Сварка черного металла аргоном:режимы,технология
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.

Сварка черного металла
Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.

Сварка листового черного металла аргоном
Преимущества
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;

Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.
Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов. для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.

Проволока сварочная Св-08Г2С и электроды
В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Технология сварки металла аргоном
Сначала происходит подготовка металла, где нужно зачистить края, которые будут непосредственно свариваться. Также желательно убрать масляную пленку, если она имеется на поверхности.

Подготовка металла перед сваркой
Затем нужно выложить флюс на поверхность, если при прогреве металл будет терять какие-либо важные элементы состава, и выставить оборудование на заданные параметры работы. Затем можно приступать к сварке. Для этого требуется подвести источник энергии и присадочный материал к месту начала шва и зажечь дугу. После образования сварочной ванны следует вести ее далее до самого конца, постепенно подавая проволоку. Желательно не прерывать данный процесс, чтобы шов имел одинаковую консистенцию.
«Важно!
Шлак следует оббивать только после полного остывания, чтобы не навредить качеству шва.»
Контроль качества
Чтобы убедится, что процесс прошел нормально, следует проконтролировать результат. Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
svarkaipayka.ru
Сварка аргоном черного металла. Технология сварочного процесса.

Содержание статьи
Особенности сварки аргоном
Главная сложность, которая возникает в процессе работы – кипение сварочной ванны. Это происходит по причине того, что металл недостаточно разогревается. Для того, чтобы избежать этого негативного явления, нужно верно выбрать присадочный материал, а также использовать флюс, благодаря которому заготовленная деталь лучше будет плавиться. Выполнив все эти требования, вы значительно упростите себе работу и в итоге получите хороший шов.
На заметку! Весь производственный процесс должен выполняться в соответствии с ГОСТом 14771-76.

Достоинства
Если сваривать заготовки из черного металла при помощи аргона в соответствии со всеми рекомендациями, то в результате можно получить максимально качественное соединение. Отметим основные плюсы:
- процесс несложный и недлительный по времени,
- образовавшиеся в итоге сварки электродом швы, могут быть пригодны практически в каждой сфере,
- дуга зажигается быстро и легко,
- за счет применения длинной проволоки, любой шов может выполняться непрерывно,
- сами металлические изделия можно подогреть газом горелки.

Недостатки
Несмотря на большое количество достоинств, выделяется и ряд минусов:
- tig сварка – достаточно затратный процесс, если сравнивать с обычной дуговой, то стоимость первой будет больше в 10 раз,
- поскольку применяется газ, работа – небезопасна,
- возникает риск того, что сварочная ванна может вскипеть и в результате металл будет разбрызгиваться в разные стороны, что чревато попаданием на незащищенные участки тела и качество соединения будет значительно хуже,
- могут возникнуть трудности с поиском некоторых материалов, необходимых для таково вида сварки.
Однако все описанные недостатки станут незначительными по сравнению с тем, какого качества соединение может получиться у вас в итоге. К тому же, если подойди к процессу ответственно, то подобных недочетов и вовсе можно избежать.

Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке. Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются. Большинство профессионалов советуют применять Св-08Г2С.

Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой. Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.
Режимы сварки листового черного металла аргоном
Даже если вы не имеете никакого опыта, не переживайте, соблюдая все требования можно получить хорошее соединение. Для того, чтобы в конечном итоге шов был как можно более прочным и надежным, надо верно подобрать режим, который будет максимально подходить заданной толщине заготовки и другим показателям.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
Прежде чем приступить непосредственно к сварочным работам подготовить металл. Для этого надо хорошо зачистить окончания, которые будут подвергаться соединению. Также если на поверхности присутствует масляная пленка, то ее нужно убрать.Технология сварки металла аргоном

