Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод)
0
На сумму: 0 р.
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
- В чем заключается суть метода сварки нержавейки обычным электродом
- Где применяется РДС нержавеющей стали
- Очевидные плюсы и минусы метода РДС нержавейки
- Можно ли сваривать нержавейку электродом в бытовых условиях
- Что нужно для сварки нержавейки методом MMA
- Какие виды металлов можно сваривать с нержавейкой электродом
- Какими электроды использовать для ручной дуговой сварки нержавейки
- Какие модели сварочных инверторов подойдут для сварки нержавейки электродом
- Особенности и полезные советы
- Обработка нержавеющей стали после сварки электродом
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.

- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.

Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов.
 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- сварочный инвертор;
- электроды;
- растворитель;
- стальная щетка;
- защитные средства: маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва | |
| Жаропрочные стали | |||||
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
| Коррозионно-стойкие стали | |||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 | |
|
12Х18Н10Т 08Х22Н6Т |
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
Э 07Х20Н9 Э-08Х19Н10Г2Б Э-02Х10Н9Б |
3-5 | |
|
10Х17НИМ2Т 08Х18Н19Б 08Х21Н6М2Т |
Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 |
Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б |
4-5 | |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 | |
| Жаростойкие стали |
|||||
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность |
ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).

- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
- Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.

- Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).
И сложные многофункциональные установки премиум класса для профессиональной сварки.
- Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
- Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.

- Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва.
 Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.
Смотрите также:
- Каталог электродов для сварки нержавеющей стали
- Каталог бытовых сварочных инверторов
Спасибо за подписку!
Особенности сварки аустенитной и ферритной нержавеющей стали
Свариваемость и практические советы по сварке аустенитных и ферритных сплавов
Различия в сварке аустенитных и ферритных сплавов
Внимание!
Информация собранна в разных источниках, в том числе из личного опыта сварщиков, монтажников и технологов.
В этой статье речь пойдёт только о популярных и ходовых марках стали. И без учёта требований ГОСТ так как по стандарту большую часть нержавеющих сплавов вообще нельзя варить. Например по ГОСТ 14771-76 варить нержавейку можно только дуговым способом в защитном газе.
Есть мнение, что разные сплавы нержавеющей стали имеют разную свариваемость и поэтому если планируются сварочные работы, то необходимо выбрать какую-то определённую марку нержавеющей стали, например AISI-304 (08Х18Н10).
Это отчасти верно и сталь AISI-304 сваривается лучше, чем AISI-430 (12Х17), но это не совсем так, 430 марку можно так же надёжно сваривать, как и любую другую при соблюдении определённой технологии и материалов.
AISI-430 относится к ферритным сплавам и не содержит никеля и при обычном способе сварки швы получаются хрупкими. Поэтому для устранения этого негативного факта её надо варить с высоколегированной присадочной проволокой и будет прочно, главное долго не перегревать, а также избегать резкого охлаждения металла и провести стабилизирующий отжиг.
Самые популярные и ходовые сплавы делятся на две группы:
Аустенитная и Ферритная, не считая экзотических марок.
Аустенитные марки легко свариваемые из-за содержания никеля:
AISI-201 (12Х15Г9НД), содержание никеля 0,8-1,2%
AISI-304 (08Х18Н10), содержание никеля 8,0-10,0%
AISI-316 (03Х17Н14М3), содержание никеля 10,0-14,0%
AISI-321 (12Х18Н10Т), содержание никеля 9,0-12,0%
Ферритные марки требующие соблюдение технологи сварки и сварочных материалов:
Хром в составе ухудшает качество шва.
AISI-409 (08Х13), содержание хрома 10,5-11,7%
AISI-430 (12Х17), содержание хрома 16,0-18,0%
AISI-439 (08Х17Т), содержание хрома 17,0-19,0%
Сварка аустенитных марок AISI-201/304/316/321
Свариваемость этих сплавов: легко сваривается разными видами сварки, гарантируя хорошее качество шва.
Электродами НИИ-48Г, ГС-1, ДС-12
Аргонно-дуговой сваркой на полуавтоматах проволокой 08Х20Н9Г7Т, 08Х21Н10Г6
Под флюсом АН-48 с использованием вышеуказанных сварочных материалов.
Испытания показали, что шов получается стойким к межкристаллической коррозии (МКК).
Для предупреждения образования в швах и околошовной зоне горячих трещин рекомендуется:
Следует применять режимы, уменьшающие долю основного металла в шве, и использовать припой и сварочные материалы с минимальным содержанием (серы, фосфора, свинца, олова, висмута). Применение для сварки постоянного тока обратной полярности. При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку.
При ручной сварке покрытыми электродами следует поддерживать короткую дугу и сварку вести без поперечных колебаний. При сварке в защитных газах, предупреждая подсос воздуха, следует поддерживать коротким вылет электрода и выбирать оптимальными скорость сварки и расход защитных газов. Необходимо также принимать меры к удалению влаги из флюса и покрытия электродов, обеспечивая их необходимую прокалку.
Благоприятно и легирование швов повышенным количеством молибдена, марганца и вольфрама, подавляющих процесс образования горячих трещин.
Сварка ферритных марок AISI-409/430/439
В ферритных марках никель заменён на марганец это не способствует хорошей свариваемости.
При сварке хромистых ферритных сталей появляются определённые трудности. При нагревании до температуры 600…900° С хром, вступает в реакцию с углеродом, образовывая карбиды. Кристаллиты карбидов, находящиеся внутри металла, становятся причиной межкристаллитной коррозии, которая существенно ухудшает механические свойства стали.
Хром имеет свойство сильно окисляться. При окислении хрома образуются частые тугоплавкие окислы, которые, также, отрицательно влияют на свариваемость сталей этого типа.
Оптимально использовать дуговую сварку в инертных газах при соблюдении минимального энерговклада в свариваемый шов. Рекомендуется сварка «сверху» (то есть, когда свариваемая поверхность расположена ниже сварочного инструмента). В качестве присадочного материала можно использовать аустенитную проволоку 309Lsi( Cв-07Х25Н13, Св-08Х25Н13БТЮ) и т.п. Можно использовать электроды или присадочные проволоки на основе ферритной хромистой стали марки AISI 430.
Для того, чтобы гарантировать адекватную коррозионную стойкость необходимо убрать окалину и цвета побежалости травлением или механической обработкой щетками из нержавеющей стали и пропассивировать холодным 10-20% раствором азотной кислоты. Необходима последующая тщательная промывка холодной водой и сушка.
ферритные сплавы имеют достаточную свариваемость для многих «статических» применений. Однако шов может быть хрупким при газовой сварке (при нагревании происходит рост зерен в микроструктуре металла). Свойства усталости 430 AISI в сваренном состоянии низкие, и ее не рекомендует для применений, где используется растяжение, или другие воздействия.
Однако шов может быть хрупким при газовой сварке (при нагревании происходит рост зерен в микроструктуре металла). Свойства усталости 430 AISI в сваренном состоянии низкие, и ее не рекомендует для применений, где используется растяжение, или другие воздействия.
Сварка стали AISI-304/430 видео
Технология сварки ферритных хромистых сталей
Сварку ферритных сталей выполняют с предварительным подогревом до температуры 300-400°C и последующим, после сварки, высоким отпуском (нагрев до температуры 650-750°C и последующее медленное охлаждение). Высокий отпуск необходим при сварке сталей этого класса для снятия внутренних напряжений и восстановления начальных механических свойств стали.
Электроды для сварки высоколегированных ферритных сталей
Для сварки ферритных, сталей, применяют электроды из сварочной проволоки следующих марок: Св-01Х19Н9, Св-04Х19Н9, Св-07Х25Н13 с покрытием, имеющем в своём составе плавиковый шпат и окись марганца. Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Режимы сварки ферритных сталей
Для сварки ферритных, как и для большинства высоколегированных сталей, применяют постоянный ток обратной полярности, при малых сварочных токах. Величину тока определяют из следующей пропорции: 25-30 А на миллиметр диаметра электрода. И делается это из тех соображений, что большинство высоколегированных сталей при сварке легко перегреваются, т.к. обладают малой теплопроводностью.
Тепловая обработка
Отожженная 430-я сталь является самой мягкой и податливой и может использоваться для холодной формовки. Диапазон температуры отжига 780°C сопровождается последующим охлаждением на воздухе.
Отпуск после сварки обычно не требуется, хотя 200-300°C — рекомендованный диапазон температуры отпуска.
Как обработать швы нержавейки после сварки
Способ травление
Эффективным методом обработки сварных швов является травление. Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением h3O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Если правильно выполнить метод травления, то это позволит качественно устранить оксидный слой и зону с низким содержанием хрома. Обработка по этому методу выполнения путем покрытия, погружения или наружного нанесения пасты, все зависит от условий. В основном, при травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением h3O (вода). Время травления зависит не только от концентрации кислот, но и от температуры, сорта проката и толщины окалины (кислотоупорный прокат по сравнению с нержавеющим прокатом требует продолжительной обработки). После метода травления конструкция становится стойкой к воздействию коррозии.
Способ шлифовка и полировка (для поворотов перил)
Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Шлифовка:
Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
Не заклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Полировка:
Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Шлифовка полировка сварного шва видео
Подготовка к сварке
Перед тем, как приступить к выполнению сварочных работ нужно провести предварительную подготовку стали. Края детали необходимо защитить от блеска, а так же произвести обезжиривание свариваемой поверхности с помощью органического растворителя, например ацетона.
Существует несколько способов, которыми можно воспользоваться, для получения качественного результата:
Ручная дуговая сварка (MMA). Рекомендуется использовать, если не предъявляется завышенных требований к качеству стыка. Главной проблемой будет подбор нужного электрода к конкретной марке стали. Самыми популярными вариантами электродов выступают карбонатные или рутиловые. В первом случае сварка осуществляется постоянным током, во втором — переменным.
Сварка неплавящимися вольфрамовыми электродами в инертной среде аргона (TIG). При данном виде сварки можно получить шов высокого качества, для этого будет нужно использовать высоколегированную проволоку.
Полуавтоматическая сварка в защитной среде инертных газов. Является преимущественным методом сварки, так как с помощью него можно работать с материалом различной толщины. В качестве среды чаще всего применяют смесь аргона и диоксида углерода. Процентное содержание последнего не советуется превышать более 2%, так как это может вызвать дефекты сварки.
Отдельные нюансы работы с нержавеющей сталью
Перед тем, как начать сварку, обратите внимание на следующие моменты:
Нержавеющая сталь обладает небольшим коэффициентом теплопроводности. Для того, чтобы избежать повышенное нагревание детали в районе шва, необходимо уменьшить сварочный ток на 25-30%.
При сварке осуществляется сильный нагрев электродов, такие условия их сильно изнашивают.
Если деталь достаточно толстая, зазор между швами нужно оставлять побольше, в противном случае возможно появление трещин.
Производить охлаждение швов желательно как можно быстрее, так как велика вероятности уменьшения антикоррозийных свойств металла.
При выборе метода сварки необходимо руководствоваться толщиной и маркой металла, а так же качеством ожидаемого результата.
FAQ сварка нержавейки
Какую нержавеющую сталь лучше выбрать для сварки?
Есть мнение, что разные сплавы нержавеющей стали имеют разную свариваемость и поэтому если планируются сварочные работы, то необходимо выбрать какую-то определённую марку нержавеющей стали, например AISI-304.
Это отчасти верно и сталь AISI-304 сваривается лучше, чем AISI-430, но это не совсем так, 430 марку можно так же надёжно сваривать, как и любую другую при соблюдении определённой технологии и материалов.
Чем лучше варить аустенитные марки?
Свариваемость этих сплавов: легко сваривается разными видами сварки, гарантируя хорошее качество шва.
Электродами НИИ-48Г, ГС-1, ДС-12
Аргонно-дуговой сваркой на полуавтоматах проволокой 08Х20Н9Г7Т, 08Х21Н10Г6
Под флюсом АН-48 с использованием вышеуказанных сварочных материалов.
Испытания показали, что шов получается стойким к межкристаллической коррозии (МКК)
Какие электроды лучше использовать для сварки ферритных сплавов?
Для сварки ферритных, сталей, применяют электроды из сварочной проволоки следующих марок: Св-01Х19Н9, Св-04Х19Н9, Св-07Х25Н13 с покрытием, имеющем в своём составе плавиковый шпат и окись марганца. Применение этих электродов позволяет получить жидкий шлак, который хорошо растворяет окислы хрома. Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Рекомендуют следующие покрытия: ЦЛ-2, ЦТ, УОНИ-13/НЖ.
Как обрабатывать швы нержавейки после сварки?
Есть два способа — химическое травление и механическая обработка.
При травлении используют смешанные кислоты (азотная кислота/плавиковая кислота) в пропорциях 8 – 20% азотной кислоты и 0,5 – 5% плавиковой кислоты, с добавлением h3O (вода).
При механической обработке шов шлифуется болгаркой, после наносится специальная паста и шлифуется войлоком до зеркального вида.
#TITLE# || KOBELCO — KOBE STEEL, LTD. —
Предыдущая страница Следующая страница
4. Рекомендуемые сваркаприсадочные материалы для одинаковых сварных швов
(1) Рекомендуемые сваркаприсадочные материалы для нержавеющей мартенситной и ферритной стали
Сваркаприсадочные материалы с химическим составом в основном идентичны материалам из основных металлов (См. Таблицу 5)
Сваркаприсадочные материалы типа 309 также можно использовать для хромовой нержавеющей стали. Однако в этом случае требуется осторожность в связи с риском возникновения термической усталости
в термоциклах, т.к. коэффициенты теплового расширения основного металла и металла шва различны
Однако в этом случае требуется осторожность в связи с риском возникновения термической усталости
в термоциклах, т.к. коэффициенты теплового расширения основного металла и металла шва различны
(2) Рекомендуемые сваркаприсадочные материалы для нержавеющей аустенитной стали
- ①
- Сваркаприсадочные материалы с химическим составом в основном идентичны материалам из основных металлов (См. Таблицу 6)
- ②
- Когда порошковая проволока применяется для сварки конструкции, состоящей из аустенитной нержавеющей стали марки SUS304 (AISI 304) или SUS316 (AISI 316) для температуры 500℃ и выше, рекомендуется использовать специальную проволоку для для высоких температур
- ③
- Малоуглеродистые сваркаприсадочные материалы можно использовать для таких типов нержавеющей обычной углеродистой стали, как SUS304 (AISI 304) и SUS316 (AISI 316). Не рекомендуется использовать в среде, где требуется жаропрочность (ползучестойкость)
- ④
- Такие типы малоуглеродистой нержавеющей стали, как SUS304L (AISI 304L) и SUS316L
(AISI 316L) содержат не более 0.
 03% углерода, в то время как соответствующие сваркаприсадочные материалы содержат не более 0.04% углерода в соответствии с принятыми стандартами. В этой связи, когда одинаковое содержание углерода требуется как для металла швов, так и для основного металла, рекомендуется использоватьсваркаприсадочные материалы с пониженным содержанием углерода
03% углерода, в то время как соответствующие сваркаприсадочные материалы содержат не более 0.04% углерода в соответствии с принятыми стандартами. В этой связи, когда одинаковое содержание углерода требуется как для металла швов, так и для основного металла, рекомендуется использоватьсваркаприсадочные материалы с пониженным содержанием углерода
Сварочные материалы для нержавеющей стали (только на английском)
Краткий справочник по сварочным материалам для нержавеющих сталей и никелевых сплавов
Сварочные материалы для дуплексной нержавеющей стали
5. Рекомендуемые сваркаприсадочные материалы для разнородных сварных соединений
Сварка двух типов стали с различным химическим содержанием называется сваркой разнородных металлов. Данный тип сварки предусматривает выбор сваркаприсадочных материалов с учётом трещиноустойчивости, коррозиоустойчивости и прочностных свойств в зависимости от комбинации основных металлов
В Таблице 7 представлены распространённые сваркаприсадочные материалы, используемые для сварки разнородных металлов. Такие сваркаприсадочные материалы рекомендуется использовать для поддержания прочностных свойств хотя бы одного металла в соединении.
Такие сваркаприсадочные материалы рекомендуется использовать для поддержания прочностных свойств хотя бы одного металла в соединении.
Ниже представлены дополнительные комментарии к Таблице 7.
- ①
- В сварке углеродистой стали с аустенитной нержавеющей сталью обычно используются сваркаприсадочные материалы типа 309 с повышенными хромом и никелем. Это вызвано тем, что при использовании сваркаприсадочных материалов типа 308 хром и никельмогут быть разжижены основным металлом углеродистой стали, что приведёт к формированию мартенситной структуры на базе металла шва (хрупкая структура)
- ②
- В сварке углеродистой стали с аустенитной нержавеющей сталью, в связи с различными коэффициентами теплового расширения обоих металлов, рекомендуется использовать сваркаприсадочные материалы инконельного типа с высоким содержанием
никеля со средним коэффициентом теплового расширения. В этом случае сварная деталь подвергается интенсивному термоциклу.

