Сварка титана аргоном — нюансы технологии
Аргонная сварка титана требует соблюдения некоторых технических условий. Рассмотрим эти нюансы!
При сварке титановых изделий, зону соединения рекомендуется надежно защищать от атмосферного воздуха. В защите нуждаются — сварочная ванна и участки металла нагретые свыше 400 градусов.
Титан соприкасаясь с кислородом и азотом при нагреве до высоких температур становится хрупким. Поэтому для защиты зоны сварки от окисления и азотирования на горелку устанавливают специальные приспособления.
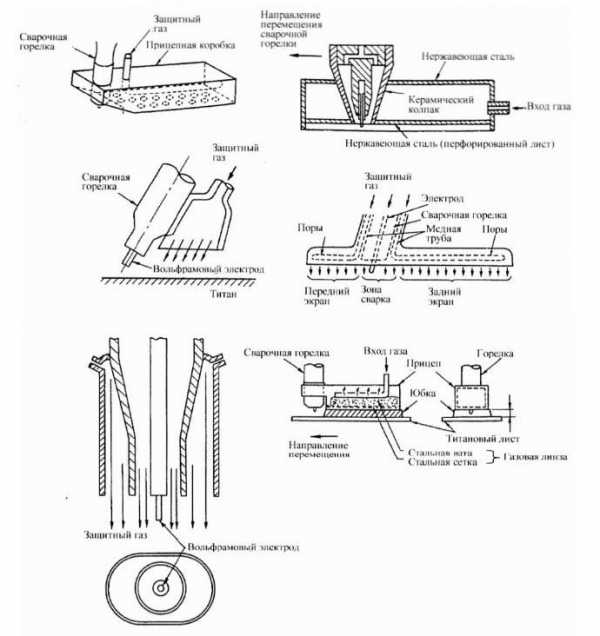
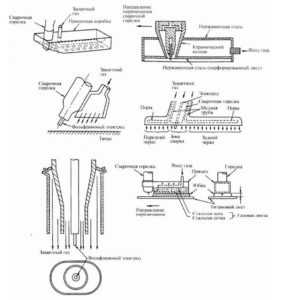
Ниже на фото показаны приспособления для защиты вспомогательного газа и подачи аргона в повышенном количестве.

Схемы приспособлений
Подготовка материала
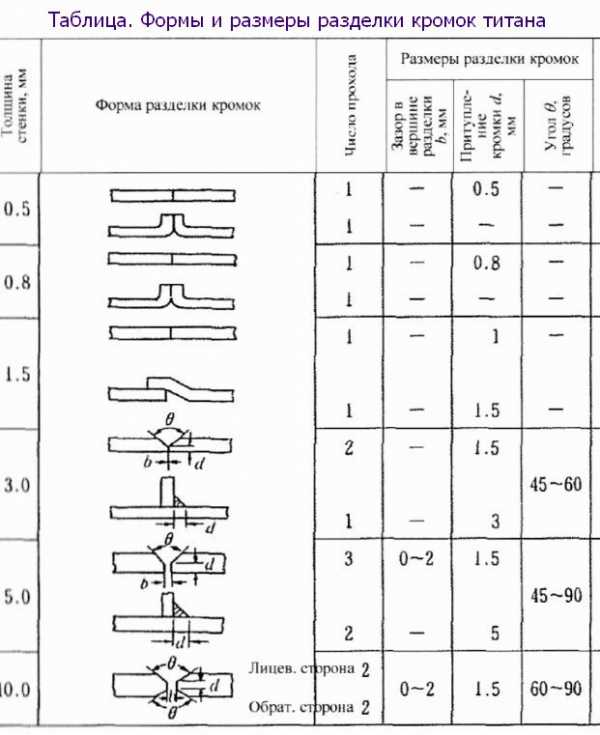
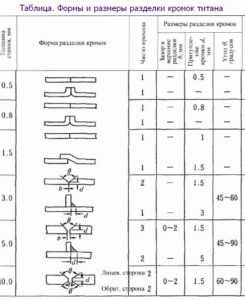
Сварка аргоном титана выполняется только после подготовки сварных кромок и присадки. Для наглядности таблица разделки кромок.

Перед работой, нужно провести полировку (зачистку) поверхности изделий стальной щеткой, наждачной бумагой и обезжирить ацетоном, спиртом.
Для удаления оксидной пленки, можно приготовить смесь из 2-4% фтористоводородной кислоты и 30-40% азотной кислоты. Травление производится в течение 30 секунд, температура травления не более 60 градусов.
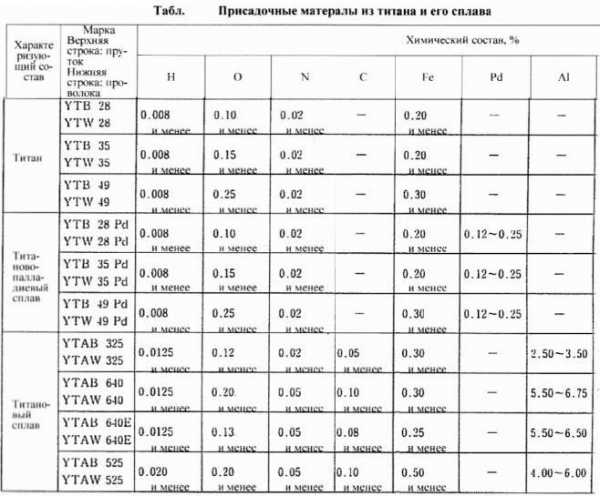
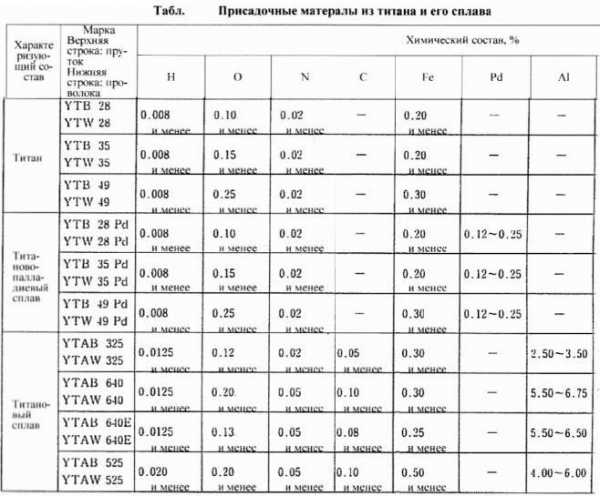
Сварка титана в среде защитного газа нуждается в присадочных материалах. Которые подразделяются по составу (палладий, ванадий, алюминий) и по содержанию кислорода. Таблица (ниже) с характеристиками присадок из титана и его сплава.
Присадочные прутки и проволока во время сварки в аргоне, не должны выходить за пределы защитного газа. Потому что при соприкосновении с воздухом титановые присадки загрязняются.
Технология сварки титана аргоном
Аргонодуговая сварка титана выполняется на постоянном токе прямой полярности. Электроды используются вольфрамовые. Как варить правильно?
В отдельных случаях аргонодуговая сварка титана нуждается в специальных приспособлениях, в которые поступает инертный газ вытесняя воздух. Эти принадлежности могут быть любой формы и размеров, смотрите схемы вначале статьи.
Также сварка аргоном титана возможна с использованием медных или стальных подкладок. В которых можно вырезать отверстия для подачи газа.
Для соединения труб применяют специальные фартуки с разным закруглением, зависит от диаметра трубы.

