Сварка полуавтоматом без газа, только порошковой проволокой
Содержание статьи:
Сварка полуавтоматом без газа, только порошковой проволокойСегодня сварка без сомнений занимает одно из лидирующих мест при производстве металлоконструкций. Полуавтоматическая сварка, как наиболее популярный вариант электродуговой сварки, даёт прекрасную возможность увеличить производительность труда и качество предоставляемой продукции.
Полуавтоматическая сварка без газа представляет собой механизированную подачу порошковой проволоки к месту сварки. Выглядит такая проволока в виде непрерывного электрода, который состоит из металлической оболочки и сердечника с порошком-наполнителем внутри.
Именно порошок позволяет защитить зону сварки и обеспечить стабильную, а также устойчивую дугу. В чем преимущества, а в чем недостатки использования порошковой проволоки без газа? Для чего вообще предназначена полуавтоматическая сварка без газового баллона?
Плюсы и минусы использования полуавтомата без газового баллона
Для сварки полуавтоматом применяется специальная электродная проволока. Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления металла, даже используя для этого малые величины сварочного тока.
Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления металла, даже используя для этого малые величины сварочного тока.
Но самое главное преимущество заключается в качестве сварочного шва и увеличении производительности труда. Не менее важно и то, что сварка полуавтоматом идеально подходит для соединения тонких металлов, там, где обычный электрод оказывается бессильным.
Несмотря на все это, сварка полуавтоматом без газа, одной порошковой проволокой, требует опыта. При работе с такой сваркой очень сложно следить за ходом образования шва. Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом. Здесь важно исключить резкие движения.
При использовании порошковой проволоки для сварки полуавтоматом без газа требуется обязательное соблюдение полярности подключения сварочного аппарата. К держателю с массой и к изделию следует подсоединять плюсовую клемму, то есть в прямом варианте. Данная особенность связана с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которой образовывалось бы облако защитного газа.
К держателю с массой и к изделию следует подсоединять плюсовую клемму, то есть в прямом варианте. Данная особенность связана с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которой образовывалось бы облако защитного газа.
Плюсы сварки полуавтоматом без газа, только порошковой проволокой
Преимущества полуавтоматической сварки без газа, одной лишь порошковой проволокой, очевидны. В первую очередь, это отсутствие необходимости использовать газовую аппаратуру. К слову, удовольствие это не дешевое, поэтому многие как раз и отказываются от полуавтоматической сварки.
Второе преимущество связано с большим выбором сварочной проволоки для полуавтоматов. Всё это даёт прекрасную возможность получить наиболее правильный химический состав наплавленного шва, а также, определённые свойства дуги. Именно в связи с этим, сварка полуавтоматом без газа доступна каждому.
При этом стоит понимать, что использовать простую сварочную проволоку для сварки полуавтоматом без газового баллона нельзя. Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим содержанием раковин.
Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим содержанием раковин.
Поделиться в соцсетях
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.guru
Сварочные аппараты — очень распространенная техника, используемая как в промышленности, так и в быту. Если иметь хороший сварочный аппарат и уметь им пользоваться, можно решить многие задачи, например, что-то починить, залатать, даже сконструировать. В идеале это делается с использованием газа и присадочной проволоки, но иногда работать нужно срочно, а запасного баллона с газом может не оказаться под рукой, а основной не заправлен, да и вообще баллоны очень громоздкие, что делает их маломобильными. В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Выбор проволоки
Для сварки без газа необходима порошковая проволока. Она представляет собой полую металлическую трубку, заполненную специальным флюсом и стальной крошкой. Устанавливают ее в специальный механизм для равномерной подачи. Сварочная проволока подбирается в соответствии с материалом, который необходимо соединить.
Достоинства и недостатки порошковой проволоки
Преимущества:
- сварка порошковой проволокой не нуждается в дополнительной газовой среде;
- возможность перемещения оборудования в любое место;
- выполнение работ в труднодоступных местах;
- высокая скорость метода соединения металлических частей.
