Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла.

- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Содержание страницы
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны.
 Это, конечно, увеличит расход защитного газа.
Это, конечно, увеличит расход защитного газа. - Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.

- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта.
Сварка нержавейки аргоном – технология, обучение, видео
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%).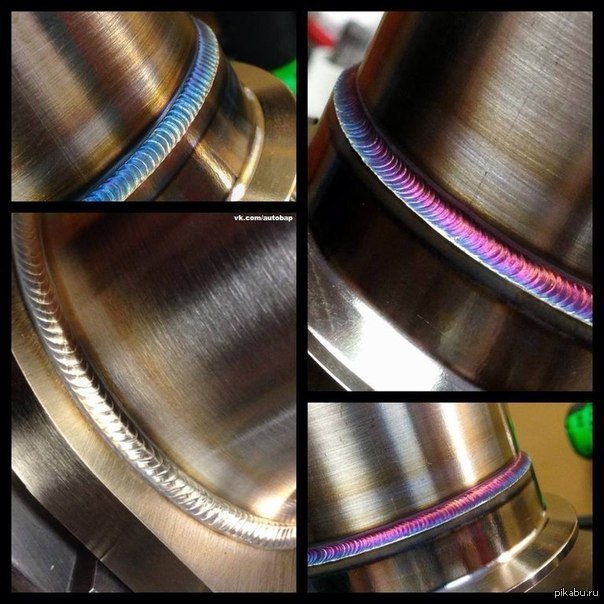
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим.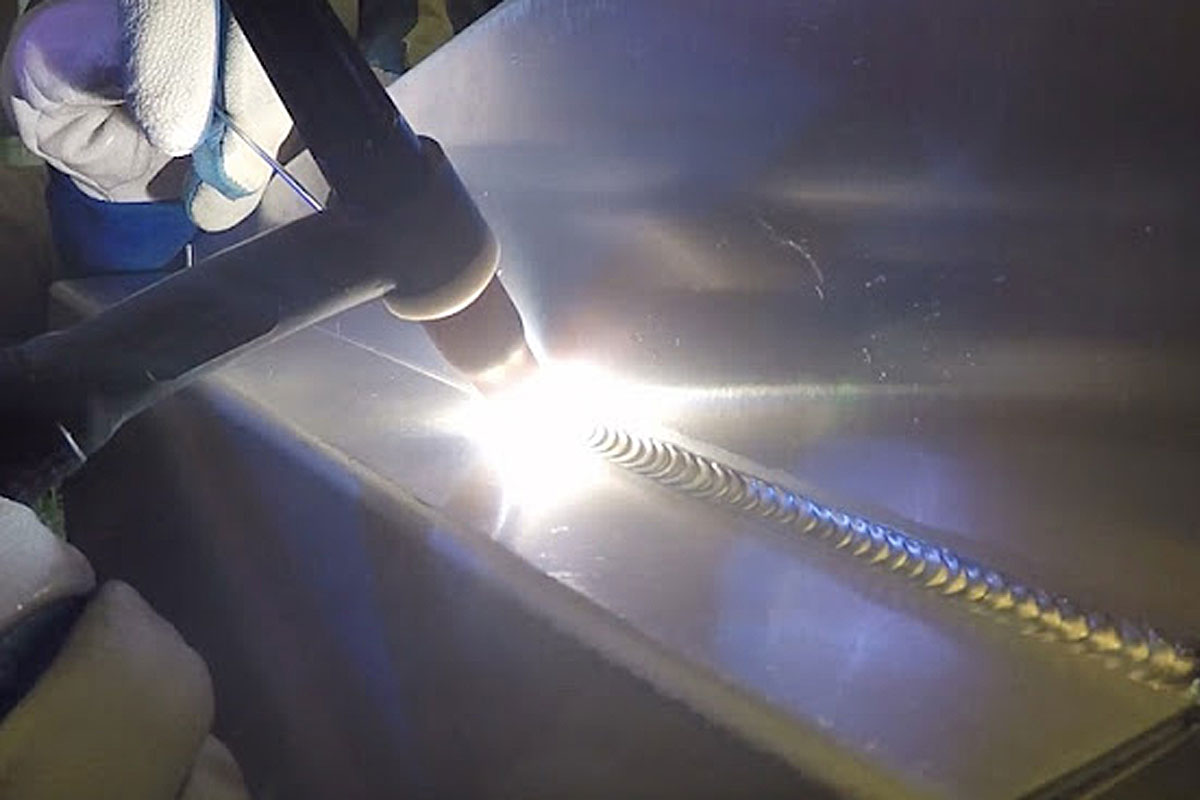 При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.

- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.

Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель.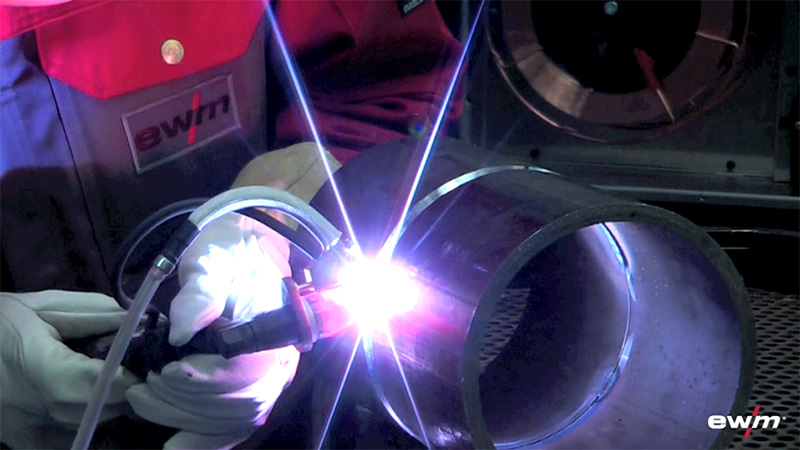 Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Технология сварки нержавеющей стали аргоном
Нержавейка – это сталь с добавлением легирующих металлов (преимущественно хрома и никеля). Благодаря лигатурам полученный материал обладает повышенной стойкостью к коррозии, высокой прочностью и рядом других преимуществ. Однако с другой стороны все это затрудняет работу с металлом, так он хуже поддается механической обработке и достаточно сложный для сваривания.
Чтобы получить качественный шов и надежное соединение, сварщик должен соблюдать все рекомендации и технологические процессы.
Существует несколько способов качественно сварить нержавеющую сталь, но сегодня мы рассмотрим как происходит tig сварка нержавейки и полуавтоматом в среде аргона. Аргон – это защитный газ, применяемый в полуавтоматических сварках и тиг аппаратах. Основная его особенность – обеспечение низкого уровня разбрызгивания и создание практически идеальной ванны, в которой при должной сноровке можно получить шов высокого качества. Оба способа гарантируют получение ровного и качественного соединения, полученные в аргонодуговой сваркой швы, можно прировнять к произведениям искусства.
Особенности и трудности сварки нержавейки аргоном
При сварке нержавейки мы сталкиваемся с рядом трудностей, объясняемых особенностями металла. Так, например нельзя допускать перегрев шва, в противном случае могут образовываться сплавы с повышенной плавкостью, что затруднит дальнейшую обработку. Однако это не самый большой недостаток перегрева, ведь если допустить прогрев свыше 500 градусов, то металл может потерять свои антикоррозийные свойства. Это происходит по причине окислов хрома и избежать эффекта можно либо не допуская перегрев, либо охлаждая заготовку. Чаще всего решение приходит в виде снижении на 1/5 силы тока, от значений, подходящих для аналогичных по толщине сталей без лигатур.
Еще одна сложность с которой столкнется сварщик – высокий коэффициент линейного расширения. Это означает, что металл стремится к усадке, вследствие чего на только что созданном шве могут возникнуть трещины. Поэтому очень важно следить за выдержкой зазоров, для каждого положения их можно узнать в ГОСТ по свариванию нержавеющих сталей.
Очередная особенность нержавейки – повышенное электрическое сопротивление. Подразумевается, что сварка металла будет происходить с применением аналогичных высоколегированных сплавов, которые обладают схожими свойствами. Однако высокий уровень электрического сопротивления приводит к тому, что перегрев может происходить не только с заготовкой, но и с припоем.
Получается, что если аргонная сварка ваш окончательный выбор, то стоит внимательно следить за:
- температурой металла;
- температурой припоя;
- зазором между свариваемыми деталями;
- силой тока.
Подготовка нержавейки
Сварка аргоном нержавейки, как и любого другого металла, подразумевает предварительную подготовку. Чтобы правильно подготовить металл необходимо:
- зачистить наждачной бумагой или другим абразивным материалом места, где будет производиться сварка;
- обезжирить зачищенные участки ацетоном или растворителем;
- если сваривается тонкий металл, около 1 мм, то сварной участок можно предварительно прогреть газовой горелкой до 200 – 300 градусов, это снизит напряжение в металле и позволит избежать трещин;
- последний, но не менее важный пункт – выставление зазоров.
Также не стоит забывать про подготовку припоя, он выбирается согласно толщине металла. Не менее важно подготовить место проведения сварочных работ, а также защитную одежду. Про настройки сварочных аппаратов поговорим далее.
