Что такое сварочный полуавтомат и как его выбрать
Что такое сварочный полуавтомат?
Сварочный полуавтомат — это аппарат для сварки металлическим электродом в среде защитных газов. Полуавтоматические сварочные аппараты могут работать как с постоянным, так и с переменным током.
В состав полуавтомата входят:
- источник питания сварочной дуги;
- механизм подачи электродной проволоки;
- горелка для автоматической сварки, а также устройство для защиты сварочной ванны от воздействия воздуха (в некоторых полуавтоматах).
Полуавтомат может быть стационарным или переносным, с ручным или автоматическим управлением. Наиболее распространены полуавтоматы с ручным управлением, поскольку их использование более простое и менее дорогое. Для полуавтоматической сварки используют специальную сварочную проволоку.
Она подается в зону сварки при помощи механизма подачи, приводимого в действие сжатым газом. При этом проволока имеет возможность выбора необходимого диаметра и скорости подачи.
Если вы ищете где купить недорогие сварочные аппараты, обратите внимание на интернет магазин — https://svarochnye-apparaty.ru/.
Сварочная проволока может быть обычной, стальной, а также алюминиевой, медной и др. Кроме того, существует проволока для флюсовой и порошковой сварки.
Для защиты сварочной зоны от воздействия кислорода, азота и других газов в состав полуавтоматов входит блок газозащиты, который представляет собой баллон с газом и редуктором.
В некоторых случаях вместо баллона используется газовая горелка. Наиболее распространены полуавтоматические аппараты переменного тока. Они позволяют вести сварочные работы и с применением сварочной проволоки.
Свариваемые материалы по химическому составу и свойствам, как правило, близки. Поэтому для получения качественного шва необходимо соблюдать условия зажигания.
Тип сварочных полуавтоматов
Сварочные полуавтоматы могут быть как одно-, так и трехфазными. Однофазные полуавтоматы предназначены для сварки в условиях цеха, трехфазные — для ремонтных работ на стройплощадке. Однофазные сварочные полуавтоматы работают от бытовой электросети, трехфазные требуют подключения к трехфазной сети.
Однофазные полуавтоматы предназначены для сварки в условиях цеха, трехфазные — для ремонтных работ на стройплощадке. Однофазные сварочные полуавтоматы работают от бытовой электросети, трехфазные требуют подключения к трехфазной сети.
По типу привода подающего механизма различают полуавтоматы, работающие от электродвигателя, и полуавтоматы со встроенным электромотором. В первом случае для работы полуавтомата требуется подключение к однофазовой электросети, во втором — к трехфазовой.
Важным параметром является мощность сварочного полуавтомата. Чем она выше, тем больше диаметр сварочной проволоки и выше скорость ее подачи в зону сварки. Кроме того, мощность влияет на вес и габариты сварочного аппарата. Для сварки используются различные типы электродов.
Электроды бывают плавящимися и неплавящимися. Первые из них дают сварной шов, плавясь сами, вторые — нет. Неплавящиеся электроды в виде стержня или тонкой пластины имеют контакт с электродом только по одному краю.
Тип сварки
Все сварочные аппараты по типу сварки делятся на:
- MIG/MAG — это современный вид сварки, при которой в сварочную ванну, кроме расплавленного металла электрода, поступает также газ.

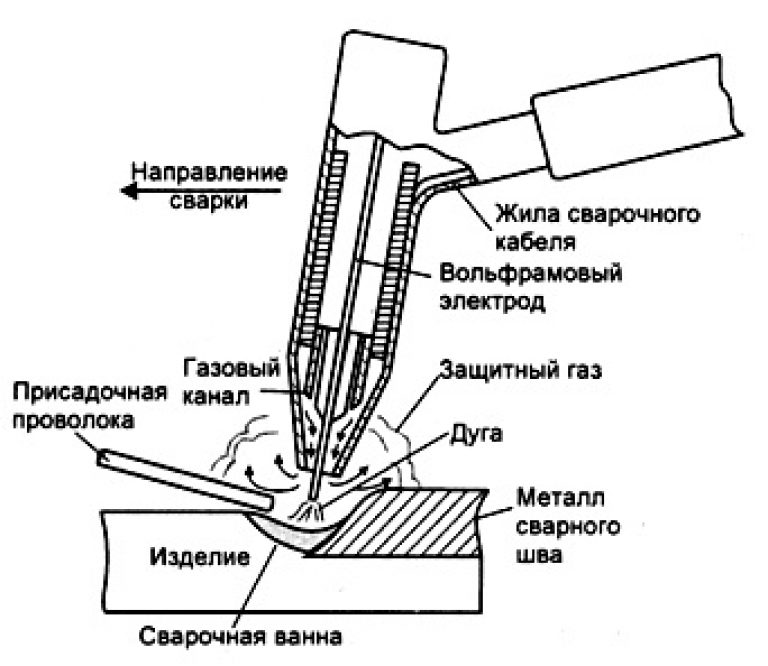
- TIG — сварка неплавящимся электродом. MIG-MAG — современная технология сварки с применением в качестве защитного газа инертного, который не взаимодействует с металлом и не образует оксидов. Например, аргон, гелий, углекислый газ, смесь аргона с гелием.
