Чем отличается сварочный автомат от полуавтомата? Для новичка
Время чтения: 6 минут
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы. Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи. То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.

В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Содержание статьи
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Читайте также: Технология автоматической сварки под флюсом
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора. Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.

Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик. При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки. Отсюда и название «полуавтоматическая сварка».

Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва. Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка. В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование. Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.

Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса. Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке. Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Теперь вы знаете, что такое полуавтоматическая и автоматическая сварка, чем отличается одна технология от другой и в каких случаях применение автоматической сварки невозможно. Не смотря на то, что все работы проводятся практически без участия сварщика.
svarkaed.ru
Сварочные полуавтоматы и автоматы. Сварка
Сварочные полуавтоматы и автоматы
Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа) (рис. 92).
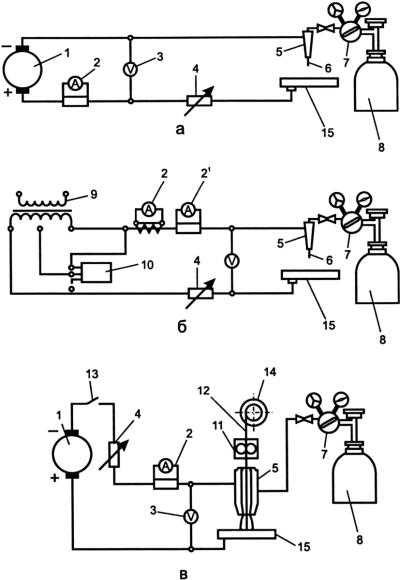
Рис. 92. Электрическая и газовая схемы сварки в защитных газах:
а – неплавящимся электродом в инертных газах на постоянном токе прямой полярности; б – то же на переменном токе; в – плавящимся электродом на постоянном токе обратной полярности; 1 – сварочный преобразователь; 2 – амперметр; 3 – вольтметр; 4 – балластный реостат; 5 – горелка; 6 – вольфрамовый электрод; 7 – редуктор-расходомер для защитного газа; 8 – баллон с защитным газом; 9 – сварочный трансформатор; 10 – осциллятор; 11 – механизм подачи проволоки; 12 – плавящаяся сварочная проволока; 13 – контактор; 14 – катушка с проволокой; 15 – изделие
Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой. Для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги в сварочную цепь включают балластные реостаты.
Используются газоэлектрические горелки различной конструкции. Наибольшее применение получила горелка типа ЭЗР. Выпускаются горелки типов ЭЗР–66 для сварки током до 150 А, ЭЗР–4–68 – до 500 А и ЭЗР–5–71 – до 80 А.
Электрододержатель типа ЭЗР–3–66 состоит из корпуса, сменного наконечника, рукоятки с устройством включения подачи газа и газо-токоподводящего кабеля. Диаметр сопла сменных наконечников 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5, 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120–360 л/ч. Масса горелки с газо-токопроводящим кабелем около 3 кг.
Для сварки при больших сварочных токах (до 450 А) применяют также горелки типов АР–10–3 (большая), АР–75, АР–9, снабженные системой водяного охлаждения.
Установка для ручной сварки переменным током состоит из источника питания дуги, осциллятора, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов.
Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечить устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода.
Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Применяют газоэлектрические горелки типов ГРАД–200 и ГРАД–400, отличающиеся легкостью.
Горелка ГРАД–200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД–400 массой 0,4 кг – до 400 А.
Применяются установки УДАР–300 и УДАР–500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки типов УДГ–301 и УДГ–501. Установки типов УДГ–301 и УДГ–501 применяют для сварки сплавов легких металлов в аргоне. Такие установки имеют однофазный силовой трансформатор с неподвижным подмагничиваемым шунтом. Сердечник шунта с обмоткой, питаемой постоянным током, расположен перпендикулярно стержням трансформатора, на которых находятся секции первичной и вторичной обмоток. Два диапазона регулирования сварочного тока получают при параллельном соединении секций обмоток – большие токи и при их последовательном соединении – малые токи. В пределах каждого диапазона плавное регулирование тока осуществляют подмагничиванием шунта, изменяя ток, питающий его обмотку.
Полуавтоматическая сварка неплавящимся электродом производится шланговым полуавтоматом типа ПШВ–1, состоящим из сопла, вольфрамового электрода, корпуса, сварочной проволоки рукоятки, механизма подачи сварочной проволоки. ПШВ–1 предназначен для сварки металлов толщиной 0,5–5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром 1–2 мм устанавливается в пределах 5–60 м/ч.
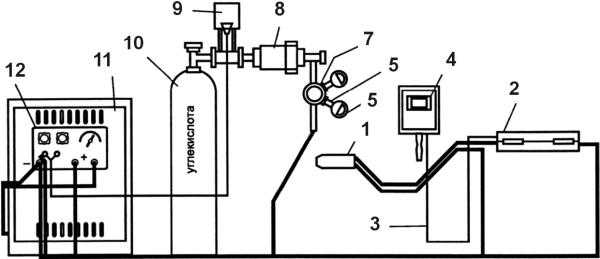
Рис. 93.
