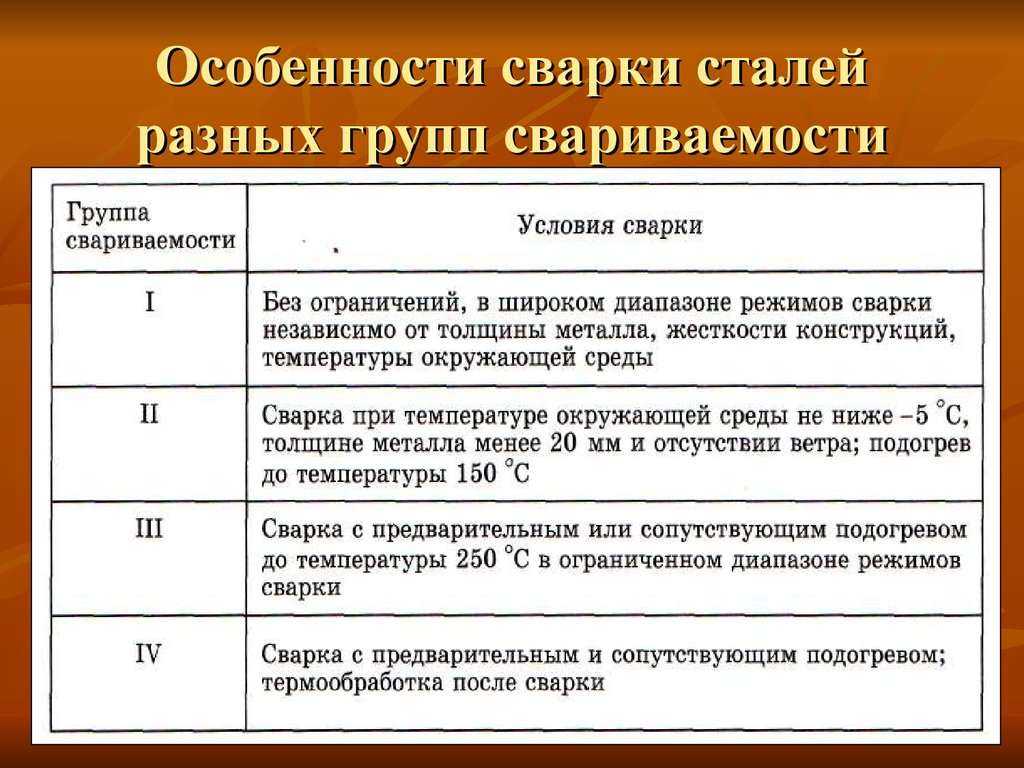
Технология сварка марганцовистых аустенитных сталей 65Г, 09Г2С
Марганцовистая конструкционная сталь особого назначения обладает уникальным сочетанием прочности и вязкости, что используется для изготовления брони, траков, танков, рессор, пружин. Изделия характеризуются высокой износостойкостью к истиранию, ударным нагрузкам. Производят их методом отливки, но в процессе эксплуатации нередко требуется сварка марганцовистых сталей. Это может быть как создание новой конструкции, так и наплавление изношенной части.
Показателем свариваемости является углеродный эквивалент, в формулу которого входят: C, Mn, Si, Cr, Ni, Cu — расположение по мере влияния. Основные легирующие элементы — углерод и марганец: чем выше их содержание, тем больше усложняется процесс. Сплав с C до 0,25% относят к хорошо свариваемым, но при увеличении показателей эта способность падает.
Важно! При работе необходимо обеспечить быстрое охлаждение шва, поскольку при длительном нагреве происходят выделение карбидов и снижение прочности
Наличие С 0,6-1,2%, Mn 1-14% также может легироваться другими элементами в количестве до 1%. При расплавлении основная масса составляющих соединяется с кислородом, выделяя шлак, углерод образует газ СО, т. е. выгорает. Шлак, в свою очередь, мешает проведению процесса: закрывает электродугу, частично попадает в расплав и снижает прочность соединения. Процесс окисления уменьшает в расплаве содержание материалов, что совершенно меняет первоначальный химический состав, а значит, и свойства.
