Сварка титана аргоном: технология
Автор admin На чтение 3 мин. Просмотров 3.5k. Опубликовано
Титан – металл, который отличается очень высокой прочностью, стойкостью к внешним воздействиям и малым весом, что служит причиной огромного спроса на него в машино- и кораблестроении, строительстве и авиации. Но при этом, одной из основных проблем, с которой сталкиваются специалисты, стало то, что титан очень сложен в обработке: в нагретом до 400 С и более состоянии он начинает разрушаться под воздействием атмосферного водяного пара, азота и кислорода.
Именно поэтому процесс сварки титана требует соблюдения особых технических условий, в частности использования защитных сред, которые не допустят взаимодействия металла с внешней средой.
Аргонная сварка титана – технология, которая пользуется у специалистов огромной популярностью. Она позволяет выполнять достаточно тонкие операции по обработке металла, так как не требует использования флюсов, электродов.
Этот способ относится к чистым и высококачественным видам сварки, который позволяет получить отличный результат при работе с материалами, которые не поддаются обработке при применении традиционных технологий.
Аргоновая сварка универсальна: с её помощью становится возможной, как работа с крупногабаритными конструкциями, так и с мелкими металлическими деталями при неизменно высоком качестве и надёжности полученного шва. Кроме того, технология сварки титана аргоном предусматривает возможность работы от малых токов, что позволяет работать с материалами толщиной от 0,5 мм. С применением аргона также можно восстанавливать детали, которые утратили свой первоначальный объём.
Технология аргонной сварки титана
Сварка титана аргоном – процесс, который включает в себя множество тонкостей и особенностей, требующие участия профессионалов.
Сама технология заключается в строго определённой последовательности операций:
- На подготовительном этапе требуется удалить с поверхности металла оксидную плёнку, а также зачистить все кромки детали методом газокислородной или плазменной резки.

- Проводится обработка детали раствором фтора и соляной кислотой при постоянно поддерживаемой температуре на уровне 60 град С.
Для того, чтобы устранить вероятность взаимодействия расплавленного титана с атмосферным воздухом (азотом, водяным паром, кислородом, водородом), необходимо организовать защиту рабочей зоны с наружной и тыльной стороны детали.
С этой целью можно использовать медные или стальные прокладки, которые будут достаточно плотно прижаты к сварочному шву. Также можно применять специальные насадки с отверстиями или защитные козырьки.
Сама аргонная сварка титана производится на постоянном токе с использованием специального токопроводящего устройства – горелки, оснащённой керамическим соплом, в которой размещается вольфрамовый электрод. При контакте с электрической дугой кромка металла расплавляется, образуя ванну с температурой 4-6 000 С.
Жидкий титан под давлением дуги оттесняется, и она горит в образованном углублении, вследствие чего проплавляющая способность значительно повышается.
Нагнетаемый аргон образует надёжную защиту внутренней и внешней поверхности рабочей зоны от воздействия водорода, азота, кислорода.
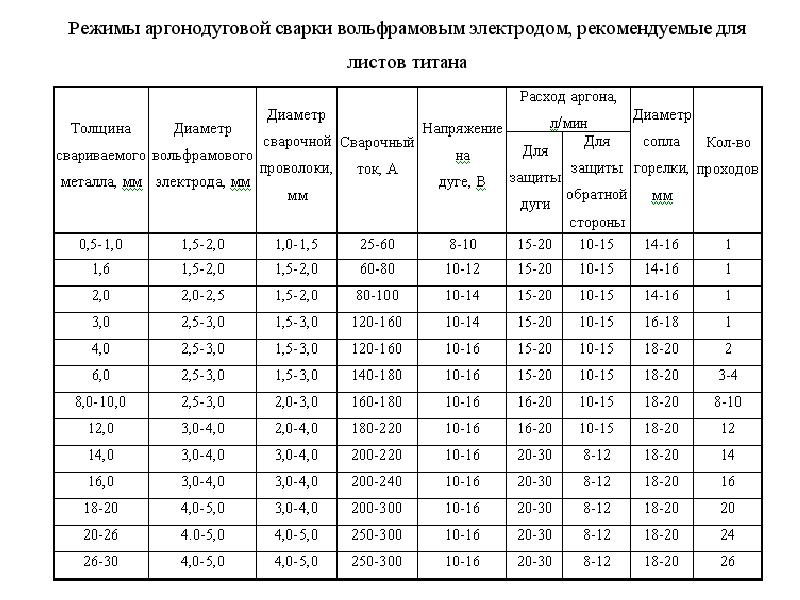
В процессе сварки используется присадочная проволока в случае, когда свариваемый материал имеет толщину превышающую 1,5 мм. При меньшей толщине работы проводятся без присадки и без зазора встык. Материал толщиной более 10-15 мм варятся погруженной дугой в один приём.
В результате получается цельный ровный шов, который не требует зачистки от шлаков. Качественный сварной шов обладает очень высокой герметичностью, долговечностью и прочностью.
Аргонодуговая сварка титана
Изготовление изделий из титана при помощи сварки в настоящее время является обычным процессом для многих производителей. Давно признано, что титан не является экзотическим металлом и не требует для его сварки особенных процессов и технологий. Понятно, что титан сваривается так же, как и другие высококачественные металлы, при условии принятия во внимание его уникальных свойств.
Существуют важные различия между титаном и сталью:
— низкая плотность титана
— низкий модуль упругости
— высокая температура плавления титана
— низкая пластичность титана
Компенсация этих различий позволяет сварку титана и его сплавов, используя методы, аналогичные, например, сварке нержавеющей стали или сплавов на основе никеля.