Недостатки:
- высокая стоимость расходных материалов;
- качество шва хуже относительно метода с газом.
Заправка и расход
Для сварки проволокой необходимо выполнить следующее:
- на аппарат устанавливаются ролики определенного диаметра;
- прижимной механизм не рекомендуется затягивать с усилием;
- на сварочной головке снимается наконечник;
- при появлении конца материала на головке наконечник снова одевают;
- для защиты от брызг расплавленного металла необходимо провести обработку.
Материал с флюсом подбирается в зависимости от свариваемого металла. При этом расход регулируется на полуавтоматическом аппарате и зависит от величины электрического тока.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн. Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
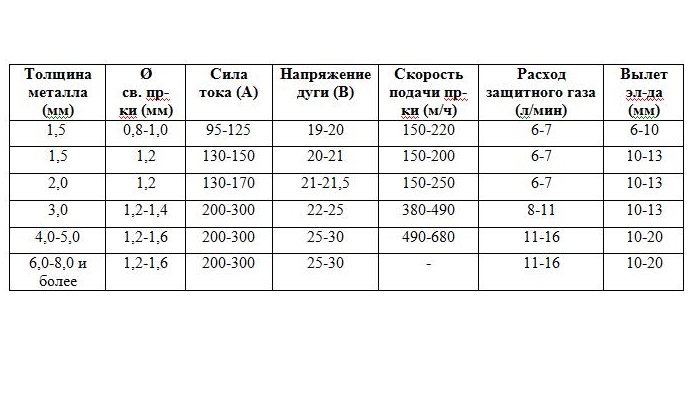
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.

Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Все о сварке с флюсовым сердечником
Независимо от того, ремонтируете ли вы что-то или изготавливаете что-то новое, скорее всего, вам понадобится сварочный аппарат для того же самого. Если у вас нет сварочного аппарата, то настоятельно рекомендуется сразу его обзавестись. Хотя вы можете запутаться, поскольку существует множество сварочных аппаратов.
В то время как некоторые из них предназначены для небольших сварных швов и базового использования, другие могут подходить для тяжелых условий эксплуатации и промышленного использования в зависимости от типа приобретаемого сварочного аппарата. Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
Сюда входят сварочные аппараты, такие как аппараты для сварки MIG, аппараты для сварки TIG, аппараты для газовой сварки, а также аппараты для сварки с флюсовым сердечником. Из всего этого сварочные аппараты с флюсовой проволокой считаются отличным выбором для крупномасштабных проектов. И здесь мы объяснили все важные детали, касающиеся сварки с флюсовой проволокой и сварочных аппаратов с флюсовой проволокой.
Краткое описание
Основы дуговой сварки с флюсовой проволокойПрежде чем приступить к изучению всей подробной информации, касающейся сварки с флюсовой проволокой, вы должны знать ее основы и почему она считается одним из лучших вариантов.
Если вы не знакомы с этим, дуговая сварка с флюсовым сердечником или FCAW — это простой в использовании процесс сварки, поскольку он не только является полуавтоматическим, но и очень похож на сварку MAG, которая также очень популярен для тяжелых условий эксплуатации. Для работы сварочного аппарата с флюсовой проволокой электрод с непрерывной подачей проволоки сочетается с источником сварочного тока постоянного напряжения.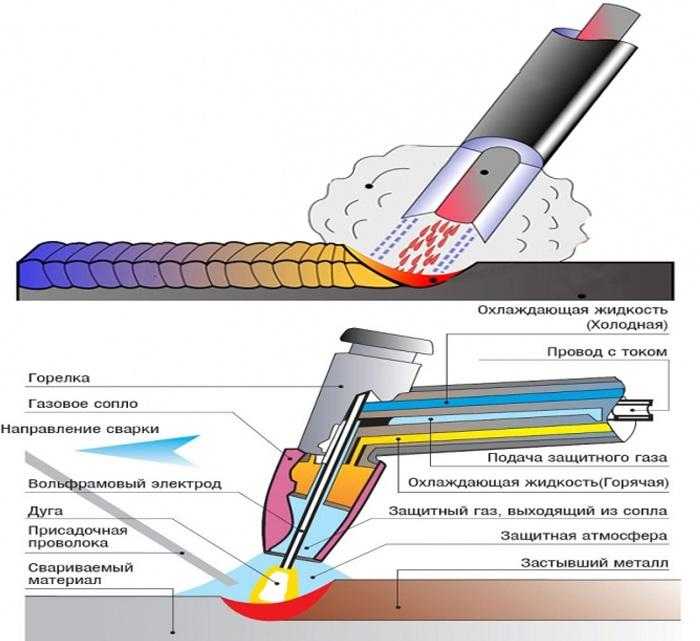 Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.
