Сварка неплавящимся электродом: основы аргонно-дуговой сварки
Екатерина
Самой популярной технологией для создания неразъемного соединения между двумя металлическими деталями на сегодняшний день является сварка. Без нее не обходится ни одно производство или промышленное хозяйство. В зависимости от применяемых материалов и аппаратов, существует много классификаций и разновидностей данной технологии. Рассмотрим одни из самых востребованных методов – ручная и механизированная аргонодуговая сварка неплавящимся электродом.
Содержание статьи
- Что такое аргонная сварка
- Сварочный аппарат
- Дополнительные материалы
- Настройка параметров для сварки
- Как правильно варить аргонодуговой сваркой
- Советы от специалистов
Что такое аргонная сварка
Способ сцепления двух металлических деталей, который реализуется за счет образования электрической дуги и применения дополнительного газа — аргона называется аргоннодуговая сварка. Весь процесс происходит за счет того, что дуга обеспечивает высокую температуру, плавит металл рабочего изделия и специальный присадочный пруток, образовывая при этом сварной шов. Аргон, в свою очередь, исполняет роль изолятора и защищает расплавленную металлическую массу в сварочной ванне от окисления. Если же туда опадает кислород или любой другой газ из внешней среды, возникает окисление, которое негативно влияет на качество спайки. Некоторые металлы могут вступить в реакцию и воспламениться. Аргон обладает такими химическими качествами, которые не позволяют кислороду соединиться с металлом. Газ из аппарата в рабочую среду подается еще до поджога и возбуждения дуги и продолжает удерживаться еще некоторое время по заверению процесса.
Весь процесс происходит за счет того, что дуга обеспечивает высокую температуру, плавит металл рабочего изделия и специальный присадочный пруток, образовывая при этом сварной шов. Аргон, в свою очередь, исполняет роль изолятора и защищает расплавленную металлическую массу в сварочной ванне от окисления. Если же туда опадает кислород или любой другой газ из внешней среды, возникает окисление, которое негативно влияет на качество спайки. Некоторые металлы могут вступить в реакцию и воспламениться. Аргон обладает такими химическими качествами, которые не позволяют кислороду соединиться с металлом. Газ из аппарата в рабочую среду подается еще до поджога и возбуждения дуги и продолжает удерживаться еще некоторое время по заверению процесса.
Аргонная сварка может производиться двумя способами:
- плавящимся электродом, который используется для поджога и одновременно является паяльным материалом. То есть, проводник плавится и предоставляет массу для образования шва. Это происходит за счет состава его покрытия.
 Подробнее про метод электродом можно прочесть здесь.
Подробнее про метод электродом можно прочесть здесь. - неплавящимся электродом, в котором сам проводник изготовлен из вольфрама – материала, который очень сложно поддается плавке, даже под воздействием высоких температур. Во время работы, температура среды около 2000 градусов, а для плавления вольфраму необходимо не менее 3600 градусов. Такой прут используется исключительно для поджога и создания дуги. Дополнительный материал, являющийся припоем, подается вручную отдельно.
Сплавление в среде аргона реализуется по двум технологиям:
- TIG – ручная аргонодуговая сварка неплавящимся электродом;
- MIG – автоматическая аргонодуговая сварка неплавящимся электродом.
Эти методики можно применять и в домашнем хозяйстве, так как они самые простые, и в производстве. Но для более профессионального варения применяются еще другие, высокоточные технологии.
Сварочный аппарат
Дуговая сварка в защитном газе неплавящимся электродом осуществляется посредством специального оборудования – сварочного аппарата. Он состоит из следующих элементов:
Он состоит из следующих элементов:
- газовая установка, обеспечивающая своевременную и равномерную подачу аргона;
- источник питания, который делится на два вида – инверторы и трансформаторы.
- механизм подачи проволоки, которая выполняет роли припоя;
- горелка;
- дополнительные комплектующие.
Что касается источников питания, то инверторы более востребованы, нежели трансформаторы. Это связанно с тем, что они могут работать как в режиме постоянного, так и переменного тока. Инвертор используется в любых условиях промышленности или дома. Работают они от обычной электрической розетки в 220В. Во время работы в среде аргона, крайне нежелательны перепады напряжения, поэтому инвертором варить намного лучше, качественнее и быстрее, чем трансформатором.
Горелка – это основная деталь, которая должна присутствовать для данного способа скрепления деталей. Ее конструкция может быть разной, так как для вольфрамовой пайки и сварки плавящимся проводником применяются немного разные детали.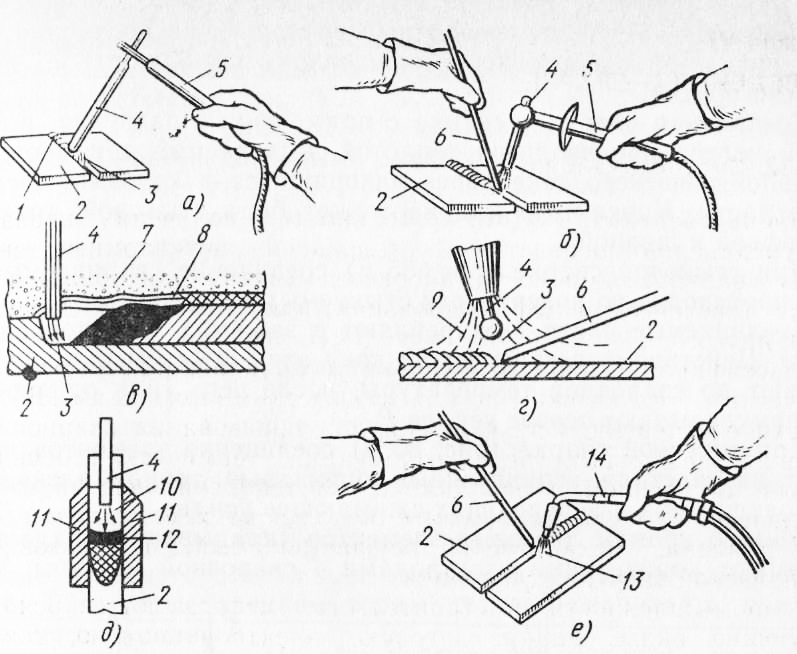 Наконечник горелки (сопло) отвечает за ряд параметров, основной из которых подача защитного газа в процессе пайки. Ее скорость зависит от диаметра сопла, чем он меньше, тем подача сильнее. Чаще всего он изготавливается из керамики, чтобы не плавиться и не поддаваться деформации под воздействием высокой температуры в рабочей среде.
Наконечник горелки (сопло) отвечает за ряд параметров, основной из которых подача защитного газа в процессе пайки. Ее скорость зависит от диаметра сопла, чем он меньше, тем подача сильнее. Чаще всего он изготавливается из керамики, чтобы не плавиться и не поддаваться деформации под воздействием высокой температуры в рабочей среде.
Газовый баллон может быть любого объема, от этого и зависит частота прерываний дуги для заправки.
Кроме сварочного аппарата для работы понадобятся средства индивидуальной защиты – рукавицы, роба и маска, которая нужна для защиты глаз от ультрафиолетовых ожогов.
Дополнительные материалы
Дуговая сварка в защитном газе неплавящимся электродом требует, кроме основного аппарата, дополнительные аксессуары. Рассмотрим самые необходимые:
- присадочные прутки, выполненные из различного материала, подходят для создания качественного шва на различных металлах – цветных, стальных, нержавеющих и т.д. Для изделия из разных металлов существуют соответствующие прутки – алюминиевые, нержавеющие, чугунные, медные и множество других.
 Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:
Они служат дополнительным материалом, которые выполняют роль припоя. То есть, неплавящийся проводник обеспечивает сварочную дугу и высокую температуру, а прут плавится для создания дорожки. Присадочные прутки применяются в режиме ручной дуговой сварки неплавящимся электродом в защитных газах. Примеры использования прутьев для разных видов сплавов можно увидеть в таблице:
- проволока – это дополнительный материал, который применяется в качестве припоя для автоматической аргонодуговой сварки неплавящимися электродами. Она подается в механизированном режиме из катушки, установленной в сварочном аппарате. Так же, как и прутья, проволока выполняется из разных материалов, для применения на различных металлах.
- газ является основным расходным материалом. Механизированная аргонодуговая сварка плавящимся проводником или проволокой не может быть без инертного газа, выполняющего основную защитную функцию. Вместо аргона, в силу его высокой стоимости, иногда сварщики заменяют его на гелий или углекислый газ.
 Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).
Его состав определяется типом металла, который подлежит свариванию. Баллоны бывают разного литража, на 5, 10, 20, 40 литров и так далее. Объем газа в баллоне зависит от давления. Например, в 10-ти литровом баллоне при давлении 150атм находится 10х150=1500 литров аргона(1атм).
- дополнительные аксессуары – это шланги, фитинги и прочие детали, необходимые для работы. Они имеют особенность снашиваться поэтому требуют периодической замены. Выбирая длину шланга, рекомендуется пространство между установленным аппаратом и рабочей зоной.
Все вышеописанные материалы необходимо приобретать в соответствии с качеством металла и местом работы. Необходима тщательно следить за исправностью и пригодностью каждого из них. Эти дополнения являются незаменимой и важной частью рабочего процесса.
Настройка параметров для сварки
Механизированное скрепление деталей электродом подразумевает применение инертной среды для защиты шва от окисления, которое провоцирует возникновение дефектов. Кроме ровного и качественного шва мастеру необходимо внимательно следить за тем, чтобы ванная не выходила за пределы газового облака. Таким образом, сначала включается газ, а затем уже совершается поджог и возбуждение дуги. Это самый важный момент. Если сделать наоборот, то расплавляющийся металл смешается с кислородом и из-за окисления шов в итоге получится некачественным. Так же и заканчивается работа. Сначала убирается дуга, а газ еще подается около 10 секунд для того, чтобы материал кристаллизовался без окисления. По возможности рекомендовано газ подавать с двух сторон от сварки, чтобы обеспечить надежную защиту. Таким образом, снижается риск реакции с кислородом.
Кроме ровного и качественного шва мастеру необходимо внимательно следить за тем, чтобы ванная не выходила за пределы газового облака. Таким образом, сначала включается газ, а затем уже совершается поджог и возбуждение дуги. Это самый важный момент. Если сделать наоборот, то расплавляющийся металл смешается с кислородом и из-за окисления шов в итоге получится некачественным. Так же и заканчивается работа. Сначала убирается дуга, а газ еще подается около 10 секунд для того, чтобы материал кристаллизовался без окисления. По возможности рекомендовано газ подавать с двух сторон от сварки, чтобы обеспечить надежную защиту. Таким образом, снижается риск реакции с кислородом.
Механизированная аргонодуговая сварка плавящимся электродом и неплавящимся, настройки производятся в соответствии с моделью аппарата. Как правило, они прописаны в инструкции, или же их можно посмотреть в общепринятых сварочных таблицах. При ручной технологии, мастер сам контролирует подачу проволоки. Ее нужно держать перед горелкой четко по направлению дорожки под определенным углом. Этот угол зависит от толщины шва и скорости расплавления металла, которая, в свою очередь, зависит от вида металла, из которого выполнены свариваемые изделия.
Этот угол зависит от толщины шва и скорости расплавления металла, которая, в свою очередь, зависит от вида металла, из которого выполнены свариваемые изделия.
Что касается режима подачи газа – эта величина неизменная. Она прописана в таблицах ГОСТа о применении различных газов для автоматической и ручной технологии сваривания металлов.
Самое сложное при настройках режима – это величина тока. Она выставляется и регулируется, отталкиваясь от многих факторов. Во-первых, большую роль играет тип металла, например, тонколистовые пластины нужно сваривать на низких токах, чтобы избежать пропала или деформации. Во-вторых, важно учитывать тип шва и расположение деталей во время работы. При совершении вертикального шва, ток должен быть низким, чтобы и дугу удержать, и в то же время не допустить растекание расплавленной металлической массы.
Новичку важно учесть, что настройки для разных типов сварочных работ и материалов будут разными.
Как правильно варить аргонодуговой сваркой
Чтобы правильно соединить два изделия в одно целое, нужно учесть три основных фактора:
- Правильные настройки, от которых напрямую зависит весь процесс.
 То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу.
То есть нужно отрегулировать подачу прута, газа, тока, чтобы удерживать нужную дугу. - Мастерство сварщика. Когда все настройки совершены, необходимо определенное мастерство и «набитая рука», благодаря чему мастер сможет удерживать дугу при непрерывном создании качественного шва. При неправильной подаче прута и периодической потере дуги нет смысла надеться на «правильное» соединение.
- Рабочее место – это один из залогов успешной работы аппаратом. Важно, чтобы мастеру ничего не мешало под рукой, чтобы было место совершать маневры и установить агрегат. Кроме этого стол должен быть из жаропрочного материала, как и окружающая среда. Необходимо особое внимание уделить тому месту, где будет располагаться деталь. Для качественного соединения ее нужно зафиксировать, иначе сдвиги повлияют на шов. Также нужна хорошая вентиляция, так как при сварке выделяется много вредных веществ, но важно, чтобы не было сквозняка, который может негативно отразиться на работе.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата.
 То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
Похожие публикации
технология аргонодуговой сварки неплавящимся электродом
В мире современной сварки множество самых разнообразных методов – как старых, так и самых новых. Но среди всех технологий выделяется одна – TIG или тиг . Область ее применения самая широкая: от кустарных сервисных мастерских для ремонта автомобилей до крупных производственных объектов со сложнейшими технологическими циклами.
Данный способ годится и для производства тонких швов, и для работы с массивными деталями с толстыми кромками. Предлагаем разобраться с методом TIG с его особенностями, оборудованием, преимуществами и недостатками.
Содержание
- Что это за метод в принципе
- Применение и преимущества технологии TIG
- Порядок работы и ее параметры
- Особенности и недостатки метода TIG
Что это за метод в принципе
Для начала разберемся с аббревиатурой TIG, которая как раз и описывает суть метода: в переводе с английского это не что иное как «вольфрам и инертный газ». Иными словами, это горение электрической дуги в инертном газе.
Иными словами, это горение электрической дуги в инертном газе.
Главный элемент в технологии TIG – это электрод из вольфрама. Он относится к классу неплавящихся электродов, ведь температура плавления вольфрама – почти 4000°С. Это великолепное качество позволяет работать с вольфрамовыми электродами практически со всеми видами и сплавами стали.
Уход за ним заключается в периодической заточке кончика для сохранения точности и тонкости образования . Вольфрамовый наконечник зафиксирован в специальной горелке и расположен в цанге. Если электрод длиннее, чем нужно, лишняя длина размещается в специальном корпусе, чтобы не произошло короткое замыкание.
Технология сварки с использованием инертного газа.В роли инертного газа чаще всего используется аргон, поэтому вся сварка называется аргонодуговая сварка плавящимся электродом. Аргон подается по окружности, в центре которой находится электрод, расположенный в керамическом сопле на конце горелки.