Схема поста полуавтоматической сварки тонкой электродной проволокой в углекислом газе:
1 – держатель; 2 – подающий механизм; 3 – кнопка включения; 4– защитный щиток; 5 – манометр на 6 атмосфер; 6 – переходной штуцер для установки манометра; 7 – редуктор кислородный с манометром высокого давления; 8 – осушитель газа; 9 – подогреватель газа; 10 – баллон с углекислым газом; 11 – сварочный выпрямитель; 12 – пульт управления
Сварку осуществляют постоянным или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва. Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов типов ПШПА–6, ПШПА–7 и ПШП–9. Первые два типа предназначены для сварки электродной проволокой диаметром 1,6–2,5 мм при сварочном токе до 300 А, а последний тип – для сварки малых толщин проволокой диаметром 0,5–1,2 мм при сварочных токах до 180 А.
Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА–7 предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромки до 100–150 мм. Для предохранения от нагрева пистолет имеет водяное охлаждение. Пистолет состоит из сопла, механизма подачи проволоки, шланга для подачи проволоки, шланга для подвода аргона, проводов управления, рукоятки.
Для сварки в монтажных условиях рекомендуется ранцевый полуавтомат типа ПДГ–304, имеющий ремни для крепления на спине сварщика. Источником питания служит выпрямитель типа ВДГ–301. Сварочный ток – 315 А, диаметр сварочной проволоки 0,8–2,0 мм, скорость подачи проволоки 0,05–0,2 м/с. Масса механизма полуавтомата ПДГ–304–7 кг. Автоматическая сварка может производиться неплавящимся и плавящимся электродами.
Автомат типа УДПГ–300 служит для сварки в защитном газе. В его комплект входят: сварочная головка, механизм подачи проволоки, электродная проволока, кассета с электродной проволокой, кнопка управления, электродвигатель механизма подачи.
Применяются специализированные сварочные тракторы типа АДСП–2 для сварки черных и цветных металлов толщиной 0,8 мм и более.
Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6–2,0 мм.
Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка состоит из сварочного преобразователя постоянного тока, газоэлектрической горелки, механизма подачи электродной проволоки, аппаратного шкафа, баллона с углекислым газом, осушителя, подогревателя, редуктора и расходомера. Применяют сварочные преобразователи типов ПСГ–350 или ПСГ–500–2.
Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов (до 300 А) и для сварки на больших токах (до 1000 А). Последние снабжены водяным охлаждением.
Механизм подачи электродной проволоки используется от полуавтоматов типов ПШПА–6, ПШПА–7. Подача электродной проволоки производится с постоянной скоростью независимо от напряжения дуги.
Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки.
Осушитель газа типа РОК–1, начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа.
Подогреватель с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от понижения температуры газа при редуцировании.
Очень широкое применение получил полуавтомат типа А–547УМ (ПДГ–309), предназначенный для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром 0,8–1,2 мм с постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС–300Б или ВДГ–301. Сварочный ток устанавливается в пределах 60–300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100–340 м/ч. Электродная проволока применяется марок Св–12ГС, Св–08ГС и Св–08Г2С.
Для автоматической сварки применяют специальные сварочные аппараты типов АДПГ–500, АСУ–6 или сварочные тракторы типов АДС–1000–2, ТС–17М, переоборудованные для сварки в углекислом газе.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Cварочный аппарат полуавтомат для дома, гаража: как выбрать?
Большинство домашних умельцев часто задаются вопросом, как бы приобрести сварочный полуавтомат, какой выбрать, что порекомендуют специалисты? Сегодня подобные инверторные аппараты являются достаточно востребованными, стоимость которых зависит от производителя, качества сборки, технических характеристик, функционала. Достаточно компактные устройства можно использовать и в домашних условиях, и в автомастерских. Также нужно отметить, что сварочные аппараты инверторного типа нередко используют опытные сварщики.
Преимущества инверторного полуавтомата
- Благодаря небольшим размерам инструмент можно хранить и в гараже, и дома. Он не займет много места.
- Рабочее напряжение полуавтомата составляет 220В, при этом инструмент наделен хорошим функционалом, отличается высокой производительностью.
- Приобрести сварочное оборудование инверторного типа возможно практически в каждом строительном магазине.

Стоимость инверторов, предназначенных для бытовых условий, может существенно отличаться. Четко ответить на вопрос, какой из них лучше, затруднительно. Но при покупке такого инструмента не стоит выбирать самый дорогой. В первую очередь нужно определиться, для каких работ он предназначается, как часто, сколько времени инструмент будет работать, к примеру, в день и т. д. На основании этого уже можно подбирать агрегат, соответствующий по техническим параметрам.