- ③
- В сварке углеродистой стали с нержавеющей Cr-сталью могут использоваться сваркаприсадочные материалылюбого типа нержавеющей Cr-стали, аустенитной нержавеющей стали и высокопрочной Ni-стали, причём каждая категория материалов имеет собственные преимущества и недостатки. Материалы нержавеющей Cr-стали пригодны в случае интенсивных термоциклов или Ni−чувствительной коррозионной среды. При этом во избежание замедленного трещинообразования рекомендуются предварительный нагрев и термическая обработка после сварки.
Материалы аустенитной нержавеющей стали характеризуются высокой свариваемостью, но при этом вызывают термостресс в среде, где сварная деталь подвергается интенсивному термоциклу. Материалы высокопрочной Ni-стали дорогостоящие и подвержены трещинам. Вместе с тем, в связи с длительной выдержкой при интенсивных термоциклах, они пригодны для сварных деталей в ситуации, когда затруднительна термическая обработка после сварки и имеются интенсивные термоциклы.
- ④
- Во время сварки разнородных металлов не рекомендуется использовать дуговую сварку под флюсом с повышенным коэффициентом разбавления
- ⑤
- Когда во время сварки разнородных металлов применяются MIG and TIG-сварки, рекомендуется минимизировать поступление в углеродистую сталь
Здесь можно найти СПРАВОЧНИК СВАРКИ KOBELCO
6. Подогрев и послесварочный отжиг
(1) Сварка идентичных металлов
В Таблице 4 — 8 представлены надлежащие условия подогрева и послесварочного отжига для сварки основных металлов с идентичным химическим составом. При контроле за сварочным процессом ключевым моментом является контроль за температурой, особенно при использовании ферритной и мартенситной нержавеющей стали (также известна как нержавеющая Cr-сталь). Контроль за температурой в ходе подогрева и послесварочного отжига во многом определяет результаты сварки
Ниже объяснены положения ①~⑤ Таблицы 8.
① Защита от замедленного трещинообразования
Замедленное трещинообразование случается после того, как сварная деталь охлаждена до температуры окружающей среды. Выделяются 3 основные причины: диффундирующий водород в металле шва, затвердение металла шва и зоны термического влияния , а также совместное сдерживание.
Подогрев и отжиг для снятия напряжений эффективны при защите от замедленного трещинообразования. В связи с тем, что
в ходе подогрева снижается скорость охлаждения сварной детали, замедляется затвердение металла шва и зоны термического влияния, и ускоряется процесс выхода диффундирующего водорода. Замедленное трещинообразование свойственно сварной детали скорее из нержавеющей Cr-стали, чем из нержавеющей аустенитной стали, т.к. деталь из аустенитной стали затвердевает в прямой зависимости от скорости охлаждения, а растворённый водород не становится диффундирующим.
Следовательно, подогрев не рекомендуется при сварке нержавеющей аустенитной стали, иначе возникнет риск снижения коррозионной стойкости.
② Гомогенизация
Гомогенизация, осуществляемая в основном на сварных деталях из нержавеющей аустенитной стали, применяется во время сварки при температуре 1000~1150℃ в течение 2 мин. и более на 1 мм толщины плиты, после чего наступает быстрое охлаждение. Охлаждение должно пройти как можно скорее при температуре 500~800℃ во избежание образования карбида хрома. Во время сварки при температуре 1000~1150℃ карбид хрома, сигма-фаза и ферриты в металле шва разъединяются в матрице. С помощью гомогенизации возможно усиление коррозионной стойкости, вязкости и прочности, а также удаление внутренних напряжений, вызванных процессом сварки
③ Отжиг для снятия напряжений (SR)
SR предусматривает защиту от замедленного трещинообразования в сварных деталях из нержавеющей Cr-стали и повышение прочностных свойств. В то же время для сварных деталей из нержавеющей аустенитной стали основной задачей становится защита от трещинообразования от коррозии под напряжением. Однако применение SR во многом наносит вред, когда важна коррозионная стойкость или ускоряется образование сигмы-фазы, как в случае с металлом-швом типа 347 или 316. Следовательно, использование SR в случае со сварными деталями из нержавеющей аустенитной стали должно проводиться только после определения марки стали, анализа условий сварки и на основании предыдущего опыта.
Однако применение SR во многом наносит вред, когда важна коррозионная стойкость или ускоряется образование сигмы-фазы, как в случае с металлом-швом типа 347 или 316. Следовательно, использование SR в случае со сварными деталями из нержавеющей аустенитной стали должно проводиться только после определения марки стали, анализа условий сварки и на основании предыдущего опыта.
④ Горячие трещины
Трещины в сварной детали из нержавеющей Cr-стали могут возникнуть при температуре окружающей среды и называются замедленными разрушенями. Трещины металла шва из нержавеющей аустенитной стали и высокого никелевого сплава в большинстве случаев могут возникнуть сразу же после
затвердевания и называются горячими трещинами. Во избежание их возникновения, сваркаприсадочные материалы для нержавеющей аустенитной стали общего типа изготавливают с пониженным (до нескольких процентов) содержанием ферритических структур аустенитной матрицы в составе металла шва. Для измерения процентного содержания ферритических структур в металле шва используются несколько методов: диаграммы металлографической структуры, измерительные приборы и микроскоп. В отличие от трещин на сварных деталях из нержавеющей Cr-стали, трещин на сварных деталях из нержавеющей аустенитной стали нельзя избежать с помощью подогрева и послесварочной термообработки. Для этого необходимо выбрать подходящий сваркапосадочный материал с пониженным содержанием примесей и правильный тип сварки
В отличие от трещин на сварных деталях из нержавеющей Cr-стали, трещин на сварных деталях из нержавеющей аустенитной стали нельзя избежать с помощью подогрева и послесварочной термообработки. Для этого необходимо выбрать подходящий сваркапосадочный материал с пониженным содержанием примесей и правильный тип сварки
⑤ Коррозионная стойкость зоны термического влияния
Нержавеющая аустенитная сталь производится с целью демонстрации уникальной коррозионной стойкости посредством гомогенизации. Однако в ходе сварки коррозионная стойкость зоны термического влияния снижается до уровня зоны с неизменённой структурой основного металла, т.к. карбиды ускоряются в зоне термического влияния. Эта зона ускорения карбидов называется зоной коррозии сварного шва, образующейся в ходе подогрева при сварке 500~800℃. В результате карбиды хрома ускоряются и понижают количество хрома в матрице, эффективного в усилении коррозионной стойкости. Следовательно, коррозионная стойкость зоны термического влияния разрушается. Хотя имеются случаи, когда коррозия сварного шва не наносила никакого вреда в повседневном использовании, некоторые меры защиты всё же рекомендуются, когда сварочная деталь используется в среде с межзеренной коррозией или возникает трещинообразование от коррозии под напряжением.
Хотя имеются случаи, когда коррозия сварного шва не наносила никакого вреда в повседневном использовании, некоторые меры защиты всё же рекомендуются, когда сварочная деталь используется в среде с межзеренной коррозией или возникает трещинообразование от коррозии под напряжением.
Существуют следующие превентивные меры против коррозии сварного шва :
- (a)
- Гомогенизация при температуре 1000~1150℃ после окончания сварки — чтобы расщепить карбиды хрома.
- (b)
- Превентивное ускорение карбидов хрома с помощью малоуглеродистой нержавеющей стали марки SUS304L (AISI 304L) или SUS316L (AISI 316L), или стабильной нержавеющей стали марки SUS321 (AISI 321) или SUS347 (AISI 347).
- (c)
- Переплавить поверхность HAZ с помощью TIG-сварки с минимальной погонной энергией
(2) Сварка разнородных металлов
Температура подогрева сварки разнородных металлов — высокая температура подогрева между двумя основными металлами определяется стандартно. Примеры таких температур подогрева представлены в Таблице 9. Требуется соблюдение мер предосторожности, т.к. слишком высокая температура во время сварки разнородных металлов может привести к превышению проплава и нарушению химического состава металла шва. Использование сваркапосадочных материалов для нержавеющей аустенитной стали приводит к снижению температуры подогрева во избежание коррозии сварного шва. Однако низкие температуры подогрева могут ослабить защиту от затвердевания зоны термического влияния
Примеры таких температур подогрева представлены в Таблице 9. Требуется соблюдение мер предосторожности, т.к. слишком высокая температура во время сварки разнородных металлов может привести к превышению проплава и нарушению химического состава металла шва. Использование сваркапосадочных материалов для нержавеющей аустенитной стали приводит к снижению температуры подогрева во избежание коррозии сварного шва. Однако низкие температуры подогрева могут ослабить защиту от затвердевания зоны термического влияния
Примеры температур термической обработки после сварки (PWHT) разнородных металлов представлены в Таблице 10. Поскольку PWHT сварного шва разнородных металлов по-разному затрагивает оба основных металла и металл шва, рекомендуется тщательно изучить условия проведения PWHT и даже необходимость в ней.
Если для проведения термической обработки после сварки (PWHT) разнородных металлов выбирается средняя или высокая температура в сравнении с подходящей PWHT-температурой для каждого основного металла, она может превысить температуру превращения основного металла, чья PWHT-температура ниже (обычно это металл с менее легирующими элементами). Это может привести к полному изменению свойств металла. Следовательно, необходимо заранее определить PWHT-температуру.
Это может привести к полному изменению свойств металла. Следовательно, необходимо заранее определить PWHT-температуру.
Комбинация ферритных и аустенитных типов стали, наблюдаемая в месте сварного шва мягкой и нержавеющей аустенитной стали даёт возможность определить низкую PWHT-температуру из списка рекомендуемых температур для ферритной стали. Низкая температура необходима для минимизации перемещения углерода на поверхности контакта между свариваемыми деталями. Надо также знать, что эти PWHT-температуры наблюдаются там, где нержавеющая аустенитная сталь ускоряет карбиды и сигма-фазы.
1.Свойства нержавеющей стали2.Разные типы нержавеющей стали3.Физические свойства нержавеющей стали 7.Сварка плакированной нержавеющей стали8.Ключевые моменты сварочного процесса для нержавеющей стали
Верх страницы
Сварка нержавеющей стали — СваркаТоп
Содержание
Для начала нужно определиться, что представляет собой нержавеющая сталь. В быту её ещё называют нержавейкой, но не все знают, что нержавейка нержавейке рознь. Из статьи вы уже знаете, какие бывают стали, чем они легируются и многое другое. Но давайте подробнее рассмотрим такое понятие, как нержавеющая сталь.
В быту её ещё называют нержавейкой, но не все знают, что нержавейка нержавейке рознь. Из статьи вы уже знаете, какие бывают стали, чем они легируются и многое другое. Но давайте подробнее рассмотрим такое понятие, как нержавеющая сталь.
Нержавеющей сталью называется сталь, которая обладает антикоррозионными свойствами. Эти свойства обеспечиваются легирующими элементами, которые входят к ней в состав. К таким легирующим элементам относится: хром, никель, марганец и молибден. Но основным из них является хром (Сr).
Группы нержавеющей стали
Данные стали делятся на 3 основные группы:
— Хромистые;
— Хромоникелевые;
— Хромомарганцевые.
В каждой группе содержится сотни различных марок нержавеющей стали, с различным химическим составом. Рассматривать каждую нет смысла. Но есть один способ как узнать, какая сталь является нержавеющей, и это содержание хрома в %. Если сталь содержит Сr≥14%, то она является нержавеющей. На свариваемость этот показатель не влияет. Свариваемость такой стали можно узнать по справочнику или просчитать эквивалент углерода.
Свариваемость такой стали можно узнать по справочнику или просчитать эквивалент углерода.
Сварку нержавейки можно производить всеми доступными способами. Основные из них это:
1. Ручная дуговая (ММА). Является самым распространенным и доступным для каждого. Достаточно иметь подходящие электроды и сварочный инвертор, и в домашних условиях возможно сварить любую нержавеющую сталь. Исключением могут являться стали, требующие предварительный и сопутствующий подогрев.
2. Полуавтоматическая в среде защитного газа СО2 (MAG). Для такого способа понадобится сварочный полуавтомат с источником питания или инверторный полуавтомат. Такой вид сварки тоже распространён, не только на производстве, но и в домашних условиях. Правильно подобранная сварочная проволока делает качественное соединение без особых сложностей.
3. Аргонодуговая неплавящимся электродом (TIG). Применяется для сварки ответственных узлов из тонколистового металла. Из-за малой скорости сварки не очень удобен, но даёт хороший результат.
Из-за малой скорости сварки не очень удобен, но даёт хороший результат.
Рассмотрим каждый способ подробнее.
Сварка нержавейки ручной дуговой сваркой (ММА)
С появлением сварочных инверторов по доступной цене, дало возможность выполнять процесс сварки такой стали в ручной дуговой сваркой. Раньше проблема заключалась в том, что иметь источник питания с постоянным током было роскошью. Причина в том, что покрытые электроды для сварки данных сталей требуют постоянный ток.
Но не каждый инвертор может варить нержавейку. Для этого нужен инверторный сварочный аппарат со встроенным осциллятором. Узнать такую информацию о своём инверторе можно в паспорте или у продавца. Инверторы такого типа будут без проблем варить любую нержавеющую сталь.
Сварка таких сталей ничем не отличается от сварки конструкционных сталей. Единственное для качественного сваривания, некоторые стали требуют предварительный подогрев.
Электроды применяемые для сварки нержавеющей стали
На рынке большое количество сварочных электродов для различных марок сталей. Правильным считается подбор электродов под конкретную марку сталей. Но в быту узнать какая перед тобой марка стали невозможно. Для такого случая применяются следующие электроды, которые хорошо себя зарекомендовали как универсальные.
Правильным считается подбор электродов под конкретную марку сталей. Но в быту узнать какая перед тобой марка стали невозможно. Для такого случая применяются следующие электроды, которые хорошо себя зарекомендовали как универсальные.
Электроды ОЗЛ-8. Являются самыми популярными. Предназначены для сварки стали 08Х18Н10, 12Х18Н9, 08Х18Н10Т. А также для сталей, работающих в агрессивных средах.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 2 | 40-50 | 30-40 | 30-40 |
| 2,5 | 50-60 | 40-50 | 40-50 |
| 3 | 60-70 | 50-60 | 50-60 |
| 4 | 100-140 | 90-120 | 90-110 |
| 5 | 150-180 | 120-160 | 110-140 |
Электроды НЖ-13. Используются для сварки стали 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т, а также углеродистых и конструкционных.
Используются для сварки стали 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х21Н6М2Т, а также углеродистых и конструкционных.
Рекомендуемый сварочный ток, А
| Электрод, мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 60-80 | 50-70 |
| 4 | 100-160 | 90-130 | 90-120 |
| 5 | 150-180 | 120-150 | 110-140 |
Электроды ЦЛ-11. Применяются для сварки нержавеющих сталей 08Х18Н12Т, 12Х18Н12Б. Обладают высокой устойчивостью к коррозии металла шва.
Рекомендуемый сварочный ток, А
| Электрод , мм | Пространственное положение | ||
| Нижнее | Вертикальное | Потолочное | |
| 3 | 60-90 | 50-80 | 50-70 |
| 4 | 110-140 | 100-130 | 90-120 |
| 5 | 140-170 | 120-160 | 110-140 |
Сварка нержавеющей стали полуавтоматом
(MAG)
Такой способ сварки очень популярен при массовом изготовлении изделий. Используя сварочный полуавтомат и подходящую для этого сварочную проволоку, можно без проблем сварить такую сталь. В качестве защитного газа отлично подойдёт углекислота СО2. Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Используя сварочный полуавтомат и подходящую для этого сварочную проволоку, можно без проблем сварить такую сталь. В качестве защитного газа отлично подойдёт углекислота СО2. Шов при таком способе получается красивый и на много качественней от ручной дуговой.
Проволока для сварки нержавейки полуавтоматом
Выбор сварочной проволоки происходит точно так, как и при выборе электродов. Проволока должна по химическому составу быть близка к химическому составу стали. Ниже будет приведены несколько видов сварочной проволоки, которую можно свободно приобрести.
Проволока Св-08Х20Н9Г7Т. Является самой популярной проволокой, для сварки углеродистых и высоколегированных сталей. Обеспечивает качественное соединение аналогичное основному металлу. Имеет малое разбрызгивание металла.
Режимы сварки проволокой Св-08Х20Н9Г7Т
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-50 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 30-40 | 7 | 6-7 |
| 1,0 | 90-150 | 18-19 | 25-40 | 8 | 7-8 |
| 1,2 | 140-160 | 19-21 | 25-35 | 8 | 8-9 |
| 1,6 | 150-180 | 22-25 | 20-40 | 11 | 9-12 |
Проволока Св-01X19H9. Менее популярна чем предыдущая. Предназначена для сварки нержавеющих сталей различных марок. Применяется для сварки оборудований пищевой промышленности.
Менее популярна чем предыдущая. Предназначена для сварки нержавеющих сталей различных марок. Применяется для сварки оборудований пищевой промышленности.
Режимы сварки проволокой Св-01X19H9
| Проволока, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет проволоки, мм | Расход газа, дм3/мин |
| 0,5 | 30-40 | 16-17 | 30-45 | 6 | 5-6 |
| 0,8 | 50-80 | 17-18 | 35-40 | 7 | 5-7 |
| 1,0 | 90-150 | 18-19 | 30-40 | 8 | 7-8 |
| 1,2 | 140-170 | 19-21 | 30-38 | 9 | 8-10 |
| 1,6 | 150-180 | 223-26 | 25-40 | 11 | 9-12 |
Аргонодуговая сварка нержавейки (TIG)
TIG сварка нержавейки выполняется неплавящимся электродом с использованием присадочного материала. В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
В качестве присадочного материала применяется та же проволока, что и при полуавтоматической сварке в среде защитного газа СО2. Данный способ сварки является самым качественным и надёжным. Аргонная сварка хорошо варит тонколистовой металл. Сварка тонкой нержавейки таким способом, самое лучшее решение. Швы получаются аккуратные и красивые. Более подробно о таком способе сварки можно прочесть здесь.
У такого способа есть только один минус – низкий КПД. На сегодняшний день это один из самых лучших способов сварки такой стали.
Режимы для сварки нержавеющей стали аргонодуговой сваркой
Обычно нержавеющую сталь варят постоянным током прямой полярности.
Диаметр графитового электрода выбирается в зависимости от толщины свариваемого металла.
Подбор графитовых электродов от толщины металла, а также ток сварки
| Толщина свариваемого металла, мм | Диаметр графитового электрода, мм | Ток сварки, А |
| 0,5 | 1 | 65-85 |
| 1 | 1,5 | 85-120 |
| 2 | 2 | 100-160 |
| 4 | 3 | 150-190 |
| 5 | 4 | 250-340 |
| 8 и более | 6 | 350-450 |
Выступание электрода из сопла горелки выбирается в зависимости от типа соединения. При сварке стыковых швов – длина вылета составляет 3-5мм. Если соединение тавровое или угловое — 5-8мм.
При сварке стыковых швов – длина вылета составляет 3-5мм. Если соединение тавровое или угловое — 5-8мм.
Особенности сварки нержавейки
Подготовка изделий из нержавеющей стали ничем не отличается, от сварки других сталей. При сварке тонколистового металла необходимо понижать сварочный ток, для избегания прожига. При сварке толстолистового металла, для качественного его провара необходимо делать разделку кромок. Прихватки, соединяющие заготовки должны быть равномерно раскиданы вдоль будущего шва. Не пытайтесь за один проход сделать полный провар толстолистового металла. Главное хорошо проворить корень шва с последующей его зачисткой. Даже если нет на поверхности шлака, всё равно необходимо качественно зачищать каждый проход шва.
Конечно, предварительный подогрев нержавейки не повредит, но можно и обойтись без него. Исключением являются те стали, которым это необходимо по причине плохой их свариваемости.
Нержавеющая сталь: область применения
Применяются такие стали во всех областях, начиная в быту заканчивая кораблестроением. Обладая повышенным сопротивлением к коррозии, их используют в химической промышленности. Они могут не только выдерживать агрессивные среды (кислоты, щёлочи), но и повышенные температурные воздействия. В пищевой промышленности так же применяются для изготовления сосудов и резервуаром. В машиностроении из них изготавливают ответственные узлы энергоагрегатов, а также производят сварку всеми возможными видами сварки.
Обладая повышенным сопротивлением к коррозии, их используют в химической промышленности. Они могут не только выдерживать агрессивные среды (кислоты, щёлочи), но и повышенные температурные воздействия. В пищевой промышленности так же применяются для изготовления сосудов и резервуаром. В машиностроении из них изготавливают ответственные узлы энергоагрегатов, а также производят сварку всеми возможными видами сварки.
Заключение
Нержавеющая сталь, это сталь с содержанием Сr≥14%. Сваривается такая сталь всеми способами, а сама технология не отличается от сварки конструкционных сталей. Самый качественный способ сварки – это аргонодуговая сварка. Сварочные режимы не следует превышать, особенно при работе с тонколистовым прокатом. Допустим подогрев стали горелкой или если этого требует особенность стали.
Особенности сварки нержавеющей стали
Главная » Статьи » Особенности сварки нержавеющей стали
Сварка нержавейки своими руками | Строительный портал
Металлург Гарри Бреарли из Англии в 1913 году при работе над проектом, связанным с улучшением оружейных стволов, обнаружил случайно, что добавление в низкоуглеродистую сталь хрома придает ей способности сопротивляться кислотной коррозии. Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Добавление в сталь хотя бы 12% хрома делает её коррозионностойкой и нержавеющей, а увеличение содержания хрома до 17% делает её стойкой к агрессивной среде.
Содержание:
Свойства нержавеющей стали
Согласно классификации нержавеющие стали принято относить к высоколегированным сталям, что являются устойчивыми к коррозии. Хром, который содержится в стали, при взаимодействии с кислородом образует невидимый и тонкий слой оксида хрома, который называют оксидной пленкой.
Атомы хрома и их оксиды имеют подобные размеры, поэтому они вплотную примыкают между собой на поверхности металла и образуют стабильный слой, который имеет толщину всего лишь в несколько атомов. Если поцарапать или порезать поверхность нержавеющей стали, то оксидная пленка разрушится. Однако вместе с этим создаются новые оксиды, которые восстанавливают поверхность и защищают ее от окислительной коррозии.
Благодаря своим прочностным и антикоррозионным характеристикам, нержавеющие стали активно применяются в промышленности и быту. Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Изделия, что изготовлены из нержавейки, вы можете встретить везде, — начиная от кухни в каждой квартире и заканчивая цехами-гигантами химического производства.
Оборудование для сварки нержавейки в современном мире позволяет создавать такие сложные изделия, как разнообразные конструкции с нержавейки высокой прочности, перила для лестниц, нержавеющие трубы, листы, сетки, полосы, уголки, нержавеющие баки самого разнообразного назначения, нержавеющие вешалки.
Нержавеющая сталь вместе со стеклом и некоторыми синтетическими материалами является почти незаменимым материалом для создания оборудования для обработки и транспортировки пищевых продуктов, изготовления хирургического инструмента, разнообразных металлических конструкций. Это объясняется высокими гигиеническими, токсикологическими и эстетическими требованиями.
Гигиена в пищевой отрасли имеет высочайшее значение. Существуют конкретные требования, которые касаются смываемости тяжелых металлов с такого оборудования, которое постоянно находится в контакте с пищевыми продуктами. Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Марками нержавейки, которые используются в пищевой промышленности, выступают AISI 304 и 316.
Состав нержавеющей стали
В составе нержавейки основным легирующим элементом выступает хром с содержанием 12 — 20%. Если содержание хрома составляет больше 17%, такие сплавы являются коррозионностойкими в агрессивных и окислительных средах.
В составе нержавеющей стали также присутствуют элементы, которые отвечают за специфические физико-механические и увеличивающие антикоррозионные свойства нержавейки: никель, молибден, ниобий, титан и марганец. Ниобий, молибден и хром увеличивают коррозионную стойкость, а никель уменьшает теплопроводность и электропроводность стали.
Нержавеющая сталь по химическому составу бывает хромистой, хромоникелевой и хромомарганцевоникелевой. Хромистая нержавейка применение нашла в качестве конструкционного материала для изготовления клапанов гидравлических прессов, арматуры крекинг-установок, турбинных лопаток, режущих инструментов, пружин и прочих предметов быта.
Хромоникелевая нержавейка используется в различных отраслях промышленности. Отмечаются такие свойства нержавеющей стали аустенитного класса. Благодаря собственной структуре поверхность нержавеющей стали считается высококачественной и не нуждается в дополнительной обработке для использования в пищевой промышленности.
Хромоникелевая аустенитная нержавейка не способна магнититься, что позволяет её легко отличить от прочих сплавов, а также применять подобное свойство в промышленности. Особо отличается сталь 12Х18Н10Т, которая используется для сварных конструкций, бытовых приборов, в архитектуре и строительстве зданий различного назначения.
Разновидности нержавейки
Выделяют три основных вида нержавеющей стали — аустенитная, ферритная и мартенситная нержавейка. Эти типы определяются микроструктурой нержавеющей стали, а также преобладающей кристаллической фазой.
Аустенитные стали в качестве основной фазы имеют аустенит. Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Подобные сплавы содержат никель и хром, иногда азот и марганец. Самой известной нержавеющей сталью аустенитного класса является 304 сталь, которую называют иногда T304, с содержанием 18-20% хрома и 8-10% никеля. Подобное содержание элементов делает нержавеющую сталь немагнитной и придает ей высокие коррозионные свойства, пластичность и прочность, благодаря чему они используются повсеместно в различных областях промышленности.
Ферритные стали в качестве основной фазы имеют феррит. Данные стали содержат хром и железо. Основной вид подобной нержавеющей стали – сталь 430, что содержит 17% хрома. Ферритные стали являются менее пластичными, чем аустенитная сталь. Стали не закаляются посредством термической обработки и, как правило, применяются в агрессивной среде.
Мартенситные стали имеют характерную микроструктуру, которую наблюдал впервые микроскопист Адольф Мартенс из Германии в 1890 году. Мартенситная нержавеющая сталь является низкоуглеродистой сталью, основным видом среди которой является сталь 410, что содержит 12% хрома и около 0,12% углерода. Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Мартенсит способен придавать стали высокую твердость, однако вместе с этим снижает ее жесткость и делает её хрупкой. Поэтому этот тип стали используется в слабоагрессивной среде, к примеру, при изготовлении режущих инструментов и столовых приборов.
Виды аустенитной нержавейки
Виды сталей самой популярной аустенитной группы обозначают дополнительным номером, указывающим на химический состав:
- Нержавеющая сталь A1, как правило, используется в подвижных и механических узлах. Из-за высокого содержания серы подобная сталь имеет низкое сопротивление коррозии, чем прочие типы нержавейки.
- Нержавейка A2 является самой распространенной, нетоксичной, немагнитной, незакаливаемой, устойчивой к коррозии сталью, которая легко поддается сварке и после этого не становится хрупкой. А2 проявляет магнитные свойства после механической обработки. Крепежи и изделия из нержавейки A2 не подходят для применения в кислотах и средах, которые содержат хлор, к примеру, в соленой воде и бассейнах.
 Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию.
Пригодна А2 для температуры вплоть до минус 200 градусов по Цельсию. - Сталь A3 отличается похожими свойствами, как и нержавейка A2, и стабилизирована дополнительно титаном, танталом и ниобием. Это улучшает ее качества сопротивления против коррозии при высокой температуре.
- Нержавеющая сталь A4 является похожей на нержавейку A2, но в своем составе имеет 2-3% молибдена. Это придает ей в большой степени высокие способности сопротивляться кислоте и коррозии. Такелажные изделия и крепеж из A4 применяются в судостроении. Пригодна нержавеющая сталь А4 для температуры до минус 60 градусов.
- Нержавейка A5 имеет похожие свойства, которые присущи стали A4, и дополнительно стабилизирована танталом, ниобием и титаном, но с разным содержанием легирующих добавок для повышения ее сопротивляемости высоким температурам.
Свариваемость нержавейки
Перед тем, как приступить к сварке нержавейки своими руками, рекомендуется ознакомиться с ее особенностями. Сварка нержавейки является достаточно трудным занятием, которое зависит от многих параметров. Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
Наиболее важным среди них выступает свариваемость — способность металла образовывать сварное соединение, материал шва которого имеет аналогичные или близкие механические свойства к металлу основы.
На свариваемость нержавеющей стали влияет ряд характеристик, которыми она обладает:
- Большое значение показателя линейного расширения и существенная литейная усадка, которая возникает из-за этого, высокая литейная усадка способствуют росту деформации металла при сварке и после нее. Если между свариваемыми деталями, обладающими значительной толщиной, отсутствует достаточный зазор, то могут образоваться огромные трещины.
- Теплопроводность, что снижена по сравнению со сталями низкоуглеродистыми в 1,5 — 2 раза, способна вызывать концентрацию теплоты и усиливать проплавление металлов в зоне сварки. При сварке нержавейки из-за этого возникает потребность уменьшения силы на 15 — 20% тока по сравнению с током для обычной стали.
- Высокое электрическое сопротивление провоцирует очень сильный нагрев электродов из высоколегированной стали.
 Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров.
Чтобы уменьшить отрицательный эффект, изготовляют электроды с хромоникелевыми стержнями, которые имеют длину не больше 350 миллиметров. - Важным свойством нержавейки выступает склонность высокохромистой стали к потере собственных антикоррозийных свойств при применении неправильного термического режима или неправильном использовании аппарата для сварки нержавейки. Данное явление называют межкристаллитной коррозией. Его природа заключается в том, что при температурах больше 500 градусов по Цельсию по краям зерен формируется карбид хрома и железа, которые становятся впоследствии очагами коррозионного растрескивания и самой коррозии. С подобными явлением борются различными методами, к примеру, с помощью быстрого охлаждения места сварки любой методикой, вплоть до поливания водой, для уменьшения потерь коррозионной стойкости.
Особенности сварки нержавейки
При сварке нержавейки рекомендуется учитывать некие отличия её физических свойств от характеристик углеродистого проката. К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
К примеру, стоит брать во внимание, что уделенное электрическое сопротивление приблизительно в 6 раз больше, на 100 градусов меньше точка плавления, теплопроводность достигает одной трети от аналогичного показателя углеродистого проката. Показатель теплового расширения по длине составляет на 50% больше.
Сварку нержавейки в домашних условиях выполняют разными методами. Ручную дуговую сварку нержавейки вольфрамовыми электродами в инертной среде обычно применяют, когда толщина материала составляет больше 1,5 миллиметров. Для сварки труб и тонких листов используют дуговую сварку плавящимися электродами в инертном газе.
Импульсная дуговая сварка плавящимися электродами в инертном газе предназначена для листов, которые имеют толщину 0,8 миллиметра. Сварка короткой дугой плавящимися электродами в инертной среде прописана для листов, толщина которых 0,8-3,0 миллиметра, а сварка со струйным переносом металла плавящимися электродами в инертном газе — для листов, что имеют толщину больше 3,0 миллиметров.
Плазменная сварки нержавеющей стали может использоваться для широкого диапазона толщины и применяется в наше время достаточно широко. Дуговая сварка нержавейки под флюсом предназначена для материалов, толщина которых больше 10 миллиметров. Однако самыми популярными методами остается технология сварки нержавейки покрытыми электродами, вольфрамовыми электродами в среде аргона и аргонная полуавтоматическая сварка нержавеющей проволокой.
Подготовка кромок нержавеющих деталей практически не отличается от подготовки изделий из стали низкоуглеродистой, за исключением одного нюанса – в сварном стыке должен быть зазор для обеспечения свободной усадки швов.
Поверхности кромок перед сваркой принято зачищать до блеска стальной щеткой и промывать растворителем – к примеру, авиационным бензином или ацетоном для удаления жира, который вызывает появление в шве пор и уменьшение устойчивости дуги.
Ручная сварка нержавейки покрытыми электродами
Сварка нержавеющей стали покрытыми электродами способна обеспечить без особых проблем приемлемое качество швов. Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
Поэтому если вы не предъявляете к сварному соединению особых требований, искать другой способ сварки нержавейки нет резона.
К покрытым металлическим электродам для ручной дуговой сварки нержавеющей стали относят электроды особого состава ОЗЛ-8, НИАТ-1, ЦЛ-11. Выбирать рекомендуется электроды, обеспечивающие основные эксплуатационные характеристики сварного соединения – высокие механические свойства, значительную коррозионную стойкость и жаростойкость.
Сварку принято производить с помощью постоянного тока обратной полярности. Стремитесь к меньшему проплавлению шва, техника сварки нержавейки предполагает использование электродов, которые имеют небольшой диаметр, при минимальной тепловой энергии. При сварке нержавеющей стали сила тока должна быть примерно на 15-20% меньше, чем для обыкновенной стали.
Использование большого тока из-за низкой теплопроводности и высокого электрического сопротивления электродов может спровоцировать перегрев их покрытия и даже отваливание отдельных кусков. Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Электроды для сварки по данной причине отличаются высокой скоростью плавления, по сравнению с обычными стальными. Приступая к сварке нержавейки впервые, нужно к этому быть готовым.
Чтобы сохранить коррозионные характеристики шва, необходимо обеспечить его ускоренное охлаждение при использовании для этого медных прокладок или обдувания воздухом. Если сталь причисляется к хромоникелевым сталям аустенитного класса, вы можете использовать для охлаждения воду.
Сварка вольфрамовыми электродами в среде аргона
Сварку нержавеющей стали данным методом применяют в ситуациях, когда свариваемый металл очень тонкий или предъявляются к сварному соединению повышенные требования качества. Нержавеющие трубы, которые используются для перемещения под давлением жидкостей или газов, сваривать лучше всего именно вольфрамовыми электродами в инертной среде.
Сварку проводят в среде аргона постоянным или переменным током прямой полярности. Желательно использовать в качестве присадочного вещества проволоку, которая имеет более высокий уровень легирования, чем главный металл. Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Выполняют работу электродами без колебательных движений, иначе можно нарушить защиту зоны варки, что провоцирует окисление металла шва и увеличивает стоимость сварки нержавейки.
Обратную сторону шва защищают поддувом аргона от воздуха, однако нержавеющая сталь к защите обратной стороны не является такой критичной, как титан. Исключите попадание вольфрама в сварочные ванны. Поэтому целесообразно применять бесконтактный поджог дуги или проводить зажигание дуги на графитовой или угольной пластинке, перенося ее на основной металл.
После окончания процедуры с целью меньшего расхода вольфрамового электрода защитный газ сразу не выключайте. Это следует делать спустя определенное время — 10-15 секунд. Это поможет исключить интенсивное окисление нагретых электродов и продлить срок его службы.
Механические методы обработки нержавейки
Помните, что использовать разрешается только такие рабочие принадлежности, которые предназначаются для обработки нержавеющего проката, и которые вы видели на видео о сварке нержавейки: специальные шлифовальные ленты и круги, щетки из нержавеющей стали, нержавеющие дроби.
Травление считается самой эффективной методикой дальнейшей обработки сварных швов. Если правильно выполнить травление, то вы сможете устранить зону с низким содержанием хрома и вредный оксидный слой. Травление выполняют посредством погружения в кислоту, покрытия пастой или поверхностного нанесения зависимо от условий.
При травлении чаще всего используют смешанную кислоту: азотную и фтористоводородную кислоту в таких пропорциях – от 8 до 20% азотной кислоты и 0,5 – 5% фтористоводородной кислоты, вода выступает в качестве остального компонента. В народе с этой целью используют крепкий настой чая.
Время травления нержавеющего аустенитного проката зависимо от концентрации кислоты, температуры, сорта проката, толщины окалины. Помните, что кислотоупорный прокат нуждается в более продолжительном времени обработки, чем нержавеющий прокат. Доведение уровня шероховатости сварных швов до соответствующего показателя главного листа посредством полирования или шлифования после процедуры травления повышает еще более стойкость конструкции к коррозии.
Профилактика дефектов после сварки
Процесс нержавеющей стали имеет некие особенности. Если их не учитывать особенностей сварки нержавейки, в итоге возникнут некоторые дефекты сварных швов и нежелательные эффекты. К примеру, через определенное время после процедуры в области сварных швов может формироваться так называемая «ножевая» коррозия.
Результат воздействия высокой температуры – горячие трещины, которые возникают из-за аустенитной структуры сварных швов. Причина хрупкости швов кроется в длительном воздействии высокой температуры, а также стигматации.
Чтобы предотвратить возникновение горячих трещин, принято использовать присадочные материалы, которые позволяют формироваться прочным швам. Содержание феррита при этом составляет не меньше 2%. Также с этими целями рекомендуется проводить дуговую сварку с малой длиной дуги. Не следует кратеры выводить на основной металл.
Автоматическую сварку принято осуществлять при уменьшенных скоростях. Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Лучше всего сделать меньше подходов. Увеличение скорости и применение короткой дуги существенно уменьшают риски возникновения сварочных деформаций и цену сварки нержавейки. Благоприятно влияет на стойкость нержавейки к коррозии сварка на максимальной скорости.
Таким образом, нержавейка бывает разных видов и различного состава. Присутствие в металле хрома определяет основные свойства, за которые нержавейка и ценится в разных отраслях промышленности. Зависимо от конечного результата, существует много способов её сварки. Один из них обязательно подойдет и вам!
strport.ru
Особенности сварки нержавейки
- 04 января
- 95 просмотров
- 33 рейтинг
Оглавление: [скрыть]
- Свойства, влияющие на свариваемость нержавеющей стали
- Способы сварки нержавеющей стали
- Сварка покрытыми электродами
- Сварка инвертором вольфрамовым электродом
- Сварка полуавтоматом
- Особенности сварки нержавейки и черного металла
- Методы профилактики дефектов
Нержавеющие стали относятся к высоколегированным материалам, которые не поддаются коррозии, поэтому сварка нержавейки имеет свои особенности.
Имея особые свойства, сварка нержавейки — достаточно сложный технологический процесс.
В составе такой стали есть достаточно много хрома, который взаимодействует с кислородом, что находится в воздухе. В результате этого на поверхности металла образуется защитный слой, именно из-за него сварка нержавеющей стали — достаточно сложный процесс.
Благодаря тому что атомы хрома и их оксиды покрывают металл тонкой пленкой, он надежно защищается от коррозии. Если оксидная пленка окисляется, то она очень быстро восстанавливается, и поэтому сталь не ржавеет.
Изделия из нержавеющей стали широко используются как в промышленности, так и в быту, поэтому часто становится актуальным такой вопрос, как сварка нержавейки в домашних условиях.
Нержавеющая сталь широко используется в пищевой промышленности, а также для создания хирургических инструментов и во многих других отраслях.
Свойства, влияющие на свариваемость нержавеющей стали
На то, как будет выполняться сварка по нержавейке, влияют следующие ее свойства:
Ручная дуговая сварка.
- теплопроводность указанного материала меньше, чем у низкоуглеродистой стали, приблизительно в 2 раза, поэтому зона сварки больше нагревается; при сварке нержавеющих сталей ток должен быть на 20% меньше, чем обычно;
- большой коэффициент расширения вызывает увеличенную усадку материала как во время, так и после сварки; если надо варить большие детали, между ними оставляют большой зазор, иначе возникнут трещины;
- так как данный материал имеет высокое сопротивление, электроды во время выполнения работ очень нагреваются, поэтому их делают длиной не больше 35 см;
- если была нарушена технология выполнения работ, то сталь может утратить свои антикоррозионные свойства; если детали нагреваются выше 500 градусов, то образуется карбид железа и хрома, в этих местах начинается коррозия, для того чтобы этого избежать, необходимо быстро охлаждать место сварки; если сталь хромоникелевая, то делать это можно при помощи воды.
Вернуться к оглавлению
Есть несколько способов, которыми можно сваривать указанный материал, но самыми распространенными являются следующие:
- при помощи покрытых электродов в режиме ММА;
- вольфрамовыми электродами проводится аргонная сварка нержавейки;
- полуавтоматическая сварка при помощи нержавеющей проволоки.