Без инертного газа ничего хорошего не выйдет, в этом случае в сварочную ванну попадает кислород с выделением водорода, что приводит к высокой пористости сварочного шва и кристаллизации металла при затвердевании. Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Аргон как инертный газ защищает процесс от данных нежелательных явлений. Подача газа запускается кнопкой на горелке.
Как и во всех видах сварки с использованием дуги кромки соединяемых металлических заготовок начинают плавиться при зажженной дуге. Если между поверхностями есть зазор, нужно использовать дополнительную присадочную проволоку, которую сварщик подает просто свободной рукой.
Если же соединяемые детали соприкасаются поверхностями вплотную, для формирования качественного шва вполне достаточно самого металла.
Применение и преимущества технологии TIG
Cварка в среде аргона применяется чрезвычайно широко благодаря высокой температуре горения электрической дуги. Данный факт делает этот метод приемлемым как для работ с углеродистой сталью, так и для работ с различными и весьма капризными цветными металлами: алюминием, медью, титаном и другими металлами.
Нержавеющая сталь также отлично варится методом TIG: швы формируются очень качественными и эстетичными.
Метод тиг не требует очистки шва от шлака после рабочего процесса.
Работа с алюминием заслуживает отдельного упоминания. Этот чрезвычайно капризный металл без аргона варить практически невозможно. Проблема в оксидной пленке, которая мгновенно образуется и не дает сформироваться сварочной ванне и, соответственно, сварочному шву.
Схема сварки в среде инертного газа.Благодаря аргону, создающему защитную среду, алюминий плавится очень равномерно, и шов формируется правильно и ровно. Если используется дополнительная присадочная , то она должна быть из того же металла, что и соединяемые детали.
Области применения аргоновой сварки следующие:
- все виды машиностроения;
- автомастерские;
- пищевая промышленность;
- нефтеперерабатывающая и химическая промышленности и многие другие.
Тиг сварки имеют немало преимуществ в сравнении с другими видами:
- точная компактная локализация прогрева заготовки, что минимизирует риск деформации;
- полная свобода сварочной ванны от кислорода в результате вытеснения его аргоном, который тяжелее кислорода;
- отличная скорость сварки тиг;
- простота в исполнении и несложное обучение методу;
- шов высокого качества;
- широкая палитра металлов для работ;
- грамотная экология: меньше выбросов в атмосферу.

Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Электрод нужно подготовить: его кончик следует заточить и отполировать на наждачном круге. Острота кончика будет зависеть от толщины кромок свариваемых заготовок. Если, к примеру, вы планируете варить тонкий металл, кончик должен быть заточен очень остро. И, соответственно, при работе с толстыми краями угол заточки увеличивается.
Устройство горелки для аргонодуговой сварки.Сила сварочного тока влияет на параметры шва и глубину проплавки.
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.
Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Как выполняется TIG сварка?Ручная аргонодуговая сварка относится к универсальным технологиям со множеством преимуществ. Тем не менее недостатки имеются, и о них нужно знать и помнить.
Минусы следующие:
- Работать с аргоном практически невозможно на улице при ветреной погоде: аргон полностью вытесняется ветром.
 Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным.
Можно, конечно, выставлять защитные щиты с одновременным увеличением подачи аргона, но такое решение нельзя назвать эффективным и экономным. - Работа с плавящимся электродом в облаке аргона имеет жесткое требование по предварительной подготовке рабочих поверхностей – тщательной зачистке кромок от ржавчины, масла и краски. Если этого не сделать, в сварочных швах окажутся здоровенные поры.
- Структура горелки с колпачком и соплом могут привести к затруднениям в ведении шва в местах с трудным доступом. Чаще всего такое встречается при угловых соединениях или во время работы в малом пространстве. Решениями являются либо увеличение расстояния вылета иглы, либо перестановка колпачка с обрезкой вольфрамового электрода.
- Вариант способа TIG Lift включает риск следа на поверхности из-за розжига шва вне рабочей зоны. В этом случае понадобится специальная зачистка.
Для выполнения тиг метода необходимо определенное оборудование.
Сборка горелки для TIG сварки.Комплект нужных вещей включает в себя следующее:
- с поддержкой разных режимов;
- баллон с аргоном или другим инертным газом;
- редуктор и кабель;
- газовая горелка в одной из двух версий: №1 для работ с металлами с тонкой кромкой, а №2 для работ с металлами с большей толщиной.

настройка параметров – Дуговая сварка на Svarka.guru
Сварка в среде защитных газов всегда считалась самой качественной. Здесь несколько технологий, из которых выделяется ручная аргонодуговая сварка неплавящимся электродом. Во-первых, она ручная, что дает возможность использовать ее в непромышленных условиях. Во-вторых, простота процесса дает возможность пользоваться ею неспециалистам. Ведь в основе ее технологии лежит процесс нагрева металла электродом, расплавления его и подачи в сварочную ванну присадочного материала, которым ванна и заполняется. При этом аргон выступает в качестве защиты от химических элементов в воздухе, которые негативно влияют на сварочный шов, тем самым снижая качество стыка соединяемых заготовок.
Что такое аргонная сварка?
Электрическую дуговую сварку в 1881 году изобрел русский инженер Н. Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
Важно! Алюминий весьма капризный металл, особенно при сильном нагреве и взаимодействии с молекулами кислорода — в результате поверхность мгновенно оказывается скрытой за тонкой пленкой.
Аргон защищает нагреваемый металл от взаимодействия с кислородом, исключая его негативные воздействия на качество сварочных швов.
Аргоно-дуговую сварку используют для соединения таких металлов: титана с чугуном, сталь с медью и других, в том числе золото, серебро, соединение которых при помощи других видов сварки невозможно. Популярность такой сварки объясняется следующими преимуществами:
- Качество сварного шва.
- Большая долговечность.
- Доступность аппаратов в розничной торговле.
При использовании надежного оборудования швы получаются невидимыми по факту, что важно для ремонтируемого изделия, кроме этого, повышается прочность деталей.
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.

На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Читать также: Ножовки по металлу виды
Среди прочих видов сварочных работ, проводимых в среде инертных газов, основным считается сварка неплавящимся электродом. Такой ее вид еще называют аргонной сваркой. Принцип ее работы основан на разогреве металлов в среде тяжелых газов. Главным инструментом выступает неплавящийся вольфрамовый электрод и электрическая дуга. При аргонной сварке электроэнергия дуги переходит в тепловую энергию. Ее воздействия вполне достаточно для разогрева свариваемых поверхностей.
Схема аргонодуговой сварки неплавящимся электродом.
Аргонодуговая сварка неплавящимся электродом имеет свои технологические особенности. Поскольку азот и кислород оказывают негативное влияние на качество сварного шва, в условиях окружающей атмосферы (78% — азот, 21% — кислород, 1% — прочие составляющие) крайне важно блокировать зону плавления от воздействия воздуха.
Для этого в рабочую зону подают аргон — газ, который на 40% тяжелее воздуха. Для заполнения зазорной полости, возникающей при плавке свариваемых поверхностей, в рабочую зону подается специальный присадочный материал.
Помимо аргона, технология сварки неплавящимся электродом также допускает использование и других вытесняющих газов: гелия (He), активного азота (N2), свободного водорода (h3) и двуокиси углерода (СО2 — углекислого газа). При подаче в зону углекислого газа вместо вольфрамового электрода применяют угольный аналог.
Неплавящиеся электроды
Изготавливаются они из чистого графита или вольфрама, а также с добавлением редкоземельных элементов. Такие сплавы имеют улучшенную характеристику, а изделия отлично выдерживают длительную токовую нагрузку. Как правило, диаметр варьируется в пределах от 0,5 до 10 мм.
При использовании постоянного тока, при условии, что полярность прямая, металл соединяемых пластин или деталей плавится на максимальную глубину, при этом около 85% энергии тепла расходуется по прямому назначению, а 7% уходит на непосредственный нагрев самого электрода. Оставшиеся 8% расходуются на образование электрической дуги.
Оставшиеся 8% расходуются на образование электрической дуги.
Алюминий сваривают неплавящимися электродами и при обратной полярности, но здесь потери тепловой энергии возрастают до 50%, поэтому для соединения с заготовками из стали данный режим не подходит. Добавив стабилизатор и компенсатор тока можно подключать оборудование к источникам переменного тока.
Плавящийся вид
Ручная дуговая сварка с применением плавящегося электрода относится к разряду универсальных подходов, поскольку может проводиться практически в любых условиях.
Этот способ организации сварочного процесса позволяет оператору комфортно работать даже в самых труднодоступных местах. Однако наряду с указанными достоинствами этот метод имеет ряд существенных недостатков, проявляющихся в следующем:
- небольшая глубина проплавления обрабатываемого металла;
- низкая производительность процесса сварки, что объясняется малыми уровнями рабочих токов;
- нестабильность ручной сварки, заметно уступающей автоматизированным приёмам сплавления.

Сущность данного способа обработки металлов состоит в использовании энергии электрической дуги, искусственно создаваемой между свариваемой заготовкой и электродом.
Под действием высоких температур металл в зоне сварки интенсивно плавится и образует так называемую «сварочную ванну». На завершающей стадии работ на месте расплава (после его остывания) должен получиться аккуратный шов.
По внешнему виду плавящийся электрод – это типовой металлический стержень с нанесённым на его поверхность покрытием определенной структуры и толщины.
Основные параметры, определяющие размеры так называемых «обмазанных» электродов, их разбивку по типам и предъявляемые к ним требования регламентируются действующими стандартами (ГОСТ 9467-75, в частности).
Согласно этим данным самый распространённый диаметр электродных стержней – в пределах от 3-х до 6-ти миллиметров. Указанный показатель определяется как толщина стержня, без учёта имеющегося рабочего покрытия.
Со снижением этой величины, а также при увеличении общей длины электрода изменяется и его проводимость, что естественно приводит к сильному нагреванию в процессе сварки.
В случае чрезмерного нагрева стержень быстро плавится (говорят, что она начинает «течь»). Одновременно с этим сгорают и входящие в состав покрытия органические компоненты, теряя свои защитные свойства.
Разновидности и предназначение
Для аргоно-дуговой сварки используются специальные электроды — они не имеют свойств, присущих обычному металлу и относятся к расходному материалу.
Так выглядят электроды для сварки аргоном по категориям, поэтому их трудно перепутать во время приобретения.
Угольные
Аналогичные электроды используются во время воздушно-дуговой резке металла, чтобы удалить имеющиеся дефекты поверхности, при этом сила тока не превышает 580 A. Угольные электроды применяют и для сварки тонкостенных деталей, изготовленных из цветного металла. Конфигурация круглая или плоская, применяются вместе с присадками или без, что определяется технологией проведения аналогичных работ.
Графитовые
Они весьма актуальны при работе с цветными металлами или их сплавами, например, если необходимо прочное соединение медных проводов. Аналоги из графита доступны по цене и имеют широкое распространение на внутреннем рынке России из-за таких достоинств: стойкость к воздействию высокой температуры, весьма низкий износ, отличная обрабатываемость.
Аналоги из графита доступны по цене и имеют широкое распространение на внутреннем рынке России из-за таких достоинств: стойкость к воздействию высокой температуры, весьма низкий износ, отличная обрабатываемость.
Вольфрамовые
Выбирая электроды, надо ориентироваться на следующие параметры:
- легирующие добавки и общий химический состав;
- диаметр, от которого зависит толщина шва;
- геометрия законцовки — от нее зависят основные характеристики всего процесса;
- качество затачивания.
При наличии в электродах редкоземельного тория возможна небольшая радиоактивность, поэтому многие промышленные комплексы отказываются от их эксплуатации.
Каждому сварщику нужно учитывать, что материал стержня не принимает участия в процессе образования сварочного шва, его оплавления в результате длительного использования весьма незначительны.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.

Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование
На практике чаще применяют первый вариант — универсальный аппарат аргоно-дуговой сварки, а специальное оборудование предназначено для больших объемов, в основном механизированных. Универсальные агрегаты просты в использовании независимо от того ручного или автоматизированного они действия — применяются на производственных предприятиях или в частном гараже.
Состоит такой аппарат из следующих элементов:
- Источника постоянного или переменного тока, в продаже встречаются и комбинированные аппараты.
- Горелки, подходящие к любой величине тока.
- Первичную дугу поджигает система с повтором колебаний или осциллятор.

- Специальные приспособления для постоянной подачи инертного газа (аргона).
- Средства управления процессом дуговой сварки.
При использовании подогрева проволоки возрастает производительность процесса, поэтому приобретение такого агрегата — мечта сварщика.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.

Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Рекомендуем! Классификация сварных швов и соединений
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки металлов неплавящимся электродом и аргоном
Для надежного соединения деталей и повышения прочности шва надо соблюдать следующие особенности:
- Электрод должен как можно глубже проникать между деталями, а дуга при этом — минимальной длины.
 Шов получится меньше по ширине, а качество соединения намного выше.
Шов получится меньше по ширине, а качество соединения намного выше. - Стержень из вольфрама двигается посредине зазора, т. к. сдвиг в любую сторону понижает качество шва.
- Запрещается резкая подача присадки, во избежание разбрызгивания и перерасхода металла.
- Проволока подается под постоянным углом и без колебаний.
- При завершении работы запрещается обрыв шва путем отведения электрода из зоны плавления, дуга гасится с помощью реостата.
- Газ подают за 20 секунд до начала, а выключают за 10 секунд до окончания процесса.
- Режим сварки зависит от толщины деталей, учитывается и диаметр неплавящегося электрода.
До проведения работ поверхности тщательно очищаются до характерного блеска, при необходимости дополнительно обрабатываются растворителем.
Чем лучше варить
Для правильного выбора нужного метода желательно оценить каждый из них с точки зрения потребности в данных конкретных условиях. Для этого надо сравнить возможности разных электродов и определимся с наиболее оптимальным вариантом.
Для этого надо сравнить возможности разных электродов и определимся с наиболее оптимальным вариантом.
Прежде всего, необходимость сварки неплавящимися (или покрытыми) стержнями возникает лишь в тех случаях, когда предстоит работать с разнородными по структуре материалами. При этом характер сварных процедур (их подготовка и само сплавление) заметно усложняется и требует значительных усилий со стороны сварщика.
Таким образом, выбор операций с неплавящимся электродом целесообразен лишь как крайний случай, когда без него невозможно решение поставленной перед сварщиком задачи.
Во всех же остальных ситуациях вполне можно обходиться достаточно простыми и дешёвыми плавящимися электродами. Тем более что данный метод с течением времени постоянно совершенствуется и позволяет получить достаточно качественный сварной шов.
Плюсы и минусы
Достоинства:
- аргон не контактирует с металлом в расплавленном виде;
- этот инертный газ на 38% тяжелее, поэтому надежно закрывает место, где происходит сварка и не допускает молекулы воздуха;
- если сравнивать стоимость с другими аналогичными газами, то использование аргона намного выгоднее;
- при использовании аргонодуговой сварки расход газа в три раза меньше, чем аналогичные действия с гелием.