Технология TIG сварки
Аргонодуговая сварка по TIG технологии выполняется неплавящимся электродом из вольфрама. Работа может проводится на переменном или постоянном токе. Главной составляющей является – горелка. В ней закреплен неплавящийся вольфрамовый стержень и сопло, подающее защитный газ. Проволока или в данном случае – припой, он подносится вручную к месту образования дуги. Движение горелки, как и подача припоя, контролируется сварщиком. Особенностью формирования шва таким способом является тот факт, что поперечных движений, как при других технологиях сварки – нет. Горелка, как и припой перемещается строго вдоль оси шва.
Строгие линейные движения в одном направлении позволяют не выводить сварочную ванну из защитной среды и сохранять ее от окислений и разбрызгивания. Чтобы получить максимально ровное соединение, аргон должен подаваться с обеих сторон шва. Это значительно увеличивает расход газа, но и сварка нержавеющей стали происходит более качественно.
Еще одной особенностью тиг сварки является неплавящийся вольфрамовый электрод. Он нужен, для формирования и подержания дуги, однако касаться им метала или помогать класть припой – нельзя. Розжиг производится без чирканья или точечного касания. В некоторых случаях используют специальную пластину из графита или угля. На которой разжигают дугу, а затем переносят ее на место сваривания.
Чтобы лучше понять, как происходит тиг сварка нержавейки, давайте разберем основные принципы настройки и управления горелкой, для сваривания двух пластин, толщиной 1 мм в нижнем положении.
- Сперва разберемся с припоем, для этого нам нужно знать маркировку металла, а затем подобрать припой с чуть большим количеством примесей, чем у свариваемого сплава.
- Теперь выставляем постоянный ток, прямой полярности.
- Сила тока 30 – 50 А, напряжение не больше 28 В, скорость сварки 12 – 28 см/минуту, а расход аргона 3-5 литров.
- Толщина припоя выбирается индивидуально, от 0.8 до 1.6 мм.
В данном диапазоне настроек вы сможете качественно приварить две пластины, толщиной 1 мм, но если вы хотите потренироваться, то лучше начинать с более толстых сталей 3-4 мм.
Когда мы выставили все необходимые параметры, и зазоры можно приступать к свариванию. Подносим горелку, зажигаем дугу и постепенно подносим припой. Саму горелку ведем под углом 70 – 80 градусов, а припой на более остром угле 10-15 градусов.
Полезный совет – отключайте подачу аргона не сразу, а спустя 4 – 10 секунд после отключения тока, иначе неостывшая сварная ванна может окислиться!
Работа полуавтоматом в среде аргона
Предыдущий способ отлично подходит для сваривания изделий применяемых в пищевой промышленности, для случаев, когда важен внешний вид соединений, но он имеет один значительный минус – низкая скорость работы. В этом плане сварка нержавейки полуавтоматом в среде аргона выглядит более привлекательно. Она позволяет сваривать детали не хуже, чем TIG методом, но с большей скоростью. Еще одно преимущества полуавтомата – доступность работы с толстыми металлами.
Работа полуавтоматом имеет ряд особенностей. Например проволока для сваривания, должна быть с примесью никеля, как и сама нержавейка. Можно работать и обычным материалом, но качество будет несопоставимо. Также, не стоит забывать про то, что проволока с никелем плавится быстрей, это нужно учитывать при настройках аппарата.
Теперь про защитный газ, здесь мы также применяем аргон. Расход газа устанавливается на уровне от 6 до 12 литров в минуту. В отличие от предыдущего варианта, в некоторых случаях можно использовать не чистый аргон. Например для работы с толстыми нержавеющими сталями допустимо использовать 2% углекислоты. Некоторые сварщики используют различные вариации углекислоты и аргона, вплоть до соотношения, в которых на аргон приходится 70%, а на углекислоту – 30%. Таким образом можно снизить стоимость работ, в случаях когда внешний вид соединения не особо важен.
Аргоновая сварка нержавейки полуавтоматом может происходить с использованием следующих технологий:
- короткой дуги;
- импульсного режима.
При использовании короткой дуги мы можем без труда сваривать тонкие металлы, ведь данная технология минимизирует риск прожига детали. Наиболее точным является импульсный метод. Он наиболее контролируем и гарантирует высокое качество работ. Импульсным, он назван потому, что металл подается в сварочную ванну каплями. Используя данный метод сварщик может полностью исключить разбрызгивание металла, снизить расход проволоки. Импульсный метод идеален для работы с металлами средней толщины и толстыми нержавеющими сплавами.
Заключение
Несмотря на все трудности сваривания нержавейки, при правильном подходе любой, даже начинающий сварщик сможет выполнить качественный шов. Мы описали как настроить сварочный ток, как расположить свариваемый материал, как подобрать проволоку, припой и другие особенности работы с полуавтоматом и TIG методом. Следуйте описанным технологиям, соблюдайте меры предосторожности и тогда сварка нержавейки не вызовет у вас трудностей.
Сварка нержавейки аргоном — правила проведения работ
Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном.
Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500оС во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Сравнение сварки нержавейки полуавтоматом и аргоном — ПРОМСТРОЙМЕТАЛЛ
Особенности сварки нержавеющей стали полуавтоматом. В чем разница между сваркой нержавейки полуавтоматом и аргоном? На что стоит обратить внимание.
Изделия из железа считаются самыми прочными, однако, даже у них есть недостаток. Называется этот недостаток – ржавчина. По причине окисления изделия, в основе которых находится железо, становятся непригодными для использования, а железные конструкции и вовсе разрушаются. С течением прогресса люди сумели отыскать оптимальное решение, и была создана нержавеющая сталь.
Учитывая всю нестандартность нержавейки как таковой, у сварки такой стали также имеются свои особенности. Существует несколько методов, которыми осуществляется сварка нержавейки, но самые распространенные – это сварка полуавтоматом, а также аргоновая сварка.
Сварка нержавеющей стали полуавтоматомТакой метод по праву считается самым надежным: он учитывает особенности используемого материала и его непосредственные химические свойства. Сварка нержавейки полуавтоматом осуществляется в среде углекислого газа. Важно оставить в таком случае зазор между элементами, которые надлежит сварить друг с другом, по всей длине (согласно нормативу, зазор между деталями должен составлять полтора миллиметра).
К тому же, для настройки глубины воздействия на сталь, регулировке подвергается индуктивность – ее малый показатель делает сварку глубже, в то время как завышенный, напротив, смягчает ее. Для осуществления сварки полуавтоматом используется разное оборудование – выбор делается на основе того, каковы марка стали, ее габариты и прочие параметры.
Обычно работы данным методом производятся тремя вариантами, которые подходят для определенных ситуаций:
- импульсной сваркой;
- струйным переносом;
- короткой дугой.
Допускается метод полуавтоматоматической сварки нержавейки без газа: для этого, как правило, используется специальная проволока, при помощи которой создается аккуратный и прочный шов. Правда, у такого метода имеются недостатки – со временем шовный материал поржавеет. Решается проблема использованием проволоки из нержавейки.
В результате, суть данной методики сводится к обеспечению оптимальных условий для осуществления сварки при учете используемого материала. К тому же, среди неоспоримых преимуществ данного метода – минимальное разбрызгивание расплавленной проволоки и защита самой стали по краям сварочного шва.
Сварной шов нержавейки при сварке полуавтоматомСварка нержавеющей стали аргономВарить нержавеющую сталь углекислотой можно лишь тогда, когда привлекательность внешнего вида не имеет значения, поскольку брызг при таком методе не избежать. Качество шва в данном методе остается высоким.
Среди преимуществ сварки аргоном без углекислоты числятся:
- аккуратный прочный шов;
- экономия проволоки для сварки;
- отсутствие необходимости шлифовки.
В качестве оборудования для сварки нержавейки аргоном используется стандартный набор, состоящий из инвертора, осциллятора и баллона с аргоном. Также необходима непосредственно горелка вместе с проводами и шлангами, проволока и аргон.
Впрочем, аргон не является единственным защитным газом, используемым в данном способе сварки, однако его смело можно называть основным. Расход аргона зависит от типа металла, который сваривается такой технологией. Так, для сварки алюминия необходимо 20 литров/мин, титана – 50 литров/мин, нержавеющей стали – 8 литров/мин.
Несмотря на то, что сварка нержавеющей стали – довольно сложный процесс, при должном подходе он порадует качественным результатом: важно учитывать особенности стали или любого другого металла, с которым осуществляются работы, выбрать правильный метод сварки и использовать качественные материалы.
Сварной шов нержавейки при сварке аргоном
Сварка нержавейки аргоном: технология, как правильно варить
В нержавеющую сталь добавляется определенное количество хрома — не более 12%, что делает этот металл весьма податливым для обработки. Для соединения изделий из нержавейки можно использовать абсолютно все технологии сварочных работ. Однако тонкие элементы лучше всего соединять при помощи сварки нержавейки в аргоне.
Нержавеющая сталь обладает определенными техническими и эксплуатационными характеристиками, которые оказывают существенное влияние на конечный результат сварочных работ:
- Невысокий показатель теплопроводности не позволяет использовать чересчур высокий сварочный ток, так как в этом случае можно прожечь металл в районе формирования сварного соединения. Решается подобная проблема снижением силы подаваемого на металл тока до приемлемых параметров;
- Чрезмерно высокий усадочный процент металла в процессе остывания после проведения сварных работ с нержавеющей сталью. Чтобы это не сказалось на качестве соединения, необходимо правильно выставлять зазор между свариваемыми элементами;
- Если заготовка будет в течение долгого времени разогрета до высокой температуры, то это приведет к тому, что хром начнет испаряться, соответственно антикоррозийные характеристики в районе сформированного шва будут потеряны. Чтобы этого не произошло, сварка нержавейки аргоном подразумевает быстрое охлаждение конструкции.