Перед началом проведения работ кромки деталей необходимо обработать, делается это так же, как при обработке других деталей, только надо оставлять немного больше места для усадки шва.
С применением щетки поверхность необходимо зачистить до блеска, после чего ее обрабатывают любым растворителем. Это поможет удалить жир и обеспечит устойчивую дугу, в материале не будут образовываться поры.
Вернуться к оглавлению
Схема сварочного полуавтомата.
Ручная дуговая сварка нержавеющей трубы или других деталей позволяет сделать надежное соединение в том случае, когда к нему нет особенных требований. При выборе электродов надо обращать внимание на то, что они должны обеспечить необходимые свойства шва, например его жаростойкость, коррозионную стойкость, определенные механические параметры.
Такие работы обычно выполняют постоянным током обратной полярности, переменным током практически не работают. Для того чтобы шов не очень нагревался, надо использовать электроды небольшого диаметра, аппарат выставляют на силу тока, что на 15-20% меньше, чем это необходимо для черного металла.
Будьте готовы к тому, что скорость плавления таких электродов значительно выше, чем обычных. Для охлаждения шва можно обдувать его воздухом или для этого применяют медные прокладки, а хромоникелевые стали можно охлаждать водой.
Вернуться к оглавлению
Технология аргоновой сварки.
Аргонодуговая сварка вольфрамовым электродом используется при необходимости сваривания тонких деталей или когда качество шва должно быть очень высоким. Это надо при сваривании труб, по которым проходит жидкость или газ.
Сварка нержавейки инвертором проводится в обратной полярности, для этого используется постоянный ток, а если необходима сварка алюминия, то переменный ток. Работа выполняется в среде аргона. Присадочную проволоку рекомендуется брать более легированную, чем свариваемые детали.
Чтобы не происходило нарушение защитного пространства, от чего шов начнет окислиться, во время работы нельзя делать колебательных движений. Чтобы защитить обратную сторону шва, выполняется поддув аргона.
Чтобы вольфрам не попадал в сварочную ванну, дугу лучше поджигать на графитовой пластине, после чего переносить на место работы или использовать бесконтактный поджог. После окончания работ надо еще 10-15 минут продолжать подавать защитный газ. Это позволяет значительно увеличить качество и срок службы шва.
Вернуться к оглавлению
Сварка полуавтоматом в среде аргона позволяет получать качественный шов, при этом производительность работ будет высокая.
Этот способ хорошо подходит для соединения деталей, имеющих большую толщину. Для защиты шва используют смесь, состоящую из аргона и углекислого газа. Работа может выполняться короткой дугой, путем струйного переноса или импульсно.
Для тонких деталей подходит сварка короткой дугой, более толстые детали сваривают при помощи струйного переноса.
Когда выполняется импульсная сварка, то проволока в сварочную ванну подается при помощи импульсов, при этом получается одна сварочная капля или точечная сварка. Таким образом снижается ток и меньше нагреваются детали. Данный способ исключает разбрызгивание металла, что снижает стоимость работ и повышает их производительность, надо меньше времени на зачистку полученного шва.
Таким образом снижается ток и меньше нагреваются детали. Данный способ исключает разбрызгивание металла, что снижает стоимость работ и повышает их производительность, надо меньше времени на зачистку полученного шва.
Вернуться к оглавлению
Часто возникает вопрос: можно ли выполнять сваривание нержавейки с черным металлом? Естественно, можно, но в данном случае есть свои особенности. Для этого необходимо использовать специальную переходную присадочную проволоку и электроды. Если выполняется сварка нержавейки и черного металла для неответственных конструкций, то можно это сделать аргонодуговой сваркой с использованием нержавеющей присадки.
Вернуться к оглавлению
Если не придерживаться технологии выполнения работ, то шов будет иметь дефекты. Действие высокой температуры приводит к тому, что шов получается хрупким. Чтобы этого не происходило, применяют присадочные материалы, в которых содержится не менее 2% феррита. Для этого также работу выполняют короткой дугой и не выводят кратеры за пределы основного металла.
Чтобы этого не происходило, применяют присадочные материалы, в которых содержится не менее 2% феррита. Для этого также работу выполняют короткой дугой и не выводят кратеры за пределы основного металла.
Автоматическая сварка проводится на более высоких скоростях. При работе короткой дугой снижается риск появления деформаций. Если сварка проводится на высокой скорости, то стойкость данного материала к коррозии увеличивается.
Самым эффективным способом обработки шва является его травление. При его правильном выполнении устраняется область, в которой имеется низкое количество хрома и вредный оксидный слой. Данный процесс, в зависимости от размеров деталей, может проводиться путем покрытия пастой или опускания в кислоту.
Для травления используют смесь азотной (8-20%) и фтористоводородной кислоты (0,5-5%), остальная часть — вода.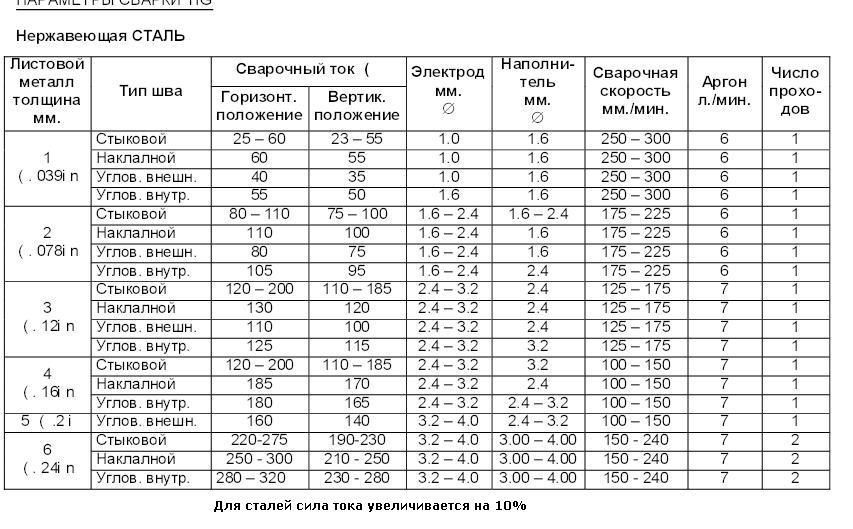 Время выполнения указанной операции будет зависеть от сорта стали, толщины окалины и других параметров.
Время выполнения указанной операции будет зависеть от сорта стали, толщины окалины и других параметров.
expertsvarki.ru
Сварка нержавеющей стали — технологии и особенности
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Типы нержавеющей стали
Существуют три основных типа нержавеющей стали — аустенитного, ферритного и мартенситного класса. Эти три типа стали определяются их микроструктурой, преобладающей кристаллической фазой.
- Аустенитные стали:Аустенитные стали имеют аустенит в качестве основной фазы. Это сплавы, содержащие хром и никель (иногда марганец и азот). Наиболее известная нержавеющая сталь аустенитного класса, 304 сталь, иногда её называют T304. Тип 304 –нержавеющая сталь с содержанием хрома 18-20% и 8-10% никеля.
 Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности.
Такое содержание элементов делает сталь немагнитной и придает ей высокую коррозионную стойкость, прочность и пластичность. Благодаря этому они широко используются в разных отраслях промышленности. - Ферритные стали:Ферритные стали имеют феррит в качестве основной фазы. Эти стали содержат железо и хром. Основной тип стали – сталь 430 с содержанием хрома 17%. Ферритные стали менее пластичны, чем аустенитные стали. Не закаляются путем термической обработки и используются, как правило, в агрессивных средах.
- Мартенситные стали:Характерную микроструктуру мартенсита впервые наблюдал немецкий микроскопист Адольф Мартенс в 1890 году. Мартенситные стали — низкоуглеродистые стали основным типом которых является 410 сталь с содержанием 12% хрома и 0,12% углерода. Мартенсит придает стали высокую твердость, но и снижает ее жесткость и делает металл хрупким. Поэтому эти типы стали используют в слабоагрессивной среде, например при изготовлении столовых приборов и режущего инструмента.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.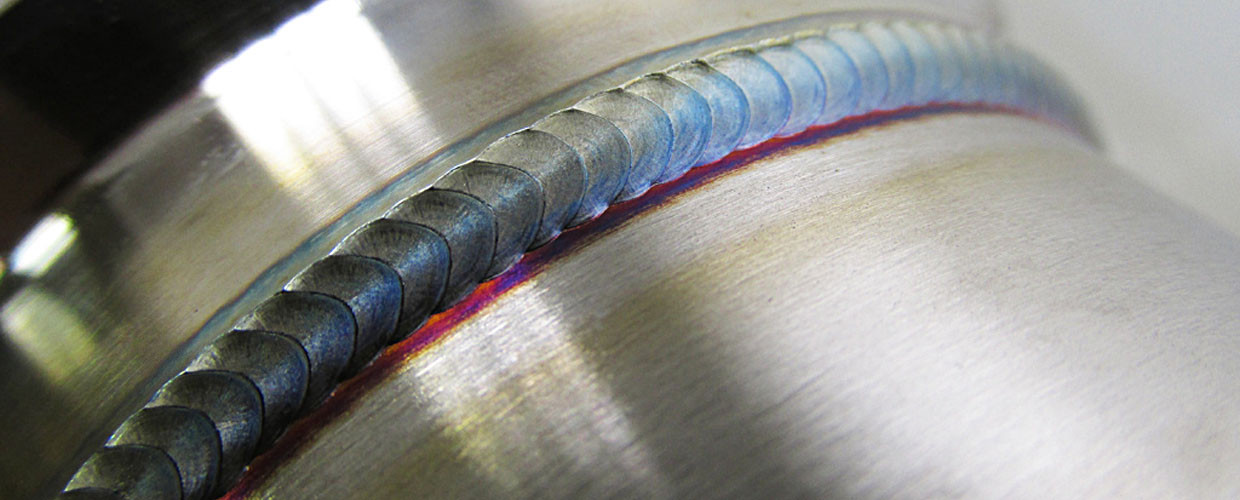
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
- — Низкая температура плавления
- — Низкий коэффициент теплопроводности
- — Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде).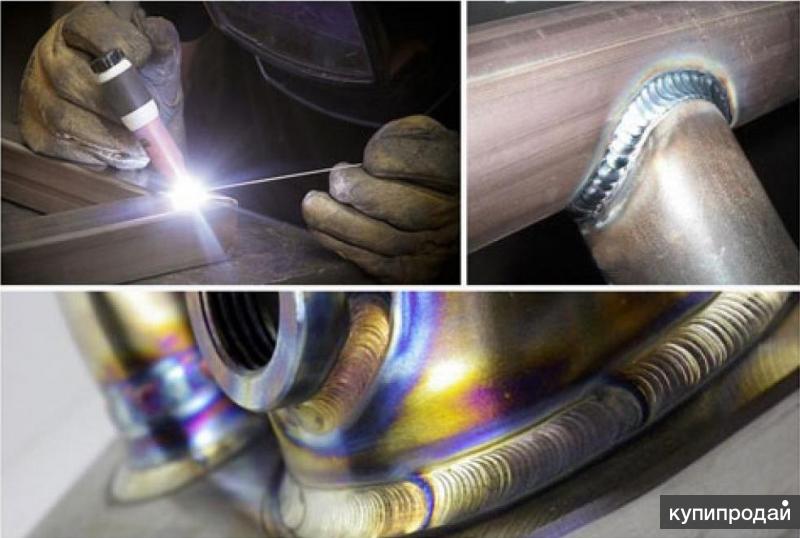 В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ — смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Уменьшается зона термического влияния. Подробнее про сварочный полуавтомат для сварки нержавеющей стали можно посмотреть здесь.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы (сварочная проволока для нержавейки — дорогой продукт) и увеличивает производительность, сокращая время на зачистку сварочного шва.
Надеемся, что данная статья будет полезна для вас.
© Смарт Техникс
Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru
Сварочное оборудование для сварки нержавеющей стали
Видео по сварке нержавеющей стали:
Время сварки@6 — TIG сварка нержавеющей стали для начинающих
Время сварки@8 — Сварка выхлопных систем из нержавеющей стали
www.smart2tech.ru
Как варить нержавейку — способы, виды и технологии сварки
Сварить нержавейку, ввиду того, что она относится к высоколегированной стали, которая характеризуется высокой устойчивостью к коррозии, часто бывает весьма непросто. Этот процесс не только трудоёмкий, но и достаточно затратный в энергетическом плане. Но, тем не менее, есть типы, способы и технологии сваривания нержавеющей стали, которые позволяют надёжно и качественно «сшить» этот металл.
Особенности нержавеющей стали
У нержавейки есть определённые свойства, которые влияют на свариваемость данного металла. Это:
• низкая теплопроводность, которая практически в два раза меньше, чем у низкоуглеродистой стали,
• высокий коэффициент линейного расширения с последующей литейной усадкой и деформацией металла,
• склонность нержавейки под воздействием сваривания в неправильном термическом режиме терять свои антикоррозийные свойства.
Поэтому важно не только правильно подобрать электроды для нержавеющей стали, но и ориентироваться на ряд других не менее значимых факторов.
Сварка нержавейки электродом
Чтобы сварить нержавейку, достаточно иметь сварочный аппарат инверторного типа и специальные электроды. Но при этом необходимо соблюдать три основных связующих для нормальной работы: толщину металла, диаметр электрода и рекомендованное значение сварочного тока. К примеру, для нержавейки толщиной в 3-4 мм, диаметр электрода не должен превышать 2 мм, а сварочный ток – 90А. Металл 5 мм требует использования электрода в 3 мм, а верхнее значение тока – 120А.
Сварка нержавейки инвертором предполагает использование постоянного тока с обратной полярностью на короткой дуге. Это значит, что электроды для нержавеющей стали должны иметь «+», а деталь, которую следует сварить «-». Что же касается выбора электродов, то для нержавейки подойдут стержни с основным или рутиловым покрытием. Вторые – предпочтительнее, так как отличаются стабильностью горения дуги и снижают объём разбрызгивания в процессе сварки.
Вторые – предпочтительнее, так как отличаются стабильностью горения дуги и снижают объём разбрызгивания в процессе сварки.
Сварка нержавейки аргоном
В случае аргоновой сварки используются электроды, покрытые защитным легирующим веществом (вольфрамом), который создаёт качественный шов, практически не отличающийся от металла, на который производится воздействие. Это способ идеален для сварки тонкостенных труб, которые входят в состав трубопроводов для частного использования. Для этого применяется дуговая сварка с плавящимся в инертном газе (аргоне) электродом. Толстый нержавеющий металл также отлично поддаётся аргоновой сварке, но при этом используется сварка с технологией струйного переноса металла.
Чтобы предотвратить в последующем появлении трещин и хрупкости сварных швов на нержавейке, в процессе сварки следует применять присадочные материалы. Такие компоненты содержат минимальное число углерода, поэтому они в состоянии увеличить прочность и устойчивость сварных соединений.
stroikairemont.com
Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.
С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Содержание страницы
- 1 Особенности сварки нержавейки
- 2 Сварка нержавейки с черным металлом
- 2.1 Особенности сварки черного металла с нержавейкой
- 2.2 Режимы для сварки
- 2.3 Технология сварки
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже.
 Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%. - Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества.
 То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
- Ручную дуговую сварку плавящимся электродом.
- Неплавящимся вольфрамовым электродом в среде защитных газов с присадкой или без таковой.
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которой можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.

- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Становится понятным, что приварить нержавейку к обычной стали, это достаточно ответственный процесс. Не зная тонкостей сварочной технологии, не зная правил выбора расходных материалов, сделать стальной стык качественным не получится. Самое главное, как показывает практика, это поймать ту середину, когда расплавленная нержавейка не стала сильной текучей. А при этом черный металл не остался твердым.
Плюсы, минусы и лучшие способы сварки
Нержавеющая сталь — популярный строительный материал, давно известный своей долговечностью и существенной устойчивостью к коррозии. Сварка этого привлекательного металла создает некоторые уникальные проблемы, которые необходимо учитывать перед началом проекта с нержавеющей сталью.
Рассмотрим подробнее плюсы и минусы работы с этим веществом и рассмотрим лучшие способы сварки нержавейки.
Нержавеющая сталь представляет собой сплав на основе железа, содержащий переменное количество хрома, который является элементом, придающим нержавеющей стали репутацию стойкой к ржавчине. Степень содержания хрома может варьироваться от 11% до 30%, при этом каждая вариация имеет немного разные химические свойства, влияющие на то, как она работает.
Популярность нержавеющей стали продолжает расти, поскольку это прочный материал, устойчивый ко многим типам жидкой, газовой и химической коррозии. Чтобы потускнеть это вещество, требуется много времени, и оно хорошо работает в различных материалах.
На самом деле, поскольку многие марки нержавеющей стали могут выдерживать экстремально высокие и низкие температуры, это популярный материал для трубной и нефтяной промышленности. Рестораны, крафтовые пивоварни и производители медицинского оборудования полагаются на его устойчивость к размножению бактерий, что делает его безопасным выбором для приготовления пищи, медицинских нужд и транспортировки агрессивных химикатов.
С другой стороны, нержавеющая сталь — дорогой металл, в три-пять раз дороже, чем мягкая сталь. Когда дело доходит до сварки этого дорогостоящего материала, это может быть сложным выбором по нескольким причинам.
Сложно ли сваривать нержавеющую сталь?Нержавеющая сталь очень эффективно удерживает тепло, что несколько усложняет ее сварку, особенно для начинающего сварщика. Столкнувшись с чрезмерным нагревом при сварке, нержавеющая сталь может деформироваться от высоких температур и даже деформироваться в процессе охлаждения.
Он также может быть очень неумолимым с эстетической точки зрения, так как показывает каждый оставленный дефект и царапину. Точно так же, если вы когда-либо сваривали металлический стол, вы знаете, что нужно принять меры предосторожности, прежде чем начинать, потому что он так легко царапается.
Все это говорит о том, что нержавеющая сталь плохо скрывает ошибки и предпочитает более опытных сварщиков.
Какой тип сварки лучше всего подходит для нержавеющей стали? Ответ не так прост: это зависит от того, какого результата вы пытаетесь достичь. Нержавеющую сталь можно сваривать с помощью дуговой сварки в среде защитного газа (MIG), дуговой сварки вольфрамовым электродом в среде защитного газа (TIG) или сварки электродом, и каждый из этих процессов дает немного разные результаты.
Нержавеющую сталь можно сваривать с помощью дуговой сварки в среде защитного газа (MIG), дуговой сварки вольфрамовым электродом в среде защитного газа (TIG) или сварки электродом, и каждый из этих процессов дает немного разные результаты.
Чтобы найти наилучший процесс сварки для вашего проекта, учитывайте следующие факторы:
- Уровень квалификации сварщика
- Эстетика конечной детали, включая внешний вид валика
- Толщина металла
- Факторы стоимости и сроков проекта
Если мастерство имеет первостепенное значение, то тонкость сварки TIG может подойти, но если приоритетом являются скорость и эффективность, то сварка MIG может быть лучшим процессом.
Чтобы узнать больше о том, какую сварку следует выбрать: сварку ВИГ или сварку МИГ, прочитайте наши недавние статьи, в которых сравниваются два метода сварки.
Можно ли сваривать нержавеющую сталь методом TIG? Сварка ВИГ известна своей точностью, поэтому она идеально подходит для проектов, требующих чистых, контролируемых сварных швов. Особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий.
Особенно на менее щадящих материалах, таких как сплавы нержавеющей стали или алюминий.
Хотя сварка получается красивой, это также самый медленный процесс сварки. Требуется опытный сварщик с отличной техникой. Здесь также проще всего контролировать искажения.
Сварка MIG — лучший выбор для работ, которые не связаны с внешним видом или качеством сварных швов. Но им нужно, чтобы работа была завершена эффективно и с минимальными затратами.
Для сварки MIG нержавеющей стали используется простое оборудование, которое можно легко транспортировать. Вот почему это популярный выбор для обслуживания и ремонта.
Другие факторы, которые следует учитывать:
- стоимость и характеристики присадочного металла
- сложность оборудования
- уровень опыта сварщика
Один из способов предотвратить деформацию при сварке нержавеющей стали — зажать кусок латуни или меди за швом сварного шва. Это будет служить охлаждающим механизмом или «радиоотводом», поглощая тепло и предотвращая прогорание.
Это будет служить охлаждающим механизмом или «радиоотводом», поглощая тепло и предотвращая прогорание.
Это также может помочь вам сварить весь шов непрерывно.
Ржавеет ли сварная нержавеющая сталь?При нормальных условиях нержавеющая сталь выдерживает все виды коррозии. Однако в экстремальных условиях нержавеющая сталь может ржаветь.
Это происходит, когда слой оксида хрома – тот самый элемент, который защищает нержавеющую сталь от ржавчины – разрушается или удаляется. Иногда это может произойти во время сварки, в процессе нагрева или охлаждения.
Даже при сварке ВИГ ржавчина может быть одной из самых больших проблем при сварке нержавеющей стали. Вот почему так важно очистить и подготовить нержавеющую сталь перед началом работы.
В правильно очищенном и подготовленном куске нержавеющей стали оксид хрома внутри действует как защитное уплотнение от ржавчины во время процесса сварки. Это может помочь излечить нержавеющую сталь от обесцвечивания и постоянных следов.
Имейте отдельный набор инструментов только для подготовки и очистки нержавеющей стали перед сваркой.
Почему?
Потому что он чрезвычайно чувствителен к любому количеству углеродистой стали.
Не допускайте контакта инструментов с остатками углеродистой стали с нержавеющей сталью. Эти следовые количества впитаются и заставят ваш конечный продукт ржаветь.
Даже частицы пыли из углеродистой стали могут представлять угрозу коррозии для нержавеющей стали и должны храниться в отдельных рабочих зонах.
Сварка нержавеющей стали — это вызов, который стоит решитьСварка нержавеющей стали имеет свои преимущества и недостатки. Пока вы учитываете эти ограничения в своем процессе, конечный результат того стоит.
Совершенствуя свои навыки сварки с этим ценным и модным материалом, вы сэкономите время и деньги на работе.
Что еще более важно, он может дать красивый профессиональный результат, который сделает ваши навыки сварщика более востребованными.
Узнайте больше о резке нержавеющей стали
При резке нержавеющей стали образуется шестигранный хром? вреден ли гексахром?
Краткий ответ заключается в том, что многие металлы содержат шестивалентный хром 6 (гексахром), который при вдыхании является известным канцерогеном. При резке металлов, содержащих этот элемент, следует принять несколько ключевых защитных мер.
Прочитайте нашу статью о резке нержавеющей стали и газе с шестигранным хромом, чтобы узнать больше о том, что вы должны сделать, чтобы защитить себя.
Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих – WeldPundit
Нержавеющая сталь и углеродистая сталь являются распространенными металлами, используемыми во многих сварочных работах. Поскольку нержавеющая сталь дороже, вы можете использовать ее только там, где это необходимо, и использовать обычную сталь для остальной части проекта.
Сварка — надежный и быстрый способ соединения металлов, но можно ли сваривать эти разнородные металлы вместе?
Вы можете сваривать нержавеющую сталь с углеродистой сталью с надежными результатами, если используете соответствующий присадочный металл (309) и следуйте надлежащей процедуре низкотемпературной сварки, чтобы избежать переваривания обеих частей. Таким образом, вы сохраните превосходную коррозионную стойкость детали из нержавеющей стали и предотвратите дефект горячего растрескивания.
Таким образом, вы сохраните превосходную коррозионную стойкость детали из нержавеющей стали и предотвратите дефект горячего растрескивания.
Нержавеющая сталь обладает превосходной коррозионной стойкостью в широком диапазоне агрессивных сред, даже при высоких температурах без технического обслуживания.
Однако, если вы приварите деталь из нержавеющей стали, коррозионная стойкость упадет. В результате нержавеющая деталь рано или поздно подвергнется коррозии, в зависимости от окружающей среды. Ржавчина является наиболее распространенной и известной коррозией, которая может появиться.
Кроме того, слишком большой нагрев детали из углеродистой стали вызовет миграцию углерода в металле сварного шва. В результате окончательный валик станет хрупким и чувствительным к растрескиванию с более низкой коррозионной стойкостью.
Горячее растрескивание — хорошо известный дефект при сварке аустенитной нержавеющей стали. Горячее растрескивание происходит, когда валик загрязнен примесями и затвердевает неравномерно. Часто он появляется продольным по центру шарика. Чтобы этого избежать, нужен правильный присадочный металл и сварка с низким нагревом.
Часто он появляется продольным по центру шарика. Чтобы этого избежать, нужен правильный присадочный металл и сварка с низким нагревом.
Но после прочтения этой статьи еще многое предстоит узнать.
Содержание
- Типы нержавеющей стали
- Типы углеродистой стали
- Каковы различия между нержавеющей сталью и мягкой сталью для сварки?
- Трудно ли сваривать нержавеющую сталь с мягкой сталью?
- Какой присадочный металл лучше всего подходит для сварки нержавеющей стали со сталью?
- Чем полезна техника намазывания маслом?
- Можно ли сваривать сталь со сталью методом TIG?
- Можно ли использовать сварку MIG?
- Можно ли использовать электродуговую сварку?
- Можно ли использовать порошковую проволоку?
- Заключение
- Можно ли сваривать нержавеющую сталь с оцинкованной сталью?
- Можно ли сваривать низколегированную сталь с нержавеющей сталью?
Сначала рассмотрим основные типы нержавеющей и углеродистой стали.
Типы нержавеющей стали
Нержавеющие стали представляют собой сложные сплавы железа , содержащие не менее 10,5% хрома и небольшое количество углерода. Кроме того, нержавеющая сталь может содержать много других элементов в зависимости от типа и сорта.
Высокое содержание хрома соединяется с кислородом на поверхности металла и образует защитную пленку. Эта пленка обладает высокой коррозионной и термостойкостью.
Существует три основных типа нержавеющей стали:
- Аустенитная сталь , которая часто содержит большое количество никеля . является наиболее распространенным типом и легче всего сваривается. Этот тип обладает самой высокой коррозионной и термостойкостью. Популярными аустенитными марками являются 304 (или 18/8), которые часто используются для посуды, оборудования для общественного питания и т. д., а также марка 316 с более высокой коррозионной стойкостью для морского оборудования.

