Механизированная сварка порошковой проволокой. Сварка флюсовой проволокой без газа.
Механизированная сварка порошковой проволокой представляет собой отличную альтернативу классической сварке полуавтоматом. Несмотря на многочисленные достоинства MIG/MAG аппаратов, они практически идеальны в условиях стационарных работ. Но если есть необходимость частого перемещения исполнителя либо же место для размещения минимально/труднодоступно, не только комфортность, но сама вероятность выполнения шва с помощью такого варианта сварочных работ существенно снижается.
Сварка флюсовой проволокой: преимущества и недостатки
К числу главных достоинств метода сваривания конструкций с использование флюсовой проволоки относятся:
- Снижение трудоемкости и комфортность для сварщика. Прежде всего, это объясняется тем, что полуавтоматы требуют наличия тяжелого и громоздкого газового баллона либо довольно длинного шланга. С их помощью в сварочной ванне формируется среда защитных газов.
 При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой;
При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой; - Надежность и стабильность процесса. При работах полуавтоматом в среде защитного газа на открытом воздухе возможные порывы ветра или дождь. Они срывают горение электрической дуги, выдувают защитную среду из рабочей зоны или приводят к забрызгиванию газового сопла. Сварка порошковой проволокой без газа полностью решает эти сложности, при этом обеспечивая нужную степень защиты формируемого шва от окисления при контакте с атмосферными газами;
- Высокая производительность. За счет точной по скорости и непрерывной подачи расходника исполнитель эффективно и довольно быстро выполняет поставленную задачу.
 При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой;
При частом перемещении оператора техники либо работе в труднодоступном месте это становится проблемой;Но при этом необходимо понимать, что существуют определенные условия и ограничения на применение этого метода. В частности, его повсеместное применение ограничивают следующие факторы:
- Необходимость в высокой квалификации и опыте исполнителя сварочных работ. От этого очень сильно зависит итоговое качестве соединения – особенно на открытом воздухе и в других сложных условиях (под водой, на глубине и так далее). В противном случае велика вероятность высокой степени пористости полученного шва со снижением его механических характеристик;
- Более высокая стоимость расходных материалов;
- Качество сварного шва несколько ниже в сравнении с работами в газовой среде. Это связано с возможными неоднородностями флюса в проволоке либо переходом не до конца расплавившихся элементов сердечника в сварочную ванну;
- Возможность выполнения сварочных работ только в нижнем или в вертикальном положении.
 От этого очень сильно зависит итоговое качестве соединения – особенно на открытом воздухе и в других сложных условиях (под водой, на глубине и так далее). В противном случае велика вероятность высокой степени пористости полученного шва со снижением его механических характеристик;
От этого очень сильно зависит итоговое качестве соединения – особенно на открытом воздухе и в других сложных условиях (под водой, на глубине и так далее). В противном случае велика вероятность высокой степени пористости полученного шва со снижением его механических характеристик;Сфера применения сварки порошковой проволокой
Сварка флюсовой проволокой применяется:
- В автомобилестроении для изготовления крупногабаритных несущих и силовых конструкций кузова и других элементов;
- В промышленности;
- В нефтегазовой отрасли;
- В бытовой сфере для ремонта различных конструкций (каркасные и так далее).

При этом несмотря на высокое качество шва стоит иметь ввиду, что такое метод неразъемного соединения конструкций не оптимален для труд и соединений, работающих под высоким давлением.
Механизированная сварка порошковой проволокой: особенности процесса
Этот вариант формирования неразъемного соединения конструктивных элементов имеет свою специфику, продиктованную прежде всего химическим составом и структурой расходного материала.
Состоящий из флюсовой начинки сердечник обладает большим сопротивлением, многократно превышающим показатели сопротивления металлической оболочки. Поэтому под действием тока он плавится очень быстро. Поэтому он может выступать из оболочки, касаясь ванны жидкого металла или проникать в нее не полностью расплавленным. Это негативно влияет на качество шва, засоренного неметаллическими включениями. Чтобы этого не допускать, исполнителю и нужен определенный опыт сваривания флюсовой проволокой.
Механизированная сварка порошковой проволокой во многом похожа на технику соединения плавящимся электродом в среде защитных газов. Но возникновение поверхностного слоя шлака в сварочной ванне несет риск его затекания в зазор между кромками элементов. То есть, для качественного шва и соединения по всей глубине стыка поверхность должна быть тщательно подготовлена. Особенно это важно при многослойной сварке конструкций.