Какое необходимо использовать оборудование и расходные материалы
Аргонная сварка качественной нержавейки может осуществляться при помощи стандартного набора оборудования, куда входят инвертор, осциллятор и баллон, не удастся обойтись без горелки, соответствующих шлангов и проводов.
В качестве расходных материалов придется использовать сварную проволоку и непосредственно аргон. Если планируется осуществлять аргонную сварку нержавейки, то и присадку тоже придется брать из нержавеющей стали. Как правило, заготовки производятся из материала, имеющего маркировку 304, то для него в большинстве случаев подойдет проволока марки Y308.
Вместо аргона можно использовать и ряд других газов, однако аргон расходуется наиболее экономично, к тому же его разрешается применять для соединения материалов разного рода, например меди с нержавейкой. В частности, для нержавеющей стали потребуется всего лишь 8 литров газа в минуту. Кроме того, можно дополнительно снизить расход газа, если на горелке будет размещена специальная газовая линза, обладающая специальной сеточкой.
Сварка нержавейки аргоном: технология проведения работ
В принципе, методы выполнения работ приблизительно такие, как и сварка меди, стали, алюминия и других металлов, однако здесь имеются определенные нюансы:
- Неплавящийся элемент и присадочную проволоку ведут исключительно вдоль формируемого сварного соединения. Отклоняться ни в одну из сторон нельзя, так как в этом случае расплавленный металл будет покидать аргоновую среду и вступать в контакт с воздухом, чего допустить нельзя;
- Чтобы качество шва, полученного в результате аргонодуговой сварки, было как можно более высоким, после завершения работы по его формированию, придется обдувать его аргоном с обеих сторон. Несмотря на то что это приведет к увеличению расхода газа, данная особенность не позволит не схватившемуся металлу вступить в контакт с воздухом и допустить испарение хрома;
- Не допускается соприкосновение неплавящегося элемента с поверхностью соединяемых заготовок, их сваривают без непосредственного контакта. Недопустимо касаться даже при необходимости осуществить розжиг дуги. Чтобы это выполнить, зачастую розжиг производится на специальной пластине, сделанной из графита или угля, в дальнейшем дуга переносится на основной металлом. Однако существует и бесконтактная технология, подразумевающая использование специального медного осциллятора.
Как уже говорилось выше, подачу газа после завершения сварочных работ сразу прекращать запрещается, нужно ее осуществлять еще примерно 10-15 секунд.
Как сварить между собой трубы из нержавеющей стали?
Сегодня нержавеющие элементы достаточно часто применяются в бытовых условиях, в промышленности они используются еще чаще, причем в самых разных областях производства. Соединять их между собой следует с помощью аргонодуговой сварки, причем технология в данном случае почти не будет отличаться от сварки листового металла. Все подготовительные работы точно такие же, как и режимы самой сварки, однако существует один незначительный нюанс.
Как уже говорилось выше, желательно обдувать сварное соединение с обеих сторон аргоном. Снаружи сделать это не так проблематично. Чтобы выполнить это изнутри, нужно немного исхитриться:
- С одной стороны труба затыкается пробкой из бумаги, ткани или иного материала.
- Стыковое соединение по периметру заклеивается любым клеящим материалом — скотчем либо изоляционной лентой.
- В открытое отверстие закачивается аргон, причем давление ставят минимальное, чтобы пробка осталась на месте.
- Когда внутри труба полностью заполнилась газом, второе отверстие тоже затыкают пробкой.
- Клеящую пленку теперь снимают с заготовок и производят сварные работы.
Сварка в аргоновой среде с помощью неплавящегося вольфрамового электрода
Данная работа производится в случае, когда между собой требуется соединить элементы незначительной толщины, причем благодаря этой технологии получаются очень качественные, аккуратные и привлекательно выглядящие соединения. Обычно сварные работы промышленного типа подразумевают стыковку труб, которые в дальнейшем будут предназначаться для транспортировки жидких или газообразных продуктов. Стоит отметить, что данные трубопроводы способны функционировать даже под весьма высоким давлением.
В процессе производства работ применяется специальный неплавящийся электрод, причем здесь допустимо пользоваться как прямой, так и обратной полярностью. Ключевым рабочим инструментом в данной ситуации будет горелка, в которой будет закрепляться электрод. Из ее сопла во время проведения работы будет выходить струя аргона.
Сварное соединение будет формироваться во многом за счет металла заготовок, поэтому следует учесть этот момент и сделать их несколько больше, чем подразумевается по проекту. При необходимости допустимо использовать присадочный материал, который придется подавать в ручном режиме к участку, где будет гореть дуга. Перемещать горелку с электродом, изготовленным из вольфрама, также придется руками. Стоит сразу сказать, что производительность труда в случае применения данной технологии будет не слишком высокой. Дело в том, что подавать присадку вручную не слишком удобно, к тому же в это время придется еще и обдувать сварную ванну аргоном и проводить электрод. Одновременно выполнять такой ряд действий с качественным итогом может только весьма профессиональный сварщик, поэтому лучше воспользоваться полуавтоматической технологией.
Сварка нержавейки полуавтоматом и аргоном
Одним из наиболее эффективных методов, созданных человечеством, является TIG сварка нержавеющей стали. Эта методика основана на применении специальных электродов из вольфрама. Они выдерживают огромные температуры, и не плавятся в процессе работы. Процедура выполняется только в аргоновой среде. Для присадки используют проволоку, материал которой более легирован, чем поверхность свариваемого металла. Компания «Региональный дом металла» осуществляет сварочные услуги с применением современного оборудования.
Способ достаточно универсальный. В настоящее время TIG сварка применяется при изготовлении и монтаже нефтяных и газовых труб, для оборудования пищевой и химической промышленности и даже в авиакосмической индустрии. Такая популярность связана с высокой надёжностью сварных швов, отсутствием шлака в шве. Минусом считается более низкая скорость сваривания металла.
Сварка нержавейки полуавтоматом
Также часто применяется сварка нержавейки полуавтоматом в среде углекислого газа, либо смеси углекислоты и аргона. При таком варианте работы необходимо оставить между свариваемыми элементами зазор по всей длине. По нормативу такой зазор должен быть 1,5 мм, но для разной толщины стальной заготовки он отличается. Чтобы точно настроить глубину воздействия на металл, регулируется индуктивность. При малой индуктивности провар материала получается глубже и, соответственно, наоборот.
Оборудование используется разное. Зависит это от марки стали, габаритов заготовки, её толщины и других параметров. Нередко применяется аппарат для сварки нержавейки инверторного типа. Такое оборудование защищено от перепадов напряжения в сети, даёт хороший, ровный шов, позволяет использовать электроды любого типа. Технология сваривания нерж. стали полуавтоматом называют термином MIG/MAG.
Сварка нержавейки аргоном
Варить материал углекислотой можно в том случае, если внешний вид не имеет большого значения, т.к. образуются брызги. При этом, качество самого шва остаётся высоким. Аргоновая сварка нержавеющей стали имеет как преимущества, так и ряд недостатков. К плюсам варки в чистом аргоне без углекислоты относятся:
- Экономия сварной проволоки;
- Ровный и качественный шов;
- Отсутствие необходимости шлифовки поверхности.
Когда осуществляется сварка нержавеющей стали, ГОСТ 10052 регламентирует тип электродов, применяемых для получения хорошего шва с каждой маркой стали. Различные характеристики влияют на тип сварки, который будет применен в каждом конкретном случае.
Одной из передовых технологий соединения стальных деталей, является лазерная сварка нержавейки. Процедура выполняется в соответствии с ГОСТ 19521-74. Методика даёт очень узкий и качественный шов большой глубины, обеспечивающий высокую прочность соединений. Нередко такое лазерное оборудование применяют в автомобильной промышленности.
MIG Сварка нержавеющей стали чистым аргоном. Является ли это возможным?
Вам нужно сваривать нержавеющую сталь.
А у вас резервуар чистого аргона.
Или вы можете купить себе резервуар с чистым аргоном.
У вас есть проволока из нержавеющей стали, и теперь вы хотите знать: возможна ли MIG-сварка нержавеющей стали с чистым аргоном?
Или еще рекомендуется?
Можно ли использовать чистый аргон для сварки нержавеющей стали методом MIG?
№
100% аргон нельзя использовать для сварки нержавеющей стали методом MIG.
Использование чистого аргона в качестве защитного газа приводит к непродуктивной электрической дуге и атмосфере, которая не поддерживает дугу, чтобы хорошо расплавить основной металл из нержавеющей стали или произвести хорошую лужу расплавленного металла и прочный сварной шов.
У вас будет сварной шов, имеющий:
Минимальное проплавление основного металла из нержавеющей стали.
Ваша присадочная проволока будет гордо сидеть в холмике поверх основного металла.
Во время сварки будут образовываться излишки брызг, которые необходимо удалить с нержавеющей стали.
По сути, сварной шов совсем не годный. Не тратьте время зря.
Но почему я слышу ваш вопрос?
Давайте разберемся с основами сварки нержавеющей стали методом MIG.
Почему для сварки MIG нержавеющей стали используется защитный газ?
Сварка MIG Использование защитного газаСварочная проволока MIG из нержавеющей стали требует определенных электрических характеристик и среды, создаваемой непосредственно вокруг сварного шва, чтобы выполнять свою работу — работу по созданию хорошего и прочного сварного шва.