Благодаря перечисленным преимуществам аргонная сварка приобрела популярность, особенно при соединении алюминия с другими металлами.
Недостатки:
- сложность проведения в ручном режиме, требуются опыт и профессионализм исполнителя;
- нельзя допустить колебаний электрода;
- ручная дуговая сварка в защитных газах малопроизводительна, а автоматический вариант не всегда приемлем.
А. А. Муравьев, слесарь по ремонту 5-го разряда, опыт работы с 1979 года: «Подтверждаю, что аргонная сварка способна творить чудеса в умелых руках — надежно соединяются любые металлы».
Виды сварки с использованием аргона
Существует несколько видов сварки в среде аргона, их классифицируют по виду проводимых работ, требованиям у степени сложности:
- Автоматизированная аргонодуговая сварка неплавящимся электродом;
- Роботизированная;
- Механизированная
- Ручная.
При последнем виде сварки перемещение заготовок и ход работающей горелки осуществляется самостоятельно вручную. Соответственно в автоматизировано варианте все происходит с точностью наоборот, а процесс будет находиться под контролем оператора механического прибора.
Соответственно в автоматизировано варианте все происходит с точностью наоборот, а процесс будет находиться под контролем оператора механического прибора.
Механическая означает то, что горелку будет перемещаться вручную, но присадочный материал будет подаваться с помощью механики. В роботизированном случае, абсолютно все процессы автономны и обходятся без вмешательства оператора.
Настройка параметров
В первую очередь выбирают оптимальный режим, благодаря которому качество и эффективность сварки получается выше. Направление тока, полярность выбирают, учитывая свойства свариваемых металлов, а величина тока зависит от марки и химического состава деталей, учитывают и диаметр используемого электрода. Правильные параметры опытные мастера выбирают по справочнику.
Напряжение напрямую зависит от длины дуги, поэтому работы производят при минимуме аналогичных размеров и пониженном напряжении, так как при увеличении ухудшается качество соединения.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона.
 Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения. - Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта.
 Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Особенности тугоплавких стержней
Тугоплавкие стержни, изготовленные в России и странах СНГ, маркируются следующих образом: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе). Это наиболее популярные виды электродов, все они по сути относятся к вольфрамовым, но имеют свои особенности.
Электроды марок ЭВЛ и ЭВИ можно использовать с постоянным и переменным током, а также задавать нужную полярность. В зависимости от назначения они окрашиваются в разные цвета, так что со временем вы научитесь отличать электроды, не читая обозначения на упаковке или на самом стержне. С помощью ЭВЛ и ЭВИ варят медь и нержавейку, используя постоянный ток. Переменный ток применяют для сварки алюминия.
С помощью ЭВЛ и ЭВИ варят медь и нержавейку, используя постоянный ток. Переменный ток применяют для сварки алюминия.
Достоинства и недостатки
Неплавящиеся электроды часто становятся темой для обсуждения как среди начинающих, так и среди опытных сварщиков. Это связано с их неоднозначными достоинствами и недостатками, которых практически поровну.
Можно выделить следующие достоинства:
- Металл практически не деформируется при сварке или резке.
- Сварной шов получается качественным и долговечным.
- Работа выполняется быстро и не требует высокой квалификации.
- Защитный газ охотно выдувается из сварочной зоны, что затрудняет работу на улице или в полуоткрытых цехах.
- Перед сварочными работами нужно тщательно подготовить металл, иначе качество шва будет неудовлетворительным.
- Детали нужно зачищать, если производится розжиг вне сварочной зоны.
Мы считаем, что недостатки таких электродов несущественны.Неплавящиеся электроды для дуговой сварки обязательно нужно испробовать в своей практике, хотя бы для получения нового опыта. Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Они не потребуют от вас каких-то особенных навыков сварки, нужно лишь тщательно подготовить металл.
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
Приведенные буквы участвуют в маркировке.
ПРИМЕЧАНИЕ:
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).

- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
Описание технологии сварки цветных металлов и сплавов на их основе
Алюминий и его сплавы
Для алюминия и его сплавов используют все виды сварки плавлением. Наибольшее применение нашли автоматическая и полуавтоматическая дуговая сварка неплавящимся и плавящимся электродом в среде инертных защитных газов, автоматическая дуговая сварка с использованием флюса (открытой и закрытой дугой), электрошлаковая сварка, ручная дуговая сварка плавящимся электродом, электронно-лучевая сварка.
Дуговую сварку в среде инертных газов осуществляют неплавящимися (вольфрамовыми чистыми, лантанированными и иттрированными) и плавящимися электродами. Используемые инертные газы: аргон высшего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты, смесь аргона с гелием. Выбор конкретного способа сварки определяется конструкцией изделия и условиями производства.
Используемые инертные газы: аргон высшего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты, смесь аргона с гелием. Выбор конкретного способа сварки определяется конструкцией изделия и условиями производства.
Сварка неплавящимся электродом диаметром 2 … 6 мм используется для узлов с толщиной стенки до 12 мм. Толщины 3 мм сваривают за один проход на стальной подкладке, толщины 4 … 6 мм — за два прохода (по проходу с каждой стороны), более 6 мм — за несколько проходов с предварительной разделкой кромок (V- или Х-образной). Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия — проволоку марок АО, АД или АК, для сплавов типа АМг — проволоки той же марки, но с увеличенным (на 1 … 1,5 %) содержанием магния для компенсации его угара. Диаметр проволок 2 … 5 мм.
Ручную дуговую сварку вольфрамовым электродом ведут на специально для этого разработанных установках типа УДГ. При других условиях питание дуги при сварке неплавящимся электродом может осуществляться от других источников переменного тока.
Табл. 1 Рекомендуемые режимы сварки вольфрамовым электродом
При выполнении швов на алюминии вручную особое внимание уделяется технике сварки. Угол между присадочной проволокой и электродом должен быть примерно 90°. Присадка подается короткими возвратно-поступательными движениями. Недопустимы поперечные колебания вольфрамового электрода. Длина дуги 1,5 … 2,5 мм. Вылет электрода от торца наконечника горелки 1 … 1,5 мм.
Производительность сварки вольфрамовым электродом можно повысить в 3 … 5 раз, если использовать трехфазную дугу (рис. 1). Благодаря более интенсивному прогреву за один проход на подкладке сваривают листы толщиной до 30 мм. Сварку осуществляют как ручным, так и механизированным способом (табл. 2).
Сварку плавящимся электродом выполняют полуавтоматом или автоматом в чистом аргоне либо в смеси из аргона и гелия (до 70 % Не) на постоянном токе обратной полярности проволокой диаметром 1,5 … 2,5 мм. Режимы сварки плавящимся электродом сплавов типа АМг приведены в табл. 3.
При использовании газовой смеси (30 % Аr и 70 % Не) увеличиваются ширина и глубина провара и улучшается форма шва.
Рис. 1 Схема сварки трехфазной дугой (a) и поперечное сечение сварного шва (б): 1 — сопло; 2,3 — электроды; 4 — изделие
1 Схема сварки трехфазной дугой (a) и поперечное сечение сварного шва (б): 1 — сопло; 2,3 — электроды; 4 — изделие
Для обеспечения большей устойчивости процесса переноса капель с плавящегося электрода, особенно при сварке в различных пространственных положениях, используют наложение на основной сварочный ток импульсов тока заданных параметров с частотой 50 … 100 Гц.
Табл. 2 Ориентировочные режимы аргонодуговой сварки алюминия трехфазной дугой
Табл. 3 Рекомендуемые режимы сварки плавящимся электродом в защитных газах алюминиевых сплавов типа АМг
При сварке листов малых толщин хорошие результаты по формированию сварного соединения получают при микроплазменной сварке. При этом аргон является плазмообразующим газом, а гелий — защитным. Гелий выполняет две функции: охлаждает периферийные слои плазмы и защищает жидкий металл сварочной ванны от воздействия воздуха.
Автоматическая сварка алюминия и его ставов с применением флюсов реализуется в двух вариантах: сварка по флюсу полуоткрытой дугой и сварка под флюсом закрытой дугой.
Сварку по флюсу применяют при производстве сосудов из алюминия и сплавов типа АМц с использованием фторидно-хлоридных флюсов. Сварка по флюсу ведется вследствие высокой электропроводности данных флюсов даже в нерасплавленном состоянии, а поэтому возможно шунтирование дуги и нарушение стабильности ее горения. Благодаря высокой концентрации энергии при сварке алюминия по флюсу достигается глубокое проплавление основного металла.
При равных токах глубина проплавления алюминия в 2 … 3 раза выше, чем стали. Для технического алюминия применяют флюс АН-А1, а для сплавов — другие флюсы, не содержащие NaCl, так как в случае загрязнения металла шва восстановленным натрием ухудшается его пластичность. Толщина слоя насыпанного флюса обычно составляет 7 … 16 мм, а ширина 25 … 45 мм в зависимости от толщины свариваемого металла. Сварка ведется на постоянном токе обратной полярности одинарным (табл. 4) или сдвоенным (расщепленным) электродом на стальной формирующей подкладке.
Табл. 4 Режимы однопроходной сварки по слою флюса одиночным электродом на формирующей подкладке
Сварочные алюминиевые проволоки обладают небольшой жесткостью и вследствие значительных колебаний конца проволоки при сварке могут возникнуть непровары. Использование сдвоенных проволок позволяет увеличить размеры сварочной ванны, время пребывания в жидком состоянии, улучшить условия для дегазации сварочной ванны и уменьшить пористость.
В конструкцию тракторов для автоматической сварки по флюсу вносят специальные бункеры с дозаторами флюса, подающие механизмы тянущего типа, специальные водоохлаждаемые мундштуки, газоотсасывающее устройство. Основные преимущества сварки по флюсу: высокие производительность и экономичность по сравнению с другими способами, меньшее коробление конструкции. Недостаток — необходимость удаления шлака после сварки.
Автоматическую сварку под флюсом ведут на больших плотностях тока расщепленным электродом переменным или постоянным обратной полярности током. Применяют керамические флюсы ЖА-64 и ЖА-64А. При этом предъявляются повышенные требования к вентиляционным системам для удаления паров флюса.
Применяют керамические флюсы ЖА-64 и ЖА-64А. При этом предъявляются повышенные требования к вентиляционным системам для удаления паров флюса.
Электрошлаковую сварку алюминия и его сплавов осуществляют для толщин металла 50 … 250 мм. Сварку ведут на переменном токе пластинчатыми электродами или плавящимися мундштуками. Применяют флюсы АН-301, АН-302 на основе галогенидов щелочных и щелочноземельных металлов. Формирование шва осуществляют медными водоохлаждаемыми или графитовыми кристаллизаторами. Плотность тока в электроде около 2,5 А/мм2, скорость сварки 6 … 8 м/ч. Прочность сварных соединений составляет 80 … 100 % прочности основного металла. Технико-экономическая эффективность данного способа сварки возрастает с увеличением толщины свариваемых изделий.
Ручная дуговая сварка покрытыми электродами выполняется для изделий из технического алюминия, алюминиево-марганцевых и алюминиево-магниевых (с содержанием магния до 5 %) сплавов, силуминов при толщине металла более 4 мм. Можно сваривать металл толщиной до 20 мм без разделки кромок, но рекомендуется производить разделку с толщин 10 мм.
Можно сваривать металл толщиной до 20 мм без разделки кромок, но рекомендуется производить разделку с толщин 10 мм.
Наиболее применяемый тип соединения — стыковое. Соединения внахлестку и тавровые не рекомендуют, так как возможно затекание шлака в зазоры, откуда его сложно удалить при промывке. Остатки шлака могут вызвать коррозию.
При сварке необходим подогрев до 100 … 400 °С в зависимости от толщины деталей. Диаметр электродов d = 4 … 8 мм. Стержень электрода изготовляют из проволок состава, близкого к составу основного металла. Для сплавов типа АМг берут проволоку с увеличенным на 2 % содержанием магния для компенсации его угара при сварке.
Основу покрытия составляют криолит, хлористые и фтористые соли натрия и калия. Ток постоянный обратной полярности. При сварке алюминиевый электрод расплавляется в 2 … 3 раза быстрее стального. Покрытия электродов имеют значительное электрическое сопротивление. При обрывах дуги кратер и конец электрода покрываются пленкой шлака, препятствующей ее повторному зажиганию. Поэтому сварку рекомендуют выполнять на высоких скоростях, без колебания конца электрода, непрерывно в пределах одного электрода.
Поэтому сварку рекомендуют выполнять на высоких скоростях, без колебания конца электрода, непрерывно в пределах одного электрода.
При выполнении многослойных швов перед наложением каждого слоя требуется тщательная зачистка от шлака и окислов. Получаемые сварные соединения обладают удовлетворительными механическими свойствами.
Ручная дуговая сварка угольными электродами производится только для неответственных конструкций из алюминия. Сварку производят постоянным током прямой полярности. Диаметр угольного электрода dэ = 10 … 20 мм. Конец угольного электрода затачивают на конус под углом 60°. Металл толщиной до 2,5 мм сваривают без разделки кромок, а свыше — с разделкой (угол разделки 70 … 90°). Используют присадочный пруток диаметром 2 … 5 мм. Предварительно на присадочный пруток наносят слой флюса многократным окунанием в водный раствор флюса (смеси фторидно-хлоридных солей) или флюс наносят в виде пасты на свариваемые кромки.
Газовая сварка алюминия ведется с использованием ацетилена и реже с использованием пропан-бутановой смеси и метана.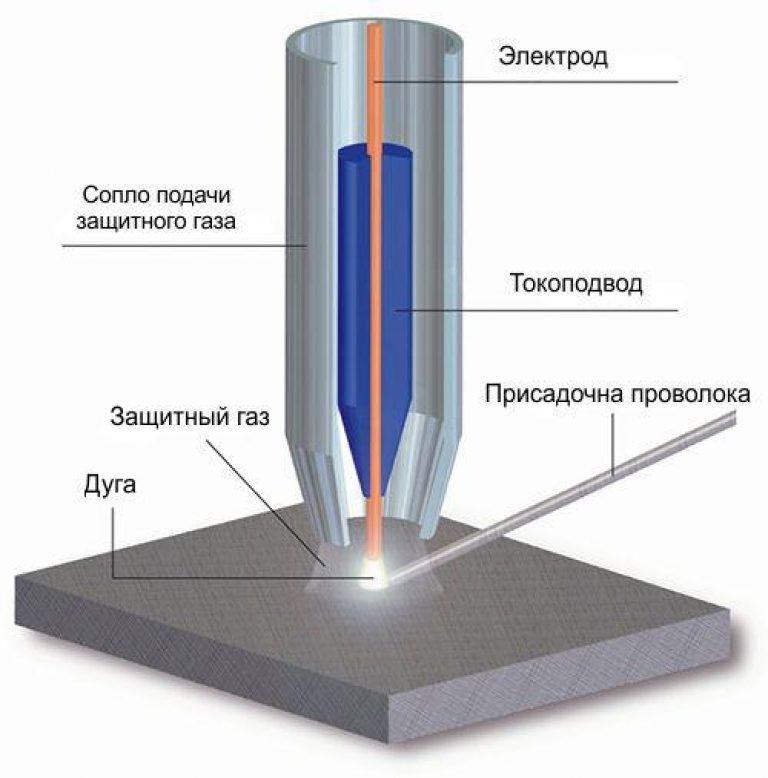 Сварка ведется нормальным пламенем при незначительном избытке ацетилена. При выборе горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм толщины основного металла. Номер наконечника выбирают в зависимости от толщины свариваемых заготовок. Диаметр присадочного прутка 1,5 … 5,5 мм в зависимости от толщины свариваемых заготовок.
