Сварка оптоволокна — 15 глупых ошибок. Как правильно паять оптоволоконный кабель.
Оптоволоконный кабель уже давно и прочно вошел в нашу жизнь, постепенно заменяя все остальные марки проводов, широко применяемые ранее в слаботочных сетях и сетях телекоммуникаций.
При этом у всех почему-то крепко засело в головах, что для работы с оптикой требуются какие-то суперпрофессионалы и обучаться той же сварке оптоволокна нужно очень долго и усердно.
А между тем, производители сварочных аппаратов говорят совершенно обратное. Они утверждают, что их современные приборы настолько совершенны и просты в работе, что справиться с этим процессом может любой человек.
Достаточно придерживаться определенных инструкций, не совершать элементарных ошибок и чудо аппарат сделает за вас большую часть работы самостоятельно.
Так ли это на самом деле или нет? Чтобы объективно ответить на данный вопрос, следует сделать важную ремарку – сама сварка это всего лишь 5% от общей работы кабельщика ВОЛС.
Изучив только процесс сварки, без соответствующих знаний чтения схем, постройки магистралей, навыков разделки и укладки кабеля в кассету и кросс, измерения затухания рефлектометром, вы никогда не будете считаться профессионалом своего дела.
Но давайте все-таки подробнее рассмотрим именно процесс сварочных работ, подготовки кабеля к нему и отметим наиболее распространенные ошибки, которые печальным образом сказываются на месте соединения, уровне сигнала и дальнейшей работе ВОЛС.
Типы оптоволоконного кабеля
Сварочные аппараты для оптики работают примерно по одному принципу. Поэтому не будем заострять внимание на какой-то одной модели, старый добрый Фуджикура (Fujikura) или Ilsintech, изучим саму последовательность процесса.
У вас может быть даже модель с управлением от смартфона. Но это в корне не меняет технологию работ. Она везде одинакова.
Итак, изначально мы имеем два отрезка кабеля ВОЛС, с которых нужно снять внешнюю изоляцию.
Снимая внешнюю оболочку, делайте это с таким прицелом, чтобы в дальнейшем у вас не возникло проблем с укладкой волокон и модулей в сплайс-кассете, кроссе или муфте.
Ошибка №1
Если кабель при этом долго лежал под открытым небом (без защитной капы), перед разделкой обязательно отрезается около 1м с каждого конца.
Дело в том, что нити в кабеле как губка всасывают всю окружающую влагу. В итоге оптоволокно мутнеет.
И даже если вы идеально сделаете соединение, это все равно в дальнейшем не спасет вас от больших потерь сигнала.
Включаете аппарат и выставляете на нем тип кабеля, который будет соединяться.
Различают одномодовые (SM) и многомодовые (MM) оптические кабеля.
На одномодовых волокнах в основном используется три длины волны (три окна прозрачности):
- 1310нм
- 1550нм
Все зависит от общей длины трассы и используемого оборудования. Кроме того, волокна подразделяют на:
- обычные — SM
- со смещенной дисперизацией — DS
- с ненулевой смещенной дисперизацией — NZ
Внешне их никак не отличить. При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
При сварке чаще всего работают с простыми и со смещенкой. Соединять смещенку и простые волокна не рекомендуется.
Стриппер для снятия изоляции с оптического кабеля
Далее требуется удалить изоляцию с модулей и с отдельных жил. Чаще всего для этого используют специальный ручной инструмент — оптический стриппер.
Хотя в отдельных моделях сварочников можно встретить и встроенный термостриппер. Однако механическим работать гораздо удобнее и быстрее.
Тем более, когда варишь не за удобным столиком, а где-нибудь на высоте или в колодце.
Ошибка №2
Запомните, такой инструмент, по-хорошему, должен иметь заводскую юстировку.
Иначе весь процесс может превратиться не в аккуратное срезание, а в царапанье или грубое сдирание оболочки.
Если лаковое покрытие с волокн не снимается с первого раза и приходится юлозить стриппером туда-сюда, это многое говорит о качестве инструмента.
Сначала изоляция снимается с модулей. Перед этим, салфеткой смоченной в спирте, с них счищается гидрофобное покрытие.
Рекомендуется проделывать это в перчатках. Гидрофоб очень неприятная штука, которая в дальнейшем плохо смывается.
А вам после этого еще работать с тонким оптоволокном и сварочником!
Ошибка №3
Удаляя оболочку с жил, не делайте это так, как показано ниже.
Оптоволокно крепкий материал на разрыв, но не на излом! При разделке в минусовую температуру жила при таком способе запросто может сломаться.
Поэтому изоляцию лучше снимать стриппером, поочередно вытягивая ее с каждой жилки, и только после этого переходить к следующей, избегая резких изгибов и заломов.
После снятия внешней изоляции, с волокна удаляется лаковое покрытие. Оно придает ему одновременно гибкость и жесткость.
Без него волокно становится очень хрупким. Можете без лака на такую жилку положить мобильник и она сломается. А вот с лаком совсем другое дело.