Особенности выбора сварочного полуавтомата для быта
Как правильно выбрать сварочный полуавтомат для дома?
Покупать полуавтомат для дома можно уверенно, так как подобный инструмент действительно будет полезен не только для дома, но и для выполнения ремонта собственного авто. На сегодняшний день приобрести качественный инвертор для дома можно в каждом магазине строительного инструмента. Агрегат оснащен всем необходимым функционалом для выполнения необходимых работ в быту, ремонта автомобиля.
Сделать правильный выбор и приобрести оптимальный вариант сварочного оборудования сориентирует условная классификация инструмента. Необходимо отметить, что аппараты для сварки небольших размеров предназначены исключительно для использования в домашних условиях. Есть более мощные модели, которые можно использовать не только в быту, но и для профессиональной сварки. Они отличаются большим количеством функциональных возможностей.
Полуавтоматический сварочный аппарат лучше рассматривать среди этих марок: Ресанта, Fubag, Aurora (при условии что вы ограничены в бюджете).
Есть профессиональная инверторная сварка с дополнительными функциями, мощным источником питания. Но между всеми перечисленными полуавтоматами есть некоторые отличия:
- Разная мощность
- Разные периоды рабочего цикла
- Отличается стоимость
Обычно в быту полуавтоматическая сварка используется очень редко, а сам инструмент эксплуатируется непродолжительное время. В таком случае, конечно же, лучше приобретать именно бытовые сварочные полуавтоматы, меньшей мощности, которые будут стоить на порядок дешевле. Характерная особенность подобных устройств – это непрерывная работа составляет всего около 15-ти минут, после чего инструменту нужно дать отдохнуть на протяжении часа.
Если необходим бытовой сварочный инвертор для выполнения более продолжительных работ, лучше рассматривать более профессиональные варианты. Более дорогие модели способны работать без перерыва на протяжении нескольких часов, у них лучшая производительность, больше функциональных возможностей.
Но в любом случае на качество сварного шва будет влиять не стоимость приобретенного оборудования, а собственный опыт сварщика.
Что необходимо учитывать при выборе инвертора
Как выбрать полуавтомат? Чтобы приобрести действительно хороший полуавтомат для сварки, стоит при выборе учитывать некоторые довольно важные показатели инструмента.
Первоначально нужно определиться с задачами, с которыми инвертор должен будет справляться, каким нагрузкам будет подвергаться. Существует три категории такого инструмента: для бытового применения (до 200А), полупрофессиональные (до 300А), профессиональные полуавтоматы (более 300А).
Также полуавтоматы для сварки в зависимости от технологии производства источника питания бывают:
- Инверторные
- Трансформаторные
- Выпрямительные
Инверторы – компактные, легкие полуавтоматы, оснащенные дополнительными довольно важными функциями: плавное регулирование тока, антиприлипание, легкий розжиг.
Трансформаторный полуавтомат лучше выбирать, если во время проведения сварочных работ, агрегат нужно будет часто переносить с места на место.
Время включения аппарата
Приобретаем сварочный полуавтомат, какой выбрать? Задаваясь подобным вопросом, стоит обязательно учитывать такой критерий, как время включения устройства.
- Для инверторов бытового типа хорошим показателем включения считается – 20%.
- Для сварки профессионального типа – 60%.
Степень потребления мощности
Это довольно важный показатель, который необходимо учитывать при покупке сварочного оборудования:
- Недорогие полуавтоматы имеют слабую мощность, поэтому их можно использовать только для сваривания металлических изделий небольшой толщины.
Обязательно необходимо учитывать тот факт, что оборудование при включении потребляет больше мощности, чем в процессе работы.
Диапазон регулирования сварочного тока
Покупая полуавтоматическую сварку обязательно нужно смотреть, в каком диапазоне можно регулировать ток.
Хороший полуавтомат должен обладать:
- Мягким стартом (плавное зажигание дуги).
- Мягким финишем (режим сжигания проволоки).
- Режимом 2 в 4 такта, который предоставляет возможность при продолжительной работе не удерживать на горелке кнопку.
Какой сварочный полуавтомат выбрать? Лучше, конечно же, чтобы система подачи проволоки была закрытого типа. Такой механизм будет предотвращать попадание грязи на сварочную проволоку, продлит срок службы направляющего канала. Также инструмент должен быть оснащен защитной системой от короткого замыкания.
Специалисты рекомендуют покупать универсальные инверторы, на которых можно применять как проволоку, так и электроды, что делает их более эффективными при эксплуатации.
Автоматизация управления
Хороший сварочный полуавтомат должен быть достаточно автоматизирован. К примеру, опытному сварщику будет крайне некомфортно работать, когда скорость подачи проволоки нужно переключать вручную.

Обязательно, приобретая новое оборудование для сварки, необходимо смотреть комплектовочный лист, то есть наличие запасных деталей, вместимость газового баллона, размещение элементов управления.