Сварка ведется нормальным пламенем при незначительном избытке ацетилена. При выборе горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм толщины основного металла. Номер наконечника выбирают в зависимости от толщины свариваемых заготовок. Диаметр присадочного прутка 1,5 … 5,5 мм в зависимости от толщины свариваемых заготовок.
Наиболее распространенный флюс АФ-4А наносится на присадочный пруток или свариваемые кромки. При толщине заготовок до 4 мм разделку кромок не выполняют, а свыше 4 мм — рекомендуется выполнять. При толщине листов более 8 мм производят общий или местный подогрев. Сварку выполняют «левым» способом. После сварки швы промывают для удаления флюсов теплой или подкисленной (2 %-ный раствор хромовой кислоты) водой.
Электронно-лучевая сварка (ЭЛС) является эффективным способом соединения заготовок из алюминиевых сплавов. По сравнению с другими способами этот способ позволяет производить сварку при высокой плотности теплового потока, минимальных тепловложениях, высоких скоростях и получать минимальное разупрочнение металла в зоне термического влияния, плотные качественные швы, минимальные деформации конструкций.
Разрушение окисной пленки при электронно-лучевой сварке идет за счет воздействия на пленку паров металла и за счет разложения окиси алюминия в вакууме с образованием газообразной субокиси алюминия А1О. Вакуум способствует удалению водорода из шва.
Магний и его сплавы
Сварку магниевых сплавов в основном осуществляют вольфрамовым лантанированным или иттрированным электродом в аргоне (иногда в гелии) на переменном токе. Инертный газ аргон обеспечивает хорошую защиту сварочной ванны от окружающей атмосферы, а переменный ток способствует разрушению окисной пленки в периоды обратной полярности вследствие катодного распыления. Для предотвращения попадания в металл окисной пленки с корня шва сварку ведут с полным проплавлением кромок на подкладках из металлов с малой теплопроводностью (аустенитные стали). С этой позиции менее технологичны нахлесточные, тавровые и угловые соединения. Наилучшие защита зоны сварки и эффект катодного распыления обеспечиваются при малой длине дуги (1 . .. 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 5.
.. 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 5.
Для сварки металлов толщиной более 5 мм может быть использована сварка плавящимся электродом со струйным переносом электродного металла на повышенных токах. Сварку плавящимся электродом осуществляют от источников постоянного тока на обратной полярности. Сварка магниевых сплавов плавящимся электродом осуществляется за один проход при толщинах до 5 мм без разделки кромок, толщинах 10 … 20 мм -с V-образной разделкой с углом раскрытия 50 … 60° и притуплением 2 … 6 мм, при толщинах больше 20 мм — Х-образной разделкой.
Табл. 5 Ориентировочные режимы аргонодуговой сварки вольфрамовым электродом магниевых сплавов
Медь и ее сплавы
Для сварки меди и ее сплавов могут быть применены все основные способы сварки плавлением. Наибольшее применение нашли дуговая сварка в защитных газах, Ручная дуговая сварка покрытыми электродами, механизированная дуговая сварка под флюсом, газовая сварка, электронно-лучевая сварка.
Сварка в защитных газах позволяет получить сварные соединения с наиболее высокими механическими и коррозионными свойствами благодаря минимальному содержанию примесей. В качестве защитных газов используют азот особой чистоты, аргон высшего сорта, гелий высшей категории качества, а также их смеси (например, (70 …. 80) % Аr + (20 … 30) % N2 для экономии аргона и увеличения глубины проплавления). При сварке в среде азота эффективный и термический КПД дуги выше, чем при сварке в среде аргона и гелия, но ниже устойчивость горения дуги.
Табл. 6 Выбор диаметра вольфрамового электрода и присадки
При сварке в защитных газах в качестве неплавящегося электрода используют лантанированные или иттрированные вольфрамовые электроды диаметром до 6 мм. В качестве присадочного материала используют проволоку из меди и ее сплавов, по составу близкую к основному металлу, но с повышенным содержанием раскислителей (МРЗТЦрБ 0,1-0,1-0,1-0,1; БрХНТ; БрКМц 3-1; БрХ 0,7). При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 6).
При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 6).
Сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. При сварке в среде азота или в смеси азота с гелием сварочный ток уменьшают, а напряжение повышают (табл. 7). При толщинах более 4 … 5 мм рекомендуется подогрев до 300 … 600 °С.
Табл. 7 Рекомендуемые режимы сварки меди вольфрамовым электродом (стыковые соединения на медной водоохлаждаемой подкладке или флюсовой подушке)
При сварке плавящимся электродом используют постоянный ток обратной полярности. Широкое распространение для меди при толщинах более 4 мм получила многослойная полуавтоматическая сварка проволокой малого диаметра (1 … 2 мм). Режимы сварки: сварочный ток 150 … 200 А для проволоки диаметром 1 мм и 300 . .. 450 А для проволоки диаметром 2 мм, напряжение дуги 22 … 26 В, скорость сварки зависит от сечения шва. Температура подогрева 200 … 300 °С.
.. 450 А для проволоки диаметром 2 мм, напряжение дуги 22 … 26 В, скорость сварки зависит от сечения шва. Температура подогрева 200 … 300 °С.
Для латуней, бронз и медно-никелевых сплавов предпочтительнее сварка неплавящимся электродом, так как в этом случае меньше испарение цинка, олова и других элементов. Предварительный подогрев для медных сплавов требуется при толщинах более 12 мм.
Ручная дуговая сварка меди и ее сплавов покрытыми электродами выполняется на постоянном токе обратной полярности (табл. 8). Медные листы толщиной до 4 мм сваривают без разделки кромок, до 10 мм с односторонней разделкой при угле скоса 60 … 70° и притуплении 1,5 … 3 мм, более 10 мм — с Х-образной разделкой кромок. Для сварки меди используют электроды с покрытием «Комсомолец-100», АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ, АНЦ-3.
Сварку ведут короткой дугой с возвратно-поступательным движением электродов без поперечных колебаний. Удлинение дуги ухудшает формирование шва, увеличивает разбрызгивание, снижает механические свойства сварного соединения.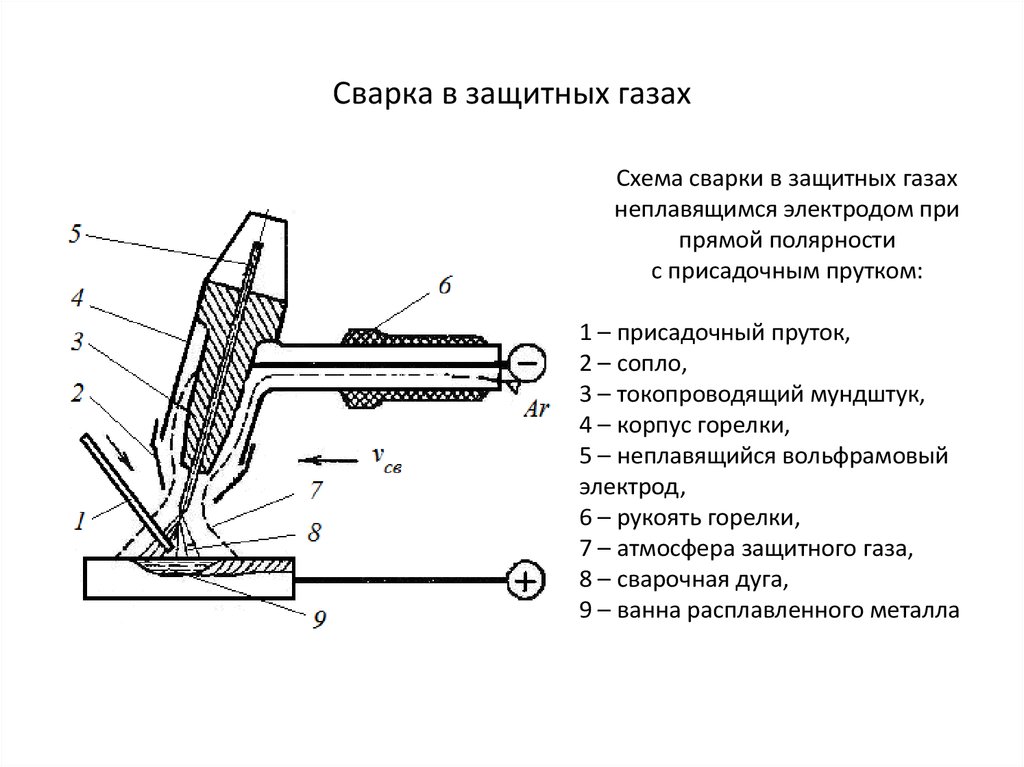 Предварительный подогрев делают при толщине 5 … 8 мм до 200 … 300 °С, а при толщине 24 мм — до 800 °С. Теплопроводность и электропроводность металла шва резко снижаются при сохранении высоких механических свойств. Для сварки латуней, бронз и медно-никелевых сплавов применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
Предварительный подогрев делают при толщине 5 … 8 мм до 200 … 300 °С, а при толщине 24 мм — до 800 °С. Теплопроводность и электропроводность металла шва резко снижаются при сохранении высоких механических свойств. Для сварки латуней, бронз и медно-никелевых сплавов применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
Табл. 8 Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами
Рис. 2 Схема механизированной сварки меди угольным электродом под флюсом
Механизированную дуговую сварку под флюсом осуществляют угольным (графитовым) электродом (рис. 2) и плавящимся электродом. Сварка угольным электродом выполняется на постоянном токе прямой полярности с использованием стандартных флюсов АН-348А, ОСЦ-45, АН-20. При сварке угольным электродом кромки 1 собирают на графитовой подкладке 2, поверх стыка накладывают полоску латуни 3, которая служит присадочным металлом. Дуга горит между угольным электродом 4, заточенным в виде плоской лопаточки, и изделием под слоем флюса 5. Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18 … 21 В, скорость сварки 6 … 25 м/ч.
Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18 … 21 В, скорость сварки 6 … 25 м/ч.
Механизированная сварка плавящимся электродом под плавлеными флюсами (АН-200, АН-348А, ОСЦ-45, АН-M1) выполняется на постоянном токе обратной полярности, а под керамическим флюсом ЖМ-1 и на переменном токе. Основным преимуществом этого способа сварки является возможность получения высоких механических свойств сварного соединения без предварительного подогрева. При сварке меди используют сварочную проволоку диаметром 1,4 … 5 мм из меди МБ, M1, бронзы БрКМц 3-1, БрОЦ 4-3 и т.д. За один проход можно сваривать без разделки кромок толщины до 15 … 20 мм, а при использовании сдвоенного (расщепленного) электрода — до 30 мм. При толщинах кромок более 15 мм рекомендуют делать V-образную разделку с углом раскрытия 90°, притуплением 2 … 5 мм, без зазора. Флюс и графитовые подкладки перед сваркой должны быть прокалены. Для возбуждения дуги при сварке под флюсом проволоку закорачивают на изделие через медную обезжиренную стружку или пружину из медной проволоки диаметром 0,5 . .. 0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в табл. 9.
.. 0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в табл. 9.
При сварке латуней применяют флюсы АН-20, ФЦ-10, МАТИ-53 и бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки. Сварка ведется на низких значениях сварочного тока и напряжения для снижения интенсивности испарения цинка. Бронзы под флюсом свариваются хорошо.
Табл. 9 Ориентировочные режимы автоматической сварки меди под флюсом (стыковое соединение, диаметр электродной проволоки 5 мм)
Газовая сварка меди используется в ремонтных работах. Рекомендуют использовать ацетиленокислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки меди и бронз используют нормальное пламя, а для сварки латуней — окислительное (с целью уменьшения выгорания цинка). Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки по 10 … 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие Аl2О3. При сварке меди используют присадочную проволоку из меди марок M1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300 … 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
Флюсы наносят на обезжиренные сварочные кромки по 10 … 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие Аl2О3. При сварке меди используют присадочную проволоку из меди марок M1 и М2, а при сварке медных сплавов — сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300 … 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
При электрошлаковой сварке меди применяют легкоплавкие флюсы системы NaF-LiF-CaF2 (AHM-10). Режим электрошлаковой сварки: сварочный ток Iсв = 1800 … 1000 А, напряжение U = 40 … 50 В, скорость подачи пластинчатого электрода 12 … 15 м/ч. Механические свойства шва мало отличаются от свойств основного металла.
Электронно-лучевая сварка меди эффективна при изготовлении электровакуумных приборов. Она обеспечивает сохранение высокой чистоты меди от примесей и получение мелкозернистой структуры.
Она обеспечивает сохранение высокой чистоты меди от примесей и получение мелкозернистой структуры.
При соединении элементов из меди и ее сплавов больших толщин хорошие результаты дает плазменная сварка. Возможно производить сварку элементов толщиной до 60 мм за один проход. Применяют плазмотроны прямого действия. Для обеспечения хорошей защиты от атмосферного воздуха плазменную сварку иногда выполняют по слою флюса, а для создания мелкозернистой структуры используют порошковую проволоку. Для сварки малых толщин до 0,5 мм эффективно используют микроплазменную сварку.
Никель и его сплавы
Основным способом сварки никеля и его сплавов является дуговая сварка в среде защитных газов. Используются также способы сварки плавлением: ручная дуговая покрытыми электродами, автоматическая дуговая под слоем флюса, угольным электродом, газовая, электрошлаковая, электронно-лучевая, лазерная.
Сварка в среде защитных газов никеля и его сплавов обеспечивает высокое качество сварных соединений, отвечающих эксплуатационным требованиям. Дуговую сварку вольфрамовым электродом выполняют на прямой полярности с применением аргона первого сорта и без присадочного или с присадочным (чаще всего проволока НМц 2,5) металлом. Сварку рекомендуют проводить на медной подкладке или с защитой корня шва аргоном, с соплами горелок, как при сварке титана. Сварку никеля осуществляют при минимально возможной длине дуги, повышенных силе тока и скорости сварки.
