Сварка нержавейки и черного металла. Технология сварочного процесса.

Содержание статьи
Можно ли варить разнородные стали
Прежде чем приступить непосредственно к сварочным работам, надо иметь представление об особенностях сварки, связанных с разным химическим составом материалов, которые обязательно нужно учитывать:
- разная теплопроводность нержавеющей стали и черного металла, что может сказаться на плохом проплавлении одного из металлов,
- коэффициенты линейного расширения, эти показатели также разнятся. В месте, где материалы соединяются, могут остаться напряжения даже после термообработки. Такие участки будут самыми слабыми,
- «Миграция углерода» из Cr-Mo стали, которого в этом металле содержится большое количество, из-за этого нержавейка в большей степени становится подверженной коррозийным процессам.
Обратите внимание! Из-за большого разнообразия сталей с разным составом, дать четкие рекомендации по сварочному процессу не предоставляется возможным
Исходя из большого количество противоречий, многие пользователи постоянно задаются вопросом: можно ли все таки сварить нержавеющую сталь и черный металл?
Рассматривая этот вопрос с точки зрения физики, можно прийти к выводу, что осуществить подобную процедуру реально. Применяя переходные электроды для сварки нержавейки и деталей из черного металла в домашних условиях, нужно придерживаться технологии сварки нержавеющей стали, а также рекомендуется осуществлять сварочные работы человеку, имеющему опыт в этом деле. В любом случае, важно знать химический состав и того и другого металла, для того чтобы осуществить правильный выбор расходных материалов.
Способы сварки

В большинстве случаев используется сварка нержавейки и черного металла электродом при помощи электрической сварки. Популярность такого метода обусловлена его простотой и минимальным количество вспомогательных действий. Однако, качество подобного соединения не очень хорошее. Из-за высокой температуры нержавейка будет растекаться, в то время как черный металл будет вязким. В конечном итоге не получится сделать вертикальный или потолочный шов, т.к. все стечет вниз. Поэтому нужно применять переходные электроды для сварки нержавейки и черного металла.
Обратите внимание! Используемые в процессе сварки электроды по черному металлу должны быть выполнены из нержавейки
Другой способ – газовая сварка, в качестве присадки также используется нержавеющая проволока. Такой метод является более подходящим, т.к. в таком случае материал будет менее текучим. Осуществляя сварочные работы нужно применять флюс, который обеспечит лучшее плавление черного металла. Однако, газовая сварка требует предварительную подготовку и строгое соблюдение техники безопасности использования газовых баллонов.
Считается, что получить наиболее прочный и надежной шов можно используя такой метод как сварка нержавейки с черным металлом аргоном. В данном случае не требуется покрытие проволоки, т.к. аргон самостоятельно справляется с функцией защиты от негативного воздействия внешней среды.
Обратите внимание! Сваривать заготовки из нержавеющей стали и черного металла не всегда целесообразно, поскольку такая технология достаточно дорогостоящая

Выбор способа
Выбирая к какому способу сварки прибегнуть, нужно определиться с целями, которые вы преследуете. В случае, когда вам нужно сделать что-то для дома или вы просто хотите проверить можно ли сварить черный металл и нержавейку, то рекомендуется прибегнуть к способу обычной электродуговой сварки с нержавеющими электродами. Как показывает практика, такой метод хорошо пригоден для этого. Если же свариваемые детали будут подвержены серьезным нагрузкам, то в такой ситуации наиболее оптимальным вариантом станет – газовая сварка. Сварка аргоном применяется очень редко и при крайней необходимости.
Какими электродами воспользоваться для сварки?
Для получения максимально качественного шва, образующегося в процессе сварки изделий из нержавеющей стали и черного металла, нужно учесть некоторые нюансы. Важно выбрать присадочную проволоку определенного химического состава.
В металле присадочной проволоки, показатель степени легирования которого дол;ен превышать идентичный показатель материала свариваемого изделия, обязательно в состав должны входить такие элементы, как марганец, никель и иногда хром
Технология
Перед тем как начать варить нержавейку, надо провести ряд подготовительных процедур. Поверхность обеих деталей должны быть хорошо вычищена. Для этого можно воспользоваться щеткой или наждачкой, после очистки обязательно протрите изделия от пыли. Если оборудование и детали подготовлены можно приступить к нанесению флюса на тот участок, где предположительно будет образовано соединение.
Очень важно расположить все в горизонтальном положении. Это необходимо для равномерного распределения материала. Осуществляя сварку нержавейки и черного металла инвертором, соблюдайте максимальную точность движений, т.к. сталь начнет плавиться раньше и необходимо как можно больше захватить сторону черного металла.
Все эти требования выдвигаются и к газовой сварке, только каждый процесс совершается в более медленном темпе. Образовавшийся шов должен быть как можно шире и глубже, это необходимо для увеличения однородности материала в месте его прохождения. Когда сварочная работа будет завершена, надо выждать некоторое время, пока изделие не остынет.
Правила безопасности
В процессе осуществления сварки нержавейки и черного металла полуавтоматом, следует строго соблюдать правила электробезопасности. Также важным условием является защитная одежда. Обязательно работайте в специальном костюме, перчатках и маске, т.к. в случае разбрызгивания стали, случайное ее попадание на участок кожи чревато серьезными ожогами.
Подводя итог, можно прийти к выводу, что сварить черныq металл и нержавеющую сталь вполне реально. Главное соблюдать все нюансы, возникающие в процессе работы с данными материалами.
svarkaed.ru
Сварка нержавейки и черного металла
Никогда не возникает вопросов, когда производится сварка идентичных по составу металлов. Проблемы возникают, когда свариваются две разные заготовки. И, скорее всего, не проблемы, а трудности, касающиеся правильного подбора технологий и режимов сварки, а также расходных к ним материалов. К примеру, сварка нержавейки и черного металла. Вроде бы две стали, но с разными техническими свойствами. Поэтому правильно варить два этих сплава – это значит, точно подобрать параметры сварочного процесса. Ведь сваренный шов будет держать обе заготовки прочно лишь в том случае, если он состоит из того же металла, что и свариваемые детали.