Электрическая дуга, создаваемая вашим сварочным аппаратом MIG, плавит основную нержавеющую сталь и сварочную проволоку, так что они плавятся и сплавляются вместе, образуя сварной шов.
Хотя металлы горячие и расплавленные, они особенно уязвимы. Уязвимы для кислорода, азота и водорода в воздухе, которым мы дышим.
Если позволить атмосфере вступить в контакт с расплавленной нержавеющей сталью, это сильно повлияет на металл. А при контакте с вашей горячей расплавленной нержавеющей сталью получится пористый сварной шов.
Сварка MIG может привести к плохим результатам из-за пористостиПористость — это отверстия как на поверхности, так и под поверхностью сварного шва, которые приводят к разрушению сварного шва под действием напряжения. Последнее, что ты хочешь.
Использование чистого аргона в качестве защитного газа, подаваемого в точку сварного шва, где дуга плавит металл, создает барьер для окружающего воздуха, что верно.
Задача защитного газа также заключается в том, чтобы помочь с типом образующейся дуги.Чистый аргон просто не позволяет дуге иметь нужные характеристики, и это в основном связано с недостатком кислорода в защитном газе. Чистый аргон — это всего лишь чистый аргон.
Когда вы выбираете защитный газ, цель состоит в том, чтобы использовать защитный газ, который помогает получить эффективный сварной шов с отличной прочностью и долговечностью.
Что еще я могу использовать, если я не могу использовать чистый газ аргон?
Я доберусь до этого, но сначала узнаю вот это.
Вашему сварочному аппарату MIG требуется мощность, достаточная для сварки нержавеющей стали
Ампер или напряжение — это топливо для вашей электрической дуги.
Слишком низкая сила тока, и дуга вашего сварочного аппарата MIG будет с трудом расплавить присадочный металл или основной металл из нержавеющей стали. И результат? Плохой сварной шов.
На другом конце спектра слишком большая сила тока, и вы проделываете дыры в своей основе из нержавеющей стали.
Крайний расплавленный металл на полу вокруг ваших ног. Повреждение основного металла из нержавеющей стали — вы знаете, что нужно исправить — это последнее, что вам нужно.
Чтобы предотвратить плохой сварной шов из нержавеющей стали. Задайте себе несколько вопросов.
- На что способен мой сварочный аппарат MIG? Сколько ампер он может производить?
- Какой размер проволоки может подавать мой сварочный аппарат MIG?
- Какой тип нержавеющей стали мне нужно сваривать?
И столь же критично
- Чего я пытаюсь добиться с помощью сварного шва?
Почему это важно?
Поскольку, если сварной шов не является критичным и не требует хорошего внешнего вида, вы можете более свободно выбирать инструменты.
- Должен ли сварной шов хорошо выглядеть? Вы счастливы, если на сварном шве из нержавеющей стали появятся брызги или изменится цвет?
- Как ваш сварной шов должен работать с течением времени?
- Вы свариваете тонкий листовой металл? Тонкие калибры из нержавеющей стали более подвержены разрушению сварного шва — межкристаллитной коррозии. Таким образом, вам необходимо поддерживать достаточный нагрев, но при этом производить сварку с минимально возможным нагревом, чтобы получить прочный сварной шов и хорошее проплавление основного металла.
Для дальнейшего уточнения
- Это весовая нагрузка? Если сварной шов не удастся, как это повлияет на кого-то?
- Нужно ли защищать нержавеющую сталь от ржавчины?
Например, может ли деталь быть подвержена воздействию дождя, влажности или моря на улице?
- Это в пищевой промышленности? Мелкие дырочки или участки ржавчины в сварном шве из нержавеющей стали, где могут жить и размножаться микробы, могут стать причиной болезни или ухудшения состояния людей, употребляющих эту пищу.
Тогда вашей целью должна стать правильная сварка с использованием совместимого защитного газа и подходящей сварочной проволоки из нержавеющей стали для сохранения свойств коррозии.
Сколько мощности требуется моему сварочному аппарату MIG для хорошей сварки нержавеющей стали?
В большинстве бытовых сварочных аппаратов MIG, работающих в цепях на 120 В, используется метод переключения короткого замыкания.
Передача провода короткого замыканияЧто это? Я слышу, как вы говорите.
Это буквально метод, используемый, когда электрическая дуга сварочного аппарата MIG плавит вашу сварочную проволоку из нержавеющей стали и передает ее в расплавленную сварочную ванну.
И почему для MIG-сварки нержавеющей стали используется Tri Mix вместо газа аргона
Прелесть метода короткого замыкания в том, что он использует более низкий ток.
И почему производители сварочных аппаратов рекомендуют защитный газ Tri Mix (90% гелий, 7,5% аргон, 2,5% углекислый газ).
Защитный газTri Mix поддерживает дугу при передаче от короткого замыкания и защищает сварочную ванну при более низкой силе тока.
Сварка MIG с Tri Mix крупным планомВам все равно понадобится ваш сварочный аппарат MIG, чтобы иметь возможность производить 130 ампер.Вот почему производители, которые поддерживают сварку MIG нержавеющей стали с помощью своего сварочного аппарата MIG 115–120 вольт, рекомендуют использовать Tri Mix.
Если у вас есть резервуар подходящего размера, вы можете позволить себе Tri Mix и иметь место, тогда продолжайте и используйте. Вы получите отличные результаты.
Профиль сварного шва из нержавеющей стали Tri MixПроблемы с Tri Mix
- Tri Mix может быть недоступен для покупки в вашем регионе.
- Часто бывает, что вы не можете купить Tri Mix в небольших удобных цилиндрах у местных поставщиков сварочных аппаратов.
- Или ваши поставщики сварочных аппаратов могут продать вам Tri Mix, но наименьший размер резервуара, который у них есть, составляет 300 кубических футов. А это слишком много для вашего небольшого проекта.
- Или, может быть, у вас просто нет места для еще одного баллона с бензином в вашей мастерской.
- Может быть, вы просто шокированы стоимостью Tri Mix — это не самая дешевая газовая смесь.
И если именно поэтому вы подумываете об использовании чистого аргона.
Не ходи туда. Вы зря потратите время и бензин.
Можно ли сваривать нержавеющую сталь методом MIG с небольшим количеством аргона?
Да.
Хотя чистый газ аргон нельзя использовать для сварки нержавеющей стали. Можно использовать смеси, содержащие менее 100% газовых смесей аргона.
Для сварки нержавеющей сталиMIG со смесью газов аргон необходим защитный газ с содержанием кислорода в смеси не менее 5–2%.
Можно найти сварочную проволоку MIG из нержавеющей стали, которая поддерживает C25 (75% аргона и 25% двуокиси углерода), и это здорово.Потому что, если вы уже занимаетесь сваркой MIG, скорее всего, у вас уже есть эта газовая смесь в вашей мастерской.
Найдите проволоку для сварки MIG из нержавеющей стали, подходящую для вашего газа
Попробуйте найти производителя, чья марка проволоки MIG из нержавеющей стали поддерживает и совместима с защитным газом C25.
Я составил руководство по сварочной проволоке для сварки MIG из нержавеющей стали, которое можно заказать через Интернет. Взгляните, как я перечислил поддерживаемый защитный газ, будь то C25, Tri Mix или другие смеси аргона с кислородом.
Традиционно использование C25 для сварки нержавеющей стали не давало хорошего вида сварного шва, хотя полученный шов был функционально прочным.
Благодаря сварочной проволоке из нержавеющей стали, поддерживающей C25, эти проблемы устранены, поэтому стоит подобрать правильный тип сварочной проволоки для вашего проекта по нержавеющей стали.
Сварка МИГ нержавеющей сталис высоким газом аргона смешивает
Под этим я подразумеваю смесь защитного газа из 98% аргона и 2% кислорода или 99% аргона плюс 1% кислорода.
Газовая смесь с высоким содержанием аргона переводит ваш сварочный аппарат MIG в режим распыления.
Здесь ваш сварочный аппарат MIG переносит нержавеющую сталь со сварочной проволоки в сварочную ванну тонкой струей.
Распылительная проволокаПеренос распылением требует сварочного аппарата MIG, который может обеспечить достаточную силу тока, чтобы перевести Ваш сварочный аппарат в режим переноса распылением. Некоторые сварочные аппараты MIG, работающие от напряжения 120 В, могут перейти в режим переноса распылением, но чаще всего это область применения более крупных сварочных аппаратов MIG на 230 В.
Изучите таблицу параметров сварки сварочной проволоки из нержавеющей стали, которую вы планируете купить, чтобы узнать, сколько ампер должен выработать ваш сварщик для использования этой проволоки и смеси защитного газа, с которой он должен работать.
Подберите нержавеющую сталь к присадочному металлу из нержавеющей стали
Нержавеющая сталь бывает разных смесей с разными свойствами.
Добавление в сталь других сплавов позволяет получить нержавеющую сталь.Например, хром и никель добавляются на разных уровнях.
В стали с высокой коррозионной стойкостью содержится молибден.
Подберите проволоку для нержавеющей стали к нержавеющей стали, которую собираетесь сваривать. Различные типы нержавеющей стали — еще одна причина проверить параметры сварки проволоки из нержавеющей стали, которую вы планируете использовать.
Есть сварочный аппарат 230 В и 100% углекислый газ?
Тогда лучшим выбором будет сварка нержавеющей стали проволокой для сварки под флюсом с двойной защитой.Взгляните сюда, чтобы прочитать все об этом.