Дуговую сварку вольфрамовым электродом выполняют на прямой полярности с применением аргона первого сорта и без присадочного или с присадочным (чаще всего проволока НМц 2,5) металлом. Сварку рекомендуют проводить на медной подкладке или с защитой корня шва аргоном, с соплами горелок, как при сварке титана. Сварку никеля осуществляют при минимально возможной длине дуги, повышенных силе тока и скорости сварки.
При ручной сварке применяют «левый» способ. Наклон горелки к оси шва должен быть 45 … 60° вылет вольфрамового электрода 12 … 15 мм. Присадочный металл подают под углом 20 … 30° к оси шва. При многопроходной сварке последующие швы необходимо накладывать после полного охлаждения, зачистки и обезжиривания предыдущих слоев. Швы, обращенные к агрессивной среде, выполняются в последнюю очередь. Начинать и заканчивать сварные швы необходимо на технологических планках. Для предотвращения образования трещин в кратере заканчивают сварку с уменьшением сварочного тока. Режимы сварки никеля приведены в табл. 10.
Режимы сварки никеля приведены в табл. 10.
Табл. 10 Ориентировочные режимы ручной аргонодуговой сварки вольфрамовым электродом в среде аргона стыковых соединений никеля
Ручную дуговую сварку покрытыми электродами для листов толщиной более 1,5 мм осуществляют на постоянном токе обратной полярности. Для сварки никеля используют электроды «Прогресс-50» со стержнем из проволоки НШ и ОЗЛ-22 со стержнем НМцАТК 1-1,5-2,5-0,15. Толщины до 4 мм сваривают без разделки, а больше 4 мм с разделкой кромок (табл. 11). Рекомендуется по возможности вести сварку за 1 проход, а длинные швы выполнять отдельными участками.
Для предупреждения перегрева электрода и получения меньших остаточных напряжений при сварке используют ток, пониженный по сравнению с током при сварке сталей и пониженную скорость сварки (табл. 12).
Сварку рекомендуют вести в нижнем положении короткой дугой для уменьшения угара стабилизирующих и раскисляющих элементов, содержащихся в электродной проволоке. Продольные колебания конца электрода способствуют газоудалению и получению более плотных швов.
Продольные колебания конца электрода способствуют газоудалению и получению более плотных швов.
Обучение профессии «Сварщик аргоном». Цена 30 000 ₽.
Обучение профессии «Сварщик дуговой сварки неплавящимся электродом в защитном газе»
Дуговая сварка неплавящемся электродом в защитном газе или аргонная (TIG-сварка) требует опыта и подготовки, но имеет очень высокое качества шва. С её помощью можно сваривать самые тонкие металлы от 0,5 мм: все виды стали, медь и алюминий, а также их сплавы, титан, никель, магний, бронзу, чугун и другие.
Как проходит теория и практика сварщиковЛекции читаются опытным преподавателем в наших учебный классах, обычно два раза в неделю. Практика назначается строго по индивидуальному расписанию, удобному для вас, на нашем сварочном посту по адресу: г. Подольск, ул. Бронницкая, 7. Общий срок подготовки составляет месяц; примерно 10-12 смен на сварочном посту.
На каких сварочных аппаратах происходит практика сварщиков в «ЦОПО»
В УЦ — самые современные сварочные аппараты, на которых опытный наставник покажет вам все нюансы сварки.
· FOXWELD SAGGIO MIG 200-s MIG/MAG, MMA.Сваривает полуавтоматом (MIG/MAG), ручной дуговой и TIG- сваркой.
· «Сварог» TECH TIG 200 P AC/DC. Сваривает для аргоном, TIG и ручной дуговой сваркой.
Стоимость
30 000 ₽
Начало
26.09.2022
9:00-12:00
Будни (пн.-пт.)
Описание
Учебный план
Аннотация
Фотогалерея
Подготовка сварщиков дуговой сварки неплавящимся электродом в защитном газе
Средства защиты на практических занятиях
Учебный центр покупает средства защиты для сварщиков, и вносить дополнительную плату за них не нужно. Это спилковые краги, кожаные и хлопчатобумажные перчатки, маски Сварог «Хамелеон» SV-III, брезентовые костюмы и фартуки. Для обучения сварщиков используются трубы, уголки, квадраты, железо.
Для обучения сварщиков используются трубы, уголки, квадраты, железо.
Кто может обучиться на сварку-аргон
· Те, кто достиг 18-ти лет.
· У кого есть медицинская справка с отметкой об отсутствии противопоказаний.
· Лица, имеющие основное общее образование.
Выдаваемые документы для сварщиков
По окончании курса аргонодуговой сварки выпускник получает свидетельство о профессии и удостоверение о допуске к работам. Внутренняя аттестация сварщика также организуется в нашем учебном центре.
Получив документы, у выпускников появится возможность трудоустроиться на вакансии сварщика. Разные компании могут принять на работу и без опыта, но тех, кто прошел практику и, конечно, с официальными документами о профессиональной подготовке. Мы помогаем в трудоустройстве наших выпускников по направлению Сварщик.
Записывайтесь УЦ «ЦОПО» на курсы сварщика «Аргонодуговая сварка неплавящемся электродом в защитном газе или TIG-сварка», а если вам нужна сварка лично для себя, то вам больше подойдет курс «Сварщик ручной дуговой сварки плавящимся покрытым электродом».
В нашем учебном центре при сварке аргоном мы используем вольфрамовый электрод с высокой температурой плавления и чистый аргон в баллоне. Газ защищает область сварки от окисления кислородом на открытом воздухе.
Если расстояние между деталями, которое мы варим небольшое, то шов формируется за счет расплавления кромок детали. Если между деталями есть зазор, то в сварочную зону подается специальный сварочный материал — пруток из того же металла, что и детали.
Преимущества аргонодуговой сварки или TIG-сварки (Tungsten Inert Gas)
1. Возможность сваривать любые виды металлов малых толщин и ювелирное качество шва.
2. Аппараты аргонодуговой сварки работают в широких диапазонах тока и можно регулировать их параметры. Функция улучшенного поджига обеспечивает быстрый старт и простоту процесса.
3. Единственный вид сварки, позволяющий работать с тонкостенным материалом, обеспечивает высокоточную сварку неферромагнитных металлов. Аппараты TIG-сварки могут сваривать как на постоянном токе такие металлы, как сталь, нержавейка, медь титан и на переменном токе — алюминий и его сплавы.
Аппараты TIG-сварки могут сваривать как на постоянном токе такие металлы, как сталь, нержавейка, медь титан и на переменном токе — алюминий и его сплавы.
Аргонная сварка имеет и ограничения. Это невысокая по сравнению с другими методами скорость сварки, ручная подача сварочного прутка, необходимость работать в закрытых помещениях, чтобы исключить перерасход газа, обязательна тщательная подготовка деталей.
| Индекс |
Элементы учебного процесса, в т.ч. учебные дисциплины, профессиональные модули, междисциплинарные курсы, практика |
Всего |
Всего (часов) |
|||
| в том числе | ||||||
| теоретические занятия | практические занятия | Из них самостоятельная работа | ||||
| аудиторно | дистанционно | |||||
1.
|
Теоретическое обучение |
40 | 40 | (40) | - | 19 |
| 2. |
Практическое обучение |
128 | - | - | 128 | 52 |
| 3. | Итоговая аттестация | 8 | 8 | (8) | 8 | - |
| Всего: | 176 | 48 | (48) | 136 | 71 | |
2. 2. КАЛЕНДАРНЫЙ УЧЕБНЫЙ ГРАФИК
2. КАЛЕНДАРНЫЙ УЧЕБНЫЙ ГРАФИК
|
Период обучения (недели) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
|
Курс обучения |
Т |
Т |
Т |
Т |
Т/зач |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
П |
ИА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Условные обозначения:
Т – теоретическое обучение,
П- производственное обучение,
Зач. -зачет
-зачет
ИА – итоговая аттестация
| Дни проведе-ния занятий |
№ Занятий |
Содержание занятий |
Всего час. |
|
1 день |
Тема 1 | Пожарная безопасность, электробезопасность, охрана труда на предприятии. Действующее законодательство по охране окружающей среды. | 4 |
| Тема 2 | Основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах | 4 | |
|
2 день |
Тема 3 |
Правила подготовки кромок изделий под сварку. Основные группы и марки свариваемых материалов. Сварочные (наплавочные) материалы. |
4 |
| Тема 4 | Устройство сварочного и вспомогательного оборудования, назначение и условия работы контрольно-измерительных приборов, правила их эксплуатации и область применения | 4 | |
|
3 день |
Тема 5 | Причины возникновения и меры предупреждения внутренних напряжений и деформаций в свариваемых (наплавляемых) изделиях. | 4 |
| Тема 6 |
Основные группы и марки материалов, свариваемых РАД Сварочные (наплавочные) материалы для РАД |
4 | |
|
4 день |
Тема 7 |
Способы устранения дефектов сварных швов.
|
8 |
| 5 день | Тема 8 | Оказание первой помощи пострадавшим. | 6 |
| ПА | Зачёт по теоретическому обучению. | 2 | |
| 6 день | ПО.00 | Практика (производственное обучение). | |
| ПО.01 | Ознакомление с выполняемой работой. Вводный инструктаж. Ознакомление с организацией рабочего места, режимом работы и правилами внутреннего распорядка. Инструктаж по охране труда, электробезопасности, пожарной безопасности. Использование средств индивидуальной защиты. | 8 | |
| 7 день |
ПО. 02 02
|
Проверка работоспособности и исправности сварочного оборудования для РД. Настраивать сварочное оборудование для РД. | 8 |
| 8 день | ПО.03 | Изучение техники предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке. | 8 |
| 9 день | Изучение техники предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке. | 8 | |
| 10 день |
Изучение техники предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке.
|
8 | |
| 11 день | ПО.04 | Изучение техники РАД простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва. | 8 |
| 12 день | Изучение техники РАД простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва. | 8 | |
| 13 день | Изучение техники РАД простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва. | 8 | |
| 14 день | ПП.05 | Контроль с применением измерительного инструмента сваренные РАД детали на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке | 8 |
| 15 день | Контроль с применением измерительного инструмента сваренные РАД детали на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке | 8 | |
| 16 день |
ПО. 07 07
|
Выбор пространственного положения сварного шва для РАД | 8 |
| 17 день | Выбор пространственного положения сварного шва для РАД | 8 | |
| 18 день | ПО.08 | Зачистка ручным или механизированным инструментом сварных швов после сварки. | 8 |
| 19 день | Зачистка ручным или механизированным инструментом сварных швов после сварки. | 8 | |
| 20 день | ПО.09 | Удаление ручным или механизированным инструментом поверхностных дефектов (поры, шлаковые включения, подрезы, брызги металла, наплывы и т.д.) | 8 |
| 21 день |
Удаление ручным или механизированным инструментом поверхностных дефектов (поры, шлаковые включения, подрезы, брызги металла, наплывы и т. д.) д.)
|
8 | |
| 22 день | ИА | Итоговая аттестация (Квалификационный экзамен) | |
| Проверка теоретических знаний (экзамен) | 4 | ||
| Выполнение пробной квалификационной работы. | 4 | ||
| Всего часов: | 176 |
1.1.Программа профессиональной подготовки
Профессиональное обучение по программе профессиональной подготовки (далее – ПО ППП), реализуемое Общество с ограниченной ответственностью «Центр Оперативного Профессионального Обучения» (далее – ООО «ЦОПО»), составлена в соответствии с современными требованиями к обучению по профессиям рабочих и в соответствии с требованиями Федеральных законов Российской Федерации, постановлений Правительства Российской Федерации.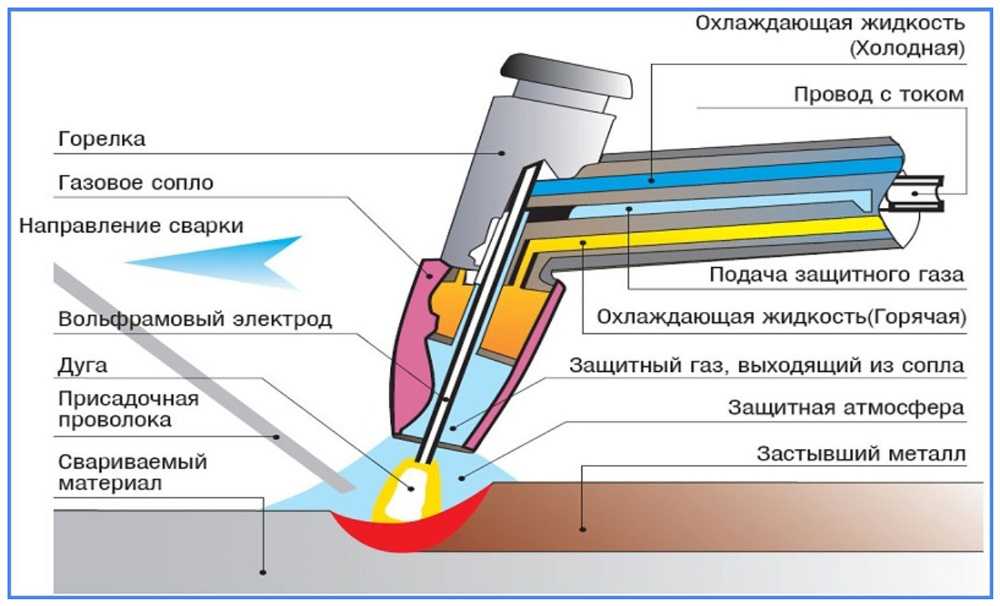
ПО ППП регламентирует цели, планируемые результаты обучения, формы аттестации, условия и технологии реализации образовательного процесса. Включает в себя учебный, календарный планы, оценочные и методические материалы, обеспечивающие реализацию образовательной деятельности.
1.2.Нормативные документы
Нормативную правовую основу разработки программы составляют:
- Федеральный закон от 29 декабря 2012 г. № 273-ФЗ «Об образовании в Российской Федерации»;
- Приказ Министерства труда и социальной защиты Российской Федерации от 12 апреля 2013 г. № 148н «Об утверждении уровней квалификаций в целях разработки проектов профессиональных стандартов»;
- Приказ Министерства образования и науки Российской Федерации (Минобрнауки России) от 18 апреля 2013 г. № 292 г. Москва «Об утверждении Порядка организации и осуществления образовательной деятельности по основным программам профессионального обучения»;
- Единый тарифно-квалификационный справочник работ и профессий рабочих (ЕТКС).
 Выпуск №19 (утв. постановлением Госкомтруда СССР и Секретариата ВЦСПС от 31 января 1985 г. N 31/3-30) (с изменениями от 17 апреля 2009 г.).
Выпуск №19 (утв. постановлением Госкомтруда СССР и Секретариата ВЦСПС от 31 января 1985 г. N 31/3-30) (с изменениями от 17 апреля 2009 г.). - Распоряжение Правительства Российской Федерации от 31 марта 2014 года № 487-р «Об утверждении комплексного плана мероприятий по разработке профессиональных стандартов, их независимой профессионально-общественной экспертизе и применению на период 2014-2016 годов».