С черным металлом все более или менее понятно. Это самый распространенный материал, который легко поддается свариванию любыми видами сварки. С нержавеющей сталью все намного сложнее.
Особенности сварки нержавейки
Есть четыре технические характеристики нержавеющей стали, которые делают ее сварку особенной.
- Низкая теплопроводность металла. Если сравнить данный показатель с черной сталью, то она у нержавейки в два раза ниже. Это говорит о том, что в процессе нагревания металла он не отводит тепловую энергию, а накапливает в себе. А это чревато повышением температуры на определенном участке, что при сварке обязательно приведет к прожогам. Эту проблему можно решить просто – нужно уменьшить силу тока на 20-30%.
- Линейное расширение у нержавейки выше, чем у черного металла. Почему так важно данное значение. Все дело в том, что после большого расширения при нагреве будет происходить обратный процесс – усадка на туже величину, что и расширение. То есть, две заготовки могут порвать сварочный шов, или в нем появятся трещины в большом количестве. Выход из положения – большой зазор между свариваемыми деталями.
- Электрическое сопротивление. Этот показатель у нержавейки тоже большой. Он влияет на электрод, а точнее на его перегрев в процессе сварки нержавейки и стали. Поэтому необходимо длину расходника уменьшить до предела 35 см, не больше.
- Нержавеющая сталь под действием высоких температур меняет свои качества. То есть, из нержавейки она превращается в обычную сталь. Поэтому очень важно ее не перегревать. При +500С на зернах металла образуется карбидное соединение, которое и снижает антикоррозионные свойства нержавейки. По сути, коррозия начинает происходить на межкристаллических связях. Решается данная проблема по-разному, например, свариваемые детали охлаждаются водой.
Сварка нержавейки с черным металлом
Можно ли, и как сварить нержавейку с черным металлом? Вопрос, который требует особого подхода. Главное – правильно выбрать технология сваривания. Чтобы ее провести, можно использовать:
Кстати, в качестве присадочного материала нужно использовать нержавеющую проволоку.
Сказать, что первый способ сварки лучше, а второй нет, или наоборот, нельзя. В каждой технологии есть свои особенности и нюансы. К примеру, чтобы сварной шов при ручной электродуговой сварки был качественным, нужно использовать электроды, с помощью которых можно варить саму нержавейку. Вторая технология предопределяет использование присадки только из нержавейки. Причем в ее состав обязательно должны входить легированные добавки: никель и марганец, редко хром. Но в сварочном шве все же должно быть больше нержавеющей стали. Идеальный шов, если в составе его металла входит 40% чистой нержавейки.
Что касается плавящихся электродов, то они подбираются с учетом состава обоих свариваемых металлов: нержавейки и обычной стали. Все дело в том, что две заготовки могут отличаться не только техническими и механическими параметрами, но и разной степенью свариваемости, наличием или отсутствием легированных материалов, их процентным содержанием.
К тому же присутствие никеля в двух сплавах делит их на несколько категорий: легированные, низко- или высоколегированные, углеродистые или теплоустойчивые. Поэтому, выбирая электрод, придется все это учитывать. Хотя существует определенное правило сварки нержавейки и черной стали. Если хотите получить качественный шов без внутренних трещин – используйте расходник, который используется для сварки высоколегированных сталей. Стержень таких электродов обладает высокими прочностными характеристиками.
Марки каких электродов подойдут для сварки черной стали и стали нержавеющей:
- НИАТ-5 – прекрасно варит аустенитных металлов.
- ЦТ-28 – для нержавейки.
- Э50А – для сплавов с высоким показателем теплоустойчивости.
- ОЗЛ-25Б – для жаропрочных металлов.
Особенности сварки черного металла с нержавейкой
Особенность соединения двух разноплановых видов сталей заключается в том, что в процессе их нагрева происходит расплав. Металлы становятся мягкими, но нержавейка в этом плане становится текучей, как вода, а черная сталь приобретает вязкую консистенцию. Это и есть большая проблема. Решить ее можно только одним способом – использовать для соединения электрод для сварки нержавейки. К примеру, ОК61.30 – это универсальная марка, или ОК67.45 – этот электрод обычно используется в самых сложных ситуациях, к которым относится сварка нержавеющей стали и стали из черного металла.
Кстати, ручная электродуговая сварка плавящимся электродом в данной ситуации является самой простой по сравнению с другими технологиями. Но использование газосварки считается более качественным вариантом в плане получения шва высокого качества. Все дело в том, что присадочная проволока из нержавеющей стали снижает текучесть основного металла почти в три раза. Из этого можно сделать вывод:
- Если вам необходимо соединить детали из нержавейки и черного металла в домашних условиях, то выбирайте электродуговую сварку.
- Если нужно, чтобы соединение смогло выдержать приличные нагрузки, тогда лучше воспользоваться сваркой в среде защитного газа.
Кстати, аргоновую сварку часто для этих целей лучше не использовать, слишком дорого обойдется такое соединение. Можно ее заменить обычной газосваркой, используя в качестве присадки нержавеющую проволоку. Идеально будет, если зону сварки защитить флюсом. Но и его также придется выбирать из расчета сваривания двух разных сплавов.
Режимы для сварки
| Толщина соединяемых заготовок, мм | Диаметр электрода, мм | Род тока | Сила сварочного тока, А |
| 1 | 2 | постоянный | 30-60 |
| 2 | 3 | постоянный | 50-80 |
| 4 | 4 | постоянный | 90-130 |
Технология сварки
Как и во всех сварочных процессах, свариваемые заготовки необходимо подготовить: очистить кромки или торцы металлической щеткой до блеска, обезжирить, если есть такая необходимость. Для обезжиривания можно использовать растворитель или спирт. Если буде производится газосварка, то в стык укладывается флюс.
Сваривать черный металл и нержавеющую сталь лучше в нижнем положении. Таким образом, предотвращается растекание металла. Сваривание плавящим электродом должна производиться с соблюдением точных движений рук сварщика. В основном электрод должен располагаться ближе к черному металлу, потому что он меньше, чем нержавейка, становиться текучим.
При газосварке все эти же процесс происходят точно также, только медленнее. Шов надо формировать глубоким и широким. Чем больше однородного металла между заготовками, тем лучше. Самое главное никаких быстрых способов охлаждения, металл сварочного шва должен остывать медленно.
Конечно, чтобы добиться качества конечного результат, надо иметь опыт сваривания разнородных металлов. Поэтому после завершения сварочной процедуре рекомендуется провести контроль качества шва. Это можно сделать несколькими способами.
- С помощью обычного керосина. Его наносят на поверхность шва, а с другой стороны проверяют, не прошел ли он сквозь соединение заготовок. Если керосина с обратной стороны нет, то сварка прошла на высоком уровне.
- То же самое можно сделать, используя ацетон. Можно его подкрасить пигментом для лучшего проявления с обратной стороны сварного шва.
- Существует так называемый гидравлический способ контроля. Обычно с его помощью проверяется шов на прочность. Если чисто визуально были обнаружены дефекты стыка, то этот вариант проверки качества лучше не использовать.
Становится понятным, что приварить нержавейку к обычной стали, это достаточно ответственный процесс. Не зная тонкостей сварочной технологии, не зная правил выбора расходных материалов, сделать стальной стык качественным не получится. Самое главное, как показывает практика, это поймать ту середину, когда расплавленная нержавейка не стала сильной текучей. А при этом черный металл не остался твердым.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Сварка нержавейки своими руками: особенности и нюансы
Сварочные работы с необходимость соединить детали из нержавейки становятся настоящей проблемой для многих начинающих сварщиков. У данной разновидности стали есть множество нюансов, которые нужно учесть перед тем, как приступить к работе.

Как правильно и качественно варить нержавейку? Какие особенности сварки нержавеющей стали нужно знать? Какие электроды по нержавеющей стали выбрать, чтобы сварить металл в домашних условиях? На эти, и многие другие вопросы мы постараемся ответить в этой статье.
Содержание статьи
Общая информация
Существует общемировая классификация металлов, согласно которой нержавейка относится к классу высоколегированных сталей. А это значит, что такой металл будет особенно устойчив к коррозии и разрушению. Для потребителя это безусловный плюс, а вот для сварщика это скорее недостаток.
Устойчивость к коррозии обеспечивает оксидная пленка, покрывающая лист нержавеющей стали. Пленка состоит из хрома и кислорода, она невидима, но при этом способна к регенерации. Если поцарапать лист нержавейки, то пленка потеряет свои свойства, но спустя время восстановится. Отсюда невероятная долговечность использования изделий из нержавеющей стали.

Благодаря своим достоинствам нержавейка стала очень популярна, ее широко применяют при производстве изделий для быта и для крупной промышленности. Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
На этом фоне очень востребована сварка труб из нержавейки и любая сварка тонкой нержавейки. Любому мало-мальски опытному сварщику нужно уметь выполнять такой вид работ. Тем более, обучиться этому несложно. Все, что сказано в этой статье, относится и к домашней сварке.
Особенности сварки
Как мы уже писали выше, у данного металла есть некоторые нюансы. И все особенности сварки нержавейки нужно обязательно учитывать, чтобы выполнить работу быстро и качественно. Из основных особенностей можно выделить как раз оксидную пленку. Не пытайтесь полностью избавиться от нее, просто как следует зачистите металл перед сваркой, подготовьте поверхность. Для этого можно использовать шлифмашинку, или болгарку со шлифовальным кругом. Также можно использовать металлическую щетку. После такого метода обработки металл потеряет свою внешнюю привлекательность, так что его нужно будет потом отполировать до блеска.