Приспособление (фартук) для труб одевается на горелку
Видео: аргонная сварка титана (труб) с фартуком.
При соединении встык или внахлест, толщина металла до 3 мм можно не использовать присадочную проволоку. Просто ставится сопло по диаметру побольше и увеличивается подача аргона.
Чтобы сварка титана в домашней мастерской проходила более качественно и быстрее, посмотрите в таблице основные режимы аргонодугового соединения.

Варить титан необходимо на короткой дуге, без колебательный движений. Подача присадочного прута происходит беспрерывно. Всё познается на практике, методом проб и ошибок.
Подачу газа после гашения дуги для остывания металла рекомендуется ещё продолжать в течение минуты. Это действие предотвратит сварной шов от окисления.
Качественный шов должен получится светлым и серебристым. Если ваше творение имеет черный цвет и синеву, значит шов получил загрязнение кислородом или азотом. В таких случаях, изделие требуется переварить.
Видео: аргонная сварка титана (советы и рекомендации от профи).
P.S. Теперь сварка титана в среде аргона вам по плечу. Смотрите таблицы, видео и дерзайте. Только практика поможет овладеть сварочными премудростями. Удачи!
Загрузка…plavitmetall.ru
Сварка титана аргоном: важные нюансы
Главная Статьи Производство металлических кронштейнов: ассортимент и технологииВопросы, рассмотренные в материале:
- Что необходимо знать о сварке титана аргоном
- Как правильно подготовиться к процессу сварки титана аргоном
- Как выполняется сварка титана аргоном
- Какие дефекты могут проявиться во время сварки титана аргоном и как их устранить
Технология и особенности сварки титана аргоном

Далеко не каждый знает, но титан, относясь к самым прочным металлам на нашей планете, достаточно часто встречается в природе – даже чаще, чем, например, цинк или медь. Этот металл тусклого серого цвета плавится при 1700 °C. С технической точки зрения его основная ценность, как мы уже говорили, состоит в высокой стойкости к ржавлению, а также относительно небольшой теплоте при сваривании.
Температура плавления сплавов титана зависит от марки и колеблется в пределах 1470 – 1825 °C. По сравнению с другими разновидностями металлов, они отличаются легкостью (за счет низкой плотности) при высокой прочности, из-за чего их используют в качестве материала для велосипедных рам, деталей гоночных авто. Но нужно понимать, что специфические свойства сплавов превращают их сварку в сложный процесс.
Необходимо отметить, что металл может находиться в одной из стабильных фаз, их обозначают латинскими буквами α и β:
- Фаза α представляет собой состояние при температуре окружающей среды, при этом у металла мелкозернистая структура, он полностью инертен к скорости охлаждения.
- Фаза β достигается при температуре от 880 0С: зерно становится крупнее, возникает чувствительность к охлаждению (скорости процесса).
Указанные фазы стабилизируют при помощи добавок и легирующих элементов: O, N, Al (для α) или V, Cr, Mn (для β). По этой причине все титановые сплавы принято разделять на группы в соответствии с использованным типом присадок:
- ВТ1 – ВТ5.1 Это так называемые α-сплавы. Отличаются пластичностью, хорошо свариваются, но их прочность не повышается за счет термообработки.
- ВТ 15 – 22. β-сплавы, которые свариваются хуже, нередко с появлением холодных трещин. На качестве соединения сегментов негативно отражается тот факт, что во время сварки зерна структуры увеличиваются в размерах. Однако термообработка позволяет частично повысить прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β. Свойства таких промежуточных сплавов зависят от вида и доли использованных добавок.
Стоит более подробно остановиться на свойствах титана, из-за которых возникает сложность сварочных работ:
- плотность 4,51 г/см³;
- прочность 267 – 337 Мпа;
- температура плавления 1668 0С;
- низкая теплопроводность;
- возможность самовозгорания при нагреве до 400 °C и контакте с кислородом;
- окисление углекислотой;
- образование твердых, но хрупких нитридных соединений при нагреве до 600 °C и прямом контакте с азотом;
- способность поглощать водород при достижении 250 °C;
- увеличение зерна при 880 °C и выше.