Последние слова
Надеюсь, я объяснил вам, почему MIG-сварка нержавеющей стали не рекомендуется с чистым газом аргоном, и предоставил вам варианты альтернативных защитных газов. Некоторые альтернативы, возможно, уже есть в вашей домашней мастерской.
Статьи по теме
(Ваши варианты, когда) Сварка нержавеющей стали MIG с 75/25
Сварка МИГ в 100% аргоне в защитном газе
Можно ли сваривать сталь методом MIG с использованием 100% аргона?
Это вопрос, с которым в какой-то момент столкнется каждый сварщик, и да, вы можете сваривать сталь методом MIG, если все, что у вас есть, — это чистый аргон.Но это не идеально. И нержавеющая не рекомендуется.
А…
Кажется, всегда есть одно, или два, или три. Однако в этом случае вам нужно знать, как и почему стоят эти «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то рассматривает возможность использования 100% аргона для сварки стали методом MIG.
Необходимость.
У каждого сварщика заканчивается газ.Но никто не хочет тратить драгоценное время на беготню за бензином посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но, если у вас в магазине есть резервуар со 100% аргоном для других видов сварки, вы можете использовать его и продолжать работать. Вам не нужно отвлекаться, чтобы пополнить баллон газовой смеси MIG.
Использование чистого аргона означает просто проявить изобретательность и продуктивность в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Почему 100% аргон так отличается?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допускать попадания этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также существенно влияют на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG. Некоторые из характеристик, которые вы испытаете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга становится менее стабильной.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей лужи. Другими словами, металлическая ванна будет жесткой и трудной для обработки.
- Аргон имеет более низкую теплопроводность, и внешние края дуги остаются холодными. Это означает, что вы получите узкое, уменьшенное проникновение с меньшим количеством сплавления.
- Наполнитель укладывается поверх стали в виде узкого высокого валика. Сварные швы
- MIG с использованием чистого аргона подвержены подрезу.
- Опыт показывает, что сварка MIG стали с чистым газом аргоном теряет пластичность. В результате изгиб или скручивание может привести к растрескиванию или разрушению жесткого сварного шва.
Таким образом, можно склеить сталь вместе с помощью сварочного аппарата MIG с использованием защитного газа 100% аргона. Но в результате получается некачественный, слабый, хрупкий сварной шов.
Если вам нужен прочный и качественный сварной шов, 100% -ный аргон НЕ подходит для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки MIG нержавеющей стали.
Видео на YouTube ниже представляет некоторую полезную информацию и наглядные материалы о сварке стали методом MIG со 100% -ным аргоном.
Использование 100% аргона для сварки MIG стали
Если вы оказались в незавидном положении, когда вам нужно сваривать сталь методом MIG с использованием чистого аргона, есть несколько советов, которые могут помочь.
- Сделайте фаску на краях стыка.Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Скорее всего, будет сложно или невозможно заставить бусину сидеть ровно.
Кроме того, аргон дает хорошие сварочные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые недрагоценные металлы, для которых вы можете использовать 100% аргон в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых меньшее проплавление делает MIG-сварку со 100% аргоном более предпочтительной при сварке стального листа.
В этом случае чистый аргон может снизить вероятность плавления тонкого основного металла. Но у вас, вероятно, все равно получится высокая узкая бусинка.
СмесиCO2 / аргона лучше подходят для сварки MIG стали
Добавление некоторого количества диоксида углерода («CO2») к аргону решает проблемы, связанные со 100% -ным аргоном.Обычно добавляют от 5 до 25% CO2 для улучшения результатов с помощью сварочного аппарата MIG.
Эта газовая смесь обеспечивает жидкую рабочую лужу и лучшее проникновение. Кроме того, это устраняет подрезы и уменьшает разбрызгивание. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон / CO2 на газе указывается количество CO2, добавленного к аргону.
Например, «C25» — это защитный газ с 25% CO2 и 75% аргоном.Сварка со 100% Co2 будет обозначена как C100.
Выводя концепцию смешения газов на другой уровень, использование защитного газа тримикс (например, 90% гелия, 7,5% аргона и 2,5% CO2) обеспечивает наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен сварщику-любителю. Но для качественных сварных швов на нержавеющей стали поиск смеси тримиксов может стоить затрат и усилий.
Связанное чтение : Какого размера бензобак для MIG / TIG
Почему 100% аргон подходит для сварки TIG стали?
СваркаMIG и сварка TIG различаются нанесением присадочного материала и типом используемого электрода.Это влияет на дугу и характеристики сварного шва.
При сваркеMIG в качестве электрода используется присадочный материал, и, следовательно, необходимо непрерывно подавать проволоку к наконечнику по мере ее расходования.
Напротив, при сварке TIG использовался неплавящийся вольфрамовый электрод, а присадочный материал вводился в дугу отдельно. Этот электрод создает стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Связанные : Сварка MIG и TIG
Итак, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки.Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает содержать вольфрамовый электрод в чистоте.
Итак, для сварки TIG стали с аргоном может работать, тогда как MIG-сварка стали выигрывает за счет использования смеси аргон / CO2.
Также читайте : Типы сварочных газов и для чего они используются
Сварка MIG с использованием 100% аргона в качестве защитного газа • WelditU
0Отсутствие газа MIG в середине проекта — проблема, с которой в конечном итоге столкнется большинство сварщиков.
Поскольку многие из нас также имеют под рукой резервуар с чистым аргоном для других типов сварки, сможет ли сварка MIG со 100% -ным аргоном на низкоуглеродистой стали завершить проект без посещения поставщика газа?
Или возможно ли выполнять сварку MIG только с использованием аргона и обойтись без использования сварочного газа 100% аргона для всех ваших работ MIG и TIG?
В этой статье:
Могу ли я сваривать сталь методом MIG, используя 100% аргон?Как сварщик-любитель, я держу один баллон с газом C25, а другой со 100% аргоном для сварки алюминия MIG.Когда в баллоне MIG заканчивается, невозможно узнать, как долго хватит газа.
Когда начинаешь новый проект с низким баллоном, я могу рискнуть закончить промежуточный проект, решу вложить деньги в еще одну бутылку C25 или обменять не полностью пустой баллон на полный.
Мне не понравился такой выбор, поэтому я рассмотрел возможность сварки MIG со 100% -ным аргоном в качестве опции.
Я обнаружил, что да, , 100% аргон, можно использовать для сварки MIG стали , но следует ожидать, что сварной шов будет слабым, хрупким и непривлекательным.
Профиль сварного шва MIG из 100% аргона (вверху слева) по сравнению со смесью MIG (внизу справа).Использование 100% аргона для сварки MIG не обеспечивает достаточной теплопроводности для сварочной ванны черных металлов. Внешние края дуги остаются холодными, что приводит к высокому и узкому профилю проплавления с минимальным сплавлением, а также к поднутрению, которое еще больше ослабляет сварной шов.
Сварка MIG с использованием 100% аргона в качестве защитного газа на низкоуглеродистой стали известна своей потерей пластичности, что приводит к хрупкости.
Сварка MIG с аргоном
Я буду использовать 100% аргон для сварки MIG стали до тех пор, пока:
- Внешний вид сварного шва не важен
- Никто не пострадает, если сварной шов не удастся
- Неудачный сварной шов не будет в противном случае это доставит мне массу неприятностей.
Также учтите, что с большим количеством брызг и неустойчивой дугой поверх жесткой сварочной ванны сварка чистым аргоном не доставляет удовольствия. При регулярном использовании сварка MIG только с аргоном не является подходящей заменой защитного газа MIG-смеси.
На форумах много разговоров от тех, кто добился успеха при сварке MIG с использованием чистого аргона в защитном газе, и я нашел эти советы:
- Естественно хотеть увеличить температуру, когда вы видите высокий, узкий, холодный -смотровые сварные швы. Но с узким профилем проникновения чистого аргона вы, скорее всего, прожигете тонкие материалы до того, как валик расплющится.
- Сделайте фаску на стыках, чтобы добиться лучшего сплавления и получения более прочных сварных швов.
Подробнее о чистом аргоне в качестве защитного газа:
- Атомный символ: Ar
- Чистый аргон извлекается из атмосферы на воздухоразделительных установках.
- Легко вытесняет воздух сверху, потому что он плотнее и тяжелее воздуха.
- Поскольку 100% аргон химически инертен, он не вступает в реакцию с другими материалами.
- Аргон не растворяется в расплавленном металле.
- Способствует процессу переноса распылением.
- Легко ионизировать, поэтому аргон позволяет создавать более длинные дуги при более низких напряжениях и не чувствителен к изменениям длины дуги.
- Используется отдельно, в основном, для обработки цветных металлов, таких как алюминий, медь, магний, никель и их сплавы.
- Характеристики стали улучшаются при смешивании аргона с активными газами, такими как диоксид углерода, гелий или кислород.
Вот инструктор по сварке MIG с использованием прямого аргона в защитном газе (13 мин.):
Есть ли какие-нибудь сомнения в отношении Боба к сварке MIG с использованием чистого аргона?
Конечно, он профессионал, отвечающий за обучение и поддержание высочайших стандартов сварки. Но у него также есть опыт и ресурсы, чтобы это произошло.
Я? Конечно, иногда мне нужны красивые сварные швы (я бы предпочел, чтобы больше моих сварных швов были похожи на те, которые Боб назвал «Мля!»).Но чаще мне нужно закончить работу, используя то, что есть под рукой.