TIG-сварка — это вид аргонодуговой сварки, в которой вместо аргона используют инертный газ — неон или его смесь с аргоном в соотношении 75/25 или 40/60. Полуавтоматическая сварка с использованием неплавящегося электрода может выполняться как в среде защитного газа, так и без него.
Продолжительность включения
По продолжительности включения, все сварочные полуавтоматы можно разделить на три группы: — ПВ = 30 % — ПВ 60 % — ПВ = 60 %.
Время непрерывной работы
Время работы в течение всего дня — важный параметр, особенно для тех, кто занимается сваркой постоянно. Как правило, данный показатель указывается в паспорте сварочного полуавтомата и может составлять от 20 до 40 % от заявленного времени.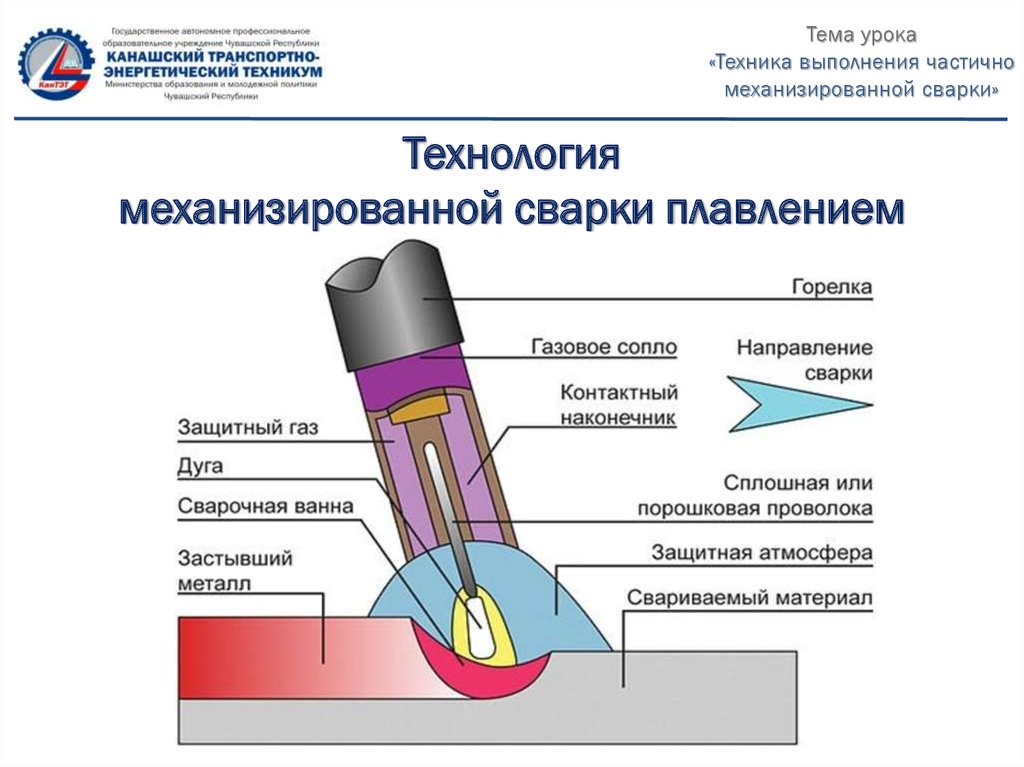
Время, необходимое на разогрев сварочной дуги
Данный параметр указывает на то, сколько времени необходимо на разогрев электрода (сварочной горелки) от холодного состояния до начала его плавления. Время разогрева зависит от диаметра электрода. При сварке электродами диаметром до 3 мм на разогрев уходит около 5 с, до 5 мм — 10 с, 6 мм — 15 с.