Если вы все же располагаете свободным временем, то можете использовать метод травления. Он особенно хорош, если детали не очень большого размера. Для травления используют специальные растворы. Дома можно выполнить травление с помощью специальной пасты. Ее наносят с помощью толстой широкой кисти. Но учтите, что перед началом травления поверхность деталей нужно как следует вымыть и обезжирить.
Также не забудьте подготовить кромки, предварительно разделав их. Обратите внимание, что в сварном стыке обязательно должен быть зазор, чтобы у шва была свободная усадка в процессе охлаждения. Вернемся к подготовке кромок. Их также нужно тщательно зачистить щеткой и промыть ацетоном (или любым другим растворителем), чтобы обезжирить поверхность. Это поспособствует улучшению качества шва, а дуга будет гореть стабильно.
Способы сварки нержавейки
Сначала расскажем о плазменной сварке. Этот метод получил широкое распространение в последнее время. Можно варить нержавейку различной толщины. Суть плазменной сварки заключается в сужении дуги с помощью специального сопла. В итоге создается мощный поток плазмы, температура которой достигает 20 тысяч градусов по Цельсию.
Сварку нержавейки в условиях дома или крупного цеха можно провести и с помощью других способов. Самый популярный — TIG сварка. Она выполняется с помощью вольфрамовых электродов и в среде защитного газа (аргона, например). Этот метод особенно хорош, когда нужно сварить лист толщиной более 1.5 миллиметров. Чтобы сварить трубы или тонкие листы можно использовать ручную дуговую сварку в среде инертного газа.

Такая сварка часто называется ручной сваркой инвертором, поскольку для работы вам достаточно иметь полуавтомат инверторного типа и покрытые электроды. Такой метод сварки отлично подойдет для тонкой нержавейки (менее 1 миллиметра). На данный момент это два самых распространенных метода сварки нержавеющей стали, их широко применяют и в профессиональной, и в домашней практике. Далее мы подробнее разберем эти методы, позволяющие довольно качественно сварить нержавейку в домашних условиях.
Ручная сварка инвертором
Соединение нержавейки инверторной сваркой с применением покрытых электродов — это очень популярный метод, если у вас нет особых требований к качеству шва. Если вам нужно сварить стеллаж или залатать кастрюлю, то нет смысла использовать другие методы, поскольку они дороже и не оправданны в таких ситуациях. Ключевой элемент здесь не сам инвертор, а именно электроды. От правильного выбора которых как раз и зависит качество шва.
У покрытых электродов по нержавейке особый состав, точнее, особая обмазка, которая выполняет роль флюса. Качественные электроды должны формировать прочный надежный шов, стойкий к коррозии и перепадам температур. Мы рекомендуем марки ОЗЛ-6, ОЛИВЕР 29.9, НЖ-13. Конечно, это не весь перечень электродов, которые можно использовать для сварки нержавейки, но именно эти марки показали себя с наилучшей стороны в нашей практике.
Ручной дуговой сваркой нужно варить, установив постоянный ток и обратную полярность. Также установите пониженную силу тока (примерно на 10-20% процентов ниже, чем вы обычно используете). Ваша задача — равномерно и плавно проплавить металл, тем более вы будете использовать электроды небольшого диаметра и с небольшой тепловой энергией.
Сварка нержавейки инвертором не предполагает использование больших значений сварочного тока. Лучше не экспериментируйте с этим параметром, установите значение поменьше. Перегрев металла (а это очень вероятно, учитывая, что нержавейка обладает низкой теплопроводностью) может привести к деформации детали. В особо запущенных случаях у детали могут отламываться целые куски. Так что будьте готовы, что электроды для нержавейки плавятся довольно быстро по сравнению с другими стержнями, и здесь нужна предельная внимательность.
Чтобы сохранить положительные качества нержавеющей стали деталь нужно охладить после сварки. Мы рекомендуем обдувать деталь холодным воздухом, так охлаждение будет постепенным и шов не деформируется. Если качество не играет большой роли, то просто поместите деталь в холодную воду или полейте ею шов.
Если вам предстоит сварка тонколистовой нержавейки и шов должен получиться аккуратным, то обратите внимание на сварку в среде аргона.
Сварка в среде аргона
Сварку нержавеющей стали в среде аргона (или просто TIG («тиг») сварка — современный и очень популярный метод. Он отлично подойдет, если нужно сварить очень тонкие листы нержавеющей стали, при этом не деформировав их, и если к шву предъявляются особые требования по качеству. Сварка листовой нержавейки осуществляется в среде инертного газа (чаще всего именно аргона) и с применением вольфрамовых стержней.
Возможна сварка нержавейки переменным током и постоянным током, но в обоих случаях обязательна прямая полярность. Также нужно использовать присадочный материал, например, проволоку. Проволока должна быть изготовлена из высоколегированного материала. Важно выполнять работу с «твердой рукой», не отклоняясь в сторону. Иначе шов начинает стремительно окисляться, а это уже проблема.
Обратную сторону шва нужно защитить от воздуха с помощью аргона, которые будет поддуваться. Но это необязательно. Также мы рекомендуем поджигать дугу бесконтактным методом, на специальной пластине, а затем переносить ее на нержавейку. После того, как окончите процедуру, не выключайте сразу газ. Подождите 10 секунд, и только затем выключите. Так вольфрамовые электроды будут меньше окисляться и их срок службы продлится.
Вместо заключения
Варить нержавейку не так уж сложно, как кажется на первый взгляд. Тем более, вы можете выбрать один из двух способов: варить электродами по нержавейке или решить, что сварка нержавейки переменным током в среде аргона для вас предпочтительнее. В любом случае, практикуйтесь как можно больше. Это крайне полезный навык, и он поможет улучшить ваши профессиональные способности.
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварка нержавеющей стали (нержавейки) – основные моменты
Нержавеющая сталь нашла свое применение во многих сферах жизнедеятельности человека: тяжелом машиностроении, строительстве, производстве бытовой электроники, пищевой и химической промышленности и т.д. Практически во всех перечисленных областях для производства изделий используется сварка нержавейки как один из наиболее эффективных способов соединения деталей.
Известно, что данный тип металла обладает антикоррозионными характеристиками из-за добавления в его состав хрома, который при взаимодействии с атмосферным кислородом образует оксидный барьер, защищающий железо от окисления. Помимо хрома, нержавеющая сталь может включать и другие компоненты (никель, титан, молибден). Добавление в состав вспомогательных элементов дает возможность изменять свойства материала, что и определяет сферу его применения.
Классификация нержавеющих сталей
Процесс сварки нержавейки считается более сложным, чем сварка обычных стальных изделий. Это связано с уникальной микроструктурой металла, которая зависит от преобладающей кристаллической фазы. Наличие того или иного компонента приводит к разной реакции на термообработку, поэтому выбор способа сваривания во многом зависит от класса материала.
- Аустенитный класс.
В таком сплаве основной фазой выступает аустенит. Дополнительными элементами обычно являются хром (до 20%) и никель (до 10%). Хром способствует антикоррозийности, а никель – пластичности, что позволяет применять данный материал в машиностроении. При термообработке аустенитные сплавы не теряют своих характеристик, поэтому хорошо переносят сварочный процесс. - Ферритный класс.
Основной фазой в этом случае является феррит. Добавление хрома придает изделию антикоррозионные свойства, однако, в отличие от аустенитного, ферритный сплав не обладает большой гибкостью. Главной особенностью ферритов является повышенная устойчивость к агрессивным средам, поэтому такой материал часто используют в химической промышленности. Вместе с тем, устойчивость к сверхвысоким температурам делает его неудобным для сварки. - Мартенситный класс.
Наличие в качестве основной фазы мартенсита придает металлу повышенную твердость. Мартенситный сплав в основном применяют для изготовления работающих на износ деталей и режущих инструментов (ножей). В то же время, материал является довольно хрупким, это нужно учитывать во время его обработки и эксплуатации.
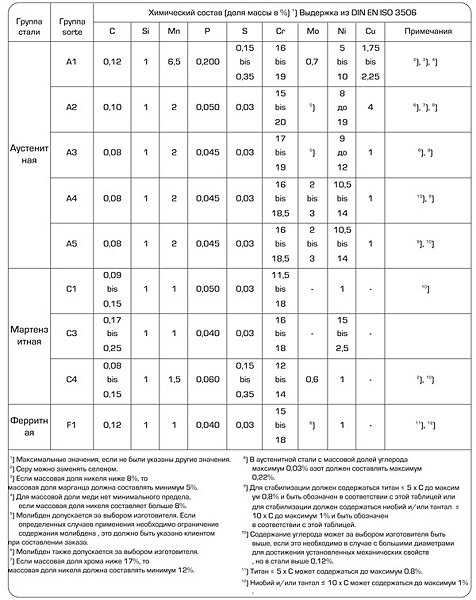
Классификация материалов
Как осуществляется сварка нержавейки
Перед выполнением сварки нержавеющей стали необходимо ее подготовить. Очень важно уделить внимание кромкам свариваемых деталей – они должны быть зачищены до стального блеска. Также следует обезжирить поверхность с помощью растворителя, авиабензина или ацетона.
Обзор техпроцесса
Для сваривания нержавейки можно применить одну из следующих технологий:
Ручная MMA-сварка, как правило, используют при отсутствии высоких требований к качеству шва. Основная сложность данной технологии заключается в правильном выборе электрода, который нужно подбирать в соответствии с маркой металла. Обычно для таких целей применяют электроды с основным покрытием, изготовленным из карбонатов магния и кальция, или рутиловым покрытием, созданным на основе двуокиси титана. Если в первом случае сваривание осуществляется исключительно обратнополярным постоянным током, то во втором допускается применение тока с переменной характеристикой.
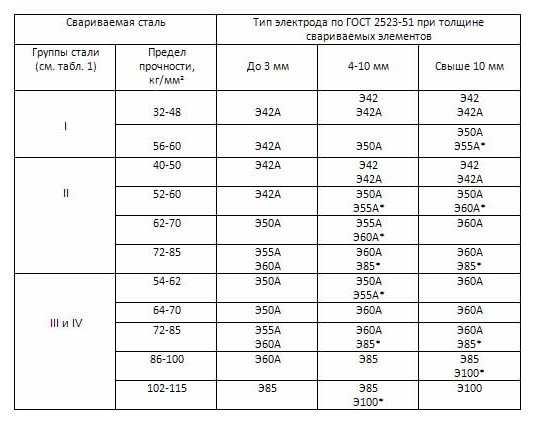
Таблица для подбора электродов
TIG-сварка эффективна для сваривания тонких листов нержавейки. Чтобы добиться высокого качества шва, следует использовать присадочную проволоку с более высоким уровнем легирования, чем у основного металла. В качестве защитной среды зачастую применяется 100% аргон, однако в некоторых случаях для повышения стабильности дуги и увеличения скорости процесса аргон могут разбавлять гелием.
TIG сварка изделий из нержавейки
TIG сварка выхлопных систем