Бывает, что кабель неделями висит только на этих нитках в лаке, когда вся внешняя оболочка уже повреждена. А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
А оптоволокну хоть бы что, держит и ветровые и растягивающие нагрузки.
Ошибка №4
Когда зачищаете волокно от лака, часть его остаётся на стриппере.
Из-за этого можно случайно сломать или поцарапать следующее волокно, что скажется на качестве сварки. Поэтому переходя к зачистке очередной жилы, каждый раз убирайте с лезвий все лишнее.
Ошибка №5
Оптическим стриппером запрещено перекусывать что-либо другое, кроме жил ВОЛС.
Он рассчитан именно на оптоволоконные жилы в 125мкм. Откусите им пластиковую стяжку и можете идти покупать другой инструмент.
Ошибка №6
Также при зачистке следите, чтобы сварочный аппарат был закрыт и туда не попало посторонних обрезков или мусора.
Кстати, многие сварочники при запылении даже запрещено продувать сжатым воздухом.
В них установлена очень уж чувствительная механика и сильный поток воздуха может нарушить заводские настройки.
Скалыватель оптических волокон
После снятия лакового слоя с волокна, его требуется протереть безворсовой салфеткой, смоченной в спирте.
Ошибка №7
При чистке следующего волокна рекомендуется использовать другую салфетку, ну или по крайней мере ту ее часть, которая не участвовала в предыдущей очистке, либо не контактировала с вашими пальцами.
Если жила идеально чистая, протирая ее салфеткой, вы должны услышать характерный скрипящий звук.
Ошибка №8
С этого момента дотрагиваться до волокна руками или чем-либо другим ни в коем случае нельзя.
Более того, пока вы ее не поместили в сварочный аппарат, на нее даже пылинки не должно осесть. Это все влияет на качество сварки и уровень потерь.
После этого волокно нужно идеально ровно отрезать.
Ошибка №9
Нельзя это делать каким-либо другим инструментом, кроме специального скалывателя.
Хотя в СССР на ранних порах развития оптики, применялся даже вот такой универсальный набор кабельщика ВОЛС.
Срез должен быть очень четким, иметь строго цилиндрическую форму, без каких-либо углов и сколов.
Скалыватель может быть как встроен в сварочный аппарат, так и идти отдельным инструментом. Второй вариант предпочтительнее.
Просто помещаете проводок в скалыватель и закрываете крышечки до щелчка.
Ошибка №10
Внимание – остатки и отрезанные кусочки оптоволокна должны обязательно собираться в отдельный контейнер.
Нельзя чтобы они упали на пол, на стол или попали еще куда-либо. Толщина этих жилок настолько мала, что попав вам под кожу, этот кусочек может проникнуть в вену и начнет свое путешествие по всему организму. Также его можно случайно вдохнуть в легкие.
Все это в конечном итоге приведет к печальным последствиям.
Многие решают проблему сбора обрезков при помощи обычных кусочков изоленты. Дешево и сердито.
Ошибка №11
После скалывания волокно больше нельзя протирать спиртом или касаться им чего-либо.
Даже находиться с ним в пыльных или антисанитарных условиях запрещено. Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Создайте для этого подходящее рабочее место (палатка, затащите и спрячьте кабель в машину и т.п).
Сварка оптоволокна и уровень затухания сигнала
Подготовленная и зачищенная жила аккуратно вкладывается в посадочное место для сварки, чуть-чуть не доставая своим кончиком середины электрода.
Все те же операции проделываются со вторым концом кабеля.
Ошибка №12
Не забудьте перед этим одеть на второй конец муфточку КДЗС (комплект динамической защиты сварочного соединения), иначе потом будет поздно.
КДЗС — это две термоусадочные трубочки, между которыми располагается стальной штифт.
Волокна должны попасть именно в центральную трубочку, а не между ними.
В противном случае после пайки стальной штифт может его поломать.
Подготовленный второй конец закладывается в сварочник с обратной стороны от первого.
В итоге идеально чистые и ровно срезанные два конца волокна, должны оказаться между двух электродов, которые и будут выполнять сварку.
Если один из концов оказался слишком далеко от электродов и заданного положения, прибор известит вас об этом.
Также высветится ошибка, если волокна будут пересекать друг дружку.
Как только вы закрываете крышку происходит процесс самодиагностики, калибровки и выравнивания двух концов. Все это выводится на экран.
Если все нормально, нажимаете кнопку сварки и она запускается автоматически. Если вдруг один из кончиков оказался срезан недостаточно ровно, система известит вас об этом, не только просигналив об ошибке, но и известив какой конец кабеля виноват.
В данной ситуации процесс зачистки и скалывания повторяется. Со вторым, нормально зачищенным концом ничего делать не нужно.
При успешном завершении сварочного процесса (длится пару секунд), на экран выводятся потери или затухание сигнала в децибелах. Очень хорошим результатом считается 0,01-0,02дб.
Идеал – это соединение вообще без потерь. Бывает и такое.
Бывает и такое.
Хотя даже на заводских пигтейлах (от английского pig tail – поросячий хвостик) встречаются не такие уж идеальные пайки.