На следующем этапе поверхность покрывается флюсом и задаются нужные параметры сварочного аппарата. После выполнения этого порядка действий можно переходить к сварочным работам. Источник энергии и присадочный материал подводятся к участку соединения и зажигается дуга. Когда возникнет сварочная ванна, дуга должна непрерывно вестись до самого конца, осуществляя медленную подачу проволоки.
Обратите внимание! Избавляться от шлака нужно только после того, как шов окончательно остынет, иначе можно попросту его повредить.
После выполнения процесса не забудьте проверить полученный результат. Изначально осмотрите соединение на наличие внешних дефектов. Для того, чтобы провести более детальный осмотр внутреннего состояния изделия можно прибегнуть к рентгено- и магнитографическому анализу. Помимо этого часто используется и контроль качества ультразвуком, благодаря которому можно убедиться в отсутствии скрытых микротрещин.
Техника безопасности
Неважно новичок ли вы или вы знаете, как варить черный металл и имеете в этом деле большой опыт, правила техники безопасности нужно соблюдать всем.
- Важно, чтобы ваше рабочее место, где осуществляется процесс сварки, не находилось рядом с легковоспламеняющимися материалами, т.к. велика возможность возникновения нечаянного возгорания. Также постарайтесь убрать все лишнее с рабочей поверхности.
- Оборудуйте помещение качественной вентиляцией и в случае необходимости подсоедините систему удаления продуктов сгорания.
- Прежде чем приступить к сварке, проверьте аппарат на исправность, проконтролируйте верно ли выставлены все нужные параметры баллона, а также для того чтобы не произошла утечка газа, надо проверить в хорошем ли состоянии находятся шланги.
- Не рекомендуется применять тройники и редукторы, которые нужны для одновременного подключения нескольких горелок.
- Несомненно весь процесс должен производиться в специальной защитной одежде. По возможности постарайтесь укрыть свое тело, чтобы раскаленный металл случайно не попал на кожу, ведь это чревато серьезным ожогом. На руки обязательно наденьте перчатки, а на лицо защитную маску и очки.
Подводя итог вышеизложенного, можно сделать некоторые выводы. В первую очередь стоит отметить, что сваривать черный металл и тонкую сталь не сложно. Для этого достаточно выполнять все правила, предъявляемые к такому способу создания шва. Несмотря на то, что такой вид сварки не из дешевых, при точном соблюдении технологии в конечном итоге вы получите надежный и прочный шов. Как и любой другой вид сварки, электродуговая сопровождается рядом нюансов, на которые следует обращать внимание. Если вы новичок, то для достижения более лучшего результата, потренируйтесь выполнять шов на каких-нибудь ненужных деталях. Так, вы наберетесь опыт и у вас будет больше шансов сварить нужные заготовки правильно. В любом случае, преимущества сварки изделий из черного металла аргоном очевидны, именно поэтому данный способ соединения так популярен у пользователей.
[Всего голосов: 3 Средний: 3/5]Сварка черного металла аргоном


Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.

Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;

- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;

- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;

- Минимальные подготовительные работы с металлом для сваривания.
Недостатки

- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;

- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.

Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
Контроль качества
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
svarkagid.com
Сварка черного металла аргоном
Сваркой называют процедуру создания прочного неразъемного соединения деталей из металлов и пластиков. С момента её первого использования прошло уже немало времени. За этот период провелось огромное количество исследований, благодаря которым технология постепенно совершенствовалась. Таким образом появилось много видов сварки, каждый из которых применяется в каком-то конкретном случае.