Что еще можно сделать для сварки MIG с использованием 100% аргона?
Прямой аргон — отличный защитный газ для сварки алюминия методом MIG.
Благодаря своей чистоте и низкому содержанию влаги 100% аргон также является подходящим защитным газом для сварки MIG других цветных металлов:
- Медь менее ”(включая сплавы)
- Никель менее” (включая сплавы )
- Магний
- Титан
Гелий, обладающий более высокой теплопроводностью (и стоимостью), часто смешивают с чистым аргоном для использования на толстых цветных материалах.
« Пластичность — это способность металла постоянно изгибаться, скручиваться или манипулировать другими способами без разрушения или растрескивания».
Школа сварки Тусла
Как насчет сварки MIG нержавеющей стали со 100% аргоном?
Нержавеющая сталь приобретает коррозионно-стойкие свойства за счет добавления хрома и никелевых сплавов. Эти сплавы ухудшают свариваемость при использовании MIG со 100% инертным защитным газом.
MIG-сварка нержавеющей стали в среде защитного газа 100% аргона дает плохие сварные швы и не рекомендуется .
Добавление даже небольшого количества активного газа к чистому аргону, как в смеси 98% Ar / 2% O2 или 98% Ar / 2% CO2, улучшит характеристики дуги и валика.
Для достижения наилучших результатов при сварке нержавеющей стали методом MIG используйте трехкомпонентную смесь 90% He / 7,5% Ar / 2,5% CO2.
Смеси CO2 лучше, чем чистый аргон, для сварочной стали MIG
При низких температурах CO2 является инертным газом. Но при температурах сварки CO2 становится реактивным, и его очищающее действие улучшается.
При добавлении к чистому сварочному газу аргона в небольших количествах, обычно от 5 до 25%, CO2 помогает стабилизировать сварочную дугу.Используя смесь аргона и CO2 для сварки MIG, вы получите более плавную сварочную ванну с улучшенным проплавлением стали и меньшим разбрызгиванием при сварке.
При слишком большом количестве CO2 дуга становится шероховатой, и количество брызг увеличивается. При сварке MIG со 100% CO2 становится труднее контролировать характеристики сильного проплавления на тонких металлах.
Смеси аргон / CO2 помечены в соответствии с процентным содержанием газа CO2 в смеси. C25 представляет собой смесь 25% CO2 с 75% аргона и является наиболее широко используемой смесью MIG.
Сварка TIG со 100% аргоном более эффективна для стали
Защитные газы выполняют разные функции в разных процессах.
При сварке MIG, когда расходный присадочный материал образует электрод, металл переносится через дугу в сварной шов. При сварке TIG мы подаем присадочный металл в дугу, возникающую между материалом и вольфрамовым электродом.
Для сварки TIG используется защитный газ, который остается на 100% инертным при температурах сварки, и чистый аргон отвечает всем требованиям.При использовании в сварке TIG аргон способствует легкому запуску, стабильной дуге и поддерживает чистоту неплавящегося вольфрамового электрода.
Связано: Какой размер баллона сварочного газа для MIG или TIG?
Итоги
В крайнем случае, вы можете использовать прямой аргон для сварки стали методом MIG, но смесь аргона и CO2 — лучший выбор.
Как и в случае со всеми проектными материалами, мы несем ответственность за выбор метода крепления, подходящего для предполагаемого использования готового проекта.Это верно при использовании шурупов, скоб, клея или сварки.
В следующий раз, когда вам не хватит защитного газа MIG, попробуйте сварку MIG со 100% аргоном. Просто знайте, что ваши сварные швы могут быть слабыми и хрупкими. Используйте здравый смысл и проверьте свою работу, чтобы никто не пострадал.
3 Стандартные методы сварки нержавеющей стали
Процесс сварки нержавеющей стали варьируется в зависимости от толщины и отделки материала, а также использования готового продукта.Хотя существует множество методов сварки нержавеющей стали, есть три, которые чаще всего используются сварщиками в Соединенных Штатах. К этим методам сварки нержавеющей стали относятся сварка TIG, контактная сварка и сварка MIG.
Это сварка TIG, контактная сварка и сварка MIG. Продолжайте читать, чтобы узнать больше о каждом.
1. Сварка TIG или газо-вольфрамовая дуговая сварка
Предлагая высокое качество, универсальность и долговечность, TIG является наиболее часто используемым процессом сварки нержавеющей стали.Этот процесс сварки обеспечивает низкое тепловложение, что делает его идеальным для обработки тонких материалов. Газ аргон часто смешивают с другими газами, в зависимости от потребностей конкретного проекта, включая гелий, водород и азот. Чтобы предотвратить окисление и повысить устойчивость к коррозии, можно использовать процесс односторонней сварки, создавая инертную газовую защиту между внутренними и внешними сварными швами.
2. Контактная или точечная сварка
Контактная или «точечная» сварка, как ее часто называют, является одним из самых экономичных видов сварки.Оборудование для контактной сварки (RW) невероятно универсально, что означает, что его можно использовать как в небольших, так и в крупных проектах.
RW использует электрический ток для нагрева истертых металлических кромок и их склейки. Этот тип сварки исключительно эффективен для металла с низкой температурой плавления, поскольку его можно адаптировать для предотвращения деформации металла.
3. Сварка МИГ или газовая сварка металлов переменным током
СваркаMIG — это полуавтоматический процесс, который при правильном выполнении обеспечивает прочное соединение двух кусков нержавеющей стали.В этом процессе используется защитный газ, богатый аргоном, и сплошной проволочный электрод.
СваркаMIG популярна, потому что позволяет сварщику использовать импульсный источник тока, который может облегчить сварку труднодоступных мест на сложных проектах из нержавеющей стали. Смеси других газов, в том числе с гелием, кислородом и углекислым газом, часто используются для стабилизации дуги и улучшения качества сварного шва.
Какой метод сварки нержавеющей стали лучше всего?
Выбор правильного метода сварки нержавеющей стали на самом деле зависит от того, какие качества вы ищете.Если вы ищете более доступный сварной шов, то лучше всего подойдет точечная сварка. Но если материал, с которым мы работаем, тонкий, то лучшим выбором может быть сварка TIG или газо-вольфрамовая дуга.
В All-Type Welding and Fabrication, Inc. наша команда экспертов по сварке оценит материалы, возможности и стиль отделки, которые вы хотите использовать для каждого проекта, чтобы определить, какой метод сварки будет наиболее эффективным для данной задачи.
Обладая обширными знаниями в области сварки и многолетним опытом работы, компания ATWF может выбрать и реализовать для вас лучший метод сварки нержавеющей стали.Свяжитесь с нами сегодня, чтобы получить расценки, узнать больше о нашем процессе и получить все ответы, которые вы ищете.
Сварка MIG нержавеющей стали с использованием аргона
Сварка MIG имеет множество применений, и каждое дает исключительные результаты. Но некоторые сварщики спрашивают, возможна ли MIG-сварка нержавеющей стали с аргоном.
Если вы заблудились, когда дело доходит до сварки стали методом MIG, то вам обязательно нужно получить доступ к правильным фактам. В конце концов, вы стремитесь получить наилучшие сварные швы для нержавеющей стали.И это именно то, что вы получите в этом чтении!
Помимо того, что мы узнаем, возможна ли MIG-сварка нержавеющей стали с аргоном, мы также узнаем больше о MIG-сварке, чтобы помочь вам улучшить свои профессиональные навыки.
Что добавляет аргон в процесс сварки MIG?
Аргон действует как экран для различных металлов, выделяя необходимое количество тепла для плавления на соответствующих металлических поверхностях. Например, если вы собираетесь сваривать нержавеющую сталь, вам понадобится присадочная проволока из нержавеющей стали, прикрепленная к вашему сварочному аппарату.
Возможна ли MIG-сварка нержавеющей стали чистым аргоном?
Использование чистого аргона не даст желаемого результата при сварке нержавеющей стали. 100% Газообразный аргон вызывает очень обратную реакцию, которая затрудняет процесс плавления основного металла.
Если процесс плавления вашего аппарата для газовой сварки чистым аргоном MIG остановился, в сварном шве не будет сцепления. И это еще не все! Использование чистого аргона для сварки нержавеющей стали методом MIG приводит к:
Низкое проникновение в основной металл
Использование чистого аргона в качестве защитного газа для сварки нержавеющей стали методом MIG приводит к затвердеванию присадочной проволоки и ее деформации.При этом между металлами происходит слишком слабая реакция, поскольку выделение тепла задерживается чистым аргоном.
Это затруднит сварку нержавеющей стали и может привести к неудовлетворительным результатам сварки.
Неконтролируемые брызги
Поскольку чистый аргон в защитном газе практически не обеспечивает контроля, брызги металла от сварных швов легко разлетаются по нержавеющей стали.
Неконтролируемое разбрызгивание обычно приводит к образованию большого количества дырок на сварных швах.С такими отверстиями на сварных швах вся линия ни на что не годится, и вам придется начинать заново.
Ненужное шлифование
Если вы решили использовать чистый аргон при сварке нержавеющей стали, разбрызгивание является обычным явлением. Чтобы избавиться от таких брызг металла на сварных швах, вам нужно будет затереть время и силы.
Неправильно расплавленная присадочная проволока
Использование 100% аргона в качестве защитного газа ограничивает тепловыделение, которое влияет не только на основной металл, но и на присадочную проволоку.В процессе сварки по-прежнему удается расплавить присадочную проволоку, но на протяжении всей работы регулярно образуется шарик.