- Ферритный сплав , такой как 409, является самым дешевым типом и подходит для декоративных работ и термостойких изделий, таких как выхлопные трубы. Феррит трудно сваривается, потому что высокая температура сварки делает его хрупким.
- Мартенситный , такой как марка 410, подходит для закаленных режущих инструментов, хирургических инструментов и т. д. Мартенситный материал исключительно трудно сваривается без строгой термообработки до и после сварки.
Типы углеродистой стали
Углеродистые стали – это простые сплавы железа с небольшим количеством углерода, придающего прочность.
Существует три основных типа углеродистой стали:
- Низкоуглеродистая или мягкая сталь на сегодняшний день является наиболее распространенной сталью и металлом, который легче всего сваривать, поскольку он содержит всего 0,05–0,30% углерода. Он никогда не становится твердым после сварки, за исключением случаев, когда его толщина превышает 3/4 дюйма (19 мм).
 Хорошо известный сорт — A36.
Хорошо известный сорт — A36. - Среднеуглеродистая сталь с содержанием углерода 0,30–0,50 % плохо поддается сварке, поскольку после сварки становится твердой и хрупкой. Он требует предварительного нагрева.
- Высокоуглеродистая сталь с содержанием углерода 0,50–0,90 % после сварки становится очень твердой и хрупкой. Инструменты из этой стали уже закалены. Это делает высокоуглеродистую сталь исключительно трудной для сварки без строгой термообработки до и после сварки.
Поскольку аустенитная нержавеющая и низкоуглеродистая сталь на сегодняшний день являются наиболее распространенными и легкими металлами для начинающих, остальная часть статьи посвящена им.
В чем разница между нержавеющей сталью и мягкой сталью для сварки?
Когда вы планируете сваривать эти два металла вместе, полезно знать их различия в химической и коррозионной стойкости, влияющие на сварку.
1. Мягкая сталь содержит больше углерода, чем нержавеющая сталь
Содержание углерода в мягкой стали, например марки A36, составляет 0,30% углерода по сравнению с 0,08% в нержавеющей стали 304. Сверхнизкоуглеродистые марки, такие как 304 L , содержат только 0,03% углерода.
Сверхнизкоуглеродистые марки, такие как 304 L , содержат только 0,03% углерода.
Это проблема, поскольку при плавлении детали из мягкой стали углерод может мигрировать в металл сварного шва из нержавеющей стали. Когда углерод находится рядом с хромом при высокой температуре в течение длительного времени, они объединяются, образуя карбиды.
В результате остается меньше свободного хрома для образования коррозионностойкой пленки, и может появиться ржавчина. Кроме того, поврежденный металл становится хрупким и склонным к растрескиванию.
2. Нержавеющая сталь при нагревании расширяется больше
Аустенитная нержавеющая сталь расширяется при нагревании больше, чем мягкая сталь. Это называется тепловым расширением (engineeringtoolbox.com) и представляет собой большую проблему.
При сварке этих металлов расширенная нержавеющая сталь будет толкать мягкую сталь. Когда бусина остынет, нержавеющая часть будет тянуться еще сильнее. В результате металлы будут гнуться и скручиваться, теряя нужную форму. Это называется искажением или деформацией.
Это называется искажением или деформацией.
Также, если сварное соединение эксплуатируется в среде с постоянным перепадом температур, неравномерное тепловое расширение вызовет усталостное напряжение в соединении. В результате соединение сломается через достаточное время.
3. Нержавеющая сталь медленнее поглощает тепло
Нержавеющая сталь не может быстро поглощать большое количество тепла при сварке. В результате тепло концентрируется в узкой зоне, называемой зоной термического влияния (ЗТВ), рядом с валиком. Кроме того, тепло остается там дольше, чем в мягкой стали.
Это приводит к чрезмерному короблению, образованию карбида и коррозии.
4. Электрическое сопротивление нержавеющей стали выше
Нержавеющая сталь также имеет более высокое электрическое сопротивление. Электричество через него пройти сложнее. В результате вы устанавливаете меньшую силу тока для получения того же тепла, что и мягкая сталь. Это примерно на 10-15% меньше силы тока.
5. Прочность на растяжение и пластичность нержавеющей стали выше
Нержавеющая сталь 304 имеет предел прочности при растяжении 85 000 фунтов на квадратный дюйм, а мягкая сталь обычно имеет предел прочности 65 000 фунтов на квадратный дюйм. В результате нержавеющая сталь может выдерживать более сильное механическое воздействие, прежде чем согнуться или сломаться.
Пластичность (эластичность) нержавеющей стали также выше. В результате нержавеющая сталь может гнуться дольше, не теряя прочности и не ломаясь.
6. Мягкая сталь имеет более высокую температуру плавления
Большинство аустенитных нержавеющих сталей плавятся при 2600 °F (1425 °C), а мягкая сталь плавится при 2800 °F (1540 °C). Несмотря на это, вы хотите избежать направления дуги на деталь из мягкой стали.
7. Гальваническая коррозия ускоряет коррозию низкоуглеродистой стали
Когда два разных металла соприкасаются друг с другом в присутствии электролита, такого как вода, один из них подвергается коррозии быстрее, чем обычно. Это называется гальванической коррозией (nace.org) или биметаллической коррозией.
Это называется гальванической коррозией (nace.org) или биметаллической коррозией.
В этом случае низкоуглеродистая сталь будет изнашиваться еще быстрее. Однако гальваническая коррозия не вызывает беспокойства, если электролит отсутствует.
8. Дефект дугового разряда может повлиять на низкоуглеродистую сталь
Дуговой разряд — это магнитное воздействие, которое может неправильно направить электрическую дугу. Он воздействует непосредственно на все черные металлы, но не на аустенитную нержавеющую сталь. Дуга усиливается, когда электрод и основной металл сильно нагреваются или когда деталь из мягкой стали намагничивается.
| Property | Mild steel | Austenitic (304) steel |
|---|---|---|
| Thermal expansion | 65 | 100 |
| Thermal conductivity | 100 | 33 |
| Electrical resistance | 12.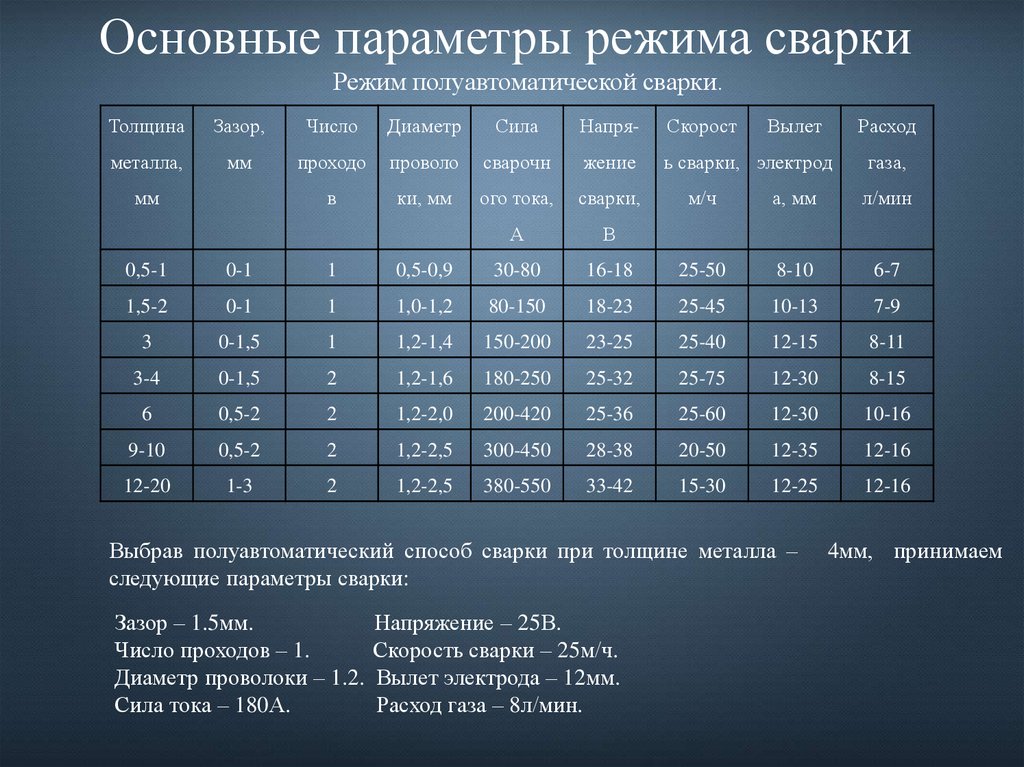 5 5 | 72 |
| Жаропрочность | 900 °F (480 °C) | 1300 °F (700 °C ) |
| Прочность на растяжение | 60-70ksi | 85ksi |
| Ductility | 25 | 55 |
| Melting point | 2800 °F (1540 °C) | 2600 °F (1425 °C) |
| Galvanic corrosion | Высокий | Низкий |
Трудно ли сваривать нержавеющую сталь с мягкой сталью?
Сварщики-новички беспокоятся о том, чтобы получить красивый валик на разнородных металлах с достаточным плавлением. Насколько это сложно?
Насколько это сложно?
Сварка нержавеющей стали с низкоуглеродистой сталью лишь немного сложнее, чем сварка чистой нержавеющей стали, несмотря на то, что они имеют совершенно разные составы и свойства. Короче говоря, избегайте чрезмерной сварки, глубокого провара и немного больше фокусируйте дугу на детали из нержавеющей стали.
Низкий нагрев важен для предотвращения глубокого проникновения, поддержания коррозионной стойкости и предотвращения углеродистого загрязнения. Чтобы ввести низкую температуру сварки, выполните следующие действия:
- Установите наименьшую силу тока, при которой расплавится присадочный металл.
- Путешествуйте с высокой скоростью.
- Вместо плетения предпочитайте плетение из бисера.
- Используйте охлаждающие стержни под металлом или на нем.
- Подготовьте симметричное соединение, для которого требуется наименьшее количество сварочного металла.
Еще одна важная вещь — направить дугу на нержавеющую деталь . Несмотря на неровный угол, получившийся валик будет симметричным с хорошим сращением носка.
Несмотря на неровный угол, получившийся валик будет симметричным с хорошим сращением носка.
Если вы используете процесс, при котором на борте остается шлак, более важен индивидуальный угол, поскольку он предотвратит включения шлака.
Всегда проводите испытания на подобном металлоломе перед сваркой вашего основного проекта.
Еще одна проблема, которая делает процедуру несколько более сложной, заключается в том, что вы не должны загрязнять нержавеющую часть частицами железа . Эти частицы начнут ржаветь на нержавеющей детали.
Используйте отдельный набор инструментов для очистки и снятия фаски с детали из нержавеющей стали. Кроме того, не царапайте нержавеющую часть углеродистой стали стальной частью, сварочным столом и т. д.
Никогда не используйте предварительный нагрев при сварке аустенитной стали. Предварительный нагрев усугубит все проблемы, которых вы хотите избежать. Кроме того, если вы выполняете многопроходную сварку, дайте металлу остыть до 300 °F (150 °C) между каждым валиком.
Какой присадочный металл лучше всего подходит для сварки нержавеющей стали со сталью?
Лучшим присадочным металлом для сварки нержавеющей стали со сталью является 309. 309 имеет достаточно большое количество хрома и никеля, чтобы решить проблему разбавления мягкой стали. В результате наплавленный металл шва будет иметь отличную коррозионную стойкость. 309синтез также обеспечивает высокую стойкость к горячему растрескиванию.
При сварке разнородных металлов окончательный валик состоит из присадочного металла (60 %) и небольшой части обоих основных металлов (20 % и 20 %). Поскольку в низкоуглеродистой стали нет хрома или никеля, вам нужен присадочный металл с большим содержанием, чем в детали из нержавеющей стали.
Аустенитный присадочный металл марки 309 с 23% хрома и 13% никеля обеспечивает буртик с содержанием не менее 18% хрома и 8% никеля. Шарик будет иметь превосходную коррозионную стойкость.
Если вы используете типичный нержавеющий присадочный металл, такой как 308, содержащиеся в нем хром (20%) и никель (10%) будут разбавлены компонентом из мягкой стали. В результате полученный валик будет иметь низкое содержание хрома (15%) и никеля (7%), что делает его твердым, чувствительным к растрескиванию, без сильной коррозионной стойкости.
В результате полученный валик будет иметь низкое содержание хрома (15%) и никеля (7%), что делает его твердым, чувствительным к растрескиванию, без сильной коррозионной стойкости.
Использование присадочного металла с еще более высоким содержанием никеля, такого как 310 (21% никеля), приведет к получению валика с таким высоким содержанием никеля, что это может привести к растрескиванию.
Кроме того, 309имеет дополнительное небольшое количество феррита, что предотвращает горячее растрескивание. Феррит богат хромом, и даже если образуется некоторое количество карбидов хрома, содержание свободного хрома все равно будет выше безопасного уровня.
Использование низкоуглеродистого 309 L присадочного металла необходимо, когда деталь из нержавеющей стали также 304 L . Эти стали содержат 0,03% углерода вместо 0,08%. Сверхнизкое содержание углерода помогает сохранить коррозионную стойкость и предотвращает растрескивание в высокотемпературных средах.
Некоторые моменты, которые следует учитывать при сварке с присадочным металлом 309:
- Присадочный материал 309 также может сваривать ферритную и мартенситную нержавеющую сталь с низкоуглеродистой сталью без предварительного нагрева. Но только не в том случае, если они требуют дальнейшей термической обработки или служат при высоких температурах.
- Модель 309 обладает высокой термостойкостью до 700 °F (370 °C).
- Если вы хотите сварить большое соединение, многопроходная сварка с 309 может вызвать проблемы, если сварка служит при высоких температурах. Это связано с тем, что дополнительные проходы будут содержать слишком много хрома и никеля из-за меньшего разбавления предыдущими шариками. Это может привести к растрескиванию. Чтобы избежать этого, вы можете использовать технику намазывания маслом, описанную далее в статье.
312 – это еще одна марка присадочного металла для сварки разнородных металлов, обладающая высокой стойкостью к горячему растрескиванию. Он имеет наибольшее количество хрома, не менее 28%, но низкое содержание никеля 9%.
Он имеет наибольшее количество хрома, не менее 28%, но низкое содержание никеля 9%.
Модель 312 превосходит модель 309 и может сваривать неизвестные металлы или трудносвариваемые металлы, например, мартенситную нержавеющую сталь с высокоуглеродистой сталью. Для этой цели был разработан наполнитель 312.
Загвоздка в том, что условия эксплуатации металлов не требуют послесварочной термообработки.
Кроме того, модель 312 не подходит для работы в условиях высоких температур и стоит дороже.
Для сварки аустенитной нержавеющей стали с мягкой сталью 309 более чем достаточно, и вы можете не покупать присадочный металл 312.
Я также упомяну присадочный металл NiCrFe . Он изготовлен на основе никеля и обеспечивает превосходные результаты сварки сложных соединений между нержавеющей сталью и сталью:
- Присадочный металл NiCrFe может безопасно сваривать соединения, которые служат в условиях высоких температур, намного превышающих 700 °F (370 °C).