При неудовлетворительных результатах сварки, монитор качественных аппаратов проинформирует вас об этом.
Допустимыми значениями затухания считаются следующие параметры:
Ошибка №13
Однако никогда не полагайтесь только на результат показаний сварочного аппарата.
Для конечной проверки результата обязательно требуется рефлектометр. Иначе после окончания всех работ будете задаваться вот такими вот вопросами:
Объясняется это тем, что камера микроскопа сварочника не способна увидеть всю картинку в 360 градусов вокруг волокна. Отсюда и погрешность.
После сварки и открытия крышки аппарат с расчётным усилием пытается развести жилки, как бы растягивая их. Тем самым проводится тест на прочность контакта.
Если сварка выдержала и не порвалась – все ОК. Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
Однако некоторые кабельщики отключают программно такой тест, предполагая, что такое «растягивание» может повредить еще не до конца остывший контакт.
Комплект защиты сварки
После этого оптоволокно аккуратно достается из сварочника. На место сварки надвигается муфточка КДЗС.
Ошибка №14
КДЗС должна полностью покрывать всю длину зачищенного волокна, иначе никакой жесткости не обеспечить.
Остался последний этап работ. Оптоволокно с муфтой помещается в печку, которая обычно расположена в верхней части сварочного прибора.
Выравниваете жилу в этой печке и закрываете крышку. Нажимаете на табло значок печки и ждете некоторое время до появления сигнала.
Далее открыв крышку, достаете ваше оптоволокно. При этом внутри прозрачной муфты не должно быть пузырьков, которые свидетельствуют о наличии воздуха или отдельных деформированных участков (локальный перегрев).
С каждого конца муфты должно показаться и вытечь наружу немного клеящего состава. Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
Все это говорит о хорошей сварке и надежном соединении и изоляции проводов.
При сварке многожильного кабеля все готовые муфты КДЗС обычно укладываются в специальный охлаждающий лоток. Его смысл не просто удобно расположить жилы, дабы они не путались и не мешались, а в равномерном охлаждении гильз.
Некоторые кабельщики делают такие лотки самостоятельно, например из алюминиевых уголков.
При последовательной сварке нескольких жил, не оставляйте надолго муфту в данном отсеке, иначе ее стенки расплавятся и прилипнут к стенкам направляющих элементов.
Ошибка №15
Еще одна ошибка – так называемый “горячий пирожок”.
Это когда еще не совсем остывшую муфту, сразу же из печки перекладывают в ложемент сплайс кассеты оптического кросса. С одной стороны очень удобно, сплавил – вставил, сплавил – вставил. Ничего не запутается и не переплетется с другими жилами.
Однако в этом случае стенки ложемента не дают толком остыть муфточке, мягкие стенки гильзы изгибает, что в итоге деформирует волокно и приводит к потерям.
Как видите, даже при использовании профессионального сварочного оборудования в этом деле имеется огромное количество своих нюансов и тонкостей.
Укладка кабеля в оптический кросс и сплайс кассету
Но на этом процесс вовсе не заканчивается. Когда вы заправляете оптоволоконный кабель в кросс или муфту, учтите еще несколько моментов.
Концы кабеля с необходимым запасом должны быть уложены в кассету. Именно эта работа, а не сама сварка считаются у монтажников более ответственным этапом и требует определенной сноровки и навыков.
Запас модуля в кроссе должен составлять порядка 90см, а запас волокна в кассете 2,5-3 оборота.
Поэтому изначально все вымеряйте и не экономьте на разделке.
Место крепления модуля хомутиками, кабельщики рекомендуют обматывать изолентой. Это снижает нагрузку на модуль и не повредит его острыми стенками хомута. Но и перебарщивать с изолентой не стоит.
При укладке волокон в кассете и самого кабеля в кроссе, нигде не должно образоваться острых углов. Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Любой острый угол превышающий допустимый радиус изгиба кабеля – это потери и ухудшение сигнала.
Критичный изгиб кабеля может случиться и при его монтаже. Поэтому когда монтажники, заводя оптику в ваш дом или проводя по подъезду, не укладывают ее, а именно “пихают”, ждите беды.
При этом, изгиба в дальнейшем может и не остаться, трасса будет идеально ровной. Однако заломленный кабель при монтаже приводит к трещинам на волокнах.
Со временем затухания будут увеличиваться. Активное оборудование поначалу будет вытягивать полезный сигнал из шумов. Но это до тех пор, пока чувствительность приемника и FEC позволяют.
Кассету после укладки жил закрывают крышкой.
Перед этим обязательно проверьте, не торчат ли где какие проводки. Иначе можете попросту перерубить их этой самой крышкой и весь процесс начнете заново.
Проверка затухания оптическим рефлектометром
Ну и на финальном этапе остается проверить уровень сигнала непосредственно на самом коннекторе. Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Оптический рефлектометр не только покажет значение в виде цифры, но и проинформирует на каком расстоянии и в какой точке кабеля происходит падение.
Это не обязательно окажется место пайки, вполне возможно, что сигнал будет теряться на каком-нибудь из поворотов трассы.