Но возникновение поверхностного слоя шлака в сварочной ванне несет риск его затекания в зазор между кромками элементов. То есть, для качественного шва и соединения по всей глубине стыка поверхность должна быть тщательно подготовлена. Особенно это важно при многослойной сварке конструкций.
Для облегчения ведения дуги и образования равномерного качественного шва сварщику необходимо проделать еще ряд особых манипуляций. В числе таковых:
- Установка прямой полярности на полуавтоматическом аппарате. Это выполняется переключением внутренних контактов инвертора;
- Необходимо использование подающих механизмов с тонкой настройкой усилия сжатия проволоки в подающих роликах. Небольшая жесткость трубчатой конструкции флюсовой проволоки не допускает деформации расходника. Ролики четко подбираются под диаметр используемого изделия;
- Снятие наконечника горелки, его смазка для недопущения прилипания расплавленного металла и шлака. Далее наконечник устанавливается обратно на горелку, но уже без сопла.

Сварка полуавтоматом без газа проволокой с флюсом должна выполняться при небольшой скорости подачи расходника и небольшом напряжении. К примеру, при необходимости сваривания металлических элементов в 1,5 см толщиной вольтаж стоит установить максимум на 15 В, а скорость подачи – до 2 м/минуту. Горелку стоит расположить под углом и двигать вперед. Дуга должна быть при этом прерывистой.
Как Вы сами можете видеть, при таких параметрах работы применение мощных инверторов тут необязательно. Более того, сварочный аппарат необходимо настроить на работу на пониженных мощностях.
Оборудование для сварки флюсовой проволокой
Для реализации метода сваривания конструкций с применением флюсовой проволоки исполнителю понадобится следующий перечень оборудования:
- Полуавтоматический или автоматический инверторный аппарат;
- Подающий механизм с роликами, которые подобраны с учетом диаметра расходного материала трубчатой структуры;
- Кабели для подачи тока к наконечнику подающего проволоку механизма;
- Оснастка и крепежные приспособления для фиксации свариваемых элементов;
- Металлическая щетка и сварочный молоток для мехнического удаления шлака с рабочих поверхностей элементов;
- Плоскогубцы;
- Костюм и средства защиты сварщика.
Все перечисленное и многое другое для любых видов сварки можно выгодно купить в фирменных магазинах компании «Элинс» в Симферополе, Севастополе и Краснодаре. Также Вы можете заказать необходимые товары в нашем интернет-магазине и забрать товар в пунктах выдачи курьерской компании в Вашем городе.
Какая сварочная проволока лучше – омедненная, из флюса, из алюминия?
Среди сварочных аксессуаров представлена проволока из самых разных материалов – алюминия, меди, нержавеющей стали, с легирующими элементами. От чего же зависит выбор и в чем особенности различных модификаций? В каких случаях можно следовать универсальным рекомендациям, а когда лучше довериться советам профессионалов?
Для сварки титана чаще всего используется порошковая проволока с флюсом
Секрет популярности омедненной проволоки
Неслучайно в число наиболее востребованных входит расходный материал с медным покрытием. Именно ему сварочный шов обязан способностью легко переносить механические нагрузки и усилия на разрыв, перепады температур и не только. ..
..
- По сравнению с другими медные сплавы вызывают меньшее количество брызг, что объясняет их экономичный расход. В некоторых случаях экономия может достигать 40 %, при этом герметичность и качество шва остаются на уровне – никаких неровностей, непроваренных мест и наплывов!
- Идеальная поверхность гарантирует ровную дугу при любых режимах и легкий повторный поджиг – отличное решение для механизированной работы.
- Чаще всего эта продукция реализуется в катушках с последовательной намоткой. Отсутствие перехлестов повышает скорость подачи металлической нити.
О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам невозможно, например из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от других, со сплошной конструкцией, он состоит из металлической оболочки, заполненной флюсом специального состава. Преимуществ у такого решения несколько.
- Для работы нужно минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обычных электродов, рассчитанных примерно на 20 А/мм 2, эта «конструкция» позволяет применять сверхвысокие показатели тока – до 200 А/мм2. Неудивительно, что стальной сердечник плавится быстро и производительность увеличивается.
- Благодаря режиму открытой дуги оператор может следить за происходящим и принимать активное участие в процессе практически в любых направлениях.
- Технология обеспечивает идеально ровный наплавочный шов с таким химическим составом, добиться которого в обычных условиях невозможно.

В зависимости от способа и объекта сваривания используют порошковую проволоку разного диаметра: для наплавления открытой дугой – 2-3 мм, под флюсом – 3,6 мм, крупногабаритных конструкций – 5 мм.
