
Плазменная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 12 мая 2016; проверки требуют 7 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 12 мая 2016; проверки требуют 7 правок.Плазменная сварка — сварка, источником энергии при которой является плазменный поток.
Используется для сварки нержавеющих сталей, вольфрама, молибдена, сплавов никеля в авиационной промышленности, приборостроении. Плазменная сварка характеризуется глубоким проплавлением металла, что позволяет сваривать металлические листы толщиной до 9 мм. Выполняется в любом положении в пространстве.
Плазменная горелкаВ плазменной сварке для получении плазмы применяются плазменные горелки, состоящие из вольфрамового электрода, труб водяного охлаждения, подачи газа, сопла плазмы.
Температура в плазменной дуге достигает 30 000°С, в отличие от плазмы электрической дуги, температура которой — 5000–7000°С.
В плазмотроне в зону плазменной дуги подводится газ, образующий плазму. Газ нагревается дугой и ионизируется. Благодаря тепловому расширению газа, увеличивающему объём газа в 50–100 раз, происходит скоростное истекание его из канала сопла плазмотрона. Кинетическая энергия ионизированных частиц газа и тепловая энергия является основными источником энергии для сварки.
В плазмотроне используется в основном горелки постоянного тока.
В плазменной сварке возможны следующие разновидности:
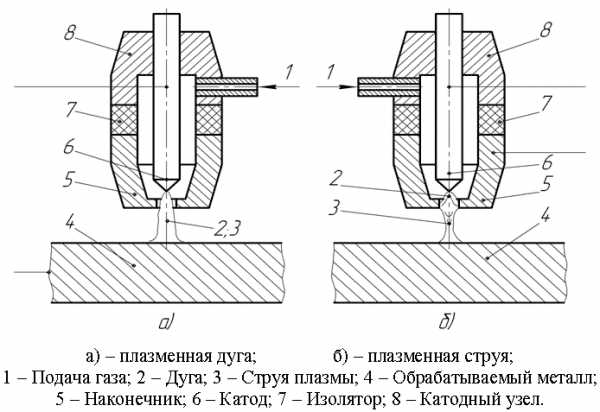
- сварка плазменной дугой, горящей между не плавящимся электродом и изделием,
- сварка плазменной струей, горящей между не плавящимся электродом и соплом плазмотрона. Плазма выдувается газовой струей.
В качестве плазмообразующего газа исп
ru.wikipedia.org
Плазменная сварка — сущность и принцип работы
Технология соединения металлов с помощью плазменной дуги открывает большие возможности в области сварки. Она основана на принципе расплавления сплавов узконаправленной струей плазмы, обладающей огромной энергией. Плазменная сварка применяется при соединении некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов.
Особенности технологии
Плазменная сварка основана на технологии аргонодуговой сварки. Различие этих технологий в особенностях дуги. В отличие от обычной электрической, дуга плазмы представляет собой сжатую плазменную струю, обладающую мощной энергией. Чтобы понять сущность процесса плазменной сварки, нужно знать, что такое плазма и условия ее возникновения.
Что такое плазма и как она возникает
Плазма — это состояние газа при его частичной или полной ионизации. Это значит, что он может состоять не только из нейтральных молекул и атомов, но и из электронов и ионов , обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
, обладающих определенным электрическим зарядом или полностью состоять из заряженных частиц. Для перевода газа в состояние плазмы нужно ионизировать большую часть его молекул и атомов. Чтобы добиться этого, необходимо приложить к электрону, входящему в состав атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него.
Для этого должны быть созданы определенные условия, которые и были разработаны в области получения плазменной дуги.
Первое упоминание о разработке плазменной сварки было в 1950 году. В 1960 году были представлены некоторые принципы получения плазменного потока и внедрена технология и оборудование плазменной сварки. У нас в стране исследованиями в этой области и разработкой технологии занимались в Институте металлов им. А. А. Байкова, руководил проектом Н.Н. Рыкалин. После изучения физических свойств и энергии сжатой электрической дуги в среде аргона, преобразованной в плазменную струю, были определены ее технические возможности в области сварки и разработано специальное оборудование.
Схема получения плазменной струи
Плазменное преобразование достигается за счет воздействия сильного электрического поля, созданного дугой при прохождении через газ, на принудительно вдуваемый газ, поступающий через сопло горелки.
Таким образом, для преобразования электрической дуги в наэлектризованную струю плазмы, необходимо выполнить два условия: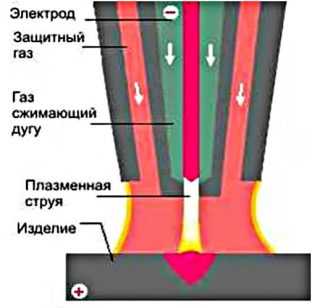
- выполнить ее сжатие;
- провести прогон через нее специального газа для создания плазмы.
Сжатие обеспечивает специальное устройство плазмотрона. В итоге, толщина струи уменьшается, а напор — возрастает. Одновременно к дуге подается газ, который под ее воздействием нагревается и превращается в плазму. За счет нагрева происходит расширение и увеличение объема газа. В результате из сопла он устремляется с большой скоростью. При этом, если обычный электрический разряд имеет температуру порядка 5000-7000оС, то плазма может достигать 30 000оС.
Для образования плазмы используют в основном аргон с добавлением небольшого количества гелия. Электрод должен быть также защищен нейтральным аргоном. В качестве электрода выбирают вольфрамовые изделия с добавлением тория или иттрия.
Технология плазменной сварки характеризуется высокой температурой и небольшим диаметром дуги, что обеспечивает ее значительную мощность.
Основные характеристики и преимущества
Получив плазменную дугу, вы можете значительно расширить возможности сварки. Основными отличиями ее от обычной аргоновой сварки являются:
- высокая температура плазмы, достигающая 30000оС;
- малое поперечное сечение дуги;
- коническая форма дуги, характерная для аргоновой сварки, изменена на цилиндрическую форму;
- малый диаметр струи позволяет значительно увеличивать давление, с которым она воздействует на металл. Оно выше, чем при аргонной сварке почти в 10 раз.
- процесс сварки может поддерживаться небольшим током в пределах от 0,2 до 3,0 ампер.
Такие свойства плазмы обеспечивают существенные возможности этой сварки перед аргонодуговой сваркой:
- обеспечивается более глубокий проплав шва;
- уменьшается зона расплавления без разделки свариваемых кромок;
- благодаря цилиндрической форме и способности увеличиваться по длине, с помощью плазменной дуги можно проводить сварку труднодоступных мест.