Какой вид аргона идеально подходит для сварки нержавеющей стали методом MIG?
Нержавеющую сталь можно сваривать методом MIG в среде аргона, но не в чистом виде. Вот смеси, которые можно применять при MIG-сварке нержавеющей стали в среде аргона;
¾ аргона и CO
2Большинство сварщиков называют эту смесь аргона для сварки MIG как C25, и многие компании также производят газ с этим названием.
Аргон — хороший защитный агент, но он не обладает необходимым окислением для выделения тепла. Вот где 25% CO 2 ускоряет процесс окисления. Нержавеющей стали станет легче сливаться с этой защитной смесью, и пористость исчезнет.
С такой смесью вы заметите, что ваши сварные швы станут более аккуратными, а присадочная проволока лучше пригорит на нержавеющей стали. И если у вас есть лучший дешевый сварочный аппарат MIG с такой газовой смесью, ваши сварочные швы будут становиться все более профессиональными с каждой проходящей операцией.
98 ~ 99/100 Аргон и 1% кислород
Использование аргона с высоким процентным содержанием для сварки нержавеющей стали возможно только с добавлением кислорода. Когда кислород добавляется к вашему газообразному аргону, он создает эффект распыления присадочной проволоки на основной металл.
Распылительная сварка в основном требуется для поверхностей, которым требуется прочная сварочная ванна, и 98–99% аргона и 2–1% кислорода легко выполнят эту работу.
Как получить наилучшую сварку MIG для вашей нержавеющей стали
Используйте присадочную проволоку из высоколегированной стали
Высококачественная нержавеющая сталь, устойчивая к износу, возможна только при смешивании со сплавом.Сплавы, такие как никель и хром, улучшают прочность и сцепление проволоки, обеспечивая качественный сварной шов.
Поэтому, когда вам нужна присадочная проволока, выберите вариант из высоколегированного сплава, совместимый с вашим сварочным аппаратом.
Проверьте вашу нержавеющую сталь на наличие погнутых деталей или вмятин
Для правильной сварки нержавеющей стали предполагаемые поверхности должны быть ровными и без вмятин.
Благодаря обтекаемой поверхности обеих поверхностей из нержавеющей стали вы получите гораздо более плотные сварные швы, которые останутся соединенными после охлаждения.
Используйте CO
2 — газ на основе газа с высоковольтным сварочным аппаратомЕсли вы намереваетесь перейти от защитного газа с высоким содержанием аргона, лучше всего будет уголь. Но газы с высоким содержанием углерода необходимо использовать с особой осторожностью и большим умением. Правильный выбор — использовать защитные газы с содержанием CO 2 + 50%.
Если вы выбираете газ на основе CO 2 , вам необходимо сделать выбор в пользу мощного сварочного аппарата. Машины с диапазоном силы тока 220 ~ 230 В идеально подходят для работы с высокоуглеродистыми газами.
Подтвердите силу тока сварщика и совместимую смесь защитного газа
Для большинства сварщиков правильная сила тока имеет важное значение для выполнения ряда сварных швов. Получение струйного переноса и непористых сварных швов может быть легко достигнуто с помощью сварочного аппарата на 120 В. Существуют также другие машины с большими возможностями для получения еще более высоких результатов.
Wrap
MIG-сварка нержавеющей стали с аргоном возможна, но с правильными шагами. И поскольку вы сделали это чтение своим выбором, вы заметили, насколько подробным является каждое объяснение.
Кроме того, я сделал несколько доступных вам вариантов в этом чтении, если аргон действительно не работает для вас. Благодаря этому чтению вы найдете правильный набор альтернатив, благодаря чему сварка нержавеющей стали различной толщины станет более комфортной, чем вы когда-либо могли себе представить!
Рекомендации по использованию защитного газа для сварки MIG и TIG — Sandvik Materials Technology
Защита защитным газом
Защитный газ для сварки MIG / GMAW
Основным газом для сварки MIG / MAG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако для стабилизации дуги, улучшения текучести и улучшения качества наплавленного металла обычно требуются небольшие добавки кислорода (O2) или углекислого газа (CO2). Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (h3).
В таблице указан соответствующий выбор защитного газа для сварки MIG / MAG с учетом различных типов нержавеющей стали и типов дуги.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супер-дуплекс нержавеющая сталь | Ферритная нержавеющая сталь | Высоколегированная аустенитная нержавеющая сталь | Никель сплавы | |
| Ар | – | – | ● a | – | ● a | ● a |
| Ar + He | – | – | ● a | – | ● a | ● a |
| Ar + (1-2)% O 2 | ● b | ● b | (●) | ● b | ● | – |
| Ar + (1-2)% CO 2 c | ● d | ● d | (●) | ● d | ● | – |
| Ar + 30% He + (1-2)% O 2 | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% CO 2 c | ● e | ● e | ● e | ● e | ● | – |
| Ar + 30% He + (1-2)% N 2 | – | – | ● | – | ● f | – |
a) Предпочтительно при импульсной сварке MIG.
b) Более высокая текучесть ванны расплава, чем при добавлении CO 2 .
c) Не использовать при дуговой сварке со струйным переносом, где требуется очень низкое содержание углерода.
d) Лучшие характеристики сварки короткой дугой и позиционной сварки, чем с Ar + (1-2)% O 2 .
e) Более высокая текучесть ванны расплава по сравнению с Ar. Лучшие характеристики сварки короткой дугой, чем с Ar + (1-2)% CO 2 .
е) Для марок, легированных азотом.
Защитный газ для сварки TIG / GTAW
Обычным газом для сварки TIG является аргон (Ar).Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. В некоторых случаях для достижения особых свойств могут быть добавлены азот (N 2 ) и / или водород (H 2 ). Например, добавление водорода дает такой же, но гораздо более сильный эффект, как добавление гелия. Однако добавки водорода не следует использовать для сварки мартенситных, ферритных или дуплексных марок.
В качестве альтернативы, если добавлен азот, свойства наплавленного металла сплавов, легированных азотом, могут быть улучшены.Окисляющие добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по использованию защитных газов при сварке TIG различных нержавеющих сталей приведены в таблице. Для плазменно-дуговой сварки типы газов с добавками водорода, указанные в таблице, в основном используются в качестве плазменного газа, а чистый аргон — в качестве защитного газа.
| Основной металл (вид материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супер-дуплекс нержавеющая сталь | Ферритная нержавеющая сталь | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | ● | ● | ● | ● | ● | |
| Ar + He a | ● | ● | ● | ● | ● | ● a |
| Ar + (2-5)% H 2 a, b | ● b | – | – | – | ● b | ● b |
| Ar + (1-2)% N 2 | – | ● | ● | – | – | – |
| Ar + 30% He + (1-2)% N 2 | – | ● | ● | – | – | – |
a) Улучшает текучесть по сравнению с чистым аргоном.
b) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости в многопроходных сварных швах.
Защита корней
Безупречный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании защитного газа с очень низким содержанием кислорода. Для достижения наилучших результатов допускается максимальное содержание 20 ppm O 2 на корневой стороне.
Это может быть достигнуто с помощью продувочной установки и может контролироваться с помощью современного измерителя кислорода.Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Формовочный газ (N 2 + 5–12% H 2 ) является отличной альтернативой для обычных аустенитных сталей. Газ содержит активный компонент H 2 , который снижает уровень кислорода в области сварного шва.
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле сварного шва. Чистота газа, используемого для защиты корней, должна быть не менее 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Защита от расплавленного шлака
При дуговой сварке под флюсом (SAW) и электрошлаковой сварке (ESW) защита достигается за счет сварочного флюса, полностью покрывающего расходные материалы, дугу и ванну расплава. Флюс также стабилизирует электрическую дугу. Флюс плавится за счет тепла процесса, создавая покрытие из расплавленного шлака, которое эффективно защищает сварочную ванну от окружающей атмосферы.
Выбор защитного газа для соединения нержавеющей стали
Использование нержавеющей стали в Северной Америке за последнее десятилетие значительно выросло.По мере его использования росло количество различных расходных материалов, необходимых для его присоединения. Поскольку нержавеющие стали используются в приложениях, отличных от углеродистых сталей, отсюда следует, что требования к их сварке также различаются.
Двумя основными типами сплавов в этом классе материалов являются аустенитные (хромовые и никелевые сплавы серии 300) и ферритные (только хром серии 400). Каждый из них имеет уникальные свойства и требования к сварке.
Защитный газ, используемый при газовой сварке металлическим электродом (GMAW), дуговой сварке порошковой проволокой (FCAW) или газовой вольфрамовой дуговой сварке (GTAW), может оказывать значительное влияние на свойства и качество сварного шва, а также на производительность. сварочной операции.Многие функции защитного газа варьируются от защиты расплавленной сварочной ванны от атмосферы до управления типом переноса металла и стабильностью дуги, получаемой во время сварки. Чтобы правильно выбрать защитный газ, необходимо понимать, дает ли он требуемые результаты сварки.
В дополнение к определенному химическому составу сварного шва и прочности при приемлемых уровнях производительности, цвет и форма сварного шва (или внешний вид шва) являются важными факторами для успешного соединения аустенитных сплавов.
Газовые смеси, используемые для соединения нержавеющих сталей, часто содержат аргон из-за его инертной природы, способности поддерживать легкий зажигание дуги и метода переноса металла распылением. Для некоторых сварочных процессов может быть добавлен гелий, чтобы проводить больше тепла к основному металлу, чтобы увеличить проплавление сварного шва и улучшить текучесть сварочной ванны. Это может привести к более высокой скорости перемещения, меньшему искажению и общему снижению затрат на сварку.