Поскольку электрод подается непрерывно, вы можете сосредоточиться на сварных швах и усовершенствовать их, не беспокоясь об электроде.
Помимо того, что она идеально подходит для тяжелых условий эксплуатации, сварка с флюсовой проволокой также достаточно универсальна, поскольку ее можно оптимизировать в соответствии с вашими потребностями. В то время как для некоторых сварочных работ может потребоваться защитный газ, другие можно выполнять без него. Если вы не используете защитный газ, он идеально подходит для использования на открытом воздухе, когда ветер может сдуть защитный газ. Но основная причина использования дуговой сварки с флюсовой сердцевиной заключается в том, что она обеспечивает высокую скорость сварки, что делает ее идеальной для тяжелых условий эксплуатации.
Преимущества сварки с флюсовым сердечником Несмотря на то, что мы более подробно и подробно рассмотрим все преимущества и недостатки сварки с флюсовым сердечником, понимаем ее преимущества, чтобы понять, почему ее можно предпочесть другим типам сварочных процессов. Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.
Отличительной особенностью сварки с флюсовой проволокой является то, что ее можно легко использовать с более толстыми материалами.
Так как он также может работать без защитного газа, вы можете использовать его во многих случаях, когда газ может сдуться. Если вы хотите выполнять высокоточные и детализированные сварные швы с помощью сварочного аппарата, то сварочный аппарат с флюсовой проволокой может стать отличным вариантом, так как его электрод подается автоматически.
Как работает дуговая сварка под флюсом?Теперь, когда вы знаете больше о дуговой сварке с флюсовой сердцевиной и ее основных преимуществах по сравнению с другими типами сварочных процессов, вам следует больше узнать о ее функционировании. Зная, как работает ваш сварочный аппарат, вы сможете использовать его более эффективно, а также устранять небольшие проблемы, с которыми вы можете столкнуться при его использовании.
Ключевой принцип работы аппарата для дуговой сварки с флюсовым сердечником включает использование высокотемпературной электрической дуги для сплавления сварочного материала вместе со свариваемым материалом. Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
Когда электрод сварочного аппарата с флюсовой проволокой подается непрерывно, он приближается к основному материалу. Затем между ними возникает электрическая дуга, которая выделяет много тепла для завершения процесса сварки. В отличие от многих других типов сварочных процессов, FCAW или дуговая сварка с флюсовой сердцевиной использует полые и трубчатые электроды, заполненные флюсом, поэтому вам не нужно использовать флюс отдельно. Несмотря на то, что основные функции всех аппаратов для дуговой сварки с флюсовым сердечником одинаковы, они могут немного различаться в зависимости от того, как вы их используете.
В то время как некоторые из вас могут использовать внешний защитный газ во время сварки, другие могут предпочесть использовать его без газа. Помимо защитного газа, флюс, присутствующий внутри сердечника, также плавится для защиты свариваемого металла, что приводит к двойному экранированию. В результате вы можете легко сваривать более толстые металлы, если используете смесь защитного газа из аргона и углекислого газа. Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
Хотя, если у вас нет проблем с немного большим количеством дефектов, но вы хотите использовать сварочные аппараты с флюсовой проволокой на открытом воздухе, вы также можете использовать их без газа.