Когда не обойтись без алюминия
Проволока из нержавеющей стали с хромом и никелем формирует шов с улучшенными антикоррозийными характеристиками
Для полуавтоматической сварки и наплавки алюминия и его сплавов применяется металлическая нить из чистого алюминия или вариации, в составе которых в небольших количествах присутствует марганец, магний, кремний или медь.
Три правила выбора
- Ориентируйтесь на материал заготовки. Так, для работы с низкоуглеродистой сталью лучше остановиться на наиболее востребованном варианте – с медным покрытием, например СВ-08Г2С диаметром 0,8 или 1 мм.
- Помните о том, что разный диаметр рассчитан на разные показатели силы тока и определенное оборудование. Так, для полуавтоматов предлагаются товары в диапазоне 0,6-1,6 мм, а для сваривания с помощью присадочных прутков и электродов – до 5 мм.
- Обращайте внимание на толщину заготовки: для 3-5 мм понадобится модификация 2 мм, а для обработки листов до 25 мм не обойтись без «расходника» в 7 мм.
Все это универсальные рекомендации, следовать которым можно в обычных условиях. Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Дуговая сварка с флюсовой проволокой (FCAW) Объяснение
Дуговая сварка с флюсовой проволокой (FCAW) — это автоматический или полуавтоматический процесс, в котором для соединения металлов используется расходуемый трубчатый электрод в электрической дуге. Он был представлен как решение для преодоления ограничений дуговой сварки защищенным металлом (SMAW), также известной как дуговая сварка.
Сварка FCAW стала идеальным выбором для сварки черных металлов. Этот метод сварки используется в судостроении, строительстве и машиностроении. Его популярность обусловлена эффективностью и портативностью по сравнению с другими процессами сварки.
Давайте подробнее рассмотрим эту технику сварки.
Что такое дуговая сварка порошковой проволокой?
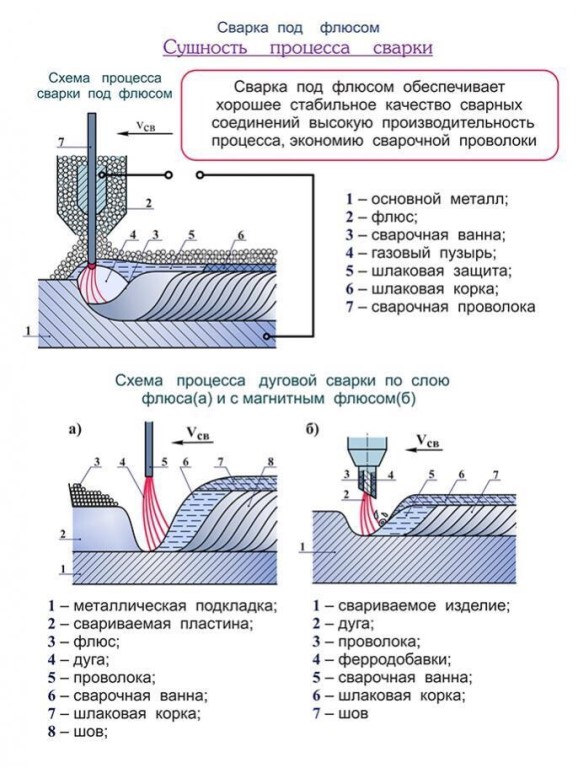
Сварка порошковой проволокой представляет собой процесс дуговой сварки, при котором присадочный материал наносится с защитным флюсом в сварочную ванну.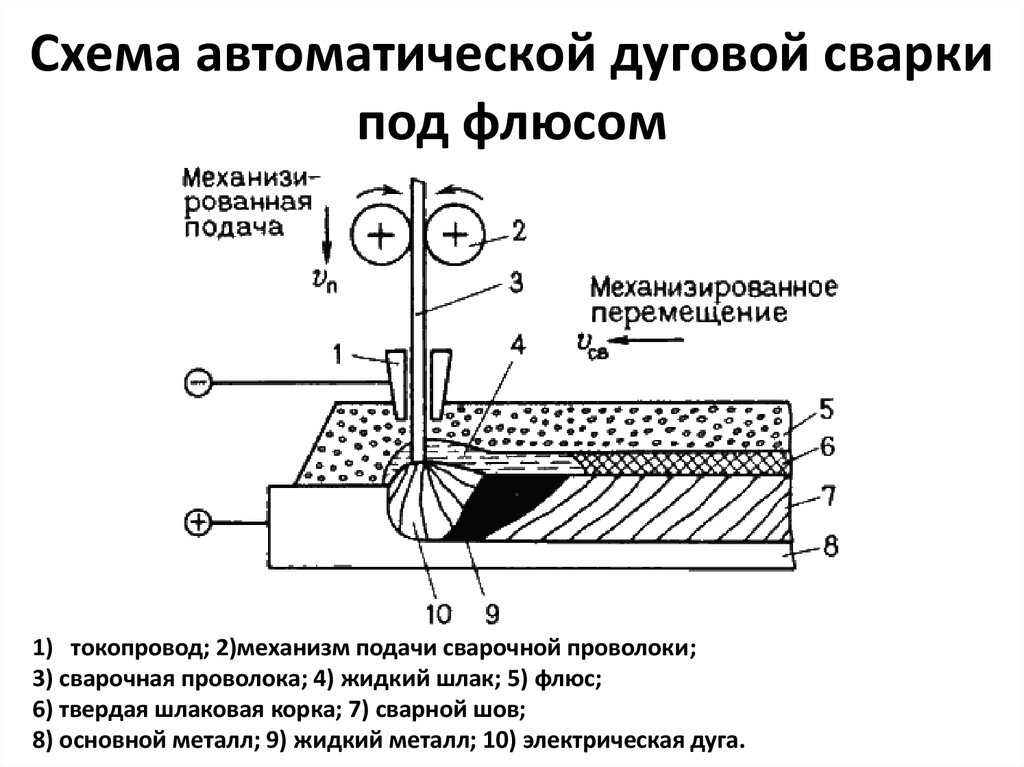 Плавление происходит, когда сварочная дуга устанавливается между электродом с флюсовой сердцевиной и основным металлом.