Аргонодуговая сварка TIG с вольфрамовым электродом
Полуавтоматическая технология MIG/MAG является наиболее универсальной для сварки нержавеющей стали, так как позволяет работать с разными толщинами: для тонких листов подходит метод короткой дуги, для толстых – струйного переноса. С целью защиты шва обычно используют смесь аргона (98%) с диоксидом углерода (2%). Не рекомендуется увеличивать концентрацию углекислоты и, тем более, применять ее в чистом виде, поскольку это приводит к появлению металлических брызг и нарушению структуры шва. Подробнее о сравнении углекислого газа и сварочных смесей читайте в нашей статье.
Особенности работы с нержавеющей сталью
Приступая к сварочному процессу, необходимо учитывать несколько важных моментов, характерных для нержавейки:
- Данный материал обладает меньшей теплопроводностью, чем обычное железо. Поэтому во избежание высокой концентрации тепла в районе шва с дальнейшим прожогом детали сварочный ток необходимо уменьшать на 20-30%.
- Из-за повышенного электрического сопротивления металла электроды нагреваются гораздо сильнее, что приводит к их более быстрому износу.
- Нержавеющая сталь отличается высоким коэффициентом линейного расширения. При сваривании деталей большой толщины важно выдерживать определенный зазор для нормальной усадки шва. В ином случае возможно появление трещин.
- В режиме термообработки возникает вероятность снижения антикоррозионных свойств в месте соединения деталей. С целью предотвращения такой ситуации шов следует оперативно охлаждать. Для этого используют разные способы, например, подкладывают под место соединения медную пластину или снижают его температуру с помощью холодной воды.
Сваривание изделий из нержавейки это распространенная задача на производстве. Как показывает практика, попытки сэкономить на качестве защитных газов приводят к уменьшению надежности и долговечности сварного соединения. Качество имеет первостепенное значение для всего результата работы. Например, здесь можно ознакомиться с защитными газовыми смесями, которые применяются для различных видов металлов, и их типовыми характеристиками.
xn--80affkvlgiu5a.xn--p1ai
соединение нержавеющих сталей с черным металлом, труб, тонкой, флюс, точечная, лазерная,
Главная страница » О сварке » Сварка нержавейки
Нержавеющая сталь благодаря своей стойкости к окислению имеет широкое распространение в различных промышленных отраслях: строительная, пищевая, химическая, целлюлозно-бумажная и многие другие сферы деятельности. Также коррозионностойкие стали активно применяются для производства изделий и конструкций, предназначенных для бытового использования.
Особенности сварки нержавейки
Сварка по нержавеющей стали имеет несколько особенностей. Данные специфические характеристики необходимо учитывать, чтобы предотвратить появление дефектов сварного шва.
1. Нержавейка имеет склонность к потере коррозийной стойкости. Стали с высоким содержанием хрома при воздействии температур свыше 500°С освобождают частицы железа и хрома. Чтобы предотвратить появление окисления, следует быстро охлаждать шов сразу после сварочного процесса.
2. Высокий уровень линейного расширения и усадки нержавейки приводит к небольшому изменению размера в месте обработки. При нагреве металла происходит «расширение», при охлаждении — «сужение».
3. Теплопроводимость нержавейки практически в два раза меньше, чем у остальных свариваемых материалов. Данный параметр способствует неравномерному нагреву изделия, температура «скапливается» в месте соединения. Чтобы избавиться от лишнего тепла, необходимо устанавливать величину тока меньше на 15-20%.
Способы сварки нержавейки
Существует большое количество ручных и механических способов, чтобы сварить нержавейку.
РДС