Идеально, если дует сильный ветер и защитный газ не может защитить свариваемый металл. Такая способность к самозащите достигается за счет электродов, заполненных флюсом, которые при нагревании образуют собственный защитный газ. Помимо того, что этот тип самозащитной сварки является отличным вариантом для использования на открытом воздухе, он также отлично подходит для портативного использования, поскольку вам не нужно носить с собой баллоны с защитным газом.
Советы по сварке с флюсовым сердечникомЕсли у вас уже есть сварочный аппарат с флюсовой проволокой в вашей мастерской или вы планируете приобрести новый, он будет достаточно эффективен для вас только тогда, когда вы знаете, как в совершенстве им управлять. Хотя основные принципы сварки остаются теми же и для сварочных аппаратов с флюсовой проволокой, есть несколько советов, которые вы должны иметь в виду, включая следующие:
- При использовании сварочного аппарата с флюсовой проволокой необходимо убедиться, что полярность электрода установлена на отрицательную, а не на положительную.

- Очень важно поддерживать его в прохладном месте с помощью надлежащей вентиляции.
- Во время сварочного процесса вы всегда должны очищать весь шлак после каждого прохода, чтобы получить чистые сварные швы.
- Если вы хотите сделать плоские сварные швы, вы должны сваривать под углом 90 градусов и 10 градусов назад. С другой стороны, тавровые соединения должны выполняться под углом 45 градусов, а соединения внахлестку под углом 60-70 градусов в пределах одного сварного шва.
- Для горизонтального угла сварочный пистолет необходимо переместить вверх на 10 градусов. А для вертикального угла вам нужно переместить его вниз для более тонких металлов и вверх для металлов толще ¼ дюйма.
- В большинстве случаев параметры вашего сварочного аппарата следует уменьшить на 10-15% для достижения наилучших результатов.
Прежде чем приступить к использованию сварочного аппарата с флюсовой проволокой в мастерской или любом другом удаленном месте, убедитесь, что вы используете его только с подходящими совместимыми металлами. К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
К счастью, преимущество дуговой сварки с флюсом в том, что она очень универсальна и работает со всеми видами металлов. Сюда входят углеродистая сталь, нержавеющая сталь, чугун и наплавочные сплавы. Хотя, если вы хотите сварить алюминиевые объекты, то вы не сможете его использовать, так как вам понадобится либо MIG, либо TIG сварщик.
Тем из вас, кто все еще не понимает, что такое сварочные аппараты с флюсовой проволокой, по сравнению с другими, может быть интересно узнать еще больше. Всякий раз, когда вы покупаете какой-либо инструмент или оборудование для своей мастерской, было бы неплохо рассмотреть его преимущества и недостатки. Точно так же, прежде чем выбрать аппарат для дуговой сварки с флюсовым сердечником, обязательно рассмотрите следующие преимущества и недостатки:
Преимущества- Благодаря характеристике двойного защитного слоя аппарата для сварки с флюсовой проволокой его можно использовать не только для сварки толстых металлов, но и вне помещений, где использование защитного газа может оказаться нецелесообразным.

- Если вы не используете защитный газ в сварочном аппарате с флюсовой проволокой, то он также является отличным портативным вариантом, поскольку в нем нет газового баллона.
- Поскольку сварочные аппараты с флюсовой проволокой полагаются на электроды с непрерывной подачей, их общая скорость сварки намного выше и более приемлема для крупномасштабных операций.
- Вы можете использовать свой аппарат для дуговой сварки с флюсовой сердцевиной для выполнения сварных швов практически под любыми углами и положениями с почти одинаковыми результатами, если вы используете его правильно.
- Если вы правильно используете сварочный аппарат с флюсовой проволокой, вероятность возникновения проблем с пористостью очень мала.
- Подобно многим другим типам сварочных процессов, сварка с флюсовой сердцевиной также может выделять ядовитый дым, который в долгосрочной перспективе вреден для вашего здоровья.