Плавление происходит, когда сварочная дуга устанавливается между электродом с флюсовой сердцевиной и основным металлом.
Трубчатая электродная проволока подается через катушку и направляется сварочным пистолетом к сварному шву. По мере плавления электрода флюс внутри него выделяет защитный газ, защищающий сварочную ванну от атмосферных загрязнений.
Сварку порошковой проволокой часто путают с дуговой сваркой металлическим электродом в среде защитного газа (GMAW), поскольку оба метода сварки могут выполняться на одном и том же или похожем сварочном оборудовании, но между ними есть небольшие различия.
Различия между FCAW и GMAW (MIG/MAG)
Как правило, дуговая сварка порошковой проволокой и газовая дуговая сварка используют принцип использования защитного слоя и непрерывного электрода с подачей проволоки.
Сварка FCAW использует электрод с флюсовой сердцевиной, который образует защитный экранирующий слой, когда он осаждается в сварочной ванне.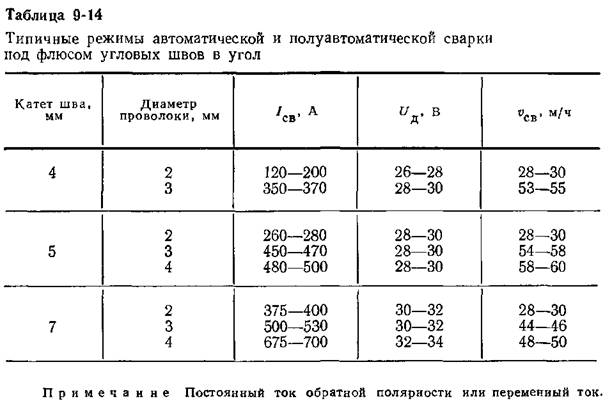 FCAW выделяет токсичные пары флюса, которые блокируют зону сварки от загрязнений. Этот процесс предпочтительнее для черных металлов, поскольку он практически не требует предварительной очистки.
FCAW выделяет токсичные пары флюса, которые блокируют зону сварки от загрязнений. Этот процесс предпочтительнее для черных металлов, поскольку он практически не требует предварительной очистки.
В некоторых случаях FCAW может использовать защитный газ поверх основного защитного флюса для дополнительной защиты сварочной ванны от окисления. FCAW с двойным экраном обеспечивает более стабильные механические свойства и более высокую скорость наплавки, чем электроды со сплошной проволокой или стержневые электроды.
GMAW (сварка MIG/MAG) использует сплошной проволочный электрод вместе с внешним защитным газом для предотвращения загрязнения металла сварного шва. GMAW оставляет больше сварочных брызг, чем FCAW, и обеспечивает меньшее проникновение. Сварка MAG и MIG предлагает универсальность для сварки самых разных металлов.