В этой статье мы рассмотрим общие операции и технологии, используемые при сварке титана. Предоставленная информация предназначена для использования в качестве руководящих принципов.
Требование к сварочному рабочему месту при сварке титана
Титан является химически активным металлом, который образует сварное соединение с менее оптимальными свойствами. Поверхность титана содержит хрупкие карбиды, нитриды и оксиды, каждый из которых, нагреваясь и охлаждаясь на воздухе, может снизить сопротивление усталости и прочность сварного шва и зоны термического влияния. Мало того, что требуется постоянная защита свариваемой поверхности, необходимо также защита обратной стороны сварного шва.
При сварке титана и его сплавов требуется уделить особое внимание чистоте рабочего места. Для сварочных цехов, где производятся работы с различными металлами, необходимо выделить специальную область, которая будет использоваться специально для сварки титана. Место, отведенное для этого, должно быть защищено от потоков воздуха, влаги, пыли, жира и других загрязнений, которые могут препятствовать качественной сварке. Это место должно быть защищено от воздействия таких процессов, как зачистка, резка и окраска. Кроме того, должна быть под контролем и влажность воздуха.
Процессы аргонодуговой TIG и полуавтоматической MIG сварки титана
Титан и его сплавы свариваются несколькими процессами. Наиболее частым видом сварки является аргонодуговая сварка TIG вольфрамовым электродом и полуавтоматическая MIG сварка. Так же можно встретить применение таких процессов как плазменная сварка, электронно-лучевая сварка и сварка трением, но эти процессы используются в ограниченной степени. Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
Описанные в этой статье технологии сварки титана и основные принципы будут касаться в первую очередь TIG и MIG сварки титана.
При правильной технологии сварки титана, получаемые сварные соединения являются коррозионно-стойкими, как и основной металл. Наоборот, неправильно сваренные швы могут стать хрупкими и менее коррозионно-стойкими по сравнению с основным металлом.
Технологии и оборудование, используемые при сварке титана аналогичны тем, которые требуются для других высококачественных материалов, таких как нержавеющая сталь или сплавы на основе никеля. Титан, однако, требует большего внимания к чистоте и использованию вспомогательного инертного газа. Расплавленный металл сварного шва титана должен быть полностью защищен от взаимодействия воздуха. Кроме того, горячая околошовная зона и корень сварочного шва должны быть постоянно защищены также и во время остывания до температуры 427 °C.
Процесс TIG может быть использован для стыковых соединений без подачи присадочного материала при толщине листа примерно до 3 мм. Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки илиполуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Сварка более толстого металла, как правило, требует использования присадочного металла и разделки кромок. Тут уже можно использовать TIG сварку с подачей проволоки илиполуавтоматическую MIG сварку. Полуавтоматическая сварка является наиболее экономичной и производительной при толщинах титана от 10 мм. Если используется процесс TIG, то следует проявлять осторожность, чтобы предотвратить контакт вольфрамового электрода со сварочной ванной. Тем самым предотвращая попадание частиц вольфрама в сварочный шов.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Инертный защитный газ
Защита должна быть постоянной для титановых сварных соединений до их остывания до температуры 427 °C, а также расплавленной сварочной ванны в целях предотвращения взаимодействия с воздухом. Как для TIG сварки, так и для MIG сварки в качестве защитного газа и для обеспечения необходимой защиты применяется аргон или гелий.
Защитный газ необходим:
- Первичная защита расплавленной сварочной ванны
- Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
- Защита обратной стороны сварочного шва
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Вторичная защита охлаждающегося расплавленного металла и околошовной зоны
Вторичная защита наиболее часто происходит посредством специальной насадки на сварочную горелку – так называемого «сапожка». Насадки, как правило, изготавливаются на заказ, чтобы соответствовать определенной сварочной горелке и конкретной операции сварки.
Дизайн насадки должен быть компактным и должен способствовать равномерному распределению инертного газа внутри устройства. Следует учитывать также возможность водяного охлаждения, особенно для больших насадок.
Наличие в насадке медных или бронзовых диффузоров способствуют не турбулентному потоку инертного газа для защиты.
Защита обратной стороны сварочного шва
Основная цель устройства для защиты обратной стороны сварного шва заключается в обеспечении защиты инертным газом корневой части шва и околошовной зоны. Такими устройствами обычно являются медные подкладки. С водяным охлаждением или массивные металлические болванки, также могут быть использованы в качестве радиаторов для охлаждения сварных швов. Эти подкладки имеют канавку, которая расположена непосредственно под сварным швом. Для защиты с обратной стороны, как правило, требуется поток сварочного газа вдвое меньший, чем для первичной защиты.
Важно использование отдельных газовых редукторов для первичной, вторичной и защиты с обратной стороны. Таймеры и электромагнитные клапаны управляют продувкой до и после сварки.
Очистка поверхности и присадочного металла перед сваркой
Перед сваркой титана, важно, чтобы сварные швы и прутки (проволока) были очищены от окалины, грязи, пыли, жира, масла, влаги и других возможных загрязнений. Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Включение этих загрязнений в титан может ухудшить свойства и коррозионную стойкость сварочного соединения. Если пруток кажется грязным, протирка его нехлорированным растворителем перед использованием является хорошей практикой. В тяжелых случаях при особых загрязнениях может быть необходима очистка кислотой. Все поверхности сварного соединения и околошовной зоны на расстояние 25 мм должны быть очищены. Растворители особенно эффективны в удалении следов жира и масла. Очистка металла должна проводиться щеткой из нержавеющей стали. Ни при каких обстоятельствах не используйте стальные щетки из-за опасности внедрения в поверхность титана частиц железа и его дальнейшей коррозии.