Время повторного включения
Этот параметр указывает, сколько раз можно включать сварочный аппарат после окончания работы без опасности перегрева.
Виды напряжения
На рынке продаются аппараты, которые могут работать от сети с напряжением 220 В, 380 В и даже от нескольких источников питания. Так, например, существуют аппараты, работающие на трехфазной и однофазовой сети. Они отличаются по мощности и габаритам.
В зависимости от вида питания выделяют аппараты: с однофазовым питанием и с трехфазовым питанием. Если питание трехфазовое, то в аппарате используются три отдельных трансформатора, что увеличивает габариты аппарата и делает его более тяжелым.
Также в однофазовых аппаратах может отличаться напряжение холостого хода, которое может быть 60 В или 80 В. Это тоже влияет на габариты и вес аппарата.
Виды защиты
- Защита от перегрева: аппараты могут оснащаться специальным датчиком, который отслеживает температуру внутри корпуса. Когда температура достигает определенного уровня, аппарат автоматически отключается. При этом на дисплее высвечивается надпись «Перегрев», «Нет тока» или «Защита». ○ Защита от скачков напряжения: в аппаратах есть специальная схема, которая стабилизирует напряжение. Некоторые модели автоматически отключаются при скачках напряжения.
- Защита от короткого замыкания: если произойдет короткое замыкание, то аппарат отключится. Такой защитой оснащаются, как правило, самые простые модели.
- Защита от перегрузки: аппарат будет работать до тех пор, пока температура в корпусе не достигнет определенного уровня. При достижении этого уровня аппарат также отключится автоматически.

Топ-5 сварочных полуавтоматов для дома и дачи
1. Mig-164 (Edon)
Этот сварочный полуавтомат самый простой и дешевый из всех возможных. Он подходит для бытового использования, но при этом обладает достаточно высокой производительностью. Аппарат оснащен регулировкой силы тока, защитой от перегрузки, а также имеет ручку для переноски.
2. Wester MIG 140i
Этот полуавтомат предназначен для сварки инверторной проволокой. Он имеет достаточно простую конструкцию, поэтому подходит для домашнего использования.
3. GROVERS MIG 315
Этот полуавтомат также является инвертором, имеет защиту от перегрузок и перегрева, оборудован удобной ручкой для переноски, а его вес составляет всего 4,5 кг.
4. TELMIG 281/2 TURBO
Этот полуавтоматический аппарат является профессиональным. Он оснащен системой принудительного охлаждения, которая позволяет эффективно охлаждать механизм во время работы. Аппарат очень мощный, благодаря чему его можно использовать для сварки металлов большой толщины.
5. START MIG-220
Этот полуавтомат является самым мощным из представленных в этой категории. Он может использоваться для сварки не только металлов, но и алюминия, меди, цинка и т. д.
На правах рекламы.
Полуавтоматическая сварка: как пользоваться полуавтоматом, технология
Содержание:
- Что такое полуавтоматическая сварка
- Устройство полуавтомата
- Как работает полуавтомат
- Технология сваривания в среде защитного газа
- Особенности сваривания алюминия
- Сварка без инертного газа
- Особенности механизма подачи проволоки
- Основные дефекты шва
- Интересное видео
Производство качественных металлических конструкций всегда сопряжено применением сварочных технологий. Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Его используют для сваривания изделий из черных и цветных металлов с разной толщиной. А применение специальных технологий позволяет улучшить качество и прочность сварного шва. Но все же чтобы проведение процесса было правильным стоит рассмотреть основные особенности и нюансы этого метода сваривания.