GMAW имеет большую электродную проволоку (2–5 мм) по сравнению с FCAW (0,9–3,2 мм).
Хотя это два отдельных типа сварки
, единственное существенное отличие заключается в защите зоны сварки с помощью электродов и защитных газов .
Что такое дуговая сварка порошковой проволокой? (FCAW)
Процесс сварки порошковой проволокой
В процессе FCAW используется тепло дуги, образующейся между трубчатым электродом и заготовкой. Электрод представляет собой полый электрод с флюсовым сердечником внутри, выступающим в качестве защитного агента при наплавке в зоне сварки.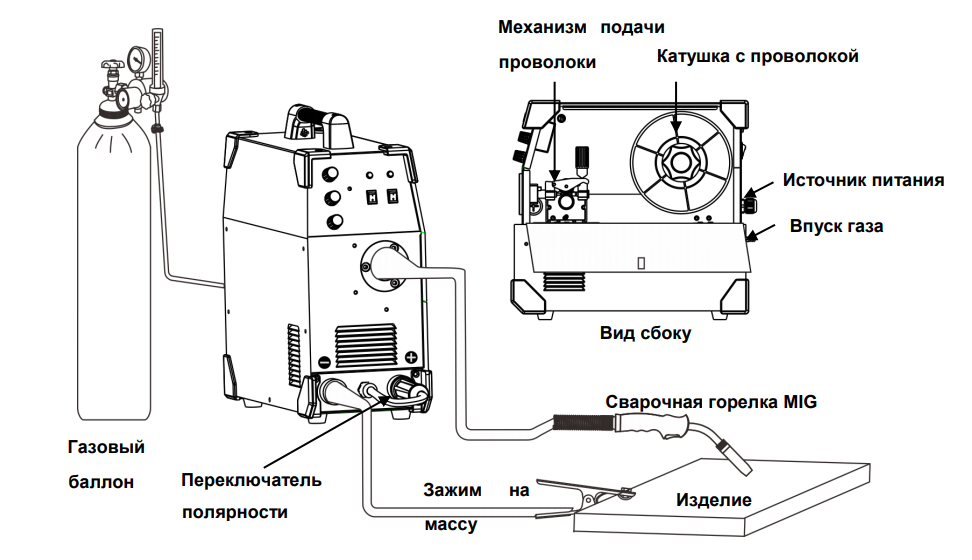 Когда флюсовая сердцевина расходуется, она образует барьер, защищающий сварной шов от атмосферного загрязнения.
Когда флюсовая сердцевина расходуется, она образует барьер, защищающий сварной шов от атмосферного загрязнения.
Существует два основных варианта выполнения FCAW:
FCAW-S (Самозащитная) – Самозащитная сварка основана исключительно на газовой защите от флюсового сердечника и его шлаковых отложений. Этот процесс в основном используется для проектов на открытом воздухе с непредсказуемыми условиями.
FCAW-G (газ/двойная защита)
– При сварке с двойной защитой используется порошковая проволока вместе с внешним защитным газом для обеспечения дополнительной защиты зоны сварки. Этот процесс обеспечивает более высокую скорость осаждения и обеспечивает лучшее проникновение в более толстые металлы.
Определенные условия также могут влиять на выбор процесса сварки, например, портативность, требуемые механические свойства и основной металл.
FCAW может выполняться полуавтоматически, при этом профессиональный сварщик управляет сварочной горелкой, индивидуально регулируя параметры. Это также может быть выполнено полностью автоматически с помощью роботов, которые могут создавать согласованные шарниры перемещения.
Это также может быть выполнено полностью автоматически с помощью роботов, которые могут создавать согласованные шарниры перемещения.
Переменные для дуговой сварки порошковой проволокой
Для достижения оптимальных результатов можно настроить следующие параметры для каждой операции:
Электроды/проволока
Существует три основных классификации флюсовых электродов для данного метода сварки:
Газозащитная проволока для сварки во всех положениях. Проволока для сварки порошковой проволокой во всех положениях, как правило, меньше 1/16 дюйма (~ 1,6 мм) с быстрозамерзающим флюсовым сердечником. Эти электроды в основном применяются для обеспечения большего контроля при сварке над головой. Недостатком является то, что их нельзя использовать с основным металлом с высоким уровнем загрязнения.
Плоское положение в газовой среде. Сварочные электроды в плоском положении обычно имеют диаметр более 1/16 дюйма (~ 1,6 мм) и обеспечивают высокую скорость наплавки, подходящую для более толстых металлов.