Самой лучшей на сегодня считается аргонодуговая сварка. Она также позволяет соединить металлические детали, только при помощи неплавящегося электрода, с использованием среды защитных газов и присадочного материала. Аргонодуговая сварка дает возможность создавать практически идеальные швы, как с практичной, так и с эстетичной стороны. Для работы не нужно использовать флюсы и защитные покрытия электродов, а после проведения работ место соединения не требует дополнительной обработки.
Стоит отметить большое количество положительных характеристик аргонодуговой сварки. Так, в процессе создания соединения отсутствуют искры и разбрызгивание металла. Сварочные аэрозоли выделяются в значительно меньшем количестве, чем при любом другом виде сварки.
Аргонодуговая сварка нашла свое применение в самых различных отраслях, где требуется создание прочных неразъёмных соединений с отличными декоративными качествами. Также ее используют при сваривании нержавейки, цветных и высоколегированных металлов, для которых требуются специальные электроды с особым покрытием.
Для соединения черных металлов аргонодуговая сварка используется довольно редко. Её применяют лишь в случаях, когда к внешнему виду и качеству шва предъявляются очень высокие требования. При этом, если сварка черного металла аргоном произвелась правильно, гарантирована полная однородность, отсутствие пор, центров повышенного напряжения, оксидов и прочих соединений, которые способны разрушить место соединения изнутри.
Правила и особенности аргонодуговой сварки черных металлов
Черный металл, в отличие от обычной сварки плавящимся электродом, при соединении аргонодуговым методом ведет себя очень «капризно». Здесь очень важна подготовка, которая заключается в следующих шагах:
1. Изначально в местах, где будет создаваться соединение нужно обязательно снять всю ржавчину и грязь. Это делается при помощи шлифовального круга или наждачки с мелким абразивом.
2. После снятия ржавчины все следует обезжирить ацетоном. При этом нужно выходить на 20 мм снаружи и 10 мм вовнутрь шва.
3. Для создания соединения аргонодуговой сваркой требуется применять присадочную проволоку. В некоторых случаях возможно использование и нержавеющей проволоки (особенно когда завариваются появившиеся от несоблюдения технологии поры).

4. После подготовки металлов нужно приступить к настройке и проверке газового оборудования. Здесь требуется проверить не только нормальную работоспособность редуктора, но и целостность шлангов, по которым будет подаваться аргон в место сварки. Помещение не должно иметь сквозняков, так как недостаток концентрации защитной среды сразу проявится в виде появления пористой структуры шва.
5. Если все готово, то можно приступать к сварке. При этом нужно помнить, что вести электрод нужно от себя под углом 450. Также нельзя более трех раз проходить одно и то же место, так как это чревато выгоранием металла с места соединения.

Обязательно при проведении сварки аргоном нужно следить за сварочным током. Если используются большие значения, то угол среза вольфрамового электрода должен увеличиваться пропорционально. Вылет его не должен превышать 6 мм. Труднодоступные места предусматривают и большее значение, но при этом также нужно увеличивать давление подачи аргона в зону сварки.
Если не соблюсти хоть один из вышеперечисленных пунктов, то появится огромная угроза образования пор, что ведет к значительному ослаблению шва и потери его эстетичных показателей.
РЕКОМЕНДУЕМ ПОЧИТАТЬ
Вконтакте
Google+
stroim-domik.net
Сварка аргоном стали
Сварка черного металла аргоном
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.

Сварка черного металла
Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.

Сварка листового черного металла аргоном
Преимущества
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;

Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.
Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов. для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.

Проволока сварочная Св-08Г2С и электроды
В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 |
Технология сварки металла аргоном
Сначала происходит подготовка металла, где нужно зачистить края, которые будут непосредственно свариваться. Также желательно убрать масляную пленку, если она имеется на поверхности.