Подобными сварочными аппаратами легко и удобно варить кабель GPON для подключения одного или нескольких абонентов. А вот если дело коснется 64-х или 96-ти жильной оптики, то конечно данный процесс с поэтапной заправкой каждой жилки будет сплошным мучением.
При этом нужно иметь очень зоркий глаз, дабы не перепутать цветные оттенки многочисленных жилок.
Для опытного кабельщика на фуджике с отдельным скалывателем, технологический процесс сварки 24-х волокон занимает чуть более 40 минут (1,5минуты на жилу). А сборка кросса, со всеми сопутствующими операциями (разделка, укладка, маркировка) – до полутора часов.
Какой вывод можно сделать из всего вышеизложенного? Конечно, сварить оптику на исправном и настроенном оборудовании, стоимостью в несколько сотен тысяч может каждый, у кого руки растут из нужного места.
А вот настроить этот самый сварочник, скалыватель, плюс поддерживать все это в исправном и работоспособном состоянии годами – для этого уже надо быть профессионалом своего дела и любить данную работу.
Технология сварки оптических волокон — Национальная сборная Worldskills Россия
“
Этот урок посвящен Технологии сварки оптических волокон. Вы узнаете, из чего состоит сварочный аппарат, что необходимо подготовить для процесса сварки и как происходит работа.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Комплект для защиты соединений, предназначенный для защиты места сварки на стыке двух концов волоконно-оптического кабеля
Бесцветный либо слегка окрашенный гель, используемый в конструкции кабеля связи для предотвращения продольного распространения влаги и воды
Канавки (зажимы) сварочного аппарата, предназначенные для точного позиционирования волокна
Видеолекция
Конспект
Перед выполнением работ необходимо проверить готовность всех инструментов и материалов.
Список инструментов
Сварочный аппарат Fujikura 80S
Скалыватель CT‑30
Безворсовые проспиртованные салфетки
Гильзы КДЗС
Салфетка из микрофибры
Защитные очки
Защитные перчатки
Волоконно-оптический кабель, заранее подготовленный к сварке
Стриппер для снятия буферного или акрилового покрытия
Сварочный аппарат
Сварка оптического волокна производится с использованием специальных сварочных аппаратов, которые позволяют провести весь комплекс работ от совмещения свариваемых концов до защиты соединения.
Сварочный аппарат для оптоволокна — сложное устройство, в состав которого входят следующие элементы:
- блок питания,
- механический узел,
- нагреватель,
- дисплей.
Подготовка к сварке
1. Перед тем как начать сварку, нужно проверить настройки сварочного аппарата. Для этого открываем меню сварки и выбираем режим. Аппарат компании Fujikura позволяет выбрать 73 режима сварки и 25 режимов нагревателя.
Перед тем как начать сварку, нужно проверить настройки сварочного аппарата. Для этого открываем меню сварки и выбираем режим. Аппарат компании Fujikura позволяет выбрать 73 режима сварки и 25 режимов нагревателя.
2. На волокна одного из кабелей надеваются специальные гильзы — КДЗС (комплект для защиты соединений), состоящие из двух термоусадочных трубок и силового стержня. КДЗС бывают разного размера, а также используются для дроп-кабелей.
3. С концов волокон (2−3 см) необходимо снять цветной лак и защитный слой при помощи стриппера. После каждого снятия акрилового покрытия протирайте стриппер, чтобы убрать остатки акрила. Волокно протирают 2−3 раза безворсовыми проспиртованными салфетками.
4. Зачищенное волокно скалывается специальным скалывателем. Плоскость скола волокон должна быть перпендикулярна оси волокна. Допустимое отклонение — до 1,5° на каждый скол.
5. Волокна, предназначенные для сварки, укладываются в зажимы сварочного аппарата и V-образные канавки.
Волокна, предназначенные для сварки, укладываются в зажимы сварочного аппарата и V-образные канавки.
6. Второе волокно обрабатывается аналогично.
Процесс сварки
1. Под микроскопом с помощью манипуляторов происходит совмещение волокон (юстировка). В современных сварочных аппаратах юстировка производится автоматически. Затем пропускается электроразряд.
2. Электрическая дуга разогревает до установленной температуры концы волокон с микрозазором между ними. Торцы волокон совмещаются микродоводкой держателя одного из них.
3. Аппарат осуществляет проверку прочности соединения посредством теста на разрыв и оценивает затухание.
4. КДЗС сдвигается оператором на место сварки.
5. Этот участок помещается в тепловую камеру, где происходит термоусадка КДЗС.
“
На этом уроке вы получили краткий обзор по настройке сварочного аппарата, ознакомились с инструментами монтажника, которые предназначены для сварки оптических волокон, а также изучили технологию сварки. Самое время проверить себя, выполнив небольшие задания.