- В некоторых случаях вы даже можете столкнуться с пористостью, если защитный газ не сможет выйти до того, как металл сварки схватится.

- Поскольку при сварке с флюсовой проволокой для сварки используются полые электроды, необходимо соблюдать особую осторожность при их хранении и транспортировке.
- Если при использовании сварочного аппарата с флюсовой проволокой вы не подаете электрод непрерывно, вы можете столкнуться со многими проблемами.
- Как упоминалось ранее в советах по сварке с флюсовым сердечником, шлак необходимо удалять при каждом сварочном проходе, что для многих может быть довольно утомительным.
После проверки всех различных деталей, касающихся дуговой сварки с флюсовой проволокой и аппаратов для сварки с флюсовой проволокой, указанных выше, вы должны знать большую часть деталей, касающихся этого типа процесса сварки. Это может быть удобно для выбора дуговой сварки под флюсом среди других типов сварочных процессов. Вы также можете узнать, как получить максимальную отдачу от вашего сварочного аппарата с флюсовой проволокой, благодаря различным советам, изложенным выше. Если вы ознакомились со всеми этими деталями сварки с флюсовым сердечником, обязательно поделитесь своими мыслями в разделе комментариев. Вы также можете задать любые вопросы вниз, если они у вас есть!
Постоянный ток и постоянное напряжение на выходе
У меня дома есть небольшой сварочный аппарат MIG. Я хочу использовать его для сварки стержнем, но мне сказали, что я не могу. Почему это? На работе у нас есть несколько различных типов сварочных аппаратов. Почему некоторые машины можно использовать только для сварки стержнем, а некоторые только для сварки проволокой, а другие машины можно использовать и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV/CC» внутри. Означает ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что многие сварщики задавали их. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, которые производят постоянный ток (CC), и источники питания, которые производят постоянное напряжение (CV). Источники питания с несколькими процессами содержат дополнительные схемы и компоненты, которые позволяют им производить как выходной сигнал CC, так и CV в зависимости от выбранного режима.
С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, которые производят постоянный ток (CC), и источники питания, которые производят постоянное напряжение (CV). Источники питания с несколькими процессами содержат дополнительные схемы и компоненты, которые позволяют им производить как выходной сигнал CC, так и CV в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, при которой ток (А) и напряжение (В) постоянно изменяются. Источник питания контролирует дугу и вносит миллисекундные изменения для поддержания стабильного состояния дуги. Термин «постоянный» является относительным. Источник питания CC будет поддерживать ток на относительно постоянном уровне, независимо от довольно больших изменений напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания CC и CV. Обратите внимание на то, что в различных рабочих точках выходной кривой на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большое изменение другой переменной («Δ» (дельта) = разность).
Рисунок 1 содержит графики типичных выходных кривых источников питания CC и CV. Обратите внимание на то, что в различных рабочих точках выходной кривой на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большое изменение другой переменной («Δ» (дельта) = разность).
Рисунок 1: Выходные характеристики для источников питания CC и CV
Следует также отметить, что в этой статье обсуждаются только традиционные типы источников сварочного тока. При импульсной сварке со многими новыми источниками питания с технологией управления формой волны вы действительно не можете считать выход строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о сравнении постоянного и постоянного тока, мы должны сначала понять влияние тока и напряжения на дуговую сварку. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение определяет длину сварочной дуги, а также результирующую ширину и объем конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже).
Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или выше скорость плавления, измеряемая в фунтах в час (lbs/hr) или килограммах в час (kg/hr). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение определяет длину сварочной дуги, а также результирующую ширину и объем конуса дуги. По мере увеличения напряжения длина дуги становится больше (и дуговой конус шире), а по мере его уменьшения длина дуги становится короче (и дуговой конус уже).
Рисунок 2: Влияние напряжения дуги
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварки является наиболее стабильным и, следовательно, предпочтительным. Процесс дуговой сварки в защитном металле (SMAW) (также известный как MMAW или палка) и процесс дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) (также известный как TIG) обычно считаются ручными процессами.