Повышение температуры до отметки 400 – 500 °C и более является критичным для титана. Сильный нагрев влечет за собой резкое повышение химической активности, из-за чего металл вступает в реакцию с атмосферным воздухом. Все это негативно отражается на прочности сварного шва, образуются гидриды, нитриды, карбиды, пр. Несоблюдение ГОСТа чревато тем, что шов не выдержит даже легкого удара.
Проведенная по всем правилам сварка аргоном обеспечивает прочность шва 0,6 – 0,8 от показателя самого металла.
Для сварных швов действует ГОСТ Р ИСО 5817-2009, он фиксирует качество сварки таких металлов: стали, титана, никеля, их сплавов, максимально допустимые уровни дефектов изделия.
Чистый титан мало используется в производстве из-за недостаточной прочности. Поэтому если речь идет, например, о сварке титана аргоном, подразумевается какой-либо его сплав, иными словами, титан и легирующий элемент.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер. Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном. Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе.
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва.
Методы сварки титана аргоном
Сварка титана осуществляется как «холодным» методом, так и методом дугового флюса либо при помощи плазменно-дуговой сварки. Однако наибольшее распространение получил метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, так называемая TIG-сварка.
Для соединения деталей крупного сечения применяют метод электрошлаковой сварки аргоном.
Немаловажное значение играет вид сплава. Так, напомним, что титан марки ВТ1-ВТ5 отлично сваривается, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый, относительно слабый шов, но закалка может повысить его прочность. Остальные виды титановых сплавов считаются промежуточными.
Сегодня используются следующие виды контактной сварки аргоном:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При работе с использованием флюса в ход идет бескислородный флюс АН-11 или АН-Т2.
Ручная сварка сплавов с титаном аргоном производится постоянным током прямой полярности в пределах 90 – 200 А. Отметим, что этот показатель зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки.
Следите за цветом получившегося шва. Если перед вами яркий серебристый шов, все хорошо. Тогда как желтоватый или голубой оттенок говорит, что рано прекращена подача защитного газа. Самый худший вариант – это серые, темно-синие или белесые швы, поскольку их нужно полностью удалять и качественно зачищать стыки для повторного соединения. Для зачистки берут щетку для металла из нержавейки.

Нюансы ручного режима сварки титана в аргоне
Добиться прочного шва при сварке титана аргоном удается за счет обеспечения чистоты поверхности деталей и присадки. Другим обязательным условием является правильная настройка сварочного аппарата. При несоблюдении техники сварки аргоном на месте шва всегда появляются сварные дефекты. Прежде чем приступать к работе, выполните продувку и прочистку горелки, защитной насадки. Не забывайте про подкладки для обратной стороны шва – с их помощью можно проверить наличие воздуха в системе.
Сварка ведется без предварительного нагрева. Исключение составляют ситуации, когда возможна влажность, наличие конденсата на титане – тогда нужен нагрев до 70 °C.
При TIG-технологии рекомендуется высокочастотное зажигание для дуги. Когда вы работаете с присадкой, длина дуги равна 1 – 1,5 сечения электрода. Если сварка аргоном производится без присадки, этот параметр соответствует диаметру вольфрамового электрода. Помните, что в царапинах, образующихся на металле при касании вольфрамовых электродов, остаются частицы вольфрама. Когда все работы завершены, затухание дуги должно происходить постепенно, для этого плавно понижайте ток. Защиту сварного шва, околошовной зоны обеспечивают и после выключения дуги, когда температура опускается до 427 °C.

При соединении аргоном тонкостенных деталей зазор между кромками должен составлять 0,5 – 1,5 мм. В этом случае можно не формировать кромки и отказаться от присадочной проволоки. Кстати, последняя должна совпадать по составу с основным свариваемым металлом.
Сварка титана аргоном предполагает такие режимы: если используется вольфрамовый электрод диаметром 1,5 – 2 мм и присадочная проволока диаметром 2 мм, а толщина свариваемых заготовок составляет 2 мм, нужно выдерживать ток 90 – 100 ампер. Повышение толщины металла до 4 мм позволяет варить его током в 120 – 140 ампер. И самое главное, о чем нужно помнить: для работы с титаном и его сплавами используется переменный ток постоянной полярности.
Также есть ряд других существенных условий для качественной сварки титана аргоном:
- Для ручной технологии используется короткая дуга, не допускаются колебания электрода, присадки. Сварщик осуществляет движение вдоль шва.
- Сваривание ведется углом вперед, то есть электрод должен быть направлен в сторону, противоположную направлению движения.
- Угол между присадкой и электродом 90°.
- Присадка подается в сварочную ванну непрерывно.
- После гашения дуги защитный газ продолжает подаваться, обеспечивая охлаждение ниже 400 0С, в среднем на это уходит минута.

Дальнейшее охлаждение металла является гарантией качественного шва. Вы можете определить это по цвету. В норме шов светлый, соломенный, желтый. А вот серый, синеватый или черный говорят об окислении, что плохо сказывается на качестве.
Технология сварки аргоном полуавтоматом или автоматом совпадает с ручной. Единственный нюанс, о котором нельзя забывать – отверстия в сопле горелки. В соответствии с ГОСТ их диаметр равен 12 – 15 мм. Зажигать и гасить горелку рекомендуется на специальных подкладках, планках.
Как выполняется автоматическая сварка титана
Для этого используется вольфрамовый электрод. Причем размер отверстий сварочной горелки должен находиться в пределах 12 – 15 мм. Также нужно учесть, что соединение неплавящимся электродом лучше проводить постоянным током прямой полярности.
Высокая активность титана вынуждает зажигать и гасить горелку на специальных планках, вне изделия. Как и при ручной технологии, газ подают еще 1 минуту после гашения дуги, защищая шов и переходную зону от окисления. Далее представлены режимы для автоматической сварки титана аргоном в защитных газах и под флюсом:
|
Толщина металла, мм |
Диаметр вольфрамового электрода, мм |
Напряжение, В |
Сила тока, А |
Скорость сварки, м/ч |
Расход аргона, л/мин |
|
|
В горелке |
В подкладке с обратной стороны шва |
|||||
|
0,8 |
1,0 – 1,5 |
8 – 10 |
45 – 55 |
18 – 25 |
6 – 8 |
3 – 4 |
|
1,0 |
1,5 |
10 – 12 |
50 – 60 |
18 – 22 |
6 – 8 |
3 – 4 |
|
1,2 |
1,5 |
10 – 12 |
55 – 65 |
18 – 22 |
6 – 8 |
3 – 4 |
|
1,5 |
1,5 |
11 – 13 |
70 – 90 |
18 – 22 |
9 |
3 – 4 |
|
1,8 |
1,5 |
11 – 13 |
80 – 100 |
18 – 22 |
9 |
3 – 4 |
|
2,0 |
1,5 – 2,0 |
11 – 13 |
110 – 130 |
18 – 22 |
9 |
3 – 4 |
|
2,5 |
2,0 – 2,5 |
11 – 13 |
150 – 180 |
20 – 22 |
9 – 12 |
3 – 4 |
|
3,0 |
2,5 – 3,0 |
12 – 13 |
200 – 220 |
20 – 22 |
9 – 12 |
3 – 4 |
Режимы работы под флюсом:
|
Толщина металла, мм |
Тип соединения |
Сила тока, А |
Рабочее напряжение, В |
Скорость сварки, м/ч |
|
3 – 5 |
Стыковое |
250 – 320 |
24 – 38 |
50 |
|
3 – 5 |
Угловое |
250 – 300 |
32 – 36 |
40 – 50 |
|
2 – 3 |
Внахлест |
250 – 300 |
30 – 35 |
40 |
Возможные дефекты при сварке титана аргоном и способы их устранения