Самое время проверить себя, выполнив небольшие задания.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Скалыватель
Стриппер
Кабификс
Прищепка
| Дальше |
| Проверить |
| Узнать результат |
Термоусадочная трубка
Термоусадочная трубка и силовой стержень
Две термоусадочные трубки и силовой стержень
Три термоусадочные трубки и силовой стержень
| Дальше |
| Проверить |
| Узнать результат |
Стриппер
Кабификс
Прищепка
Бокорезы
| Дальше |
| Проверить |
| Узнать результат |
Безворсовые
Микрофибра
Бумажные салфетки
Текстильные салфетки
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Пошаговое руководство по сращиванию волоконно-оптических кабелей для интеграторов
Ни для кого не секрет, что оптоволоконные кабели стали основной категорией продуктов для отрасли AV-установок, но зачастую надлежащее обучение и образование недоступны. Чтобы облегчить работу малым предприятиям и установщикам, вот подробное руководство по безопасному сращиванию оптоволоконных кабелей.
Во-первых, давайте разберемся со значением термина «сращивание». Согласно Кембриджскому словарю, сращивать означает «соединять концы чего-либо так, чтобы они стали единым целым». По сути, сращивание оптоволокна — это процесс, используемый для соединения двух отдельных волоконно-оптических кабелей.
Существует множество способов сращивания оптоволоконных кабелей.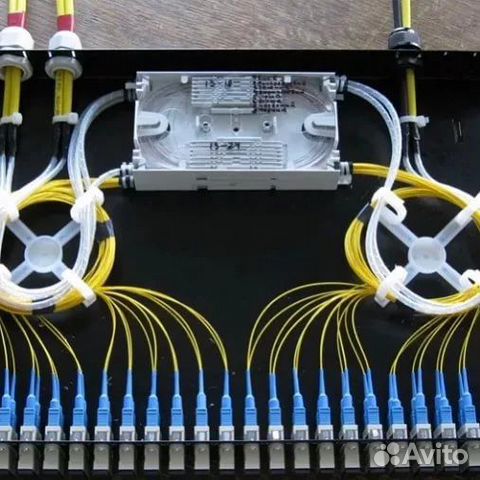 Благодаря сращиванию специалисты по оптоволокну могут увеличить длину волокна, чтобы сделать его достаточно длинным для использования в требуемом участке кабеля. Поскольку волоконно-оптические кабели обычно производятся длиной до 5 км, поэтому, когда требуются более длинные соединения, становится необходимым соединение двух кабелей вместе.
Благодаря сращиванию специалисты по оптоволокну могут увеличить длину волокна, чтобы сделать его достаточно длинным для использования в требуемом участке кабеля. Поскольку волоконно-оптические кабели обычно производятся длиной до 5 км, поэтому, когда требуются более длинные соединения, становится необходимым соединение двух кабелей вместе.
Поэтому, когда кабельные трассы слишком длинные для одной длины волокна или если есть необходимость соединить два различных типа волокон, например, кабель из 48 волокон с четырьмя кабелями из 12 волокон, решением является сращивание. Сращивание также используется для ремонта разорванных волоконно-оптических кабелей, проложенных под землей, или для повторного соединения волоконно-оптических кабелей при непреднамеренном разрыве.
Несмотря на то, что существует еще один метод соединения волокон, известный как заделка или соединение, сращивание обычно является предпочтительным способом соединения двух волоконно-оптических кабелей, поскольку оно обеспечивает меньшие потери света (затухание) и обратное отражение, чем соединение.
Кроме того, сращивание обеспечивает постоянное или относительно постоянное соединение между двумя оптоволоконными кабелями. Некоторые компании предлагают оптические соединения, которые можно отсоединять по желанию, однако обычно они не предназначены для частого подключения и отключения.
В идеальном мире волоконно-оптическая установка состояла бы из длинных непрерывных кабелей, соединяющих одно место с другим. Однако в действительности сращивания оптических волокон по своей сути необходимы и всегда используются при проектировании, установке и обслуживании надежной сети связи.
Два основных метода сращивания волоконно-оптических кабелейПоскольку оптоволоконные соединения становятся все более популярными, возможность точного выполнения сращивания волокон становится все более и более важной. На данный момент сращивание оптоволокна может осуществляться одним из двух методов: сваркой плавлением и механическим соединением.
Прежде чем приступить к прокладке оптоволокна, интеграторам жизненно важно иметь достаточно хорошее представление об обоих методах. Это поможет определить, какой метод лучше всего подходит для достижения долгосрочных целей вашей компании и соответствует вашим требованиям к производительности и бюджету.
Это поможет определить, какой метод лучше всего подходит для достижения долгосрочных целей вашей компании и соответствует вашим требованиям к производительности и бюджету.
Этот метод сращивания волоконно-оптических кабелей включает в себя точное выравнивание двух волоконно-оптических кабелей, удерживаемых на месте с помощью автономного узла, а не постоянного соединения. Механическое соединение предназначено для удержания двух волоконно-оптических кабелей таким образом, чтобы свет проходил беспрепятственно с типичными потерями около 0,3 дБ или 10%.
В этом процессе техник должен использовать устройство для выравнивания вместе с гелем, соответствующим индексу. Гель должен иметь аналогичный показатель преломления, чтобы улучшить светопропускание через сустав с минимальным обратным отражением.