- Приказ Министерства образования и науки Российской Федерации от 2 июля 2013 года № 513 «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение».
- Приказ Министерства образования и науки Российской Федерации от 29 октября 2013 года № 1199 «Об утверждении перечней профессий и специальностей среднего профессионального образования».
- Приказ Министерства образования и науки Российской Федерации от 29 января 2016 г. N 50 «Об утверждении федерального государственного образовательного стандарта среднего профессионального образования по профессии 15.
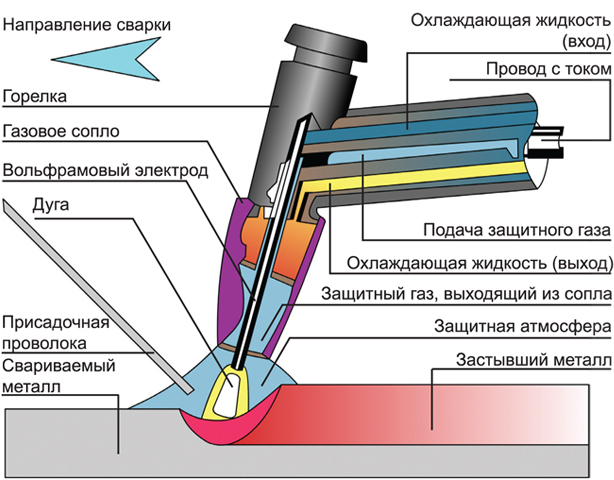 01.05 Сварщик (ручной и частично механизированной сварки (наплавки)» .
01.05 Сварщик (ручной и частично механизированной сварки (наплавки)» .
1.3. Цель реализации программы
Цель программы профессиональной подготовки по профессии является приобретение лицами различного возраста профессиональных компетенций, в том числе для работы с конкретным оборудованием, технологиями, профессиональными средствами, позволяющих выполнять виды профессиональной деятельности в соответствии с требованиями Сварщика дуговой сварки неплавящимся электродом в защитном газе.
Основные задачи ПО ППП:
— формирование знаний про основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах;
— обучение практическим навыкам работы;
— подготовка специалистов, соответствующих квалификационным характеристикам;
1.4.Требования к обучающимся
К освоению ПО ППП допускаются любые лица, ранее не имевшие профессии рабочего или должности служащего, без предъявления требований к образованию.
ООО «ЦОПО» осуществляет обучение по программе профессиональной подготовки на основе договоров об оказании платных образовательных услуг, заключаемых с обучающимся и (или) с физическим или юридическим лицом, обязующимся оплатить обучение лиц, зачисляемых на обучение.
1.5.Область профессиональной деятельности
Область профессиональной деятельности выпускников: изготовление, реконструкция, монтаж, ремонт и строительство конструкций различного назначения с применением ручной и частично механизированной сварки (наплавки).
1.6. Виды профессиональной деятельности: изготовление, реконструкция, монтаж, ремонт и строительство конструкций различного назначения с применением ручной и частично механизированной сварки (наплавки) во всех пространственных положениях сварного шва.
1.7. Объекты профессиональной деятельности выпускника:
— технологические процессы сборки, ручной и частично механизированной сварки (наплавки) конструкций;
— сварочное оборудование и источники питания, сборочно-сварочные приспособления;
— детали, узлы и конструкции из углеродистых и конструкционных сталей и из цветных металлов и сплавов;
— конструкторская, техническая, технологическая и нормативная документация;
Отзывы
Алексей Ж. , выпускник группы профессиональной подготовки «Сварщик»
, выпускник группы профессиональной подготовки «Сварщик»
Сварщик дуговой сварки неплавящимся электродом в защитном газе
Работа сварщика сейчас очень востребованная, плюс ко всему в быту этот навык всегда пригодиться. Выбрал ЦОПО по совету знакомых. Тут хорошая практическая подготовка на рабочем оборудовании. Согласитесь, так намного проще освоить сварку, чем учиться варить просто разглядывая «картинки» на экране. Спасибо преподавателю, все доходчиво объясняет, показывает. Навыки электрогазосварщика в ЦОПО я освоил, теперь могу их применять в жизни.
Александр Л., выпускник группы профессиональной подготовки «Сварщик»
Сварщик дуговой сварки неплавящимся электродом в защитном газе
Я рад, что нашел ваш учебный центр. Все понравилось: отношение, как учат, преподаватель. Хотелось бы еще больше практики конечно, но хорошо, что она вообще есть. А то, какой же ты сварщик, если ты аппарат в руках ни разу не держал. Нам показали сразу несколько видов сварки, объяснили, в чем отличие.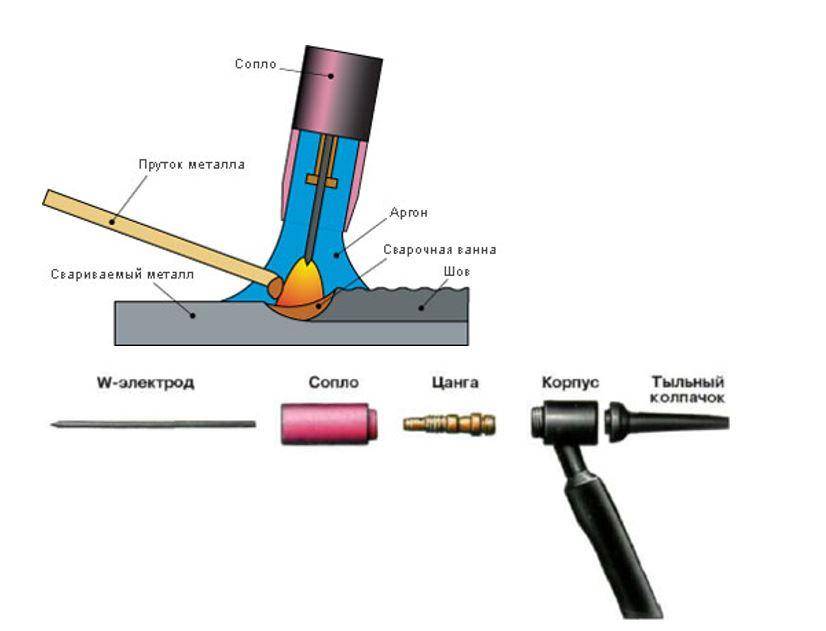 Мастерство, оно конечно только с опытом приходим. Зато теперь, благодаря ЦОПО могу официально работать по новой профессии и оттачивать это самое мастерство.
Мастерство, оно конечно только с опытом приходим. Зато теперь, благодаря ЦОПО могу официально работать по новой профессии и оттачивать это самое мастерство.
ГОСТ на аргонодуговую сварку, перечень всех документов
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Содержание
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка.
 В данном случае используется неплавящийся электрод.
В данном случае используется неплавящийся электрод. - ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.

- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
Содержание документа:
- Параметры и размеры горелок для аргонодуговой сварки включают в себя такие показатели, как номинальное значение и максимальное значение тока. Горелка РГА-150 рассчитана на 150 А при допустимом значении 200 А. Горелка РГА-400 позволяет увеличить силу тока до 500 А. Используемые вольфрамовые электроды в диаметре варьируются от о,8 до 6 мм. Также в данном пункте определены габаритные размеры горелок.
- Технические требования указывают, в каком режиме допускается эксплуатация устройств. Здесь отражены допустимые критерии окружающей среды (температура, влажность), а также условия для испытаний.
- Правила приемки. Производитель обязан гарантировать качество и надежность оборудования. Перечень требований представлен в настоящем документе.
- В пункте «Методы испытаний» описано, каким образом определяется соответствие оборудования установленным требованиям.
- ГОСТом также определены все условия для хранения и транспортировки. Их необходимо выполнять на всех этапах, от производства до поставки покупателю.
14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом. Сюда включены соединения деталей с толщиной кромок от 0,8 до 60 мм. К сварке трубопроводов предъявляются несколько иные требования, поэтому данный стандарт на них не распространяется.
Содержание документа:
- Типы сварных соединений. Данный пункт реализован в виде таблицы. Из нее можно почерпнуть такие данные, как форма подготовленных кромок, форма шва и толщина деталей.
- Конструктивные элементы и размеры. Для каждого типа кромок и каждой формы сварного шва установлены параметры, включающие в себя толщину детали, диаметр отбортовки, зазор между кромками, ширину шва, глубину сварочной ванны.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
- СвА99;
- СвА97;
- СвА85Т;
- СвА5;
- СвАМц;
- СвАМг3;
- СвАК5.
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Процессы дуговой сварки в среде защитного газа (TIG/MIG/MAG) — OpenLearn
Наука, математика и технологии
Обновлено в четверг, 8 марта 2018 г.
Сварка начинается с подачи электрической дуги между вольфрамовым электродом и соединяемым металлом. Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Этот контент связан с научными курсами и квалификациями Открытого университета
Принципы работы сварочной горелки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод, окруженный защитной атмосферой инертного газа, такого как аргон или гелий. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Принцип работы сварочного пистолета MIG
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Производство:
Сварка ВИГ
- Используется неплавящийся электрод из вольфрама с добавлением 1% тория (ThO 2 ). Процесс
- особенно полезен при сварке тонколистового металла без необходимости использования присадочного металла.
- Газ аргон высокой чистоты обеспечивает сварку без окисления, что позволяет успешно сваривать химически активные металлы, такие как титан и цирконий.
- Отсутствие образования шлака исключает операции по очистке.
- Минимальное разбрызгивание при сварке.
- Медленнее, чем процессы MMA или MIG.
- Хороший контроль сварочного тока, длины дуги и добавок присадочного металла.
- Поддается механизации.
- Блок питания до 300 А переменного тока. или постоянный ток
Сварка MIG
- Процесс может быть полуавтоматическим или автоматическим.
- Диаметр проволоки подачи варьируется от 0,75 до 2,25 мм. Провода
- обычно покрыты медью для улучшения проводимости.
- Смеси аргона и гелия можно использовать для защиты.
- Обеспечивает высокое качество сварных швов на высоких скоростях без удаления флюса (скорость наплавки 1,25–7,5 кг ч -1 ).
- Блок питания 60–500 А, 16–40 В пост.
Металлоактивный газ (MAG) и CO
2 сварка- Аргон или гелий заменяются в процессе MIG диоксидом углерода (с добавками или без них) по более низкой цене.
- CO 2 используется в основном для сварки стали.
- Добавление до 10% кислорода в основу CO 2 дает следующие преимущества: обеспечивает более плавный перенос металла шва, увеличивает текучесть сварочной ванны и увеличивает смачиваемость металла шва.
Материалы:
Сварка ВИГ
- сварка углеродистых и легированных сталей, жаропрочных и нержавеющих сталей, меди и ее сплавов, никеля и его сплавов.
- а.с. сварка TIG требуется для сварки TIG сплавов алюминия, магния и алюминий-бронзы, чтобы разрушить стойкие поверхностные оксиды на поверхности металла.
- Использование аргона высокой чистоты позволяет сваривать химически активные металлы, такие как титан и цирконий, с аргоновыми кожухами и электродами постоянного тока. Текущий.
- Тонкостенные (1,6 мм и меньше) трубы из нержавеющей стали можно сваривать методом ВИГ, вращая сварочную головку и фиксируя трубу. Это называется орбитальной сваркой труб.
Сварка МИГ
- Процесс МИГ подходит для сварки алюминия, магниевых сплавов, простых и низколегированных сталей, нержавеющих и жаропрочных сталей, а также меди и бронзы.
- Различия в составе присадочной проволоки, токе и напряжении, а также в защитном газе.
MAG и CO
2 сварка- CO 2 сварка в основном используется для сварки мягких и низколегированных сталей (дешевле аргона).
- CO 2 действительно эффективен в качестве защитного газа, если электродная проволока содержит до 1,8 % марганца, 0,5 % кремния, 0,15 % титана и 0,15 % циркония, которые действуют как раскислители.
- Нержавеющая сталь сваривается в среде аргона с 1% кислорода.
Дизайн:
Сварка ВИГ
- Позволяет успешно сваривать тонколистовые материалы с минимальной деформацией (толщиной < 0,5 мм).
- Алюминиевые сплавы с толщиной листа 2–6,4 мм можно сваривать в виде плоских стыковых соединений. Пластины толщиной 5–9,5 мм, сваренные одинарными V-образными стыковыми соединениями.
- Тонкая труба из нержавеющей стали может быть сварена методом TIG методом орбитальной сварки труб.
Сварка MIG
- Листы толщиной 6–25 мм могут быть сварены встык с алюминиевыми поверхностями 1,6–4,8 мм.
- Производительность выше, чем при сварке TIG.
- Используется в общестроительном строительстве.
MAG и CO
2 сварка- Автоматическая сварка MAG или CO 2 процессы обеспечивают постоянное высокое качество сварных швов в низколегированных и низколегированных сталях.
- Более высокая скорость сварки, чем при сварке TIG или MIG.
Эта статья является частью Manupedia – сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.
СТУДЕНИЕ СТУДЕНТА
BA/BSC (Honors) Открытая степень
- .
Поделитесь этим бесплатным курсом
Информация об авторских правах
Разница между расходуемым и нерасходуемым электродом
Пинту Присоединение
Дуговая сварка — это один из видов процесса сварки плавлением, при котором электрическая дуга используется для подачи тепла для плавления соприкасающихся поверхностей основного металла, а также присадочного металла. Существует несколько процессов дуговой сварки, а именно дуговая сварка с защитным металлом (SMAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в газе (GTAW), дуговая сварка порошковой проволокой (FCAW), дуговая сварка под флюсом (SAW), электрошлаковая сварка (ESW). ), дуговая углеродная сварка (CAW), электрогазовая сварка (EGW) и т.
д. Независимо от процесса сварки дуга всегда возникает между электродом и проводящим основным металлом. В некоторых процессах дуговой сварки электрод расходуется во время сварки для подачи необходимого наполнителя; в то время как в других процессах электрод остается неизменным. По расходу электродного материала при сварке сварочные электроды можно разделить на плавящиеся электроды и неплавящиеся электроды. Каждый тип электрода имеет уникальные преимущества и ограничения.При дуговой сварке плавящийся электрод плавится из-за нагрева дуги и впоследствии откладывается на валике сварного шва. Поскольку сам электрод поставляет необходимый наполнитель для заполнения корневого зазора между исходными компонентами, подача дополнительного наполнителя не требуется. Очевидно, расплавленная часть электрода в конечном итоге становится неотъемлемой частью наплавленного валика. Из-за постоянного расхода электрода срок его службы короток. Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, так как химическая совместимость очень важна для образования коалесценции.