1. Ручная дуговая покрытыми электродами применяется для осуществления бытовых и производственных сварочных работ. Основная сложность данного способа — подобрать электрод. Для этого следует определить марку обрабатываемых сталей, по ГОСТу выяснить свойства материалов и правильно выбрать оптимальный вариант сварочных материалов. Сваривание, в большинстве случаев, производится постоянным током обратной полярности.
Ручная электросварка нержавейки электродами имеет следующие преимущества:
- соединение может проводиться в труднодоступных местах;
- большое разнообразие электродов позволяет сваривать нержавейку различных типов;
- простота сварочного процесса, мобильность, легкость и ценовая доступность оборудования.
Недостатки: вредные условия труда:
- выделение газов, высокая температура, яркий свет от горения дуги;
- необходимость специальных средств защиты для сварщика;
- качество сварных швов зависит от уровня мастерства и навыков исполнителя;
- невысокая производительность, по сравнению с другими способами.
Аргон
2. Сварка нержавеющих сталей аргоном обладает следующим преимуществами:
- газ обеспечивает надежную защиту сварочной ванны, что обеспечивает качество соединения;
- незначительный нагрев изделия позволяет работать с деталями сложной конфигурации;
- возрастание скорости работ достигается за счет высокой температуры дуги.
Недостатки: необходимость в сложном сварочном оснащении; исполнитель должен обладать специальными знаниями и достаточным опытом.
Далее будут проанализированы отдельные виды сваривания аргоном, с помощью которых можно варить нержавейку.
Вольфрам

2.1. Аргонодуговая сварка с использованием вольфрамовых электродов применяется при повышенных требованиях к соединению. Данный способ сваривания нержавейки рекомендуется для работы с тонкими коррозионностойкими сталями.
Кроме этого, такой метод подойдет для сваривания труб, работающих под давлением. Работы осуществляются постоянным и переменным током в среде газа аргона.
Сила тока зависит от толщины металла основного изделия и варьируется в значительных величинах — 30-150 А. Главная составляющая процесса — горелка, движения которой контролируются исполнителем. Контроль за подачей сварочной проволокой также осуществляет сварщик.
Достоинства: высокое качество соединения; равномерное по глубине проплавление металла. Недостатки: исполнитель должен обладать высокой квалификацией и достаточным опытом; низкая производительность.
Остальные важные детали сварки нержавейки с помощью электродов рассмотрены в статье «Сварка нержавейки электродом».
Полуавтомат
 2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
2.2. Существует также механизированный (полуавтоматический) вид аргонодуговой сварки. Часть работы выполняет исполнитель, он управляет сварочным аппаратом. Подача присадочной проволоки выполняется автоматически. В качестве защитного газа также используется аргон.
В некоторых случаях, например при сваривании толстостенных изделий, применяется не чистый аргон, а с примесью углекислоты (2%). Для снижения стоимости работ можно использовать соотношение 70% аргона и 30% углекислоты. Сваривание производится с применением постоянного тока обратной полярности.
Полуавтоматическая аргонная сварка может выполняться с применением трех технологий:
- короткая дуга;
- струйный перенос;
- импульсный режим.
Первый вариант подходит для сваривания тонкого металла, так как данная технология снижает возможность прожига металла.
Метод струйного переноса применяется к деталям, отличающимся значительной толщиной.
Импульсный режим является наиболее точным и контролируемым, обеспечивает высокое качество, подходит для исполнителей с небольшим опытом работ. Металл подается в сварочную ванну каплями, это позволяет исключить даже незначительно разбрызгивание. Данный вид идеально подойдет для работы с изделиями средней толщины и толстостенными деталями.
Автоматическая сварка
2.3. Полный автоматический режим аргонодуговой сварки подразумевает, что управление движениями электрода и контроль за подачей присадочной проволоки выполняет автомат.
Под флюсом
3. Сварка коррозионностойких сталей под флюсом. Правильно выбранный флюс для нержавейки позволяет решить целый ряд задач:
- защита расплавленного металла от воздействия внешней среды;
- обеспечение стабильного горения дуги;
- снижение энергозатрат;
- предотвращение разбрызгивания;
- улучшение условия для качественного формирования шва.
Суть сварочного процесса заключается в следующем: дуга, которая находится между проволокой и основным металлом, горит под гранулированным слоем флюса.
Выделяют три основных вида сварки нержавейки под флюсом.
3.1. При ручном способе держатель сварочного полуавтомата вручную перемещается исполнителем вдоль сварного шва.
3.2. Полуавтоматическая является более удобным способом соединения. Подача проволоки осуществляется автоматически. Сварщик направляет проволоку и и перемещает дугу вдоль сварного шва с помощью электрододержателя. Данный вид сваривания применяется для работы с конструкциями, швы которых имеют малый радиус кривизны; а также для коротких швов или соединений, расположенных в труднодоступных местах.
3.3. Автоматическая проводится с помощью автоматической установки. Аппарат производит следующие действия:
- выполняет подачу электродной проволоки и флюса в рабочую зону;

- перемещает дугу вдоль шва;
- поддерживает стабильное горение дуги.

Данный вид целесообразно использовать для сварки металла значительной толщины в ответственных конструкциях.
3.4. Следует также отметить роботизированную сварку под флюсом, использующуюся для сваривания ровных поверхностей и угловых швов.
3.5. В последнее время исполнители стали чаще использовать тандемную технологию сварки под флюсом. Два электрода расположены параллельно друг к другу и в одной плоскости. Тандемная автоматическая сварка улучшает качество соединения.
Контактная
4. Контактная сварка коррозионностойких сталей может выполняться по двум технологиям:
- точечная сварка нержавейки осуществляется при меньших силах тока, что позволяет уменьшить время цикла и исключить возможность прожога, а также снизить возможность образования карбидов, которые могут привести к окислению;
- роликовая гарантирует высокую надежность соединения; данная технология, чаще всего применяется для сваривания неответственных швов.
Оба вида подойдут для сваривания тонкой нержавейки.
Холодная

5. Холодная сварка не подразумевает плавление металла. Воздействие на изделие оказывает приложенное давление. Холодная сварка не требует использования специального оборудования. Она представляет собой клей с присадками, которые применяется для ремонта труб и исправления мелких дефектов.
Лазерная
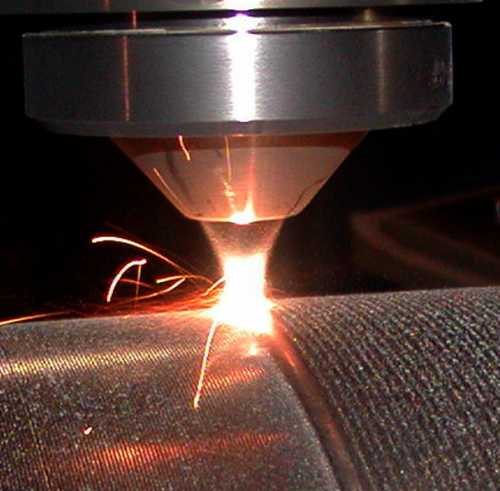
6. Лазерная сварка нержавейки представляет собой уникальный процесс соединения, при котором выполняется прогрев необходимых деталей и их расплавление с помощью узконаправленного лазерного луча.
Данная технология обладает следующими достоинствами: высокая точность и скорость проведения работ; нет необходимости в вакуумной среде; можно сформировать шов различной геометрии; качество шва позволяет изготавливать герметичные соединения.
Недостатки: дорогое оборудование; низкий КПД, который составляет 1-2%; отсутствие возможности сформировать толстое соединение.
Плазменная
7. Плазменная сварка нержавейки бывает двух видов:
- ручное соединение выполняется с помощью дуги, которая формируется между основным металлом и электродом. Сваривание проводится на переменном токе 0,1 -15 А.
- автоматическая плазменная сварка осуществляется с помощью плазмотрона; на изделие воздействует мощный пучок плазмы переменного тока силой свыше 100 А и потока газа.
Сварка нержавейки с черным металлом
 Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
Сваривание изделий из разных видов металлов сопровождается следующими проблемами: различные температуры плавления, отличные друг от друга физические и химические свойства. Наиболее распространенными способами сваривания коррозионностойких сталей и черного металла являются:
1. Сварка с помощью электродов с обмазкой осуществляется постоянным током обратной полярности. Рекомендуется выбирать расходники, предназначенные для разнородных сталей. Также можно использовать высоколегированные электроды, которые позволяют получить соединение высокой прочности. Величина напряжения подбирается в зависимости от ширины и глубины шва. При выполнении работ следует обратить внимание на следующие нюансы:
- место соединения должны быть однородным;
- остывание должно происходить без принудительного воздействия;
- чтобы предотвратить вытекание расплавленной присадки из области шва, следует проводить сваривание в нижнем, горизонтальном или наклонном пространственных положениях;
- различия в свойствах металлов могут приводить к тому, что шов будет ржаветь.
2. Сварка вольфрамовыми электродами менее востребована из-за более высокой стоимости этого вида сварочных материалов.
Сварка труб из нержавейки