Механическое сращивание обычно используется, когда необходимо быстро и легко выполнить сращивание, например, для временного соединения кабелей во время монтажа. Это связано с тем, что механическое соединение можно легко отключить, если возникнет необходимость, и вам не потребуется дорогостоящее оборудование для выполнения соединения.
Это связано с тем, что механическое соединение можно легко отключить, если возникнет необходимость, и вам не потребуется дорогостоящее оборудование для выполнения соединения.
Другой метод соединения двух волоконно-оптических кабелей — и на этот раз мы говорим о постоянном соединении — это сращивание.
В этом методе машина или электрическая дуга используются для получения тепла и сплавления/сварки концов стекла, которые точно выровнены вместе для непрерывной передачи света. Это приводит к гораздо более низкому затуханию, составляющему около 0,1 дБ.
Сращивание методом сварки обеспечивает надежное соединение с низкими вносимыми потерями и почти нулевым обратным отражением при правильном выполнении и, таким образом, используется более широко, чем механическое сращивание. Например, он используется в длинных линиях связи с высокой скоростью передачи данных, которые после установки вряд ли будут модифицированы.
Механическое сращивание по сравнению со сращиванием плавлением Одной из основных причин выбора того или иного метода является бюджет.
Механическое сращивание требует небольших первоначальных инвестиций, но стоит дороже в расчете на одно соединение. Принимая во внимание, что стоимость одного соединения для сварки плавлением ниже, но первоначальные инвестиции намного выше, начиная с десятикратно выше, чем при механическом соединении, в зависимости от требований к производительности и характеристик используемой машины для сварки.
Говоря о производительности, решение зависит от проекта, над которым вы работаете. Как указывалось ранее, сварка плавлением обеспечивает гораздо меньшие потери и обратное отражение, чем механическое соединение, поэтому, если вам нужно постоянное соединение с минимальным затуханием, сварка плавлением — это более серьезные инвестиции, на которые вы смотрите.
Кроме того, сварные соединения обычно используются с одномодовым волокном, в то время как механические соединения работают как с одномодовым, так и с многомодовым волокном. (Узнайте больше о типах волоконно-оптических кабелей и других основных элементах оптоволокна здесь). Сращивание плавлением, хотя и более дорогое, гораздо более популярно, поскольку оно обеспечивает наименьшие вносимые потери, обратное отражение и самое прочное соединение между волокнами.
Сращивание плавлением, хотя и более дорогое, гораздо более популярно, поскольку оно обеспечивает наименьшие вносимые потери, обратное отражение и самое прочное соединение между волокнами.
Теперь, когда вы знаете, что такое механическое соединение, давайте рассмотрим основные этапы механического соединения.
Шаг №1 – Подготовка волоконПервым шагом является аккуратное снятие с волокон защитных покрытий, оболочек, трубок, силовых элементов и т. д., не оставляя ничего, кроме оголенных сердцевин волокон.
Вы поймете, правильно ли все сделано, когда увидите оголенное волокно в том месте, где кабель был зачищен. Также убедитесь, что кабели чистые.
Шаг 2. Разделите волокна Следующим шагом после зачистки волоконно-оптических кабелей является разрыв кабелей с помощью скалывателя. Аккуратно используйте скалыватель, чтобы сделать небольшой чистый надрез на кабелях с концами, перпендикулярными оси волокна.
В отличие от сварки, для соединения волокон не требуется использовать тепло.
По сути, вам просто нужно точно совместить концы волокон в механическом соединителе. Гель для согласования указателей внутри оборудования сделает за вас всю тяжелую работу, соединив свет на концах ваших кабелей. Если вы используете старое устройство, вам, возможно, придется использовать эпоксидную смолу вместо геля, соответствующего индексу, для правильного выравнивания волокон.
Шаг № 4. Закрепите объединенное волокноПосле выполнения этих трех шагов поместите волокна в лоток для сращивания, а затем в заглушку для сращивания.
Таким образом, готовое механическое соединение обеспечивает собственную защиту соединения. Но обязательно тщательно герметизируйте кабели, так как это предотвратит повреждение кабелей от влаги.
Как выполнять сварку плавлением В некоторых отношениях сварка плавлением похожа на механическую сварку, но с одним существенным отличием — вам необходимо использовать высокотехнологичный инструмент, известный как сварочный аппарат.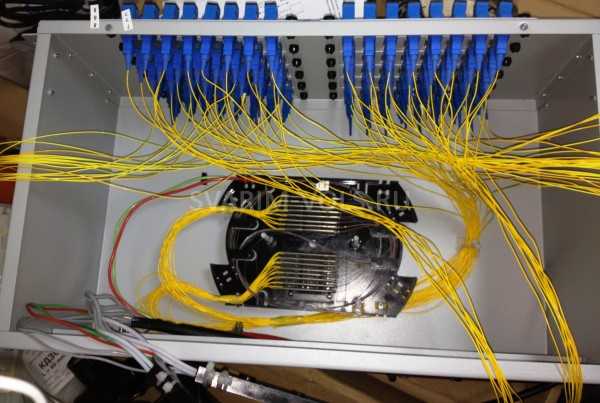 Этот инструмент отвечает за идеальное совмещение концов волокон путем плавления и сплавления их вместе.