При расплавлении основная масса составляющих соединяется с кислородом, выделяя шлак, углерод образует газ СО, т. е. выгорает. Шлак, в свою очередь, мешает проведению процесса: закрывает электродугу, частично попадает в расплав и снижает прочность соединения. Процесс окисления уменьшает в расплаве содержание материалов, что совершенно меняет первоначальный химический состав, а значит, и свойства.
Влияние способа плавки на содержание газов и механические свойства
Сварка марганцовистых аустенитных сталей осложняется еще и структурными изменениями в околошовной зоне. Нагрев до температур рекристаллизации приводит к выделению карбидов, росту зерен, т. е. локальному изменению свойств металла из-за трансформации структуры — снижению прочности и вязкости, увеличению хрупкости.
Разновидности и технологии сварочного процесса
Технология сварки марганцовистых сталей, вне зависимости от способа ее проведения, должна учитывать все негативные факторы и обеспечить:
- Защиту от окисления.
 Частично эту функцию выполняет шлак, что происходит после его образования и для чего тратится часть элементов. Чтобы полностью предотвратить процесс окисления, необходимо использовать защитную атмосферу. Как правило, это применение вакуума — технологии дорогой и сложной в исполнении. Намного практичнее аргонно-дуговая сварка. Она будет уместной как в промышленных условиях, так и частном использовании.
Частично эту функцию выполняет шлак, что происходит после его образования и для чего тратится часть элементов. Чтобы полностью предотвратить процесс окисления, необходимо использовать защитную атмосферу. Как правило, это применение вакуума — технологии дорогой и сложной в исполнении. Намного практичнее аргонно-дуговая сварка. Она будет уместной как в промышленных условиях, так и частном использовании. - Частичное или полное восстановление химического состава. Содержание элементов в сварном шве кардинально меняется, чтобы частично или полностью его восполнить, задействуют электроды с покрытием из аналогичных элементов. Существуют марганцевые, алюминиевые с дозированным содержанием элементов разновидности.
- Форма наплавки. Сплавы при выгорании образуют большое количество угарных газов, что затрудняет не только видимость. Задерживаясь в расплаве, они снижают прочность структуры. Чтобы обеспечить их выход, наплавка электродами проводится уширенными стежками.
- Быстрое охлаждение. Длительный нагрев и медленное охлаждение Mn-сталей приводят к выпадению карбидов, которые снижают прочность и делают хрупким шов. Оптимальным по скорости нагрева и охлаждения соотношением является электродуговой метод.
 Частично эту функцию выполняет шлак, что происходит после его образования и для чего тратится часть элементов. Чтобы полностью предотвратить процесс окисления, необходимо использовать защитную атмосферу. Как правило, это применение вакуума — технологии дорогой и сложной в исполнении. Намного практичнее аргонно-дуговая сварка. Она будет уместной как в промышленных условиях, так и частном использовании.
Частично эту функцию выполняет шлак, что происходит после его образования и для чего тратится часть элементов. Чтобы полностью предотвратить процесс окисления, необходимо использовать защитную атмосферу. Как правило, это применение вакуума — технологии дорогой и сложной в исполнении. Намного практичнее аргонно-дуговая сварка. Она будет уместной как в промышленных условиях, так и частном использовании. Длительный нагрев и медленное охлаждение Mn-сталей приводят к выпадению карбидов, которые снижают прочность и делают хрупким шов. Оптимальным по скорости нагрева и охлаждения соотношением является электродуговой метод.
Длительный нагрев и медленное охлаждение Mn-сталей приводят к выпадению карбидов, которые снижают прочность и делают хрупким шов. Оптимальным по скорости нагрева и охлаждения соотношением является электродуговой метод.Сварка стали 65Г сложная из-за содержания С. Для этих марок применяется ряд условий, которые снижают последствия вмешательства в структуру. По сути, процесс представляет собой наплавку промежуточного слоя между поверхностями. Для этого используются электроды определенного состава, подбираются они в зависимости от степени легирования.