Технология TIG сварки титана и его сплавов
В дополнение к чистоте свариваемой поверхности и присадочного металла, соответствующих параметров сварки, а также надлежащего инертного защитного газа, требует внимания техника сварки. Неправильная техника может быть источником появления сварных дефектов. Перед началом сварки, должны быть сделана продувка горелки, защитной насадки и подкладки для обратной стороны шва, чтобы убедиться, что весь воздух удален из системы. Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Для зажигания дуги должно быть использовано высокочастотное зажигание. Царапины, от вольфрамовых электродов являются источником вольфрамовых включений в сварных швах титана. Затухание дуги в конце сварки должно происходить плавным спаданием тока. Защита шва и околошовной зоны должна быть продолжена до охлаждения титана до температуры ниже 427 °C.
Вторичная и защита корня шва также должны быть продолжены. Сварной шов желтоватого или синего цвета указывает на преждевременное снятие защитного газа. Предварительный нагрев при сварке титана обычно не требуется. Однако если подозревается наличие влаги, из-за низких температур или высокой влажности, нагрев может быть необходимым. Нагрева газовой горелкой сварных поверхностей до 70 °C, как правило, достаточно, чтобы удалить влагу.
Длина дуги для TIG сварки титана без присадочной проволоки должна быть примерно равна диаметру вольфрамового электрода. Если добавляется присадка, то максимальная длина дуги должна быть около 1-1,5 диаметра электрода.
Цвет сварочного шва титана отображает его качество
Очистка между проходами не требуется, если сварной шов остается ярким и серебристый. Швы желтоватого или голубого цвета могут быть удалены проволочной щеткой из нержавеющей проволоки. Некачественные сварные швы, о чем свидетельствует темно-синий, серый или белый порошкообразный цвета, должны быть полностью удалены путем зачистки. Соединение затем должно быть тщательно подготовлено и снова очищено перед сваркой.
Как видно из этой статьи, сварка титана и его сплавов это не такая сложная наука, и используя указанные правила и технологии можно добиться высококачественных швов без особых усилий. Основой технологии сварки титана является подготовка соединения и материала перед сваркой и защита сварочного шва, его обратной стороны и околошовной зоны. В остальном сварка титана очень похожа на сварку других металлов, но только требует разное распределение времени в процессе. В то время как при сварке стали 30% времени уходит на подготовку и 70% на саму сварку, при сварке титана как раз наоборот: 70% на подготовку и 30% на сварку.
Как сварить титан? | Сварочные процессы для сварки титана
Многие сварщики, которые не имеют опыта сварки титана или не пробовали его сваривать, считают, что сваривать титан сложно. Тем не менее, 90 003 сварщика, которые изо дня в день сваривают титан в своем производственном цехе, говорят, что сварка титана почти аналогична сварке нержавеющей стали и никелевых сплавов. Конечно, вам нужно принять определенные меры предосторожности и следовать установленным процедурам.
В этой статье обсуждаются вопросы, связанные со сваркой титана, например, как сваривать титан, сварочные процессы для сварки титана, присадочная проволока для сварки титана, а также такие вопросы, как можно ли сваривать титан MIG, можно ли сваривать титан приклеиванием, можно ли сваривать титан с мягкой сталью и можно ли сваривать титан с алюминием.
Как сварить титан?
Титан популярен благодаря своему легкому весу и высокому соотношению прочности и веса. Сегодня он используется во многих отраслях промышленности, включая аэрокосмическую, морскую и военную продукцию. Он также используется в атомных реакторах.
Сегодня он используется во многих отраслях промышленности, включая аэрокосмическую, морскую и военную продукцию. Он также используется в атомных реакторах.
Титан является сверхреактивным металлом (он становится реактивным при температуре около 700ºF), и если горячий титан подвергается воздействию атмосферного воздуха, он может реагировать с различными элементами воздуха с образованием оксидов, нитридов и хрупких карбидов на своей поверхности. Каждое из этих соединений лишает титан положительных свойств и влияет на зону термического влияния (ЗТВ) при сварке.
При воздействии атмосферного воздуха титан образует внешний слой оксида титана при комнатной температуре. Этот слой оксида титана необходимо удалить перед сваркой, так как температура плавления оксида титана намного выше, чем у титана. При сварке титана следует защищать расплавленную сварочную ванну, а также горячий металл шва за ней от атмосферного воздуха и загрязнений.
Температура плавления титана (1668ºC (3034ºF)) выше, чем у других металлов и сплавов (например, температура плавления нержавеющей стали составляет 1510ºC (2750ºF), и плавящийся титан может легко окислиться (если допустить при контакте с воздухом) и загрязнения во время сварки. Для защиты от загрязнения титана во время сварки необходимо несколько слоев защиты.0005
Для защиты от загрязнения титана во время сварки необходимо несколько слоев защиты.0005
Нормы структурной сварки AWS (Американского общества сварщиков) D1.9M/1.9M:2007-ADD1, выпущенные в 2007 году, говорят о сварке титана. Заинтересованные лица могут связаться с Американским обществом сварщиков, чтобы приобрести этот стандарт. Этот стандарт дает всю информацию, необходимую для сварки титана.
Конструкция сварных соединений титана аналогична нержавеющей стали и другим металлам.
Титан можно сваривать следующими способами:
- Сварка GTAW/TIG.
- Сварка GMAW/MIG.