Они в основном используются для горизонтального или плоского положения сварки, и они лучше, чем все электроды для положения, против загрязнения основного металла.Самозащитный — эти электроды пригодятся для наружного применения, например, в строительстве или производстве. Они также идеально подходят для сварки оцинкованной стали или в тех редких случаях, когда газовые баллоны труднодоступны.
 Они в основном используются для горизонтального или плоского положения сварки, и они лучше, чем все электроды для положения, против загрязнения основного металла.
Они в основном используются для горизонтального или плоского положения сварки, и они лучше, чем все электроды для положения, против загрязнения основного металла.Выбор типа электрода в первую очередь зависит от следующих критериев: тип сварочного тока, положение, желаемые механические свойства, химический состав и окружающая среда.
Материалы
Хотя дуговая сварка с флюсовой проволокой известна для сварки черных металлов, она также популярна благодаря своей универсальности при сварке следующих металлов:
Защитный газ
Сварка с двумя защитными газами Защитный газ подается из баллонов или резервуаров в сварочную горелку через шланг подачи . Эти защитные газы защищают сварочную ванну от атмосферы, снижая риск пористости и хрупкости. В качестве элементов газовой защиты могут использоваться как инертные, так и активные газы.
В качестве элементов газовой защиты могут использоваться как инертные, так и активные газы.
Аргон и двуокись углерода – Сочетание этих двух газов иногда используется для уменьшения разбрызгивания. Обычно он состоит из 75% аргона и 25% СО2, при этом присадочный металл обеспечивает более высокие прочностные характеристики, чем чистый газ СО2.
Аргон и кислород – Чистый аргон иногда смешивают с 1–2% кислорода для сварки металлов, которые могут подвергаться коррозии под действием CO2, таких как нержавеющая сталь. Смесь также способствует меньшему разбрызгиванию в зоне сварки, подобно смеси аргона и CO2.
Сварочный пистолет
С воздушным охлаждением – Обычно горелки с воздушным охлаждением достаточны для проектов со сварочным током менее 500 ампер. Окружающего воздуха достаточно, чтобы охладить эти пушки с флюсовым сердечником. Присутствие защитного газа дополнительно охлаждает сварочный пистолет.
Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.
 Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.
Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.С водяным охлаждением – Для операций, требующих сварочного тока более 600 ампер, рекомендуется иметь горелки с водяным охлаждением. Как правило, это предпочтительный выбор для непрерывной дуговой сварки порошковой проволокой, когда горелка подвергается воздействию высоких температур в течение более длительного времени. Пистолеты с водяным охлаждением позволяют воде обтекать сопло и контактную трубку для быстрого снижения температуры.
Устройство подачи проволоки
Трубчатый электрод непрерывной подачи приводится в действие двигателем подачи проволоки. В этом аппарате можно настроить скорость подачи проволоки, чтобы контролировать подачу проволоки с катушки на сварочную горелку.
Источник питания
В качестве источника питания для этого метода сварки желательно использовать постоянный ток, так как он в основном применяется для черных металлов. Источник питания постоянного тока также создает более стабильную дугу и обеспечивает лучшее проплавление.
Источник питания постоянного тока также создает более стабильную дугу и обеспечивает лучшее проплавление.
постоянного тока с положительной полярностью (DCEP) — наиболее распространенная настройка мощности, поскольку она обеспечивает глубокое проникновение в металл сварного шва. Также предпочтительно использовать внешний защитный газ для безопасного нанесения присадочного металла на сварной шов.
DC отрицательной полярности (DCEN) используется для сварки более тонких металлов. В то время как самозащитные флюсовые электроды могут использоваться как с положительной, так и с отрицательной полярностью, DCEN иногда является выбором для достижения определенного результата.
Применение дуговой сварки порошковой проволокой
Общий ремонт
Некоторые предпочитают использовать порошковую сварку при выполнении общего ремонта из-за ее портативности. Он может выдерживать суровые внешние условия, в то же время он может сваривать черные металлы.
Трубопроводы
Поскольку сварка FCAW дает сварные швы с минимальной пористостью, производители трубопроводов предпочитают использовать этот метод. Благодаря сварным швам с постоянными механическими свойствами трубы обладают непревзойденной прочностью и долговечностью.
Производство
Обрабатывающая промышленность использует преимущества автоматизации процесса дуговой сварки под флюсом с помощью роботов. В результате получается точный и равномерный сварной шов, а все параметры сварки контролируются.