С помощью электродов с содержанием Mn проводят наплавку на обычную конструкционную сталь, тем самым придавая ей износостойкость, присущую Mn-сталям. Процедуру проводят в 4 слоя, в каждом из которых увеличивается содержание марганца.
Сварка стали 16ГС выполняется электрошлаковым способом в защитной газовой атмосфере под флюсом. Она не склонна к отпускной хрупкости и характеризуется высокой стойкостью от перегрева в зоне термического влияния. Для наплавки рекомендуются электроды Э42, Э50А.
Для наплавки рекомендуются электроды Э42, Э50А.
Способы выполнения и побочные явления сварки стали 09Г2С аналогичны вышеописанному. Для полу- и автоматического метода применяют электродную проволоку СВ08ГА, СВ-ЮГА, СВ10Г2 + флюс АН-348А, ОСЦ-45.
Сварка стали 30ХГСА. Легирование хромом, кремнием в околошовной структуре обеспечивает не только феррито-перлитный состав (образуется определенное количество бейнита и мартенсита), но и длительное охлаждение, что способствует выпадению карбидов по границам зерен и появлению повышенной хрупкости. Здесь применяются электроды Э55А, Э60, Э55.
Сварка пружинной стали, равно как и сварка рессорной стали, практически невозможны. Марка 50ХГА не предназначена для сварных конструкций. Эффект пружины она получает при пластической деформации в холодном состоянии, а при свариваемости в зоне термического влияния следствием становятся частичный отпуск и потеря прочности. Компромисс — использование электродов ОК 68/82, которые оптимальны для наплавки переходных слоев.
Сварка стали 09Г2С, технология выполнения которой предусматривает соединение в любой конфигурации, в том числе осуществление сварки полосовой стали, отличается от высоколегированной — в данном случае принцип сращения имеет характерную схожесть с наплавлением. Стыковка может проводиться разными способами: непрерывным оплавлением с подогревом и без. Зазоры при сварке металла допускаются в зависимости от сечения и вида расплавления — от 0,5 до 8 мм.
Особенности наплавки марганцовых сталей
Заключение
Углерод — основа, которая указывает на свариваемость, второй по значимости элемент — марганец (содержание до 1,5% мало влияет на процесс). Если С более 0,25%, возможность проведения операции зависит от добавочных элементов. При повышении его свыше 0,29% — возможно соединение с особыми условиями, при помощи обычного электрошлакового переплава. При повышении С более 0,4% — соединение практически невозможно, актуальным становится метод наплавки спец. электродами.
Какие электроды подходят для сварки для стали?
Екатерина
Время чтения: 5 минут
С развитием металлургической промышленности человечеству удалось открыть более ста марок сталей. И большинство из этих марок нашли свое применение в современном производстве. Из стали изготавливают все: от посуды до рабочих станков. Это самый востребованный материал из всех существующих металлов.
Логично, что для удовлетворения большого спроса на стальные изделия нужно привлекать на работу сварщиков, которые умеют качественно варить сталь. Если вы только начинаете обучаться сварке и хотите начать со стали, то вам понадобится наша статья. В ней мы расскажем, какие электроды использовать для ручной дуговой сварки сталей.
Содержание статьи
- Марки электродов для сварки стали
- Марка МР
- Марка УОНИ
- Марка ОЗС
- Марка АНО
- Особенности сварки
- Разнородные стали
- Рекомендации для новичков
- Вместо заключения
Марки электродов для сварки стали
Раз существуют десятки типов сталей, значит для них разработано столько же электродов. Чтобы варить сталь электродами необходимо иметь навыки ручной дуговой сварки, выбрать подходящие электроды и знать особенности самого металла. Обо всем этом мы и расскажем далее.