Для сваривания нержавеющих труб следует применять следующие способы соединения:
1. Дуговая сварка с использованием вольфрамовых электродов в газовой среде применяется для труб, чьи стенки имеют толщину от 1,5 мм. и выше.
2. Плазменная сварка может использоваться с для соединения труб с различной толщиной стенок.
3. Полуавтоматическая сварка под флюсом предназначена для изделий с толстостенными стенками (свыше 10 мм).
4. Импульсный режим полуавтоматической сварки, выполняющийся в среде защитных газов, подойдет для нержавейки толщиной до 2 мм. Работы осуществляются короткой дугой с помощью плавящегося электрода.
5. Метод струйного переноса полуавтоматической сварки предназначен для работы с толстым металлом.
6. Однако, наиболее распространенным и востребованным способом является ручное сваривание труб из нержавейки. Работы проводятся на постоянном токе обратной полярности с помощью электродов с основным и рутиловым видом обмазки. Подробнее об этом здесь.
Сварка тонкой нержавейки
Сварка любого тонкого металла, в том числе и корозионностойких сталей, требует от сварщика наличия опыта и знаний. Следует выбрать одни из представленных методов для соединения тонкой нержавейки:
1. Самым простым вариантом является использование сварочного аппарата и специальных электродов для нержавейки. Важно устанавливать силу тока меньшую, чем при сваривании обыкновенной стали (примерно на 20%). Преимущество данного способа — отсутствие необходимости в дополнительных инструментах и подготовительных процедурах. Главный недостаток — невысокое качество соединения. Особенности сварочного процесса тонкой нержавейки с помощью электродов представлены здесь.
2. Сваривание тонкой нержавейки также может проводиться в среде аргона. Данный способ является более безопасным. Газ защищает формирующееся соединение от воздействия кислорода, помогает избежать дефектов и брака, обеспечивает оптимальный подогрев рабочей области для снятия напряжения. Высокая себестоимость затрудняет применение этого метода в домашних условиях.
Сварка разнородных сталей: нержавеющей и обычной
Сварка нержавейки и стали может осложняется, если не принимать во внимание важные нюансы:
- разнородные металлы обладают неодинаковой свариваемостью;
- нержавеющая и обычная стали имеют различные физико-механические свойства;
- для получения качественного соединения нужно применять только нержавеющую присадку. Состав данной присадки должен иметь намного больше марганца и никеля, чем содержится в нержавейке; данный подход сохраняется и при выборе штучных покрытых электродов;
- наличие основного металла в соединении не должно превышать 40%.
Для сваривания нержавеющей и обычной сталей следует использовать следующие методы соединения:
1. Ручная дуговая сварка покрытыми электродами. Выбор сварочных материалов осуществляется на основе химических и физических характеристик обоих материалов.
2. Полуавтоматическое сваривание также применимо для соединения данных сталей.
3. Ручная сварка вольфрамовыми электродами в среде аргона выполняется переменным током.
4. Чаще всего исполнители применяют для соединения нержавеющей и обычной сталей технологию MIG. Полуавтоматический или автоматический процесс осуществляется в защитной среде с помощью плавящегося электрода.
weldelec.com
Чем сварить нержавейку: способы, технологии, правила, видео
Процедура сварки нержавейки в целом довольно не простая, а в домашних условиях она усложняется некоторыми факторами, но вполне выполнима. Сплав, содержащий никель и хром в целом неплохо контактируют друг с другом. Проводя сварку подобных металлов необходимо принимать во внимание их физические и химические свойства. Лишь зная особенности сплава и особенности работы с ним можно рассчитывать на успешное завершение операции.

Разновидности нержавейки
Как в промышленных условиях, так и бытовых при сварке нержавеющей стали требуется правильный выбор методов работы, которые учитывают вид обрабатываемого сплава. Исходя из основных свойств можно классифицировать следующие типы:
Аустенитная
Получила название по основной своей фазе. Сплав имеет высокое содержание хрома (18%) и никеля (10%). В качестве примера можно назвать пищевую сталь AISI 304 (08Х18Н10 по ГОСТ), которую широко применяют в производстве посуды и строительных элементов. Отсутствуют магнитные свойства, хорошая пластичность, высокая механическая прочность и химическая стойкость.
Мартенситная
Имеют специфичную внутреннюю структуру – низкое содержание углерода (0,10-0,12%) и хрома (до 13%). Сплав отличается высокой твердостью, но одновременно хрупкостью. Подобная нержавеющая сталь в основном используется в производстве режущих инструментов, крепежа, применяемых в неагрессивной среде. При проведении должной термической обработки приобретается соответствующая вязкость и стойкость к температуре. В качестве примера можно назвать AISI 410 (12Х13 по ГОСТ).
Ферритная
Имеет среднее содержание хрома. Закалка подобной нержавейкине проводится, отличная устойчивость к агрессивным средам. Обладают меньшей пластичностью, чем аустенитная и хрупкостью, чем ферритная. Трудносвариваемый сплав. Примером может служить AISI 430 (12Х17 по ГОСТ). Хром — 17%, углерод — 0,10-0,12%.
Почему сложно сваривать нержавейку
Сварка нержавеющей стали осложняется тем, что это высоколегированный сплав, который имеет значительное содержание компонентов, оказывающих влияния на основные свойства. В данном случае это хром. Содержание этого материала в сплаве может достигать 30%. Хром, аналогично никелю, титану, марганцу и молибдену обеспечивает антикоррозийную защиту, но одновременно влияет на другие свойства, снижающие уровень свариваемости.
Проводить сварочные работы нержавеющей стали необходимо с учетом следующих особенностей сплава:
- Высокий коэффициент линейного расширения. Это свойство всегда приводит к существенной деформации свариваемых элементов. В ситуациях, когда соединяются толстые детали и не предусматривается зазор, деформация способна способствовать возникновению больших трещин.
- Невысокая теплопроводность. Эта характеристика до 2 раз ниже, чем в случае с низкоуглеродистыми сплавами. Подобное свойство приводит к сквозному проплавлению деталей (особенно тонких) даже при незначительных силах тока.
- Межкристаллическая коррозия. В процессе значительного нагревания (более 500°С) в нержавейке происходит такой процесс. Характеризуется он тем, что в структуре металла возникает прослойка, состоящая из карбида хрома и железа. Исключается подобный фактор путем щепетильного выбора режимов сваривания и проведением дополнительного охлаждения соединяемых элементов, например, водой. Но при этом следует учитывать, что использовать для охлаждения воду возможно исключительно в случае с обработкой хромоникелевой стали с аустенитной структурой.
Существует и еще один негативный фактор, влияющий на результативность работы. Низкая теплопроводность и повышенное электрическое сопротивление способствуют сильному нагреву электродов с хромоникелевым составом. Для исключения данного негативного влияния варить нержавеющую сталь необходимо соответствующими электродами длиной до 35 сантиметров.