Единственный способ избежать дефектов при соединении элементов из титана аргоном – это использование лазера, во всех остальных случаях возможны погрешности. ГОСТ определяет, что дефекты появляются вследствие несоблюдения технических условий, нарушения технологии, в результате чего конструкция становится непригодной к использованию.
Согласно ГОСТ, дефекты делятся на такие виды:
- трещины;
- поры;
- твердые образования;
- несплавления;
- неправильный шов;
- другие разновидности.
ГОСТ не допускает наличие трещин-разрывов в шве или прилегающих местах, поскольку они образуют центр разрушения.
Причина появления разрывов обычно кроется в высоком содержании углерода, никеля, водорода, фосфора в расплавленном металле. Сразу скажем, что при соединении лазером отсутствует вероятность образования трещин. Чтобы убрать появившиеся трещины, необходимо засверлить концы дефекта, после чего устранить трещину механическим путем и строжкой, зачистить и сварить участок.
Поры ГОСТ определяет как полости, заполненные газом. Вполне логично, что этот дефект образуется при сварке титана аргоном из-за высокого газообразования. Место с порами ослабляет всю конструкцию, поэтому его переваривают, перед этим зачистив механическим путем.
Твердыми включениями называют инородные металлические и неметаллические вещества, включенные в шов, снижающие его прочность и концентрирующие напряжение. Поэтому место с дефектом полностью вырубают, удаляют строжкой, заваривают.
Несплавления — это отсутствие соединения металла со швом, вызванное нерасплавлением части кромки стыка. Этот дефект может появиться при неправильном выборе формы угла или режима сварки, плохой предварительной обработке кромок. Поскольку несплавления отрицательно влияют на прочность шва, место дефекта вырубают, зачищают, после чего заваривают.
Нарушение формы представляет собой несовпадение формы шва с установленными требованиями. Такой недостаток появляется из-за скачков напряжения в сети, неправильного угла наклона, пр. Он может привести к внутренним дефектам шва, поэтому прибегают к завариванию места тонким швом электродом небольшого диаметра.
Какие еще виды сварки подходят для титана помимо аргона
- Электрошлаковая сварка
В последнее время этот вид соединения элементов из титана активно применяется в промышленности. Например, он используется для сплава ВТ5-1, то есть титана, легированного до 5 % алюминием и до 3 % оловом. Изготовление сплава производится прессованием с прокаткой до тонких листов, или ковкой заготовок с большим сечением.
Метод, используемый для крупных сечений, считается очень сложным, но он вполне подходит для электрошлаковой сварки под флюсом АН-Т2 в аргоне. Роль источника переменного тока играет трехфазный трансформатор с жесткой характеристикой.
Для работы с небольшими поковками (60х60 мм) рекомендуются режимы: сила тока 1600 – 1800 А, напряжение дуги 14 – 16 В. В норме расстояние между кромками поковок равно 26 мм, масса засыпанного флюса – 130 г, расход аргона 8 л/мин.
Применение пластинчатого электрода размером 12х60 мм при этих режимах позволяет добиться стабильного процесса и прочного сварного шва. Последний сравним по прочности с основным металлом.
При соединении прессованных профилей крупного сечения электродом толщиной 8 мм получается сварное соединение несколько худшей прочности – 80 – 85 % от показателя основного металла. Эта особенность вызвана использованием пластинчатых электродов из нелегированного сплава ВТ1-1. Поясним, что не рекомендуется работать с легированными электродными сплавами, ведь они не обеспечивают необходимой пластичности соединения из-за большого содержания газов в прессованном металле.
- Контактная сварка
ГОСТ допускает использование данной технологии, так как оптимальная скорость сваривания титана равна 2 – 2,5 мм/сек. Ее превышение повлечет за собой снижение прочности металла, заполняющего зазор. Отметим, что данный показатель очень важен, когда работа идет контактным методом, ведь все операции здесь производятся очень быстро. Не стоит зачищать свариваемые кромки, а тем более фрезеровать их.
На практике используются несколько вариантов контактного метода, и все они подходят для работы с титановыми заготовками. А именно речь идет о точечной, линейной и конденсаторной технологии. Для каждой из них подбирают свой режим, который зависит от толщины свариваемых заготовок, давления и диаметра электродов или от габаритов сварочной пластины, времени сжатия, продолжительности прохождения тока через металл. Как вы поняли, этот процесс требует грамотного подбора всех вышеперечисленных параметров.