Чтобы варить сталь электродами необходимо иметь навыки ручной дуговой сварки, выбрать подходящие электроды и знать особенности самого металла. Обо всем этом мы и расскажем далее.
Чаще всего на прилавках магазинов можно встретить электроды для сварки углеродистых сталей. А все потому, что этот металл используется чаще всего. Поэтому любой более-менее крупный производитель выпускает электроды для сварки углеродистой стали. Самые распространенные марки — МР, УОНИ, ОЗС и АНО. Давайте подробнее разберемся, какие именно разновидности этих марок используются для стали.
Читайте также: Технология и особенности сварки сталей
Марка МР
Начнем с марки МР. Зачастую для сварки сталей используются МР-3 или МР-3С. Это любимая марка всех новичков и домашних любителей. С такими электродами легко работать, они легко поджигаются, а металл во время сварки практически не разбрызгивается. Чтобы варить МР-3, не нужно иметь высокую квалификацию.
Марка УОНИ
Далее УОНИ, а точнее их разновидности УОНИ 13/45 и УОНИ 13/55. Это электроды для мастеров с опытом. Они обеспечивают стабильное горение дуги и малую разбрызгиваемость металла. Шлак отделяется легко. Но для поджига этих электродов нужно иметь сноровку.
Это электроды для мастеров с опытом. Они обеспечивают стабильное горение дуги и малую разбрызгиваемость металла. Шлак отделяется легко. Но для поджига этих электродов нужно иметь сноровку.
Марка ОЗС
Представлена разновидностями ОЗС-4, ОЗС-6 и ОЗС-12. Позволяют сформировать очень качественные эстетичные швы. Шлак отделяется так же легко, как и в случае с УОНИ. Требуют опыта для их использования.
Марка АНО
Марка АНО представлена АНО-21. Эти электроды хорошо подходят для сварки сталей. У них легко поджигается дуга, в том числе повторно. Металл практически не разбрызгивается в процессе сварки.
Это марки, которые чаще всего используются для сварки сталей. Их можно легко найти в магазинах и купить по демократичной цене. Перед покупкой запросите у продавца сертификат качества, чтобы убедиться в подлинности покупаемых электродов и их качестве.
Также в продаже есть электроды для низколегированной стали, электроды для сварки высоколегированных сталей, электроды для сварки конструкционных сталей, электроды для высокоуглеродистых сталей и так далее. Лучше, если вы при покупке будете знать саму марку стали. Ведь для сварки стали 20х13, стали 40х13 и стали 65г могут понадобиться совершенно разные типы электродов. Ровно как сталь 09г2с и сталь 20 может вариться по-разному.
Лучше, если вы при покупке будете знать саму марку стали. Ведь для сварки стали 20х13, стали 40х13 и стали 65г могут понадобиться совершенно разные типы электродов. Ровно как сталь 09г2с и сталь 20 может вариться по-разному.
В этой статье мы не будем перечислять электроды для всех типов сталей, поскольку это невозможно сделать в рамках небольшого материала. Но описанной выше информации уже достаточно для сварки большинства стальных изделий.
Особенности сварки
Чтобы обеспечить достойное качество швов вам необходимо знать некоторые нюансы сварки сталей. Разумеется, мы не сможем их все перечислить, но вы узнаете основы основ, которые упростят вашу работу.
При сварке высокоуглеродистой стали рекомендуется предварительно прогреть металл до температуры не более 650 градусов. Для сварки применяйте контактную, газовую или дуговую технологию. Желательно использовать флюсы и присадочную проволоку. Состав проволоки должен быть идентичен составу стали.