В процессах дуговой сварки, таких как SMAW, GMAW, SAW, FCAW, ESW и т. д., используется расходуемый электрод. С другой стороны, неплавящийся электрод не плавится и не откладывается на сварном шве ни на одной стадии сварки. Здесь электрод используется только для создания и поддержания электрической дуги. Присадочный материал, если требуется, необходимо поставить отдельно. Таким образом, электрод имеет более длительный срок службы. Здесь существует проблема совместимости между присадочным металлом и основными металлами, и, следовательно, материал электрода не зависит от соединяемых основных металлов. Сварка TIG является распространенным примером, в котором используется неплавящийся вольфрамовый электрод. Различные сходства и различия между расходуемым электродом и нерасходуемым электродом приведены ниже в виде таблицы.- Роль эмиссии электронов и образования дуги одинакова как для плавящихся, так и для неплавящихся электродов.
- При использовании как плавящихся, так и неплавящихся электродов прилегающая поверхность основных металлов, а также присадочный металл оплавляются во время дуговой сварки для образования коалесценции.
- Защитный газ требуется для обоих электродов, чтобы защитить горячий валик сварного шва от нежелательного окисления и загрязнения. Однако источник защитного газа может варьироваться от одного сварочного процесса к другому.
Расходуемый электрод Нерасходуемый электрод Плавящийся электрод плавится во время сварки и впоследствии откладывается на валике сварного шва. Неплавящийся электрод не плавится и не откладывается на сварном шве. Он остается неповрежденным на протяжении всей сварки. Расходуемый электрод действует как наполнитель и, таким образом, поставляет необходимый наполнитель, предназначенный для заполнения корневого промежутка. Неплавящийся электрод не подает наполнитель. При этом наполнитель необходимо подавать отдельно. После сварки значительная часть электрода становится неотъемлемой частью наплавленного валика. После сварки электрод остается нетронутым (за исключением небольшой эрозии). Этот тип электрода не допускает автогенный режим сварки, так как присадочный материал наносится по своей сути. Его можно использовать как для гомогенного, так и для гетерогенного режима сварки. Позволяет использовать все три режима сварки – автогенный, гомогенный и гетерогенный. Материал электрода следует выбирать на основе исходных материалов, чтобы обеспечить химическую совместимость между ними. Поскольку неплавящийся электрод не выступает в качестве наполнителя, материал электрода не зависит от свариваемых основных материалов. Поскольку электродный материал расходуется во время сварки, обычно требуется частая замена электрода. Однако частота замены зависит от размера электрода и скорости осаждения наполнителя. Неплавящийся электрод обеспечивает увеличенный срок службы, поскольку он не расходуется во время сварки. Частая замена также нежелательна (помогает повысить производительность).Процессы дуговой сварки с использованием плавящегося электрода: - Дуговая сварка в защитном металле (SMAW)
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW) (как MIG, так и MAG)
- Дуговая сварка флюсовой проволокой (FCAW)
- Дуговая сварка под флюсом (SAW)
- Электрошлаковая сварка (ЭШС)
- Электрогазовая сварка (ЭГС)
Процессы дуговой сварки, в которых используется неплавящийся электрод: - Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамовым электродом в среде инертного газа (TIG)
- Сварка атомным водородом (AHW)
- Дуговая сварка углеродом (CAW)
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Учебник по технологии сварки О. П. Кханна (Dhanpat Rai Publications).
Tagged Дуга, Проводимость, Электрод, Электрон, Соединение, ПлавлениеКак используется аргон при сварке MIG и чем отличается сварка MIG и MAG?
Как используется аргон при сварке MIG и чем отличается сварка MIG и MAG? | Группа CWBПерейти к основному содержанию
Поиск в сертифицированных каталогах CWB
Поиск сертифицированных компаний, инспекторов, инспекционных организаций, сварочных материалов, аккредитованных испытательных центров и утвержденных инженеров
Поиск на веб-сайте CWB
ПоискАббревиатуры MIG (металлический инертный газ), MAG (металлический активный газ) и GMAW (дуговая сварка металлическим газом) описывают один и тот же основной процесс сварки. В этом процессе сварки дуга зажигается между постоянно подаваемым плавящимся электродом и заготовкой, как показано на рис. 1. Плавящийся электрод представляет собой оголенную проволоку.
Тепло, выделяемое дугой, расплавляет электрод и часть основного металла в зоне сварки. Сама дуга переносит расплавленный металл с кончика плавящегося электрода на заготовку, и здесь он соединяется с расплавленным основным металлом, образуя наплавленный металл.Твердый электрод представляет собой проволоку небольшого диаметра, намотанную на проволочный пул. Во время сварки этот проволочный электрод непрерывно подается через устройство подачи проволоки в зону сварки и подает необходимый присадочный металл для заполнения зазора в стыке.
Рисунок 1. Принципы процесса MIG/MAG/GMAW
Состав расходуемого электрода выбирается на основе соединяемых компонентов, и он часто имеет состав, аналогичный составу основных металлов. Поскольку в процессе используется голый электрод без какой-либо формы флюса, в зону сварки необходимо подавать защитный газ. Этот защитный газ необходим для защиты расплавленного металла сварного шва от нежелательного окисления и загрязнения.
По сути, защитный газ является ключом к тому, как и где используется процесс и как он определяется. Одной из форм процесса является использование инертных газов для защиты. Инертный газ не вступает в какие-либо химические реакции при заданном наборе условий, поскольку они не вступают в реакцию. Как следует из названия, инертные газы, такие как аргон и гелий, используются для защиты в производном процессе, определяемом как (MIG), сварка металлов в инертном газе. Здесь защитный газ остается стабильным во время сварки и, таким образом, не диффундирует какой-либо внешний элемент в сварочный валик 9.0003
Сварка металлов в среде инертного газа (MIG) была впервые разработана для сварки алюминия. В начальной разработке дуга и сварочная ванна были сформированы с использованием электрода из оголенной проволоки, который был защищен газообразным гелием. Более поздние разработки заменили аргон. Газы аргон и гелий в настоящее время обычно используются для сварки MIG цветных металлов, таких как сплавы алюминия, меди и никеля.
С другой стороны, защитный газ может содержать инертный газ, но он также может быть смешан с другими газами, которые называются активными. Кислород и двуокись углерода являются двумя обычно используемыми активными газами для смешивания с аргоном и/или гелием. В этих случаях, когда для защиты дуги используется смесь активных газов, процесс определяется как (MAG) — сварка металлическим активным газом. Активные газы могут распадаться под действием тепла дуги и вызывать химические реакции в металле сварного шва. Таким образом, они способны изменять механические и химические свойства металла сварного шва и влиять на перенос присадочного металла через дугу.
Сварка MAG обычно используется для соединения сталей с защитными газами, как правило, вокруг.
• 100 % CO2
• аргон от +2 до 5 % кислорода
• аргон от +5 до 25 % CO2Мы можем переопределить процессы MIG и MAG ниже. Эти два термина в основном используются в Европе, тогда как в Северной Америке мы определили эти конкретные процессы с помощью более общего термина, который по существу охватывает их оба.
Этот термин (GMAW), дуговая сварка металлическим газом,MIG Welding
- В качестве защитного газа используется инертный газ, наиболее распространены аргон и гелий, но иногда вводится азот.
- Защитный газ, будучи инертным, не наводит в сварочную ванну никаких вечных химических элементов. Как таковой он не влияет на свойства сварного шва.
Сварка MAG
- Смесь активных газов, обычно кислорода и/или двуокиси углерода, с инертными газами. Также в режиме MAG можно использовать 100% углекислый газ.
- Пробой активных газов в дуге и, следовательно, некоторых элементов, напр. кислород и углерод могут быть введены в сварочную ванну. Таким образом, газы МАГ могут влиять на конечные свойства металла сварного шва.
Еще одно свойство всех этих газов, будь то в режиме MIG или MAG, заключается в том, что они влияют на то, как капли металла переносятся через дугу. Перенос металла может быть: 1) коротким замыканием, 2) шаровидным и 3) распылением.
На тип переноса металла влияет защитный газ, среди прочих факторов, и это может быть обсуждено в следующей статье.Мик Дж. Пейтс, президент PPC and Associates.
Отказ от ответственности
Предоставленная информация предназначена для общего интереса, для обучения и информирования нашей аудитории. CWB и те, кто дает ответы на вопросы, не несут никакой ответственности за какие-либо упущения или искажения, которые могут привести к неправильному применению или возможным решениям, с которыми может столкнуться отрасль.Содержание «Как это работает» предоставляется отраслевыми экспертами в Ассоциацию CWB и не обязательно отражает точку зрения CWB Group. При тестировании на получение сертификата CWB или CWB Education обращайтесь к учебникам CWB Education или стандартам CSA в качестве официального источника информации.
В каком процессе используется расходуемый электрод? – Wise-Answers
Содержание
- 1 В каком процессе используется расходуемый электрод?
- 2 В каком процессе сварки используется плавящийся электрод?
- 3 Что такое расходный и нерасходный материал?
- 4 В каком процессе сварки используется неплавящийся электрод?
- 5 Что такое процесс сварки плавлением?
- 6 Пример нерасходуемого материала?
- 7 В каком из следующих процессов сварки используется неплавящийся электрод?
- 8 При какой сварке используются неплавящиеся электроды?
- 9 Что такое неплавящийся электрод?
- 10 Какие плавящиеся электроды используются при сварке?
- 11 Какова роль сварочных электродов в дуговой сварке?
В каком процессе используется расходуемый электрод?
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием.
Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.В каком процессе сварки используется плавящийся электрод?
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) или дуговая сварка металлическим электродом в среде инертного газа (MIG): в этом процессе дуга образуется между непрерывным, автоматически подаваемым металлическим расходуемым электродом и сварочным изделием в атмосфере инертного газа, и, следовательно, это называется процессом дуговой сварки металлов в среде инертного газа (MIG).
В каком из следующих процессов сварки используется неплавящийся электрод?
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс, при котором электрическая дуга поддерживается между неплавящимся вольфрамовым электродом и свариваемой деталью.
Что такое расходуемый и нерасходуемый?
Расходные материалы – это продукты, которые потребители покупают периодически, т. е. предметы, которые «изнашиваются» или выбрасываются. «Непотребляемые» объекты также включают в себя капитальные товары: (Потребляемые продукты): Не включены капитальные товары, такие как компьютеры, факсимильные аппараты и другое оборудование для бизнеса или офисная мебель.
В каком процессе сварки используется неплавящийся электрод?
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс, при котором электрическая дуга поддерживается между неплавящимся вольфрамовым электродом и свариваемой деталью.Какой материал не используется для изготовления неплавящихся электродов?
Какой материал не используется для изготовления неплавящихся электродов? Пояснение: Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки.
Эти электроды в основном состоят из таких материалов, как углерод, графит и вольфрам. 7.Что такое процесс сварки плавлением?
Сварка плавлением — это процесс, в котором используется тепло для соединения или сплавления двух или более материалов путем нагревания их до точки плавления. Внешнее приложение давления не требуется для процессов сварки плавлением, за исключением контактной сварки, где во время сварки требуется значительное контактное давление для прочного соединения.
Что такое нерасходуемый пример?
Нерасходуемый ресурс — это предмет, который у вас есть в ограниченном количестве и который вы повторно используете, например проектор, электронное оборудование или стулья.
Что такое нерасходуемые предметы?
: вещь (земля, мебель или акции), которой можно пользоваться без изменения ее сущности, за исключением естественного износа с течением времени.
В каком из следующих процессов сварки используется неплавящийся электрод?
При какой сварке используются неплавящиеся электроды?
Решение (команда Examveda) Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) или сварка вольфрамом/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, инертного или полуинертного газа.
смесь и отдельный наполнитель.Что такое сварка не плавлением?
Сварка, осуществляемая без необходимости плавления для достижения металлической непрерывности между элементами стыкового соединения или между наполнителем и элементом соединения, известна как сварка не плавлением.
Что такое неплавящийся электрод?
Методы неплавящегося электрода Дуговая сварка вольфрамовым электродом (GTAW) или сварка вольфрамом/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод, изготовленный из вольфрама, смеси инертного или полуинертного газа. и отдельный наполнитель. В чем разница между плавящимся и неплавящимся электродом?
Какие плавящиеся электроды используются при сварке?
Стержневой электрод, порошковая проволока, сплошная проволока, проволока под флюсом и флюсы — вот некоторые из сварочных материалов, используемых в процессе сварки. Следовательно, в каком процессе сварки используется неплавящийся электрод?
Как выбрать расходуемый электрод для формирования коалесценции?
Материал расходуемого электрода следует выбирать в зависимости от материала заготовки, так как химическая совместимость очень важна для формирования коалесценции.
В процессах дуговой сварки, таких как SMAW, GMAW, SAW, FCAW, ESW и т. д., используется расходуемый электрод.Какова роль сварочных электродов в дуговой сварке?
При использовании как плавящихся, так и неплавящихся электродов прилегающая поверхность основных металлов, а также присадочный металл оплавляются во время дуговой сварки для образования коалесценции. Защитный газ требуется для обоих электродов, чтобы защитить горячий валик сварного шва от нежелательного окисления и загрязнения.
В каком процессе сварки используется плавящийся электрод?
В каком процессе сварки используется плавящийся электрод? Часто используемый процесс с непрерывной подачей расходуемого электрода и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом.
При какой сварке используются плавящиеся электроды?
Принципы сварки a MIG «пистолет»
В процессе сварки металлов в среде инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
В каком процессе сварки не используется плавящийся электрод?
Solution(By Examveda Team)
Дуговая сварка вольфрамовым электродом (GTAW) или сварка вольфрамовым/инертным газом (TIG) — это процесс ручной сварки, в котором используется неплавящийся электрод из вольфрама, инертного или полуинертная газовая смесь и отдельный присадочный материал.
В каком из них используется расходуемый электрод?
Электрод служит присадочным металлом и плавится вместе со свариваемыми металлами.
Например, при типичной электродуговой сварке плавящимся электродом является сварочный стержень из присадочного металла и содержит флюс, который способствует созданию барьера для защиты сварного шва от любых загрязнений.В каком из следующих сварочных процессов расходуется электрод?
При термитной сварке расплавленный металл представляет собой металл сварного шва, который в результате химической реакции за пределами сварных швов доводится до расплавленного состояния, а затем заливается или подается между соединяемыми деталями.
Какой тип электрода используется при сварке MIG?
Название процесса происходит от вольфрамового электрода внутри сварочного пистолета. В MIG этот электрод является расходуемым металлом, который создает наполнитель. Однако вольфрам не так легко плавится, как другие материалы. Он проводит электрическую дугу непосредственно к компонентам, которые необходимо соединить.
Какой электрод используется для сварки TIG?
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), представляет собой процесс дуговой сварки, при котором сварка производится с0483 расходуемый вольфрамовый электрод .
Какой материал не используется для изготовления неплавящихся электродов?
Какой материал не используется для изготовления неплавящихся электродов? Пояснение: Неплавящиеся электроды — это электроды, которые не расходуются в процессе сварки. Эти электроды в основном состоят из таких материалов, как углерод , графит и вольфрам .