Подготовка металла перед сваркой
Затем нужно выложить флюс на поверхность, если при прогреве металл будет терять какие-либо важные элементы состава, и выставить оборудование на заданные параметры работы. Затем можно приступать к сварке. Для этого требуется подвести источник энергии и присадочный материал к месту начала шва и зажечь дугу. После образования сварочной ванны следует вести ее далее до самого конца, постепенно подавая проволоку. Желательно не прерывать данный процесс, чтобы шов имел одинаковую консистенцию.
«Важно!
Шлак следует оббивать только после полного остывания, чтобы не навредить качеству шва.»
Контроль качества
Чтобы убедится, что процесс прошел нормально, следует проконтролировать результат. Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
svarkaipayka.ru
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
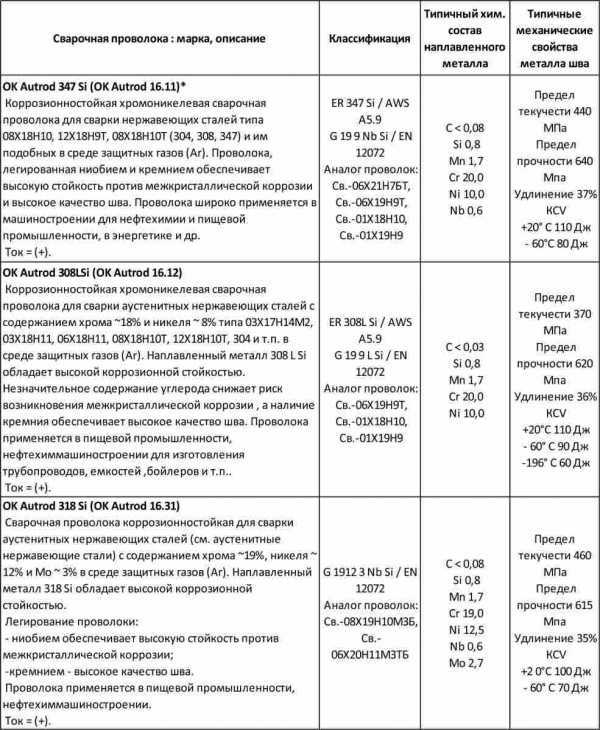
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
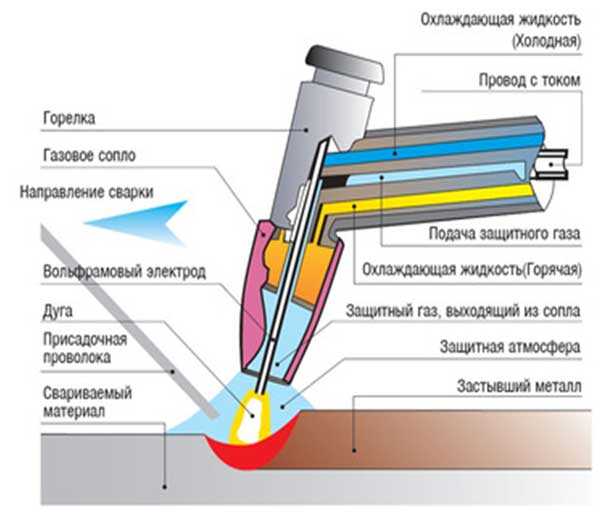
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
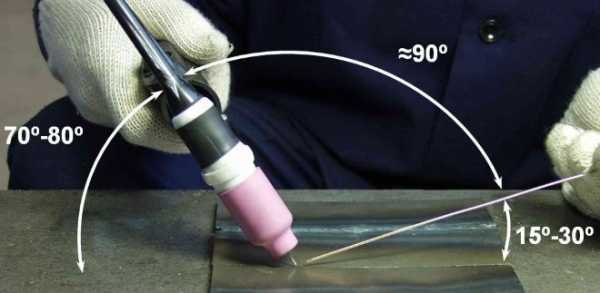
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

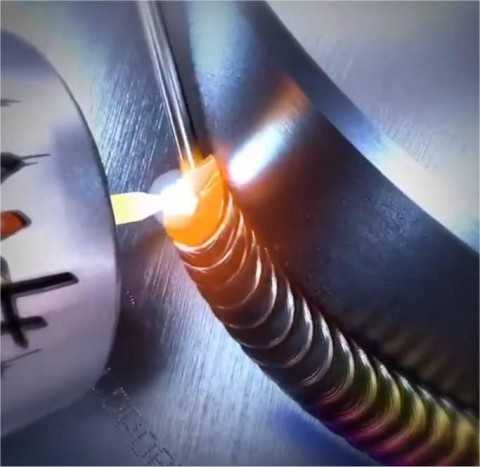
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.met-all.org
Как варить сталь?(TIG, аргон) — Аргонщик.рф — megasvarshik на DRIVE2
Всем привет!Как то я позабыл о сварке ТИГ, изделий из обычной стали. Теперь немного расскажу о технике сварки сталей.
Сталь, как и нержавейку варят на постоянном токе.
Если понадобилось воспользоваться ТИГ сваркой стали(низколегированной, низкоуглеродистой и т.д), то для этого нужно не много. Зачистить от загрязнений и ржавчины место сварки(желательно со всех возможных сторон), если толщина свариваемых деталей более 6-8мм, лучше сделать разделку кромок, для лучшего заполнения и проплавления корня шва. Подача аргона в пределах 4-6л, диаметр вольфрамового электрода напрямую зависит от толщины свариваемой детали. (Толще деталь — толще электрод, и наоборот.) Присадку можно использовать Св-08Г2С(омеднённая), чаще всего эта проволока встречаться в виде бобин для полуавтоматной сварки, а иногда и в сварочных прутках, специально для ТИГ сварки.
Преимущество ТИГ сварки перед другими явное, сварочная ванна более контролируема, от сюда получается лучший провар корня шва, да и вид шва будет красивым. Так как для защиты сварочной ванны и шва в целом используется газ, а не покрытие, как на электроде, то еще одним преимуществом будет отсутствие шлака и брызг после сварки. Так же стоит отнести к преимуществам и возможность работы с мелкими деталями, трубками, мелкими кронштейнами и т.д. Лично мне несколько раз приходилось гарантированно варить встык тормозные трубки.
Я всегда могу вам помочь со сваркой в среде аргона. Сварка стали (аргон) в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Ближе к практике.Приходилось ремонтировать топливный тройник от какого то грузовика.
Отломанная часть тройника, как видно деталь не очень большая
После зачистки и подгонки, отломившуюся часть привариваем.
После сварки
А это труба, которую нужно было усилить
Всем бобра!
На видео можно увидеть, как правильно заварить т-образное соединение труб, в каких пространственных положениях можно варить и какие с этим бывают проблемы.
www.drive2.ru
Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.

Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Поделись с друзьями
0
0
0
0
svarkalegko.com
www.samsvar.ru
Сварка черного металла аргоном: технологии, электроды и особенности
Оглавление:
- Суть процесса сварки черного металла
- Преимущества сварочного процесса
- Недостатки процесса сварки
- Инструмент для сварочных работ
- Технологический аспект сварочного процесса
- Интересное видео
Сварка аргоном черного металла относится к категории относительно невысокого уровня сложности работ. Для данного процесса свойственно присутствие качественности осуществления сварочной деятельности.
В большинстве случаев задействование сварки аргоном железа происходит для разрешения ситуаций сложного характера, когда имеет место осуществление работ с применением сложно свариваемых металлических элементов, для которых высок риск возникновения дефектов и брака.

Черный металл отмечается высоким уровнем сварки при наличии различного рода условий с получением положительного результата.
С целью проведения сварки черного металла используется специальный элемент в виде присадочной проволоки без покрытия защитного характера. Для того, чтобы создать защитную среду в области сварной ванны от действия таких факторов внешнего характера, как грязь, мусор, поступление кислорода из атмосферы, задействуется аргон.
Суть процесса сварки черного металла
Основополагающим нюансом, способным создать дискомфорт в ходе выполнения сварочных работ, является присутствие кипения в области сварной ванны. Данный процесс возникает в результате недостаточности нагрева обрабатываемого металла. С целью нивелирования вероятности возникновения подобного развития событий рекомендуется осуществлять верный выбор присадочного материала с одномоментным задействованием флюса, способствующего необходимому раскаливанию заготовки.
В течение сварки железа с особой тонкостью обрабатываемого металла посредством присутствия аргоновой составляющей достигается ускоренное проведение сварочных работ ввиду отсутствия вероятности прожигания используемой детали. Как результат, формируется сварочное соединение повышенного качества, что сказывается на прочности и долговечности изделия.
Преимущества сварочного процесса
В ходе осуществления сварочных работ считается возможным выделение конкретных положительных аспектов, среди которых присутствуют такие моменты, как:
- несложность осуществления процесса сварки металла повышенной тонкости;
- снижение вероятности получения дефектов и брака в обрабатываемой детали;
- возможность задействования сварочных швов подобного характера повсеместно в многочисленных сферах;
- относительная легкость реализации сварочного процесса на практике;
- исключение возможности неудачи в момент зажигания дуги;
- создание непрерывных сварочных швов за счет задействования проволоки необходимой длины;
- возможность осуществления подогрева обрабатываемого металла посредством применения газа горелки;
- минимальная необходимость в осуществлении подготовительных работ по отношению к свариваемому металлу.
Недостатки процесса сварки
Как и для любого процесса и вида деятельности, для сварки железа аргоном присуще наличие недостатков. К числу подобных дискомфортных аспектов принято относить:
- присутствие повышенной стоимости осуществления процесса по сравнению с иными видами сварочных работ;
- высокая вероятность перехода категории выполняемой работы в группу рисковой деятельности ввиду присутствия и непосредственного использования газовой составляющей;
- присутствие ситуаций вскипания в области сварной ванны, что сопровождается явлениями разбрызгивания металлической составляющей в различные стороны от места проведения сварочных работы, что имеет результатом соединение низкого качества с одномоментным формированием условий, опасных для жизни;
- недостаточная представленность и доступность определенных приспособлений, необходимых для организации сварочного процесса.
Инструмент для сварочных работ