- Он также имеет более низкое тепловое расширение, чем стержни из нержавеющей стали, и снижает усталостное напряжение в детали из углеродистой стали, возникающее при высокотемпературных колебаниях.
- Высокое содержание никеля предотвращает разбавление углерода, что приводит к меньшему количеству карбидов хрома и более высокой коррозионной стойкости.
Недостатком присадочного металла NiCrFe является высокая стоимость.
Сварка с присадочным металлом из мягкой стали приведет к получению хрупкого валика без коррозионной стойкости. Бусина заржавеет по прошествии достаточного времени и может сломаться под механическим или термическим воздействием. То же самое произойдет и с зоной термического влияния нержавеющей детали. Гальваническая коррозия представляет собой проблему, поскольку в присутствии воды валик быстро подвергается коррозии.
Чем полезна техника намазывания маслом?
При сварке большого стыка нержавеющей и низкоуглеродистой стали полезно использовать метод намазывания, чтобы избежать дефекта горячего растрескивания.
Для этого необходимо сварить поверхность компонента из мягкой стали с присадочным металлом 309. Таким образом, вы герметизируете деталь и предотвращаете проникновение углерода в следующий нержавеющий металл сварного шва.
После этого вы используете обычный аустенитный присадочный металл, например, 308, чтобы приварить компонент 304 к смазанному маслом 309.поверхность.
Толщина намазанной маслом поверхности должна быть не меньше глубины последующего проникновения. В большинстве случаев будет достаточно от 5/64″ (2 мм) до 1/8″ (3,2 мм).
Теперь давайте посмотрим, как сравниваются различные процессы сварки нержавеющей стали со сталью.
AdvertisementsМожете ли вы сваривать нержавеющую сталь с помощью TIG?
С помощью процесса сварки TIG вы можете сваривать нержавеющую сталь с мягкой сталью и получать наилучший внешний вид валика, минимальную деформацию и превосходную коррозионную стойкость. Последний шарик может не нуждаться в каких-либо улучшениях. Для достижения наилучших результатов используйте стержень ER309LSi.
Для достижения наилучших результатов используйте стержень ER309LSi.
Поскольку одна часть из нержавеющей стали, сварка ВИГ может быть лучшим процессом для сварки нержавеющей стали с мягкой сталью.
Сварка ВИГ представляет собой ручной процесс, при котором одна рука управляет горелкой ВИГ, которая создает дугу и подает защитный газ, а другая рука подает присадочный металл. Таким образом, вы можете контролировать подачу тепла с высокой точностью и добиться низкого разбавления.
Кроме того, если вы используете ножную педаль, вы можете увеличивать или уменьшать силу тока во время сварки. Более того, если блок питания поддерживает импульсный ток, можно добиться такой же пробивки при меньшем подводе тепла.
Все это позволяет снизить тепловложение, обеспечивая отличные результаты даже при обработке самых тонких металлов. Нет шлака, который нужно очищать, и вам, возможно, даже не придется улучшать последний валик.
Наконец, при сварке ВИГ выделяется наименьшее количество сварочного дыма. Это очень важно, так как присадочный металл из нержавеющей стали выделяет вредные пары.
Это очень важно, так как присадочный металл из нержавеющей стали выделяет вредные пары.
Вы можете прочитать эту статью Weldpundit о том, как защитить себя от сварочного дыма и газов, и эту статью о сварочных респираторах для домашних сварщиков для получения дополнительной информации.
Недостатки сварки TIG:
- Это самый сложный процесс.
- Нельзя сваривать снаружи.
- Расходные материалы для оборудования и резака являются дорогостоящими.
- Скорость сварки низкая и не идеальна для длинных швов или толстых металлов.
- Для получения хороших результатов необходимы идеально чистые металлы.
Стержень ER309LSi содержит почти в два раза больше кремния (Si). Кремний делает металл шва более жидким, в результате чего валик становится более плоским, гладким и красивым.
Можно ли использовать сварку MIG?
Вы можете сваривать нержавеющую сталь с низкоуглеродистой сваркой MIG с отличными результатами, особенно если вам нужен самый простой и быстрый процесс. Для достижения наилучших результатов используйте провод ER309LSi и режим передачи короткого замыкания с защитным газом Trimix. Также полезно использовать высокую индуктивность.
Для достижения наилучших результатов используйте провод ER309LSi и режим передачи короткого замыкания с защитным газом Trimix. Также полезно использовать высокую индуктивность.
Сварка МИГ имеет механизм подачи проволоки, который непрерывно подает проволочный электрод. Это делает процесс сварки самым простым в использовании. В результате новые сварщики выбирают MIG, чтобы как можно скорее приступить к ремонту и изготовлению объектов.
Сварка МИГ создает красивые валики, отлично подходит для тонких металлов и не требует очистки от шлака.
Негативы сварки MIG нержавеющей стали со сталью ориентированы на стоимость:
- Вам нужен другой, более дорогой защитный газ, чем 75/25 или CO2.
- Даже самая маленькая катушка с проволокой стоит больше, чем несколько сварочных прутков для сварки TIG или стержней.
- Для толстых металлов необходим сварочный аппарат с высокой силой тока для включения режима напыления.
- Для идеальной работы вам нужно заменить все компоненты, которые касались проволоки из мягкой стали, особенно лайнер, или использовать шпульный пистолет.

- Вы не можете сваривать снаружи.
Какие настройки и расходные материалы использовать?
Вы используете режим переноса с коротким замыканием для сварки тонкой нержавеющей стали с мягкой сталью, поскольку он обеспечивает низкое проплавление и низкое разбавление. Все бытовые сварочные аппараты поддерживают этот режим, так как он требует наименьшей мощности.
В режиме короткого замыкания можно получить отличные результаты при обработке металлов толщиной до 1/4 дюйма (6,4 мм). Используйте короткий удлинитель электрода 3/8” (10 мм). Также было бы полезно использовать контактный наконечник для более толстой проволоки, чтобы избежать гнездования птиц.
Одна из проблем с коротким замыканием заключается в том, что свойства нержавеющей стали не способствуют смачиванию ванны, в результате чего получается высокий и узкий валик.
Чтобы решить эту проблему, вы можете использовать проволоку с более высоким содержанием кремния, трехкомпонентный газ и высокую индуктивность:
- ER309L Проволока Si содержит более высокое содержание кремния (Si), что делает металл сварного шва более жидким и значительно помогает режим передачи короткого замыкания.

- В качестве защитного газа в режиме короткого замыкания вам понадобится « tri-mix » из 90 % гелия, 7,5 % аргона и 2,5 % CO2, особенно для многопроходной сварки. Если вы используете типичный 75% аргон и 25% газ CO2, шарик будет выглядеть более уродливым, узким и высоким. Но что еще хуже, у него будет плохое сплавление носка и ухудшится коррозионная стойкость.
- Многие блоки питания поставляются с функцией индуктивности . Высокая индуктивность увеличивает время горения дуги на одно короткое замыкание. Это создает более жидкую сварочную ванну, которая дает более гладкие и плоские валики.
Режим распыления подходит для более толстых металлов, но требует источника питания 240 В с высокой силой тока.
Если вы хотите использовать перенос распылением, используйте газовую смесь 98 % аргона и 2 % CO2. В качестве лучшей альтернативы вы можете использовать 1-2% кислорода (O2) и аргона, чтобы избежать углерода.
Для режима распыления требуется удлинение электрода на 3/4 дюйма (19 мм).
Дорогие сварщики MIG могут сваривать в режиме импульсного переноса . Это похоже на перенос распылением, но может сваривать тонкие металлы и использует тот же газ. Но нужен дорогой блок питания.
Режим шаровой передачи не используется, так как создает много брызг.
Вот подробное руководство по сварке MIG из нержавеющей стали с мягкой сталью.
Можно ли использовать электродуговую сварку?
Вы можете приклеивать сварной шов из нержавеющей стали к низкоуглеродистой стали, если металл не тоньше 1/8″ (3,2 мм). Он отлично подходит для сварки на открытом воздухе, потому что он очень портативен, а защитные газы устойчивы к ветру. Для достижения наилучших результатов используйте сварочный электрод E309L-16. Однако валик будет выглядеть не очень хорошо по сравнению со сваркой TIG или MIG, и его легко деформировать и продуть нержавеющую деталь.
Сварка стержнем (или SMAW) очень популярна, поскольку покупка оборудования недорога, и вы можете купить небольшой пакет стержней, поскольку нержавеющий присадочный металл стоит дорого.
Сварка стержнем дает отличные результаты для металлов толщиной более 1/8 дюйма. Нужен большой опыт, чтобы сваривать тоньше без дефектов перегрева. Деталь из нержавеющей стали гораздо более чувствительна к побочным эффектам, чем мягкая сталь.
Вот статья Weldpundit о том, как склеивать тонкие металлы.
Самый популярный стержень E309L- 16 . Суффикс -16 указывает на тип флюсового покрытия и его использование. Этот стержень относительно прост в использовании, сваривается на постоянном и переменном токе и оставляет плоский валик. А вот сварить в вертикальном и потолочном положении тяжело.
Однако у сварки электродом больше недостатков:
- Она создает агрессивную дугу с глубоким проплавлением и высоким разбавлением углерода.

- Бортики могут иметь шлаковые включения .
- Затвердевший шлак имеет тенденцию отрываться от при охлаждении, поэтому всегда надевайте защитные очки, когда смотрите на буртик.
- Вам необходимо удалять оставшийся шлак материала каждый раз, когда вы свариваете. Это требует времени и может привести к загрязнению детали из нержавеющей стали частицами железа.
- Стержни из нержавеющей стали легко прилипают к металлу, что гарантированно вызовет раздражение у новых сварщиков.
- Сварка электродом производит много дыма и не подходит для сварки в помещении, если у вас нет местной вытяжной вентиляции. Даже если вы свариваете на открытом воздухе, вам понадобится маска-респиратор для сварки для дополнительной защиты от паров нержавеющей стали.
- Стержни из нержавеющей стали требуют высокого напряжения холостого хода (OCV). Это напряжение между электрододержателем и рабочим зажимом при отсутствии дуги.
 Если ваш сварочный аппарат может сжигать стержни E7018, он будет сжигать E309.стержни тоже.
Если ваш сварочный аппарат может сжигать стержни E7018, он будет сжигать E309.стержни тоже. - Стержни из нержавеющей стали чувствительны к влажности воздуха . Даже больше, чем стержни E7018 с низким содержанием водорода. Открытые стержни более склонны к прилипанию, создают нестабильную дугу и валик с высокой пористостью.
Вот подробное руководство о том, как приклеить сварной шов к стали.
Можно ли использовать порошковую проволоку?
Вы можете сваривать нержавеющую сталь с низкоуглеродистой проволокой с флюсовой сердцевиной (FCAW), если металл не тоньше 1/8 дюйма (3,2 мм). Если вы используете самозащитную проволоку, валик будет выглядеть не очень хорошо, а количество брызг будет большим. Использование провода с двойным экраном даст вам гораздо лучшие результаты, но вам потребуется защитный газ и источник питания с высокой силой тока .
Порошковая проволока трубчатая и содержит флюсовый материал. Вы можете использовать эти проволоки со своим сварочным оборудованием MIG, но всегда устанавливайте зубчатые ролики и проверяйте упаковку проволоки на предмет правильной полярности .
Также было бы лучше использовать специальный вкладыш только для проволоки из нержавеющей стали, чтобы избежать загрязнения.
Поскольку порошковая проволока образует шлаковый материал, лучше тянуть горелку , а не толкать. Вытягивание удержит шлак и предотвратит включения шлака.
Порошковая проволока является самыми дорогими электродами на фунт , поскольку трубчатые проволоки сложны в производстве.
Они также нуждаются в защите от влаги воздуха. Маленькие катушки можно хранить в стержневых печах, но нельзя их повторно обжигать. Вы можете прочитать эту статью о том, как хранить сварочные электроды, и узнать об основах их защиты.
Существует два типа порошковых проволок:
- Самозащитная проволока (или FCAW-S), которая производит собственный защитный газ и
- Проволока с двойной защитой (или FCAW-G), для которой требуется внешняя защитная среда, такая как сварка MIG.
Самозащитная проволока
Самозащитная проволока дает те же результаты, что и электроды для ручной сварки, но быстрее и проще в использовании. Однако дуга имеет глубокое проплавление, и трудно обеспечить низкое разрежение. Деталь из нержавеющей стали легко деформировать, если она тоньше 1/8 дюйма, пока вы не приобретете хороший опыт сварки.
Однако дуга имеет глубокое проплавление, и трудно обеспечить низкое разрежение. Деталь из нержавеющей стали легко деформировать, если она тоньше 1/8 дюйма, пока вы не приобретете хороший опыт сварки.
Самозащитная проволока обеспечивает высокую скорость перемещения, поэтому вы можете сваривать несколько более тонкие металлы, чем сварка электродом. Кроме того, они производят достаточно защитных газов для сварки на открытом воздухе.
Самозащитная порошковая проволока для сварки нержавеющей стали с мягкой сталью — E309L T1-3 (или E309LFC):
- T обозначает трубчатую проволоку.
- 1 , который выполняет сварку во всех положениях, 0 указывает только на плоские и горизонтальные угловые швы.
- Наконец, 3 , что он самозащитный, и вам не нужен газовый баллон.
Прочие минусы самоэкранированных проводов:
- Их шлак трудно удалить.