Этот инструмент отвечает за идеальное совмещение концов волокон путем плавления и сплавления их вместе.
Ниже приведены этапы сварки.
Шаг 1. Зачистите волокнаПеред зачисткой волокон наденьте на них защитную оболочку.
Затем, как и при механическом сращивании, снимите защитное полимерное покрытие вокруг оптического волокна с помощью механического стриппера, пока не дойдете до оголенных жил волокна. Не забудьте очистить инструменты для зачистки перед началом процесса.
Шаг 2. Очистите и расщепите волокнаС помощью салфетки, смоченной 99,9% изопропиловым спиртом (IPA), очистите оголенное волокно. Сделайте это дважды, используя другую часть салфетки для второго цикла очистки.
После очистки не прикасайтесь и не допускайте контакта волокна с любыми потенциально загрязненными поверхностями или материалами.
Затем используйте скалыватель для волокон, чтобы сделать чистый, зеркально гладкий разрыв на кабелях с концами, перпендикулярными оси волокна. Использование хорошего скалывателя жизненно важно для эффективного сварного соединения.
Использование хорошего скалывателя жизненно важно для эффективного сварного соединения.
Теперь вы готовы соединить волокна вместе с помощью сварочного аппарата. Этот шаг включает в себя выравнивание волокон с последующим нагревом, чтобы расплавить концы волокон и сплавить их.
Выравнивание может быть ручным или автоматическим в зависимости от типа используемого сварочного аппарата. Как только торцы волокна идеально выровнены и отцентрованы на электродах, сварочный аппарат использует электрическую дугу, чтобы расплавить два конца волокна и прочно сплавить их вместе.
Если сварочный аппарат останавливает процесс, это может быть вызвано одной из следующих проблем:
- Неправильное выравнивание проводов по направляющим.
- Волокна расщеплены не под идеальным углом 90 градусов.
- На конце волокна есть остатки пластикового покрытия или грязь.
Если слияние прошло успешно, сварочный аппарат оценит и сообщит о затухании в дБ.
Прочность на растяжение типичного сварного соединения составляет от 0,5 до 1,5 фунта, и оно не ломается при обычном обращении. Тем не менее, хорошей идеей будет обеспечить защиту от изгибающих и растягивающих усилий, а также гарантировать, что волокно не порвется во время повседневного использования.
Итак, после того, как волокна были успешно сплавлены вместе, пришло время защитить сплавленное волокно, либо повторно нанеся покрытие, либо используя защитное средство для соединения.
Вы можете использовать термоусадочную пластмассу, силиконовый гель или механические обжимные протекторы, чтобы защитить соединение от внешних повреждений и поломок.
Хорошие соединения и плохие соединения Для обеспечения качественного соединения необходимо визуально осмотреть выполненные соединения. Скорее всего, вы обнаружите некоторые недостатки в соединениях, но пока они не влияют на оптическую передачу ваших кабелей, все в порядке.
Вот как выглядят хорошие сварки:
При этом не все дефекты сварки допустимы. При наличии черных точек, линий, пузырей, выпуклостей или теней может потребоваться доработка. Для обеспечения оптимального качества передачи никогда не переделывайте соединение более двух раз.
Вот как выглядят плохие сращивания:
Передовой опыт для более качественного сращивания волоконно-оптических кабелейКак и в любом другом деле, совершенство достигается практикой. А знание некоторых передовых методов сращивания волоконно-оптических кабелей может иметь большое значение для выполнения более качественных сращиваний с минимальным обратным отражением и максимальной эффективностью передачи.
Вот три простых, но эффективных способа качественного сращивания:
#1. Убедитесь, что инструменты для сращивания чистые Учитывая микроскопический характер волоконной оптики, знайте, что частицы, невидимые невооруженным глазом, могут вызвать серьезные проблемы. по характеристикам кабеля.
по характеристикам кабеля.
Не существует такого понятия, как «чрезмерная очистка» ваших волоконно-оптических инструментов, и, приложив некоторые усилия для поддержания ваших инструментов для сращивания в безупречном состоянии, вы сэкономите много времени и денег в долгосрочной перспективе.
№2. Правильное использование и техническое обслуживание скалывателяСкалыватель — самый ценный инструмент, необходимый для эффективного сращивания оптоволоконных кабелей.
При механическом сращивании необходимо обеспечить правильный угол наклона торцов, в противном случае в воздушные зазоры между двумя волокнами будет проникать избыточный свет. Конечно, гель с соответствующим индексом поможет свести к минимуму утечку света, но нельзя недооценивать важность высококачественного скалывателя.
При сварке сваркой скалыватель играет еще более важную роль, обеспечивая невероятно низкое затухание менее 0,1 дБ.
Проще говоря, если вы не обслуживаете свой скалыватель, концы волокон могут неправильно сплавляться друг с другом, что приводит к сильному затуханию и обратному отражению.