И наоборот, процесс дуговой сварки металлическим газом (GMAW) (также известный как MIG) и процесс дуговой сварки с флюсовой проволокой (FCAW) (также известный как флюсовый сердечник) обычно считаются полуавтоматическими процессами. Это означает, что вы по-прежнему держите сварочную горелку в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние от наконечника до рабочего места (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) регулируется автоматически с помощью механизма подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т.
Таблица 1 содержит сводку рекомендуемых типов выходного сигнала в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выходной мощности источника питания в зависимости от процесса дуговой сварки
Чтобы использовать более простую конструкцию и снизить затраты на приобретение, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для сварки стержней будет иметь только выход CC, поскольку она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и сварки электродом. И наоборот, базовая машина MIG будет иметь выход только CV, поскольку она предназначена только для сварки MIG и сварки с флюсовой проволокой. Что касается вашего первого вопроса: «Почему я не могу сваривать электродами на своем аппарате MIG?», ответ заключается в том, что ваш аппарат MIG имеет только выход CV, который не предназначен и не рекомендуется для сварки электродами.
На рис. 3 показаны примеры типовых сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выходного сигнала
Вы можете создать сварочную дугу с помощью любого из сварочных процессов с выходным типом CC или CV (если вы можете настроить сварочное оборудование для этого) . Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что попытки сохранить дугу становятся невозможными.
Теперь давайте обсудим, почему эти последние утверждения верны. В двух ручных процессах, SMAW и GTAW, вы управляете всеми переменными вручную (именно поэтому они являются двумя наиболее трудоемкими процессами, требующими навыков оператора). Вам нужно, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого мощность сварки должна поддерживать ток на постоянном уровне (т. е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение является менее контролируемой переменной. При ручных процессах очень сложно постоянно поддерживать одинаковую длину дуги, потому что вы также постоянно подаете электрод в соединение. Напряжение изменяется в результате изменения длины дуги.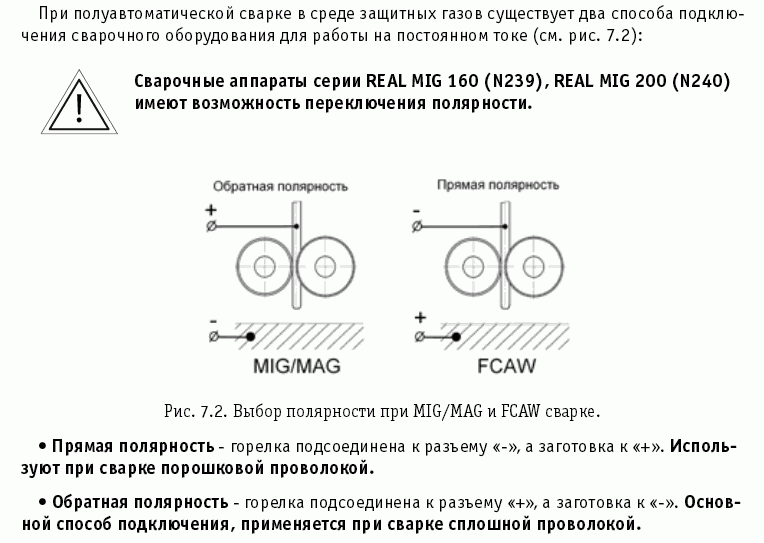 С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
С выходом CC ток является вашей предустановкой, управляющая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку с использованием процесса SMAW, например, используя выход CV, ток и результирующая скорость плавления будут сильно различаться. По мере того, как вы перемещались по стыку (пытаясь согласовать все другие параметры сварки), электрод плавился с большей скоростью, затем с меньшей скоростью, затем с большей скоростью и т. д. Вам нужно было бы постоянно менять скорость, с которой вы вставили электрод в сустав. Это невыполнимое условие, что делает вывод CV нежелательным.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. В то время как вы по-прежнему управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, которую вы установили на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была постоянной. Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной. Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Для этого сварочное напряжение должно поддерживаться на постоянном уровне (т. е. CV), чтобы результирующая длина дуги была постоянной. Ток является менее контролирующей переменной. Он пропорционален или является результатом WFS. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь сварить процессами GMAW или FCAW с выходным сигналом CC, напряжение и результирующая длина дуги будут сильно различаться. По мере снижения напряжения длина дуги становилась бы очень короткой, и электрод упирался бы в пластину. Затем по мере увеличения напряжения длина дуги становилась бы очень большой, и электрод сгорал бы обратно к контактному наконечнику. Электрод будет постоянно втыкаться в пластину, затем прогорать обратно к кончику, затем вонзаться в пластину и т. д. Это невыполнимое условие, что делает вывод CC нежелательным.
