей энергии до соударения элементов образуется значительный разряд дуги, оплавляющий торцы как одной, так и другой заготовки. В процессе соударений от воздействия осадочных усилий элементы образуют между собой сварное соединение.
Благодаря запасенной конденсаторной батареей энергии до соударения элементов образуется значительный разряд дуги, оплавляющий торцы как одной, так и другой заготовки. В процессе соударений от воздействия осадочных усилий элементы образуют между собой сварное соединение.
Схемой конденсаторной сварки по второму варианту предусмотрено разряжение конденсаторной батареи на первичной трансформаторной обмотке. Этот способ эффективен при проведении шовного либо точечного процесса сварки. Силу сварочного тока регулируют, изменяя емкость батареи конденсаторов, а также напряжение, до достижения которого необходима их зарядка.
К преимуществам процесса конденсаторной контактной сварки относят малую мощность ее энергопотребления от электросетей при равномерной сетевой загрузке. Длительность действия сварочного импульса тока с потребляемой мощностью минимальны, а диапазон соединяемых толщин материалов начинается с 0,005 миллиметра. Изменяя напряжение зарядки с емкостью конденсаторной батареи, можно точно дозировать энергию, расход которой необходим на каждую сварку. Причем небольшой по времени период протекания токов не снижает высокую их плотность. При этом свариваемые заготовки могут иметь самую разную форму. Конденсаторным сварочным процессом в промышленности соединяют элементы оптической аппаратуры, авиационной техники и электроизмерительных приборов, ее используют в производстве часов, радиоприемников, радиоламп, телевизоров и многого другого.
Причем небольшой по времени период протекания токов не снижает высокую их плотность. При этом свариваемые заготовки могут иметь самую разную форму. Конденсаторным сварочным процессом в промышленности соединяют элементы оптической аппаратуры, авиационной техники и электроизмерительных приборов, ее используют в производстве часов, радиоприемников, радиоламп, телевизоров и многого другого.
Оборудование для конденсаторной сварки
Выпускают несколько вариантов аппаратов для осуществления конденсаторной сварки: точечной, встык или шовной. Оборудование для сварки шовной разновидностью данного способа производится с электронной системой манипулирования процессами разрядки и зарядки конденсаторной батареи. Эти аппараты позволяют соединять детали из цветных и черных металлов различных толщин. Стыковая конденсаторная обработка требует наличия у аппаратов возможности сваривания сопротивлением проволок металлов либо их сплавов разного рода с большим диапазоном диаметров. В точечном и шовном процессах сварки применяют трансформаторный способ, а для стыкового – бестрансформаторный.
В точечном и шовном процессах сварки применяют трансформаторный способ, а для стыкового – бестрансформаторный.
Оборудование для конденсаторной сварки производится в разных размерах и включает как самые маленькие аппараты, предназначенные для соединения деталей, не видимых невооруженных глазом, так и мощные машины с большими сварочными токами. Сварка этим способом предполагает довольно жесткий режим, необходимый для нагрева свариваемого изделия всего за один импульс краткого действия. В положении зарядки переключателя конденсатор достигает нужного напряжения. Затем переключатель переводится в противоположную позицию, а конденсатор посредством контактного сопротивления соединяемых заготовок разряжается. При этом происходит образование импульса тока большой мощности, разогревающего участок контакта деталей до необходимой для сварки температуры. Через точечные контакты на изделие подается напряжение от конденсатора. Посредством механического напряжения, поступающего на заготовку через электроды, обеспечивается должное прижимание друг к другу соединяемых поверхностей.
Основное применение этот способ сварки нашел в обработке металлов и сплавов самых малых толщин. Наиболее целесообразен он для изделий из алюминия и нержавеющей стали, а также позволяет комбинировать соединяемые металлы в разнообразных вариантах. Работы с такими поверхностями требуют большой плотности токов с очень малой продолжительностью процесса. Образующееся в этом случае тепло выделяется через основание приварного крепежа для конденсаторной сварки в ходе протекания тока при контактировании соединяемых поверхностей. Выступающий конец крепежа, расплавляясь, испаряется, а между привариваемыми элементами образуется облако плазмы. В нем формируется электрическая дуга, занимающая собой промежуток между деталями с равномерным расплавлением их поверхностей. В доли секунд, который занимает этот процесс, пружина сварочной машины толкает шпильку для конденсаторной сварки с вдавливанием ее в расплавленный металл. Таким образом приварной крепеж надежно скрепляется с листом металла без его повреждений и прожогов.
Многие процессы конденсаторного способа сварки автоматизированы и не требуют от сварщика высокой квалификации. А ее экономичное энергопотребление при хорошей производительности работ эффективно для массовых монтажных работ.
для автомобильной промышленности
12 авг 2021
Опубликовано Yuktee Admin Аппараты для проекционной сварки 0 комментариев
Конденсаторно-разрядная (CD) рельефная сварка — это самый быстрый способ контактной рельефной сварки. Это экономичная альтернатива различным традиционным сваркам сопротивлением. Как следует из названия, он использует конденсаторы для подачи питания на свариваемые детали. Передача энергии происходит за миллисекунды. При этом батарея конденсаторов заряжается до заданного напряжения. Затем он разряжается через импульсный трансформатор. Машине требовалась энергия только для зарядки батареи конденсаторов; потребляемая мощность очень мала по сравнению с другими процессами контактной сварки. Время сварки очень короткое (в основном от 3 до 12 миллисекунд). Короткое время сварки приводит к незначительному почернению, нагреву свариваемых деталей.