Недостатки технологии
Сварка не лишена недостатков:
- во время ее проведения происходит частичное рассеивание энергии в пространство;
- возникает потребность в плазмообразующем газе и охлаждении плазмотрона водой;
- стоимость оборудования значительно выше стоимости аргонодуговых аппаратов.
Виды плазменной сварки
Плазменные устройства работают преимущественно с горелками, использующими постоянный ток.
Применяют две схемы работы:
- С использованием дуги, образованной между неплавким электродом и свариваемой поверхностью металла;
- С использованием струи плазмы, образованной между неплавким электродом и корпусом плазмотрона.
Соединение металлов с использованием плазмы разделяют также по значению величины используемого тока. Применяется следующие виды сварки:
- микроплазменный вид, проходящий в интервале тока от 0,1 до 25 ампер;
- сварка с использованием средних токов, величиной от 50 до 150 ампер;
- сварка с использованием токов более 150 ампер.
При микроплазменной сварке металл практически не прогорает. В случае использования токов большого значения достигается полное проплавление шва с разделением изделий и последующей их заваркой.
Устройство и принцип работы плазмотрона
Аппарат, выполняющий роль плазменного генератора, называют плазмотроном. Он представляет собой устройство, использующее энергию электричества для создания плазменного состояния газа и дальнейшего использования плазмы в образовании сварочной дуги.
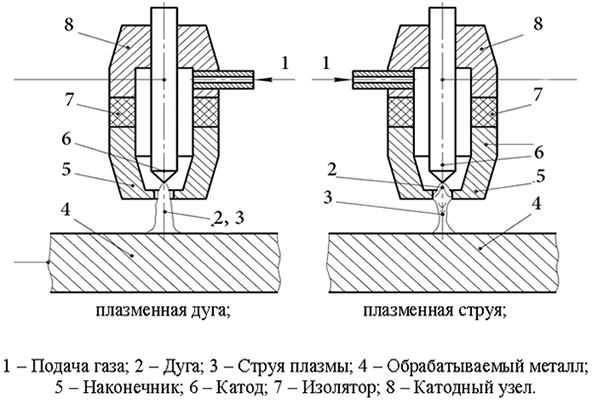
Используют два вида конструкций плазмотронов, работающих по схеме косвенного или прямого образования дуги.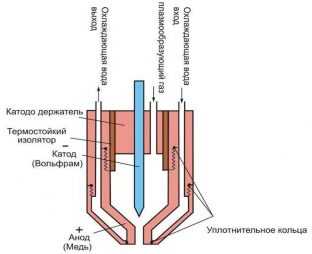
Для плазменной сварки используют преимущественно плазмотрон, работающий по прямой схеме, когда катодом служит вольфрамовый электрод, а анодом — свариваемая поверхность. Именно тогда дуга приобретает форму цилиндра.При косвенной схеме работы струя плазмы имеет обычный конический вид.
Основными узлами такого устройства являются:
- вольфрамовый электрод (катод), который образует одну связку с устройством подачи плазмообразующего газа;
- корпус устройства;
- сопло с формообразующим наконечником;
- термостойкий изолятор;
- охлаждающая система с использованием водной струи;
- пусковое устройство.
Для возбуждения основной дуги к поверхности металла от аппарата подключается положительно заряженный кабель.
Возникшая дуга ионизирует газ, поступающий из баллона или компрессора в камеру под давлением. При разогреве во время ионизации газ расширяется и выбрасывается в виде струи плазмы из камерного пространства с большой кинетической энергией.
Для того, чтобы облегчить розжиг основной дуги, в камеру плазмотрона встроен вспомогательный электрод, выполняющий роль анода. При включении плазмотрона в сеть и его запуске этот электрод получает положительный заряд, образуя дугу с вольфрамовым катодом. Возникшая плазменная струя разогревает свариваемый металл и провоцирует розжиг основной мощной плазменной дуги по схеме “вольфрамовый катод-поверхность металла”. Выполнив свою функцию, дежурная плазменная дуга гасится, а аппарат продолжает работать на основной струе плазмы.
Оборудование для сварки плазмой
Для проведения плазменной сварки в нашей стране используют аппараты отечественного производства, наиболее востребованным из которых является мобильный аппарат универсального применения «ПЛАЗАР».
Также распространены в использовании плазмотроны зарубежного изготовления «FoxWeld PLAMA 33 Vulti», «BLUE WELD BEST PLASMA 60 HF» и другие.
wikimetall.ru
Инверторная ручная плазменная сварка: преимущество и недостатки
Плазменная сварка является одной из современных разновидностей способа соединения металла. Для достижения нужной температуры здесь, в качестве основного источника энергии, выступает плазма. Она формируется в поток и воздействует на заданный участок, благодаря чему расплавляется металл практически любой температурной стойкости. Инверторная плазменная сварка позволяет работать не только со стандартными сталями и нержавейкой, но также и с тугоплавкими металлами, такими как вольфрам, из которого часто изготавливают неплавкие электроды для аргонодуговой сварки.

Процесс плазменной сварки
Основной сферой применения данной методики является авиационная промышленность. Также ручную плазменную сварку можно встретить в приборостроении. Одной из главных особенностей способа является глубокое проплавление металла, что достигается за счет высокой температуры. Таким образом, за прохождение одного слоя можно сварить металл толщиной до 9 мм. Процесс может проводиться практически в любом пространственном положении, что делает его более универсальным для промышленного применения.
Плазменная дуговая сварка основана на получении плазмы, которая образуется из вещества, находящегося в газовом состоянии. Плазма выходит из специальной горелки, в которую также входит труба водяного охлаждения, вольфрамовый электрод, система подачи газа, труба водяного охлаждения, сопло для выхода плазмы и прочее. Плазменная дуга обладает температурой около 30 000 градусов Цельсия.
Преимущества плазменной сварки
К основным преимуществам данного метода соединения металла можно причислить следующие:
- Высокая температура протекания процесса позволяет проваривать металлические изделия на максимальную глубину;
- Дуга может гореть и на малых токах в диапазоне от 0,2 до 30 А;
- Диаметр дуги более мелкий, в сравнение с электрической дуговой сваркой, что позволяет сделать шов более точным и не прогревать близлежащий металл;
- Процесс соединения обладает минимальной чувствительностью к перемене длины электрической дуги;
- Скорость проведения сварки находится на высоком уровне.