Как подготовить металл
Сваривать сплав можно как обычным дуговым, так и аргонодуговым сварочным аппаратом. Однако вне зависимости от способа необходима предварительная подготовка заготовок. Процесс подразумевает выполнение следующих операций:
- Очищение от загрязнений.
- При соединении тонких пластин (0,5-1,5 мм) необходимо плотно прижать друг к другу.
- При сваривании деталей толщиной более 4 миллиметров необходимо провести разделку кромок, которая нужна для лучшего проваривания, так как швы получаются чуть шире и глубже. Осуществляется с помощью УШМ или напильника.
- Выставить зазор в 1-2 миллиметра.
- При стыковании деталей более 7 миллиметров желательно их прогреть.
- Для надежной фиксации в процессе работы рекомендуется использовать струбцины или прихватки.
- Начало сваривания.
Способы сваривания нержавеющей стали
Соединение деталей из нержавейки может проводиться по нескольким технологиям:
- Аргонодуговая – применяются вольфрмовые электроды и режимы работы AC/DC TIG.
- Ручная дуговая (режим ММА).
- Полуавтоматическая электросварка с использованием защитной аргоновой среды (режим MIG). При этом используется проволока из нержавейки.
- Холодная сварка. Процесс не предполагает нагревание и плавление сплава при его соединении. Стыковка производится под воздействием значительного давления.
Из перечисленных методов некоторые весьма распространены, а отдельные не очень. В каждом конкретном случае решение о выборе способа сварки принимается в соответствии с текущими условиями и требованиями к конечному итогу.

Ручной и полуавтоматический способ с использованием аргона (AC/DC TIG, MIG)
При ручном сваривании нержавейки используются вольфрамовые электроды. Благодаря подобной технологии даже в домашних условиях возможно получить качественное и надежное соединение, даже довольно тонких. Сваривание подобными электродами зачастую осуществляется труб из нержавеющей стали, которые транспортируют разнообразные газы или жидкости.
Метод обладает некоторыми нюансами.
- Для исключения попадания вольфрама (из электрода) в зону сварочной ванны дуга поджигается бесконтактным способом. Если на заготовке это провести невозможно, то дуга поджигается в стороне и не торопясь перемещается на свариваемые детали.
- Проводиться работа может на аппарате как с постоянным, так и переменным током.
- Режим выбирается в соответствии с толщиной заготовок. Сюда относится выбор толщины электрода из вольфрама, типа проволоки для присадки, род тока, скорость подачи защитной среды (газа) и скорость проведения работы.
- Важным моментом является то, что степень легирования проволоки для присадки должна быть больше, чем у свариваемой нержавейки.
- Во время сварки нельзя проводить колебательные движения электродом. В противном случае нарушается сварочная зона, а металл начинает окисляться.
Работая по подобной технологии возможно снизить расход электрода из вольфрама. Необходимо лишь после завершения сварки на протяжении секунд 15 не прекращать подачу защитного газа. Благодаря этому раскаленный электрод защищается от активных процессов окисления.
Полуавтоматическая сварка нержавеющей стали, по-большому счету, не отличается от ручной работы. Главным различием будет подача присадочной проволоки специальным оборудованием. Именно частичная автоматизация процесса позволяет увеличить точность сварки и скорость проведения работы.
Ручная дуговая
Является наиболее распространенным способом сваривания нержавеющей стали. Он не отличается высокой сложностью и доступен для выполнения в домашних условиях. Однако одновременно не позволяет добиться идеальных швов.
Для проведения работ потребуется инвертор. Чтобы качественно провести задуманную операцию с приемлемым качеством соединения необходимо приобрести специальные электроды для нержавейки. Их можно разделить на 2 вида:
- Имеющие рутиловое покрытие. Позволяют работать с постоянным током обратной полярности, формируют условия для незначительного разбрызгивания металла, поддерживают стабильное горение дуги.
- Имеющие покрытие из карбоната магния и кальция. Аналогично предыдущим работают с обратной полярностью на постоянном токе.
Для того, чтобы разобраться с каким рабочим элементом начинать работать следует обратиться к ГОСТ 10052-75. Именно в нем рассматриваются подобные расходники и определяется тип для определенного вида металла или сплава. Для правильного выбора потребуется определить тип нержавейки, с которой придется работать.
Полуавтоматическая в среде аргона
Нержавеющая сталь может свариваться и полуавтоматом. В общем процедура будет выглядеть более изящной и позволять отлично сваривать детали любых толщин. В качестве источника тока может выступать инвертор или выпрямитель с постоянным напряжением. Масса будет размещаться на деталях, а плюсовой контакт – на специальной горелке.
Горелка представляет собой устройство, которое одновременно осуществляет подачу в рабочую зону сварочного тока и защитного газа. Присадочным материалом выступает специальная проволока, подающаяся в автоматическом режиме.
Важной особенностью является то, что присадочная проволока должна быть из такого же материала, как и свариваемые элементы. Сечение и скорость подачи определяются в зависимости от толщин деталей и их размещения в пространстве. Для комфортной работы рекомендуется использовать следующие значения:
В промышленных условиях при необходимости создания особо прочного шва, стойкому к химически агрессивному воздействию, применяется порошковая проволока. Она обладает трубчатым сечением, а внутри размещается флюс, с помощью которого дополнительно защищается зона сваривания. После того, как наложение шва окончено, застывший флюс образует защитную поверхность.
Стоимость полуавтоматических аппаратов выше, чем инверторов. При этом потребуется дополнительное оборудование (баллон с газом, редуктор, шланги) и навыки работы с ним. Однако подобная технология работы позволяет увеличить скорость сваривания и улучшить качество шва.
Холодное сваривание
Этот метод единственный, который не предполагает применение специальных аппаратов и устройств, а также нагрева деталей.
По своей сути, это разновидность двухкомпонентного клея со специальными присадками.
Холодную сварку в основном применяют во время ремонта трубок, емкостей из нержавеющей стали. Может использоваться как в сухих емкостях, так и заполненных жидкостью.
Производится в форме трубочки. Процесс применения очень прост: поверхность очищается от загрязнений и наносятся заметные царапины. Для улучшения сцепления поверхностей рекомендуется провести обезжиривание. От трубки отделяется небольшая часть, которая соответствует размеру образовавшегося отверстия или трещины. Далее необходимо размять кусочек в руках и разогреть его. После этого наносится в достаточном объеме на трещину. Следует обратить внимание на то, что наносить тонким слоем не стоит, так как после высыхания она может раскрошиться. Лучше разместить кусок с запасом по толщине. По завершению застывания нужно провести полировку.
Работа с холодной сваркой и нержавейкой имеет свою нюансы:
- Временный эффект. Материал можно использовать в качестве временного устранения в неотложном случае. Спустя определенное время произойдет разрушение состава и отверстия появятся вновь.
- Не эффективна с разнородными материалами.
- Не подойдет для соединения двух деталей. Прикладываемые нагрузки на швы будут критические и в итоге разрушать их.
Однако за счет низкой цены, малого расхода и простой технологии работы повышают удобство данного метода.
Сваривание разнородных металлов с нержавейкой
При необходимости соединения сварным швом разнородных сплавов следует учитывать физико-химические свойства каждого из них и подбирать соответствующие режимы работы и расходные элементы. Именно присущие свойства каждого металла будут передаваться швам, а если какая-либо составляющая будет выгорать, то характеристики станут передаваться неравномерно.
Разберем нюансы сварочного соединения в домашних условиях латунных, медных и титановых деталей.
Главной особенностью титана является то, что металл обладает высокой прочностью, стойкостью к агрессивным средам, жаростойкостью и пластичностью. В сварных швах титана с разнородными сплавами будет присутствовать водород. Это оказывает негативное воздействие и способствует растрескиванию, особенно если дополнительно включается азот.