Судостроение
Трубчатый электрод непрерывной подачи обеспечивает эффективную работу в судостроении. Из-за большого количества мелких компонентов, которые необходимо сваривать, судостроителям приходится постоянно менять места сварки. Сварка порошковой проволокой работает лучше всего, так как ее легко выполнять, когда судостроители маневрируют сварочной горелкой под разными углами.
Подводная сварка
Дайверы пользуются преимуществами защиты, обеспечиваемой слоем защитного газа, создаваемым электродами с флюсовой сердцевиной. Выполнение этой процедуры мокрой сварки требует навыков и обучения, поскольку опасности несравнимы с условиями над землей.
Выполнение этой процедуры мокрой сварки требует навыков и обучения, поскольку опасности несравнимы с условиями над землей.
Преимущества дуговой сварки порошковой проволокой
FCAW обеспечивает более высокое проплавление, чем сварка MIG/MAG.
Возможность сварки черных металлов, так как электрод раскисляет основной металл.
Более портативный, чем сварка MIG, поскольку мы можем использовать FCAW без баллона с защитным газом.
Легче научиться, чем сварка электродом и сварка TIG.
- Для сварки FCAW и MIG
используется один и тот же аппарат.
Флюс создает защитный слой, что позволяет использовать его при сварке на открытом воздухе.
Недостатки дуговой сварки порошковой проволокой
Очистка от шлака.
Полуавтоматическая сварка FCAW приводит к менее качественному сварному шву, чем сварка TIG.
- Трубчатые электроды из флюса
дороже, чем сплошные проволоки.
Распад флюса приводит к чрезмерному выделению токсичных паров.
Захваченные газы в зоне сварки могут образовывать отверстия по мере затвердевания металла.
Замена присадочного металла занимает много времени, поскольку в FCAW используются катушки по сравнению с некоторыми другими процессами, в которых используются короткие электроды.
Важные моменты, которые следует помнить
Дуговая сварка с флюсовой проволокой — это универсальный и эффективный процесс сварки, что делает его лучшим выбором для некоторых применений. Его легче освоить, а переносимость, которую он приносит на стол, делает его привлекательным процессом.
FCAW постепенно заменяет дуговую сварку металлическим электродом в среде защитного газа (SMAW) в таких отраслях, как производство и строительство. Основной причиной этого является автоматизация, при которой роботы берут на себя сборочные линии, выполняя сварку с высочайшей точностью в любом положении сварки.
Мы определенно можем ожидать, что сварка с флюсовой проволокой останется сегодня одним из самых популярных методов сварки, поскольку постоянные инновации еще больше повышают ее эффективность и универсальность.
Углубленный взгляд на FCAW
Сварочные процессы: более пристальный взгляд на FCAW
29 января 2015 г.
Хорошая производственная компания сможет предложить полный спектр сварочных процессов, чтобы можно было выбрать наилучший процесс для данного применения. Однако на сегодняшний день одним из наиболее полезных и часто используемых процессов сварки является FCAW. FCAW обладает некоторыми выдающимися преимуществами и возможностями; однако он также имеет некоторые недостатки и ограничения и подходит не для всех приложений.
Что такое FCAW?
FCAW — это термин, используемый для обозначения дуговой сварки порошковой проволокой. Это полуавтоматический или автоматический процесс сварки, в котором используется трубчатый электрод с непрерывной подачей, содержащий флюс. Таким образом, электрод является «флюсовым». Флюс содержит минеральные соединения и порошкообразные металлы, образующие защитный шлак на сварочном валике. Это, в свою очередь, помогает защитить качество и качество сварного шва.
FCAW похож на сварку MIG или GMAW, а также на сварку стержнем или SMAW. Однако, поскольку в FCAW используется электрод с непрерывной подачей, нет необходимости в частых перезапусках, что, в свою очередь, помогает снизить вероятность дефекта и обеспечивает более однородный сварной шов. Непрерывный характер сварки также позволяет повысить производительность. Существует два основных типа сварки порошковой проволокой: Нет защитного газа — Электрод с флюсовой сердцевиной, используемый в FCAW, вырабатывает собственный защитный газ для защиты сварного шва. Таким образом, FCAW часто может выполняться без дополнительного защитного газа без ущерба для качества сварки. Это устраняет затраты и настройку, связанные с отдельной системой защитного газа. FCAW без защитного газа особенно эффективна для более тонких металлов с плоской поверхностью.
Таким образом, электрод является «флюсовым». Флюс содержит минеральные соединения и порошкообразные металлы, образующие защитный шлак на сварочном валике. Это, в свою очередь, помогает защитить качество и качество сварного шва.