Недостатки
Здесь есть также свои недостатки, из-за которых во многих сферах процесс оказывается не столь выгодным и уместным, как другие варианты:
- Воздушно плазменная сварка обладает высокой себестоимостью;
- У нее низкий коэффициент полезного действия, так как часть энергии рассеивается в атмосфере и окружающем пространстве, а также на металл электрода;
- Нужно обеспечивать подвод воды и плазмообразующего газа;
- Сложность применения делает ее практически недоступной для проведения обыкновенных сварочных процедур в повседневности.
Разновидности
Существует несколько разновидностей данного типа сварки. Принцип действия в них остается практически одинаковым, так как основной род различий касается величины тока. Это переделается аппаратом, который применяется в данной сфере. Согласно данному параметру выделяют такие разновидности как:
- Микроплазменная, которая обладает самым маленьким током, который лежит в пределах от 0,1 до 25 А;
- Плазменная сварка, работающая на средних токах, которые лежат в диапазоне 50-150А;
- И самая мощная дуга, которая превышает предел в 150 А.

Пример микроплазменной сварки
У каждой из разновидности имеются свои особенности применения. Для самого слабого варианта микроплазменной сварки лучше всего подходят тонкие металлы, так как в данном случае вероятность прожога сводится к минимуму. Когда используется наиболее мощный ток, то с учетом самого типа сварки, процесс происходит с полным проплавлением металлической поверхности. Данный способ отлично подходит для резки металла, а также проделывания отверстий. В средних режимах осуществляется большинство сварочных процедур, так как это один из лучших вариантов для стандартной сварки.
Помимо этого стоит еще выделить несколько отдельных разновидностей:
- Процесс сварки происходит плазменной дугой, которая горит между изделием и неплавящимся электродом;
- Сваривание плазменной струей, которая горит между соплом плазмотрона и неплавящимся электродом, а плазма выдувается при помощи газовой струи.
Виды плазменной сварки
Характеристики плазменной сварки
Плазменная сварка может проводиться одними из множества аппаратов, которые созданы для данного процесса. Ежегодно появляются новые модели, которые вытесняют с рынка старые. Здесь приведены параметры одних из основных моделей, которые активно применяются в современном производстве и могут еще долго оставаться актуальными для эксплуатации:
Параметры | УПС 301 | УПС 503 |
| Сила тока по нормальным параметрам, А | 315, когда ПВ=60% | 500, когда ПВ=100% |
| Диапазон допустимой величины тока, А | 50-315 | 100-500 |
| Напряжение, В: | ||
| — во время х.х. | 80 | 80 |
| — рабочее номинальное | 20-40 | 20-40 |
| Мощность потрребления сварочной установки, кВ А | 25 | 50 |
| Величина расхода газа, л/ч: | ||
| Плазмообразующего сырья | 70-120 | 100-250 |
| Защитного сырья | 500-1000 | 600-1500 |
| Расход воды, предназначенной для охлаждения установки, с выходным давлением в 0,25 МПа, л/ч | 75 | 240 |
| Скорость прохождения сварки, м/ч | — | 5… 100 |
| Диапазон величины присадочного материала, мм: | ||
| — стальная проволока | — | 1-3 |
| — алюминиевая или медная проволока | — | 2-3 |
| Размеры установки для сварки, мм: | ||
| — источника питания | 870 x 680 x 1050 | (700 х 670 х 880) х 2 |
| — колонный с направляющей | — | 3450 x 2000 x 2800 |
| — пульта управления | 340 x 380 x 520 | — |
| шкафа управления | — | 460 x 630 x 2600 |
| Вес максимальный, кг | 325 | 2900 |
Устройство и принцип работы
Плазменная сварка обладает особенным принципом работы. Все начинается в устройстве, который называется плазмотрон. Оно служит для образования плазмы. В нем, в зону плазменной дуги, подводят газ, который является основным сырьем для образования плазмы, так как именно он находится в том агрегатном состоянии, которое ей предшествует. Под воздействием дуги температура газа начинает повышаться, а также запускается процесс ионизации.
Исходя из физических законов, обуславливающих поведение газа под воздействием температуры, начинается активное расширение вещества. Газ увеличивает свой объем, примерно, в 50-100 раз. Из-за этого происходит его очень быстро истекание через канал сопла в плазмотроне. Основным источником тепла для сварки здесь выступает тепловая энергия газа и кинетическая энергия ионизированных частиц. В плазмотронах чаще всего применяются горелки на постоянном токе.
Технология сварки
Для проведения процесса используются такие газы как азот, аргон, кислород и обыкновенный воздух. Технология плазменной сварки во многом напоминает аргонодуговую. Для работы здесь применяется воздушно-капельная смесь, которая играет роль защитной среды от негативного воздействия факторов внешней среды. Мощность источника регулируется путем вдувания в электрическую дугу специального газа, который служит для образования плазмы. Также можно сжать поток, но это оказывается более сложным делом.
«Важно!
Вне зависимости от параметров, форма дуги здесь всегда будет цилиндрической.»
В то время, когда начинается прямое воздействие плазменной дуги, то начинается подача воздушно-газовой смеси. Это дает высокое давление на обрабатываемую поверхность, что только усиливается небольшим диаметров дуги. Это создает такие условия, при которых сварочный процесс проводится более быстро. Поэтому, нужно освоить навыки управления, чтобы получить качественную дугу.
Используемое оборудование
Чтобы провести плазменную сварку, следует использовать специальные установки, которые предназначаются для данного процесса. В основном в такие установки входят два устройства. Это источник питания и плазмотрон.

Плазмотрон и источник питания для плазменной сварки
Источник является более стандартным агрегатом, встречающимся и в других разновидностях, тогда как плазмотрон присущ только данной методике. В его состав входят следующие элементы:
- Электродный узел;
- Фторопластовый корпус;
- Наружный кожух;
- Электрод;
- Изоляционная втулка;
- Механизм для регулировки воздушного потока;
- Гайка сопла;
- Сопло.
Заключение
Благодаря использованию столь необыкновенного источника энергии, плазменная сварка стоит обособленно от остальных технологий. Хоть для нее и используется такой же газ, как и для газопламенной сварки и в среде защитных газов, инновационный подход к принципу действия существенно меняет свойства технологии.
svarkaipayka.ru
Плазменная сварка — принцип работы аппарата
Сегодня промышленность развивается довольно быстрыми темпами. Ежегодно появляются новые технологии сварки, которые пользуются огромным спросом в частном домостроении. Благодаря этим методикам существенно облегчаются строительные работы, при этом сварочное оборудование становится все более производительным и безопасным. К таким методикам можно отнести плазменную сварку.