Лучший способ очистить и сохранить качество вашего скалывателя — просто следовать инструкциям производителя.
№3. Систематическая установка параметров сваркиНе начинайте изменять параметры сварки на сварочном аппарате всякий раз, когда есть намек на проблему, так как вы можете потерять желаемую настройку.
Вообще говоря, время сварки и ток сварки являются двумя основными параметрами, переменные которых можно варьировать для получения хороших результатов сварки. Методично меняйте только одну переменную за раз, пока не найдете правильные параметры сварки для вашего типа волокна.
Этот материал предоставлен компанией VChung, занимающейся оптоволоконным кабелем.
Эта статья была проверена фактами в декабре 2022 года и оказалась актуальной.
Объяснение сращивания волоконно-оптических кабелей
Мы часто получаем одни и те же основные вопросы о сращивании по типам, преимуществам и областям применения.
Начнем с того, что стандартное определение сращивания оптического волокна — это соединение двух волоконно-оптических кабелей вместе. Другой, более распространенный метод соединения волокон называется оконцовкой или соединением. Сращивание чаще всего используется в полевых условиях, но находит применение и в кабельных сборочных цехах. При установке в полевых условиях сращивание является более быстрым и эффективным методом и используется для восстановления волоконно-оптических кабелей в случае случайного разрыва подземного кабеля.
Типы сращивания
Существует 2 метода сращивания: механический или сплавление. Оба метода обеспечивают гораздо более низкие вносимые потери по сравнению с оптоволоконными соединителями.
Механическое сращивание
Механическое сращивание оптоволоконного кабеля представляет собой альтернативный метод сращивания, не требующий сварочного аппарата.
Механическое соединение представляет собой соединение двух или более оптических волокон, которые выровнены и удерживаются на месте с помощью узла, который удерживает волокно в выравнивании с помощью жидкости для согласования преломления. При механическом сращивании используется небольшое механическое соединение длиной около 6 см и диаметром 1 см, которое неразъемно соединяет два оптических волокна. Это точно выравнивает два оголенных волокна, а затем механически закрепляет их.
При механическом сращивании используется небольшое механическое соединение длиной около 6 см и диаметром 1 см, которое неразъемно соединяет два оптических волокна. Это точно выравнивает два оголенных волокна, а затем механически закрепляет их.
Крышка с защелкой, клейкая крышка или и то, и другое используются для постоянного закрепления соединения.
Волокна не соединены на постоянной основе, они просто точно удерживаются вместе, чтобы свет мог проходить от одного к другому. (Вносимые потери < 0,5 дБ)
Потери при сращивании обычно составляют 0,3 дБ. Но механическое соединение волокон обеспечивает более высокое отражение, чем метод сварки плавлением.
Механические муфты для волоконно-оптических кабелей имеют небольшие размеры, довольно просты в использовании и очень удобны как для быстрого ремонта, так и для стационарной установки. Они доступны в постоянных и повторно вводимых типах.
Механические сращивания волоконно-оптических кабелей доступны для одномодовых или многомодовых волокон.
Соединение методом сварки
Соединение методом сварки дороже, но имеет более длительный срок службы, чем механическое соединение. Метод сплавления объединяет сердцевины волокна вместе с меньшим затуханием. (Вносимые потери < 0,1 дБ)
В процессе сварки с плавлением используется специальный сварочный аппарат для точного выравнивания концов двух волокон, после чего концы стекла «сплавляются» или «свариваются» вместе с помощью электрической дуги или другого типа нагревать. Это создает прозрачное, неотражающее и непрерывное соединение между волокнами, обеспечивающее передачу света с очень низкими потерями. (типичные потери: 0,1 дБ)
Сварочный аппарат выполняет сварку оптических волокон в два этапа.
- Точно выровняйте два волокна
- Создайте небольшую электрическую дугу, чтобы расплавить волокна и сварить их вместе
При надлежащем обучении специалист по сращиванию оптоволоконных кабелей может регулярно добиваться вносимых потерь менее 0,1 дБ при сращивании как одномодовых, так и многомодовых оптоволоконных кабелей.
В дополнение к более низким потерям при сварке (обычно 0,1 дБ), преимущества сварки плавлением включают меньшее обратное отражение.
Сращивание обычно применяется для соединения кабелей в длинных кабельных трассах вне предприятия. Это когда длина трассы требует более одного кабеля. Сращивание обычно используется для терминации одномодовых волокон (путем наращивания предварительно терминированных косичек на каждое волокно), но есть и другие применения. Важно отметить, что нарезку можно использовать для смешивания различных типов волоконно-оптических кабелей, например, для соединения 48-волоконных кабелей с шестью 8-волоконными кабелями, идущими в разные места.
Дополнительные ресурсы группы FOC включают:
- Ресурс категории
- Страница сращивания оптоволоконных кабелей
- Посмотреть глоссарий, сокращения, военные спецификации для разъемов
- Ресурс вопросов и ответов: отправьте технические вопросы по электронной почте AskFOC@focenter.