В качестве примечания: также принято полностью автоматизировать процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированной GMAW и FCAW по-прежнему CV. Пятый общий процесс дуговой сварки, дуговая сварка под флюсом (SAW) (также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
В случае полной автоматизации все переменные контролируются машиной и удерживаются на постоянном угле, расстоянии или скорости. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированной GMAW и FCAW по-прежнему CV. Пятый общий процесс дуговой сварки, дуговая сварка под флюсом (SAW) (также известная как субдуговая сварка), как правило, также является автоматизированным процессом. С SAW обычно используется выход CC или CV. Определяющими факторами в отношении того, какой тип выходного сигнала является наилучшим, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. пример на , рис. 4 ). Это оборудование, которое позволяет вам нарушать основные правила, описанные в этой статье… до некоторой степени. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с обычными механизмами подачи проволоки заводского типа. Во-первых, провод заключен в жесткий пластиковый корпус для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не требуется кабель управления для питания приводного двигателя, а вместо этого используется провод датчика напряжения от механизма подачи проволоки. Таким образом, подключение простое, требуется только использование существующего сварочного кабеля источника питания (и добавление газового шланга). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC/CV», в котором вы выбираете тип выхода от источника питания.
Когда впервые появились эти портативные механизмы подачи проволоки, теория заключалась в том, что их можно было бы использовать с большой существующей базой источников питания CC, уже находящихся в полевых условиях (в основном это сварочные аппараты с приводом от двигателя), и, таким образом, теперь они дают производителям GMAW и FCAW (т. проволочная сварка) возможность. Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, пытаясь помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки уже не постоянна, а постоянно увеличивается и уменьшается в попытке поддерживать ток на постоянном выходе).
проволочная сварка) возможность. Вместо того, чтобы покупать совершенно новый источник питания CV, им нужно было только приобрести механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете с выходом CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, пытаясь помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки уже не постоянна, а постоянно увеличивается и уменьшается в попытке поддерживать ток на постоянном выходе).
Рис. 4: Пример устройства подачи проволоки портативного типа
Реальность сварки проволокой с выходом CC такова, что она работает достаточно хорошо в одних приложениях и плохо в других. Относительно хорошая стабильность дуги достигается при использовании процесса с порошковой проволокой в среде защитного газа (FCAW-G) и процесса GMAW при переносе металла в режиме струйной дуги или импульсной струйной дуги. Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием. Несмотря на то, что напряжение меняется в зависимости от выходного сигнала CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, наблюдаемым с выходом CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой. Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут привести к чрезмерному воздействию атмосферы на дугу.
Тем не менее, стабильность дуги по-прежнему очень непостоянна и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме переноса металла с коротким замыканием. Несмотря на то, что напряжение меняется в зависимости от выходного сигнала CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуговая сварка MIG со струйной сваркой, менее чувствительны к изменениям напряжения, наблюдаемым с выходом CC. Поэтому стабильность дуги довольно хорошая. В то время как такие процессы, как MIG с коротким замыканием и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой. Еще один фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги могут привести к чрезмерному воздействию атмосферы на дугу.