Что такое полуавтоматическая сварка
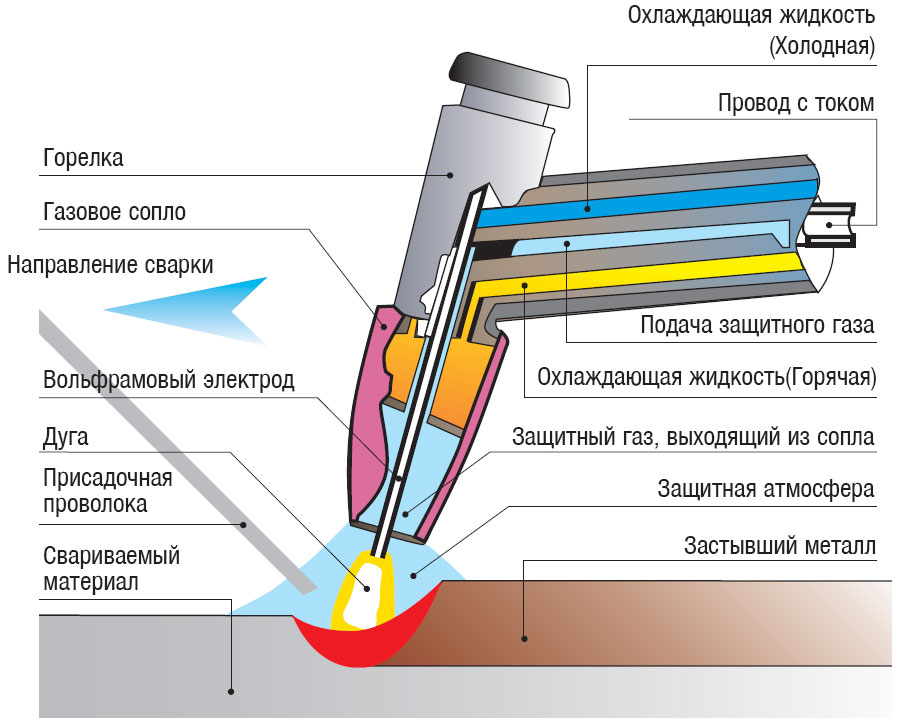
Полуавтоматическая сварка относится к подвиду дугового сварочного процесса, во время которого присадка подается в сварочную зону механизированным способом. А вот перемещение горелки производится вручную оператором, при этом применяется защита сварочной ванны газовой смесью.
В соответствии с газом технология сварки полуавтоматом разделяется на основные виды, которые часто используется в производстве: MIG (Metal Inert Gas) — инертный газ и MAG (Metal Active Gas) — активный газ. В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.
Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.

Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
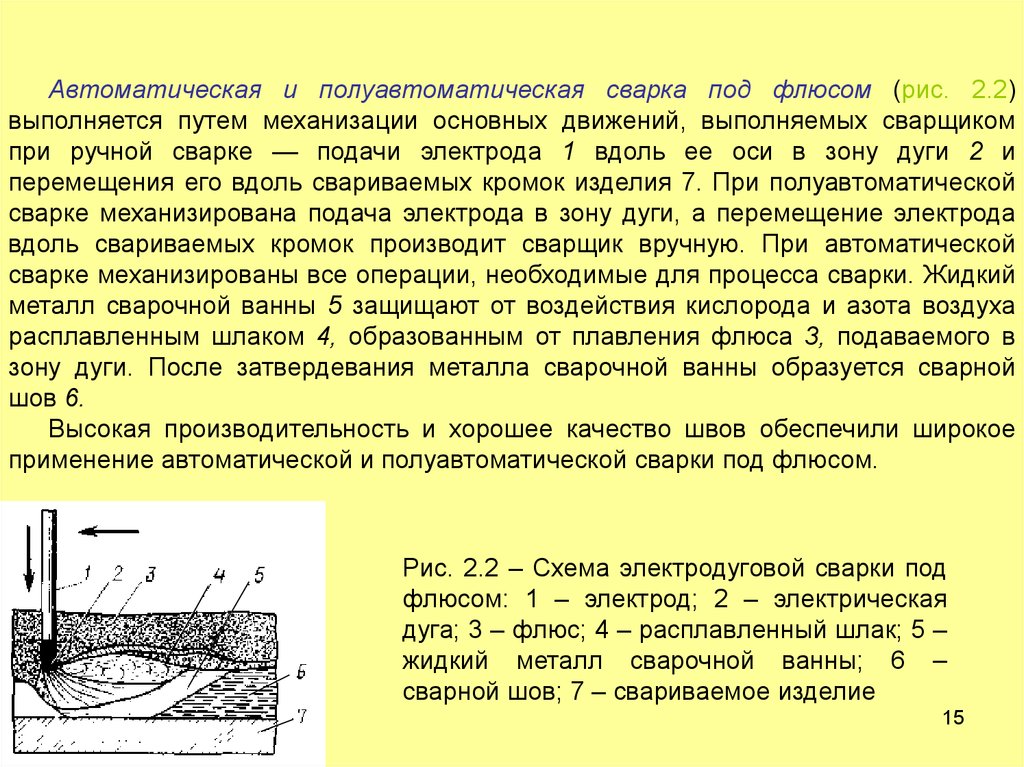
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.