Полуавтоматический сварочный аппарат
для ремонта авто
Как правильно полуавтомат выбрать для ремонта автомобиля? Ремонт авто с применением сварочного оборудования предполагает, как правило, кузовные работы. Современные кузова легковых авто производятся из тонкого металла, поэтому для выполнения сварочных работ понадобится небольшой ток, сварочная проволока толщиной не более 0,8 мм. Достаточно редко приходится сваривать детали толщиной до 5 мм.
Можно сделать вывод, что для осуществления сварных работ при ремонте авто вполне будет достаточно полуавтомата инверторного типа средней мощности. Он достаточно экономичен в плане расходования электроэнергии, не будет перегружать сеть, и сам перегружаться, при этом обеспечит необходимую продолжительность включения.
Такие инверторы оснащаются большим комплектом запасных элементов, на них можно использовать различные виды сварочной проволоки. А их стоимость вполне демократична. Основное на что стоит обращать внимание при покупке – это наличие регулировки напряжения, тока. Подобное оборудование, конечно же, не подойдет для выполнения больших объемов сварочных работ, а также для соединения металлических конструкций значительной толщины, но для ремонта авто его функционала будет достаточно.
Выбирая полуавтомат нужно смотреть на его механические параметры. К примеру, лучше покупать инструмент с устройством подачи проволоки, которое легко и быстро перезаряжается. Данное устройство всегда в работе, поэтому мотор привода должен иметь достаточную мощность, а само устройство может быть полностью сконструировано из металлических элементов.
Также рекомендуется приобретать универсальный полуавтомат, позволяющий работать в ручном режиме с использованием электродов.
Существуют модели полуавтоматов трансформаторного типа для эксплуатации в гаражном режиме. Они дешевле инверторов, но обделены возможностью автоматической регулировки напряжения, тока, который можно переключать дискретным переключателем лишь на холостом ходу. Выходной ток обладает значительным уровнем пульсации, по частоте практически равен двойной частоте источника питания. Аппараты такого типа достаточно просты по конструкции, хорошо поддаются обслуживанию и ремонту, но качество сварного шва хуже инверторных аналогов.
Лучшие производители полуавтоматов для быта
Можно отметить несколько производственных компаний, предлагающих качественные полуавтоматы для дома, при этом по доступной цене. Неплохой бюджетный вариант может быть от китайского производителя «Elitech». Аппараты данного бренда отличаются достойным качеством, функционалом.
Еще один производитель качественного оборудования для сварки с нормальным соотношением цена/качество – это компания «Foxweld». Отличительная черта инструмента от этого производителя – высокая экономичность. В комплект поставки оборудования входит горелка, специальные рукава для подачи газа, достаточно хорошей длины.
Наилучшими характеристиками отличаются полуавтоматы от компании «Overman». Они могут работать с разными видами сварочной проволоки, а единственным недочетом их конструкции является немного больший вес, чем у инструментов других брендов.
electrod.biz
технология, правильная настройка и инструкция для начинающих
 Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности. Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
 Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
 Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла. Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка. Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием. В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.
Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
 Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
 Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
 Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
tokar.guru
11 лучших сварочных полуавтоматов — Рейтинг 2018 года (Топ 11)
Рейтинг надежности и качества аппаратов для полуавтоматической сварки
Автор: Степан Кагнер
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
- Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ)определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
- Мощность аппарата и диапазон рабочих напряженийважно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы. Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
- Возможность смены полярностипотребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
- Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 11 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием — это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
Лучшие сварочные полуавтоматы верхней ценовой категории
|
Сварог PRO MIG 200 SYNERGY (N229) 51 250 Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% — следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift). Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами. Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения. Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги. Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку». Основные плюсы:
Минусы:
|
 10 / 10 Рейтинг Отзывы Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный. |