Далее вы можете ознакомиться с ориентировочными режимами стыковой сварки титана при начальной скорости оплавления 0,5 мм/сек:
Площадь свариваемого сечения, мм
Давление осадки, МН/М2
Вылет заготовки из электродов, мм
Припуск, мм на
Скорость оплавления, мм/сек
Сила тока оплавления, А
оплавление
осадку
150
2,9
менее 25
8
3
6
1,5 – 2,0
250
4,9 – 7,8
25-40
10
6
6
2,5 – 3,0
500
9,8 – 14,7
45
10
6
6
5,0 – 7,0
1000
20 – 24
50
12
10
5
5
1500
29 – 59
60
15
10
5
7,5
2000
39 – 98
65
18
12
5
10
2500
49 – 147
70
20
12
5
12,5
3000
98 – 196
100
22
14
4
15,0
4000
147 – 294
110
24
15
4
20,0
5000
196 – 392
130
26
15
3,5
25,0
6000
343 – 490
140
28
15
3,5
30,0
7000
294 – 490
150
30
15
3,0
35,0
8000
343 – 588
165
35
15
3,0
40,0
9000
441 – 882
180
40
15
2,5
45,0
10000
490 – 981
180-200
40
15
2,5
50,0
Для соединения титановых листов и пластин толщиной до 4 мм подходит точечная и шовная (роликовая) сварка. Высота литого ядра составляет 80 – 90 % от суммарной толщины листов. Ниже представлены приблизительные режимы этого вида обработки:
Толщина листов, мм
Диаметр контактной поверхности электрода, МН/м2
Усилие на электродах, Н
Продолжительность прохождения тока, с
Время сжатия деталей, с
Сила тока, А
0,8
4,0 – 4,5
1960-2450
0,1 – 0,15
0,1
7000
1,0
4,5 – 5,0
2450 – 2950
0,15 – 0,2
0,3
8000
1,2
5,0 – 5,5
3150 – 3440
0,2 – 0,25
0,3
8500
1,5
5,5 – 6,0
3935 – 4915
0,25 – 0,3
0,4
9000
2,0
6,0 – 7,0
4915 – 5895
0,25 – 0,3
0,4
10000
2,5
7,0 – 8,0
5895 – 6875
0,3 – 0,4
0,4
12000
Режимы шовной (роликовой) технологии:
Толщина листов, мм
Ширина шва, мм
Усилие на роликах, Н
Продолжительность сварки, с
Скорость сварки, м/мин
Сила тока, А
импульс
пауза
0,8+0,8
3,5 – 4,0
2950
0,1 – 0,12
0,18 – 0,20
0,8 – 1,0
6000
1,0+1,0
4,5 – 5,5
3935
0,14 – 0,16
0,24 – 0,28
0,6 – 0,8
7500
1,5+1,5
5,5 – 6,5
4915
0,20 – 0,24
0,3 – 0,4
0,5 – 0,6
10000
2,0+2,0
6,5 – 7,5
6385
0,24 – 0,28
0,4 – 0,5
0,4 – 0,5
12000
2,5+2,5
7,0 – 8,0
7855
0,28 – 0,32
0,6 – 0,8
0,3 – 0,4
15000
Трубы из титана марки ВТ1-2, диаметром 10 – 23 мм и со стенкой толщиной 1,0 – 1,5 мм можно сваривать при помощи конденсаторной стыковой технологии без использования газовой защиты. Перед этим, напомним, осуществляют травление сварных кромок и работают с такими режимами:
Диаметр трубы, мм
Емкость, мкф
Зарядное напряжение, В
Усилие осадки, Н
Вылет трубы из вкладышей, мм
Коэффициент трансформации
10х1
5000
850 – 900
8935 – 9805
1,0 – 1,5
84
23х1,5
7000
2000 – 2100
22565 – 24035
1,2 – 1,8
84
Оптимальным для труб диаметром 10 мм считается вылет 1 – 1,5 мм, тогда как для труб диаметром 23 мм этот показатель составляет 1,2 – 1,8 мм. При вылете труб менее 0,8 мм происходит выплеск расплавленного металла, а при превышении границы в 2,2 мм смещаются торцы, получается непровар. При усилии осадки менее 20,7 кН тоже получается непровар. Также он возможен при зарядном напряжении менее чем 1900 В, а при напряжении выше 2200 В выплескивается жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до 1,5 мм и максимальной толщиной 0,3 мм.
- Холодная сварка титана
Эта технология предполагает разрушение кристаллической решетки и образование новой за счет соединения слоев титана, процесс происходит в твердом состоянии на открытом воздухе.
Отдельно стоит сказать о работе с белым титаном, поскольку такая сварка ведется под давлением без внешнего нагрева. Соответствующая инструкция позволяет пользоваться технологией при любой температуре воздуха.
При приложении нормальных усилий данный способ соединения титановых листов производится внахлест при помощи зажимов для фиксации. Далее можно приступать к сварочному процессу. После снятия зажимов листы деформируются и прочно скрепляются между собой.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
vt-metall.ru
Сварка титана — описание технологии и пошаговая инструкция
Данный металл не относится к категории редких. В земной коре его значительно больше, чем, к примеру, свинца, цинка или меди. В титане удачно сочетаются небольшая плотность и прочность сплавов на его основе, а если учесть стойкость перед коррозией даже в агрессивной среде, то интерес к нему во многих отраслях промышленности вполне понятен.
Высокая цена на Ti (22-й элемент таблицы Менделеева) объясняется тем, что его обработка – процесс довольно сложный и затратный. Эта статья познакомит читателя с технологиями сварки титана.
Общая информация
Не зная свойств и особенностей металла и его сплавов, понять все нюансы сварки достаточно сложно.