- Плазменно-дуговая сварка (ПАС).
- Лазерная сварка или лазерно-лучевая сварка (LBM).
- Электронно-лучевая сварка (ЭЛС).
- Сварка трением.
- Сварка сопротивлением.
Подготовка сварного шва для сварки титана
Подготовка титановых заготовок очень важна для достижения хорошего качества сварки титана.
- Поддерживайте зону сварки титана в чистоте и не допускайте попадания пыли и других частиц, которые могут загрязнить сварку титана.
- Удалите оксидное покрытие с титановых заготовок с помощью специальной щетки из нержавеющей стали. Очистите поверхности титановых заготовок, чтобы удалить масло, жир, грязь и другие загрязнения. Для этого можно использовать слабый раствор гидроксида натрия или обезжиривающий раствор. Прежде чем приступить к сварке, протрите сварочные поверхности начисто и высушите.
- Если вы шлифуете титан (для удаления оксидного покрытия), не допускайте скопления титановой пыли. Титан — очень активный металл, и пыль может загореться.
- Используйте специальную щетку из нержавеющей стали, твердосплавный напильник, твердосплавный инструмент для снятия заусенцев (например, твердосплавные борфрезы) и другие инструменты во время сварки титана (во избежание загрязнения сварного шва).
- Модификация сварочной горелки для добавления защитного газа необходима. Задний щит следует за сварочной горелкой.
- Используйте непористый и чистый пластиковый шланг для подачи аргона из баллона в экран. Пожалуйста, не используйте резиновый шланг, так как он может быть пористым и по пути поглощать кислород.
- Протрите и очистите титановую присадочную проволоку и любые инструменты, используемые для работы с титаном.
- Когда изготовление изделия из титана является критическим, вы можете использовать сушилку с горячим воздухом для удаления влаги с поверхности заготовки и убедиться, что вы надели сухие перчатки.
- При сварке титана обязательно надевайте перчатки, поскольку хлор, содержащийся в потных руках, может вызвать локальную коррозию.
- При сварке титана необходимо подавать аргон по всей длине сварки, чтобы избежать поглощения оксидов, загрязнения и ослабления сварного шва.
 Задний щит следует за сварочной горелкой.
Задний щит следует за сварочной горелкой.
Как проверить качество сварки титана
Цвет сварки может быть индикатором качества сварки титана. Серебряный и яркий валик сварного шва обычно является признаком хорошего качества титанового сварного шва. Светло-соломенный (светло-желтый), темно-соломенный (темно-желтый) и коричневый цвет сварного шва может быть приемлемым для некоторых применений, и его можно использовать после тщательной очистки сварного шва специальной щеткой из нержавеющей стали. Цвет обусловлен образованием оксида.
Серебряный и яркий валик сварного шва обычно является признаком хорошего качества титанового сварного шва. Светло-соломенный (светло-желтый), темно-соломенный (темно-желтый) и коричневый цвет сварного шва может быть приемлемым для некоторых применений, и его можно использовать после тщательной очистки сварного шва специальной щеткой из нержавеющей стали. Цвет обусловлен образованием оксида.
Если цвет наплавленного валика фиолетовый, темно- или светло-синий, зеленый, серый или белый, то он может быть неприемлем, и в этом случае весь наплавленный валик удаляется путем шлифовки и заваривается заново.
Очистка сварного шва между несколькими проходами не требуется, если сварной шов ярко-серебристый. Однако, если наплавленный валик загрязнен (темно-синий или серый цвет), его необходимо полностью удалить шлифовкой и заварить заново.
Сварка титана GTAW/TIG
Сварка ВИГ – это первый выбор сварщика для сварки титана. В сварке TIG используется неплавящийся вольфрамовый электрод, ручная присадочная проволока и защитный газ.
Основное различие между сваркой ВИГ титана и сваркой ВИГ металлов, таких как нержавеющая сталь, заключается в том, что для сварки титана требуется защита чистым аргоном на расплавленной сварочной ванне, а также на горячем металле сварного шва за ним (сварной валик за сварочной ванной будет неподвижным). достаточно горячим, чтобы реагировать с кислородом и другими компонентами атмосферного воздуха).
Сварка ВИГ дает сварщику лучший контроль (подвод тепла и сварочная ванна расплава) по сравнению с другими процессами сварки, а сварка ВИГ имеет возможность дистанционного управления током, таймер после протекания и высокочастотный (бесконтактный) запуск дуги .
В соответствии с AWS D10.5 торированные (содержит оксид тория) и лантансодержащие (содержит от 1,3 до 1,7% лантана) вольфрамовые электроды идеально подходят для сварки титана методом TIG.
Защитный газ аргон должен быть 9Чистота 9,999%, и даже малейшие примеси могут привести к тому, что цвет сварного шва станет желто-соломенным. Если вы наблюдаете синий оттенок при сварке, значит, что-то не так с качеством аргона или его расходом. Поток аргона должен начаться задолго до того, как вы зажжете высокочастотную стартовую дугу.
Если вы наблюдаете синий оттенок при сварке, значит, что-то не так с качеством аргона или его расходом. Поток аргона должен начаться задолго до того, как вы зажжете высокочастотную стартовую дугу.
Сварка ВИГ может использовать защитный газ в трех местах: первичная, вторичная и резервная защита. Для баллона с аргоном можно использовать двойной расходомер.
Основное экранирование проходит через сварочную горелку для экранирования и защиты расплавленной сварочной ванны. Используйте керамическую чашу большего диаметра (3/4 дюйма) для сварочной горелки, чтобы обеспечить больше аргона для защиты.