|
По функциональности «Кедр» ничуть не уступает лидеру рейтинга. Аппарат может работать как в полуавтоматическом режиме сварки, так и с электродами и аргоновой горелкой. Полярность на горелке меняется точно так же просто – перебросом кабеля на разъемах. Управление аппаратом – полностью программное (или, как принято говорить среди производителей сварочного оборудования, синергетическое). Параметры рабочего режима задаются при помощи одной кнопки и многофункционального регулятора. Нельзя сказать, что это удобно при частой перестройке – классические регуляторы профессиональные сварщики признают более практичными, но и такой метод настройки аппарата имеет своих сторонников. В режиме полуавтоматической сварки аппарат позволяет вручную подстраивать кривизну вольтамперной характеристики («регулировка индуктивности» — термин, перешедший от трансформаторных аппаратов). Благодаря этому удобно варить как тонколистовой металл на «мягкой» дуге, так и достаточно массивные детали на «жесткой». В режиме ММА максимальный ток – 175 А. Учитывая ПВ аппарата в 60%, можно сказать, что оптимальные условия работы для него – это сварка электродами диаметром 2-3 мм, при длительной работе с электродами большего диаметра уже придется делать паузы для охлаждения. К счастью, встроенная защита от перегрева автоматически отключит аппарат, если не остановиться вовремя. Безопасность работы обеспечивает возможность включения режима VRD. Работа с аргоновой горелкой возможна только на постоянном токе (режим TIG DC) как в двухтактном, так и в четырехтактном режимах. Осциллятора для бесконтактного розжига в конструкции инвертора не предусмотрена, разжечь дугу нужно касанием (TIG Lift). Жалоб на надежность аппарата нет. Учитывая цену аппарата, он мог бы стать лидером рейтинга, если бы не специфичное управление, меньший запас по току в режиме электросварки и срок гарантии всего в 2 года. Основные плюсы:
Минусы:
|
 9.9 / 10 Рейтинг Отзывы Я редко меняю режимы работы, «настроил и забыл», поэтому не могу сказать, что управление здесь такое уж неудобное. А сам полуавтомат хорош: варить им легко, швы отличные. |
|
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат. Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой». Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место. Основные плюсы:
Минусы:
|
 9.8 / 10 Рейтинг Отзывы Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает. |
|
Четвертое место занимает не российско-китайский аппарат, а чистокровный «европеец» — сварочный полуавтомат Fubag из Германии. Здесь простота и не самые впечатляющие параметры компенсируются признанной надежностью. Этот аппарат – самый мощный из полупрофессиональной серии IRMIG. В режиме ручной дуговой сварки максимальный ток этого инвертора – 170 А, но в таком режиме его не получится длительно эксплуатировать: ПВ на этом токе всего 20%. Оптимальными для IRMIG 200 будут электроды диаметром 2-3 мм: неизбежных перерывов на замену электрода и отбитие шлака инвертору будет достаточно для охлаждения. Впрочем, основное предназначение обсуждаемого инвертора – это полуавтоматическая сварка. Здесь к нему претензий нет: проволокой 0,8 мм он может варить без перегрева очень долго (стопроцентный ПВ достигается при 90 А – нормальный режим для сварки такой проволокой). Органы управления просты и понятны: выключатель питания, переключатель режима работы, регуляторы тока и скорости подачи проволоки. Полярность переключается при снятой боковой крышке. Если предполагается именно длительная работа с тонколистовым железом и лишь изредка – ручная сварка (классический пример – автосервис), то сварочный полуавтомат Fubag IRMIG 200 станет лучшим выбором. На вершину рейтинга этому, бесспорно, высококачественному и надежному полуавтомату не дала подняться только узкая направленность работы. Основные плюсы:
Минусы:
|
 9.7 / 10 Рейтинг Отзывы Когда я только начинал заниматься автомобильной «жестянкой», мне посоветовали именно этот аппарат. И он ни разу меня не подвел, хотя проволоки мы с ним нажгли уже, наверно, не один десяток километров. |
|
Если наличие дополнительных режимов сварки не является принципиальным и аппарат приобретается исключительно для работы с проволокой, присмотритесь к Overman 200. Этот сварочный аппарат, как и вся линейка Overman, может похвастаться не такими и частыми в своем ценовом сегменте возможностями: диапазон рабочих напряжений у него имеет рекордный нижний порог в 140В, а при работе с металлом разной толщины можно быстро подстроить вольтамперную характеристику регулятором индуктивности. Работать Overman 200 может со всеми видами проволоки, включая алюминиевую. Интересной особенностью аппаратов этого семейства можно назвать раздельную регулировку тока и напряжения дуги – обычно у полуавтоматов есть лишь регулятор напряжения. Но есть здесь и своя ложка дегтя: при разработке линейки Overman инженеры отказались от плавной ручной регулировки скорости протяжки проволоки, установив вместо ручки регулятора двухпозиционный переключатель «быстро-медленно». Поэтому суммарный балл по совокупности качеств приходится снизить. Основные плюсы:
Минусы:
|