Степень получаемого качества в результате сварочных работ значительно зависит от применяемых материалов, а также инструмента, которым непосредственно будет осуществляться процесс. Для того, чтобы найти ответ на вопрос, как качественно варить железо сваркой, важно понимать значимость изучения технологии проведения работ, но и зависимость результата сварки от состава металла, задействованного в ходе сварочного процесса.
Временами довольно трудно определить точную структуру свариваемого материла, в результате чего допустимым принято считать применение распространенных марок составляющих элементов сварочного процесса.
Следует помнить, что основа успеха работ зависит от того, как специалист будет сваривать железо сварочным аппаратом с учетом соблюдения выставленных режимов, которые будут учитывать толщину используемого материала.
Технологический аспект сварочного процесса
Перед тем, как сварить тонкое железо электродом, важно провести подготовительные работы, а именно зачистить будущее соединительное место. Предполагается устранение масляной пленки за счет растворителя или иного вещества химической природы. Затем следует поместить флюс на поверхность обрабатываемого металла и выставить необходимые параметры.
В течение проведения сварочных работ следует соблюдать правила безопасности. В завершении процесса рекомендуется оценить качество проведенной сварки.
Интересное видео
osvarka.com
Сварка нержавейки аргоном: технологии, электроды, видео
Оглавление:
- Что учесть при работе?
- Нюансы и особенности
- Подготовительные работы
- Технология и инструменты
- Обучение
- Режим AC/DC TIG и его особенности
- Меры безопасности
- Интересное видео
Сварка аргоном нержавеющей стали обязательно должна проводиться с учетом ее характеристик, свойств и химического состава. Если эти нюансы не учитывать, то результат может быть далек от ожидаемого.
Аргоновая сварка нержавейки: что учесть при работе?
Перед тем как начать варить аргоном необходимо разобраться в свойствах алюминия и нержавейки. Нержавеющая сталь имеет более низкий уровень теплопроводности. Эти материалы имеют высокое электрическое сопротивление.
Если с нержавеющей сталью работать в неправильном термическом режиме, то произойдет потеря ее отличной антикоррозийной функции. То есть в материале появится коррозия и его качество заметно ухудшится. Однако существуют способы недопущения таких ситуаций. Один из них заключается в том, что материал необходимо очень быстро охладить после работы. Если подручных средств для этого нет, то воспользуйтесь обычной холодной водой. Так вы снизите негативные последствия до минимума.
Важно! Алюминий охлаждать вышеуказанным методом нельзя. А в случае со стальными изделиями он подходит только для хромоникелевых материалов.
Сварка аргоном нержавейки: нюансы и особенности
Сварка аргоном стали имеет свои особенности. Главным препятствием при работе, которое может возникнуть является возможность растрескивания материала. Такая проблема случается довольно часто. Проблемы связаны с особенностями этого материала, которые обязательно следует изучить до начала работ с ним:
- Низкий уровень теплопроводности. Нержавейка практически в 2 раза уступает другим материалов, поэтому при работе с ней часто возникают трудности. Во время сварки температура очень высокая и легко можно пропалить его насквозь, тем самым испортить деталь. Чтобы не попасть в эту проблему при работе рекомендуется уменьшить силу тока. При сварке обычной стали она может быть больше на 20%;
- Высокое линейное расширение дает большую литейную усадку. Эти нюансы способствуют возникновению деформации металла при проведении сварки. В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается;
- Высокое электрическое сопротивление является еще одной проблемой. Это связано с тем, что электрод, который производится из стали, во время работы очень сильно нагревается и негативно влияет на качество сварки. Отрицательное воздействие можно уменьшить путем использования более коротких электродов. Их длина не должна превышать 350 мм.
Сварка в среде аргона нержавейки: подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- Применение в работе покрытых электродов;
- Использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.