Для сварки аустенитных сталей применяйте технологию контактной сварки, используя пониженное значение плотности сварочного тока.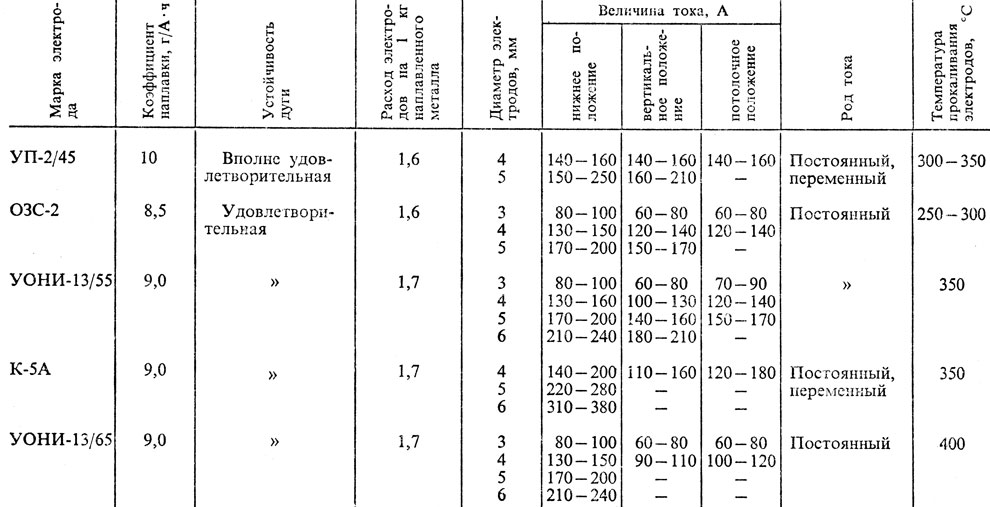
Разнородные стали
Специально для сварки перлитной и аустенитной стали была придумана отдельная технология. Суть этой технологии проста. На деталь из перлитной стали наплавляется небольшой слой аустенитной стали. Затем подогреваются кромки и обе детали свариваются вместе. При этом нужно выбирать тот режим сварки, который подойдет для аустенитной детали.
Применяйте электроды с низким содержанием водорода, если варите разнородные стали. Ведь при избыточном количестве водорода у деталей начинают образовываться трещины в их начальной стадии. Также при избытке водорода увеличивается вероятность образования пор.
Рекомендации для новичков
Как вы видите, сварка стали сопряжена с множеством нюансов, о которых нужно знать. Новички часто боятся браться за сварку стали, думая, что не смогут выполнить такую сложную работу. Но, поверьте, чем больше ваш опыт — тем выше ваши профессиональные навыки. А значит проще и сама работа.
А значит проще и сама работа.
Можно сколько угодно избегать сложных сварочных работ, но так вы никогда не научитесь главному. А имея надежную базу из теории и навыков вы уже можете выполнять сложную сварку. Даже не имея достаточного опыта.
Вашу работу упростит правильный подбор электродов. Варите жаропрочную сталь? Придите в магазин и четко объясните продавцу, что вам нужны электроды для жаропрочных сталей. С этого и можно начинать. В дальнейшем вы уже получите достаточно опыта, чтобы самостоятельно выбирать электроды без посторонней помощи.
Вместо заключения
Теперь вы знаете, какими электродами варить стальные детали. Конечно, мы не перечислили еще много других достойных марок электродов, поскольку это невозможно сделать в рамках одной небольшой статьи. Мы перечислили самые популярные марки, которые можно найти в любом специализированном магазине. Рекомендуем приобрести несколько типов электродов и испробовать их все.
Возможно, вы уже применяли перечисленные выше марки электродов в своей работе? Расскажите о своем опыте в комментариях ниже. Он будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
Он будет полезен для всех начинающих сварщиков. Желаем удачи в работе!