Что собой представляет сварка плазмой
Появление в современных технологиях новых видов металлических сплавов заставило специалистов разрабатывать новые методики, чертежи оборудования для сварки изделий, изготовленных из них. Так как многие современные металлы плохо поддаются традиционным техникам сваривания. В результате появился новый плазменный метод сваривания металлических образцов, который успешно используется при выполнении различных ремонтно-монтажных процессах.
Основные отличия плазменной технологии сваривания
Плазменная сварка чем-то напоминает аргонную сварку, но характерные отличия присутствуют. Например, она отличается рабочей температурой, которая намного выше. Сварочная дуга может иметь температуру от 5 до 30 тысяч градусов. Благодаря этому качеству, используя плазменную технологию сваривания, можно соединять элементы строительных конструкций, которые невозможно сварить самодельным и стандартным заводским оборудованием, температура дуги которых не превышает 5 тысяч градусов.

Принцип действия плазменной сварки
Сущность данной сварки: посредством воздействия на металлическую поверхность потока ионизированного газа, проводимого электрический ток, происходит плавление металла. При нагреве дуги газ подвергается ионизации, уровень которой увеличивается с повышением температуры газа. Плазменная струя, которой характерна сверхвысокая температура, повышенная мощность, формируется из обыкновенной дуги после сжатия, вдувания в дугу, образующуюся плазмообразующим газом, в качестве которого обычно выступает аргон (редко используется водород, гелий).
Кинетическая энергия химических элементов, находящихся в газе, в процессе ионизации значительно увеличивает тепловую энергию плазменной дуги. При этом дуга, если сравнивать с обычной, имеет возможность в разы повысить на поверхность металла давление благодаря уменьшению собственного диаметра.
Преимущества плазменной технологии
- В отличие от газосварки скорость резки металла толщиной 5-20 сантиметров по плазменной методике выше в три раза.
- Высокая точность швов, получаемых в результате плавления, сварки металла, качество выполняемых работ практически исключает необходимость последующей обработки краев изделий.
- Плазменная резка применяется для обработки практически любых типов металла. Например, можно варить образцы из запорожской стали, чугуна, меди, алюминия.
- При выполнении сварки металл не подвергается деформациям даже при необходимости вырезания сложных фигур. Плазменная методика сваривания предоставляет возможность выполнять резку по неподготовленной предварительно металлической поверхности, к примеру, ржавой или покрытой слоем краски. При этом краска в рабочей зоне плазменной дуги не воспламеняется.
- Отсутствует потребность в аргоне, ацетилене, кислороде. Это существенно снижает финансовые затраты.
- Высокая степень безопасности выполнения работ, так как не используются газовые баллоны. Этот показатель говорит об экологичности процесса.
Разновидности плазменного сваривания
В зависимости от используемых инструментов, плазменная сварка бывает:
- на токах с любой полярностью;
- с проникающей/непроникающей дугой;
- точечная, импульсная;
- автомат, полуавтомат, ручная;
- с проволокой присадочной, и без.
В случае использования малых токов методика соединения называется микроплазменной, которая является наиболее востребованной. Данная схема востребована при производстве конструкций толщиной до 1,50 мм – это обычно соединение тонкостенных труб, емкостей, приваривание мелких элементов к тяжелым конструкциям, изготовление ювелирных украшений, термопар, а также сваривания образцов из фольги. Тонкостенные металлические изделия также варят с использованием электрозаклепок.
Если соединение производится посредством присадочной проволоки, тогда используется цельнотянутая проволока (порошковая).
Особенности микроплазменного соединения
Сварка по плазменной схеме бывает трех вариантов, зависимо от силы тока, используемой в процессе работы:
- микроплазменная технология сваривания на токах — 0,1А-25А;
- соединение с наличием средних токов — 25А-150А;
- соединение с наличием больших токов — 150А и выше.

Первая вариация более востребованная. В процессе соединения металлических образцов посредством низкоамперного тока формируется дежурная дуга. Она бесперебойно горит меж соплом водоохлаждения из меди и двухмиллиметрового сечения вольфрамовым электродом.
Основная дуга формируется после подведения плазмотрона к поверхности обрабатываемого металлического образца. Газ, формирующий плазму, подается по соплу плазмы, диаметр которого может быть 0,5-1,5 миллиметров.
Максимальный диаметр дуги плазмы 2 миллиметра. Благодаря этому показателю на относительно небольшом элементе обрабатываемого изделия формируется довольно большая тепловая энергия. Подобный тип сварочных работ, как и сварка электрозаклепками, более всего эффективен для металлических образцов, толщина которых составляет меньше 1,5 миллиметра.
Для формирования плазмы, защитной газовой среды по этой технологии применяется аргон. В зависимости из какого металла или сплава образец, дополнительно могут использоваться добавки для увеличения КПД «плазмы».
Плазменный сварочный аппарат способен соединять металлические изделия в разных режимах. Диапазон использования сварки довольно обширный:
- крепление мембран к масштабным конструкциям;
- производство тонкостенных труб, емкостей;
- сваривание фольги;
- изготовление ювелирных украшений;
- множество прочих соединений.
Сварка своими руками
Подобный тип сваривания металла в бытовых условиях первоначально не использовался, так как предполагал высокой квалификации от сварщика. На сегодняшний день благодаря совершенствованию самой методики и применяемого оборудования, существуют сварочные агрегаты, которые можно использовать в домашних условиях. Методика работы очень простая. Для выполнения сварочных работ нужно приобрести соответствующее оборудование, присадочную проволоку, электроды, ознакомиться с инструкцией эксплуатации устройства.
Советы для начинающих
- Электрод предварительно необходимо заточить до конусообразной формы, при этом угол затачивания должен составлять максимум 30 градусов.
- Важно! Правильность установки электрода. Его ось должна совпасть с осью насадок для формирования газа.
- Сварочный стык подвергается аналогичной обработке, как при сварке аргоном.
- Необходимо обязательно зачистить, затем обезжирить кромки обрабатываемого изделия.
- Необходимо проследить, чтобы не было зазоров больше 1,5 миллиметра.
- Дополнительно зачищаются участки прихватки, они должны быть такого же качества, как сварной шов.
- Можно приступать к сварочным работам.
- Сварка своими руками осуществляется с использованием постоянного тока. Его величина должна находиться в установленном диапазоне.
- До начала сваривания образцов, за 10-15 секунд, подается газ, который после обрыва дуги выключается через 15 секунд.
- Плазмотрон в процессе работы должен быть расположен от заготовки на расстоянии менее одного сантиметра.
- Сварочную дугу рекомендуется держать до полного завершения шовного соединения.