В GMAW и FCAW кислород или CO 2 добавляются в защитный газ для улучшения стабильности дуги и текучести сварочной ванны.В особых случаях можно добавлять азот или водород в контролируемых количествах для улучшения свойств сварного шва и улучшения внешнего вида валика аустенитной нержавеющей стали. Эти трехкомпонентные смеси — лучший выбор для некоторых соединений нержавеющей стали.
Чтобы выбрать защитный газ, необходимо определить соединяемые материалы, процесс сварки и необходимый состав присадочного металла. Затем посмотрите на доступные смеси защитных газов, чтобы определить, что лучше всего соответствует вашим требованиям к конечному продукту.
GMAW аустенитных нержавеющих сталей
Двухкомпонентные смеси. Изготовители обычных нержавеющих сталей, состоящие из двух частей, традиционно используют смеси аргона с кислородом или CO 2 . Они подходят для обычного или импульсного распыления.
Если для максимальной коррозионной стойкости требуется очень низкое содержание углерода в металле сварного шва, смеси аргона и кислорода (от 1 до 2 процентов) могут обеспечить перенос металла струйным способом. Эти сварные швы имеют прочное оксидное покрытие, для удаления которого может потребоваться очистка после сварки.
Смеси аргон / CO 2 образуют меньше оксидов на поверхности, хорошую форму валика и смачивание, широкое проникновение и стабильное качество. Поскольку количество CO 2 в газовой смеси влияет на содержание углерода в сварном шве, пользователи обычно предпочитают смеси с более низким содержанием CO 2 (от 2 до 5 процентов). Увеличение скорости движения на 25 процентов обычно может быть достигнуто за счет использования аргона / -5 процентов CO 2 для применений, в которых используется аргон / 1 процент кислорода.
Трехкомпонентные смеси. Большинство трехкомпонентных смесей газов хорошо работают при коротком замыкании, распылении и импульсном переносе распылением и обеспечивают отличные сварочные характеристики и высокую производительность. Аргон с добавками от 25 до 35 процентов гелия и от 1 до 2 процентов CO 2 может обеспечить 20-процентное или более увеличение скорости перемещения по сравнению с большинством двухкомпонентных смесей, лучший контроль искажения в тонких материалах и превосходную форму и цвет шарика. . Эта смесь является подходящим выбором для соединения нержавеющей стали с углеродистой сталью (наполнитель 309) с использованием импульсного распыления.
Для материалов серии 300 оптимальный цвет и форма валика могут быть получены с помощью смесей аргон / CO 2 -водород. Восстановительная атмосфера, создаваемая добавлением 1-2% водорода, сводит к минимуму образование оксидов на поверхности валика и помогает улучшить текучесть и проникновение.
В течение многих лет стандартной газовой смесью для сварки коротким замыканием нержавеющей стали был тримикс на основе гелия (от 85 до 90 процентов) с небольшими добавками аргона (от 5 до 10 процентов) и CO 2 (от 2 до 5 процентов). процентов).Комбинирование аргона с 2–5% CO 2 и 2–5% азота дает хорошую форму и цвет шариков при переносе короткого замыкания, одновременно повышая скорость движения и производительность примерно на 20%. Характеристики этой смеси практически эквивалентны характеристикам других тримиксов для сварки распылением и импульсным переносом струи большинства аустенитных нержавеющих сталей.
Смеси, содержащие азот, следует использовать с осторожностью при соединении нержавеющей стали с углеродистой сталью, чтобы гарантировать получение соответствующей микроструктуры.
GMAW ферритных нержавеющих сталей
Ферритные нержавеющие стали используются, когда требуется повышенная коррозионная стойкость, но стоимость аустенитных марок хрома / никеля не может быть оправдана. Например, ферритная нержавеющая сталь стала предпочтительным материалом для автомобильных выхлопных систем. Глушитель, резонатор и выхлопная труба являются областями, особенно уязвимыми для коррозии изнутри (конденсат сгорания топлива) и снаружи (воздействие соли).
Многие сплавы, включая 409 и 439, обычно соединяются методом GMAW с твердыми электродами или электродами с металлическим сердечником для производства коррозионно-стойких деталей.
Смесь газов. Контроль содержания углерода в сварных швах, требуемый несколькими стандартами производства автомобилей, может быть достигнут путем надлежащего согласования присадочной проволоки с защитным газом. Ферритные нержавеющие стали соединяются с использованием смесей аргона и кислорода для сварки распылением и импульсным переносом струи, чтобы предотвратить накопление углерода в металле шва. Такой подход сводит к минимуму увеличение углерода в сварном шве, но может снизить скорость перемещения сварного шва.
В зависимости от максимально допустимого уровня углерода, смеси аргона с 5-10% CO 2 обычно обеспечивают приемлемый химический состав и микроструктуру сварных швов ферритной нержавеющей стали.Эти смеси могут улучшить скорость и производительность сварки в большинстве областей применения.
Хотя эти газовые смеси могут использоваться как для сплошной, так и для порошковой проволоки, химию сварного шва легче адаптировать для обеспечения лучшего контроля над подводом тепла при сварке и проникновением валика при использовании порошковой проволоки. Это важно при соединении тонкостенных материалов, обычно используемых в автомобильной промышленности. В то время как трехкомпонентные смеси могут дополнительно улучшить характеристики, двухкомпонентные смеси аргона и CO 2 будут соответствовать или превосходить большинство требований для ферритных нержавеющих сталей.
Повышение производительности за счет замены защитного газа и проволоки. Крупный производитель автомобильных запчастей провел оценку нескольких комбинаций порошковой проволоки и защитного газа для создания критически важной гибкой муфты для автомобильных выхлопных систем. Требуемый кольцевой сварной шов соединял смесь основных материалов из сплавов 409, 304, 321 и INCONEL®. Основная цель заключалась в уменьшении количества дефектов для повышения скорости приемки деталей и скорости сварки. Снижение затрат было существенным при повышении качества.
Проволока с металлическим сердечником из 18 хрома / колумбия диаметром 0,045 дюйма, используемая с несколькими смесями аргона / CO 2 , сравнивалась с применяемой в настоящее время твердой проволокой 308 с низким содержанием углерода и высоким содержанием кремния диаметром 0,035 дюйма с аргоном / кислородом. экранирование. Текущая производительность была измерена на уровне трех единиц в минуту. С комбинацией порошковой проволоки и аргона / CO 2 производительность увеличилась до более чем пяти единиц в минуту.
Порошковая проволока с более высокой скоростью наплавки при том же уровне тока обеспечивает отличные характеристики смачивания и широкую форму дуги, что приводит к получению плоского валика с приемлемым проваром.Для соответствия спецификациям производителя оригинального оборудования (OEM) требовалась небольшая обработка или совсем не требовалась постварочная обработка сварного шва.
FCAW для аустенитных и ферритных нержавеющих сталей
Порошковая проволока разработана для использования с определенным составом защитного газа. Для аустенитных нержавеющих сталей можно выбрать либо 100% CO 2 , либо 75% аргона / 25% CO 2 . Шлаковое покрытие на сварном шве ограничивает поглощение углерода, поэтому можно использовать защитные газы с высоким содержанием CO 2 .
Выбор смеси газов обычно зависит от положения сварки и рабочих условий. Смесь аргона и CO 2 обычно обеспечивает широчайший диапазон применения и лучшую привлекательность для оператора. При использовании FCAW, 25% -ный аргон CO 2 обеспечивает хороший контроль при сварке в нерабочем положении и снижает уровень искажений по сравнению со 100-процентным экранированием CO 2 .
GTAW аустенитных и ферритных нержавеющих сталей
Защитные газы для GTAW включают смеси чистого аргона, аргона / гелия и аргона / водорода (только для аустенитных марок).Здесь также выбор защитного газа основан на производительности, требованиях к искажениям и желаемому цветовому соответствию.
Наиболее широко используется аргон, поскольку он обеспечивает превосходное зажигание дуги и низкую теплопроводность, что делает его пригодным для соединения тонких материалов. Он подходит для ручной сварки, потому что смена горелки на работу мало влияет на рабочее напряжение, а проплавление тонких материалов ограничено.
Добавление до 50 процентов гелия или водорода (до 5 процентов при ручной сварке) увеличивает теплопроводность защитного газа, обеспечивая более высокие скорости сварки (от 50 до 100 процентов) и более высокую производительность.Кроме того, более высокие скорости движения помогают уменьшить искажения.
Если соответствие цвета имеет решающее значение при соединении нержавеющей стали серии 300, восстанавливающий эффект водорода из смеси аргона и водорода помогает уменьшить остаточный оксид на сварочном покрытии, сводя к минимуму или устраняя необходимость в очистке после сварки. По мере увеличения толщины основного металла содержание водорода или гелия в смеси аргона должно увеличиваться для достижения желаемого внешнего вида и формы сварного шва.
The Critical Selection
Выбор защитного газа имеет решающее значение для успешного соединения нержавеющих сталей.При сварке большинства ферритных и аустенитных нержавеющих сталей смеси аргона и CO 2 могут помочь повысить производительность и производительность, особенно если используются традиционные и импульсные методы распыления. Когда важен внешний вид гранул, трехкомпонентные газовые смеси могут обеспечить хорошие результаты, помогая снизить общие затраты.