Вторичное защитное покрытие : Вы можете использовать защитный экран из аргона с помощью изготовленной на заказ горелки TIG.
Резервная защита : Резервная защита предназначена для обеспечения аргоновой защиты корневой стороны сварного шва, а также зоны термического влияния (ЗТВ).
В качестве альтернативы вы можете использовать надувную камеру или герметичную металлическую камеру, заполненную аргоном, чтобы обеспечить атмосферу, свободную от воздуха и загрязняющих веществ, для сварки титана. Такие камеры будут иметь возможность вставлять руки в перчатках для выполнения сварки.
Когда вы заканчиваете сварку титана, сварочная ванна все еще горячая и нуждается в защите аргоном до тех пор, пока она не остынет до температуры ниже 500ºF. источник и используйте настройку DCEN (отрицательный электрод постоянного тока) для сварки титана. Система TIG должна иметь высокочастотную (бесконтактную) систему зажигания дуги, поскольку вольфрамовый электрод не должен касаться титановой заготовки. Возможность импульсной сварки TIG поможет контролировать подвод тепла и улучшить стабильность дуги и проплавление.
Перед началом фактической сварки вы можете использовать кусок титанового металла для пробной сварки, чтобы убедиться, что все в порядке.
Сварка ВИГ может выполняться за один проход до толщины 3 мм; после этого может потребоваться многопроходная сварка. Это делает TIG неэффективной для сварки титаном заготовок толщиной более 3 мм.
Ингредиенты для успешной сварки титана ВИГ:
- Сверхвысокая чистота (99,999%) защитный газ аргон.
- Чистое рабочее место.
- Чистые и сухие заготовки из титана.
- Достаточная защита аргоном по всей длине сварного шва.
- Используйте высокочастотный бесконтактный запуск дуги.
- Используйте рекомендованный вольфрамовый электрод и присадочную проволоку.
- Строго соблюдайте процедуру подготовки к сварке.
- Удерживание горелки с включенным аргоном до тех пор, пока металл сварного шва не остынет до температуры менее 500ºF.
Эти наконечники всегда обеспечивают серебристый и блестящий металл сварного шва.
Сварка титана MIG
Вы можете сваривать титан MIG; однако большинство сварщиков предпочитают TIG сварке титана, а не MIG. Сварка MIG подходит для сварки титана толщиной более 3 мм. При сварке MIG титана толщиной менее 3 мм может возникнуть риск возгорания металла. Сварка MIG экономична для сварки титановых металлов размером 1/2 дюйма и выше. При сварке MIG используется мощность DCEP (положительный электрод постоянного тока).
Керамический стакан диаметром 1 дюйм можно использовать для сварочной горелки MIG. Обеспечьте достаточное количество защитного газа по всей длине сварного шва, аналогично сварке TIG.
Существует потребность в более производительном процессе сварки титана, и сварка MIG может удовлетворить это требование. В сварке MIG используется расходуемый электрод из титановой проволоки с непрерывной подачей, и дуга зажигается между титановой проволокой и титановой заготовкой. Инертный газ защищает расплавленную сварочную ванну и горячий металл шва за ней. Скорость наплавки при сварке MIG очень высока по сравнению с TIG.
Скорость наплавки при сварке MIG очень высока по сравнению с TIG.
Гелий обычно используется в качестве защитного газа для сварки титана MIG; при использовании аргона в качестве защитного газа для MIG сварочная дуга может стать нестабильной во время сварки. Считается, что MIG обладает потенциалом для эффективной сварки титана; однако необходимо решить проблему стабильности дуги.
При сварке титана MIG слой оксида титана на заготовке легко высвобождает электроны (по сравнению с основным металлом титана), что приводит к явлению, называемому блужданием (согласно исследователям в области сварки), который имеет тенденцию вызывать блуждание дуги и приводит к дефектной сварке, этот вопрос (как проверить это блуждание) решается для разработки работоспособной сварки MIG для титана.
Было замечено, что проблему блуждания можно контролировать, а качество сварки титана MIG можно улучшить, применяя высокочастотные микроколебания к контактному наконечнику титановой проволоки.
Прочие сварочные процессы для сварки титана
Плазменно-дуговая сварка: Плазменно-дуговая сварка аналогична сварке ВИГ, за исключением разницы в сварочной горелке. Вы можете использовать плазменную дуговую сварку для сварки титана, выполнив стандартную подготовку сварки для титана и следуя процессу, аналогичному сварке TIG. Кроме того, вы можете использовать метод замочной скважины для более высокого проникновения.
Лазерная сварка. Лазерная сварка — еще один процесс, который можно использовать для сварки титана. Использование аргона высокой чистоты (99,999%) и защита расплавленной сварочной ванны, а также горячего металла сварного шва (за сварочной ванной). Вы также должны убедиться, что аргоновая защита продолжается до тех пор, пока металл шва не остынет до температуры менее 500ºF. Необходимо соблюдать стандартную подготовку сварки для титана.
Электронно-лучевая сварка : Электронно-лучевая сварка — это особый процесс сварки, который выполняется в полном вакууме, а уровень загрязнения очень низок. Этот процесс сварки широко используется в аэрокосмической, морской и автомобильной промышленности. Этот процесс требует больших капиталовложений.
Этот процесс сварки широко используется в аэрокосмической, морской и автомобильной промышленности. Этот процесс требует больших капиталовложений.
Сварка сопротивлением : Вы можете использовать сварку сопротивлением для соединения титана с другими металлами, такими как нержавеющая сталь или обычная сталь. Однако на сверхкачественную сварку рассчитывать не приходится. Защита инертным газом может потребоваться, а может и не потребоваться.