- Нельзя в период сваривания перегревать металл. После достижения критической точки сварка приостанавливается, осуществляется охлаждение металлического образца, после чего сварочные работы можно возобновлять.
- Пистолет (горелку) нужно передвигать равномерно, тогда можно рассчитывать на получение высококачественного сварного соединения.
Сварочный аппарат «Горыныч»
Многофункциональная сварка «Горыныч» – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А).
Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
electrod.biz
Плазменная сварка дугой прямого и косвенного действия, конструкция сварочного аппарата
Одним из сравнительно новых видов соединений металлов и сплавов является плазменная сварка. Этот вид, схожий с вариантом аргонодуговой сварки неплавящимся электродом, позволяет получать более качественный результат гораздо быстрее. Технология плазменной сварки заключается в использовании электрической дуги, горящей в среде полностью или частично ионизированного газа. Газ называется плазмообразующим.

Особенности и характеристики процесса
Главной особенностью плазменного метода является очень высокая температура в зоне сваривания вследствие принудительного уменьшения размеров сечения дуги и увеличения ее мощности.
В результате происходит сварка, так называемой, плазменной струей, температура которой может доходить до 30000 °C, в отличие от 5000-7000 °C при обычной аргонодуговой сварке.
Кроме этого, дуга приобретает цилиндрическую форму, в отличие от обычной конической, что позволяет сохранять одинаковую мощность по всей ее длине. На практике это успешно используется для более глубокого и точного прогрева металла.
Давление дуги на поверхность свариваемых деталей при плазменной сварке очень велико, что позволяет воздействовать практически на любые металлы и сплавы.
Технологический процесс плазменной сварки позволяет использовать ее при малых токах величиной всего 0,2 — 30,0 А.
Все эти особенности делают плазменную сварку практически универсальной. Она может с успехом использоваться в труднодоступных местах, при соединении тонких алюминиевых листовых заготовок без опасения их прожига.
Незначительное изменение расстояния между электродом и деталью не оказывает сильного влияния на прогрев, а значит и на качество шва, как при других видах сварки.
Большая глубина прогрева деталей позволяет обходиться без предварительной подготовки их кромок. Допускается сваривание металлов с неметаллами.
В результате повышается производительность работ, уменьшается температурная деформация шва, то есть деталь не «ведет». Используя технологию плазменной сварки, плазменной струей можно быстро и качественно резать металлы и неметаллы практически в любом положении.
Как это работает
Для реализации идеи плазменной сварки, в конструкции горелки используется устройство (горелка), именуемое плазмотроном. Он представляет собой коническое сопло, внутри которого находятся охлаждающая жидкость.
Электрическая дуга в плазменной сварке возбуждается при помощи сварочного аппарата со встроенным осциллятором. Она горит внутри плазмотрона, и во время горения к ней подается плазмообразующий газ.
Как правило, это аргон с малыми примесями водорода или гелия. Газ подается под небольшим давлением, но внутри горелки он нагревается и, увеличиваясь в объеме до 30 раз, создает на выходе из сопла мощную струю.
Сама конструкция сопла наделяет газ высокой кинетической энергией, которая и реализуется в мощный поток, имеющий высокую температуру. Это и есть плазма.
Так как возбуждать дугу между электродом и свариваемой деталью затруднительно, конструкция горелки предусматривает постоянное поддержание «дежурной» дуги между электродом и соплом. Она преобразуется в рабочую при касании горелкой соединяемых изделий.
Защитный газ, а это, как правило, тоже аргон, подается в зону сварки по отдельному каналу и, как бы обволакивает струю и разогреваемую ею область металла. При этом защитный газ, вытесняя воздух из будущего шва, не допускает окисления материала соединяемых деталей и присадочного материала вплоть до образования прочного однородного шва.
Способы подключения
В зависимости от конструкции горелки и схемы подключения к источнику тока, различают два способа плазменной сварки:

- дугой прямого действия;
- дугой косвенного действия.
Первый способ подключения заключается в подаче тока от источника питания на электрод из вольфрама и свариваемую деталь.
В этом случае дуга устойчиво горит между электродом и металлом, а ее характеристики усиливаются и доводятся до нужных значений струей плазмообразующего газа внутри сопла, которое является электрически нейтральным относительно всей системы. Способ прямого действия применяют для резки металлов, наплавки и непосредственно сварки. Его часто применяют в быту.
При втором способе ток подается на электрод и сопло. В этом случае дуга образуется между электродом и корпусом сопла, а плазмообразующий газ выдувает ее, превращая в мощную струю плазмы.
Температура дуги в косвенном методе сварки меньше, чем в прямом. Косвенный способ применяют для напыления металла, нагрева деталей. Им можно варить и резать материалы, не проводящие электричества.
При плазменной сварке и резке необходимо учитывать правильность выбора режима. Режимы должны учитывать правильную подачу тока, типы свариваемых материалов, их толщину, диаметр сопла плазмотрона. При резке разных материалов используются и разные газы.
Требования к соблюдению технологии
При кажущейся простоте процесса плазменной сварки, он очень требователен к точному соблюдению технологии и к содержанию оборудования. Основными ошибками являются:
- запоздалая замена сменных элементов плазмотрона;
- использование некачественных или дефектных деталей;
- использование некорректных режимов, которые сокращают срок службы элементов;
- отсутствие контроля за параметрами плазмообразующего материала;
- высокая или низкая скорость резки в сравнении с предусмотренной режимом;
Для успешного осуществления работ при помощи плазменной сварки необходим сварочный аппарат, обеспечивающий необходимые характеристики сварочного тока.
Понадобиться также специальная горелка с неплавящимся электродом, комплект шлангов для подачи или циркуляции охлаждающей жидкости, баллоны с аргоном и комплект газопроводных шлангов.

Как сделать плазмотрон своими руками
Ручной аппарат для плазменной сварки можно изготовить из обычного сварочного аппарата инверторного типа. Основной задачей является изготовление непосредственно самого плазмотрона, так как в остальном весь процесс схож с обычной аргонодуговой сваркой.
Анод и сопло
Для плазмотрона понадобится бронзовая заготовка, которую предстоит обрабатывать на токарном станке. Из этой заготовки необходимо выточить две детали околоцилиндрической формы, которые, вставив одна в другую, необходимо спаять вместе, чтобы внутри образовалась полость по принципу термоса.
Эта полость будет использоваться для прокачки охлаждающей жидкости. Это будет анод горелки. Он может быть и соплом в плазменной сварке. Диаметр сопла должен быть 1,8-2,0 миллиметра. Можно сделать сопло из более тугоплавкого материала и вкрутить его в анод, предварительно предусмотрев устройство резьбы на обеих деталях.