В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
 Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.
Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва.
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
 Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.

Особенности сваривания алюминия
Обязательно нужно знать, как нужно правильно сваривать этот металл полуавтоматом. Стоит учитывать, что алюминий обладает характерными особенностями, поэтому при проведении его сваривания стоит соблюдать некоторые нюансы. На поверхности этого металла имеется тонкий слой из амальгамы. Ее температура расплавления составляет больше 2 тысяч градусов Цельсия, а вот основное тело расплавляется уже при температуре 6500 °С. По этой причине во время сварки применяется инертный газ — аргон.
При работе с алюминием обязательно должна применяться специальная подложка — она предотвратит растекание металла. При сварке используется сварочный ток для полуавтомата, который имеет обратную полярность. На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.
При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению.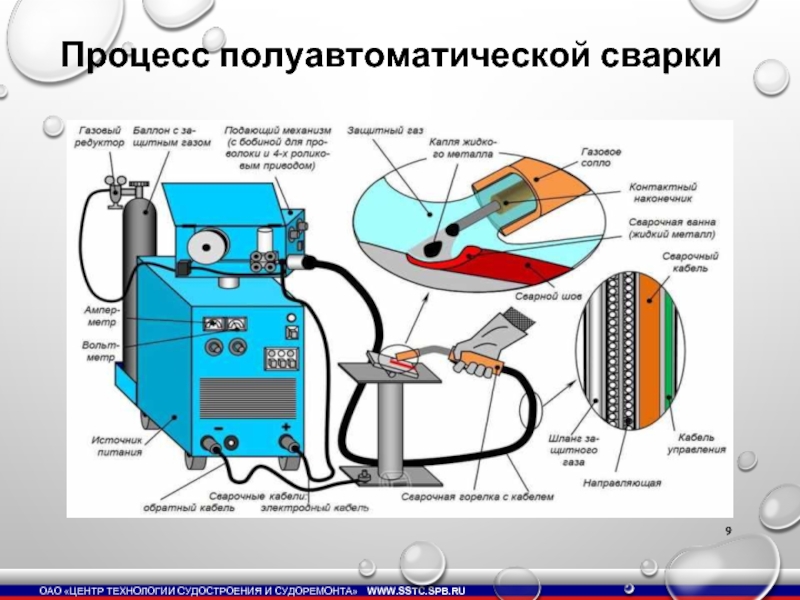 Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
- толкающее;
- тянущее;
- комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое.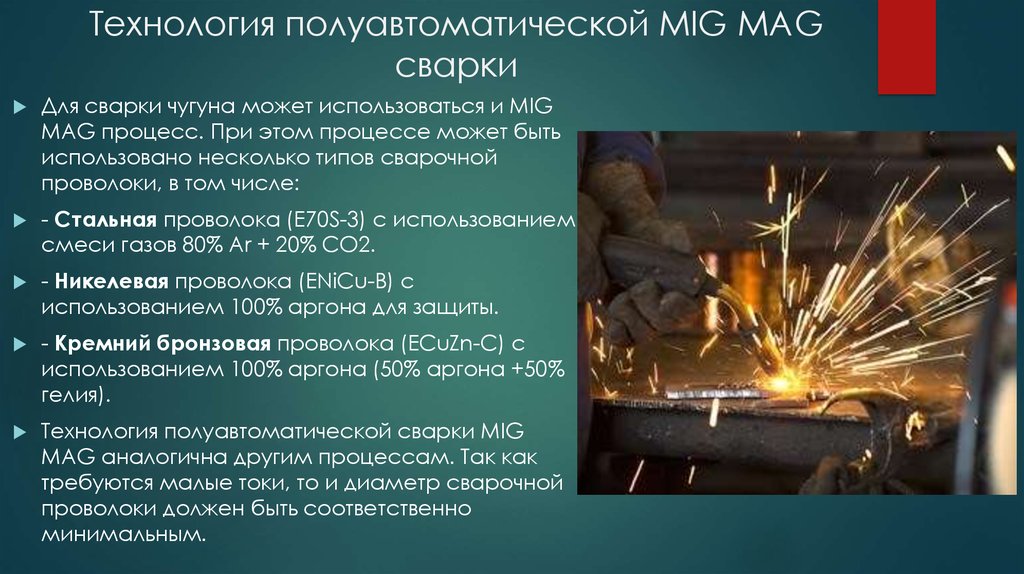 Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.
Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
 При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Интересное видео
Полуавтоматическая сварка
WÄRTSILÄ
Энциклопедия
морских и энергетических технологий
морской
Ручная сварка с оборудованием, автоматически контролирующим условия сварки.
Скачать морские термины
{{/isWistia}} {{#tmbURL}} 9wCompl}}
{{longDate}}
{{#осталось времени}}
Забронируйте место сейчас
{{/осталось времени}} {{/wCompl}} {{/isВебинар}}
{{#isПодкаст}} {{/isПодкаст}}
{{#Статья}} {{длинная дата}} {{/isArticle}} {{#isПодкаст}} {{длинная дата}} {{/isПодкаст}} {{#вебинар}} {{#wCompl}} {{длинная дата}} {{/wCompl}} {{/isВебинар}} {{этикетка}}
{{#Статья}}
{{readingTime}} МИН ЧТЕНИЕ
{{/isArticle}} {{#isПодкаст}}
{{durationOfThePodcast}} МИН. isWistia}}
{{/isWistia}}
isWistia}}
{{/isWistia}}
{{#classificationNameTitle}} {{заглавие}} {{/classificationNameTitle}}
{{/.}}Полуавтоматический сварочный аппарат Leister UNIDRIVE 500 — кровля
Компактный сварочный полуавтомат UNIDRIVE 500 является инновационным преемником TRIAC DRIVE. С помощью двух рукояток равномерно распределяется сварочное давление, что обеспечивает качественные результаты сварки. Изменение направления не может быть проще! Простое вращение сопла и нажатие двух кнопок изменяет направление вращения приводного двигателя. UNIDRIVE 500 сваривает каждый нахлест, даже в ограниченном пространстве, в три раза быстрее, чем ручная сварка. Сварка внахлест с помощью UNIDRIVE 500 — безопасно и экономично — везде.
Сварка внахлест с помощью UNIDRIVE 500 — безопасно и экономично — везде.
- Контроль температуры с обратной связью обеспечивает постоянную температуру и надежное качество сварки даже при колебаниях напряжения
- В три раза быстрее, чем ручная сварка
- Реверсивный привод позволяет выполнять сварку в любом направлении
- Эргономичные рукоятки обеспечивают равномерное давление пользовательский интерфейс с большим дисплеем
- Необслуживаемый бесщеточный двигатель
- Компактный и легкий: 4,5 кг (10 фунтов), высота 30 см (12 дюймов)
Зачем покупать у нас
UNDRIVE 500 доступен в Канаде только через дистрибьюторскую сеть STANMECH. Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Технические данные
Напряжение | В | 120 | 230 |
Частота | Гц | 50/60 | 50/60 |
Потребляемая мощность | Вт | 1800 | 2200 |
Температура | °С | 100 — 580 | 100 — 580 |
Скорость | м/мин. | 0,7 — 4,5 | 0,7 — 4,5 |
Ширина сварочного сопла | мм | 40 | 40 |
Размер (Д х Ш х В) | мм | 294 х 173 х 275 | 294 х 173 х 275 |
Вес | кг | 4,5 | 4,5 |
Знаки сертификации |
| СЕ, QPS | СЕ, QPS |
Электрическая защита |
| Класс I | Класс I |
Номеры деталей
163. 147: Unidrive 500 — 120 В / 1800 Вт, силиконовые ролики
147: Unidrive 500 — 120 В / 1800 Вт, силиконовые ролики
163.144: Unidrive 500 — 230 В / 2200 Вт, силиконовые ролики
Технический паспорт продукта |
Обучающие видеоролики Leister
Правильное давление на прижимной ролик | Установка единиц измерения параметра от °C до °F | Правильная сварка и прямое соединение сварных швов | Неверная коррекция направления сварки |
Правильное обращение при изменении направления сварки | Правильное ведение устройства | Регулировочная насадка 40 мм | Регулировка сопла 30-40 мм и установка опорного колеса |
Неправильная вставка форсунки | Охладите UNIDRIVE 500 | Сварка аттика внахлест | Насадка для очистки с латунной щеткой |
Аксессуары
Форсунки
Ролики
Общие принадлежности
<
>
170,120: сопла скрещивания в виде сопла.