- Они производят наибольшее количество дыма и не подходят для сварки в помещении, если у вас нет местной вытяжной вентиляции.
Провода с двойным экраном
Провода с двойным экраном дают отличные результаты. Их даже проще использовать, чем сварочную проволоку MIG, в вертикальном и потолочном положениях, потому что они требуют меньшего количества манипуляций с горелкой. Кроме того, шлаковый материал легко удаляется. Однако они предназначены для профессиональной работы и высокой производительности. Трудно найти доступные тонкие провода или маленькие катушки.
В проводах с двойным экраном используется смесь 75 % аргона и 25 % CO2 (75/25 или C25) или 100 % защитного газа CO2. Для этого они являются отличной альтернативой, позволяющей избежать затрат и проблем с дополнительным газовым баллоном , либо с трехкомпонентной смесью, либо со смесью аргон/O2.
Порошковая проволока с двойным экраном для сварки нержавеющей стали с мягкой сталью — E309LT1- 4 .
- T обозначает трубчатую проволоку.
- 1 сварка во всех положениях, a 0 означает только плоские и горизонтальные угловые швы.
- Наконец, 4 указывает, что в качестве защитного газа требуется C25. 1 будет означать 100 % газа CO2.
Однако большинство проводов с двойным экраном поддерживают оба газа. Газ CO2 дешевле, но смесь C25 предлагает:
- Более красивый шарик.
- Уменьшение разбрызгивания.
- Низкое проникновение.
- Повышенная прочность на растяжение.
Но помните, что нельзя сваривать очень тонкие металлы, и вам нужен блок питания с большой силой тока для проводов с двойным экраном.
Например, нержавеющая проволока MIG 0,35″ начинается с 18 вольт и скорости проволоки 110 дюймов в минуту (55 А), но для проволоки диаметром 0,35 дюйма с двойным экраном требуется не менее 23 вольт и 300 дюймов в минуту (110 А).
Поскольку эти провода нуждаются во внешних защитных газах, они не подходят для сварки на открытом воздухе.
| TIG | MIG | Палка | FCAW-S | FCAW-G | |
|---|---|---|---|---|---|
| Bead appearance | Best | Good | Poor | Poor | Good |
| Easy to use | Hardest | Easy | Hard | Easy | Easy |
| Скорость сварки | Самая низкая | Быстрая | Медленная | Быстрая | Быстрая |
| Подходит для использования вне помещений 7 | |||||
| Нет | Yes | Yes | No | ||
| Cost of power supply | Highest | High | Low | Low | High |
| Cost of stainless consumables | High | High | Low | HIGH | HIGH |
| FUMES | Самый низкий | Низкий | HIGH | Высокий | HIGH |
 0003
0003Заключение
Сварка нержавеющей стали с мягкой сталью не так уж сложна, если у вас уже есть некоторый опыт сварки.
Избегайте сварки обоих металлов. Помните, что деталь из нержавеющей стали не любит тепло сварки, иначе она деформируется и подвергается коррозии. Он также не любит поглощать углерод из мягкой стали. Избыток углерода сделает его хрупким и вызовет коррозию.
Кроме того, избегайте загрязнения поверхности нержавеющей стали частицами железа из деталей из мягкой стали или чистящих и режущих инструментов.
Всегда используйте присадочный металл для разнородных металлов, таких как 309 или 312, для прочных и долговечных результатов.
Техника промасливания помогает предотвратить горячее растрескивание при работе с толстыми металлами.
Если вы хотите получить наилучший валик или сварить тонкий листовой металл, используйте сварку TIG. Сварка MIG и порошковая проволока — самые простые процессы. Сварка стержнем предназначена для полевых работ и быстрого ремонта между нержавеющей сталью и сталью.
Связанные вопросы
Можно ли сваривать нержавеющую сталь с оцинкованной?
Вы можете сваривать нержавеющую сталь с оцинкованной, если предварительно удалите цинковое покрытие. Чистый металл чаще всего представляет собой мягкую сталь. После этого вы можете использовать присадочный металл 309 и соответствующую низкотемпературную процедуру для сварки этих разнородных металлов вместе.
Присадочный металл из нержавеющей стали имеет плохую текучесть , а цинковое покрытие препятствует еще большему смачиванию лужи. Даже следы остаточного цинка могут ограничивать текучесть. Получившаяся бусина будет слишком узкой и высокой, не заполняя бока (носки) бусинки.
Но, что еще хуже, любой остаточный цинк на стальной поверхности загрязняет валик из нержавеющей стали и ЗТВ, делая их хрупкими. Хрупкие металлы чувствительны к растрескиванию. Аустенитный наполнитель и основные металлы очень чувствительны к загрязнению цинком.
При сварке оцинкованного металла образуется большое количество сварочного дыма . В сочетании с дымом от нержавеющей проволоки они создают опасную среду. Удаление цинкового покрытия уменьшает дым.
Можно ли сваривать низколегированную сталь с нержавеющей сталью?
Большинство низколегированных сталей можно сваривать с нержавеющей сталью, используя соответствующий присадочный металл (309 или 312) и низкотемпературную сварку, чтобы избежать загрязнения углеродом и снизить коррозионную стойкость деталей из нержавеющей стали.
Низколегированные стали похожи на углеродистые стали с низким содержанием различных легирующих элементов. Добавленные элементы придают прочность на растяжение и невысокую, но достаточную для условий эксплуатации коррозионную стойкость.
Если содержание углерода ниже 0,30%, низколегированные стали труднее сваривать, чем мягкую сталь, но легче, чем среднеуглеродистую сталь. Используйте 309аустенитного присадочного металла и приваривают их к нержавеющей стали в соответствии с процедурой, при которой требуется минимальное количество тепла.
Если содержание углерода выше, лучше всего использовать аустенитный присадочный металл марки 312.
Использование этих аустенитных присадок облегчает сварку без предварительного нагрева. Но вы не можете подвергать термической обработке окончательный сварной шов.
Если последнее соединение подвергается воздействию высоких температур, лучше использовать NiCrFe, так как он лучше выдерживает высокие температуры, чем стержни из нержавеющей стали. Кроме того, умеренное тепловое расширение, которым обладает NiCrFe, снижает усталостное напряжение на компоненте из низколегированного сплава.
Другие статьи экспертов по сварке
Можно ли сваривать чугун со сталью? И как это сделать.
Сварка чугуна: Руководство для начинающих.
Сварка стального литья: для начинающих.
Электроды для сварки электродами (SMAW). Спецификации и категории.
Выбор сварочных электродов для начинающих: тип, размер и сила тока.
Как идентифицировать металлы для сварки: полное руководство для начинающих.
Можно ли сваривать оцинкованную сталь? Лучшее руководство для начинающих.
Как снять оцинкованное покрытие перед сваркой: 5 эффективных способов
Краткое руководство по сварке нержавеющей стали
Сварка нержавеющей стали существенно отличается от сварки других материалов. Отличие начинается с уникального химического состава нержавеющей стали.
Что такое нержавеющая сталь?
Как и другие стали, нержавеющая сталь представляет собой сплав железа и углерода. Что отличает нержавеющую сталь, так это то, что она содержит не менее 10,5% хрома, элемента, который делает полученный сплав устойчивым к коррозии. Kloeckner Metals поставляет нержавеющую сталь различных форматов, включая листовую нержавеющую сталь, листовую нержавеющую сталь, трубы из нержавеющей стали и пруток из нержавеющей стали.
Нержавеющая сталь бывает пяти типов, но в производственных цехах обычно встречаются только три из них — аустенитная нержавеющая сталь, мартенситная нержавеющая сталь и ферритная нержавеющая сталь. Наиболее распространен аустенитный. Мартенситная нержавеющая сталь используется для наплавки. А ферритная сталь, самый дешевый вариант, чаще всего используется в потребительских товарах.
Наиболее распространен аустенитный. Мартенситная нержавеющая сталь используется для наплавки. А ферритная сталь, самый дешевый вариант, чаще всего используется в потребительских товарах.
Kloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Загрузите нашу спецификацию нержавеющей стали и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Спецификация нержавеющей стали
Каждый из этих типов стали классифицируется на основе ее микроструктуры, которая влияет на ее пластичность и прочность. Микроструктура стали зависит от ее химического состава. Например, аустенитная сталь содержит 16-26% хрома (Cr) и 8-22% никеля (Ni). Мартенситная сталь имеет содержание Cr в пределах 11-28%. Ферритная сталь содержит 12-18% Cr. В результате материал, привариваемый к каждому типу стали, должен соответствовать составу этой стали.
Что усложняет сварку нержавеющей стали?
Сварка нержавеющей стали сложнее, чем сварка углеродистой стали.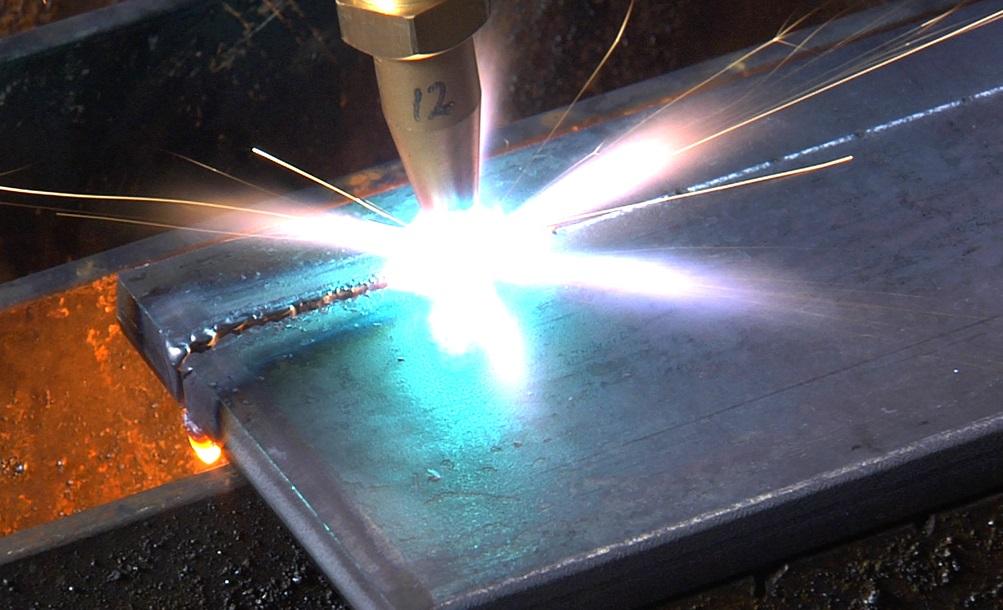
Во-первых, нержавеющая сталь эффективно удерживает тепло, вызывая ее деформацию под воздействием высоких температур, создаваемых сваркой. Нержавеющая сталь также может деформироваться или растрескиваться в процессе охлаждения после того, как она была нагрета сварщиком. Даже если кусок нержавеющей стали не трескается и не деформируется после неудачной сварки, на нем почти всегда остаются царапины и пятна.
Каждый вид нержавеющей стали представляет собой сложную задачу для сварщиков. Аустенитная сталь может растрескиваться при высокой подводимой температуре или при выполнении вогнутого или плоского сварного шва. Мартенситная сталь может треснуть, если ее не подогреть должным образом. А с низкой максимальной межпроходной температурой 300°С ферритная сталь будет терять прочность, если ее не нагреть с низким погонным теплом.
Ключом к успешной сварке нержавеющей стали является выбор правильного присадочного материала. Марка присадочного материала должна соответствовать марке основного материала, чтобы получить хороший сварной шов.
Материалы и оборудование, необходимые для сварки нержавеющей стали
Почему для сварки нержавеющей стали требуется специальное оборудование и какие инструменты и материалы необходимы для сварки нержавеющей стали?
Нержавеющая сталь может подвергаться сварке электродуговой сваркой с защитным металлом (MIG) или дуговой сваркой вольфрамовым электродом в среде защитного газа (TIG). Лучший выбор зависит от того, чего вы пытаетесь достичь, поскольку каждый процесс приводит к разным результатам.
Нержавеющую сталь можно сваривать палкой, но не стоит. Есть другие, лучшие варианты.
Сварочный аппарат MIG обеспечивает самые прочные и надежные сварные швы с нержавеющей сталью. Это особенно хороший выбор, если вы свариваете что-то толстое. Сварочные аппараты TIG могут быть правильным выбором для более тонких материалов и для сварки, требующей красоты и точности. Тем не менее, TIG — это сложная сварка, если у вас нет опыта и времени, чтобы сделать это правильно. Неопытный сварщик TIG может оставить неприятные следы или пятна на нержавеющей стали.
Неопытный сварщик TIG может оставить неприятные следы или пятна на нержавеющей стали.
Несмотря на менее тонкий сварной шов, установка MIG, как правило, является лучшим вариантом для сварки нержавеющей стали. Выберите аппарат, который поставляется со сварочным пистолетом и образцом сварочной проволоки. У большинства машин есть пистолет, но вы можете модернизировать свой, если вам нужно что-то, что обеспечит более точный сварной шов. Вы также захотите приобрести несколько насадок для сварочных пистолетов, чтобы заменить их, когда они изнашиваются.
Для защиты сварочного пистолета вы можете приобрести чехол. Это отличное дополнение, поскольку оно позволяет быстро и эффективно переключаться между различными типами металлической проволоки. Вам не нужен механизм подачи сварочной проволоки, если вы не профессиональный сварщик или не планируете много сваривать. Что касается самой проволоки, вы должны использовать подходящую сварочную проволоку из нержавеющей стали, которая обычно имеет диаметр 0,030 дюйма, но для более толстых деталей может подойти проволока от 0,035 до 0,045 дюйма.
Поскольку при сварке нержавеющей стали необходимо контролировать температуру, чтобы избежать проблем с производительностью, необходимо иметь под рукой устройство для отслеживания температуры. Вы можете использовать традиционную палку, но помните, что ее диапазон ограничен. Другие опции включают электронный инфракрасный термометр и электронный датчик температуры поверхности.
Вам также понадобится защитный газ. Инертные газы не рекомендуются, поэтому вам, вероятно, понадобится смесь из 7,5% аргона, 90% гелия и 2,5% углекислого газа. Наконец, вам нужно будет добавить щетку для соскабливания и очистки металла. Этот инструмент может помочь вам подготовить рабочее место и, в конечном итоге, добиться более прочного сварного шва.
Подготовка к сварке
На что следует обратить внимание при подготовке к сварке? Чем он отличается для разных марок стали?
Используйте металлическую щетку для удаления пыли, грязи, масла, жира или воды с рабочей станции. Вы также можете помочь предотвратить деформацию и растрескивание, зажав кусок латуни или меди за сварочным швом. Этот трюк может помочь поглотить тепло и сохранить вашу нержавеющую сталь достаточно прохладной.
Этот трюк может помочь поглотить тепло и сохранить вашу нержавеющую сталь достаточно прохладной.
Держите отдельный набор инструментов для сварки нержавеющей стали. Как только ваши инструменты коснутся углеродистой стали, на них останется нагар. Этот остаток перейдет на нержавеющую сталь во время сварки, что в конечном итоге может привести к ржавчине изделия.
Другие советы, которые следует учитывать при сварке нержавеющей стали
Как обеспечить наилучшие результаты сварки?
- При сварке TIG используйте отрицательную настройку электрода DCEN или постоянного тока и силу тока 1 ампер на каждые 1/1000 дюйма толщины металла.
- При сварке MIG используйте метод проталкивания. Этот подход позволяет вам более четко видеть, что вы делаете, и создает меньше бусинок. Используйте технику натяжения только тогда, когда вам нужно более глубокое проникновение.
- Держите сварочный пистолет под углом 90 градусов с углом перемещения 5–15 градусов. Для Т-образных соединений и соединений внахлестку попробуйте увеличить угол примерно на 45-70 градусов.