Охлаждение
Циркуляцию охлаждающей жидкости можно осуществить путем подключения через систему шлангов обычного автомобильного омывателя ветрового стекла. То есть не самого омывателя, а только бачка с перекачивающим насосом. Питание насоса напряжением постоянного тока 12 В организуется от аккумулятора или через подходящий блок питания.
Катод
Для катода можно использовать заточенный под конус стержень, изготовленный из вольфрамового электрода. Диаметр стержня должен быть 4,0 миллиметра. На тыльной стороне стержня необходимо предусмотреть резьбовое устройство, позволяющее осуществлять контролируемый ввод стержня в корпус плазмотрона.
Корпус
Сам корпус можно выполнить из неметаллического твердого тугоплавкого материала. Внутри необходимо предусмотреть возможность подачи плазмообразующего и защитного газа, для чего необходимо впаять патрубки подходящих размеров.
Возбуждение дуги
От основного источника питания, который теперь можно называть плазменным инвертором, подводится положительный заряд. Минимальная величина тока в 5-7 А должна будет поддерживать горение дежурной дуги.

Если аппарат имеет встроенный осциллятор, то возбуждение дуги не должно вызвать проблем. Если осциллятора нет, придется усложнить конструкцию плазмотрона, подпружинив катод таким образом, чтобы можно было осуществить кратковременное касание анода.
Именно в момент касания и будет зажигаться дежурная дуга. Пружину необходимо предусмотреть достаточно жесткую, чтобы контакт был как можно короче по времени, иначе катод может пригореть к аноду.
Нагнетание газа
При работе необходимо учесть существенный недостаток – в самодельном устройстве для плазменной сварки, расход аргона будет неоправданно высок. Поэтому при резке металлов или других материалов целесообразно использовать сжатый воздух или водяной пар. Но ими можно только резать, так как и воздух и пар не являются химически нейтральными к металлу и могут вызвать окисление шва.
Для нагнетания сжатого воздуха используются компрессоры. Подключать компрессор к плазмотрону лучше не напрямую, а через ресивер – баллон, в котором воздух аккумулируется под некоторым давлением.
Если ресивер не использовать, то подача воздуха будет неровной и качество плазменной дуги будет низкое. Для подачи водяного пара используют различные парогенераторы.
Микроплазменные аппараты
Очень часто домашние умельцы делают аппараты для плазменной резки и пайки, в которых температура плазмы не превышает всего 8000-9000 °C. Отличительной особенностью такого микроплазменного аппарата, является то, что он использует для образования плазмы спиртоводную жидкость, которая испаряется прямо в плазмотроне.
Для этого в конструкции предусмотрен специальный резервуар. Подобные аппараты очень удобны для мелких работ ввиду своей мобильности, ведь нет необходимости транспортировать громоздкие баллоны с газом или газогенераторы.
При правильной эксплуатации сварочного оборудования и соблюдении режимов сварки, при использовании качественных расходных материалов, плазменная сварка является наиболее эффективным способом резки или соединения материалов.
В настоящее время только лазерная сварка является более технологичной, но ее стоимость и требования к оборудованию на порядок выше, чем у плазменной.
svaring.com
Технология плазменной сварки
Что такое плазма? Это ионизированный газ (полностью или частично), в котором присутствуют как нейтральные атомы, так и заряженные электричеством. Если говорить именно о таком состоянии плазмы, то и электрическую сварочную дугу можно считать таковой. Но на практике дугу плазмой не называют, потому что ее температурный предел – это 5 000-7 000С, у плазмы для сварки металлов он доходит до 30 000С. Поэтому плазменная резка – это высокая температура с большим запасом энергии.

Чтобы из обычной сварочной дуги сделать плазму, необходимо ее сжать и подавать на дугу газ, который под действием температуры и станет ионизироваться. Сжатие производится за счет того, что дугу загоняют в специальный прибор с узким проходом, стенки прибора при этом охлаждаются. Кстати, такой прибор называется плазмотроном. При сжатии дуги происходит ее сужение, за счет чего повышается плотность и мощность, то есть, увеличивается количество энергии на единицу свариваемой площади.
В процессе сжатия дуги в плазмотрон подается газ, из которого затем и образуется сама плазма. При нагреве газ увеличивается почти в 100 раз. Узкое сопло плазмотрона и большой объем газа создают условия, при которых ионизированный газ вылетает наружу с огромной скоростью. То есть, получается, что к тепловой энергии электрической дуги прибавляется и кинетическая энергия движущегося ионизированного газа. Отсюда и высокая мощность плазменной энергии.
Итак, сущность плазменной энергии теперь понятна. Она отличается от дуговой:
- значительной температурой;
- уменьшенным в несколько раз диаметром сварочной дуги;
- форма плазменной дуги цилиндрическая, у электрической дуги она коническая;
- давление при сварке на металл в 8-10 раз выше;
- при этом можно такую дугу поддерживать на не очень больших значениях тока – 0,2-30 ампер.
Учитывая это, можно сказать, что плазменная дуга более универсальное средство для нагрева металлических заготовок. С ее помощью производится более глубокий прогрев металла, но при этом область нагрева сильно уменьшается. Все дело в цилиндрической форме дуги, которая имеет одинаковые размеры и мощность на протяжении всей ее длины, что позволяет варить заготовки без учета длины самой дуги. А это очень важно, когда производится плазменная сварка в труднодоступных местах.
Технология плазменной сварки
Плазменную сварку металла можно проводить двумя технологическими схемами.
- Дуга располагается между заготовкой и неплавящимся электродом.
- Дуга находится внутри плазмотрона в сопле и выдувается оттуда струей плазмы.
Чаще всего для сварки металлов используется схема под номером один. Что касается газа, то обычно для этого используется аргон. В качестве электрода – стержень из вольфрама, реже меди.
Существует несколько параметров, которые делят плазменную сварку на группы. К примеру, по мощности.
- Низкая – 0,2-25 ампер.
- Средняя – 50-150 ампер.
- Высокая – больше 150 ампер.
Первая группа – самая распространенная. Это энергоемкая технология, в которой можно использовать электроды диаметром 1-2 мм. При этом сварочная дуга будет гореть даже при очень незначительных показателях силы тока – 0,2 ампера.
Как работает аппарат плазменной сварки при таких режимах?