Сварка трением : Во многих отраслях промышленности используется процесс сварки трением для соединения титановых труб, труб и стержней с использованием этого метода. Возможно, потребуется позаботиться о создании инертной атмосферы вокруг зоны сварки.
Титановая сварочная проволока
Присадочная проволока для титановой сварки включена в стандарт AWS A5.16-70. Рекомендуется выбирать присадочную проволоку со свойствами и составом титановой заготовки (основного металла). Для некоторых применений выбирается присадочная проволока с прочностью на один шаг ниже металла заготовки. Выбор присадочного металла зависит от процесса сварки.
Для некоторых применений выбирается присадочная проволока с прочностью на один шаг ниже металла заготовки. Выбор присадочного металла зависит от процесса сварки.
Некоторыми популярными присадочными проволоками, используемыми для сварки титана TIG и MIG, являются AWS A5.16 ERTI-2, AWS A5.16 ERTI-3 и AWS A5.16 ERTI-5.
Можно ли приклеивать титан?
Нет, для титана нельзя использовать электродуговую сварку, поскольку для сварки титана требуется хороший защитный газ для защиты расплавленной сварочной ванны и горячего металла сварного шва от атмосферного воздуха и загрязняющих веществ. Защитные газы, выходящие из горящего флюса электрода для сварки электродом, не способны обеспечить ожидаемую защиту.
Можно ли сваривать титан с мягкой сталью?
Сварка взрывом представляет собой сварку в твердом состоянии и ограниченно используется для сварки титана с мягкой сталью. Можно попробовать сварку TIG или MIG титана с мягкой сталью, выполнив все процедуры. Однако качество сварки не может быть гарантировано.
Однако качество сварки не может быть гарантировано.
Можно ли сваривать титан с алюминием?
Это сложная задача из-за огромной разницы между температурой плавления титана и алюминия. Однако замечено, что в аэрокосмической промышленности есть особые области применения, где свариваются детали из титана и алюминия.
Сварка взрывом представляет собой сварку в твердом состоянии и ограниченно используется для сварки титана с алюминием.
Заключение
Титан как металл с годами набирает популярность благодаря своим многочисленным преимуществам. Он находит применение в критически важных отраслях, таких как аэрокосмическая, морская, атомные реакторы и продукты, связанные с обороной. Сварщик, умеющий изготавливать титан, может пользоваться не только деньгами, но и уважением. Мы надеемся, что эта статья дала некоторое представление о теме.
Каталожные номера:
Сварка титана
Weld.
com – Сварка титана для начинающихСоветы и рекомендации по сварке – TIG сварка титана
Weldingtipsandtricks – Abom79 Weld Fixture & Titanium
Академия инженеров – Что такое электронно-лучевая сварка??
Стандартный титан – плазменная сварка титановых труб
Jimmy Ji – Автоматический аппарат для плазменной сварки титановых труб
Polysoude — Искусство сварки — сварка титановых и алюминиевых компонентов авиационных двигателей
 com – Сварка титана для начинающих
com – Сварка титана для начинающихСварка титана и его сплавов. Часть 2
Титан и его сплавы удивительно устойчивы к проблемам растрескивания, с которыми сталкиваются многие другие системы сплавов. Затвердевание и ликвационное растрескивание практически неизвестны, и то, что можно было бы назвать холодным растрескиванием, обычно происходит только из-за охрупчивания, возникающего из-за загрязнения, как обсуждалось в 9. 0322 Часть 1 .
0322 Часть 1 .
Пористость является наиболее распространенной проблемой, особенно при использовании узких квадратных стыковых соединений. Обычно его связывают с водородом, поэтому чистота имеет решающее значение для устранения пористости. Пористость может быть одного типа или смесью двух типов: во-первых, микропоры, образующиеся в ответвлениях дендритов во время затвердевания, и, во-вторых, более крупные поры, которые часто располагаются вдоль центральной линии сварного шва.
Как указано в Часть 1 , чистота является ключом к бездефектным сварным швам, а это означает, что не только деталь, но и присадочная проволока должны быть тщательно обезжирены; кромки подготовки к сварке должны быть очищены от заусенцев и должен использоваться защитный газ наивысшей чистоты. В идеале газ должен иметь точку росы менее -50°C (39ppm H 2 O), и для поддержания этого низкого уровня в системе подачи газа не должно быть утечек. Поэтому необходимо регулярное и частое техническое обслуживание системы, проверяя соединения на наличие утечек и наличие поврежденных шлангов.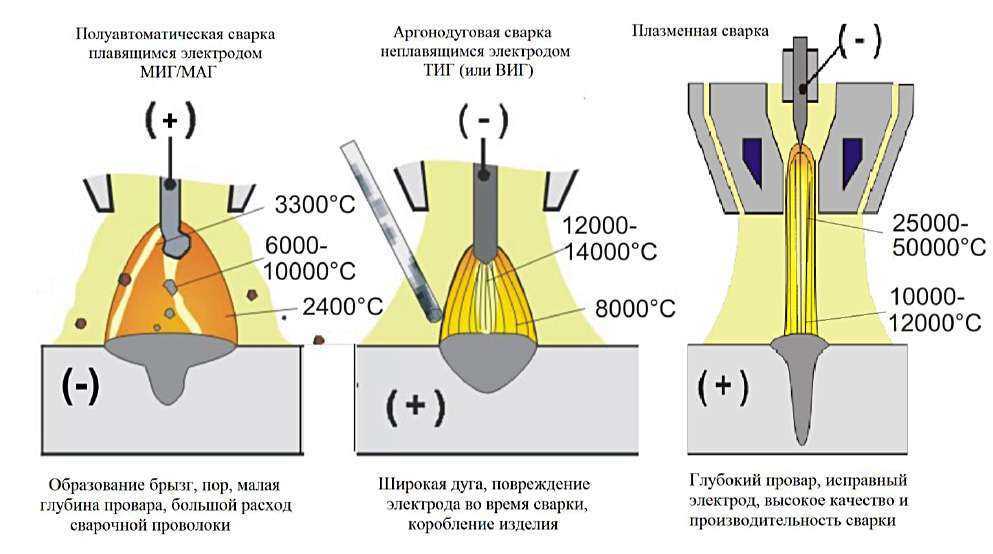 В идеале подача газа должна осуществляться из газового баллона, а не из баллонов, и доставляться к рабочим местам по сварным или паяным стальным или медным трубам. Пластиковые шланги должны быть как можно короче; большинство используемых пластмасс являются пористыми и позволяют влаге проникать через стенку шланга; неопрен и ПВХ — худшие, тефлон — один из наименее пористых. Стоит помнить, что влага может скапливаться в шланге с течением времени, поэтому проблема с пористостью, например, после отключения на выходных, может быть признаком того, что это происходит.