Сварка нержавейки аргоном: технология и инструменты
Для работы вам понадобится не только материал, но и другие вещи:
- сварочный аппарат для сварки нержавейки аргоном;
- электроды, которые необходимо выбирать исходя из конкретных характерных особенностей материала, с которым планируется работа;
- проволока из нержавеющей стали;
- щетка из стали;
- растворитель и чистая вода.
Сварка аргоном нержавейки: обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.

Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Аргонодуговая сварка нержавеющей стали: режим AC/DC TIG и его особенности
Это технология с использованием вольфрамовых электродов рекомендуется для сваривания деталей, к которым выдвигают высокие требования качества. В частности, это работа с изделиями, состоящими из тонкого металла. Часто применяется для работы с трубопроводами, которые служат для работы под давлением жидкостей.
Особенности технологии:
- чтобы вольфрам не попал в сварочную ванну необходимо использовать бесконтактный поджог дуги. Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
- работать можно на переменном и постоянном токе;
- режим сварки подбирается исходя из толщины металлических деталей, которые необходимо соединить между собой;
- уровень легирования проволоки всегда должен быть выше основного металла;
- для того, чтобы избежать окисления не делайте электродом колебательные движения.
Обдув электрода позволяет существенно и гарантированно уменьшить окисление. Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Техника работы в режиме полуавтомат позволяет работать с разными поверхностями:
- для металла с большой толщиной используется метод струйного переноса;
- для изделий с тонкими ластами металла подходит сварка короткой дугой;
- универсальная технология — импульсная сварка. Она является самым выгодным вариантом для соединения деталей.
Технология ММА
Одной из самых популярных и востребованных методик считается сварка с покрытыми электродами. Такой вариант сварки очень часто используется любителями в домашних условиях. Он идеально подходит для сварки, если к качеству конечного результата не предъявляются серьезные требования. Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
- двуокись титана с рутиловым покрытием. Они подходят для сварки на постоянном и переменном токе. Отличаются низким уровнем разбрызгивания при работе и надежной дугой, которая обеспечивает качественное и постоянное горение;
- основное покрытие, которое делается карбонатами магния и кальция. Подходят для работы на постоянном токе.
Для проведения качественной сварки важно правильно подобрать электроды. Именно от них многое зависит. Делать это лучше по соответствиям ГОСТу «10052». В документе имеются четкие указания по разным типам. Такой подход позволит вам узнать необходимую информацию и начать работу правильно.

Если вам известна марка стали вашего изделия, то обратитесь к стандартам, и вы легко найдете соответствующий ей электрод. Также немаловажны механические параметры, которые следует изучить до начала работы. Важно знать уровень коррозионной устойчивости. Сварка пищевой нержавейки требует тщательной подготовки и грамотного подхода для получения качественного результата.
Меры безопасности при сварке

Помните, нарушение техники безопасности могут привести к серьезным последствиям. Можно не только испортить исходный материал, но и получить травмы и даже увечья. Никогда не начинайте работу, не ознакомившись с правилами безопасности и нюансами работы с инструментом. Поэтому перед началом работы примите к сведению и подробно рассмотрите правила и технику работы:
- вначале рекомендуется изолировать все провода, которые непосредственно связаны с блоком питания тока и со сварочной дугой. В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;
- сварку аргоном металлических изделий необходимо проводить в сухой одежде, специальных рукавицах и галош;
- важно правильно и аккуратно оборудовать рабочее место и убрать все лишние инструменты и вещи;
- проводить сварочные работы рекомендуется в помещении с хорошей вентиляцией воздуха.
Работы по сварке довольно сложные и требуют некоторых знаний и подготовки. Помните, недостаточно посмотреть обучающее видео. Важно приобрести опыт и практические навыки работы под руководством опытного мастера, которые сможет дать практические советы и рекомендации.
Интересное видео
osvarka.com