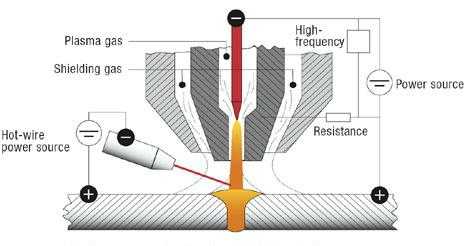
- С помощью источника питания (малоамперного) зажигается дежурная дуга, которая горит между неплавящимся электродом и соплом плазмотрона, сопло изготавливается из меди. При этом данная деталь охлаждается водой, чтобы не расплавиться.
- Как только плазмотрон подносится к металлической заготовке, зажигается основная сварочная дуга.
- В сопло плазмотрона подается газ, из которого будет образована плазма.
- Внутри плазмотрона есть два сопла: медный – он же внутренний, керамический – он же внешний. Между ними есть пространство, по которому движется защитный газ. С его помощью закрывается зона сварки от негативного воздействия кислорода и влажности.
Необходимо отметить, что напрямую электрод от источника электрической энергии не зажигается. Между ними устанавливается специальный прибор, который называется осциллятором. Он стабилизирует сварочную дугу и при этом дает возможность зажечь ее без соприкосновения электрода с металлом.
Плазменная сварка металлических заготовок со средней величиной тока очень похожа на процесс соединения по технологии аргонодуговой. Но высокая мощность, плюс небольшая площадь нагрева делает ее более эффективной. Если говорить о том, в каком диапазоне находится этот вид плазменной сварки, то можно поставить ее между обычной электродуговой и лазерной.
Что касается эффективности, то необходимо отметить:
- глубокий провар при небольшой ширине сварочного шва;
- большое давление на сварочную ванну, что обеспечивает уменьшение слоя расплавленного металла под дугой, а это увеличивает теплоотдачу вглубь заготовки;
- процесс сваривания может проводиться без присадочной проволоки или с таковой.
Плазменная сварка при больших значениях тока – это огромное воздействие на сам металл. К примеру, данный режим сварки при плазме производится с использованием тока величиною 150 А, точно такие же показатели даст обычная электродуговая сварка при потреблении тока не меньше 300 А. При этом плазма насквозь прожигает соединяемые металлические заготовки, после чего производится проплавление и сваривание на всю глубину. То есть, сначала происходит разрезание, далее заварка.
При таком прожоге нижний слой металла не выпадает из шва. Он удерживается в зоне силами поверхностного натяжения. Вот почему очень важно правильно соблюдать режим сваривания. Потому что, увеличивая ток, можно прожечь заготовки, не удержав нижний расплавленный слой металла.
Обычно высокими токами варят низкоуглеродистые или легированные стальные сплавы, титан, алюминий и медь. Важно правильно выставить режим сварки, и, конечно, обеспечить режим охлаждения сопла. Небольшое нарушение может привести к значительному снижению качества конечного результата.
Особенности сварочных аппаратов
Плазменный сварочный аппарат, в независимости от его стоимости, будет работать долго и эффективно, если позаботиться об охлаждении сопла. Самыми распространенными сегодня являются аппараты, охлаждение в которых производится водой. Есть агрегаты и со спиртовым охлаждением.
Здесь необходимо правильно настроить подачу воды в сопло, потому что чрезмерное ее поступление создаст большое количество пара, а это причина увеличения разбрызгивания металла. Новичкам рекомендуется для этого выбирать сварочный аппарат, у которых отверстие сопла больше, чем обычно. Это снизит выделение пара, плюс увеличит захват плазменной дугой участков двух заготовок.
Что касается используемых материалов в процессе плазменной сварки, то сегодня аргон часто заменяется техническими газами: водородом, кислородом, азотом и даже сжатым воздухом, что снижает финансовые затраты. Вместо вольфрама для электродов используют стержни из циркония или гафния, что позволяет сегодня вести сварку в окислительных средах.
Чтобы обеспечить качество сварочного шва, необходимо сохранить мощность свариваемой дуги и уменьшить при этом ее давление на расплавленный металл, чтобы последний не выдувался из зоны сварки. Это напрямую влияет на формирование шва. Поэтому очень важно найти рациональное соотношение многих параметров сварочного режима: расход плазмы, силы тока, длина электрической дуги. К примеру, чтобы сварить две заготовки из алюминия или нержавейки толщиною 10 мм, необходимо увеличить диаметр канала, по которому движется плазма наружу, что приводит к снижению обжатия дуги.
Но самое большое достижение – это разработка микроплазменной сварки, которую впервые провели инженеры компании «Сешерон» из Швейцарии. Плазменная сварка этого типа дает возможность соединять между собой очень тонкие листы: 0,025-0,8 мм, изготовленные из различных металлов. Этот способ сваривания сегодня активно применяется в самолетостроении, электронной, медицинской, атомной и других областях промышленности.
Наверное, надо будет сказать, что процесс плазменной сварки (видео расположено ниже) в ближайшие несколько десятков лет будет активно применяться для соединения тонких металлических заготовок. А в некоторых случаях это будет единственный вариант. Так что есть смысл к нему присмотреться более внимательно.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Плазменная сварка: видео, аппараты, технология
Сегодня все большую актуальность приобретает плазменная сварка, которая позволяет производить работу со многими современными сплавами, в том числе и с цветными металлами, а также с нержавейкой.
Сварка плазмой обеспечивает максимально прочное сцепление обрабатываемых поверхностей, притом, что качество и плотность шва получаются на высоком уровне.
Сварка плазменной дугой и резка выполняются на специальном оборудовании, эксплуатация которого возможна и в домашних условиях, правда его цена достаточно высокая.
За счет прямого действия на обрабатываемые сварочные поверхности воздушно-газовой смесью, которая используется при плазменной сварке, удается избежать разбрызгивания расплавленного металла.
В настоящее время плазменная сварка и резка используются на многих промышленных объектах и позволяет выполнять качественное соединение металлических поверхностей практически любой сложности.
Сварочные аппараты для данного вида сварки представляют собой достаточно компактные устройства, которые дополнительно оснащаются системой для подачи воздушно-газовой смеси.
Плазменная сварка и резка имеет достаточно простой принцип работы, который заключается в том, что расплавление металла в заданном месте происходит от прямого действия потока плазмы в воздушно-газовой защитной смеси.
Принцип работы, который производит аппарат сварки плазмой можно увидеть на видео, которое размещено ниже в статье.
Особенности работы
Плазменная сварка и резка в чем-то схожа с аргоновой, при этом при помощи нее посредством прямого действия осуществляется расплавление металлических поверхностей в заданном месте.