Похожие публикации
Сталь 65Г / Ауремо
ВСт6пс ВСт5сп ВСт3кп ВСт4кп ВСт6сп ВСт2кп вст4пс St0 ВСТ2ПС ВСт3пс ВСт5пс ВСт2сп ВСт3сп 18К 08пс 10 пс 15 тыс. 18кп 20пс 35 55 05кп 08У 15кп 20 (20А) 22К 40 58 (55ПП) 08 10 (Статья 10) 12К 15пс 20 тыс. 25 45 60 08кп 10кп 15 16К 20кп 30 50 0sV 60С2 60S2XA 50HFA 60С2А 60С2ХФА 65С2ВА 85 55HGR 65 70С3А 55С2 60G 60С2Н2А 65G 70 75 SHX15 Шх25СГ SHX4 А12 А20 А40Г А30 10ХНДП 14G2AF 15G2AFDps 17ГС 18G2AFps 09G2 10G2BD 10HSND 12ГС 15Г2СФД 16ГС 35ГС 14ХГС Сталь 15ХСНД 20ХГ2Ц 09Г2С 10Г2С1 14G2 16G2AF 17Г1С 25Г2С 10G2 14Х2ГМР 15HF 18Х2Н4МА 20G 20Х2Н4А 20HGR 20ХН2М (20ХНМ) 30G 30HGS 30ХН2МА 34ХН3М 35X 38Х2х4М 38ХА 38XMA 3Х3М3Ф 40X 40ХФА 45ХН 50G2 12ХН2 15X 20ХГСА 20ХН3А 25ХГСА 30ХГСА 30Хh3МФА 33HS 35ХН1М2ФА 38Х2НМ 40G 40Х2Н2МА 40XH 45G 45XN2MFA 50X 12ХН2А 18HGT 20ХГНР 20XN4FA 25HGT 30X 30ХГСН2А 30ХН3А 34ХН1М 35G 36Х2Н2МФА 38X2НМФ 38ХГН 38ХН3МА 40G2 40ХН2МА 45Г2 47ГТ 50XH 12Х2х5А 12ХН3А 15G 18Х2Н4ВА 20X 20XH 20ХНР 30HGT 30ХН3М2ФА 35Г2 35ХГСА 38Х2х3МА 38ХН3МФА 40ХС 45X 50G
Описание
Сталь 65Г
Сталь 65Г : марка сталей и сплавов.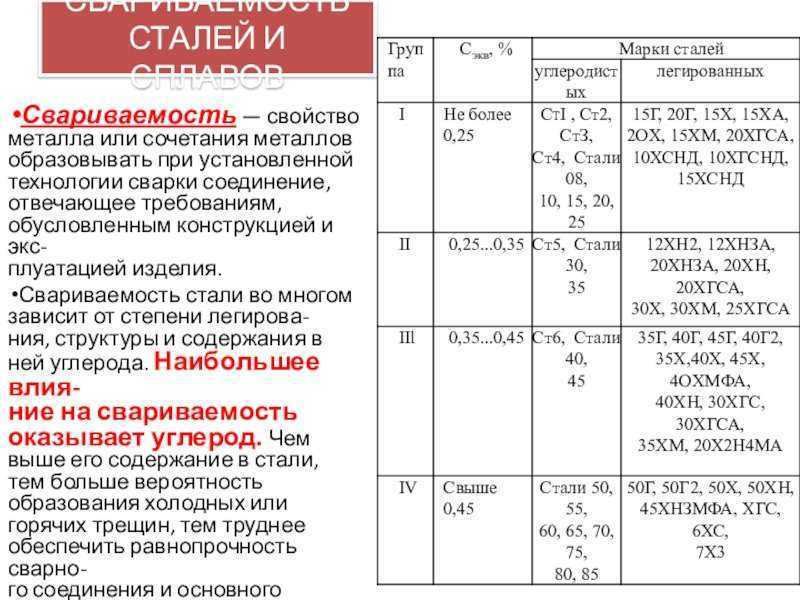 Ниже приводится систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — характеристики стали 65г.
Ниже приводится систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — характеристики стали 65г.