В идеале подача газа должна осуществляться из газового баллона, а не из баллонов, и доставляться к рабочим местам по сварным или паяным стальным или медным трубам. Пластиковые шланги должны быть как можно короче; большинство используемых пластмасс являются пористыми и позволяют влаге проникать через стенку шланга; неопрен и ПВХ — худшие, тефлон — один из наименее пористых. Стоит помнить, что влага может скапливаться в шланге с течением времени, поэтому проблема с пористостью, например, после отключения на выходных, может быть признаком того, что это происходит.
Присадочную проволоку для сварки TIG следует очищать безворсовой тканью и эффективным обезжиривающим средством непосредственно перед использованием. После очистки с проволокой нельзя браться голыми руками, а нужно надеть чистые, обезжиренные перчатки. Проволока MIG представляет большую проблему, но доступны устройства для очистки проволоки при ее прохождении через механизм подачи проволоки. Для достижения наилучших результатов можно использовать обрезанную проволоку для удаления любых въевшихся загрязнений.
Еще одним потенциальным источником загрязнения, который часто упускается из виду, является использование пневматических инструментов для чистки проволочной щеткой или зачистки подготовки и сварных швов. Большая часть сжатого воздуха содержит влагу и масло, поэтому, даже если установлены масло- и влагоуловители, на свариваемой поверхности может оставаться тонкая пленка влаги и/или масла. После обезжиривания изделия перед сваркой рекомендуется постоянно использовать инструменты с электрическим приводом.
Несмотря на то, что это рассматривается как очень незначительная проблема, в некоторых титановых сплавах было отмечено растрескивание провала пластичности (когда сплавы испытывают сильную потерю пластичности при температуре ниже температуры затвердевания); альфа-бета-сплавы, содержащие ниобий, являются наиболее чувствительными, а Ti-6Al-2Nb-1Ta-0,8Mo — наиболее чувствительными. Температурный диапазон, в котором происходит эта потеря пластичности, составляет от 750°C до 850°C.
Растрескивание является межкристаллитным и, как полагают, частично является результатом изменения объема во время перехода от бета к альфа фазе в сочетании со снижением пластичности.
Значительный объем сварки титановых сплавов осуществляется без применения присадочных металлов. Когда используется присадочная проволока, обычно выбирается состав, соответствующий основному металлу. Однако есть некоторые исключения. Сварка высокопрочного, но малопластичного титана коммерческой чистоты обычно выполняется с низкопрочным присадочным металлом для достижения желаемого качества сварки. Точно так же нелегированный присадочный металл иногда используется для сварки таких сплавов, как Ti-6Al-4V, тем самым улучшая пластичность металла шва за счет снижения количества образующейся бета-фазы. Также доступны присадочные металлы со сверхнизким содержанием пор (ELI), которые можно использовать для повышения пластичности и ударной вязкости металла сварного шва.
Большинство титановых сплавов можно успешно сваривать плавлением с использованием процессов сварки в среде защитного газа и силовых пучков; все они могут быть сварены с использованием твердофазных процессов, сварки трением и контактной сваркой. Параметры сварки и подготовка к сварке аналогичны тем, которые используются для сварки углеродистой стали. С точки зрения сварщика, титан легче сваривать, чем сталь, поскольку он обладает хорошей текучестью и высоким поверхностным натяжением, что упрощает задачу наплавки прочных корневых валиков с полным проплавлением.
Параметры сварки и подготовка к сварке аналогичны тем, которые используются для сварки углеродистой стали. С точки зрения сварщика, титан легче сваривать, чем сталь, поскольку он обладает хорошей текучестью и высоким поверхностным натяжением, что упрощает задачу наплавки прочных корневых валиков с полным проплавлением.