- Поддерживайте рабочее место в чистоте, безопасности и хорошей вентиляции.
Хотя сварка нержавеющей стали немного сложнее, чем другие сварные швы, ее можно сделать. Вы даже можете сваривать нержавеющую сталь с мягкой сталью. Используя правильное оборудование, регулируя температуру и используя правильный присадочный материал, можно получить прочный и долговечный сварной шов.
Свяжитесь с нашей квалифицированной командой сегодняKloeckner Metals является поставщиком и сервисным центром полного ассортимента нержавеющей стали. Kloeckner Metals сочетает в себе национальное присутствие с новейшими технологиями производства и обработки и самыми инновационными решениями для обслуживания клиентов.
Свяжитесь с нами сейчас
Сварка нержавеющей стали — унифицированные сплавы
Нержавеющая сталь, известная своей коррозионной стойкостью и выдающейся долговечностью, может выдерживать суровые условия, с которыми мало какие металлы могут сравниться. Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Однако при работе с металлом часто требуется сварка для изготовления сложных форм, возведения крупных конструкций или усиления важных компонентов конструкции.
Имеет ли преимущества нержавеющая сталь после сварки и являются ли сварные швы с использованием нержавеющей стали прочными и надежными?
Это руководство охватывает все, от свариваемости нержавеющей стали до идеальных методов сварки и присадочных материалов для различных марок и форм нержавеющей стали, представленных на рынке.
Итак, можно ли сваривать нержавеющую сталь?
Да.
Сварка нержавеющей стали мало чем отличается от сварки других металлов.
Однако при сварке нержавеющей стали необходимо тщательно контролировать циклы нагрева и охлаждения, чтобы не допустить роста зерен или снижения прочности стали.
Воздействие на нержавеющую сталь высоких температур, например, при сварке, может привести к соединению хрома в стали с углеродом.
Без этого хрома слой оксида хрома, который обеспечивает характерную коррозионную стойкость и стойкость к пятнам, которыми известна нержавеющая сталь, не может самовосстанавливаться.
Присадочные металлы также должны соответствовать свариваемым материалам, чтобы обеспечить прочный сварной шов и сохранить коррозионную стойкость мест сварки.
Какие методы сварки лучше всего подходят для нержавеющей стали?
Большинство методов сварки хорошо работают с нержавеющей сталью, если вы соблюдаете требования к присадочному материалу и температуре соединяемых металлов.
Опции включают:
Сварочные аппараты с подачей проволоки и стержнем хорошо работают с нержавеющей сталью. Однако для сварки нержавеющей стали MIG и сварочных аппаратов с подачей проволоки потребуется газ, поскольку нержавеющая сталь с флюсовой сердцевиной недоступна.
TIG лучше всего подходит для сварки тонких металлов, так как потребляет меньше тепла. Это предотвращает коробление и повышает коррозионную стойкость при использовании одновременно с процессом односторонней сварки.
Это предотвращает коробление и повышает коррозионную стойкость при использовании одновременно с процессом односторонней сварки.
Точечная сварка является наиболее экономичным вариантом, но может не обеспечивать такой же прочности, как сварка MIG или TIG нержавеющей стали.
В большинстве случаев форма, толщина, семейства и сорта стали, используемые в вашем проекте, а также размер необходимых сварных швов помогут выбрать наиболее подходящий вариант.
Для аустенитных сталей вам потребуется выполнить сварку за несколько проходов из-за максимальных межпроходных температур для большинства марок стали.
Если температура основного металла достигает приблизительно 176°C (350°F), дайте металлу время остыть, прежде чем продолжить, чтобы избежать риска ухудшения коррозионной стойкости или растрескивания металла.
Напротив, мартенситные стали требуют предварительного нагрева и должны поддерживаться в определенном диапазоне от примерно 204°C (400°F) до 315°C (600°F) во время сварки из-за минимальной межпроходной температуры.
Невыполнение этого требования может привести к охрупчиванию металла и преждевременному затвердеванию.
Ферритные стали имеют одни из самых низких максимальных межпроходных температур для нержавеющей стали с пределами около 148°C (300F).
Более высокие температуры могут привести к росту зерна и снижению прочности. Высокоуглеродистые ферритные стали также могут потребовать предварительного нагрева для получения оптимальных результатов.
Наконец, дуплексные стали требуют специальных подходов с использованием высоких тепловложений и низких межпроходных температур из-за разного состава дуплексных марок и их сочетания аустенитных и ферритных свойств.
5 советов по обеспечению надежной и долговечной сварки нержавеющей стали
Хотя лучше всего адаптировать свой подход к потребностям вашего проекта, следующие советы обеспечат прочный сварной шов и долговечные результаты независимо от нержавеющей стали. ты используешь.
1. Всегда очищайте поверхности из нержавеющей стали перед сваркой
Всегда очищайте поверхности из нержавеющей стали перед сваркой Нержавеющая сталь подвержена загрязнению высокоуглеродистыми сталями и другими металлами. Когда это происходит, это значительно снижает коррозионную стойкость нержавеющей стали.
Очистка поверхности нержавеющей стали не только помогает снизить риск загрязнения, но и укрепляет сварной шов.
Если вы очищаете поверхность с помощью проволочной щетки, убедитесь, что щетка используется только для нержавеющей стали, так как любые микроскопические частицы, оставшиеся на щетке от других металлов, могут проникнуть в поверхность стали во время очистки, что впоследствии приведет к проблемам.
Специализированные процедуры травления и очистки могут обеспечить бесщеточный метод очистки нержавеющей стали, который безопасен для сварки, что еще больше снижает риск загрязнения.
2. Выберите присадочный материал, аналогичный свариваемым металлам Выбор подходящего присадочного материала важен как для обеспечения прочного сварного шва, так и для сохранения коррозионной стойкости вашей нержавеющей стали.
При выборе наполнителя учитывайте как марки стали, так и любые используемые суффиксы.
Например, вы не захотите использовать высокоуглеродистую нержавеющую сталь, такую как 316H, в качестве наполнителя при сварке низкоуглеродистой нержавеющей стали, такой как 316L.
Хотя точные рекомендации зависят от используемых металлов, обычно рекомендуется использовать наполнитель, который соответствует или превосходит классы основного металла, чтобы обеспечить оптимальные результаты.
Для дуплексных сталей может потребоваться химическая корректировка присадочных металлов, например добавление никеля, чтобы учесть баланс аустенитных и ферритных свойств в дуплексной нержавеющей стали, которую вы свариваете.
3. Используйте надежный инструмент для отслеживания температуры материалаЭффективная сварка нержавеющей стали заключается в контроле температуры.
Контроль температуры в течение всего процесса сварки — это простой способ обеспечить долгосрочные результаты и избежать ухудшения качества вашей нержавеющей стали.
Популярные варианты контроля температуры включают:
Палочки для индикации температуры: Эти палочки надежны и проверены для отслеживания температуры во время сварки. Однако они часто ограничены в диапазоне температур, которые они могут отслеживать. Если вы выполняете сварку в нескольких диапазонах, вам понадобятся несколько типов стержней для точного отслеживания температуры.
Электронные инфракрасные (ИК) термометры: Если у вас есть прямая видимость основного металла, ИК-термометры позволяют точно и быстро контролировать температуру. Однако условия освещения и отделка металла могут создавать проблемы с точностью.
Электронные датчики температуры поверхности: Датчики идеальны, если их можно установить в зоне сварки. Они должны касаться поверхности основного металла, чтобы считывать температуру, поэтому перед продолжением помните об ограничениях рабочего пространства и проблемах с размещением.

Перегрев нержавеющей стали может повлиять на ее коррозионную стойкость и прочность. Однако при работе с тонкими деталями или листами из нержавеющей стали существует дополнительный риск воздействия высоких температур — коробление.
Чтобы свести к минимуму риск коробления, начните с низких температур и используйте прихваточные сварные швы для закрепления деталей, прежде чем заполнять сварной шов позже.
Если вы не можете использовать прихваточные сварные швы для позиционирования основных металлов, сварка короткими импульсами по 3–5 секунд может помочь избежать перегрева и одновременно обеспечить точную и быструю сварку.
5. Всегда учитывайте коррозионную стойкость сварных швовЕсли вы не используете устойчивый к коррозии наполнитель, обязательно обработайте места сварки во избежание коррозии.
Грунтовка, прозрачная краска или обработка травлением и пассивацией могут помочь улучшить коррозионную стойкость и обеспечить такую же прочность и долговечность сварных швов, как и окружающая их нержавеющая сталь.
Являясь надежным поставщиком нержавеющей стали для промышленности по всей Канаде на протяжении более 40 лет, Unified Alloys является ведущим поставщиком деталей, форм и компонентов. Если вы ищете, как нержавеющая сталь может помочь в вашем следующем проекте, проконсультируйтесь с одним из наших экспертов-аналитиков. От идеальных марок для использования по назначению до проблем, связанных со сваркой нержавеющей стали, мы можем гарантировать, что вы используете оптимальные варианты нержавеющей стали, доступные на рынке.
Каталожные номера:
Производитель: весь мир сварки нержавеющей стали
Сварочный гуру: сварка нержавеющей стали: краткое руководство
Weld My World: полезные советы по сварке нержавеющей стали Наиболее распространенные методы сварки нержавеющей стали
Tulsa Welding School: какой тип сварки лучше всего подходит для нержавеющей стали?
Kobelco Welding: Азбука дуговой сварки
Сварка углеродистой и нержавеющей стали
Во многих отношениях нержавеющая сталь может быть определена как металл, но изготовление деталей из нержавеющей стали для тяжелого производства может быть дорогостоящим.
Разработка деталей из низкоуглеродистой неосновной нержавеющей стали позволит снизить себестоимость крупномасштабных проектов.
В случае заранее определенных зон, таких как зоны высоких температур и абразивных зон, инженеры могут использовать только нержавеющую сталь, а затем отображать неопределенные области с помощью мягкой стали.
Соотношение между нержавеющей сталью и высокоуглеродистой сталью не является особым, но необходимо учитывать особенности воды, наполнителей и изготовления соединений, в частности, для сварки для обеспечения длительного контакта между этими металлами.
Необходимо работать с опытными бригадами при подготовке и проектировании комбинации кусков металла, чтобы обеспечить их точность.
Торговые инструменты
Для завершения проекта используется множество измерительных инструментов. Дизайн имеет важное значение для его квадратов, весов, сильных линий, мер трамбовки, зажимов и других.
Толстая плита, на которой необходимы различные типы сварных швов для изготовления используемого припоя, составляет большую часть производства. Для предприятия используется система сварки FCAW.
Для предприятия используется система сварки FCAW.
Дуговая сварка с проточной сердцевиной (FCAW) — это полуавтоматическая система сварки, которая работает быстрее благодаря высокой скорости наплавки. Следовательно, газ предшествует дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW).
Для крупных производственных приложений обычно не используются вялые, контролируемые и неавтоматические GTAW.
Различные типы сварочных процессов:
- Сварка ВИГ.
- Дуговая сварка порошковой проволокой (FCAW)
- Сварка электродуговой сваркой (дуговая сварка защищенным металлом)
- Сварка МИГ.
Сварка ВИГ – варианты защитного газа
При GTAW, также известной как сварка ВИГ, инертный газ защищает расплавленную сварочную ванну и вольфрам от окружающих атмосферных газов. Эти атмосферные газы могут реагировать со сварочной ванной, вызывая ее загрязнение.
Хотя основной целью защитного газа является защита сварочной ванны и вольфрама от атмосферных газов, защитный газ также влияет на термообработку и характеристики зажигания дуги. *Из-за влияния защитного газа на дугу очень важно соблюдать все выпущенные спецификации методов сварки (WPS).
*Из-за влияния защитного газа на дугу очень важно соблюдать все выпущенные спецификации методов сварки (WPS).
Помимо общей защиты дуги и сварочной ванны, защитный газ выполняет ряд важных функций:
- формирует плазму дуги
- стабилизирует корни дуги на поверхности материала
- обеспечивает плавный перенос капель расплава от проволоки к сварочной ванне
Таким образом, защитный газ будет оказывать существенное влияние на стабильность дуги и переноса металла и на поведение сварочной ванны, в частности, на ее проплавление. Защитные газы общего назначения для сварки MIG представляют собой смеси аргона, кислорода и углекислого газа2, а специальные газовые смеси могут содержать гелий. Газы, которые обычно используются для различных материалов:
Сталь:
- CO2
- аргон от +2 до 5% кислорода
- аргон от +5 до 25% CO2 с помощью непрерывного сплошного проволочного электрода, нагретого от сварочного пистолета и подаваемого в сварочную ванну.
 Два основных материала сплавляются вместе, что приводит к их склеиванию. Сварочная горелка также подает инертный защитный газ рядом с проволочным электродом, что помогает защитить процесс от загрязняющих веществ в воздухе.
Два основных материала сплавляются вместе, что приводит к их склеиванию. Сварочная горелка также подает инертный защитный газ рядом с проволочным электродом, что помогает защитить процесс от загрязняющих веществ в воздухе.Дуговая сварка с проволокой под флюсом
Дуговая сварка под флюсом (FCAW) — это автоматический или полуавтоматический процесс электродуговой сварки. На практике оба метода очень похожи на сварку MIG, при которой в качестве электрода для дуги используется подача присадочной проволоки. Одно и то же оборудование можно использовать как для сварки MIG, так и для сварки под флюсом.
Ручная (дуговая сварка защитным металлом)
Дуговая сварка защитным металлом — это процесс, при котором проволока с покрытием расплавляется для заполнения зазоров между деталями. Расплавленное покрытие выходит на поверхность, чтобы защитить ее от атмосферы. Дуговая сварка защитным металлом также называется сваркой стержнем и использует самое простое оборудование из всех процессов дуговой сварки.

Продажа Tempereture
Другая часть проекта включает различные основные металлы: от аустенитной нержавеющей стали до мягкой стали A36. Совместное планирование, предварительный нагрев и пиковые температуры между проходами важны наряду с корневыми отверстиями.
Подвод тепла из нержавеющей стали необходимо тщательно контролировать. Нагрев должен быть контролируемым, а время должно быть как можно короче в области температуры сенсибилизации. Высокая температура может снизить коррозионную стойкость сварки в зонах, подверженных воздействию воды. Для этой задачи важно тщательное планирование и осторожность в деталях.Разнородные металлы также требуют различных припоев для пайки. Таким образом, примесь мягкой стали в нагаре на сварной нержавеющей стали не является неудовлетворительным сплавом. Используются электроды из нержавеющей стали с более высоким содержанием сплава.
Завершающие штрихи
После сварки изделие промывается вручную и отправляется на пескоструйную обработку.
 После пескоструйной обработки он идет на покраску для внешней отделки. Когда план будет выполнен, потребительский обзор будет проведен в полном объеме.
После пескоструйной обработки он идет на покраску для внешней отделки. Когда план будет выполнен, потребительский обзор будет проведен в полном объеме.Ваше имя
Ваш адрес электронной почты
Ваше сообщение
Позвоните нам — +31 10 808 2604
Электронная почта — [email protected]
Linkedin Следуйте за нами
О нас
Проверьте наш LinkedIn!
Сварка нержавеющей стали: руководство
Коррозионностойкая нержавеющая сталь ценится за долговечность, но этот многоцелевой металл может быть сложным для сварки. металл сложно сварить.
Впервые созданная в 1913 году для решения проблемы ржавчины оружейных стволов, нержавеющая сталь является предпочтительным металлом для инженеров, архитекторов и промышленных дизайнеров во всем мире. Нержавеющая сталь является частью нашей повседневной жизни, она используется для всего: от посуды, кухонных приборов и столовых приборов до небоскребов, мостов и самолетов.

Этот универсальный железный сплав из железа и углерода, смешанного с хромом, отличается прочностью, гибкостью и устойчивостью к ржавчине — характеристики, востребованные инженерами-строителями и дизайнерами. Градостроители и муниципальные застройщики любят нержавеющую сталь для элегантных современных объектов общественного назначения и решений для управления дорожным движением, таких как болларды и стойки для велосипедов.
Ожидается, что спрос на нержавеющую сталь будет только расти, особенно в Азии, где новые и существующие города продолжают расширяться, а производство стали продолжает расти. Сегодня на рынке доминирует Китай, производящий более половины мировой нержавеющей стали.
Что делает нержавеющую сталь нержавеющей?
Волшебным ингредиентом нержавеющей стали является добавление не менее 10,5% хрома, который упрочняет поверхность металлов и делает их устойчивыми к ржавчине. Кислород реагирует с железом с образованием ржавчины в процессе, известном как окисление.
 Когда хром вступает в реакцию с кислородом, он образует прочный верхний слой, который защищает сплав от коррозии, что делает его предпочтительным металлом в строительстве, машиностроении, архитектуре и производстве.
Когда хром вступает в реакцию с кислородом, он образует прочный верхний слой, который защищает сплав от коррозии, что делает его предпочтительным металлом в строительстве, машиностроении, архитектуре и производстве.Есть только одна загвоздка: этот универсальный металл плохо поддается сварке. Из-за отличного удержания тепла и необходимости сохранения антикоррозионного верхнего слоя сварка нержавеющей стали может быть чрезвычайно сложной задачей даже для опытного сварщика.
Хром придает нержавеющей стали ценные свойства защиты от ржавчины, добавляя к сплаву защитный слой оксида хрома и предотвращая коррозию.Почему сварка нержавеющей стали сложна?
Первая проблема, с которой вы столкнетесь при сварке нержавеющей стали, заключается в том, что этот популярный сплав очень эффективно удерживает тепло. Это означает, что если вы используете слишком много тепла, нержавеющая сталь деформируется во время сварки или деформируется или трескается в процессе охлаждения.
Кроме того, на нержавеющей стали легко обнаруживаются дефекты сварки, что делает ее неумолимым материалом для декоративных или эстетических проектов.
Сварка нержавеющей стали требует тщательной подготовки, чтобы избежать загрязнения другими металлами.
Обеспечение того, чтобы на металле сохранялась устойчивая к ржавчине пленка оксида хрома, возможно, является наиболее важной частью сварки нержавеющей стали. Тепловое окрашивание или «посинение» в процессе сварки является явным признаком того, что защитный слой хрома в нержавеющей стали истощился, что снижает ее коррозионную стойкость и делает сварной шов восприимчивым к ржавчине.
При сварке нержавеющей стали также необходимо следить за тем, чтобы материал не загрязнялся остатками углеродистой стали, оставшимися на других инструментах; это приведет к попаданию железа в сварной шов, что со временем приведет к коррозии. Как подготовка, так и заключительная стадия сварки нержавеющей стали должны быть выполнены с большой осторожностью, в том числе убедитесь, что вы являетесь материалом, и ваша рабочая зона тщательно очищена, а готовое изделие должным образом очищено. При сварке нержавеющей стали лучше всего использовать отдельно маркированные инструменты, щетки и шлифовальные машины, чтобы предотвратить перекрестное загрязнение.

Какой метод сварки нержавеющей стали лучше всего?
Сварку нержавеющей стали можно выполнять различными методами, включая TIG, MIG, точечную и электродуговую сварку. Как и в случае любой сварочной работы, необходимые материалы и инструменты будут зависеть от типа нержавеющей стали, с которой вы работаете. Обязательно ознакомьтесь с уникальными требованиями к вашему сварному шву из нержавеющей стали в зависимости от толщины и состава вашего металла, а также спецификаций работы. Убедитесь, что вы правильно определили марку нержавеющей стали, с которой работаете.
Сварка TIG медленная и требует высокого уровня навыков, но дает красивую поверхность. СваркаTIG (вольфрам в среде инертного газа), возможно, является лучшим выбором для сварки нержавеющей стали, поскольку это сварка с более низкой температурой, обеспечивающая лучший контроль и точность, а также законченный вид работы. В сварке TIG используется вольфрамовый электрод в сочетании с защитным газом для получения красивой отделки сварного шва, иногда известной как «укладка стопкой» или «укладка десятицентовиков».
Сварка металлом в среде инертного газа (MIG) создает сплошные сварные швы без большого количества брызг. Сварка Сварка TIG выполняется вручную и требует высокой квалификации. Поскольку его нельзя автоматизировать, это более медленный вариант для сварки нержавеющей стали. Чистая, полированная поверхность сварки TIG делает ее идеальной для декоративных или эстетических проектов сварки нержавеющей стали.
Сварка TIG выполняется вручную и требует высокой квалификации. Поскольку его нельзя автоматизировать, это более медленный вариант для сварки нержавеющей стали. Чистая, полированная поверхность сварки TIG делает ее идеальной для декоративных или эстетических проектов сварки нержавеющей стали.MIG (металл в инертном газе) или дуговая сварка металлическим газом использует проволочный электрод для подачи электрического тока на металлическую поверхность, создавая прочные сварные швы. Сварка MIG также требует использования защитного газа. Сварка MIG — хороший выбор для сварки нержавеющей стали, поскольку она не образует брызг и является более быстрым вариантом, чем сварка TIG. Он хорошо работает на особенно толстых деталях, создавая прочные и прочные сварные швы.
Точечная сварка может быть автоматизирована, что делает ее хорошим выбором для быстрой и высокоскоростной сварки.
Контактная или точечная сварка — еще один хороший вариант для сварки нержавеющей стали. Этот метод включает использование двух электродов для пропускания электрического тока через два соединенных куска металла, чтобы расплавить и соединить их. Точечная сварка может быть автоматизирована для производства на быстро движущихся сборочных линиях и не требует использования наполнителя. Благодаря своему электрическому сопротивлению и способности удерживать тепло точечная сварка нержавеющей стали может быть выполнена очень быстро.
Ручная сварка идеально подходит для сварки нержавеющей стали на открытом воздухе в плохих погодных условиях.Сварка стержнем или дуговая сварка в защитном металле — хороший выбор, если внешний вид сварного шва не имеет значения. Сварка электродом является одним из старейших и наиболее экономичных видов сварки и является хорошим выбором для сварки нержавеющей стали на открытом воздухе или в плохую погоду, поскольку не требуется газовая защита. Сварка стержнем основана на использовании электрода с электрическим током для расплавления металла и наполнителя для сварного соединения.