7.Что такое сварка плавящимся и неплавящимся электродом?
Расходуемые электроды — это электроды, структура которых при использовании может существенно измениться. Это означает, что эти электроды будут израсходованы при их использовании. Неплавящиеся электроды — это те, которые не расходуются в процессе сварки .
Почему вольфрам используется в неплавящихся электродах?
Электрод. Электрод, используемый в GTAW, изготовлен из вольфрама или вольфрамового сплава , потому что вольфрам имеет самую высокую температуру плавления среди чистых металлов: 3422 °C (6,192 °F) . В результате электрод не расходуется во время сварки, хотя может происходить некоторая эрозия (называемая выгоранием).
Что такое расходуемый и нерасходуемый материал?
Расходные материалы — это товары, которые потребители покупают периодически , т. е. предметы, которые «приходят в негодность» или выбрасываются.
… «Непотребляемые» объекты также включают капитальные товары: (Потребляемые продукты) : Не включены капитальные товары, такие как компьютеры, факсимильные аппараты и другое оборудование для бизнеса или офисная мебель.В каком из следующих процессов используется расходуемый металлический электрод, покрытый флюсом?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как , как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка в среде защитного флюса или, неофициально, сварка стержнем, представляет собой процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом. заложить сварной шов.
Какой материал используется в качестве электродов при точечной сварке?
Электроды обычно изготавливаются из сплава с низким сопротивлением, обычно из меди , и имеют множество различных форм и размеров в зависимости от необходимого применения. Два свариваемых материала называются заготовками и должны проводить электричество.
В каком процессе используется расходуемый трубчатый порошковый электрод?
ТестНовинки! Процесс дуговой сварки , в котором используется трубчатый электрод с флюсом в сердцевине. Процесс дуговой сварки, при котором между сплошным проволочным электродом и заготовкой возникает дуга, образующая сварочную ванну в присутствии защитного газа.
Какие типы электродов используются при сварке?
Для электродной сварки обычно используются электроды 6010, 6011, 6013, 7018 и 7024 с наиболее распространенными диаметрами от 1/8 до 5/32 дюйма.
Каждый из этих электродов обеспечивает возможность сварки во всех положениях (кроме 7024).Электрод ВИГ классифицируется как расходуемый или неплавящийся электрод?
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), используется неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферных загрязнений.
Что такое сварка вольфрамовым электродом?
Вольфрамовые электроды для ВИГ. Сварка вольфрамовым электродом в среде инертного газа (TIG) — популярный вид сварки, в котором используются вольфрамовые электроды для соединения различных металлов .
… Электроды поставляются без заземления. При шлифовке наконечника сделайте его острым и плотным, чтобы получить мощную и точную дугу и обеспечить чистый сварной шов.Что такое вольфрамовый электрод?
Вольфрамовые электроды используются при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке. … Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются после спекания.
При каком типе сварки газового щита используется плавящийся электрод и сварка может производиться во всех положениях*?
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), также известная как , как ручная дуговая сварка металлическим электродом, представляет собой процесс ручной дуговой сварки, в котором используется расходуемый и защищенный электрод.
Какая сварка используется на железнодорожных путях?
Термитная сварка широко используется для сварки железнодорожных рельсов.
Какой материал не используется в качестве железного покрытия на электроде, используемом при дуговой сварке?
9. Какой материал не используется в качестве железного покрытия на электроде, используемом при дуговой сварке? Пояснение: Материалы, которые используются в качестве покрытия на электроде, применяемом при дуговой сварке, относятся к классу 9.0483 целлюлоза , порошок железа, фторид кальция и рутил. Железо используется для облегчения сварки, но не сталь, хотя оно в основном содержит железо.
Является ли сварочный пруток расходным материалом?
Стержни, используемые для сварки MIG и дуговой сварки, являются примерами плавящихся электродов . У них есть присадочный материал, который плавится, образуя сварные швы.
Является ли электрод расходуемым в MMAW?
MMAW использует расходуемый электрод в виде короткого стержня малого диаметра. … Электрод не содержит флюса для производства газа. Флюс (покрытие электрода) образует шлак на сварном шве. Этот шлак может привести к дефектам или ухудшить внешний вид.
Электроды какого типа не являются расходными?
Неплавящиеся электроды – это электроды, которые не плавятся и не расходуются в процессе сварки.
Эти электроды предполагают использование материалов с высокой температурой плавления, таких как углерод — MP 6700 градусов по Фаренгейту , чистый вольфрам MP 6150 градусов по Фаренгейту или вольфрамовый сплав.Примеры расходных материалов?
Расходные материалы — это продукты, которые потребители используют периодически, т. е. предметы, которые «изнашиваются» или выбрасываются. Например, расходными канцелярскими товарами являются такие продукты, как бумага, ручки, папки с файлами, стикеры Post-it и картриджи с тонером или чернилами .
Что такое расходные материалы?
Расходные материалы (также известные как потребительские товары, товары кратковременного пользования или товары повседневного спроса) — это товары, предназначенные для потребления . Например, люди всегда потребляли пищу и воду. … Расходные материалы — это продукты, которые потребители используют периодически, т.
е. предметы, которые «изнашиваются» или выбрасываются.Разница между процессами сварки GMAW и GTAW
Сварка является одним из популярных методов соединения, позволяющим неразрывно соединять два или более материалов вместе с применением или без применения тепла, давления и присадочного материала. Сварка плавлением представляет собой группу сварочных процессов, при которых соприкасающиеся поверхности основного компонента сплавляются путем нагревания для образования коалесценции. Дуговая сварка является наиболее популярным процессом сварки плавлением, при котором тепло подается с помощью электрической дуги, возникающей между двумя электродами при наличии достаточной разности потенциалов. Существуют различные процессы дуговой сварки для соединения различных материалов различными способами. Дуговая сварка металлическим электродом в среде защитного газа (GMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это два таких процесса дуговой сварки, обладающие определенными уникальными преимуществами.
Дуговая сварка металлическим газом (GMAW) – это экономичный процесс соединения, при котором коалесценция образуется путем плавления привалочных поверхностей и присадочного металла с помощью электрической дуги, образующейся между плавящимся электродом и проводящим основным металлом. Поскольку электрод является расходуемым, его подача осуществляется непрерывно с постоянной скоростью с помощью механизированного механизма подачи проволоки. Поэтому его нельзя проводить в автогенном режиме, так как расходуемый электрод является неотъемлемой частью процесса. Для защиты сварного шва от загрязнения можно использовать подходящий защитный газ (инертный или активный). Однако присадочный металл может наноситься на валик сварного шва с более высокой скоростью, и поэтому этот процесс является производительным и экономичным. При правильном выполнении с использованием оптимального набора параметров можно получить прочное и надежное соединение.
Дуговая сварка вольфрамовым электродом (GTAW) , широко известная как сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой сложный процесс сварки плавлением, при котором соединение осуществляется путем образования коалесценции из-за сплавления сопрягаемых поверхностей.
Здесь электрическая дуга возникает между проводящим материалом основы и неплавящимся вольфрамовым электродом. Поскольку электрод является неплавящимся, присадочный материал необходимо наносить отдельно при наличии достаточного корневого зазора. Он также благоприятен для автогенного режима сварки, когда не применяется присадочный материал. Защитный газ, предпочтительно инертный газ, такой как аргон, также применяется для защиты ванны горячего металла во время сварки от атмосферного кислорода. Хотя этот процесс сравнительно медленнее, его способность соединять различные металлы и создавать прочные и надежные соединения делает его одним из предпочтительных процессов во многих областях применения. Великолепный внешний вид сварного шва и бездефектное соединение также являются двумя важными преимуществами. GMAW отличается от GTAW во многих аспектах, и их различия приведены ниже в виде таблицы.Дуговая сварка металлическим газом (GMAW) Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) GMAW использует расходуемый электрод. В сварке Таким образом, электродный материал плавится и откладывается на сварном шве.GTAW или TIG используется неплавящийся электрод, поэтому электродный материал не осаждается на валике сварного шва. Металлургический состав электродного материала аналогичен основному компоненту. Электрод изготовлен только из вольфрама (с небольшими легирующими элементами). Невозможно выполнить в автогенном режиме, так как этому процессу присуще осаждение электродного материала. Это один из благоприятных процессов дуговой сварки для автогенной сварки. Поскольку электрод обеспечивает необходимый наполнитель для заполнения корневого промежутка, внешний наполнитель не применяется. Присадочный материал при необходимости наносится снаружи обычно в виде стержней малого диаметра. Процесс GMAW может использовать инертный или активный защитный газ. В процессе GTAWв основном используется инертный защитный газ. Процесс GMAW намного быстрее, так как электрод (или наполнитель) непрерывно подается механизированной системой. GTAW является сравнительно более медленным процессом. Так что это экономически невыгодно. В процессе GMAW образуются брызги, даже если для сварки используется оптимальный набор параметров. GTAW — это сварочный процесс без брызг. Внешний вид сварного шва не очень хороший. Обеспечивает превосходный сварной шов. Это относительно простой процесс. Для выполнения этого процесса требуется опытный и внимательный сварщик. Плавящийся и неплавящийся электрод: При дуговой сварке электрическая дуга возникает между электродом и токопроводящими рабочими материалами. Высокая тепловая плотность этой дуги расплавляет привалочные поверхности основных компонентов, а также присадочный металл, если он применяется.
Когда электрод плавится и, следовательно, откладывается на сварном шве во время сварки, его называют плавящимся электродом. Другими словами, когда электрод расходуется для обеспечения наполнителя, он называется расходуемым электродом. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) электрод относится к плавящемуся типу, поскольку он плавится из-за нагрева дуги и впоследствии осаждается на валике сварного шва. В отличие от этого, в процессе дуговой сварки вольфрамовым электродом (GTAW) электрод остается неповрежденным при интенсивном дуговом нагреве. Поскольку он не плавится для осаждения необходимого присадочного металла, он не является расходуемым. Следовательно, срок службы электрода GTAW выше, чем у электрода GMAW.Состав электродного материала: В GMAW металлургический состав электрода (или наполнителя) более или менее совпадает с составом исходных компонентов, которые должны быть соединены. В GTAW всегда используется заостренный вольфрамовый электрод, независимо от состава исходного материала.
Однако некоторые легирующие элементы (например, торий, оксид лантана, оксид церия, диоксид циркония и т. д.) также добавляются к вольфраму для улучшения различных характеристик сварки, таких как излучательная способность электронов, эрозия электрода и т. д.Возможность выполнения в автогенном режиме: Автогенный режим сварки выполняется без применения присадочного металла. Здесь корневой зазор поддерживается минимальным, обычно нулевым. Во время сварки только соприкасающиеся поверхности оплавляются за счет нагрева электрической дугой и охлаждаются. Расплавленный материал двух поверхностей смешивается и при охлаждении образует сварной шов. Процесс GMAW по своей сути наносит присадочный металл на сварной шов, поскольку в нем используется расходуемый электрод. Таким образом, это не может быть выполнено в аутогенном режиме. Поскольку при сварке TIG используется неплавящийся электрод, ее целесообразно выполнять в автогенном режиме. Фактически, это один из предпочтительных способов сварки для соединения в автогенном режиме.
Нанесение присадочного металла снаружи: Не требуется наносить присадочный металл из внешнего источника в процессе GMAW, так как сам электрод действует как присадочный металл. Однако при сварке TIG присадку можно наносить отдельно, если это необходимо. Хотя TIG предпочтительнее для автогенного соединения, его также можно выполнять в гомогенном или гетерогенном режиме. Присадку в виде стержня малого диаметра можно подавать в зону сварки под электрической дугой с постоянной заданной скоростью. Этот присадочный стержень расплавляется за счет дугового нагрева и откладывает необходимый наполнитель. Состав этого присадочного стержня может быть как у рабочего материала, так и отличаться от него; однако он должен быть совместим с основным металлом, в противном случае будет получено дефектное соединение.
Инертный и активный защитный газ: Защитный газ используется для защиты горячего сварного шва от кислорода воздуха путем создания защитного слоя, окружающего всю зону сварки.
Это также прямо или косвенно помогает снизить уровень разбрызгивания, стабилизировать дугу и улучшить свойства сварного шва. Этот защитный газ может быть также инертным или активным газом. Активный защитный газ может показать лучшие характеристики в определенных ситуациях. Такие газы также могут индуцировать химические элементы на сварном шве для улучшения различных механических свойств соединения. В процессе GMAW могут использоваться оба типа защитного газа; и, соответственно, его можно разделить на две группы — металлический инертный газ (MIG) и металлический активный газ (MAG). MIG использует только инертный газ, такой как аргон, гелий и т. д. MAG использует активный газ, такой как двуокись углерода, кислород и т. д., обычно смешанный с инертным газом в различных пропорциях. С другой стороны, в процессе сварки GTAW или TIG используется только инертный газ, преимущественно аргон.GMAW — более быстрый процесс по сравнению с TIG: В процессе GMAW электрод в виде проволоки малого диаметра, намотанной в ванне, непрерывно подается с помощью соответствующего механизированного устройства.
Таким образом, наполнитель может наноситься быстрее, и, следовательно, этот процесс сварки является более производительным по сравнению со сваркой TIG.Уровень и внешний вид разбрызгивания: Брызги – это мелкие капли расплавленного металлического наполнителя, образующиеся в результате рассеяния дуги и выходящие из зоны сварки. Это разбрызгивание вызывает потерю присадочного металла и, следовательно, неравномерную скорость осаждения присадочного материала, что иногда приводит к различным дефектам сварки, включая отрицательное армирование и неточность размеров. Он также портит внешний вид и требует шлифовки после сварки для его удаления. Многие процессы дуговой сварки производят брызги, включая GMAW. Ее невозможно выполнить без разбрызгивания даже при оптимальном наборе параметров процесса и правильной технике сварки. Сварка TIG обычно не дает брызг, если поверхность обрабатываемого материала не является чистой. Сварной шов, полученный сваркой TIG, гладкий и внешне привлекательный.
Квалификация сварщика: GMAW выполнять гораздо проще, так как большинство движений автоматизировано. Даже движение горелки можно автоматизировать с помощью подходящего устройства. Установить дугу также проще. По сравнению с этим, сварка TIG представляет собой сложный процесс, поэтому требуется опытный сварщик для плавного выполнения сварки без прорыва дуги или нежелательного обрыва дуги. Очень важно установить дугу, так как вольфрамовый электрод может прилипнуть к рабочей поверхности, что приведет к дефекту вольфрамового включения.
В этой статье представлено научное сравнение между дуговой сваркой металлическим электродом (GMAW) и дуговой сваркой вольфрамовым электродом (GTAW). Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Сварка вольфрамовым электродом в среде инертного газа (TIG или GTA) от TWI-Global.com.
- Справочник по дуговой сварке металлическим газом, автор У. Х. Минник (2007 г., Гудхарт Уиллкокс).