Сварка ВИГ, вероятно, является наиболее часто используемым процессом как при ручной, так и при механизированной сварке. Ток постоянный, обычно с аргоном высокой чистоты в качестве защитного газа, хотя для улучшения проникновения можно использовать гелий или смеси Ar/He. Сопла горелок должны быть снабжены газовыми линзами для улучшения газовой защиты, а керамический кожух должен быть как можно большего диаметра. Например, вольфрам диаметром 1,5 мм следует использовать с керамикой диаметром 16 мм. Длина дуги должна быть как можно короче, чтобы снизить риск загрязнения; От 1 до 1,5 диаметра электрода считается хорошим эмпирическим правилом. Зажигание дуги должно осуществляться с помощью высокочастотного тока или подъемной дуги, чтобы предотвратить загрязнение вольфрамом. Оборудование также должно быть способно продолжать подачу защитного газа после гашения дуги, чтобы сварной шов мог охладиться в пределах защитного газа. Также рекомендуется держать кончик присадочной проволоки внутри газовой защиты до тех пор, пока он не остынет до достаточно низкой температуры.
Оборудование также должно быть способно продолжать подачу защитного газа после гашения дуги, чтобы сварной шов мог охладиться в пределах защитного газа. Также рекомендуется держать кончик присадочной проволоки внутри газовой защиты до тех пор, пока он не остынет до достаточно низкой температуры.
Кроме того, к горелке необходимо прикрепить дополнительный задний газовый экран, чтобы обеспечить защиту остывающего металла сварного шва, когда сварщик движется вдоль линии стыка. Это затрудняет манипуляции со сварочной горелкой. Большинство сварщиков изготавливают собственные дополнительные экраны, форма которых точно соответствует детали; поэтому для сварки труб разного диаметра потребуется несколько экранов. Также необходим защитный газ, и обратная продувка должна поддерживаться, по крайней мере, в течение первых трех или четырех проходов сварного шва. Чистота форвакуумного газа должна быть лучше, чем максимальное содержание кислорода 20 частей на миллион.
Можно использовать сварку MIG с использованием аргона или смеси аргона и гелия, но этот процесс не обеспечивает такого же высокого качества металла сварного шва, как процесс TIG, и может быть трудно достичь строгих уровней качества, требуемых для аэрокосмических применений.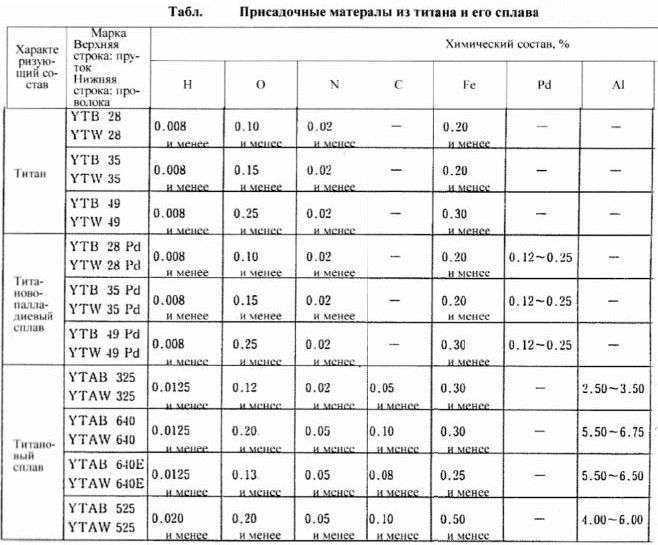 Перенос погружением может привести к отсутствию дефектов сплавления, а перенос распылением требует как ведущей, так и задней дополнительных газовых защит, ведущей газовой защиты для предотвращения окисления любых брызг, которые могут быть переплавлены в сварочную ванну. Усовершенствования в импульсных источниках питания MIG за счет использования инверторной технологии и микропроцессорного управления устранили некоторые из этих проблем и существенно сократили разрыв между MIG и TIG. Тем не менее, сварка MIG по-прежнему затруднена для сварщика вручную из-за сложности управления горелкой MIG с дополнительным газовым кожухом. Из-за этих трудностей сварку MIG часто механизируют или автоматизируют.
Перенос погружением может привести к отсутствию дефектов сплавления, а перенос распылением требует как ведущей, так и задней дополнительных газовых защит, ведущей газовой защиты для предотвращения окисления любых брызг, которые могут быть переплавлены в сварочную ванну. Усовершенствования в импульсных источниках питания MIG за счет использования инверторной технологии и микропроцессорного управления устранили некоторые из этих проблем и существенно сократили разрыв между MIG и TIG. Тем не менее, сварка MIG по-прежнему затруднена для сварщика вручную из-за сложности управления горелкой MIG с дополнительным газовым кожухом. Из-за этих трудностей сварку MIG часто механизируют или автоматизируют.
Plasma-TIG можно использовать для сварки титана, поскольку он способен сваривать швы толщиной до 12,5 мм. Те же требования к чистоте газа и защите сварочной ванны, что и для TIG, необходимы и для плазменной TIG. Plasma-TIG редко используется в ручном режиме и никогда в режиме замочной скважины.
Атмосферное загрязнение лучше всего избегать путем использования сварочной камеры или бардачка, которые можно заполнить аргоном. Можно приобрести специальные перчаточные боксы, но изготовить камеру подходящего размера с помощью уголка с прорезями 9 несложно.0322 например, Dexion TM угол, чтобы сформировать рамку и закрыть ее прозрачным пластиковым или ацетатным листом. Размер компонента, который можно приварить к перчаточному ящику, обязательно ограничен.
Электронно-лучевая, лазерная, трение, контактная точечная и шовная сварка и сварка оплавлением используются для сварки титана и его сплавов. Электронно-лучевая сварка, осуществляемая в вакууме, не нуждается в защитном газе. Обычная сварка трением также может выполняться без защитного экрана, хотя при сварке трением с перемешиванием следует использовать газовый экран. Точно так же при контактной сварке газовая защита не требуется, хотя для наиболее критических применений газовая защита рекомендуется.