Общевойсковая сталь 65Г
| Сменная марка |
| стали: 70, У8А, 70Г, 60С2А, 9Хс, 50ХФА, 60С2, 55С2. |
| Тип поставки |
Лист 65г, лента 65г, круг 65г, проволока 65г, полоса 65г, сортовой прокат, в том числе фасонный: ГОСТ 14959-79, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 28796 , ГОСТ 7419.0-78 — ГОСТ 7419.8-78. Пруток калиброванный ГОСТ 14959-79, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Пруток полированный и слиток серебра ГОСТ 14955-77, ГОСТ 7419.0-78 — ГОСТ 7419.8-78. Толстый лист ГОСТ 1577-81. Лента ГОСТ 1530-78, ГОСТ 2283-79, ГОСТ 21996-76, ГОСТ 21997-76, ГОСТ 10234-77, ГОСТ 19039−73. Полоса ГОСТ 103-76, ГОСТ 4405-75. Проволока ГОСТ 11850-72. Поковки и кованые заготовки ГОСТ 1133-71. |
| Применение |
| пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпуса подшипников, зажимные и подающие цанги и другие детали, требующие повышенной износостойкости и детали, работающие без ударных нагрузок. |
Химический состав стали 65Г
| Химический элемент | % |
| Кремний (Si) | 0,17−0,37 |
| Марганец (Mn) | 0,90−1,20 |
| Медь (Cu), не более | 0,20 |
| Никель (Ni), не более | 0,25 |
| Сера (S), не более | 0,035 |
| Углерод (С) | 0,62−0,70 |
| Фосфор (P), не более | 0,035 |
| Хром (Cr), не более | 0,25 |
Механические свойства стали 65Г
Механические свойства
| Термообработка в состоянии поставки | Сечение, мм | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | HRC e |
Категории стали: 3. 3A, 3B, 3V, 3G, 4.4A, 4B. Закалка 830°С, масло, отпуск 470°С. 3A, 3B, 3V, 3G, 4.4A, 4B. Закалка 830°С, масло, отпуск 470°С. | Образцы | 785 | 980 | 8 | тридцать | |
| Листы нормализованные и горячекатаные | 80 | 730 | 12 | |||
| Закалка 800-820°С, масло. Отпуск 340−380°С, воздух. | 20 | 1220 | 1470 | пять | десять | 44−49 |
| Закалка 790−820 °С, масло. Отпуск 550−580°С, воздух. | 60 | 690 | 880 | 8 | тридцать | 30−35 |
Механические свойства при повышенных температурах
| t испытаний, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | ||||||||||
| Закалка 830°С, масло. Отпуск 350°С | ||||||||||||||
| 200 | 1370 | 1670 | пятнадцать | 44 | ||||||||||
| 300 | 1220 | 1370 | 19 | 52 | ||||||||||
| 400 | 980 | 1000 | 20 | 70 | ||||||||||
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | KCU, Дж/м 2 | HRC e | ||||||||
Закалка 830°С, масло. | ||||||||||||||
| 200 | 1790 | 2200 | 4 | тридцать | пять | 61 | ||||||||
| 400 | 1450 | 1670 | 8 | 48 | 29 | 46 | ||||||||
| 600 | 850 | 880 | пятнадцать | 51 | 76 | тридцать | ||||||||
Технологические свойства стали 65Г
| Температура ковки | |
| Начало 1250, конец 780-760. Охлаждение заготовок сечением до 100 мм осуществляется на воздухе, сечением 101-300 мм — в кристаллизаторе. | |
| Свариваемость | |
| не применяется для сварных конструкций. КТС — без ограничений. | |
| Обрабатываемость резанием | |
| В закаленном и отпущенном состоянии при HB 240 и σ B = 820 МПа K υ тв.пл. = 0,85, K υ б.ст. = 0,80. | |
| Тенденция к высвобождению способности | |
| склонность к содержанию Mn> = 1% | |
| Стол0014 | |
| Критическая точка | °С |
| Ас1 | 721 |
| Ас3 | 745 |
| Ar3 | 720 |
| Ар1 | 670 |
| Мн | 270 |
Ударная вязкость стали 65Г
| Состояние поставки, термообработка | +20 | 0 | -20 | — тридцать | -70 |
Отпуск 830 С. Отпуск 480 С. Отпуск 480 С. | 110 | 69 | 27 | 23 | 12 |
Предел выносливости стали 65Г
| σ -1 , МПа | τ -1 , МПа | σ B , МПа | σ 0,2 , МПа | Термическая обработка, состояние стали |
| 725 | 431 | Гюншинг 810 С, масло. Отпуск 400 С. | ||
| 480 | 284 | Гюншинг 810 С, масло. Отпуск 500 С. | ||
| 578 | 1470 | 1220 | HB 393−454 | |
| 647 | 1420 | 1280 | HB 420 | |
| 725 | 1690 | 1440 | HB 450 |
Hardenability of steel 65G
Hardening 800 ° C.