 9.6 / 10 Рейтинг Отзывы При такой цене – отличное качество. Плюс к тому же без проблем работает от гаражной сети, хотя напряжение у нас скачет ужасно. |
|
Еще один полуавтомат, рассчитанный на большие объемы работ и, соответственно, на применение массивных катушек проволоки. Дополнительных режимов сварки здесь, как и в Overman 200, нет – инвертор рассчитан исключительно на работу с проволокой. ПВ 60% при токе в 200 А позволяет работать распространенными номиналами диаметров 0,8-1 мм без принудительных остановок. Инвертор имеет три регулировки: напряжения и тока дуги, а также индуктивности. Какого-либо регулятора скорости подачи проволоки здесь нет в принципе, подача подстраивается автоматически самой управляющей электроникой. При работе на холоде возможно подключение обогрева редуктора: соответствующая розетка 36В выведена на заднюю стенку аппарата. Основные плюсы:
Минусы:
|
 9.5 / 10 Рейтинг Отзывы Приобрел аппарат в свой сервис, цена для меня была не главным – на первом месте стояла надежность. Простои на ремонт мне ни к чему. |
Серия INMIG – это многофункциональные сварочные аппараты для профессионального применения, «двухсотая» модель из них является младшей в серии. Этот аппарат, помимо модного сейчас «синергетического управления», может похвастаться богатым набором режимов работы:
Увы, нельзя назвать этот полуавтомат удачным: помимо низкого значения ПВ (длительная непрерывная работа возможна только с проволокой диаметром 0,8 мм или двухмиллиметровыми электродами), многие пользователи отмечали и склонность аппарата к отказам при резких падениях напряжения. Для сварочного аппарата, который позиционируется как профессиональный, подобное неприемлемо – отсюда и сниженный рейтинг. Основные плюсы:
Минусы:
|
 9.4 / 10 Рейтинг Отзывы Аппарат достойный, цена при этом доступная. На надежность пока нет поводов жаловаться, хотя на форумах часто пишут о том, что со слабой сетью они ломаются. Тьфу-тьфу, не проверял. |
Лучшие недорогие сварочные полуавтоматы
|
Этот сварочный полуавтомат является одним из лучших представителей бюджетного сегмента. Его главное достоинство – способность выдерживать просадки напряжения до 160 вольт, при этом он имеет небольшую потребляемую мощность – не более 5,4 кВт. Поэтому для использования в гараже ИС 220П – достаточно хороший выбор. Максимальный сварочный ток этого полуавтомата – 180 А, при этом ПВ достигает 80% благодаря хорошо продуманному охлаждению. Работа с проволокой диаметром до 1 мм будет достаточно комфортной. Нужно отметить заботу создателей полуавтомата об эргономике: регуляторы напряжения и скорости подачи проволоки расположены на наклонной панели, пользоваться ими удобно как сидя, так и стоя. Кроме того, продукция под маркой Elitech, несмотря на традиционно китайское происхождение, имеет хорошие отзывы о надежности. Пугаться азиатского происхождения в этом случае не стоит. Основные плюсы:
Минусы:
|
 9.0 / 10 Рейтинг Отзывы Отличный помощник для гаражного мастера. Захлебываться и рвать шов при скачках напряжения не начинает, цена вполне по карману. |
|
Выбирая универсальный бюджетный сварочный полуавтомат, можно обратить свое внимание на инверторы Foxweld. Данный полуавтомат не относится к числу самых мощных – его максимальный выходной ток 160А, а ПВ – 60%. Между тем, для обычных гаражных работ, когда работа на больших токах требуется редко, он вполне подходит. Говоря о достоинствах Intermig 160 Combi, нужно упомянуть удобное управление: цифровой индикатор сварочного тока позволяет регулировать его быстро и точно. Инвертор экономичен (потребляемая мощность в режиме ММА – не больше 4,6 кВт, в режиме MIG – 3,8 кВт) и может работать при резких скачках напряжения, качество шва остается высоким по меркам бюджетных полуавтоматов. Инвертор поставляется в комплекте с подогреваемым редуктором для газового баллона, что тоже является плюсом при выборе аппарата в неотапливаемый гараж: не потребуются дополнительные траты, полуавтомат сразу может использоваться при низких температурах. Входящая в комплект горелка имеет достаточно длинный рукав в 2,5 м. Основные плюсы:
Минусы:
|
 8.7 / 10 Рейтинг Отзывы Лучший сварочный полуавтомат для гаража, шов не хуже, чем у более дорогих полуавтоматов. Пробовал варить порошковой проволокой без смены полярности (тут это сделано неудобно) – и, надо сказать, вышло не так уж и плохо! |
|
Из линейки «Ресанты» это один из самых распространенных и популярных полуавтоматов. К его достоинствам стоит отнести достаточно большой запас по току – 200А, при этом ПВ – 70%. При сварке миллиметровой проволокой аппарат не перегревается. С другой стороны, цена этого полуавтомата может показаться завышенной, особенно, если учесть не самые лестные отзывы о качестве продукции этой фирмы. Особенно это заметно на фоне характеристик уверенно завоевывающих популярность AuroraPRO Overman, которые при той же цене могут похвастаться и более гибкими настройками, и превосходящей надежностью. Комплектация полуавтомата также не самая лучшая: штатная горелка, хотя и подключается к стандартному евроразъему, для многих работ окажется коротка – ее рукав имеет длину всего 2 метра. Самым же очевидным указанием на качество сборки является то, что шкалы на лицевой панели перепутаны местами: регулятор напряжения на самом деле регулирует скорость протяжки, и наоборот. Основные плюсы:
Минусы:
|
 8.2 / 10 Рейтинг Отзывы Не спорю, полуавтомат варит, но и все. При наличии достойного выбора купил бы более качественно сделанный, это точно. |
|
Бюджетный инвертор от известного производителя, компактный и удобный в эксплуатации. Предназначен для сварки постоянным током в среде защитных газов (углекислота, аргон). Пожалуй, это самая доступная по цене модель в линейке инверторных полуавтоматов. Увы, не блещет он и своими характеристиками: при ПВ 70% и максимальном токе 160А его применение стоит ограничить проволокой 0,8 мм в режиме MIG и электродами не толще 3 мм в режиме ММА. Отзывы о надежности традиционно для этой марки не внушают оптимизма. Полуавтомат может использовать как обычную, так и флюсовую проволоку. Механизм смены полярности выполнен традиционно – в виде переключаемого вывода питания горелки на лицевой панели. Нельзя сказать, что полуавтомат вышел удачным: по сравнению с предыдущей серией в низком корпусе, обновленная САИПА-165 стала излишне плоской и высокой. Неустойчивость может сыграть злую шутку при необходимости работы рядом с аппаратом (например, при сварке под днищем автомобиля, поднятого на подъемнике) – достаточно немного зацепить корпус, чтобы полуавтомат упал на бок. Надежности ему это явно не прибавит. Кроме того, «Ресанта» по-прежнему упорно отказывается использовать стандартный евроразъем рукава сварочной горелки – заменить штатную двухметровую горелку более длинным и качественным изделием не так просто. Даже само отсоединение рукава у «Ресанты» достаточно неудобно – отсюда, кстати, и пошли рассказы о полуавтоматах со «встроенным» рукавом. Основные плюсы: Минусы:
|
 7.0 / 10 Рейтинг Отзывы Покупал для нечастого применения, поэтому не хотел покупать дорогой аппарат. Увы, прогадал: при низком напряжении в сети варит отвратительно, да и в ремонт уже успел свозить. |
Итак, ассортимент сварочной техники сегодня настолько велик, что позволяет подобрать лучший сварочный полуавтомат с оптимальным соотношением стоимости и функций. При составлении рейтинга учитывались и потребительские качества, и цена, и распространенность моделей. По этой причине в него попали как профессиональные аппараты, так и откровенно любительские, но популярные в торговых сетях.
Не стоит голосовать при выборе полуавтомата кошельком: мы достаточно убедительно привели пример того, как более дорогой аппарат может оказаться хуже менее известного, но при этом еще и более дешевого.
Обновлено: 18.02.2018
www.expertcen.ru
Сварочный полуавтомат 220В: как выбрать и использовать?
Время чтения: 5 минут
Любой начинающий сварщик задается вопросом, какой сварочный аппарат выбрать? Ведь в магазине обычно представлено сразу несколько моделей, а в интернет-магазинах и вовсе десятки разнообразных аппаратов. Какой из них лучше, надежнее и удобнее? Зачастую ответом на этот вопрос становится сварочный инвертор.
Со временем, когда вы набираетесь опыта, возникает новая проблема. Ваш инвертор не способен работать с защитным газом и качественно варить все типы металлов. В таком случае следующей ступенью становится сварочный полуавтомат, рассчитанный на 220 вольт, которые есть в каждой бытовой розетке.

Но, в отличие от инверторов, разновидностей полуавтоматов еще больше. Мы решили помочь вам с выбором полуавтомата. Из этой статьи вы узнаете, какие бывают полуавтоматы, как выбрать модель под свои нужды и как правильно использовать.
Содержание статьи
Общая информация
В каталогах у магазина можно увидеть множество разнообразных моделей полуавтоматов. Дорогие, бюджетные, мощные, компактные… А ведь это не считая производителей, которых не счесть. Полуавтоматы изготавливают везде: от Германии до Китая. Логично, что новичку и даже практикующему сварщику непросто разобраться в таком большом ассортименте.
Чтобы облегчить задачу выбора полуавтомата, разделим аппараты на три категории:
- бытовой полуавтомат
- полупрофессиональный полуавтомат
- профессиональный полуавтомат
Эта классификация очень условна, но она поможет нам разобраться с большинством моделей.

Бытовые полуавтоматы предназначены для работы в гараже или на даче. Они весят немного, стоят недорого, обычно маломощны. Но с их помощью можно без проблем осуществить мелкий ремонт или сварить тонкие металлы. Цена обычно до 300$, не дороже.
Профессиональный сварочный полуавтомат — это технически сложный, мощный аппарат. Он предназначен для заводских условий. А его вес и габариты настолько большие, что такую махину приходится перевозить на специальной тележке. Ценовой диапазон — от 500$ до бесконечности
Полупрофессиональными называют те полуавтоматы, которые нельзя определить в любую из описанных выше категорий. Они универсальны. Их часто используют частные сварщики, также их можно встретить в автомастерских. Их стоимость находится посередине, от 300 до 500$.
Как выбрать
Выше мы уже кратко описали, какими бывают полуавтоматы. Но что с выбором? Какой, из описанных выше аппаратов, лучше?
Чтобы понять, какой полуавтомат выбрать, нужно учитывать свои сварочные работы и амбиции.