- Плотность титана (г/см³) – 4,51.
- Прочность (МПа): металла – в пределах 267 – 337, сплавов – до 1 230.
- Температура плавления (ºС): 1668.
Специфические свойства металла
- Способность титана к самовозгоранию в кислородной среде.
- Низкая теплопроводность.
- Превышение значения температуры более 400 ºС инициирует активность металла.
- Титан интенсивно поглощает водород и бурно реагирует на контакт с азотом.
- Под воздействием углекислого газа, паров воды быстро окисляется.

Кроме этого, необходимо учитывать и то, что металл может находиться в одной из двух стабильных фаз, которые обозначают латинскими буквами α и β. Чем они характеризуются?
- Фаза α – в таком состоянии титан находится при температуре окружающей среды. Структура – мелкозернистая, и металл полностью инертен к скорости охлаждения.
- Фаза β – в такое состояние титан переходит при температуре от 880 ºС. Зерно становится крупнее, и появляется чувствительность к охлаждению (скорости процесса).
Указанные фазы можно стабилизировать, введя в металл определенные добавки и легирующие элементы – O, N, Al (для α) или V, Cr, Mn (для β). Поэтому титановые сплавы, в зависимости от вида присадок, делятся на группы:
- ВТ1 – ВТ5.1 Их называют α – сплавы. Обладают пластичностью, хорошо свариваются, однако термообработка не повышает их прочность.
- ВТ 15 – 22. Группа β – сплавов свариваются намного хуже, причем возможно появление холодных трещин. Размеры зерен структуры при этом увеличиваются, а это отражается на качестве соединения сегментов в худшую сторону. Плюс в том, что термообработка частично повышает прочность сплава.
- ВТ4 – 8, ОТ4. Группа α + β, по сути, промежуточное звено. Свойства таких сплавов во многом определяются видом и процентным содержанием введенных добавок.
Сам по себе титан (в чистом виде) практически не используется. Причина – недостаточная прочность. Поэтому говоря о его сварке, всегда подразумевается, что речь идет о каком-либо сплаве. То есть металл + легирующий элемент.
Основные способы сварки титана
Не все распространенные технологии применимы к этому металлу и его сплавам. Главная причина – химическая активность титана. Попадание в рабочую зону инородных соединений (нитридов, оксидов, карбидов) резко снижают качество шва.
Используемые для сварки титана методики
- Дуговым флюсом.
- Холодная.
- Электронным лучом (плазменно-дуговая).
- В среде аргона. Наиболее популярный вариант, хотя есть и некоторые другие.
Особенности сварки титана
- Высокая скорость технологической операции. Это связано с тем, что длительное термическое воздействие на отдельном участке приводит к изменению структуры материала из-за увеличения размера зерен. Как следствие – металл становится ломким (хрупким).
- Полная
ismith.ru
особенности технологии с применением аргона
Титан — редкоземельный металл серебристого цвета, с характерным отливом. Используется как основа для создания различных сплавов с высокими прочностными характеристиками.
В чистом виде из-за низкой температуры плавления (640 °C) применяется очень редко, поэтому в обиходе под титановыми изделиями подразумевают обычно изделия из его сплавов. Особенность физических свойств потребует специфического подхода при сварке титана.
Титановые сплавы
Сплавы титана имеют температуру плавления от 1470 до 1825 °C, в зависимости от марки. Они обладают выгодным сочетанием легкости (благодаря малой плотности) и высокой прочности, поэтому часто применяются для изготовления таких конструкций, как велосипедные рамы и детали скоростных автомобилей. Сварка титановых сплавов — сложный технологический процесс, поскольку эти материалы имеют ряд специфических свойств.

Далее под словом «титан» будут подразумеваться именно сплавы титана с легирующими присадками — хромом, железом, молибденом, ванадием, вольфрамом и другими.
Свойства материала
У титана есть несколько особых свойств, которыми обусловлена сложность сварки конструкций из этого металла. В их числе:
- невысокая теплопроводность;
- склонность к самовозгоранию при нагреве до 400 °C и контакте с кислородом;
- окисление под воздействием углекислоты;
- образование нитридных соединений при нагреве до 600 °C и прямом контакте с азотом, твердых, но хрупких;
- склонность к поглощению водорода при нагреве до 250 °C;
- изменение структуры (увеличение зерна) при нагреве свыше 880 °C.
Для титана критично повышение температуры уже свыше 400-500 °C. При таком нагреве у него резко повышается химическая активность, и титан начинает взаимодействовать с атмосферным воздухом, который оказывает на шов сварки губительное воздействие.
При этом могут образовываться гидриды, нитриды, карбиды и другие соединения, которые нарушают прочность сварного шва. Существенное нарушение технологии, несоблюдение требований ГОСТ может привести к тому, что приваренная деталь просто отвалится от легкого удара.
Если сварка проводилась в соответствии с нормативами, то прочность шва будет находиться в пределах 0,6 — 0,8 от прочности свариваемого металла.
На сварку и сварные соединения из титана распространяется ГОСТ Р ИСО под номером 5817-2009. Он устанавливает уровни качества при сварке разных металлов — стали, титана и никеля, в том числе их сплавов и определяет максимально допустимые уровни дефектов готового изделия.
Как подготавливают детали
 Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Какие методы применяют
 Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Для сварки титана можно использовать как «холодный» метод, так метод дугового флюса либо плазменно-дуговую сварку.
Но самым популярным считается метод сварки титана аргоном, то есть плавлением в изолированной аргоновой среде, который был частично описан выше. Детали крупного сечения соединяют методом электрошлаковой сварки.
Многое зависит от вида сплава. Титан марки ВТ1-ВТ5 сваривается очень хорошо, хотя не подлежит закалке. Сплавы ВТ15 — ВТ22 свариваются значительно хуже, образуя крупнозернистый шов низкой прочности, но при этом закалка может повысить его прочность. Остальные виды титановых сплавов — промежуточные.
Возможны следующие виды контактной сварки:
- стыковая;
- точечная;
- роликовая;
- конденсаторная стыковая (для труб).
При аргоновой сварке с флюсом применяется бескислородный флюс АН-11 или АН-Т2.
Ручной процесс
Сварка сплавов с титаном (в общем случае) производится постоянным током, полярность прямая. Ток зависит от толщины соединяемых деталей, калибра электрода и диаметра присадочной проволоки, изменяется в диапазоне 90-200 А.
Чем выше толщина металла, тем больший подается ток. Так, детали толщиной 2 мм соединяются при токе 90 А, 3-4 мм — 130-140 А, 10 мм — 160-200 А. Рекомендуется использовать минимальный ток из возможных. Напряжение всегда одинаково — 10-15 В.
Электроды
Используются неплавящиеся электроды из вольфрама, которые перед началом работы затачиваются под углом 30-45 °C (как у карандаша). Чем больше угол заточки, тем меньше глубина проплавления.