В процессе работы используется воздушно-газовая смесь, которая исполняет роль своеобразной защиты сварочной ванны от агрессивного атмосферного действия.
Вообще, непосредственно под плазмой принято понимать ионизированный газ, структуру которого составляют сильно заряженные ионы и электроны, кроме этого, в процессе участвуют и нейтральные молекулы атомов.
В некотором смысле к плазме можно отнести и стандартную дугу, однако она не может сравниться с тем потенциалом, которым обладает сама плазма.
Для того чтобы увеличить, как мощность, так и температуру обыкновенной дуги, необходимо произвести в принудительном порядке вдувание в нее специального плазмообразующего газа, либо выполнить ее сжатие, что сделать не так просто.

Все эти процессы происходят в плазмотроне, который исполняет роль резака.
Главной отличительной особенностью плазменной сварки является достаточно высокая температура плазменной дуги, которая может достигать показателей в тридцать тысяч градусов по Цельсию.
В момент прямого действия плазменной дуги особым образом осуществляется подача воздушно-газовой смеси, что дает оптимальную возможность добиться высокоскоростного течения дуги непосредственно из самого плазмотрона.
Здесь следует отметить, что при выполнении данной сварки происходит соединение тепловой и кинетической энергии, вследствие чего образуется дуга с более мощным потоком.
Плазменная дуга, в отличие от обычной, имеет и значительно более высокое давление на обрабатываемые поверхности, а ее рабочий диаметр получается, наоборот, значительно меньшим.
Кроме этого, форма плазменной дуги является полностью цилиндрической. Следует отметить и то, что данный вид сварки является более универсальным, что позволяет производить работу на более сложных поверхностях.
За счет прямого действия плазменной сварки удается добиться более глубокого проплавления металла. При соблюдении определенных условий может выполняться плазменная сварка своими руками.
В этом случае необходимо отметить то, что цена на такой аппарат достаточно высокая, а для многих домашних мастеров именно цена является определяющим фактором при выборе оборудования.
На видео ниже можно увидеть, как выполняется сварка и резка плазмой в домашних условиях.
Видео:
Основные разновидности
Условно данную сварку прямого действия можно поделить на различные типы в зависимости от силы тока и способа подачи воздушно-газовой смеси.
Так, сегодня доступны аппараты с большими и средними токами, а также микроплазменные аппараты. Сварка и резка, выполняемые на средних токах, по некоторым своим характеристикам схожи с аргоновой, однако более безопасная и мощная.
По своим возможностям такое сваривание плазмой может только превзойти лазерная или сварка электронным лучом.
В момент выполнения работы плазменная дуга оказывает более высокое давление на сварочную ванну, чем обыкновенная.
Это дает возможность в несколько раз увеличить передачу тепла непосредственно в самую глубь обрабатываемой металлической поверхности.
Следует отметить, что при работе на средних токах нет необходимости дополнительно использовать присадочную проволоку, что несколько снижает затраты на выполнение соответствующих работ.
При выполнении работ на больших токах, металлические поверхности подвергаются еще более мощному воздействию плазмы. В этом случае для начала происходит своеобразная разрезка металла, после чего она заваривается с еще большей прочностью.
Данный тип сварки особенно актуален для изделий из меди, титана, либо легированных сталей.
При выполнении данного типа сварки микротоками, используются токи с относительно малой величиной, при этом обязательно наличие воздушно-газовой смеси с достаточным уровнем ионизации.
Данный тип сварки используется преимущественно тогда, когда необходимо произвести соединение тонких металлов, а также при необходимости закрепить на металлической поверхности некоторых элементов.
Суть данного процесса заключается в том, что для начала образуется дежурная дуга, которая зажигает основную в тот момент, когда к рабочей поверхности подводится непосредственно сам плазмотрон.
Плазмотрон имеет два независимых сопла. Одно из них предназначено для подачи газа, образующего само пламя, а другое подает воздушно-газовую защитную смесь.
При этом в процессе работы происходит непрерывное охлаждение горелки за счет подачи воды.
Состав используемых газовых смесей при данном типе сварке зависит, главным образом, от типа металла, который нужно соединить между собой.
Оборудование, предназначенное для сварки плазмой, может функционировать по своему прямому назначению в нескольких различных режимах.
Сварка алюминия сопряжена с некоторыми трудностями. Сплавы алюминия обладают неудовлетворительной свариваемостью.
Решить многие проблемы свариваемости сплавов из алюминия поможет сварка и резка плазмой. Действие плазмы постоянного тока обратной полярности повышает качество сварных швов сплавов из алюминия.
Выбор технологии плазменной сварки и резки алюминия и режима определяется составом сплава из алюминия.
Наиболее часто применяется автоматическая сварка алюминия плазмой с подачей присадочной проволоки.
На видео, которое размещено ниже, показано, как выполняется сварка алюминия плазмой.
Видео:
Состав оборудования
Любое современное оборудование данного типа можно отнести к двум различным типам. Основное различие здесь заключается в характеристиках вырабатываемой дуги.
В любом случае, дуга должна обязательно обеспечивать не только высокий КПД самого процесса, но и относительно малый участок температурного действия на рабочие поверхности обрабатываемых материалов.
Используемое оборудование должно полностью соответствовать нормам безопасности и обеспечивать сравнительно небольшой расход используемых в процессе работы защитных газов.
Также сварка данного типа должна иметь возможность осуществлять соединение тонколистовых стальных поверхностей с различными неметаллами.
Кроме этого, на обрабатываемых поверхностях могут оставаться только несущественные деформации.
Во многом характеристики таких установок определяет цена, и чем она выше, тем больше функциональных возможностей имеет такой аппарат.
На видео, которое размещено ниже, подробно показан процесс выполнения плазменной сварки.
Когда вы выбираете аппарат данного типа, в первую очередь необходимо руководствоваться тем, какие именно поверхности планируется обрабатывать с его помощью.
Следует отметить и то, что данное оборудование выпускается как в ручном варианте, так и в автоматическом.
В устройствах данного типа основным питающим элементом является специальный инвертор, который обеспечивает подачу тока с определенными параметрами.
При использовании устройств данного типа, можно не только повысить общую скорость выполнения соответствующей работы, но и значительно снизить количество отходов.
Видео:
Для работы самого обыкновенного плазменного аппарата необходимо только лишь электричество, а также струя воздуха определенного давления.
Также, качество шва во многом зависит и от используемого в процессе работы плазмотрона, который является, по сути, основным рабочим инструментом.
Более подробно о том, как работает плазменный аппарат, рассказано на видео в нашей статье.
rezhemmetall.ru