| Distance from the end, mm / HRC e | |||||||||||
1. 5 5 | 3 | 4,5 | 6 | девять | 12 | пятнадцать | восемнадцать | 27 | 39 | ||
| 58,5−66 | 56,5−65 | 53−64 | 49,5−62,5 | 41,5−56 | 38,5−51,5 | 35,5−50,5 | 34,5−49,5 | 35−47,5 | 31−45 | ||
| Количество мартенсита, % | Крит. Диам. в воде, мм | Крит. Диам. в масле, мм | Крит. твердость, HRCэ |
| 50 | 30−57 | 10−31 | 52−54 |
| 90 | До 38 | До 16 | 59−61 |
Физические свойства стали 65Г
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Нормальный модуль упругости, Е, ГПа | 215 | 213 | 207 | 200 | 180 | 170 | 154 | 136 | 128 | |
| Модуль упругости при кручении G, ГПа | 84 | 83 | 80 | 77 | 70 | 65 | 58 | 51 | 48 | |
| Плотность стали, pn, кг/м 3 | 7850 | 7830 | 7800 | 7730 | ||||||
| Коэффициент теплопроводности Вт/(м°С) | 37 | 36 | 35 | 34 | 32 | 31 | тридцать | 29 | 28 | |
| Температура испытания, °С | 20−100 | 20−200 | 20−300 | 20−400 | 20−500 | 20−600 | 20−700 | 20−800 | 20−900 | 20−1000 |
| Коэффициент линейного расширения (а, 10−6 1/°С) | 11,8 | 12,6 | 13,2 | 13,6 | 14. 1 1 | 14,6 | 14,5 | 11,8 | ||
| Удельная теплоемкость (С, Дж/(кг°С)) | 490 | 525 | 560 | 575 | 590 | 625 | 705 |
Источник: Марка сталей и сплавов
Источник: www.manual-steel.ru/65G.html
Сталь 65Г: характеристики, свойства, аналоги по ГОСТ 14959, ГОСТ 1577, ДСТУ 8429.
Классификация: Конструкционная пружинная сталь.
Товар: Прокат, в том числе фасонный и листовой.
Химический состав стали 65Г, %
С | Си | Мн | Р | С | Кр | Медь |
0,62-0,7 | 0,17-0,37 | ≤0,9-1,2 | ≤0,035 | ≤0,035 | ≤0,25 | ≤0,2 |
Механические свойства стали 65Г
Термическая обработка | Минимальный предел текучести, (МПа) | Минимальное временное сопротивление, (МПа) | Коэффициент минимального удлинения, % | Коэффициент минимальной усадки, % |
Закалка от 830°С в масло, отпуск до 470°С | 785 | 980 | 8 | 30 |
Аналоги стали 65Г
США | 1066, 1566, Г15660 |
Германия | 66Mn4, CK67 |
Великобритания | 080A67 |
Китай | 65Мн |
Болгария | 65Г |
Польша | 65Г |
Применение
В качестве пружинной стали 65G широко используется в шайбах и пружинных кольцах, различных типах пружин (плоских и круглых), зажимных и подающих цангах, упорных шайбах, дисках сцепления, стопорных кольцах и других пружинах.