Бытовой сварочный аппарат подойдет для тех, кто варит редко или только изучает азы сварки. Ведь мощность сварочного аппарата для дома обычно не превышает 200 Ампер. Такого аппарата недостаточно для выполнения сложных сварочных работ. Зато все недостатки компенсируются низкой стоимостью.

Профессиональные модели способны выдавать от 300 Ампер и больше. С ними у вас нет преград в сварочных работах. Такие аппараты могут все, если вы умеете им правильно пользоваться. Но нужна ли вам эта мощность и универсальность в домашних условиях? Готовы ли вы заплатить за все эти преимущества от 500$ и выше? Вы должны сами ответить на эти вопросы.
Полупрофессиональные аппараты — это идеальное сочетания цены и возможностей. Таким аппаратам не нужно серьезное питание, достаточно розетки в 220В. Они подойдут для выполнения большинства работ. Полупрофессиональный полуавтомат можно покупать «на вырост». Если сейчас вы только начинаете свое обучение, такой аппарат будет «расти» вместе с вашими навыками.
На что еще обратить внимание
Помимо класса аппарата обращайте внимание на габариты. В домашней сварке как нигде важна компактность. Производители редко предлагают переносные сварочные аппараты полуавтоматического типа, поскольку в маленький корпус нельзя поместить весь функционал. Но все-таки встречаются компактные модели, которые снабжены колесами и весят немного. Если мобильность для вас не важна, то не обращайте внимание на вес аппарата.
Читайте также: Полуавтоматическая сварка в среде защитных газов
Отдельная тема для споров — это выбор производителя. Сварщики делятся на два типа: те, кто считают недорогую китайскую продукцию выгодным предложением, и те, кто не признает ничего, кроме европейских или американских брендов.
Нет однозначного ответа, какого производителя выбрать. Опять же, опирайтесь на свои индивидуальные особенности. Если бюджет небольшой, можно купить китайский аппарат, если у него много отзывов и на него есть обзор. Если деньги не играют первостепенной роли, то лучше сразу приобрести полуавтомат от именитого бренда с гарантией и прочими привилегиями.
Как использовать
Чтобы узнать, как правильно использовать полуавтомат, не поленитесь и прочтите инструкцию. Она есть в комплекте с любым сертифицированным сварочным аппаратом. Оттуда можно узнать ответы на все вопросы, и даже больше.
Но если вы не любитель долгого чтения инструкций по эксплуатации, и привыкли действовать по ситуации, то прочтите хотя бы наши рекомендации по использованию полуавтомата.
Сварочные аппараты полуавтоматического типа нужно правильно настроить. Совокупность настроек называют режимом сварки. Чтобы правильно подобрать режим сварки, нужно знать металл, который вы будете варить. Его толщину и состав.
Настройка режима начинается с подбора силы тока. Сила тока зависит от толщины металла. Чем толщина больше, тем больше и сварочный ток. Обычно в инструкции к аппарату есть таблица с рекомендуемой силой тока в зависимости от толщины металла.
Далее необходимо настроить скорость подачи присадочной проволоки. Этот параметр зависит от вашего опыта. Экспериментируйте, чтобы добиться оптимальной скорости.
Это основные настройки. После их подбора проверьте, как идет сварка. Для этого можно использовать ненужный кусок металла.
Вместо заключения
Вот и все, что мы хотели рассказать вам о выборе и применении полуавтомата. Приобретая полуавтомат, вы существенно расширяете свои возможности. Ведь такие аппараты способны варить в среде защитного газа. А эта особенность позволит вам варить большинство металлов, формируя по-настоящему качественные швы. А вы когда-нибудь использовали полуавтомат? Можете посоветовать качественную модель? Напишите свое мнение в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Чем отличается сварочный аппарат автомат от полуавтомат ???
Сварочный автомат – это целый комплекс механизмов и приборов, который позволяет механизировать процесс выполнения сварного соединения: подача проволоки, зажигание сварочной дуги, поддержание конкретного режима сварки, окончание процесса. Сварочные автоматы, делающие шов порошковой проволокой, имеют следующие разновидности: — для сварки в нижнем положении; — для сварки на вертикальной поверхности горизонтальных швов; — для сварки с так называемым принудительным формированием. Сварочный полуавтомат – аппарат для сварки, в котором механизирована лишь подача электродной проволоки, а передвижение горелки происходит вручную. Множество полуавтоматов применяется для полуавтоматической сварки той же порошковой проволокой. Полуавтоматы, в свою очередь, классифицируются по: — универсальности (сварка может выполняться под флюсом или в углекислой среде) ; — прямому назначению (исключительно для сварки порошковой проволокой) ; — свариваемому металлу (в зависимости от того, проводится сварка чугуна или же стали) ; — количеству электродов.
автомат варит электродами а полуавтомат варит проволокой порошковой или простой но с углекислотой
touch.otvet.mail.ru