Технология сварки титана с нержавейкой выглядит следующим образом:
- В соответствии с ГОСТ необходимо защитить место сваривания от насыщения газами и понижение уровня азота до 0,05%.
- Может использоваться дуговая сварка в защитном газе или точечная контактная. Промышленность задействует также лазерные сварочные аппараты.
- В качестве присадки применяется специальная проволока для соединения титановых деталей.
Соединение медных деталей с нержавеющей сталью также сопровождается техническими сложностями в связи с невысокой температурой плавления меди и ее высоким уровнем поглощения веществ в газообразных состояниях. Эти свойства значительно осложняют проведение сваривания толстых медных деталей обычными электродами даже с использованием защитных газов.
Наиболее перспективным способом будет использование вольфрамовых электродов в аргоновой среде. Однако в отдельных случаях медную проволоку можно использовать в качестве присадки, так как она способствует улучшению качества сварных швов. Иногда можно вместо аргона применять азот. Правда в этом случае вольфрамовый электрод расходуется быстрее, что снижает экономическую целесообразность использование азота. Наибольшая эффективность достигается при совместном использовании вольфрамовых электрод в аргоновой среде, а в азотной – графитовых.
Процесс сварки латуни с нержавейкой весьма затруднен. Латунь обладает значительным количеством цинка, снижающего прочность соединений с любыми разнородными сплавами. Прочность соединения минимальна. В этом случае целесообразнее проводить пайку. Нержавеющая сталь с латунными деталями может соединяться с помощью легкоплавких припоев, но их расход будет чувствительным. При этом образовавшееся соединение не будет иметь свойств, присущих латуни, поэтому будет обладать достаточной прочностью.
Как исключить дефекты при сварке
Процедура сваривания нержавейки обладает своими особенностями. Без их учета и проработки могут возникать определенные дефекты на сварных швах и отрицательные свойства. Например, спустя определенное время в определенных точках вокруг швов могут возникать очаги «ножевой» коррозии.
Итогом воздействия повышенной температуры становится возникновение горячих трещин. Они формируются из-за того, что сварные швы обладают аустенитной структурой. Хрупкость швов объясняется продолжительным влиянием повышенных температур и стигматации.
Для исключения возникновения горячих трещин используется специальные присадочный материал, добавляющий шву прочности. В этом случае процентное содержание феррита в сплаве будет составлять не менее 2%. Для этих же целей используется дуговая сварка и малую длину дуги. Не нужно кратер сварочной ванны выводить на основную плоскость металла.

Автоматический сварочный процесс целесообразно проводить при небольшой скорости. Оптимально провести работу с меньшим количеством подходов. Благодаря повышению скорости и работе с короткой дугой значительно снижается риск возникновения деформации, а также достигается экономия на материале. Максимальная скорость сваривания нержавеющей стали способствует увеличению стойкости к коррозийным явлениям.
Представленные видео помогут разобраться с самыми актуальными способами сваривания нержавеющей стали: при помощи электродов и инвертора и инвертором с защитным газом – аргоном. Исходя из планируемого конечного результата, вы обязательно подберете оптимальный для себя.
oxmetall.ru
Как приварить нержавейку к черному металлу
Сварка двух деталей из различных видов металла сопряжена с определенными трудностями: отличия температуры плавления, химические и физические свойства. Для решения этих задач используют различные методы. Чаще всего возникает вопрос, как правильно сварить вместе нержавейку и черный металл. Для этого следует ознакомиться с особенностями процесса.
Трудности сварки разнородных сталей
Для обеспечения качественного сварного шва необходимо учитывать толщину заготовок, направление сварки, режим работы аппарата и марку электродов. В месте соединения при температурном воздействии будут происходить специфические процессы.

Нужно учитывать следующие нюансы сварки нержавейки и черного металла:
- Использование присадки из нержавеющего состава. В ней должно быть больше никеля, марганца и хрома. Это обеспечит хорошую связь с металлами.
- Заполнение шва основным металлом – до 40%, по 20% от черного и нержавейки. Остальной объем заполняется присадкой. Показатель для основного материала можно изменить в меньшую сторону, используя автоматический или полуавтоматический режим сварки.
- При выборе электрода учитывается химический состав свариваемых материалов, их физические свойства при расплавлении.
Главная задача при выполнении этого типа работ – добиться максимально качественного сварного шва. Явные признаки неправильно выбранного режима работы аппарата или марки электрода – формирование каверн, неоднородностей в месте соединения материала.
Описание способов сварки нержавейки и черного металла
Самый распространенный метод качественного соединения заготовки из нержавеющего металла и черного — электродуговая сварка. Ее можно сделать с помощью инвертора или другого аппарата. Для стабильной дуги необходимо использовать постоянный ток, его величина определяется шириной и глубиной шва. Также можно использовать дополнительные возможности сварочного аппарата: форсированный старт, стабилизация дуги, предотвращение прилипания электрода. Это поможет сделать качественное соединение.

При выполнении работ следует обратить внимание на такие тонкости:
- Направление сварки. Важно, чтобы расплавленная присадка не вытекала из области шва. Поэтому не рекомендуется выбирать вертикальное или потолочное положение заготовки.
- Место соединения должно быть однородным. Точечный метод в данном случае будет неэффективным и значительно снизит качество состыковки металлов.
- Технология остывания соединения. Нельзя воздействовать низкими температурами, так как разница температурного расширения станет причиной появления дефектов. Остывание должно происходить естественно, при положительной температуре.
- Из-за разницы в свойствах шов будет ржаветь. Это необходимо учесть при дальнейшей эксплуатации металлоконструкции.
Для получения по-настоящему качественного соединения рекомендуется использовать аргоновую сварку. В качестве присадки используется нержавеющая проволока. Сложность этого процесса заключается в точном выставлении температурного режима воздействия. В домашних условиях сделать это проблематично. Но подобная технология используется для приваривания нержавейки к черному металлу в заводских условиях.
Выбор электродов
Для формирования качественного шва с помощью электродуговой сварки необходимо проанализировать состав материалов – нержавейки и черного металла. На основе полученных данных подбирается оптимальная модель электродов. Если есть сомнения в правильности выбора – рекомендуется купить несколько пробных стержней для пробного сваривания.

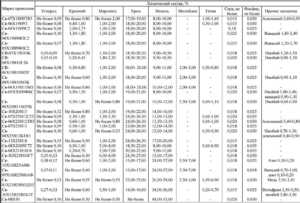
Популярные модели электродов для сваривания различных типов металла:
- Э50А. Они применяются для соединения с теплоустойчивыми сортами стали.
- ОЗЛ-25Б. Рекомендуется использовать при работе с жаропрочными видами.
- НИАТ-55. С помощью этих электродов происходит соединение нержавейки и аустенитных сталей.
- ЦТ-28. Область применения – работа с материалами с повышенным содержанием никеля.
О правилах выбора электродов для сварки нержавеющей стали читайте здесь.
Основные характеристики указываются производителем на упаковке. Важно уметь расшифровать маркировку. При выборе учитывается возможный объем шлака и наплавки. Эти параметры можно сравнить с заявленными только после формирования пробного шва.
ismith.ru