При интенсивном использовании электрод нужно будет снова заточить, как только он затупится. Рекомендуются электроды, содержащие оксид лантана, так как их несущая способность на 50% выше, чем у изделий из чистого вольфрама. Благодаря этому сварной шов будет менее загрязнен вольфрамом, чище, а значит — прочнее.
Проволока
Присадочная проволока — это проволока из титана соответствующего сплава, она подбирается конкретно к свариваемым деталям по специальным таблицам. Проволоку стоит отжигать под вакуумом для удаления водорода, который может присутствовать в сплаве, и в любом случае необходимо зачищать от окислов. Зачищенная проволока хранится в герметичной тубе не более 5 дней.
Если сваривают металл толщиной не более 1,5 мм стыковым методом, то применять проволоку необязательно. Шов без присадки будет даже прочнее.
Особенности технологии
При сварке выдерживается постоянная скорость движения электрода и обеспечивается непрерывная подача присадки. Скорость электрода должна составлять пример 2-2,5 мм/сек. Необходимо выдерживать высокую точность движений, избегать колебаний и уводов электрода в сторону. Электрод должен касаться шва как бы снизу вверх, сварка идет «вперед углом».
Во время всего процесса и около минуты после отключения горелки на свежий шов необходимо продолжать подавать защитный газ, пока температура шва не опустится ниже 400 °C.
В зоне сварки аргон расходуется со скоростью 5-8 литров в минуту, на оборотной стороне шва — 2 литра в минуту.
 При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
При сварке титановых труб их концы герметизируются, а инертный газ — аргон, реже гелий — закачивается внутрь при помощи специального насоса.
В домашних условиях, при отсутствии такого оборудования сварить титановые трубы невозможно. Исключение — конденсаторная стыковая сварка труб из титана марки ВТ1-ВТ2, диаметром не более 23 мм и толщиной стенок не более 1,5 мм.
Их можно сваривать вне защитной газовой среды, но только конденсаторным способом, при высоком зарядном напряжении — 850-2100 В.
Контроль качества
Получившийся шов должен иметь ровный серебристый цвет и не иметь никаких трещин и пор. Если шов получился желтоватым — качество сварки среднее, но удовлетворительное.
Любые другие цвета — серый, коричневый, ярко-золотистый, даже голубой и фиолетовый с переливами — говорят о том, что технология сварки была нарушена, и материал шва содержит ненужные примеси, образовавшиеся при контакте раскаленного титана с атмосферным воздухом. Такое соединение непрочно и может разрушиться при малейшем усилии.
svaring.com
сварка титана (технология). Сварка аргоном титана
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.

Немного общих сведений
Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.

Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.

Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.

Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.

Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
 Дуговая и электронно-лучевая сварка
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
 Заключение
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
fb.ru
Сварка титана аргоном – особенности
Сварка титана аргоном имеет ряд особенностей, о которых не стоит забывать при работе с этим металлом. В таком деле важную роль играют предварительная подготовка и сама технология сварки.
Предварительная подготовка
Титан, в отличии от других металлов, весьма требовательный к чистоте поверхности перед сваркой. Поэтому предварительная подготовка при аргонодуговой сварке играет первоочередную роль. Чтобы получить более крепкий, красивый сварочный шов, потребуется внимательно изучить несколько простых правил.
Для начала объязательно обезжиривайте поверхность металла, ведь титан, его сплавы, а также некоторые другие металлы отрицательно реагируют даже на жировые выделения рук. Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.
Опасности при подготовке
Ацетон является весьма популярным растворителем для обезжиривания металлических поверхностей. Но при этом данное вещество весьма токсично. Во-первых, ацетон неприятный на запах и весьма опасен. Он относится к четвертому классу опасности для организма человека. Вдыхание умеренных и высоких концентраций ацетона в течении коротких промежутков времени может вызвать раздражение глаз, носа, горла, легких. Кроме того, это вещество провоцирует увеличение частоты пульса, головные боли, тошноту, рвоту. В особо сложных случаях возможна клиническая кома.
Во-вторых, есть более безопасные и не менее эффективные средства для подготовки поверхности сварного шва.
Сварщики с многолетним стажем работ рекомендуют использовать для таких целей денатурированный спирт. Он наносится на металл посредством безворсовой ткани. Денатурат – это в основном чистый спирт с добавками, которые делают его вкус весьма ужасным. Другие добавки, входящие в состав, вызывают рвоту, что предотвращает пьяницам употреблять денатурат (так как он может привести к слепоте).
Сварка титана аргоном требует очистки металла от окиси. Для этого используют щетку из нержавеющей стали. Она должна использоваться только для титана. Сварщики-профессионалы стараются держать такие щетки в отдельном контейнере. Благодаря этому они остаются чистыми. Если нет специально отведенного контейнера, можно просто пометить любой другой.
Защитный газ
Титан весьма чувствителен к другим газам и характеризуется высокой химической активностью. Из-за этого при сварке требуется использовать чистые инертные газы.
Применяя аргон в качестве защитного газа, мы получаем более глубокий провар, относительно узкую зону температурного влияния на основной металл.
Если использовать гелий, то переходная зона между швом и основным металлом будет более плавным. Данный газ дает больше тепла, повышая производительность работ при сварке деталей со средней и большой толщиной. В отличии от аргона, гелий имеет расход в 1.5 – 2 раза больше. Иногда может использоваться смесь этих защитных газов. Они могут обеспечить дополнительные преимущества.
Сварка титана аргоном — технология TIG сварки
Хорошие результаты при сварке титана можно получить лишь соблюдая чистоту поверхности свариваемых деталей (кромок) и самого присадочного металла. Кроме того, требуется правильная настройка, подбор соответствующих параметров сварочного аппарата. Неправильная техника сварки практически во 100% случаев будет сопровождаться появлением сварных дефектов. Предварительно, перед началом работ, выполните продувку самой горелки, прочистите ее и защитную насадку. Не забывайте про подкладки, применяемые для обратной стороны сварного шва. Они дают возможность проверить остался ли еще воздух в системе.
Обычно сварка титана аргоном не требует предварительного нагрева. В случае, если есть подозрения на влажность металла, наличие конденсата — стоит обязательно сделать нагрев (до 70 °C).
Для зажигания дуги при TIG сварке титана лучше всего применять высокочастотное зажигание. Сама длина сварочной дуги в случае с применением присадочной проволоки составляет 1 -1.5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.