FCAW похож на сварку MIG или GMAW, а также на сварку стержнем или SMAW. Однако, поскольку в FCAW используется электрод с непрерывной подачей, нет необходимости в частых перезапусках, что, в свою очередь, помогает снизить вероятность дефекта и обеспечивает более однородный сварной шов. Непрерывный характер сварки также позволяет повысить производительность. Существует два основных типа сварки порошковой проволокой: Нет защитного газа — Электрод с флюсовой сердцевиной, используемый в FCAW, вырабатывает собственный защитный газ для защиты сварного шва. Таким образом, FCAW часто может выполняться без дополнительного защитного газа без ущерба для качества сварки. Это устраняет затраты и настройку, связанные с отдельной системой защитного газа. FCAW без защитного газа особенно эффективна для более тонких металлов с плоской поверхностью. Отсутствие защитного газа также позволяет этому процессу быть эффективным на открытом воздухе или в ветреной среде, которая рассеивает защитный газ. С защитным газом — Для сварки более толстых, смещенных металлов, особенно сварки конструкционной стали, FCAW может использоваться с защитным газом для повышения качества и согласованности. Эту сварку часто называют «дуэльной защитой», поскольку для защиты сварного шва используются и защитный газ, и флюс. Этот процесс лучше использовать в контролируемой среде, такой как производственный цех, где ветер не будет мешать защитному газу. Защитным газом обычно является двуокись углерода (CO2) или смесь аргона и двуокиси углерода, такая как C-25, которая содержит 75 % аргона и 25 % двуокиси углерода.
Отсутствие защитного газа также позволяет этому процессу быть эффективным на открытом воздухе или в ветреной среде, которая рассеивает защитный газ. С защитным газом — Для сварки более толстых, смещенных металлов, особенно сварки конструкционной стали, FCAW может использоваться с защитным газом для повышения качества и согласованности. Эту сварку часто называют «дуэльной защитой», поскольку для защиты сварного шва используются и защитный газ, и флюс. Этот процесс лучше использовать в контролируемой среде, такой как производственный цех, где ветер не будет мешать защитному газу. Защитным газом обычно является двуокись углерода (CO2) или смесь аргона и двуокиси углерода, такая как C-25, которая содержит 75 % аргона и 25 % двуокиси углерода.
Преимущества FCAW
У FCAW есть несколько замечательных преимуществ, которые делают его очень популярным выбором для сварки. К ним относятся:
- Позволяет получать высококачественные однородные сварные швы с меньшим количеством дефектов
- Высокая скорость наплавки, т. е. скорость нанесения присадочного металла.
- Может использоваться во всех положениях с правильным присадочным металлом.
- Подходит для сварки на открытом воздухе или в цеху.
- Относительно прост в освоении по сравнению с другими процессами сварки.
- Более устойчив к ржавчине, окалине и другим загрязнениям из неблагородных металлов.
- Сварочная дуга имеет хорошую видимость.
- Обеспечивает отличное проплавление сварного шва.
- Обеспечивает высокую производительность сварки.
 е. скорость нанесения присадочного металла.
е. скорость нанесения присадочного металла.Недостатки FCAW
Однако, несмотря на множество замечательных преимуществ, у FCAW есть и некоторые недостатки. К ним относятся:
- Высокий уровень вредных паров, которые необходимо проветривать.
- Более высокая стоимость электродной проволоки по сравнению со сплошной электродной проволокой.
- Более дорогостоящее оборудование, чем многие другие сварочные процессы.
- Менее портативное оборудование, чем SMAW или GTAW.
- Шлак, покрывающий сварной шов, необходимо удалить.
- Механические проблемы могут привести к расплавлению контактных наконечников, неравномерной подаче проволоки или пористости сварного шва.
- Подходит не для всех типов металлов.

Промышленное использование FCAW
Процесс сварки FCAW имеет ряд важных промышленных применений. Он обеспечивает отличное качество и стабильность сварки конструкционной стали, сплавов железа и сплавов на основе никеля, которые очень часто используются в промышленных условиях. Он также обеспечивает отличное проплавление сварного шва, что помогает упростить конструкцию соединения. В то же время высокая производительность, возможная при использовании FCAW, делает его подходящим для проектов, требующих быстрого выполнения работ или сжатых сроков. Наконец, даже несмотря на то, что необходимо приложить все усилия для максимально тщательной очистки основных металлов, при наличии ржавчины или прокатной окалины FCAW способен справиться с этим загрязнением лучше, чем другие процессы сварки.