Время сварки очень короткое (в основном от 3 до 12 миллисекунд). Короткое время сварки приводит к незначительному почернению, нагреву свариваемых деталей.
Такие особенности, как сварка с малым искажением, высокая скорость производства, способность сваривать разнородные металлы и материалы с высоким содержанием углерода, делают этот вид сварки разумным выбором, используемым в самых разных отраслях промышленности.
Почему автомобильная промышленность использует проекционную сварку CD?
Конденсаторно-разрядная (CD) проекционная сварка широко используется в автомобильной промышленности. Если говорить о преимуществах использования CD-проекционной сварки в автомобилестроении, то стоит принять во внимание несколько преимуществ, таких как сварные швы без деформации, обесцвечивания, деформации поверхности. Эта форма сварки также поддерживает допуски механических деталей. Используя сварку CD, сваренные автомобильные детали не нуждаются в очистке или отделке, их можно собирать напрямую, что экономит много времени и усилий. Если говорить о затратах на сварку и ее эффективности, то этот вид сварки по-прежнему лидирует. Он имеет низкую стоимость эксплуатации и требует меньше энергии для работы. Давайте посмотрим на другие причины, по которым он широко используется в автомобильной промышленности.
Если говорить о затратах на сварку и ее эффективности, то этот вид сварки по-прежнему лидирует. Он имеет низкую стоимость эксплуатации и требует меньше энергии для работы. Давайте посмотрим на другие причины, по которым он широко используется в автомобильной промышленности.
Основные преимущества и области применения рельефной сварки CD
- Проекционную сварку CD можно использовать для различных автомобильных компонентов.
- Обеспечивает стабильность подачи тока. Эта особенность делает его более надежной формой сварки.
- Обеспечивает подачу высокого тока за короткое время. Эта особенность делает ее самой быстрой формой рельефной сварки.
- Может использоваться для приваривания автомобильных гаек, болтов, шайб и т. д.
- Используется для сварки горячештампованных деталей, поэтому отвечает особым требованиям к сварке деталей.
- Применяется для сварки деталей амортизаторов, топливных баков, герметичных швов.
- С помощью этой сварочной формы возможна сварка вблизи термочувствительных деталей.

- Как мы упоминали ранее, лучше всего, когда ваша цель — энергосбережение.
- Не требует системы водяного охлаждения из-за короткого времени сварки.
Артек Преимущество
Когда речь идет о сварочных аппаратах с конденсаторным разрядом, мы являемся лидерами отрасли, поставляя превосходные сварочные аппараты для различных отраслей промышленности. Наши аппараты проекционной сварки CD полностью цифровые и основаны на микроконтроллерах. Комплексная 8-кратная предустановленная программа сварки делает этот сварочный аппарат более удобным и интеллектуальным. Когда вы меняете программу, параметры аппарата автоматически настраиваются, чтобы обеспечить безошибочную и беспроблемную сварку. Контроль качества сварки возможен с помощью наших сварочных аппаратов CD. Вы можете проверить пиковый ток, среднеквадратичное значение тока, пиковое время и половину пикового времени для каждого сварного шва. Возможность установки допустимого диапазона для пикового тока облегчает обеспечение качества в режиме онлайн. Он также имеет 4-кратную глубокую энергонезависимую историю сбоев с отметками времени.
Он также имеет 4-кратную глубокую энергонезависимую историю сбоев с отметками времени.
Список особенностей аппаратов для сварки конденсаторным разрядом Artech длинный. Если вы заинтересованы в наших сварочных аппаратах, сейчас самое подходящее время, чтобы связаться с командой наших экспертов, чтобы разместить оптовые заказы. Наши специалисты поймут ваши требования к сварке и предложат лучшие сварочные аппараты для упрощения ваших производственных процессов.
Переходите к лучшей сварке с Artech Welders!
ОБСУДИТЬ
ТЕГИ: Сварка с конденсаторным разрядомСварка с конденсаторным разрядомпроекционная сваркапроекционная сваркааппараты проекционной сварки
CDi 2302 | ОБД | HBS
Разряд конденсатора (CD)
Мягкая сталь Нержавеющая сталь Латунь Алюминий
От M3 до M8 (M10) — от #4 до 5/16 дюйма (7/16 дюйма)
Описание
Непревзойденный новый блок питания
- С эффективной технологией зарядки инверторных конденсаторов
- Огромная экономия времени и энергии (на 30 % меньше энергии!) благодаря зарядному напряжению 220 В
- Простое управление и минимальный вес (на 20 % легче предыдущей модели)
- Чрезвычайно долгий срок службы благодаря надежной и функциональной промышленной конструкции
Высочайший уровень качества и безопасности
- IP 23 — Максимально возможная защита в своем классе
- Зарегистрировано формирование конденсаторов — Контроль качества для постоянного качества конденсаторов посредством автоматизированного формирования
- Противоударная конденсаторная батарея — Отсутствие контакта конденсаторов с корпусом устройства; поэтому искровое перекрытие (короткое замыкание) невозможно!
- Охлаждающий канал — Защищает электронные компоненты от загрязнения.
 Идеальное охлаждение инвертора, заряжающего ПК. плата для циклов высокой последовательности.
Идеальное охлаждение инвертора, заряжающего ПК. плата для циклов высокой последовательности.