Цвет сварочного шва титана свидетельствует о его качестве
Важный момент. Оценивайте цвет титанового шва. В случае если шов яркий, серебристый, то причин для волнения нет. Если цвет желтоватого или с оттенками голубого цвета — это значит что подачу защитного газа окончили преждевременно. Зачистку проводят посредством щетки для металла из нержавейки. Хуже всего если титановые сварные швы имеют серый, темно-синий, или белесый цвет, так как их придется полностью удалить, а после этого хорошенько зачистить стыки для новой сварки.
В завершение хочется сказать, сварка титана аргоном относительно не трудная задача. Соблюдая наши основные указания можно избежать многих ошибок и получить красивый, прочный сварной шов. Не забывайте о тщательной предварительной подготовке металла, на это должно уходить не менее 70% времени.
blog.svarcom.net
Сварка титана аргоном — технология, особенности, оборудование
Рассмотрим, в чём состоит технология сварки титана аргоном и чем она отличается от остальных видов сварки. Варить титан трудно, главным образом, по той причине, что его для расплавления приходится разогревать до высокой температуры. При этом данный металл становится химически очень активным к газам, содержащимся в составе воздуха. Так, при температуре порядка 400 °C воздух способствует образованию окиси титана в виде плёнки на поверхности детали. Что касается водорода (которого не так уж много в атмосферном воздухе), то от него страдают свойства самого титана. Так что сварка титана требует изоляции его от окружающего воздуха.

Исходные данные и история вопроса
Мало кто знает, что один из самых прочных металлов на Земле — титан — довольно распространён в природе. Его проще найти, чем цинк или медь. Этот тусклый металл сероватого оттенка плавится при 1700 °C, но после нагревания до 400 °C начинает проявлять бурную химическую активность. Его техническая ценность заключается в высокой коррозиостойкости и сравнительно небольшой теплоте при сваривании.
Ещё интереснее особенность кристаллической решётки титана. В зависимости от температуры, он может существовать в альфа или бета фазе. Титан и его сплавы учёные-химики разделили на α, α + β и β группы. Особенность их сварки сильно различается.
Не обойти вопрос о насыщенном альфированном слое, возникающем даже при обычной температуре на поверхности титана. Это растворённый кислород! Плёнка бывает золотистого, фиолетового и даже белого цвета. Ну а взаимодействие с атмосферным азотом приводит к росту прочности, но титан начинает крошиться. Водород же порождает трещины и поры в швах.
Подготовка к сварке
Приступая к сварке титана, нужно зачистить детали стальной щёткой либо наждаком, а также обезжирить их поверхность спиртом или ацетоном, так же как при сварке алюминия Как правило, на поверхности титановых изделий уже имеется оксидная плёнка. Её следует удалить. Для этого понадобится раствор азотной и фтористой кислоты. Данный процесс ещё называют травлением, длится он всего пол минуты. Важно контролировать, чтобы температура не поднялась выше 60 градусов. Выше мы уже упоминали о присадочных материалах. Добавим палладий и ванадий, а самый доступный их них — алюминий.
Электроды
Материалом электрода в данном случае является тугоплавкий металл- вольфрам, а вставок — тантал, ниобий и бронза. Здесь свариваются бронза и сталь, тантал и титан; вольфрамовый электрод остаётся не плавящимся; защитой служит аргоновая атмосфера либо другая контролируемая смесь инертных газов.
Как сварить титан
Над данной технической проблемой первым задумался Уильям Джон Арбегаст, инженер из США. Именно он разработал технологию сварки титана и его сплавов в аргоне.Чем варят титан ?
Ознакомимся с дуговой сваркой титана. Её осуществляют в среде, состоящей из смеси двух инертных газов: аргона и гелия. Они и защищают место сварки металла от губительного воздуха, не нанося никакого вреда сами по себе. Блестящая идея! Но реализовать её на практике оказалось непростой задачей… Решили, что смесь будет поступать из сопла горелки, а чтобы увеличить защищённую потоком площадь, применили специальные насадки. А как же быть с противоположной стороной соприкосновения деталей? Чтобы надёжно заварить, тут на помощь пришли планки из меди с желобом для поступления аргона.

А как быть, если конструкция свариваемых деталей сложная? В таком случае не обойтись без специальной камеры с заданной атмосферой (упоминавшаяся выше смесь). Она может быть небольшой, в виде локальной насадки из ткани, для конкретного узла. Либо жёсткой, побольше, из металла, в которые предварительно ставят детали и всю требуемую для сварки оснастку. Но в любом случае сварщик должен хорошо видеть место сварки и свободно выполнять все необходимые манипуляции, что обеспечивают специальные рукавицы и иллюминаторы.

Защитная камера для сварки титана
Наконец, для сварки самых крупных деталей сварочная камера может достигать размеров приличной жилой комнаты, выполненной в металле, герметичной и со шлюзами. Внутри устанавливается всё необходимое, взамен откачанного воздуха пространство заполняется аргоном, а сварщики на время выполнения работ превращаются в космонавтов с настоящими скафандрами!
Технологии сварки титана
Также сварка титана аргоном возможна под флюсами АНТ из фтора электрошлаковым способом или на прокладке из меди. Диаметр электрода составляет здесь 2 — 5 мм, а его вылет — до 22 мм. Благодаря действию флюса качество шва получается ещё выше: в его структуре практически отсутствуют поры. Отдельного рассмотрения заслуживает часто встречающаяся в металлургии сварка титана и стали. Здесь появляются нюансы, диктующие дополнительные жёсткие требования к технологии процесса. Так, образующиеся в сварочном шве фазы типа FeTi являются хрупкими по своей природе.
Сварка титана аргоном со сталью проводится в защитном газе аргоне вольфрамовым электродом или через промежуточные вставки. Комбинированные вставки выполняются из тантала и бронзы. При этом бронза сваривается со сталью аргонодуговой сваркой неплавящимися электродом, а тантал с титаном сваривается в камерах с контролируемой атмосферой. Используются также комбинированные вставки из бронзы и ниобия. При этом сварку осуществляет вольфрамовый электрод в камере с контролируемой атмосферой.
В любом случае недопустим перегрев, с ним борются различными способами: электромагнитным и ультразвуковым воздействием, импульсами и колебаниями луча или электрода.
svarkagid.ru